revised drill deep & wide workshop training 6
TRANSCRIPT

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
“Spills are not acceptable.”
Deep & Wide Process

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Spill Data for GM Suppliers
050
100150200250300350
2000 2001 2002 2003 2004
Year
290
87
149
41 0
Num
ber o
f Spi
lls
Our success depends on your performance!

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Recurrence Prevention Model

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Supplier Quality Model
ProtectQuality process -containment & responsiveness
ProtectQuality process -detection & responsiveness
Plan
Do
Check/Act
PreventManufacturing process -standardized work and
error proofing
PreventManufacturing process -standardized work and
error proofing
PredictPlanning process -
informational content in FMEAs and CPs
PredictPlanning process -
informational content in FMEAs and CPs
Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
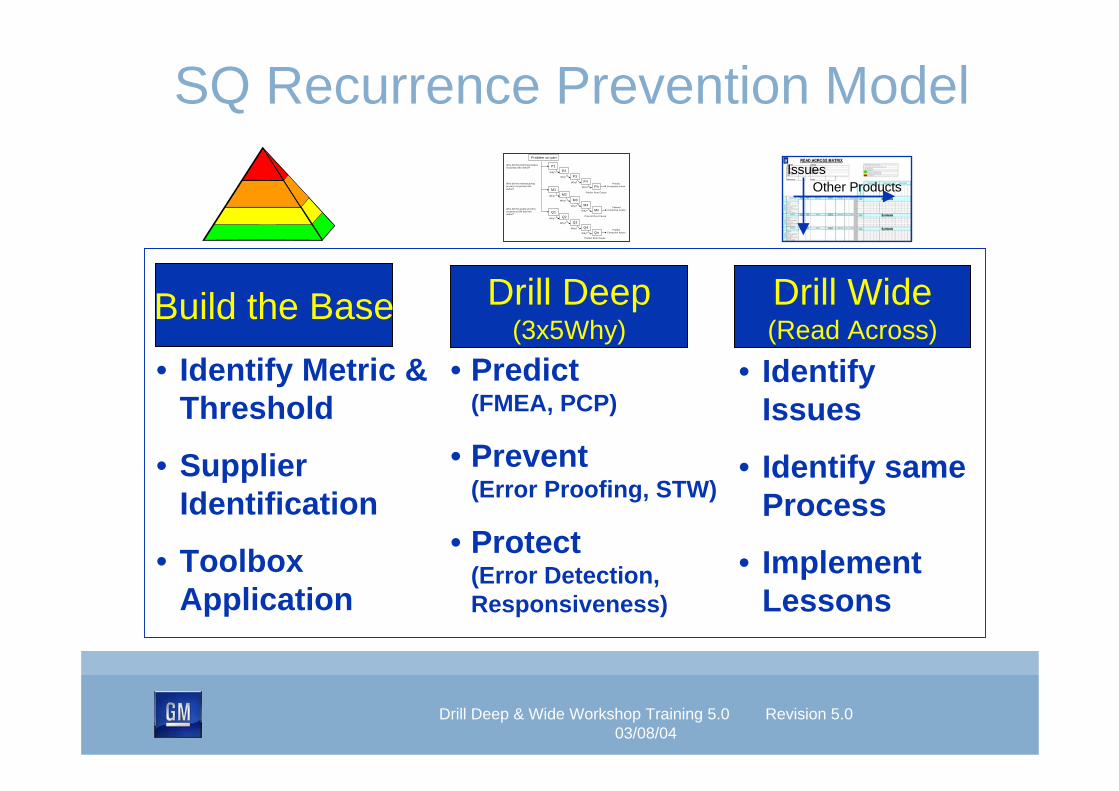
• Identify Metric & Threshold
• SupplierIdentification
• ToolboxApplication
• Predict(FMEA, PCP)
• Prevent(Error Proofing, STW)
• Protect(Error Detection, Responsiveness)
• IdentifyIssues
• Identify same Process
• Implement Lessons
SQ Recurrence Prevention Model
Build the Base Drill Wide(Read Across)
Drill Deep(3x5Why)
Why did the planning process not predict the defect?
Why did the manufacturing process not prevent the defect?
Why did the quality process not protect GM from the defect?
Problem on part
P1P2
P3P4
PnPredict Root Cause
Why?
Why?
Why?
Why?M1
M2M3
M4Mn
Prevent Root Cause
Why?
Why?
Why?
Why?Q1Q2
Q3Q4
QnProtect Root Cause
Why?
Why?
Why?
Why?
PredictCorrective Action
Prevent Corrective Action
ProtectCorrective Action
IssuesOther Products

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Spills
Emerging Current Issues
Functional BuildIssues
Supplier Process Issues
Plant Issues
EmergingLaunch Issues Prevention
should start here
WideImplementation(Read Across)
Deep Investigation(Drill Deep analysis)
Recurrence Prevention Model

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Spills
Emerging Current Issues
Functional BuildIssues
Supplier Process Issues
Plant Issues
EmergingLaunch Issues
Recurrence Prevention Model
Spills / MDRepeat EIs
Critical Suppliers forPotential Spill
Chronic Suppliers
All Suppliers

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Drill Deep Training

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Drill Deep Analysis• What is the intent of the Drill Deep analysis?
• Why did the planning process not predictthe defect?
• Why did the manufacturing process not prevent the defect?
• Why did the quality process not protect GM from the defect?

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Drill Deep Analysis• Key Points:
• Drill Deep Analysis is not used to understand what failed but rather whythe system failed.
• Therefore, the technical root cause (i.e., the Red X in supplier’s process) should be known before the Drill Deep Worksheet is completed.
• 3 x 5 Why <--> Drill Deep Analysis

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Why did the planning process not predict the defect?
Why did the manufacturing process not prevent the defect?
Why did the quality process not protect GM from the defect?
Defect on Part
P1P2
P3P4
PnPredict Root Cause
Why?
Why?
Why?
Why?M1
M2M3
M4Mn
Prevent Root Cause
Why?
Why?
Why?
Why?Q1Q2
Q3Q4
QnProtect Root Cause
Why?
Why?
Why?
Why?
PredictCorrective Action
Prevent Corrective Action
ProtectCorrective Action
Drill Deep Visual

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Drill Deep Worksheet• GM Form 1927-84
Date: 02/24/04
Issue title:
Customer concern:
Defect on part:
5 Whys Corrective Action Owner Due Date
P1 RPN number was not determined properly in PFMEA.
P2 Occurrence and detection ratings were not determined properly.
P3
P4
P5
P-RC Inadequate knowledge of FMEA methodology.
FMEA training plan to be developed and monthly FMEA layered audit review to be implemented.
J. Smith 03/15/04
M1 Cylinder did not travel to full insertion.
M2Positive stops were not adjusted correctly for the new, low permeation family insert.
M3Control Plan was not updated to indicate recalibration for new family insert.
M4 Manufacturing was not aware of a new family insert.
M5Poor communication between Product Development & Manufacturing on design change.
M-RC Supplier XYZ Launch Planning System was not followed.
Re-train employees and implement a layered audit of planning process. J. Smith 03/31/04
Q1 No detection error-proofing for "end cap fully seated".
Q2
Q3
Q4
Q5
Q-RCFalse sense of security in error proofing prevention of positive stops in tooling.
Re-evaluate prevention error-proofing process and implement detection error-proofing process.
J. Smith 03/15/04
K1 Engineering change management execution.
Develop regular change control meetings with entire team. J. Smith 03/31/04
K2 PPAP / PTR execution. Develop Supplier Change Request audit process. J. Smith 03/31/04
K3 Insufficient error-proofing incorporated into valve assembly.
Re-evaluate prevention error-proofing process and implement detection error-proofing process.
J. Smith 03/31/04
K4 Inadequate knowledge of FMEA methodology.
FMEA training plan to be developed and monthly FMEA layered audit review to be implemented.
J. Smith 03/15/04
K5
Why did the manufacturing process not prevent the defect?
Why did the quality process not protect GM from the defect?
What are the key findings based on this quality issue and the above 5
Why analysis?
Drill Deep Worksheet
Product XYZ Fuel Tank Rollover Valve Assembly
End cap not fully seated into window on valve.
Why did the planning process not predict the defect?
Loose parts found in Product XYZ fuel tanks. PRR# 30011223-989898.
PredictPlanning process -
informat ional cont ent in FMEAs and CPs
PredictPlanning process -
informat ional cont ent in FMEAs and CPs
PreventM anufacturing process -st andardized w ork and
error proof ing
PreventM anufacturing process -st andardized w ork and
error proof ing
ProtectQualit y process -
detect ion & responsiveness
ProtectQualit y process -
detect ion & responsiveness

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
5 Whys Corrective Action Owner Due Date
M1 Cylinder did not travel to full insertion.
M2Positive stops were not adjusted correctly for the new, low permeation family insert.
M3Control Plan was not updated to indicate recalibration for new family insert.
M4 Manufacturing was not aware of a new family insert.
M5Poor communication between Product Development & Manufacturing on design change.
M-RC Supplier XYZ Launch Planning System was not followed.
Re-train employees and implement a layered audit of planning process. J. Smith 03/31/04
Why did the manufacturing process not prevent the defect?
PreventManufacturing process -standardized w ork and
error proof ing
PreventManufacturing process -standardized w ork and
error proof ing
Drill Deep WorksheetOnly add a corrective action next to each "Why" if applicable. Keep in mind that the last "Why" needs a corrective action with an owner and a completion date.
Also, there can be more than one corrective action for a root cause and the corrective action should include some form of verification or "Check".
Adjust row height as necessary.

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Drill Deep Worksheet
Insert owner for implementing each corrective action.
Insert due date for implementing each corrective action.
Format MM/DD/YY.
5 Whys Corrective Action Owner Due Date
M1 Cylinder did not travel to full insertion.
M2Positive stops were not adjusted correctly for the new, low permeation family insert.
M3Control Plan was not updated to indicate recalibration for new family insert.
M4 Manufacturing was not aware of a new family insert.
M5Poor communication between Product Development & Manufacturing on design change.
M-RC Supplier XYZ Launch Planning System was not followed.
Re-train employees and implement a layered audit of planning process. J. Smith 03/31/04
Why did the manufacturing process not prevent the defect?
PreventManufacturing process -standardized w ork and
error proof ing
PreventManufacturing process -standardized w ork and
error proof ing

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
5 Whys Corrective Action Owner Due Date
M1 Cylinder did not travel to full insertion.
M2Positive stops were not adjusted correctly for the new, low permeation family insert.
M3Control Plan was not updated to indicate recalibration for new family insert.
M4 Manufacturing was not aware of a new family insert.
M5Poor communication between Product Development & Manufacturing on design change.
M-RC Supplier XYZ Launch Planning System was not followed.
Re-train employees and implement a layered audit of planning process. J. Smith 03/31/04
Why did the manufacturing process not prevent the defect?
PreventManufacturing process -standardized w ork and
error proof ing
PreventManufacturing process -standardized w ork and
error proof ing
Drill Deep Worksheet
Why?
Why?
Why?
Why?
Why?
Enter each why below. Insert a row for each additional why if applicable.
As a sense check, read the Whys backwards to make sure that the analysis make “sense”.
Adjust row height as necessary.
Perform the 5 Why to the right. The first question to ask and answer to begin the Prevent 5 Why is the following:
Why did the manufacturing process not prevent the defect?
Example:
Why did the manufacturing process not prevent the end cap not fully seated into window on the valve?
Why?

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
5 Whys Corrective Action Owner Due Date
M1 Cylinder did not travel to full insertion.
M2Positive stops were not adjusted correctly for the new, low permeation family insert.
M3Control Plan was not updated to indicate recalibration for new family insert.
M4 Manufacturing was not aware of a new family insert.
M5Poor communication between Product Development & Manufacturing on design change.
M-RC Supplier XYZ Launch Planning System was not followed.
Re-train employees and implement a layered audit of planning process. J. Smith 03/31/04
Why did the manufacturing process not prevent the defect?
PreventManufacturing process -standardized w ork and
error proof ing
PreventManufacturing process -standardized w ork and
error proof ing
Drill Deep WorksheetEnter each why below. Insert a row for each additional why if applicable.
As a sense check, read the Whys backwards to make sure that the analysis make “sense”.
Adjust row height as necessary.
Therefore. . .Therefore. .
.Therefore. .
.Therefore. .
.Therefore. .
.
Perform the 5 Why to the right. The first question to ask and answer to begin the Prevent 5 Why is the following:
Why did the manufacturing process not prevent the defect?
Example:
Why did the manufacturing process not prevent the end cap not fully seated into window on the valve?

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
5 Whys Corrective Action Owner Due Date
M1 Cylinder did not travel to full insertion.
M2Positive stops were not adjusted correctly for the new, low permeation family insert.
M3Control Plan was not updated to indicate recalibration for new family insert.
M4 Manufacturing was not aware of a new family insert.
M5Poor communication between Product Development & Manufacturing on design change.
M-RC Supplier XYZ Launch Planning System was not followed.
Re-train employees and implement a layered audit of planning process. J. Smith 03/31/04
Why did the manufacturing process not prevent the defect?
PreventManufacturing process -standardized w ork and
error proof ing
PreventManufacturing process -standardized w ork and
error proof ing
Drill Deep WorksheetAlso, keep in mind that the technical root cause (i.e., Red X in supplier’s process) should be captured in the Prevent 5 Why as shown below.
The last "why" is the underlying Root Cause. Please add a corrective action, owner, and date to the right.
Does not have to be 5 Whys - ask as many Whys as necessary.

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
5 Whys Corrective Action Owner Due Date
P1 RPN number was not determined properly in PFMEA.
P2 Occurrence and detection ratings were not determined properly.
P3
P4
P5
P-RC Inadequate knowledge of FMEA methodology.
FMEA training plan to be developed and monthly FMEA layered audit review to be implemented.
J. Smith 03/15/04
Why did the planning process not predict the defect?
PredictPlanning process -
informat ional content in FMEAs and CPs
PredictPlanning process -
informat ional content in FMEAs and CPs
Drill Deep Worksheet
Why?
Why?
Similar question can be asked for the Predict portion:
Why did the planning process not predict the defect?
Example:
Why did the planning process not predict the end cap not fully seated into window on the valve?
Why?Therefore. .
. Therefore. .
.

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Q1 No detection error-proofing for "end cap fully seated".
Q2
Q3
Q4
Q5
Q-RCFalse sense of security in error proofing prevention of positive stops in tooling.
Re-evaluate prevention error-proofing process and implement detection error-proofing process.
J. Smith 03/15/04
Why did the quality process not protect GM from the defect?
ProtectQualit y process -
detect ion & responsiveness
ProtectQualit y process -
detect ion & responsiveness
Drill Deep Worksheet
Why?
Similar question can be asked for the Protect portion:
Why did the quality process not protect GM from the defect?
Example:
Why did the quality process not protect GM from the end cap not fully seated into window on the valve?
Why?
Therefore. . .
Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
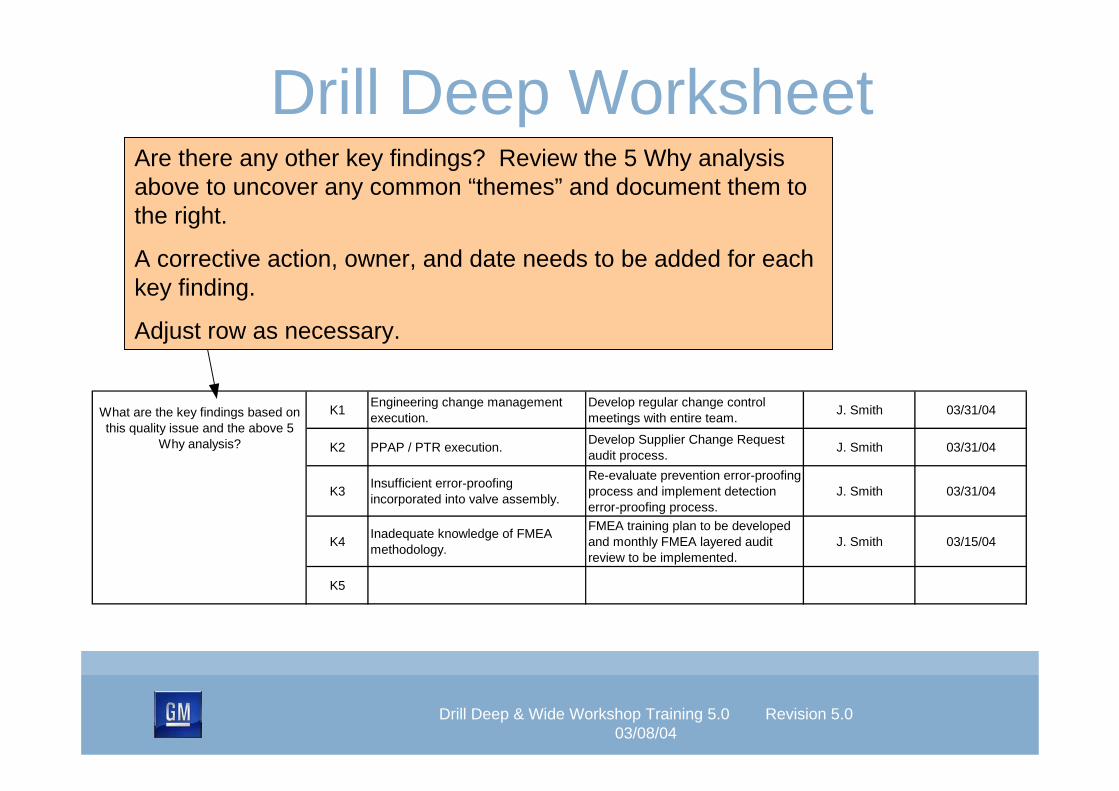
Drill Deep Worksheet
K1 Engineering change management execution.
Develop regular change control meetings with entire team. J. Smith 03/31/04
K2 PPAP / PTR execution. Develop Supplier Change Request audit process. J. Smith 03/31/04
K3 Insufficient error-proofing incorporated into valve assembly.
Re-evaluate prevention error-proofing process and implement detection error-proofing process.
J. Smith 03/31/04
K4 Inadequate knowledge of FMEA methodology.
FMEA training plan to be developed and monthly FMEA layered audit review to be implemented.
J. Smith 03/15/04
K5
What are the key findings based on this quality issue and the above 5
Why analysis?
Are there any other key findings? Review the 5 Why analysis above to uncover any common “themes” and document them to the right.
A corrective action, owner, and date needs to be added for each key finding.
Adjust row as necessary.

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Drill Deep WorksheetDate: 02/24/04
Issue title:
Customer concern:
Defect on part:
5 Whys Corrective Action Owner Due Date
P1 RPN number was not determined properly in PFMEA.
P2 Occurrence and detection ratings were not determined properly.
P3
P4
P5
P-RC Inadequate knowledge of FMEA methodology.
FMEA training plan to be developed and monthly FMEA layered audit review to be implemented.
J. Smith 03/15/04
M1 Cylinder did not travel to full insertion.
M2Positive stops were not adjusted correctly for the new, low permeation family insert.
M3Control Plan was not updated to indicate recalibration for new family insert.
M4 Manufacturing was not aware of a new family insert.
M5Poor communication between Product Development & Manufacturing on design change.
M-RC Supplier XYZ Launch Planning System was not followed.
Re-train employees and implement a layered audit of planning process. J. Smith 03/31/04
Q1 No detection error-proofing for "end cap fully seated".
Q2
Q3
Q4
Q5
Q-RCFalse sense of security in error proofing prevention of positive stops in tooling.
Re-evaluate prevention error-proofing process and implement detection error-proofing process.
J. Smith 03/15/04
K1 Engineering change management execution.
Develop regular change control meetings with entire team. J. Smith 03/31/04
K2 PPAP / PTR execution. Develop Supplier Change Request audit process. J. Smith 03/31/04
K3 Insufficient error-proofing incorporated into valve assembly.
Re-evaluate prevention error-proofing process and implement detection error-proofing process.
J. Smith 03/31/04
K4 Inadequate knowledge of FMEA methodology.
FMEA training plan to be developed and monthly FMEA layered audit review to be implemented.
J. Smith 03/15/04
K5
Why did the manufacturing process not prevent the defect?
Why did the quality process not protect GM from the defect?
What are the key findings based on this quality issue and the above 5
Why analysis?
Drill Deep Worksheet
Product XYZ Fuel Tank Rollover Valve Assembly
End cap not fully seated into window on valve.
Why did the planning process not predict the defect?
Loose parts found in Product XYZ fuel tanks. PRR# 30011223-989898.
PredictPlanning process -
informat ional content in FMEAs and CPs
PredictPlanning process -
informat ional content in FMEAs and CPs
PreventM anufacturing process -standardized w ork and
error proof ing
PreventM anufacturing process -standardized w ork and
error proof ing
ProtectQualit y process -
detect ion & responsiveness
ProtectQualit y process -
detect ion & responsiveness

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Drill Deep Summary• Drill Deep Analysis is not used to
understand what failed but why the system failed.
• Technical root cause (i.e., the Red X in supplier’s process) should be known before the Drill Deep Worksheet is competed.
• 3 x 5 Why <--> Drill Deep Analysis.
• t + T + E+ = S

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Read Across Training

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Read Across Matrix (Drill Wide)

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Record the GM Owner (I.e. Supplier Process Development Metallic, Chemical, Electrical) or CS2 Provider name and information.
Record the Supplier Information
For CS2 provider only
Read Across Work Instructions
SUPPLIER: PQE/SQE:Name: XYZ Corporation
Location: SpringfieldDuns: 12345789
Contact Name: John Doe Contact Phone:Contact Phone: 123-555-1212
E-mail: [email protected]
Eight Week Period:
E-mail:
Due Date:
Name:Phone:GM location / Provider
Jane Quality
321-555-1212

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
O
XR
N/A
Original Location
Another Location which contains the same process
Repeat IssuesNot Applicable
Completed & 3rd Party/GM verified
Completed & Supplier verified onlyNot Completed
Mark with an “O” for the Originating location
LEGEND
Mark with an “X” all locations where the defect may occur
Mark with an “R” if the problem was repeated at another location
Place a letter in each box for each line item that applies
Color code each box that has a letter in it according to this scheme
Read Across Work Instructions

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Part Name &
NumberGM Assy.
Plant Customer Concern Defect on Part 5 Why Analysis
Part Name & Number
GM Assy. Plant Customer Concern Defect on Part 5 Why Analysis
WidgetModule
22609999Florida Knob not secure 1/3/2004Knob shy
Record the Part Name and full Part Number
Record the PRR issuing location
Record the issue as described by the plant
Create one line for each PRR issuedRecord the Date the Drill Deep AnalysisWas completed
Record the DEFECT on the part
Read Across Work Instructions

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Record the full PRR number
Record the number of non conforming parts Identified on the PRR
Identify the Type and Status of any Controlled Shipping action initiatedas a result of this PRR
Identify the CorporateChampion responsible to ensure implementation of the corrective actions
Read Across Work Instructions

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Identify all supplier DUNS locations with similar products and processes
Identify all lines within each duns where correctiveactions may apply.Also identify newProducts to apply Lessons Learned.
Use letter code withappropriate color toidentify applicable locations and status
Read Across Work Instructions

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Root Cause Pareto

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Root Cause MatrixPRR Predict
(Planning Procces)Prevent
(Manufacturing Process)
Protect(Quality Process)
Key Findings
120030805-000001 FMEA - corrective actions
ineffective Assembly - not connected No detection
220030806-000002 FMEA - corrective actions
ineffective Assembly - not connected No detection
320030807-000003 Poor validation - design,
FMEA - not included No detection Poor validation - design
420030807-000004 Poor validation - design,
FMEA - not included No detection Poor validation - design
520030811-000005
FMEA - detection too low Assembly - JI not followed No detection
6
20030811-000006 Poor validation - design, FMEA - not included No detection Poor validation - design
7
20030813-000007
FMEA - occurrence too lowAssembly - part
backwards, JI not followed No detection
820030819-000008 FMEA - corrective actions
ineffectiveAssembly - dropped
screw No detection
9
20030821-000009 Poor validation - pack, FMEA - not included Packaging
No detection - occurs after pack Poor validation - pack
10
20030821-000010 Poor validation - design, FMEA - not included No detection Poor validation - design
1120030822-000011
FMEA - not includedRepair procedure not
followed No detection
12 20030825-000012 Procedure - repair
13 20030826-000013 FMEA - detection too low Error proofing fault
1420030829-000014
Validation - pack PackagingNo detection - occurs after
pack
Transfer the Root Causes for Predict,Prevent and Protect from the 3x5 DrillDeep Worksheets to this form.
Include any Key Findings
Include all PRRs
Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
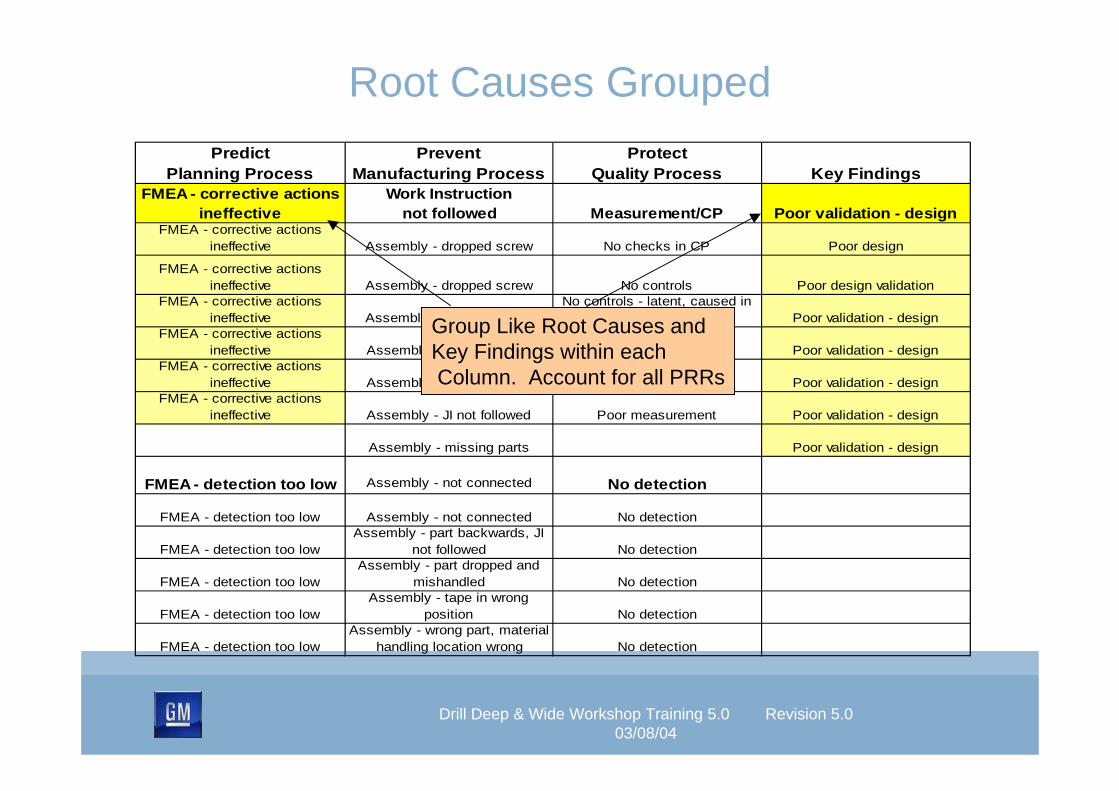
Predict Planning Process
PreventManufacturing Process
ProtectQuality Process Key Findings
FMEA - corrective actions ineffective
Work Instructionnot followed Measurement/CP Poor validation - design
FMEA - corrective actions ineffective Assembly - dropped screw No checks in CP Poor design
FMEA - corrective actions ineffective Assembly - dropped screw No controls Poor design validation
FMEA - corrective actions ineffective Assembly - dropped screw
No controls - latent, caused in vehicle Poor validation - design
FMEA - corrective actions ineffective Assembly - JI not followed No inspection Poor validation - design
FMEA - corrective actions ineffective Assembly - JI not followed Poor controls Poor validation - design
FMEA - corrective actions ineffective Assembly - JI not followed Poor measurement Poor validation - design
Assembly - missing parts Poor validation - design
FMEA - detection too low Assembly - not connected No detection
FMEA - detection too low Assembly - not connected No detection
FMEA - detection too lowAssembly - part backwards, JI
not followed No detection
FMEA - detection too lowAssembly - part dropped and
mishandled No detection
FMEA - detection too lowAssembly - tape in wrong
position No detection
FMEA - detection too lowAssembly - wrong part, material
handling location wrong No detection
Group Like Root Causes and Key Findings within eachColumn. Account for all PRRs
Root Causes Grouped

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
PredictPlanning Process
PreventManufacturing Process
ProtectQuality Process Key Findings
FMEA - corrective actions ineffective
Work Instructionnot followed Measurement/ CP Poor validation - design
FMEA - correct ive act ions inef fect ive Assembly - dropped screw No checks in CP Poor designFMEA - correct ive act ions inef fect ive Assembly - dropped screw No controls Poor design validat ionFMEA - correct ive act ions inef fect ive Assembly - dropped screw No controls - latent , caused in vehicle Poor validat ion - designFMEA - correct ive act ions inef fect ive Assembly - JI not followed No inspect ion Poor validat ion - designFMEA - correct ive act ions inef fect ive Assembly - JI not followed Poor controls Poor validat ion - designFMEA - correct ive act ions inef fect ive Assembly - JI not followed Poor measurement Poor validat ion - design
Assembly - missing parts Poor validat ion - designFMEA - detection too low Assembly - not connected No detection
FMEA - detect ion too low Assembly - not connected No detect ionFMEA - detect ion too low Assembly - part backwards, JI not followed No detect ionFMEA - detect ion too low Assembly - part dropped and mishandled No detect ionFMEA - detect ion too low Assembly - tape in wrong posit ion No detect ionFMEA - detect ion too low Assembly - wrong part , material handling locat ion wrong No detect ionFMEA - detect ion too low No detect ionFMEA - detect ion too low Machine Set Up/ PM No detect ionFMEA - detect ion too low Excessive solder, no PM No detect ion
Incorrect set up of tester No detect ionFMEA - not included Insuf f icient solder due to poor wash No detect ion
FMEA - not included Machine cycle interupted No detect ionFMEA - not included No detect ionFMEA - not included Material Handling No detect ionFMEA - not included Material Handling - damage due to rack design No detect ionFMEA - not included Material Handling - nonconforming product mishandled No detect ionFMEA - not included Poor Material Handling No detect ionFMEA - not included Poor Material Handling No detect ionFMEA - not included Material Handling process not followed No detect ionFMEA - not included No detect ion methodFMEA - not included Packaging No detect ion, no visual controlsFMEA - not included Packaging No detect ionFMEA - not included PackagingFMEA - not included Packaging No detection - occurs after packFMEA - not included Packaging No detect ion - occurs af ter packFMEA - not included No detect ion - occurs af ter packFMEA - not included Procedures No detect ion - occurs af ter packFMEA - not included Procedure - mishandlingFMEA - not included Procedure - repairFMEA-not included Procedure - repair Visual inspectionFMEA - not included Procedure not followed Visual inspect ion
Procedure not followed Visual inspect ionFMEA - occurrence too low Repair procedure not followed Visual inspect ion
FMEA - occurrence too low Visual inspect ionFMEA - occurrence too lowFMEA - occurrence too low
Root Causes Grouped

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Predict PreventPlanning / Documentation Manufacturing Process
RC 3 7 RC 1 6RC 5 5 RC 5 4RC 4 4 RC 2 2RC 2 2 RC 3 1RC 1 1 RC 4 1
Manufacturing System
0 2 4 6 8
RC 1
RC 5
RC 2
RC 3
RC 4
Planning / Documentation
0 1 2 3 4 5 6 7 8
RC 3
RC 5
RC 4
RC 2
RC 1
Insert the Root Cause and the frequencyFor all Groups from the previous Worksheet
The charts will automatically be generated
Root Cause Pareto Charts

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Protect Key FindingsQuality System
RC 5 3 RC 1 4RC 1 2 RC 3 2RC 2 1 RC 2 1RC 3 1RC 4 1
Quality System
0 1 2 3 4
RC 5
RC 1
RC 2
RC 3
RC 4
Key Findings
0 1 2 3 4 5
RC 1
RC 3
RC 2
Repeat, to create the Protect and Key Findings Charts
Root Cause Pareto Charts

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Predict Prevent
Protect KeyKey Findings
0 2 4 6 8
Poor validation - design
Manufacturing System
0 5 10 15
WorkInstruction
not follow ed
Procedures
MaterialHandling
Machine SetUp/ PM
Packaging
Planning / Documentation
0 5 10 15 20 25
FMEA - not included
FMEA - detection toolow
FMEA - correctiveactions ineffective
FMEA - occurrence toolow
Quality System
0 5 10 15 20 25
No detection
Measurement/CP
Visualinspection
No detection -occurs after
pack
Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Systemic Issues Read Across

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Systemic Issues Read Across
Supplier Name O Original Product Line and LocationLocation X Product Line and Location with Similar Process
N/A Not ApplicableComplete and 3rd party / VerifiedComplete & Supplier Verified OnlyNot Completed
Issue Corrective Actions Champion Due Date
Plan
t 1
Plan
t 2
Plan
t 3
Plan
t 4
Plan
t 5
Key Findings
Predict
Prevent
Protect

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Predict Prevent
Protect KeyKey Findings
0 2 4 6 8
Poor validation - design
Manufacturing System
0 5 10 15
WorkInstruction
not follow ed
Procedures
MaterialHandling
Machine SetUp/ PM
Packaging
Planning / Documentation
0 5 10 15 20 25
FMEA - not included
FMEA - detection toolow
FMEA - correctiveactions ineffective
FMEA - occurrence toolow
Quality System
0 5 10 15 20 25
No detection
Measurement/CP
Visualinspection
No detection -occurs after
pack
The TOP Bar of each Pareto represents the Systemic Issues whichwill require an initialRead Across

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Systemic Issues RA Example
Supplier Name XYZ Corporation O Original Product Line and LocationLocation Springfield, ZX X Product Line and Location with Similar Process
N/A Not ApplicableComplete and 3rd party / VerifiedComplete & Supplier Verified OnlyNot Completed
Issue Corrective Actions Champion Due Date
Pla
nt 1
Pla
nt 2
Pla
nt 5
Key Findings
Departmental Review, On-line workshopFailure Mode Not Included
Work Instructions not Followed
No Error Detection
Cross training matrix
Develop plan to add error detection to new
N/Cs
Poor Validation/DesignPeer Reviews and
Standardizes Validation Plan
Doe 2/30/04 O x
Doe
Doe
Doe
2/30/04
2/30/04
2/30/04
O x x
O x x
O x x
x
Predict
Prevent
Protect
Supplier identification
The highest frequency root causefrom each Pareto chart is transferred here.Include the Key Finding
Assign a Champion and record a due date
Read Across to Each Plan
Define the Corrective Actions for each Systemic Issue

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Deep & Wide Workshop

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Spill Prevention Workshop
Purpose: Process to teach the supplier the purpose and method of deep
investigation of known quality issues and wide implementation of
lessons learned in order to prevent spills.

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
Prework:•Teach key person at the supplier the Drill Deep concept•Select 25 PRRs or quantity issued in the last 12 months •SQE and Supplier complete the Drill Deep for 25 PRRs•Choose 3 to teach Drill Deep and read across in workshop (representative failure mode and good for read across)•Complete an initial read across for selected PRRs•Complete the root cause matrix (including the other 22 PRRs)
Workshop:•Go through the presentation material•Work one Drill Deep in detail and review two Drill Deep with team•Review the read across for all three PRRs•Group the root causes for all PRRs•Complete the 4 root cause pareto charts (predict, prevent, protect & key findings) •Start the systemic issues read these across•Confirm the workshop deliverables were met and review follow-up items
Roadmap

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
PRR List / Issues (25 or 12 months)
Perform Drill Deep Analysis on all Issues
PREDICTRoot Causes
PREVENTRoot Causes
PROTECTRoot Causes
Group & ParetoAll Root Causes
Group & ParetoAll Root Causes
Group & ParetoAll Root Causes
Implement Corrective Action for individual PRR and Read Across
Implement Corrective Action for Systemic Issues and Read Across
Key FindingsRoot Causes
Group & ParetoAll Root Causes
Workshop Flow Chart

Drill Deep & Wide Workshop Training 5.0 Revision 5.0 03/08/04
• Review Completed Read Across for individual PRRs
• Review Completed Systemic Issue Read Across
• Regular review of PRR Read Across and Systemic Read Across Matrix for Implementation Completion
Workshop Follow-Up