shopmill simplifica el fresado - siemens...en este capítulo aprenderá vd. por medio de ejemplos...
TRANSCRIPT
SINUMERIK
SinuTrainShopMill simplifica el fresado
Documentación de entrenamiento • 08/2006
4. Edición revisada 08/2006Válida a partir de la versión de software V06.04
Reservados todos los derechos.
Queda prohibida la reproducción o la transmisión parcial o total de los textos, fotos, ilustraciones y dibujos contenidos en esta obra sin una autorización escrita del editor. Esta prohibición afecta tanto a la reproducción por medio de fotocopias como a las realizadas con cualquier otro método, así como a la grabación de películas, cintas, discos y disquetes, diaposi-tivas, transparencias para presentaciones y otros medios.
Estas instrucciones de servicio introductorias son el resultado de la cooperación editorial entre las empresas
SIEMENS AGAutomatisierungs- und AntriebstechnikMotion Control SystemsPostfach 3180, D-91050 Erlangen
y
R. & S. KELLER GmbH
Siegfried Keller, Stefan Nover, Klaus Reckermann, Olaf Anders, Kai Schmitz
Postfach 131663, D-42043 Wuppertal.
Referencia: 6FC5095-0AA50-0EP2
Documentación de entrenamiento de ShopMill
1
El objetivo: acelerar el proceso de mecanizado desde el diseño a la pieza de trabajo; pero ¿cómo lograrlo?
Hasta ahora la mecanización asistida por control numérico estaba normalmente asociada con programas de control nu-mérico escritos con códigos complejos. Se trataba por tanto de un trabajo que quedaba reservado para los especialistas. Afortunadamente, hoy en día los operarios especialistas han llegado a recopilar suficientes conocimientos profesionales y experiencias en el área de la mecanización convencional con arranque de virutas como para poder solventar en cualquier momento las más complicadas tareas; si bien a veces la rentabilidad y la economía de los procesos deja que desear. Por tanto, resulta necesario poner a disposición de estos operarios especialistas una posibilidad de aplicar eficazmente su ba-gaje de conocimientos y experiencias con ayuda de máquinas-herramienta de control numérico.Por este motivo, la empresa SIEMENS ha iniciado una nueva vía de colaboración con ShopMill, cuyo objetivo es liberar a los operarios especialistas de cualquier tarea de codificación. Para ello, SIEMENS pone a disposición de los operarios especialistas una nueva generación del control SINUMERIK: La solución es confeccionar un plan de trabajo en lugar de programar.Mediante la confección de planes de trabajo con la ayuda de secuencias de acciones claras y sencillas de aprender para los operarios, el usuario de productos ShopMill puede concentrarse de nuevo en su propia capacidad profesional y en su saber hacer durante la mecanización con arranque de virutas. De esta forma, se pueden mecanizar sin dificultad con los productos de ShopMill hasta los más complicados contornos y piezas de trabajo gracias a su dispositivo integrado de creación del recorrido de procesamiento. La conclusión es:ShopMill es la respuesta para simplificar y acelerar el proceso de mecanizado desde el diseño a la pieza de trabajoA pesar de que ya de por sí ShopMill es muy fácil de aprender, con esta documentación de entrenamiento de ShopMill se posibilita una introducción aún más expedita en este nuevo mundo. Pero antes de empezar con el trabajo con ShopMill propiamente es necesario asentar las bases del mismo. Los tres primeros capítulos están dedicados a esas bases:• En primer lugar se enumeran las ventajas del trabajo con ShopMill.
• Después se pasa a explicar los fundamentos del servicio de operaciones.
• A continuación se aclara a los principiantes los fundamentos geométricos y tecnológicos del mecanizado.
Una vez asentada la teoría se inicia la práctica profesional con ShopMill:• Con ayuda de cinco ejemplos se demuestran las posibilidades de mecanizado de ShopMill. Los ejemplos están dispuestos
en orden creciente de dificultad: al principio se le proporciona al lector todas las combinaciones de teclas a pulsar y luego se le va animando progresivamente a actuar con iniciativa propia.
• A continuación aprenderá como se mecaniza con ShopMill en el funcionamiento automático.
• Para finalizar puede comprobar si lo desea hasta que punto domina Vd. el trabajo con ShopMill.
Por favor tenga en cuenta que los datos tecnológicos aquí utilizados sólo tienen carácter de ejemplo debido a la gran can-tidad de condiciones y circunstancias diferentes que se pueden encontrar efectivamente en el taller.
Siguiendo la tradición de ShopMill, que nació con la ayuda de operarios especializados, esta documentación de entrena-miento fue confeccionada a partir de la experiencia práctica acumulada por los trabajadores. En este sentido, le deseamos mucho éxito y que lo pase muy bien trabajando con ShopMill.
Los autores
Erlangen/Wuppertal, marzo 2003
Prólogo
Documentación de entrenamiento de ShopMill
Índice de contenidos
1 Las ventajas de trabajar con ShopMill .............................................................51.1 Vd. ahorra tiempo de familiarización ............................................................................... 51.2 Vd. ahorra tiempo de programación… ............................................................................. 61.3 Vd. ahorra tiempo de fabricación… .................................................................................. 8
2 Para que todo funcione perfectamente ............................................................102.1 Técnica con el aval de la experiencia .............................................................................. 102.2 El panel de operador de la máquina ................................................................................ 112.3 Los contenidos del menú básico ..................................................................................... 13
3 Fundamentos para el principiante ...................................................................183.1 Fundamentos geométricos .............................................................................................. 18
3.1.1 Ejes de la herramienta y planos de trabajo ............................................................. 183.1.2 Puntos en el área de trabajo ................................................................................... 203.1.3 Medidas absolutas e incrementales ........................................................................ 213.1.4 Movimientos rectilíneos ......................................................................................... 223.1.5 Movimientos circulares .......................................................................................... 23
3.2 Fundamentos tecnológicos .............................................................................................. 243.2.1 Herramientas modernas de fresado y taladrado ..................................................... 243.2.2 El uso práctico de las herramientas ........................................................................ 253.2.3 Velocidad de corte y número de revoluciones ....................................................... 263.2.4 Avance por diente y velocidades de avance .......................................................... 27
4 Un equipamiento excelente ...............................................................................284.1 Gestión de las herramientas ............................................................................................ 284.2 Herramientas aplicadas ................................................................................................... 304.3 Herramientas en el cargador ........................................................................................... 314.4 Medir herramientas ......................................................................................................... 314.5 Determinación del punto cero de la pieza de trabajo ...................................................... 32
5 Ejemplo 1: Guía longitudinal ...........................................................................345.1 Gestión y creación de programa ...................................................................................... 355.2 Llamada de la herramienta, corrección del radio de fresado e introducción
de los desplazamientos 375.3 Realización de agujeros y repeticiones de la posición .................................................... 39
6 Ejemplo 2: Molde de inyección ........................................................................426.1 Rectas y trayectorias circulares por medio de coordenadas polares ............................... 436.2 Caja rectangular .............................................................................................................. 476.3 Cajas circulares en muestras de posición ........................................................................ 49
2
Documentación de entrenamiento de ShopMill
7 Ejemplo 3: Placa de molde ...............................................................................517.1 Fresado de trayectoria de contornos abiertos ..................................................................527.2 Vaciado, material restante y acabado de cajas de contorno .............................................557.3 Mecanizado en varios planos ...........................................................................................597.4 Consideración de obstáculos ...........................................................................................61
8 Ejemplo 4: Palanca ............................................................................................648.1 Planear .............................................................................................................................658.2 Generación de un borde para el islote de la palanca ........................................................668.3 Fabricación de la palanca ...............................................................................................678.4 Generar un borde para los islotes de círculo ....................................................................718.5 Generar el islote de círculo de 30 ....................................................................................728.6 Generar un islote de círculo de 10 ...................................................................................738.7 Copiado del islote de círculo de 10 .................................................................................748.8 Fabricación de los islotes de círculo con ayuda del editor ampliado ..............................758.9 Taladrado en profundidad ................................................................................................788.10 Fresado en hélice .............................................................................................................798.11 Mandrinado ......................................................................................................................808.12 Fresado de roscas .............................................................................................................818.13 Programación polar de contornos ....................................................................................82
9 Ejemplo 5: Brida ...............................................................................................849.1 Creación del subprograma ...............................................................................................859.2 Simetría de los pasos de trabajo ......................................................................................899.3 Taladros ...........................................................................................................................929.4 Rotación de cajas .............................................................................................................939.5 Biselado de contornos ......................................................................................................989.6 Ranura longitudinal y circular .........................................................................................99
10 Empezar con la mecanización ........................................................................10210.1 Aproximación hasta el punto de referencia ...................................................................10210.2 Fijación de la pieza de trabajo .......................................................................................10310.3 Determinación del punto cero de la pieza de trabajo .....................................................10310.4 Ejecutar el plan de trabajo .............................................................................................104
11 ¿Hasta qué punto domina Vd. ShopMill? .....................................................106Lista de ilustraciones .......................................................................................113
3
4
Documentación de entrenamiento de ShopMill
Documentación de entrenamiento de ShopMill
En este capítulo se le enumeran las ventajas especiales que a Vd. le ofrece el trabajo con ShopMill.
… porque en ShopMill no tiene Vd. que aprender ninguna codificación ni conceptos en idiomas extranjeros: Todas las informaciones necesarias se le demandan en texto claro.
…porque Vd. también puede integrar comandos DIN/ISO en el Plan gráfico de trabajo de ShopMill.
... porque al determinar el plan de trabajo puede Vd. cambiar en cualquier momento entre cada paso de trabajo determi-nado y la gráfica de la pieza de trabajo.
1 Las ventajas de trabajar con ShopMill
1.1 Vd. ahorra tiempo de familiarización
… porque con ShopMill recibe Vd. un ex-celente apoyo por ilustraciones de ayuda.1
5

1 Las ventajas de trabajar con ShopMill
... porque ShopMill le asiste ya desde la misma introducción de los valores tecnológicos: Vd. sólo tiene que introducir los valo-res de la tabla Avance/diente y Velocidad de corte - ShopMill calcula automáticamente el número de revoluciones y la veloci-dad de avance.
… porque con ShopMill puede describir un mecanizado com-pleto con un paso de trabajo y además determinar automática-mente los movimientos de posicionamiento necesarios (es decir, del punto de cambio de la herramienta a la pieza y de vuelta).
… porque en el Plan gráfico de trabajo de ShopMill están representados todos los pasos de mecanizado de forma com-pacta y fácil de consultar. De esta forma, obtiene Vd. una visión completa y, en consecuencia, mejores posibilidades de edición incluso en secuencias de fabricación muy amplias o complejas.
... porque durante el taladrado se pueden asociar diversas operaciones de mecanizado con varios modelos de posición y no es necesario volver a llamarlos repetidamente.
1.2 Vd. ahorra tiempo de programación…
6

Documentación de entrenamiento de ShopMill
… porque el calculador de contornos integrado puede procesar todas las dimensiones imaginables y, sin embargo, es muy sencillo de utilizar gracias a las entradas en lenguaje corriente e interfaz gráfica de usuario.
... porque Vd. tiene la posibilidad de cambiar en cualquier momento entre ilustraciones estáticas de ayuda y gráficos en línea apretando una tecla. Los gráficos en línea le proporcionan un control directo visual de los valores introducidos.
… porque la confección del plan de trabajo y la producción no se excluyen mutuamente: utilizando ShopMill puede Vd. confeccionar un nuevo plan de trabajo paralelamente a la fabricación.
Todos los radios no acotados R6
7
1 Las ventajas de trabajar con ShopMill
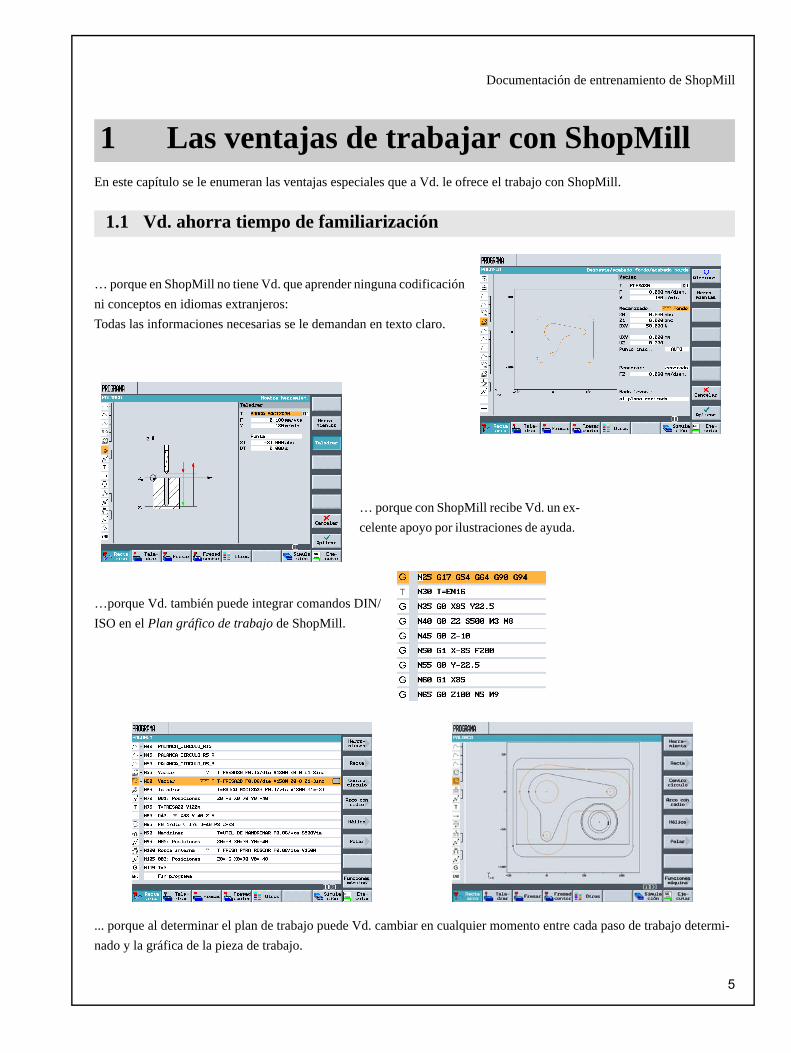
… porque al seleccionar las fresas para el vaciado de cajas de contornos no tiene que atenerse a los radios de la caja :El resto de material que quede es reconocido y vaciado automáticamente por una fresa más pequeña.
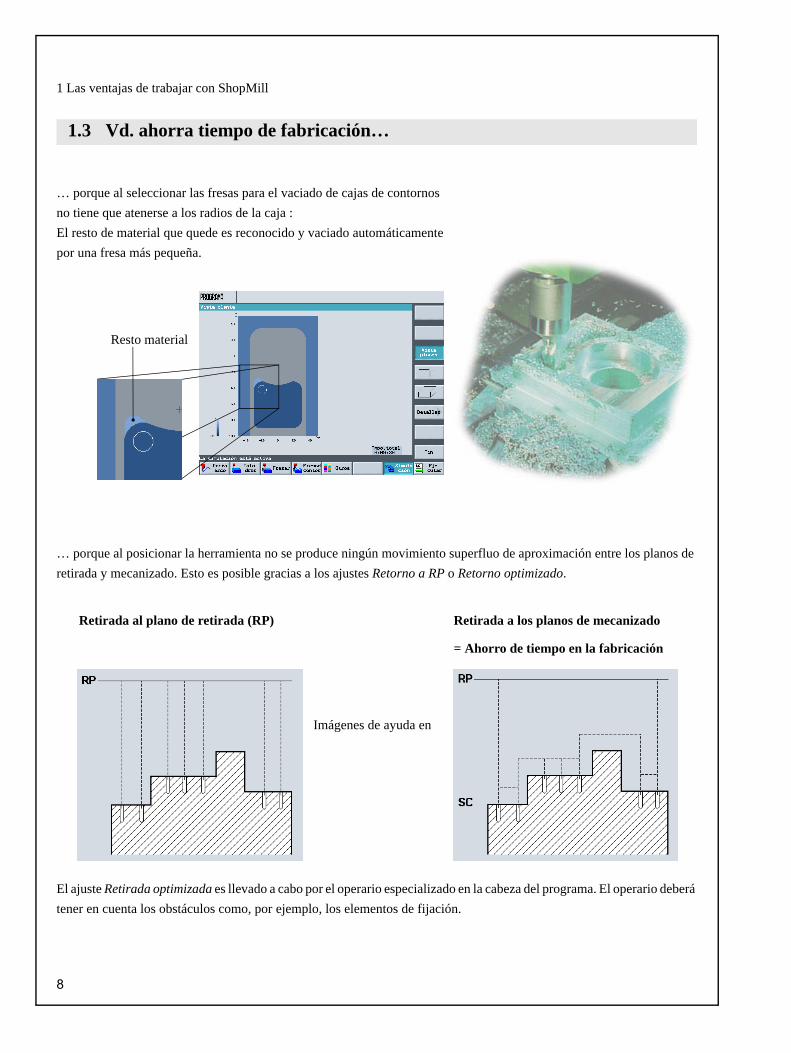
… porque al posicionar la herramienta no se produce ningún movimiento superfluo de aproximación entre los planos de retirada y mecanizado. Esto es posible gracias a los ajustes Retorno a RP o Retorno optimizado.
El ajuste Retirada optimizada es llevado a cabo por el operario especializado en la cabeza del programa. El operario deberá tener en cuenta los obstáculos como, por ejemplo, los elementos de fijación.
1.3 Vd. ahorra tiempo de fabricación…
Resto material
Retirada al plano de retirada (RP) Retirada a los planos de mecanizado
= Ahorro de tiempo en la fabricación
Imágenes de ayuda en
8
Documentación de entrenamiento de ShopMill
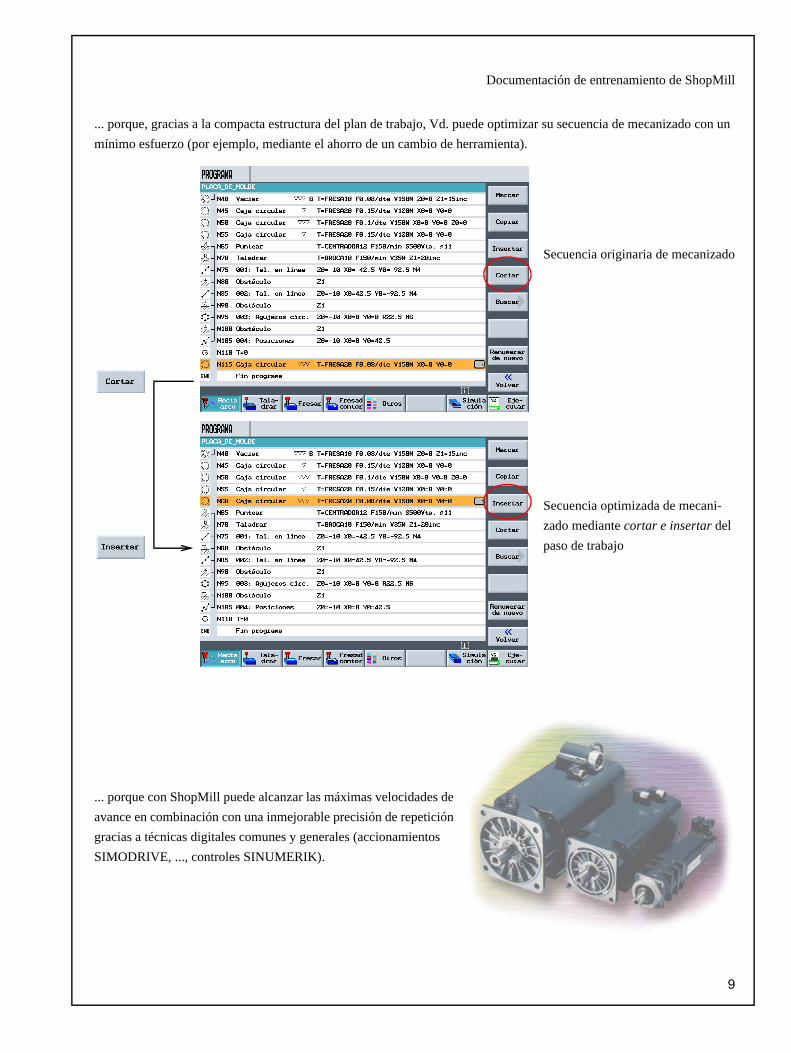
... porque, gracias a la compacta estructura del plan de trabajo, Vd. puede optimizar su secuencia de mecanizado con un mínimo esfuerzo (por ejemplo, mediante el ahorro de un cambio de herramienta).
Secuencia originaria de mecanizado
Secuencia optimizada de mecani-zado mediante cortar e insertar del paso de trabajo
... porque con ShopMill puede alcanzar las máximas velocidades de avance en combinación con una inmejorable precisión de repetición gracias a técnicas digitales comunes y generales (accionamientos SIMODRIVE, ..., controles SINUMERIK).
9

2 Para que todo funcione perfectamente
En este capítulo aprenderá Vd. por medio de ejemplos los fundamentos del manejo de ShopMill.
El control SINUMERIK 810D es la base de ShopMill y es la introducción más ventajosa económicamente en el mundo del control numérico computerizado (CNC) digital y de los accionamientos para máquinas-herramienta ori-entado al futuro.
Con ayuda de los motores eléctricos trifásicos de SIEMENS y ...
2
2
2
2
2
2
2
... de la técnica de transmisión SIEMENS es posible 2
alcanzar el máximo número de revoluciones así como
las máximas velocidades de avance y marcha rápida en la
fabricación.
2 Para que todo funcione perfectamente
2.1 Técnica con el aval de la experiencia
10
Documentación de entrenamiento de ShopMill
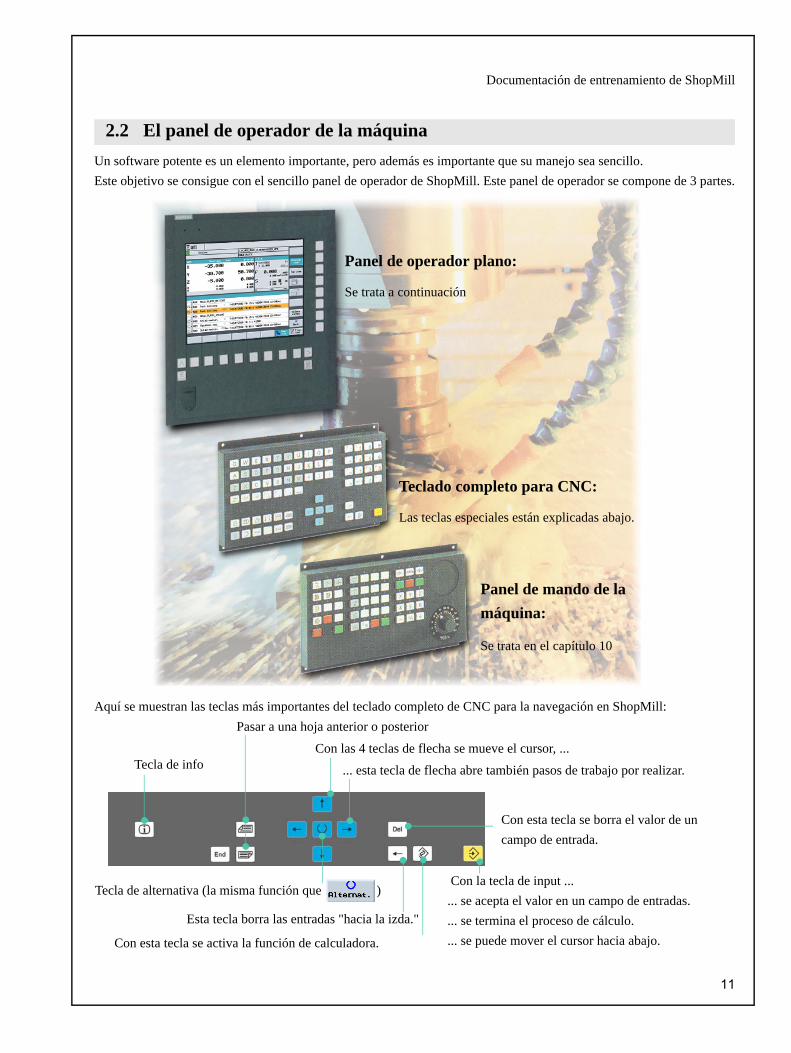
Un software potente es un elemento importante, pero además es importante que su manejo sea sencillo.Este objetivo se consigue con el sencillo panel de operador de ShopMill. Este panel de operador se compone de 3 partes.
Aquí se muestran las teclas más importantes del teclado completo de CNC para la navegación en ShopMill:
2.2 El panel de operador de la máquina
Teclado completo para CNC:
Las teclas especiales están explicadas abajo.
Panel de mando de lamáquina:
Se trata en el capítulo 10
Panel de operador plano:
Se trata a continuación
Con esta tecla se activa la función de calculadora.
Con las 4 teclas de flecha se mueve el cursor, ...
Con esta tecla se borra el valor de un campo de entrada.
Esta tecla borra las entradas "hacia la izda."
... esta tecla de flecha abre también pasos de trabajo por realizar.
Tecla de alternativa (la misma función que )
Pasar a una hoja anterior o posterior
Tecla de info
Con la tecla de input ... ... se acepta el valor en un campo de entradas.... se termina el proceso de cálculo.... se puede mover el cursor hacia abajo.
11

2 Para que todo funcione perfectamente
Para facilitarle la familiarización con ShopMill vuelva a echarle una mirada en profundidad a los grupos de teclas.
Teclas programables
La propia selección de funciones en ShopMill se rea-liza mediante las teclas dispuestas alrededor de la pantalla. Estas teclas están asignadas en su mayor parte directamente a los puntos individuales del menú. Se habla de teclas programables (softkeys) porque los contenidos de los menús cambian en función de la situación.
Se pueden llamar todas las funciones principales mediante las teclas programables horizontales.
Se pueden alcanzar todas las subfunciones de ShopMill mediante las teclas programables verticales.
Con esta tecla se puede llamar en cualquier momento el menú básico, independientemente del área de manejo en la que se encuentre Vd. 2
Menú básico 2
12

Documentación de entrenamiento de ShopMill
2
Aquí se procede a ajustar la máquina, la herramienta se desplaza en modo manual, ...También se pueden medir herramientas y fijar puntos cero de la pieza de trabajo. 2
Entrada de una posición de destino2
Llamada de una herramienta e introducción de valores tecnológicos 2
2.3 Los contenidos del menú básico
Durante la fabricación se muestra el paso de trabajo actual y se puede cambiar a una simulación en proceso paralelo apretando una tecla. Durante el procesamiento del plan de trabajo se pueden añadir pasos de trabajo o se puede iniciar un nuevo plan de trabajo. 2
Indicación de los pasos de trabajo y de los datos tecnológicos reales... 2
... o de la simulación 2
13
2 Para que todo funcione perfectamente
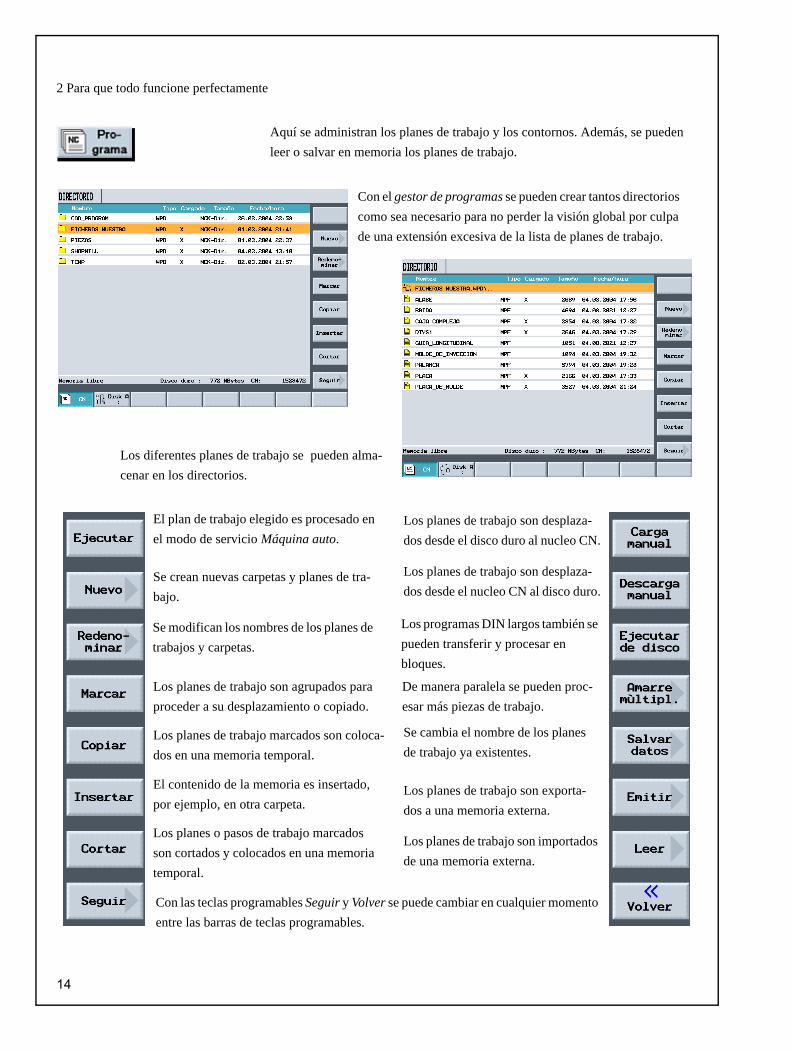
Aquí se administran los planes de trabajo y los contornos. Además, se pueden leer o salvar en memoria los planes de trabajo.
Con el gestor de programas se pueden crear tantos directorios como sea necesario para no perder la visión global por culpa de una extensión excesiva de la lista de planes de trabajo.
Los diferentes planes de trabajo se pueden alma-cenar en los directorios.
Con las teclas programables Seguir y Volver se puede cambiar en cualquier momento entre las barras de teclas programables.
El plan de trabajo elegido es procesado en el modo de servicio Máquina auto.
Los planes de trabajo son desplaza-dos desde el disco duro al nucleo CN.
Se crean nuevas carpetas y planes de tra-bajo.
Los planes de trabajo son agrupados para proceder a su desplazamiento o copiado.
Los planes de trabajo marcados son coloca-dos en una memoria temporal.
El contenido de la memoria es insertado, por ejemplo, en otra carpeta.
Los planes o pasos de trabajo marcados son cortados y colocados en una memoria temporal.
Los planes de trabajo son exporta-dos a una memoria externa. 2
Los planes de trabajo son desplaza-dos desde el nucleo CN al disco duro.
Los planes de trabajo son importados de una memoria externa.
Se cambia el nombre de los planes de trabajo ya existentes.
Se modifican los nombres de los planes de trabajos y carpetas.
De manera paralela se pueden proc-esar más piezas de trabajo.
Los programas DIN largos también se pueden transferir y procesar en bloques.
14
Documentación de entrenamiento de ShopMill
2
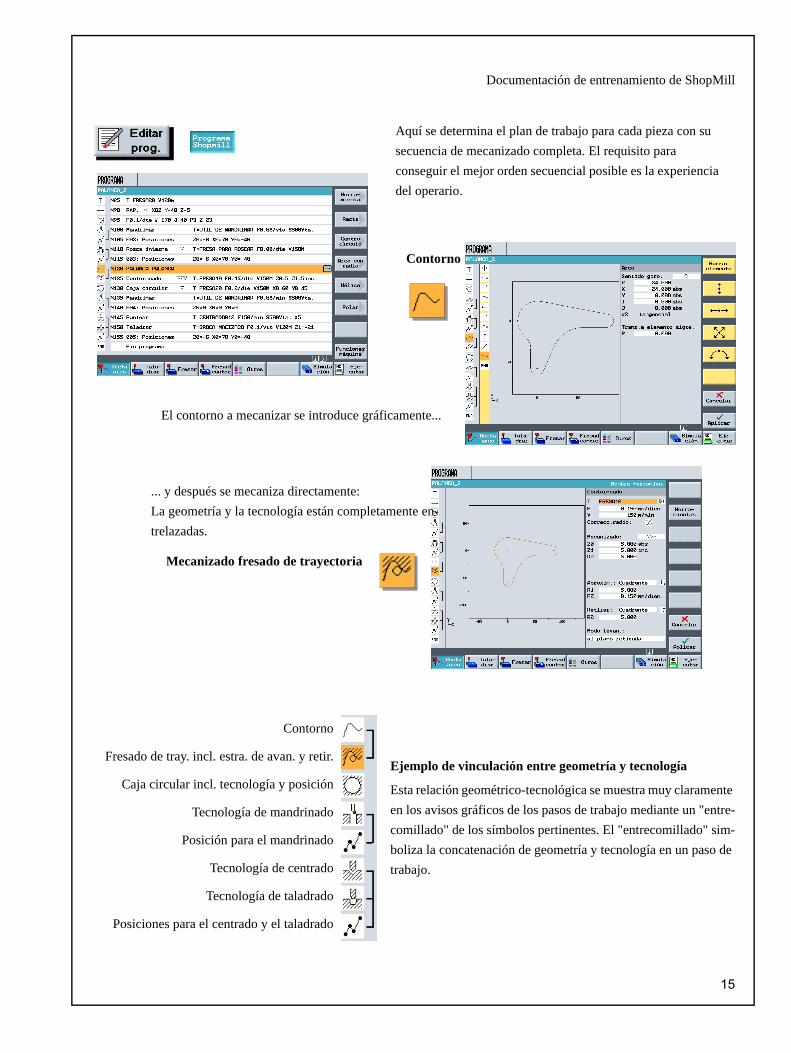
Ejemplo de vinculación entre geometría y tecnología
Esta relación geométrico-tecnológica se muestra muy claramente en los avisos gráficos de los pasos de trabajo mediante un "entre-comillado" de los símbolos pertinentes. El "entrecomillado" sim-boliza la concatenación de geometría y tecnología en un paso de trabajo.
Contorno
Fresado de tray. incl. estra. de avan. y retir.
Caja circular incl. tecnología y posición
Tecnología de mandrinado
Posición para el mandrinado
Tecnología de centrado
Tecnología de taladrado
Posiciones para el centrado y el taladrado
Contorno
Aquí se determina el plan de trabajo para cada pieza con susecuencia de mecanizado completa. El requisito paraconseguir el mejor orden secuencial posible es la experiencia del operario. 2
El contorno a mecanizar se introduce gráficamente... 2
Mecanizado fresado de trayectoria
... y después se mecaniza directamente: La geometría y la tecnología están completamente en-trelazadas. 2
15

2 Para que todo funcione perfectamente
Como ya se describió en el capítulo 1, junto a los programas normales de SINUMERIK también pueden ser leídos pro-gramas de CN (incluyendo ciclos) en otros lenguajes de control. Estas instrucciones son "entendidas" por ShopMill y a continuación transformadas en operaciones de mecanizado.
La interfaz de ShopMill se basa en el probado control Sinumerik 810D. Con la tecla CNC ISO se puede cambiar al nivel de Sinumerik. A partir de ahí la producción se puede pro-cesar como en otros controles 810D. 2
La combinación de ShopMill con el control Sinumerik 810D da lugar a una mayor flexibilidad en la mecanización CNC.2
Para la programación del código G de 810D/840D existen instrucciones de iniciación por separado con dos programas de ejemplo para piezas de trabajo para fresar. 2
N90 G291 (Selección del lenguaje externo) 2
N100 G17 G54 Elección de planos y desplazamiento del punto cero 2
N105 G90 G00 G43 X0 Y0 H1 Z100 ... 2
N110 G83 X10 Y11 Z-30 R10 F100 Q8 Ciclo de taladrado con parámetros relativos al control 2
N120 X80 Y90 Posición de taladrado 2
N130 G80 Fin del ciclo de taladrado 2
N140 G53 X20 Y20... 2
N150 G55... 2
N160 G290 (Volver al lenguaje SINUMERIK) 2
16
Documentación de entrenamiento de ShopMill
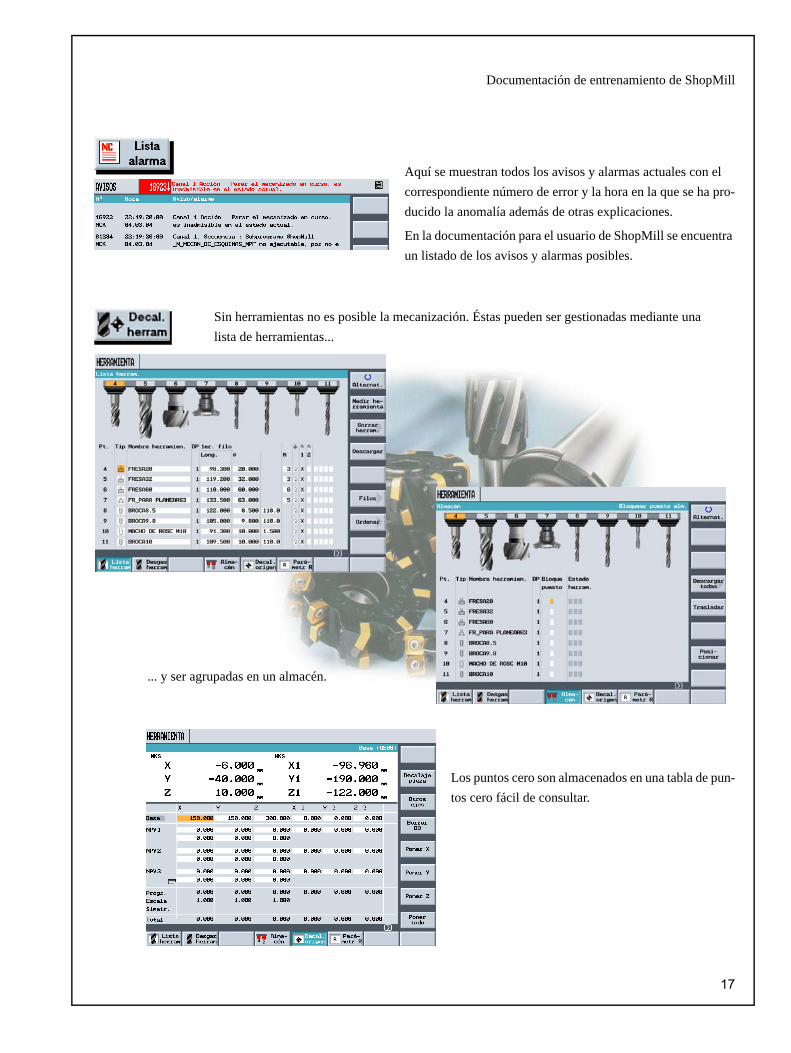
Aquí se muestran todos los avisos y alarmas actuales con el correspondiente número de error y la hora en la que se ha pro-ducido la anomalía además de otras explicaciones.
En la documentación para el usuario de ShopMill se encuentra un listado de los avisos y alarmas posibles.
Los puntos cero son almacenados en una tabla de pun-tos cero fácil de consultar.
Sin herramientas no es posible la mecanización. Éstas pueden ser gestionadas mediante una lista de herramientas...
... y ser agrupadas en un almacén.
17
3 Fundamentos para el principiante
En este capítulo se explican los fundamentos generales de la geometría y de la tecnología del fresado.En este capítulo no se introduce ninguna entrada de información en ShopMill.
3.1.1 Ejes de la herramienta y planos de trabajo
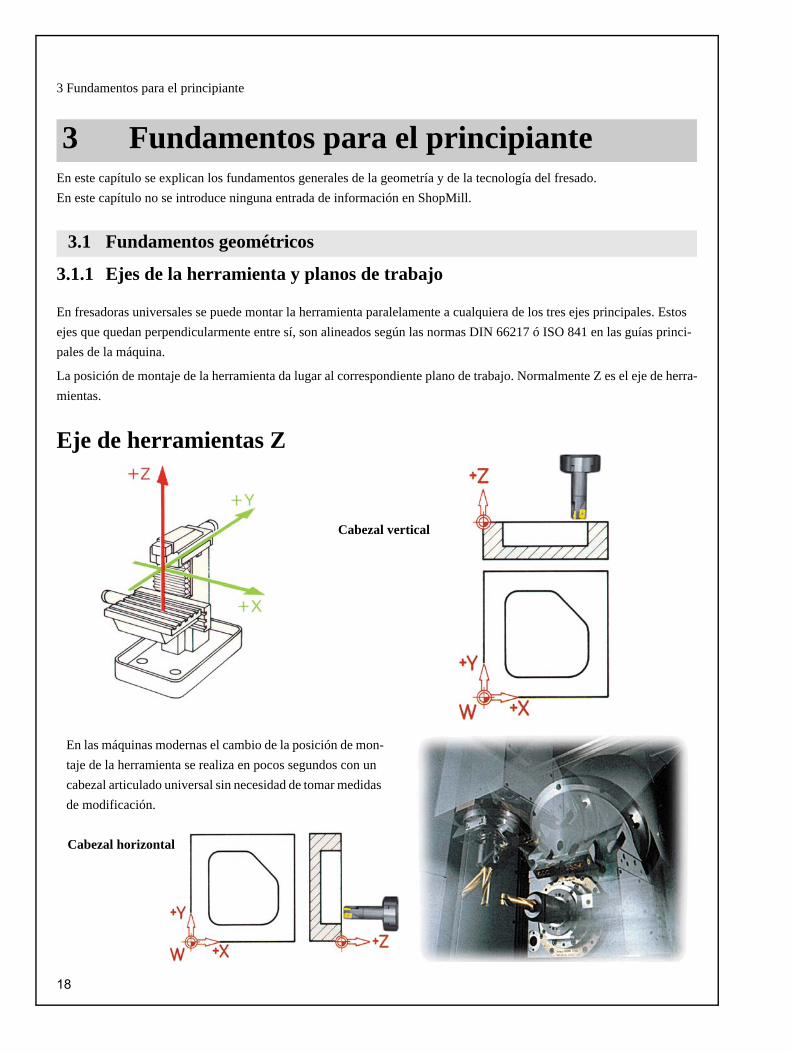
En fresadoras universales se puede montar la herramienta paralelamente a cualquiera de los tres ejes principales. Estos ejes que quedan perpendicularmente entre sí, son alineados según las normas DIN 66217 ó ISO 841 en las guías princi-pales de la máquina.
La posición de montaje de la herramienta da lugar al correspondiente plano de trabajo. Normalmente Z es el eje de herra-mientas.
Eje de herramientas Z
3 Fundamentos para el principiante
3.1 Fundamentos geométricos
Cabezal vertical
Cabezal horizontal
En las máquinas modernas el cambio de la posición de mon-taje de la herramienta se realiza en pocos segundos con un cabezal articulado universal sin necesidad de tomar medidas de modificación. 3
18
Documentación de entrenamiento de ShopMill
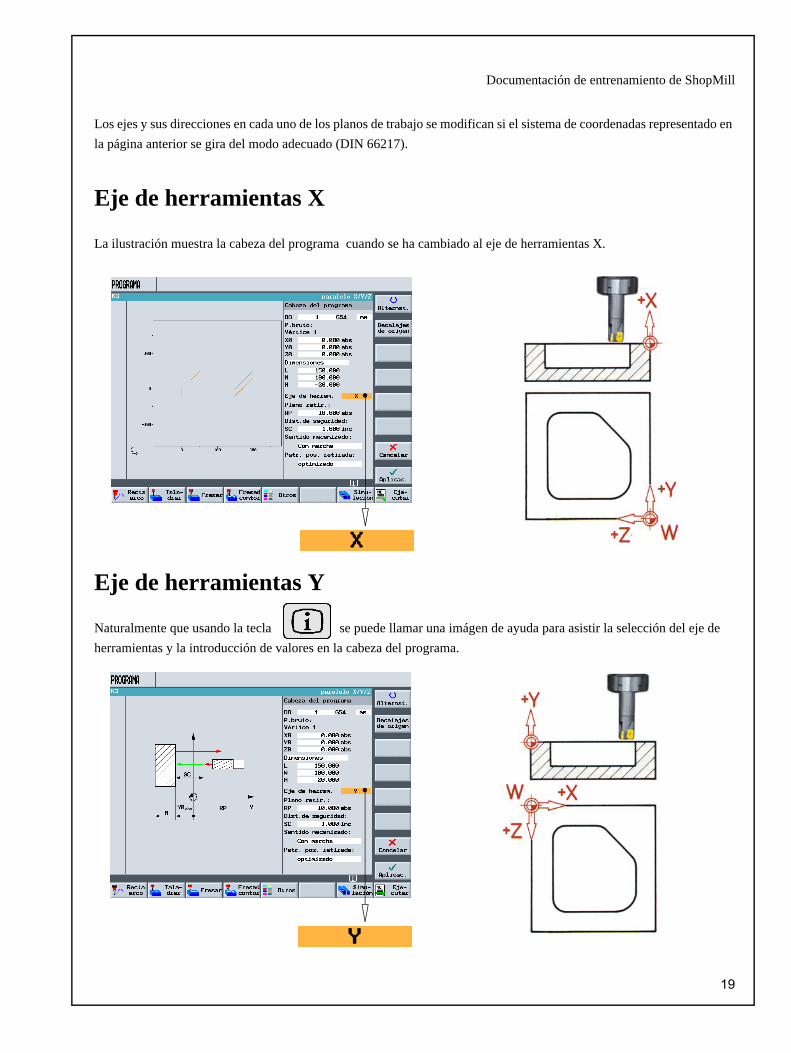
Los ejes y sus direcciones en cada uno de los planos de trabajo se modifican si el sistema de coordenadas representado en la página anterior se gira del modo adecuado (DIN 66217).
Eje de herramientas X
La ilustración muestra la cabeza del programa cuando se ha cambiado al eje de herramientas X.
Eje de herramientas Y
Naturalmente que usando la tecla se puede llamar una imágen de ayuda para asistir la selección del eje deherramientas y la introducción de valores en la cabeza del programa.
19
3 Fundamentos para el principiante
3.1.2 Puntos en el área de trabajo
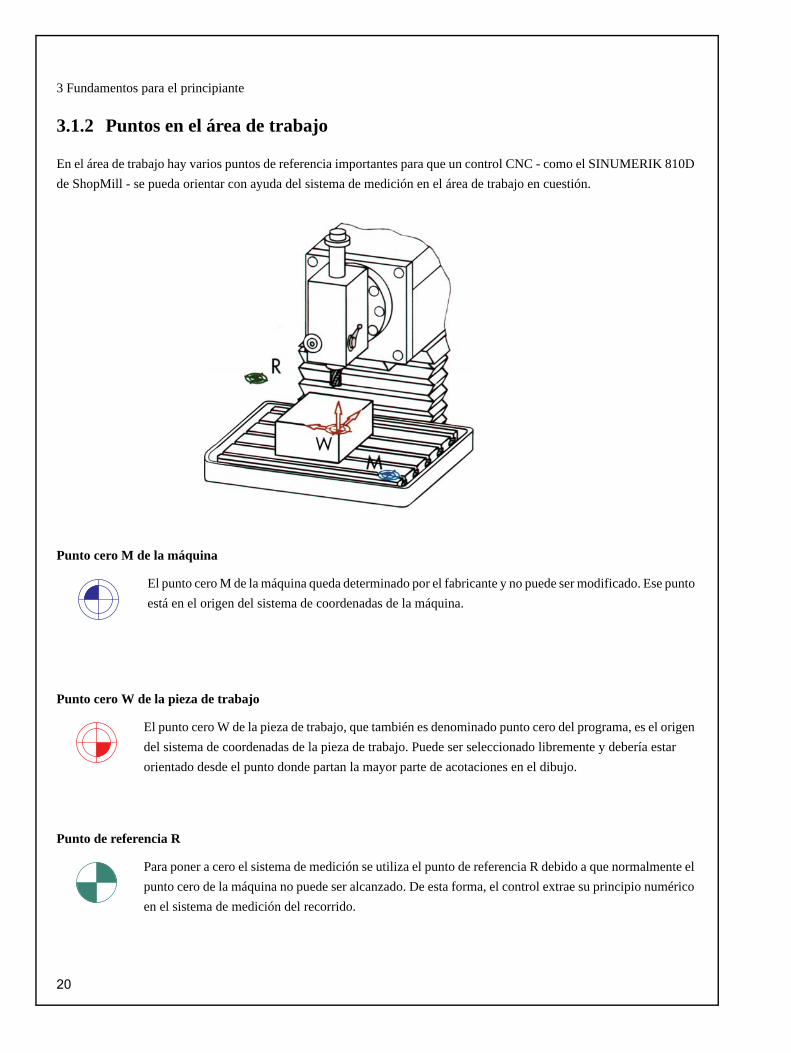
En el área de trabajo hay varios puntos de referencia importantes para que un control CNC - como el SINUMERIK 810D de ShopMill - se pueda orientar con ayuda del sistema de medición en el área de trabajo en cuestión.
Punto cero M de la máquina
El punto cero M de la máquina queda determinado por el fabricante y no puede ser modificado. Ese punto está en el origen del sistema de coordenadas de la máquina.
Punto cero W de la pieza de trabajo
El punto cero W de la pieza de trabajo, que también es denominado punto cero del programa, es el origen del sistema de coordenadas de la pieza de trabajo. Puede ser seleccionado libremente y debería estarorientado desde el punto donde partan la mayor parte de acotaciones en el dibujo.
Punto de referencia R
Para poner a cero el sistema de medición se utiliza el punto de referencia R debido a que normalmente el punto cero de la máquina no puede ser alcanzado. De esta forma, el control extrae su principio numérico en el sistema de medición del recorrido.
20
Documentación de entrenamiento de ShopMill
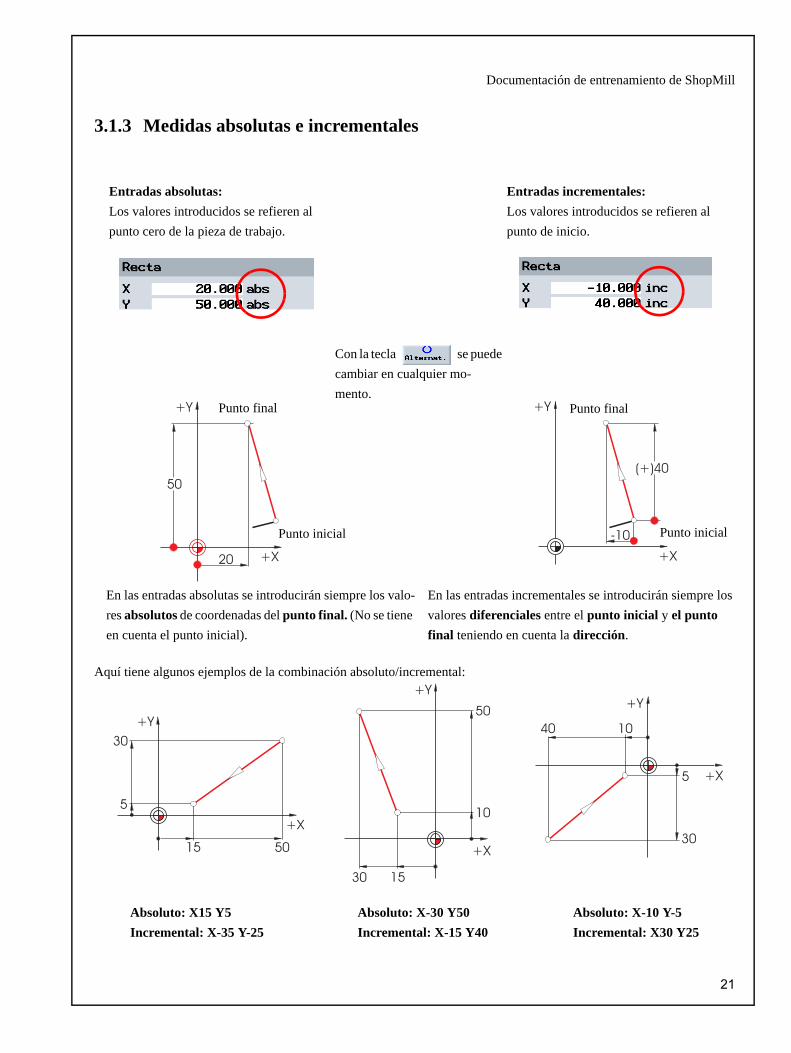
3.1.3 Medidas absolutas e incrementales
Aquí tiene algunos ejemplos de la combinación absoluto/incremental:
Entradas absolutas:Los valores introducidos se refieren al punto cero de la pieza de trabajo.
Entradas incrementales:Los valores introducidos se refieren al punto de inicio.
3
Con la tecla se puede cambiar en cualquier mo-mento. 3
Punto final
Punto inicial
Punto final
Punto inicial
En las entradas absolutas se introducirán siempre los valo-res absolutos de coordenadas del punto final. (No se tiene en cuenta el punto inicial).
En las entradas incrementales se introducirán siempre los valores diferenciales entre el punto inicial y el punto final teniendo en cuenta la dirección.
Absoluto: X-10 Y-5Incremental: X30 Y25
Absoluto: X-30 Y50Incremental: X-15 Y40
Absoluto: X15 Y5Incremental: X-35 Y-25
21
3 Fundamentos para el principiante
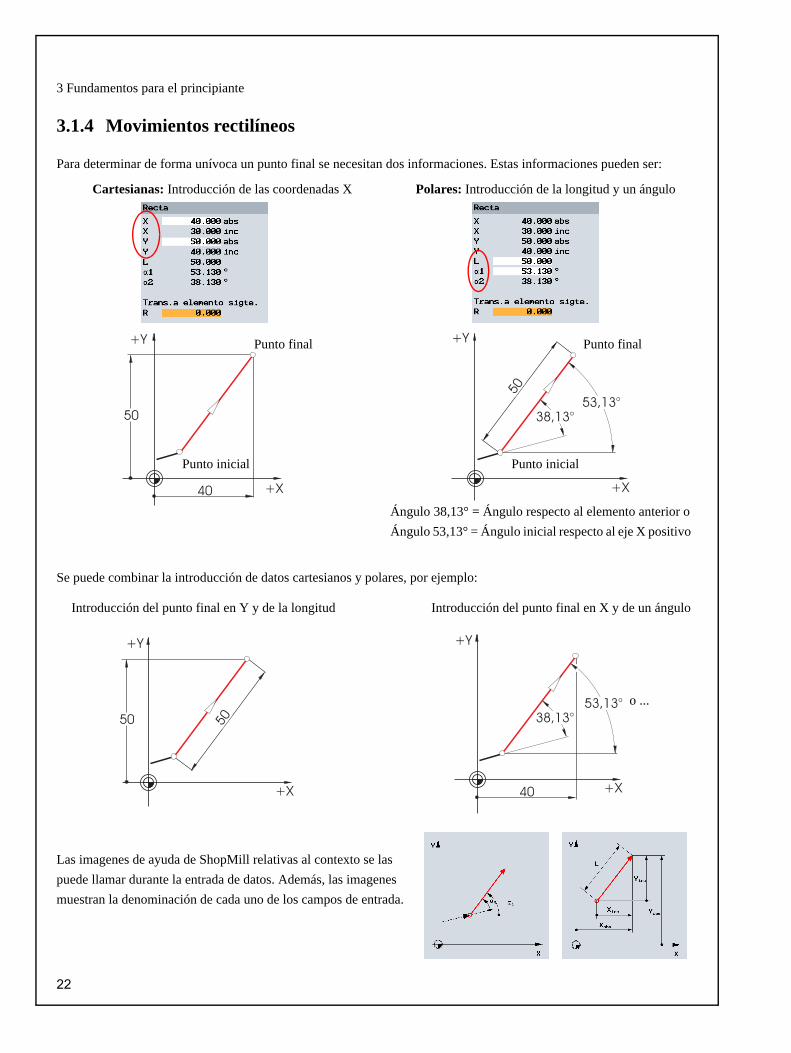
3.1.4 Movimientos rectilíneos
Para determinar de forma unívoca un punto final se necesitan dos informaciones. Estas informaciones pueden ser:
Se puede combinar la introducción de datos cartesianos y polares, por ejemplo:
Las imagenes de ayuda de ShopMill relativas al contexto se las puede llamar durante la entrada de datos. Además, las imagenes muestran la denominación de cada uno de los campos de entrada.
Cartesianas: Introducción de las coordenadas X Polares: Introducción de la longitud y un ángulo
Punto final Punto final
Punto inicial Punto inicial
Ángulo 38,13° = Ángulo respecto al elemento anterior oÁngulo 53,13° = Ángulo inicial respecto al eje X positivo3
Introducción del punto final en X y de un ánguloIntroducción del punto final en Y y de la longitud
o ...
22

Documentación de entrenamiento de ShopMill
3.1.5 Movimientos circulares
El punto final queda determinado por X e Y en los arcos de círculo. El punto medio del círculo se introduce con I y J. Cada uno de estos 4 valores se pueden introducir en ShopMill como valores absolutos o incrementales.
Aunque normalmente los valores de X e Y deben ser introducidos como valores absolutos, el punto medio con I y J debe ser introducido incrementalmente en la mayoría de los controles. En este caso, no sólo se debe determinar la diferencia de A al punto medio M (a menudo en combinación con cálculos matemáticos) sino también la dirección y el signo.
Sin embargo con ShopMill, gracias a que se dispone de la posibilidad de introducir el punto medio absoluto, no es nece-sario realizar ningún tipo de cálculos. Con el calculador de contornos se puede determinar gráficamente cualquier con-torno con facilidad por complicado que sea.
Introducción del punto medio (absoluto):
Con ShopMill también se pueden mostrar todos los valores geométricos posibles:
Presentación de todos los parámetros:
Otra ventaja de la medición absoluta del punto medio: Vd. ya no necesita calcular de nuevo los valores de I y J cuando
Tras la entrada:3 Tras la entrada:3
Los valores (radios) a que den lugar los datos previamente in-troducidos son calculados automáticamente por ShopMill. 3
23
3 Fundamentos para el principiante
Entre los requisitos para conseguir la mejor producción posible está un buen conocimiento de la herramienta. Con ello nos referimos al conocimiento de los materiales de corte de las herramientas, a las posibilidades de aplicación de las mismas y a los mejores datos de corte posibles para cada caso.
3.2.1 Herramientas modernas de fresado y taladrado
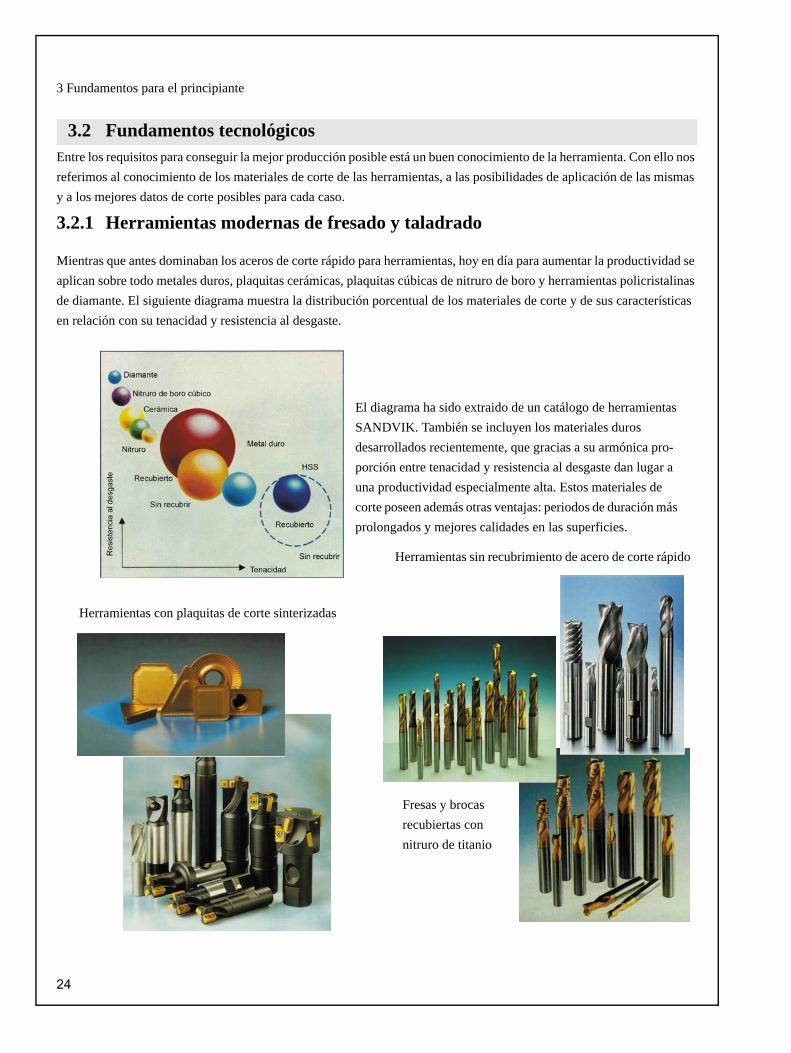
Mientras que antes dominaban los aceros de corte rápido para herramientas, hoy en día para aumentar la productividad se aplican sobre todo metales duros, plaquitas cerámicas, plaquitas cúbicas de nitruro de boro y herramientas policristalinas de diamante. El siguiente diagrama muestra la distribución porcentual de los materiales de corte y de sus características en relación con su tenacidad y resistencia al desgaste. 3
3.2 Fundamentos tecnológicos
Herramientas sin recubrimiento de acero de corte rápido
Herramientas con plaquitas de corte sinterizadas
El diagrama ha sido extraido de un catálogo de herramientas SANDVIK. También se incluyen los materiales durosdesarrollados recientemente, que gracias a su armónica pro-porción entre tenacidad y resistencia al desgaste dan lugar a una productividad especialmente alta. Estos materiales de corte poseen además otras ventajas: periodos de duración más prolongados y mejores calidades en las superficies.
Fresas y brocas recubiertas con nitruro de titanio
24
Documentación de entrenamiento de ShopMill
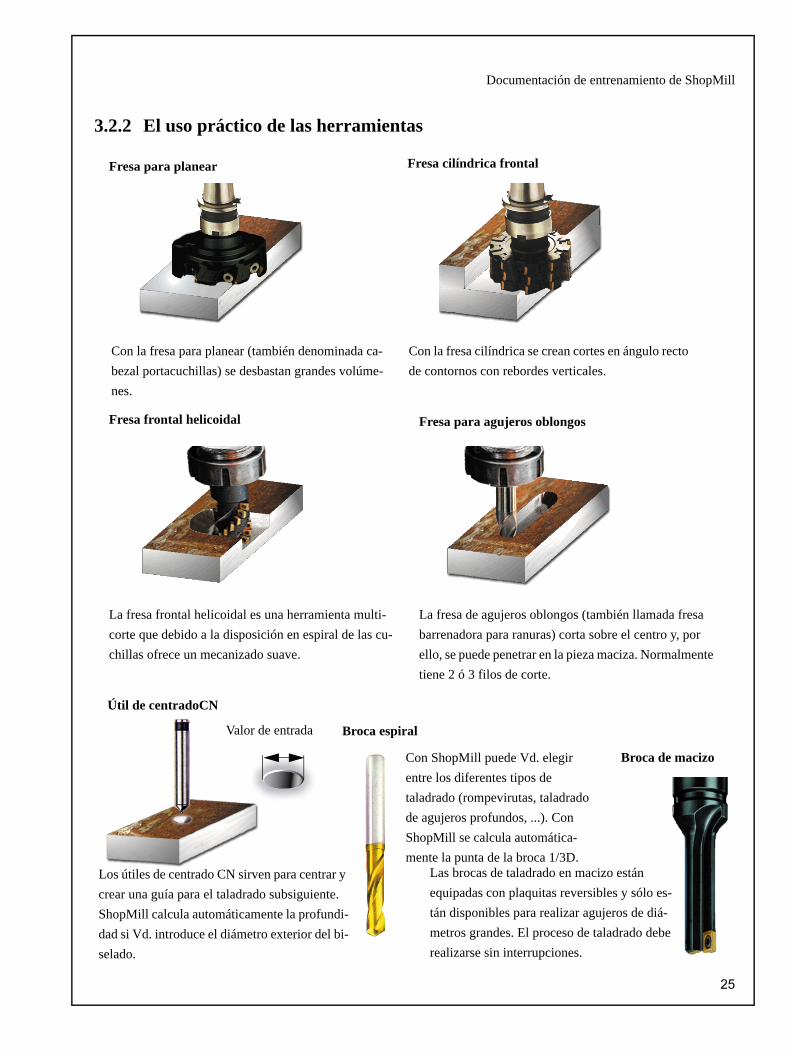
3.2.2 El uso práctico de las herramientas
Fresa para planear Fresa cilíndrica frontal
Con la fresa para planear (también denominada ca-bezal portacuchillas) se desbastan grandes volúme-nes. 3
Con la fresa cilíndrica se crean cortes en ángulo recto de contornos con rebordes verticales. 3
Fresa frontal helicoidal Fresa para agujeros oblongos
La fresa frontal helicoidal es una herramienta multi-corte que debido a la disposición en espiral de las cu-chillas ofrece un mecanizado suave. 3
La fresa de agujeros oblongos (también llamada fresa barrenadora para ranuras) corta sobre el centro y, por ello, se puede penetrar en la pieza maciza. Normalmente tiene 2 ó 3 filos de corte. 3
Los útiles de centrado CN sirven para centrar y crear una guía para el taladrado subsiguiente. ShopMill calcula automáticamente la profundi-dad si Vd. introduce el diámetro exterior del bi-selado. 3
Broca espiral
Broca de macizo
Útil de centradoCN
Con ShopMill puede Vd. elegir entre los diferentes tipos de taladrado (rompevirutas, taladrado de agujeros profundos, ...). Con ShopMill se calcula automática-mente la punta de la broca 1/3D. 3
Las brocas de taladrado en macizo están equipadas con plaquitas reversibles y sólo es-tán disponibles para realizar agujeros de diá-metros grandes. El proceso de taladrado debe realizarse sin interrupciones. 3
Valor de entrada
25
3 Fundamentos para el principiante
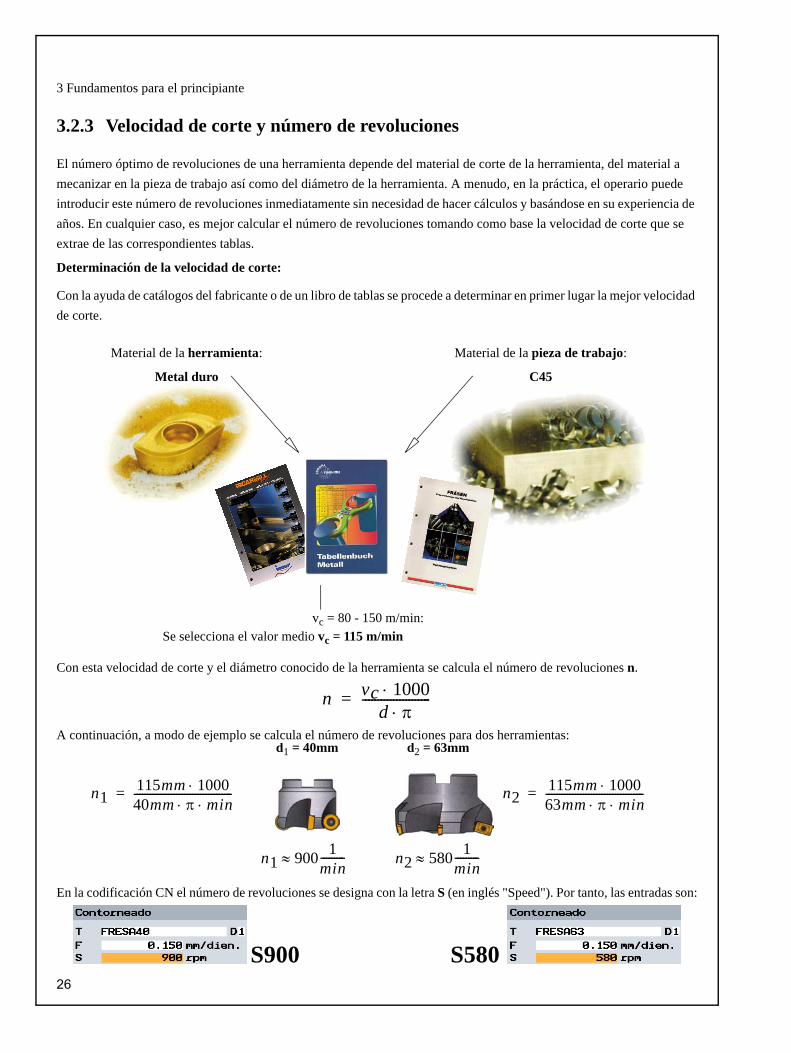
3.2.3 Velocidad de corte y número de revoluciones
El número óptimo de revoluciones de una herramienta depende del material de corte de la herramienta, del material a mecanizar en la pieza de trabajo así como del diámetro de la herramienta. A menudo, en la práctica, el operario puede introducir este número de revoluciones inmediatamente sin necesidad de hacer cálculos y basándose en su experiencia de años. En cualquier caso, es mejor calcular el número de revoluciones tomando como base la velocidad de corte que se extrae de las correspondientes tablas.
Determinación de la velocidad de corte:
Con la ayuda de catálogos del fabricante o de un libro de tablas se procede a determinar en primer lugar la mejor velocidad de corte.
Con esta velocidad de corte y el diámetro conocido de la herramienta se calcula el número de revoluciones n.
A continuación, a modo de ejemplo se calcula el número de revoluciones para dos herramientas:
En la codificación CN el número de revoluciones se designa con la letra S (en inglés "Speed"). Por tanto, las entradas son:
Material de la herramienta:
Metal duro
Material de la pieza de trabajo:
C45
vc = 80 - 150 m/min:Se selecciona el valor medio vc = 115 m/min
n vc 1000⋅d π⋅
----------------------=
d1 = 40mm d2 = 63mm
n1 900 1min---------≈ n2 580 1
min---------≈
n1115mm 1000⋅40mm π min⋅ ⋅-------------------------------------= n2
115mm 1000⋅63mm π min⋅ ⋅-------------------------------------=
S900 S580
26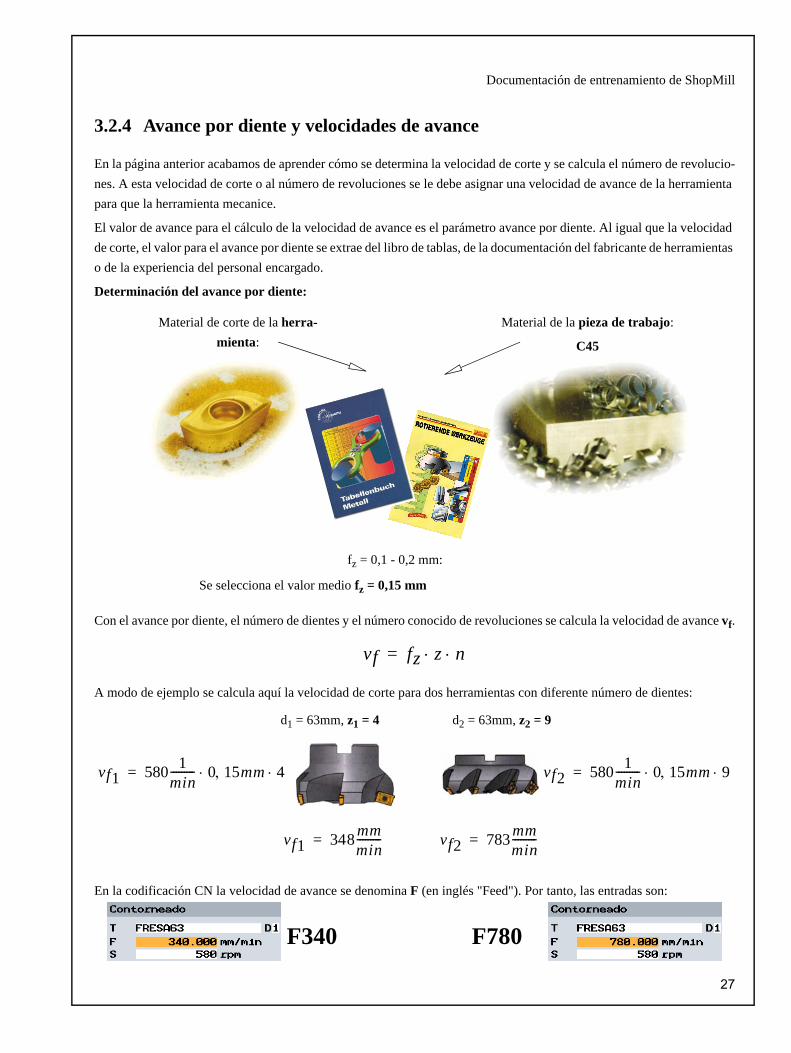
Documentación de entrenamiento de ShopMill
3.2.4 Avance por diente y velocidades de avance
En la página anterior acabamos de aprender cómo se determina la velocidad de corte y se calcula el número de revolucio-nes. A esta velocidad de corte o al número de revoluciones se le debe asignar una velocidad de avance de la herramienta para que la herramienta mecanice.
El valor de avance para el cálculo de la velocidad de avance es el parámetro avance por diente. Al igual que la velocidad de corte, el valor para el avance por diente se extrae del libro de tablas, de la documentación del fabricante de herramientas o de la experiencia del personal encargado.
Determinación del avance por diente:
Con el avance por diente, el número de dientes y el número conocido de revoluciones se calcula la velocidad de avance vf.
A modo de ejemplo se calcula aquí la velocidad de corte para dos herramientas con diferente número de dientes:
En la codificación CN la velocidad de avance se denomina F (en inglés "Feed"). Por tanto, las entradas son:
Material de corte de la herra-mienta:
Material de la pieza de trabajo:
C45
fz = 0,1 - 0,2 mm:
Se selecciona el valor medio fz = 0,15 mm
vf fz z n⋅ ⋅=
vf1 580 1min--------- 0 15mm, 4⋅ ⋅= vf2 580 1
min--------- 0 15mm, 9⋅ ⋅=
vf1 348 mmmin---------= vf2 783 mm
min---------=
d1 = 63mm, z1 = 4 d2 = 63mm, z2 = 9
F340 F780
27
4 Un equipamiento excelente
En este capítulo aprenderá Vd. cómo se elaboran las herramientas para los ejemplos de los siguientes capítulos. Además, se explica a modo de ejemplo el cálculo de las longitudes y la determinación del punto cero de la herramienta.
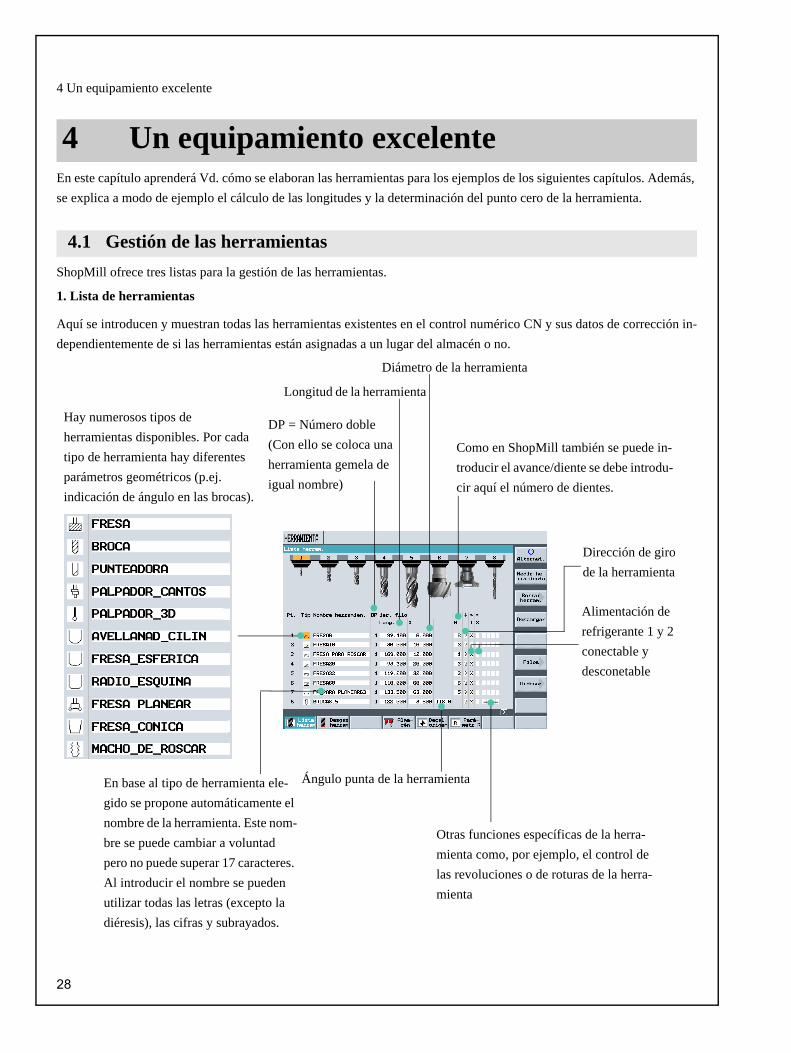
ShopMill ofrece tres listas para la gestión de las herramientas.
1. Lista de herramientas
Aquí se introducen y muestran todas las herramientas existentes en el control numérico CN y sus datos de corrección in-dependientemente de si las herramientas están asignadas a un lugar del almacén o no.
4 Un equipamiento excelente
4.1 Gestión de las herramientas
Hay numerosos tipos de herramientas disponibles. Por cada tipo de herramienta hay diferentes parámetros geométricos (p.ej. indicación de ángulo en las brocas).4
En base al tipo de herramienta ele-gido se propone automáticamente el nombre de la herramienta. Este nom-bre se puede cambiar a voluntad pero no puede superar 17 caracteres. Al introducir el nombre se pueden utilizar todas las letras (excepto la diéresis), las cifras y subrayados. 4
Longitud de la herramienta4
Diámetro de la herramienta 4
Como en ShopMill también se puede in-troducir el avance/diente se debe introdu-cir aquí el número de dientes. 4
Ángulo punta de la herramienta 4
Dirección de giro de la herramienta 4
Alimentación de refrigerante 1 y 2 conectable y desconetable 4
Otras funciones específicas de la herra-mienta como, por ejemplo, el control de las revoluciones o de roturas de la herra-mienta 4
DP = Número doble (Con ello se coloca una herramienta gemela de igual nombre) 4
28
Documentación de entrenamiento de ShopMill
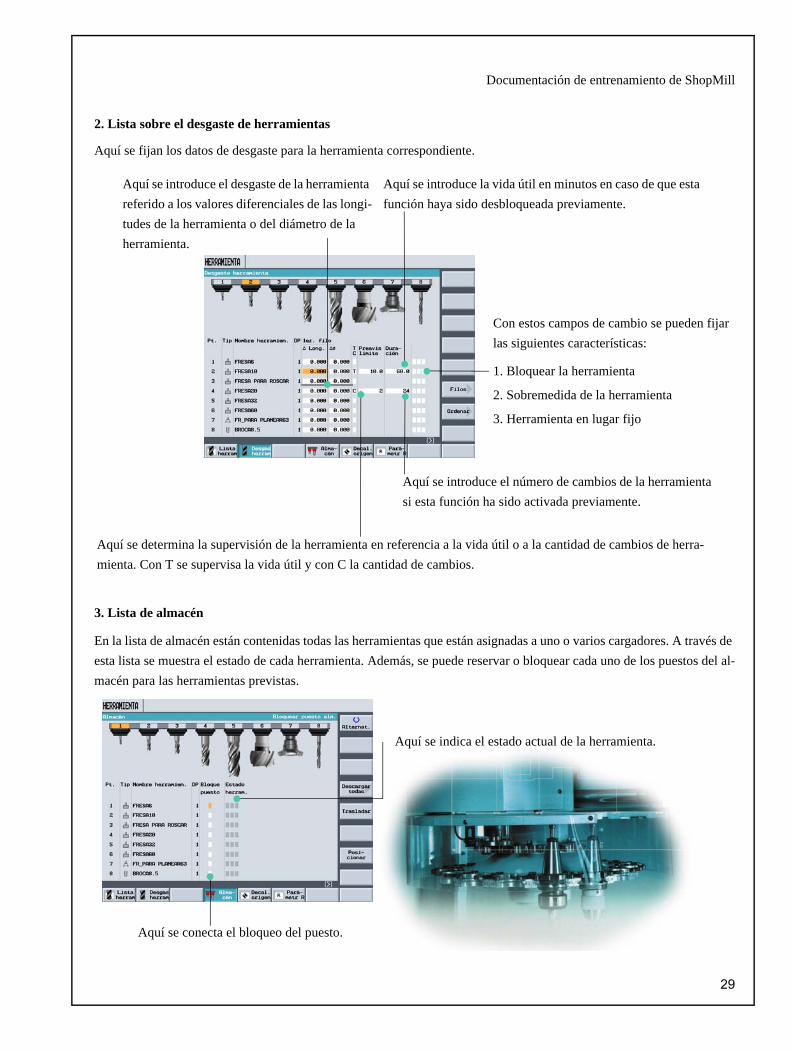
2. Lista sobre el desgaste de herramientas
Aquí se fijan los datos de desgaste para la herramienta correspondiente.
3. Lista de almacén
En la lista de almacén están contenidas todas las herramientas que están asignadas a uno o varios cargadores. A través de esta lista se muestra el estado de cada herramienta. Además, se puede reservar o bloquear cada uno de los puestos del al-macén para las herramientas previstas.
Con estos campos de cambio se pueden fijar las siguientes características: 4
1. Bloquear la herramienta
2. Sobremedida de la herramienta
3. Herramienta en lugar fijo
Aquí se introduce el desgaste de la herramienta referido a los valores diferenciales de las longi-tudes de la herramienta o del diámetro de la herramienta.
Aquí se determina la supervisión de la herramienta en referencia a la vida útil o a la cantidad de cambios de herra-mienta. Con T se supervisa la vida útil y con C la cantidad de cambios.
Aquí se introduce la vida útil en minutos en caso de que esta función haya sido desbloqueada previamente.
Aquí se introduce el número de cambios de la herramienta si esta función ha sido activada previamente.
Aquí se indica el estado actual de la herramienta. 4
Aquí se conecta el bloqueo del puesto. 4
29
4 Un equipamiento excelente
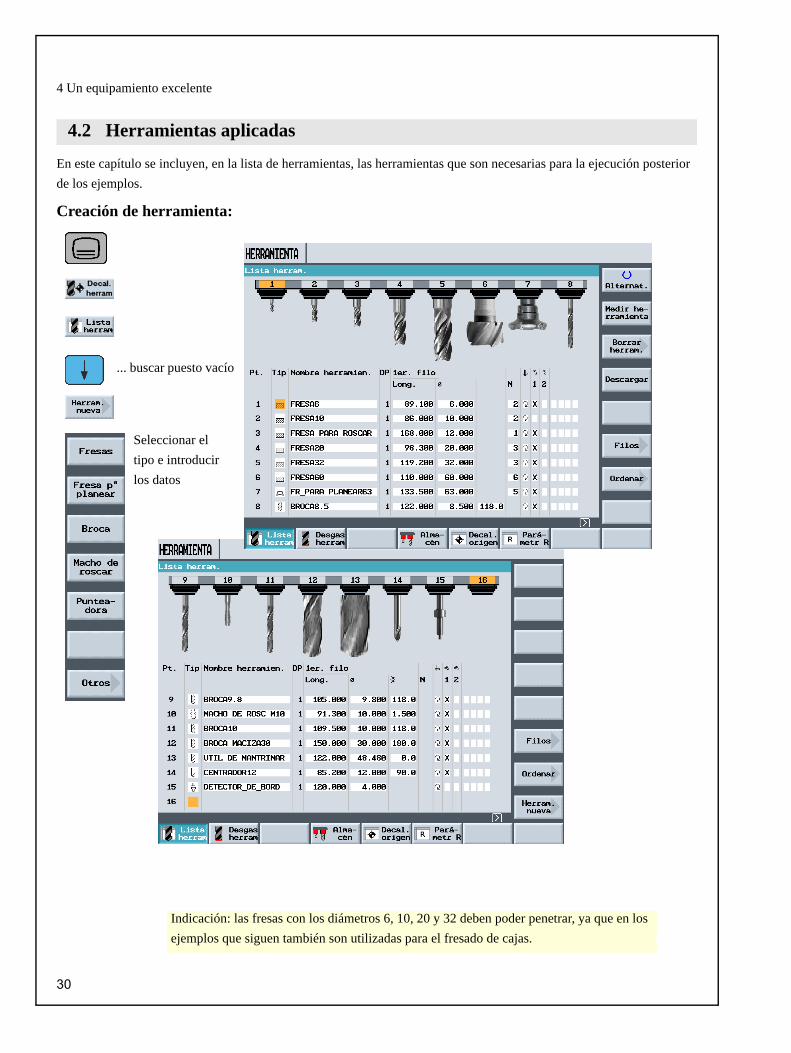
En este capítulo se incluyen, en la lista de herramientas, las herramientas que son necesarias para la ejecución posterior de los ejemplos.
Creación de herramienta:
4.2 Herramientas aplicadas
Seleccionar el tipo e introducir los datos
... buscar puesto vacío
Indicación: las fresas con los diámetros 6, 10, 20 y 32 deben poder penetrar, ya que en los ejemplos que siguen también son utilizadas para el fresado de cajas. 4
30

Documentación de entrenamiento de ShopMill
A continuación, puede aprender como se colocan las herramientas en el almacén.
Seleccione una herramienta en la lista de herramientas sin número de puesto y apriete la tecla .
El siguiente diálogo le ofrece el primer puesto libre en el almacén que Vd. podrá modificar o aceptar directamente.
Ésta puede ser la apariencia del almacén para los ejercicios siguientes.
A continuación, puede aprender como se miden las herramientas.
Con el pulsador , coloque una herramienta en el cabezal. Entonces, cambie al menú: .
4.3 Herramientas en el cargador
4.4 Medir herramientas
La función Longitud manual permite medir la herramienta en la dirección Z.
La función Diámetro manual permite medir el diámetro de la herramienta.
La función Longitud automática permite medir la herramienta en la dirección Z con ayuda de un palpador.
La función Diámetro automático per-mite medir el diámetro de la herramienta con ayuda de un palpador.
La función Calibrar palpador permite medir automáticamente la herramienta o el diámetro de la misma.
31

4 Un equipamiento excelente
En el menú básico hay que cambiar al modo de servicio Máquina manual para determinar el punto cero de la pieza.
En el submenú de la opción Decal. pieza hay varias posibi-lidades disponibles para determinar el punto cero de la pieza de trabajo.
A modo de ejemplo se determina el punto cero de un canto de la pieza de trabajo ( ) con un detector de bordes.
Procedimiento:
1.
2. Selección del canto
(La imagen de ayuda muestra la dirección necesaria de detección).
3. Detección del canto de la pieza de trabajo
4.
Se fija el punto cero de la pieza de trabajo teniendo en cuenta el diámetro del detector de bordes (4 mm). Este procedimiento de cálculo debe ser repetido para Y con el detector de bordes y para Z (normalmente con la fresa).
4.5 Determinación del punto cero de la pieza de trabajo
Con esta tecla se llama la lista de decalajes del punto cero que se podrá colocar en el campo Decalajes de origen.
Entrada de un decalaje de origen
Dirección de detección izquierda (+) o derecha
Decalaje del punto cero dela pieza de trabajo en casode que éste no deba estar enel canto de la pieza de tra-bajo.
32
Documentación de entrenamiento de ShopMill
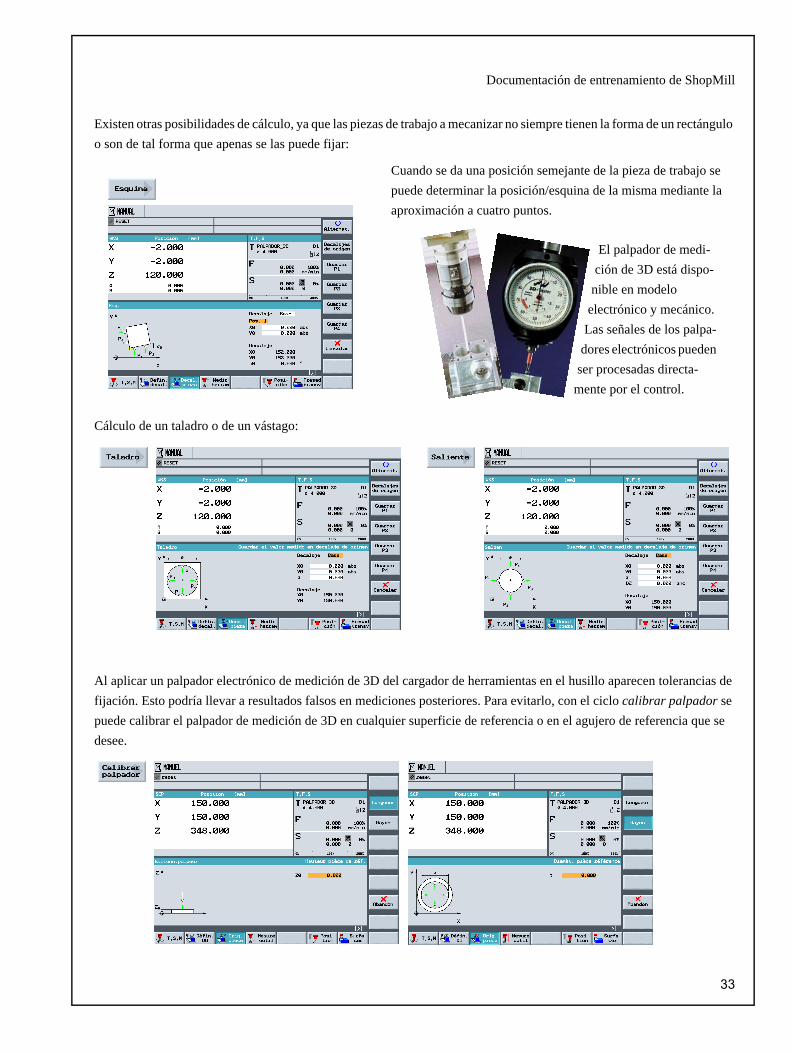
Existen otras posibilidades de cálculo, ya que las piezas de trabajo a mecanizar no siempre tienen la forma de un rectángulo o son de tal forma que apenas se las puede fijar:
Cuando se da una posición semejante de la pieza de trabajo se puede determinar la posición/esquina de la misma mediante la aproximación a cuatro puntos.
Cálculo de un taladro o de un vástago:
Al aplicar un palpador electrónico de medición de 3D del cargador de herramientas en el husillo aparecen tolerancias de fijación. Esto podría llevar a resultados falsos en mediciones posteriores. Para evitarlo, con el ciclo calibrar palpador se puede calibrar el palpador de medición de 3D en cualquier superficie de referencia o en el agujero de referencia que se desee.
El palpador de medi-ción de 3D está dispo-
nible en modelo electrónico y mecánico.
Las señales de los palpa-dores electrónicos pueden
ser procesadas directa-mente por el control.
33
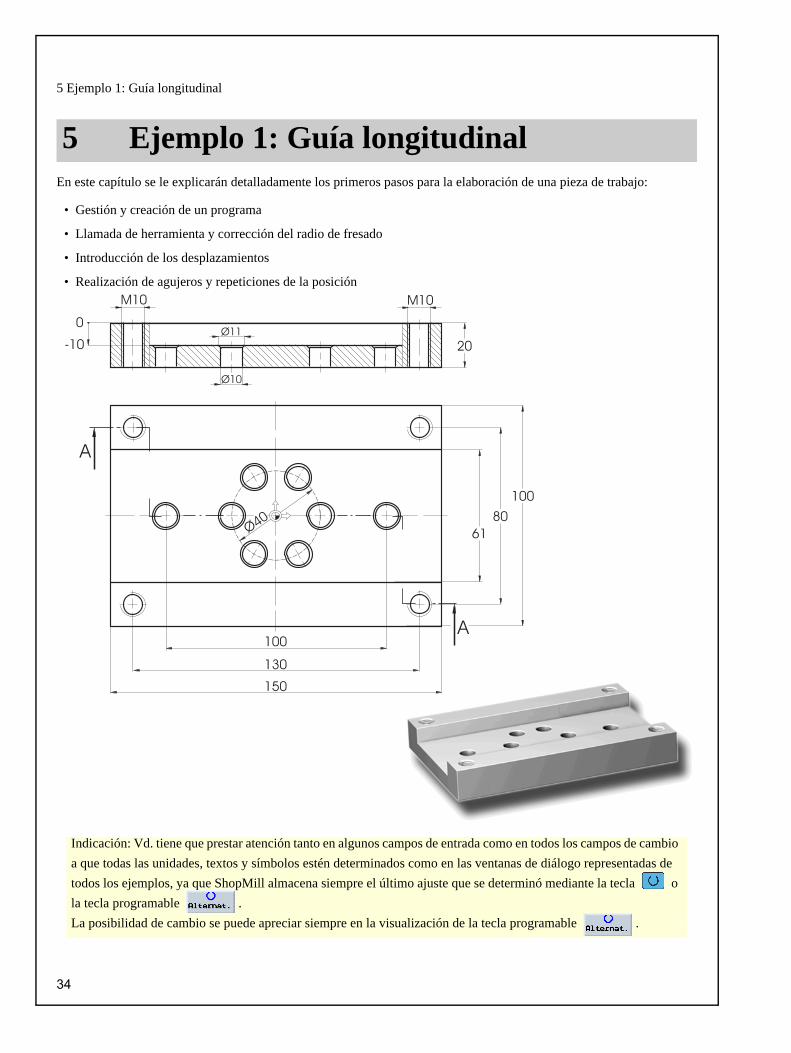
5 Ejemplo 1: Guía longitudinal
En este capítulo se le explicarán detalladamente los primeros pasos para la elaboración de una pieza de trabajo:
• Gestión y creación de un programa
• Llamada de herramienta y corrección del radio de fresado
• Introducción de los desplazamientos
• Realización de agujeros y repeticiones de la posición
5 Ejemplo 1: Guía longitudinal
Indicación: Vd. tiene que prestar atención tanto en algunos campos de entrada como en todos los campos de cambio a que todas las unidades, textos y símbolos estén determinados como en las ventanas de diálogo representadas de todos los ejemplos, ya que ShopMill almacena siempre el último ajuste que se determinó mediante la tecla o la tecla programable .La posibilidad de cambio se puede apreciar siempre en la visualización de la tecla programable . 5
34

Documentación de entrenamiento de ShopMill
Teclas Pantalla Explicaciones
• En el menú básico se pueden llamar las distin-tas áreas de ShopMill. (Véase el capítulo 2).
• En el gestor de programas se puede ver una lista de los directorios ShopMill existentes.
P...• Para memorizar separadamente los planes de
trabajo de los siguientes capítulos se crea un nuevo directorio al que se le da el nombre de "piezas de trabajo".
• En el gestor de programas se organiza la admi-nistración de los planes de trabajo y los con-tornos (p. ej., Nuevo, Abrir, Copiar ...).
• Con se mueve el cursor al directorio PIE-ZAS DE TRABAJO y se abre con la tecla .
G...
• Aquí se introduce el nombre del plan de tra-bajo; en este caso, "Guía longitudinal".
• Con se acepta el nombre.
• Con las teclas programables Programa Shop-Mill y Programa código G se puede elegir el formato de introducción.
1-75-50
0
• En el encabezado de programa se introducen los datos de la pieza de trabajo así como informaciones generales en relación al pro-grama.
• Las coordenadas de la esquina izquierda de la pieza de trabajo tienen un valor negativo ya que el punto cero de la pieza de trabajo está en el centro de la superficie de la misma.
• Con la tecla se pueden llamar en cual-quier momento imagenes de ayuda.
5.1 Gestión y creación de programa
...5
35

5 Ejemplo 1: Guía longitudinal
El programa se creó como base para los subsiguientes pasos de ejecución.
El programa tiene un nombre, un encabezado de programa (simbolizado por "P" ) y un final de programa (simbolizado por "END").
En el programa se memorizan los pasos de ejecución y contornos unos bajo otros. El procesamiento posterior tiene lugar de arriba a abajo.
150100-20
• Con la tecla se puede cambiar entre las entradas vértice 2 y Dimensiones.
• Aquí se selecciona el ajuste Dimensiones para que las dimensiones de la pieza bruta puedan ser introducidas directamente (Al hacer la introducción de la altura se debe tener en cuenta el signo).
• Con la tecla puede volver al gráfico en línea.
22x
• Además, en el encabezado de programa se puede introducir el plano de retirada, la distancia de seguridad, el sentido de giro durante la mecanización (marcha síncrona o contramarcha) y la retirada en la muestra de posición.
• En la muestra de posición se puede ajustar a Optimizado ( = desplazamientos optimizados en el tiempo) o a plano de retirada .
• La tecla significa que todos los valo-res de la correspondiente ventana de diálogo son aceptados.
• El encabezado de programa creado se señaliza con el pictograma P .
• Con se puede llamar otra vez el encabeza-do de programa , p. ej., para una modificación.
Retirada optimizada (óptima)
La herramienta vuelve al plano de retirada y entonces se aproxima a la nueva posición.
La herramienta procede en función del contorno en la distancia de seguridad.
En el plano de retirada (común)
Imagenes de ayuda de ShopMill 5
36
Documentación de entrenamiento de ShopMill
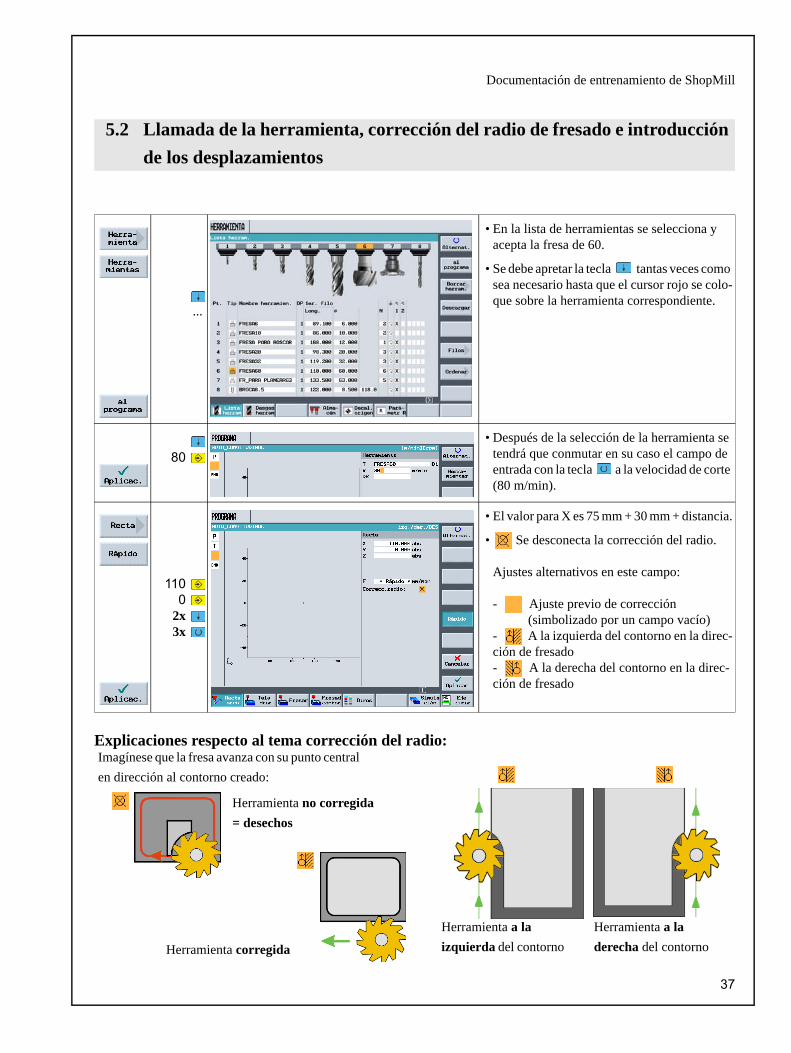
Explicaciones respecto al tema corrección del radio:
• En la lista de herramientas se selecciona y acepta la fresa de 60.
• Se debe apretar la tecla tantas veces como sea necesario hasta que el cursor rojo se colo-que sobre la herramienta correspondiente.
80• Después de la selección de la herramienta se
tendrá que conmutar en su caso el campo de entrada con la tecla a la velocidad de corte (80 m/min).
1100
2x3x
• El valor para X es 75 mm + 30 mm + distancia.
• Se desconecta la corrección del radio.
Ajustes alternativos en este campo:
- Ajuste previo de corrección(simbolizado por un campo vacío)
- A la izquierda del contorno en la direc-ción de fresado- A la derecha del contorno en la direc-ción de fresado
5.2 Llamada de la herramienta, corrección del radio de fresado e introducciónde los desplazamientos
...5
Imagínese que la fresa avanza con su punto central en dirección al contorno creado:
Herramienta corregida
Herramienta no corregida= desechos
Herramienta a la izquierda del contorno
Herramienta a la derecha del contorno
37
5 Ejemplo 1: Guía longitudinal
2x-10
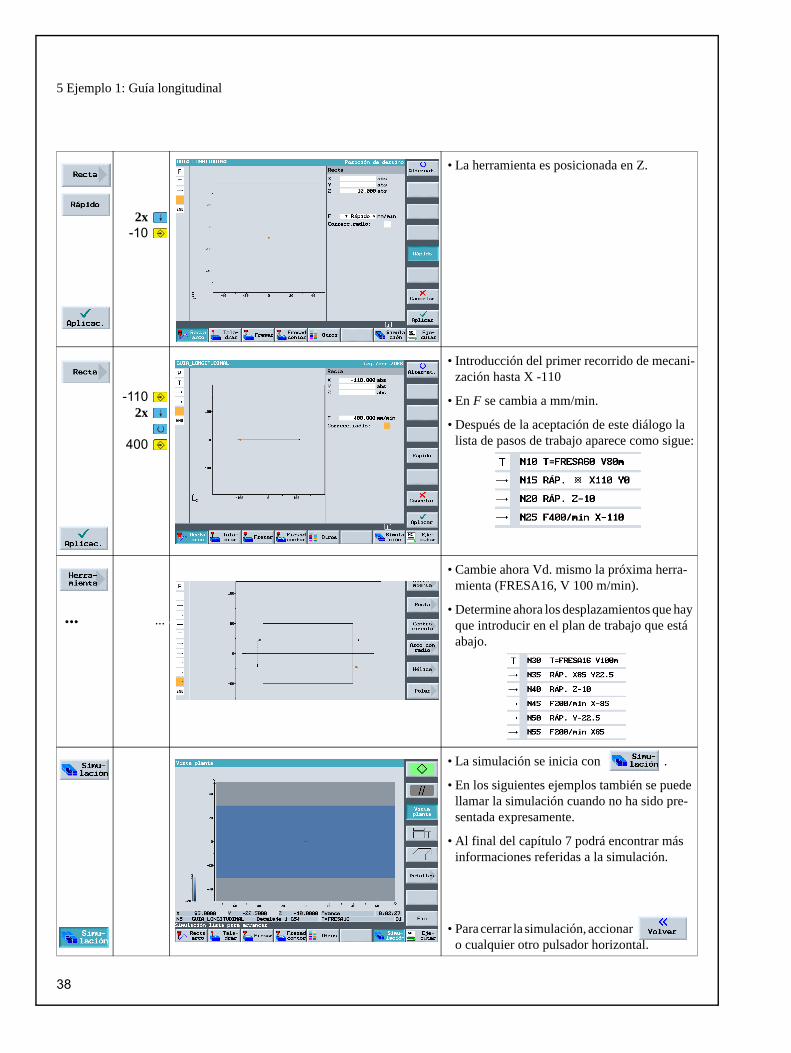
• La herramienta es posicionada en Z.
-1102x
400
• Introducción del primer recorrido de mecani-zación hasta X -110
• En F se cambia a mm/min.
• Después de la aceptación de este diálogo la lista de pasos de trabajo aparece como sigue:
• Cambie ahora Vd. mismo la próxima herra-mienta (FRESA16, V 100 m/min).
• Determine ahora los desplazamientos que hay que introducir en el plan de trabajo que está abajo.
• La simulación se inicia con .
• En los siguientes ejemplos también se puede llamar la simulación cuando no ha sido pre-sentada expresamente.
• Al final del capítulo 7 podrá encontrar más informaciones referidas a la simulación.
• Para cerrar la simulación, accionar o cualquier otro pulsador horizontal.
... ...5
38
Documentación de entrenamiento de ShopMill
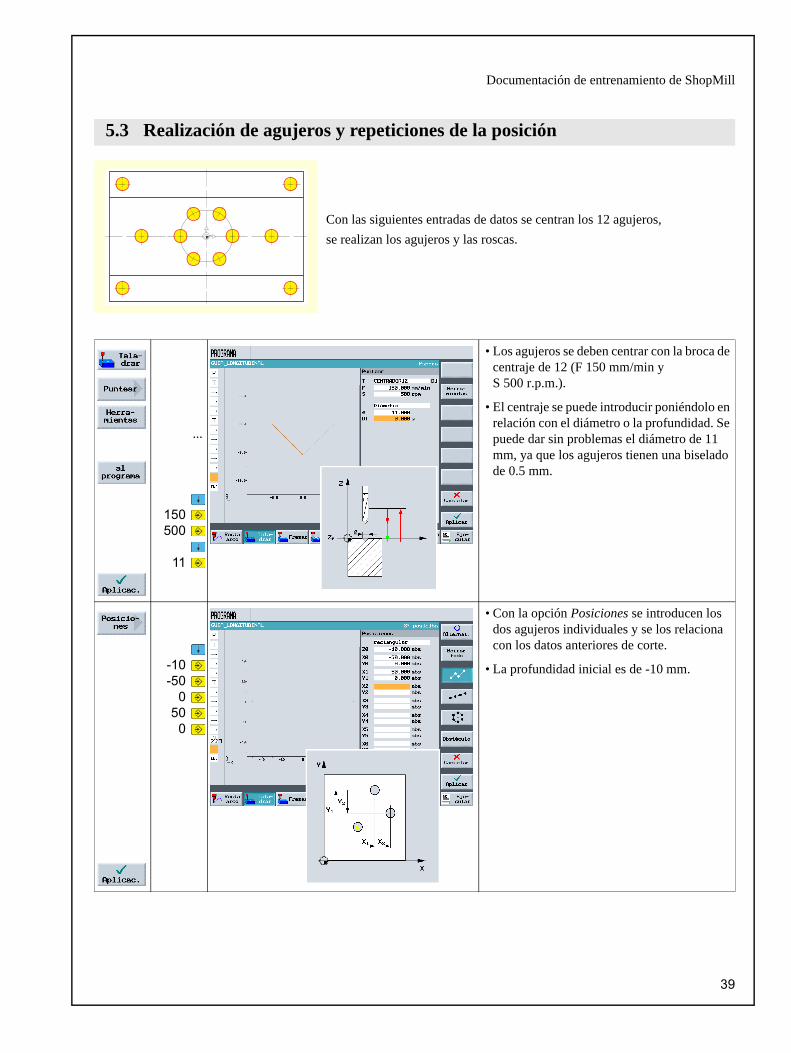
Con las siguientes entradas de datos se centran los 12 agujeros, se realizan los agujeros y las roscas.
150500
11
• Los agujeros se deben centrar con la broca de centraje de 12 (F 150 mm/min yS 500 r.p.m.).
• El centraje se puede introducir poniéndolo en relación con el diámetro o la profundidad. Se puede dar sin problemas el diámetro de 11 mm, ya que los agujeros tienen una biselado de 0.5 mm.
-10-50
050
0
• Con la opción Posiciones se introducen los dos agujeros individuales y se los relaciona con los datos anteriores de corte.
• La profundidad inicial es de -10 mm.
5.3 Realización de agujeros y repeticiones de la posición
...5
39
5 Ejemplo 1: Guía longitudinal
-10000
206
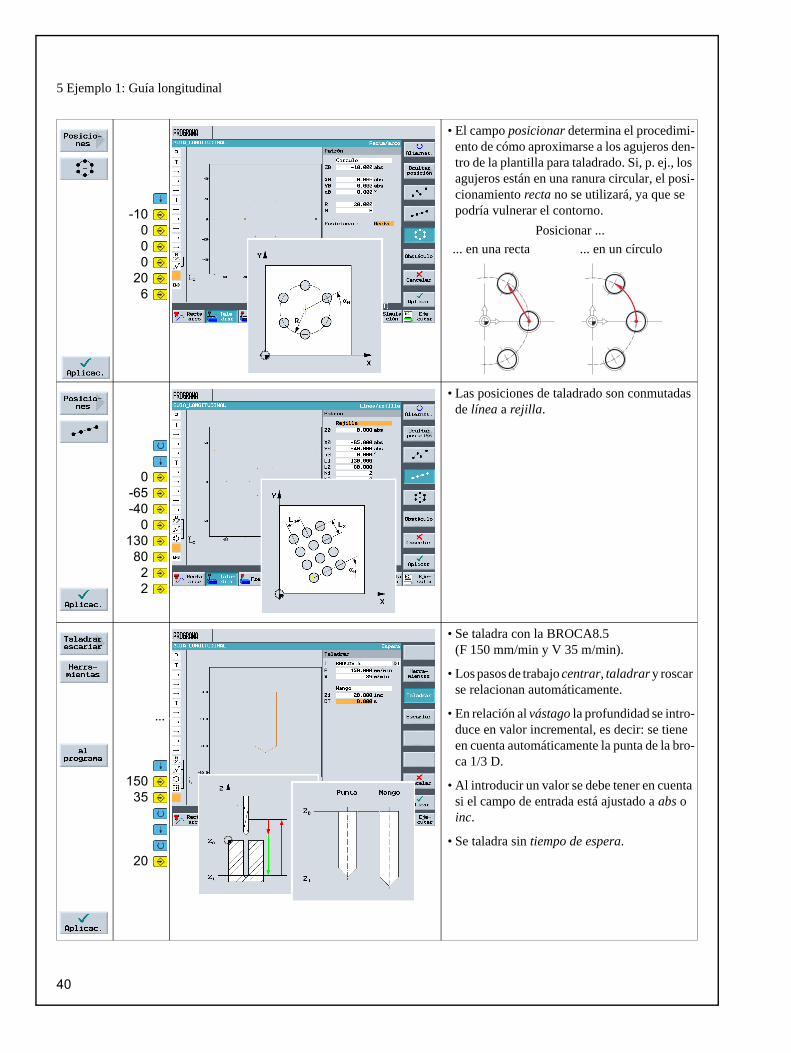
• El campo posicionar determina el procedimi-ento de cómo aproximarse a los agujeros den-tro de la plantilla para taladrado. Si, p. ej., los agujeros están en una ranura circular, el posi-cionamiento recta no se utilizará, ya que se podría vulnerar el contorno.
0-65-40
0130
8022
• Las posiciones de taladrado son conmutadas de línea a rejilla.
15035
20
• Se taladra con la BROCA8.5 (F 150 mm/min y V 35 m/min).
• Los pasos de trabajo centrar, taladrar y roscar se relacionan automáticamente.
• En relación al vástago la profundidad se intro-duce en valor incremental, es decir: se tiene en cuenta automáticamente la punta de la bro-ca 1/3 D.
• Al introducir un valor se debe tener en cuenta si el campo de entrada está ajustado a abs o inc.
• Se taladra sin tiempo de espera.
... en una recta ... en un círculoPosicionar ...
...5
40
Documentación de entrenamiento de ShopMill
1.56060
22
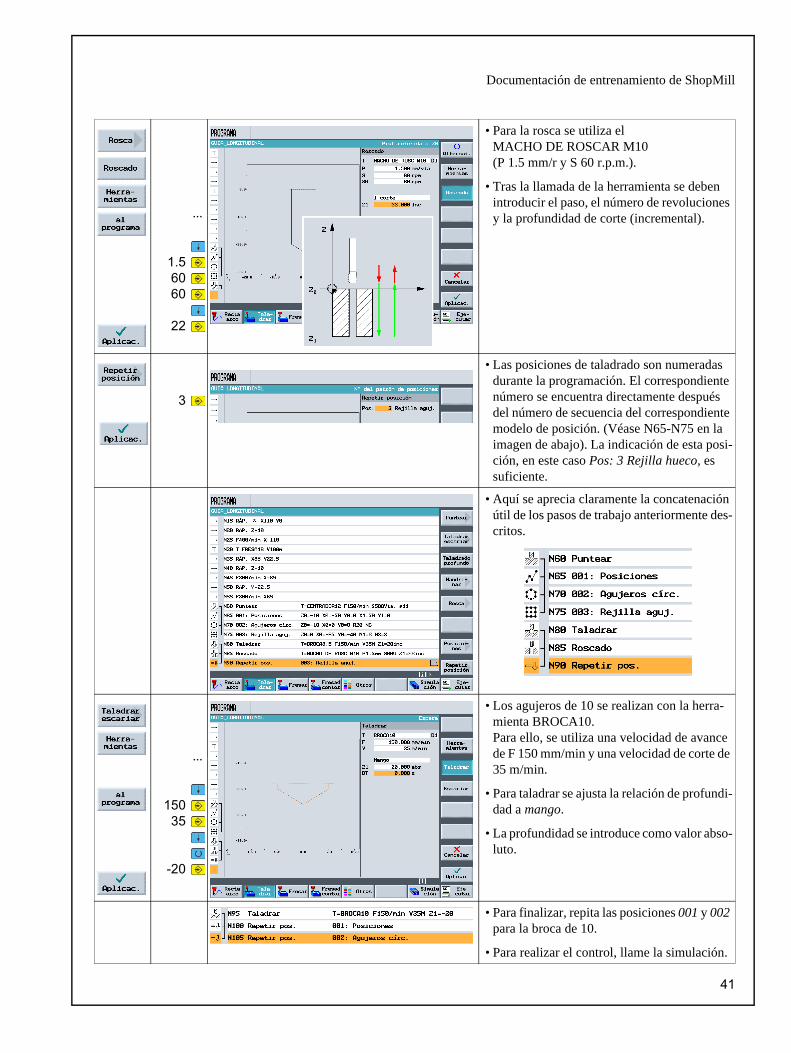
• Para la rosca se utiliza el MACHO DE ROSCAR M10 (P 1.5 mm/r y S 60 r.p.m.).
• Tras la llamada de la herramienta se deben introducir el paso, el número de revoluciones y la profundidad de corte (incremental).
3
• Las posiciones de taladrado son numeradas durante la programación. El correspondiente número se encuentra directamente después del número de secuencia del correspondiente modelo de posición. (Véase N65-N75 en la imagen de abajo). La indicación de esta posi-ción, en este caso Pos: 3 Rejilla hueco, es suficiente.
• Aquí se aprecia claramente la concatenación útil de los pasos de trabajo anteriormente des-critos.
15035
-20
• Los agujeros de 10 se realizan con la herra-mienta BROCA10. Para ello, se utiliza una velocidad de avance de F 150 mm/min y una velocidad de corte de 35 m/min.
• Para taladrar se ajusta la relación de profundi-dad a mango.
• La profundidad se introduce como valor abso-luto.
• Para finalizar, repita las posiciones 001 y 002 para la broca de 10.
• Para realizar el control, llame la simulación.
...5
...5
41
6 Ejemplo 2: Molde de inyección
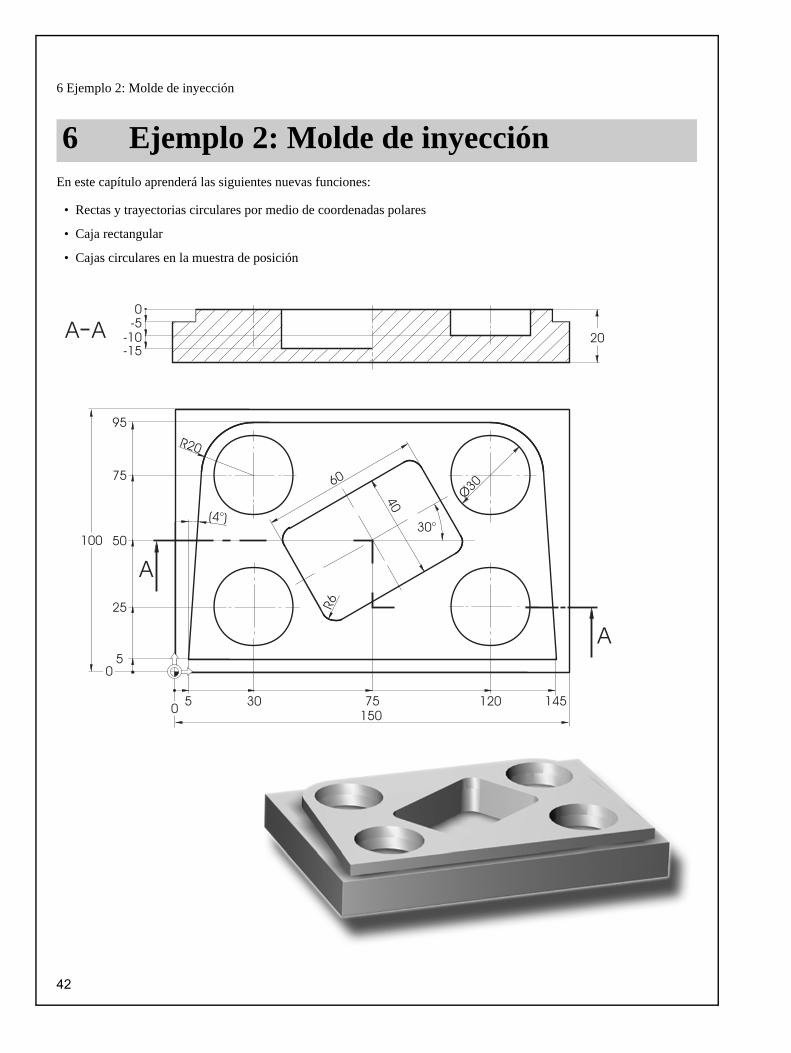
En este capítulo aprenderá las siguientes nuevas funciones: 5
• Rectas y trayectorias circulares por medio de coordenadas polares
• Caja rectangular
• Cajas circulares en la muestra de posición
6 Ejemplo 2: Molde de inyección
42

Documentación de entrenamiento de ShopMill
Creación del plan de trabajo y aproximación al punto de inicio
En primer lugar determine Vd. mismo un nuevo plan de trabajo con el nombre "molde de inyección". Al hacerlo, se intro-ducen simultáneamente las medidas de la pieza en bruto (para consultar el procedimiento, véase el capítulo "guía longi-tudinal"). Preste atención a la nueva posición del punto cero.
Después se cambia la fresa de 20 (V 80 m/min) y se posiciona en el punto X-12/ Y-12/ Z-5 en marcha rápida. El punto de inicio del contorno en X5 y Y5 se aproxima a una recta (F 100 mm/min, corrección del radio de fresa a la izquierda).
Tras la introducción de las primeras secuen-cias de desplazamiento, el plan de trabajo debería aparecer tal y como sigue.
El punto final de una secuencia de despla-zamiento no sólo puede ser descrito por sus coordenadas X e Y sino, en caso nece-sario, tambíen mediante un punto polar de referencia.
En este caso X e Y no son conocidas, pero se puede determinar el punto indirecta-mente: está a 20 mm del punto medio de la caja circular, que marca aquí el polo. El ángulo polar de 176° se deduce del cálculo de 180° - 4°. (Véase el plano del taller).
6.1 Rectas y trayectorias circulares por medio de coordenadas polares
43
6 Ejemplo 2: Molde de inyección
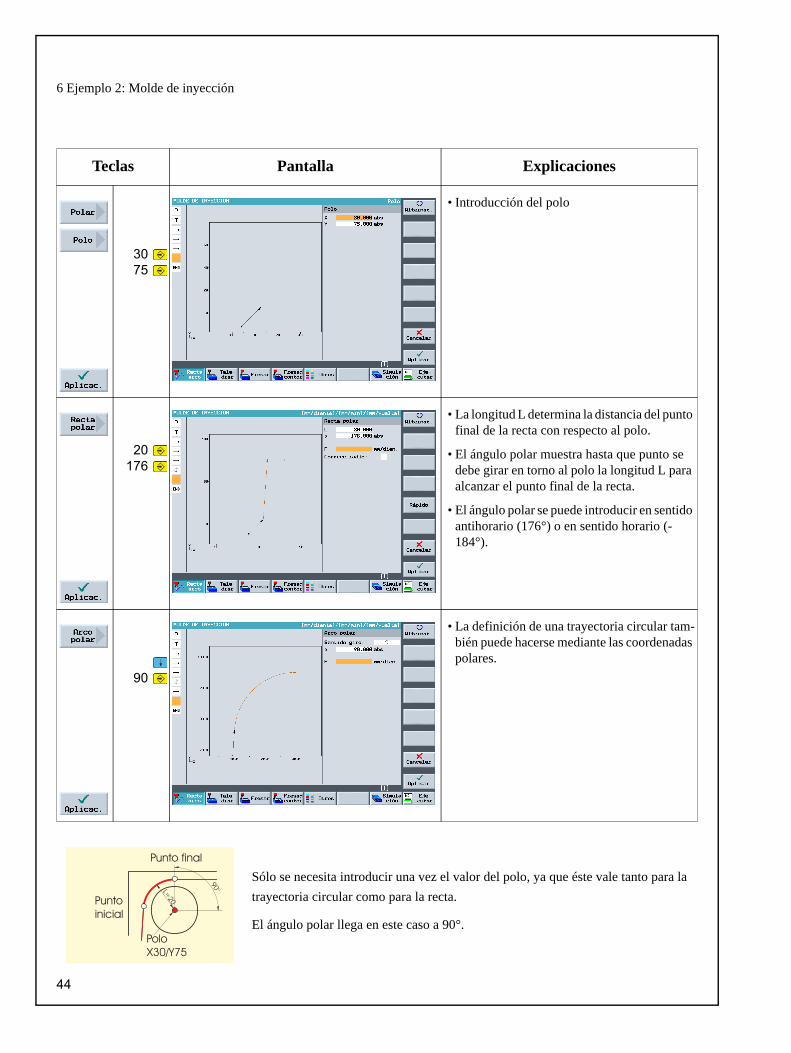
Sólo se necesita introducir una vez el valor del polo, ya que éste vale tanto para la trayectoria circular como para la recta.
El ángulo polar llega en este caso a 90°.
Teclas Pantalla Explicaciones
3075
• Introducción del polo
20176
• La longitud L determina la distancia del punto final de la recta con respecto al polo.
• El ángulo polar muestra hasta que punto se debe girar en torno al polo la longitud L para alcanzar el punto final de la recta.
• El ángulo polar se puede introducir en sentido antihorario (176°) o en sentido horario (-184°).
90
• La definición de una trayectoria circular tam-bién puede hacerse mediante las coordenadas polares.
44
Documentación de entrenamiento de ShopMill
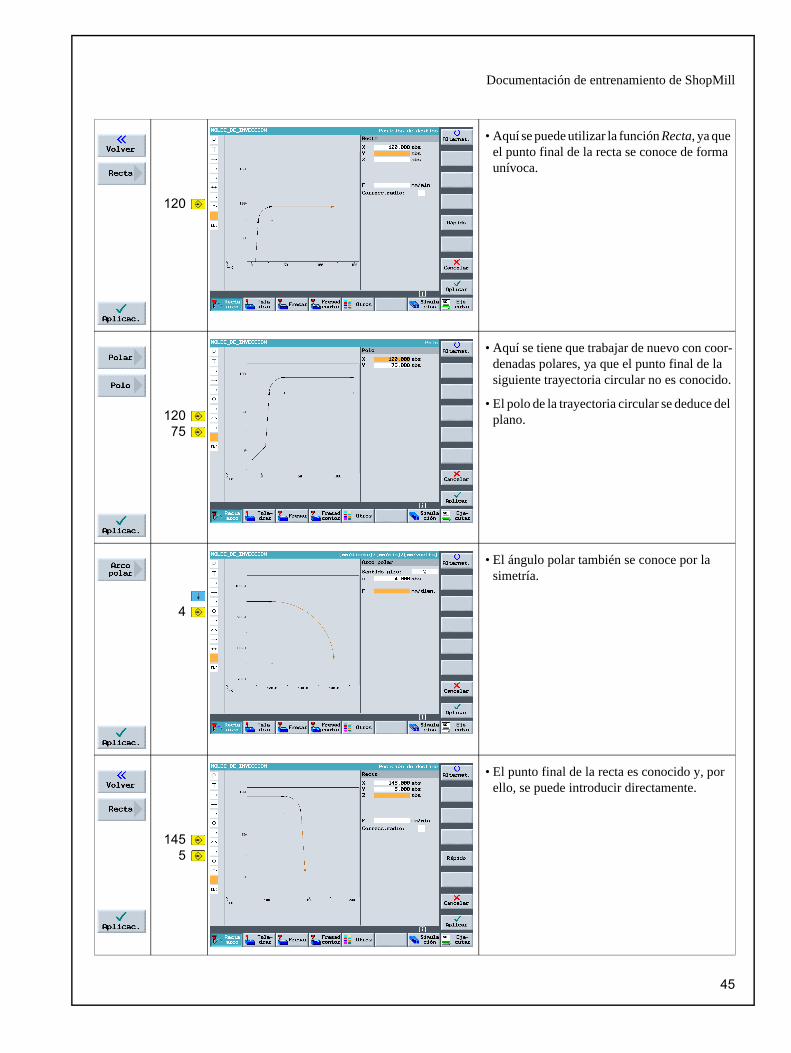
120
• Aquí se puede utilizar la función Recta, ya que el punto final de la recta se conoce de forma unívoca.
12075
• Aquí se tiene que trabajar de nuevo con coor-denadas polares, ya que el punto final de la siguiente trayectoria circular no es conocido.
• El polo de la trayectoria circular se deduce del plano.
4
• El ángulo polar también se conoce por la simetría.
1455
• El punto final de la recta es conocido y, por ello, se puede introducir directamente.
45
6 Ejemplo 2: Molde de inyección
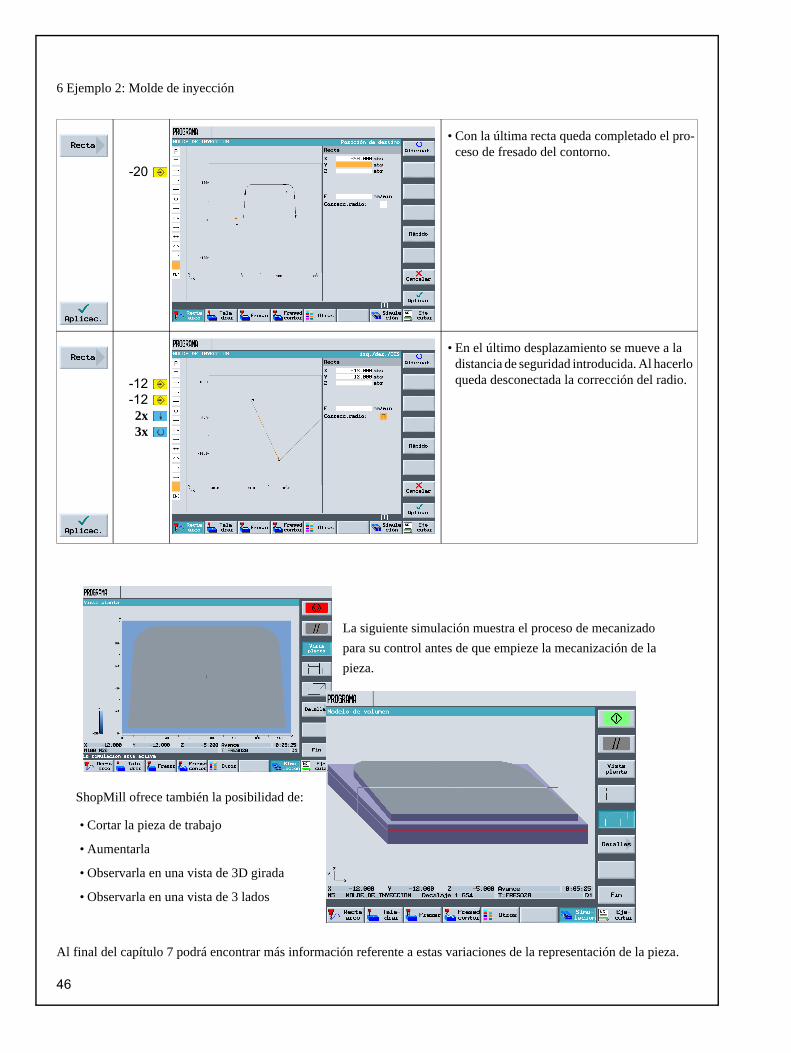
Al final del capítulo 7 podrá encontrar más información referente a estas variaciones de la representación de la pieza.
-20
• Con la última recta queda completado el pro-ceso de fresado del contorno.
-12-122x3x
• En el último desplazamiento se mueve a la distancia de seguridad introducida. Al hacerlo queda desconectada la corrección del radio.
La siguiente simulación muestra el proceso de mecanizado para su control antes de que empieze la mecanización de la pieza. 6
ShopMill ofrece también la posibilidad de:
• Cortar la pieza de trabajo
• Aumentarla
• Observarla en una vista de 3D girada
• Observarla en una vista de 3 lados
46

Documentación de entrenamiento de ShopMill
Con las siguientes entradas de información se elabora la caja rectangular.
Teclas Pantalla Explicaciones
...
0.15120
...
• Para el mecanizado de las cajas está prevista la utilización de la fresa de 10 (F 0.15 mm/diente y V 120 m/min).
• En primer lugar la caja debe ser desbastada. - Símbolo de desbastado (mecaniza-
ción en bruto) - Símbolo de acabado (mecanización
de precisión)Con la tecla se puede seleccionar la meca-nización.
• Preste atención para que el campo de cambio esté en la posición individual.
7550
04060
6
• En estos campos se introducen los datos geo-métricos de la caja rectangular: Posición, anchura y longitud ...
30-15802.5
• La aproximación máxima en el plano (DXY) indica en que anchura se está mecanizando el material. Este valor se puede introducir bien en porcentaje del diámetro de la fresa o direc-tamente en milímetros (cambiable con ).
• La aproximación máxima en el plano es dada en %.
6.2 Caja rectangular
47
6 Ejemplo 2: Molde de inyección
0.30.3
22
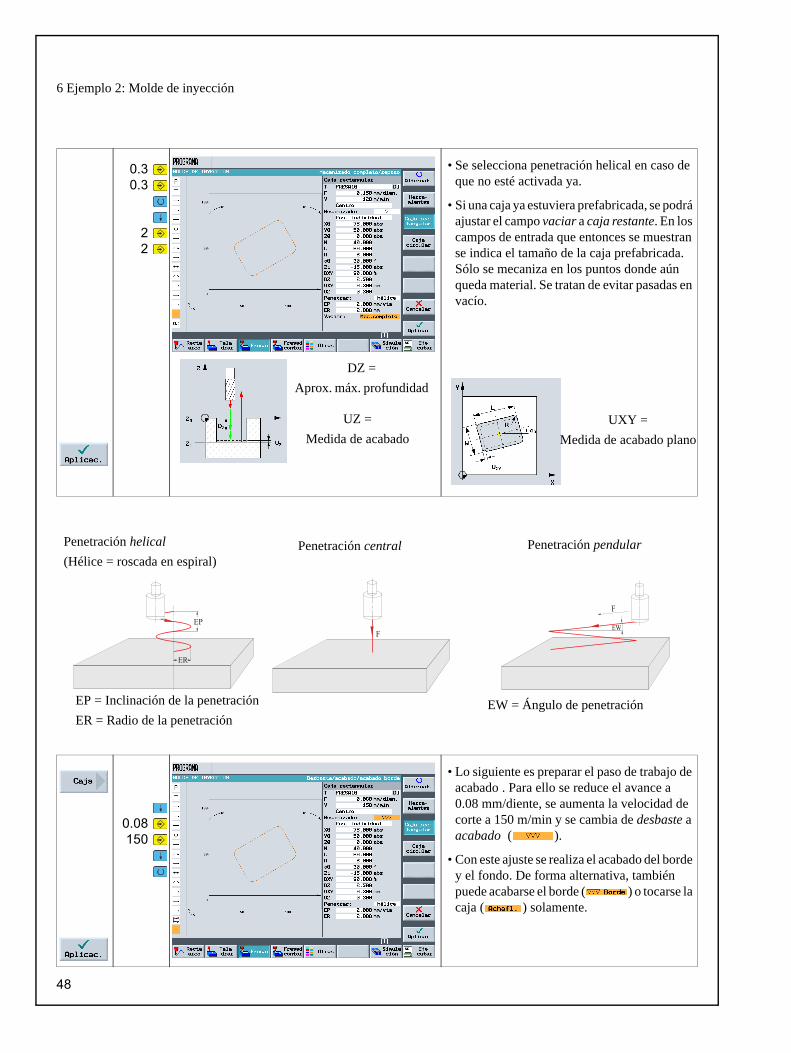
• Se selecciona penetración helical en caso de que no esté activada ya.
• Si una caja ya estuviera prefabricada, se podrá ajustar el campo vaciar a caja restante. En los campos de entrada que entonces se muestran se indica el tamaño de la caja prefabricada. Sólo se mecaniza en los puntos donde aún queda material. Se tratan de evitar pasadas en vacío.
0.08150
• Lo siguiente es preparar el paso de trabajo de acabado . Para ello se reduce el avance a0.08 mm/diente, se aumenta la velocidad de corte a 150 m/min y se cambia de desbaste a acabado ( ).
• Con este ajuste se realiza el acabado del borde y el fondo. De forma alternativa, también puede acabarse el borde ( ) o tocarse la caja ( ) solamente.
DZ =Aprox. máx. profundidad
UZ =Medida de acabado
UXY =Medida de acabado plano
Penetración helical(Hélice = roscada en espiral)
Penetración pendularPenetración central
EP = Inclinación de la penetraciónER = Radio de la penetración
EW = Ángulo de penetración
48

Documentación de entrenamiento de ShopMill
Con las siguientes entradas de datos se preparan las cajas circulares.
Teclas Pantalla Explicaciones
0.15120
• Para la mecanización de las cajas está prevista la utilización de la fresa de 10 (F 0.15 mm/diente y V120 m/min).
• La mecanización se debe cambiar a desbaste.
• De modo semejante al taladrado las cajas tam-bién pueden ser creadas en una muestra de posición.
• En ShopMill queda memorizado el último ajuste de herramientas. Por este motivo puede ser necesario cambiar aquí.
30-1080
50.30.3
• La aproximación máxima en el plano se da aquí en % .
22
• En caso necesario la penetración debe ser cambiada a helical.
6.3 Cajas circulares en muestras de posición
49
6 Ejemplo 2: Molde de inyección
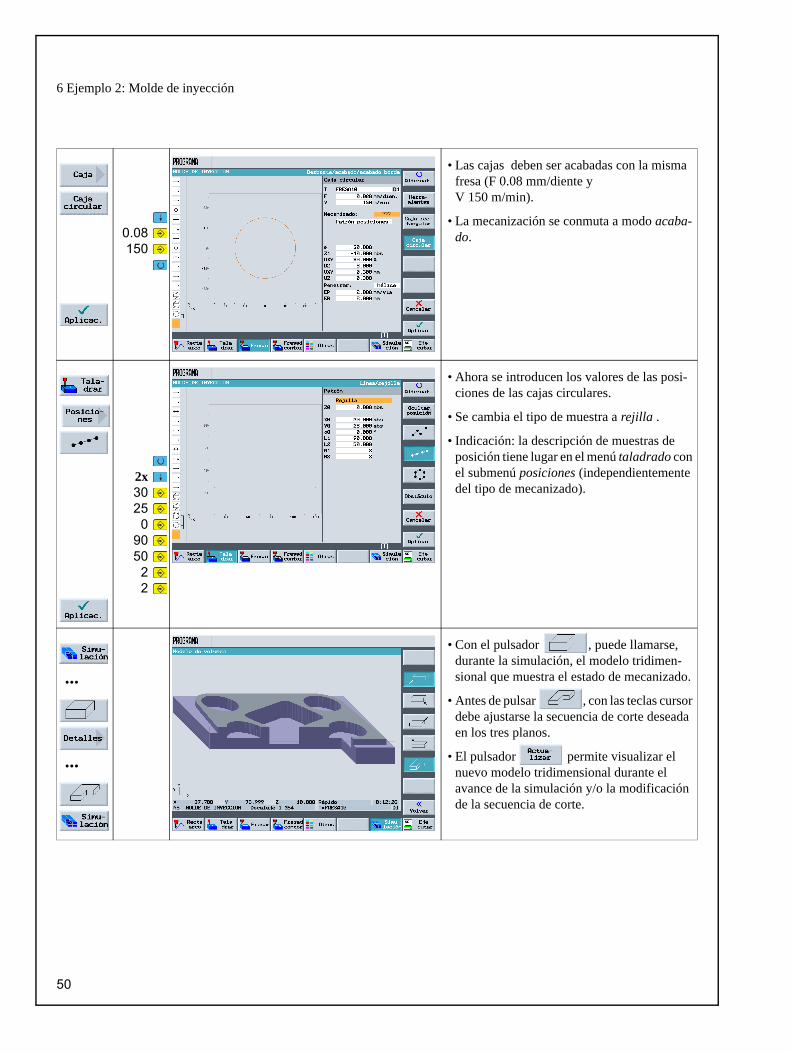
0.08150
• Las cajas deben ser acabadas con la misma fresa (F 0.08 mm/diente yV 150 m/min).
• La mecanización se conmuta a modo acaba-do.
2x3025
09050
22
• Ahora se introducen los valores de las posi-ciones de las cajas circulares.
• Se cambia el tipo de muestra a rejilla .
• Indicación: la descripción de muestras de posición tiene lugar en el menú taladrado con el submenú posiciones (independientemente del tipo de mecanizado).
• Con el pulsador , puede llamarse, durante la simulación, el modelo tridimen-sional que muestra el estado de mecanizado.
• Antes de pulsar , con las teclas cursor debe ajustarse la secuencia de corte deseada en los tres planos.
• El pulsador permite visualizar el nuevo modelo tridimensional durante el avance de la simulación y/o la modificación de la secuencia de corte.
...
...
50
Documentación de entrenamiento ShopMill
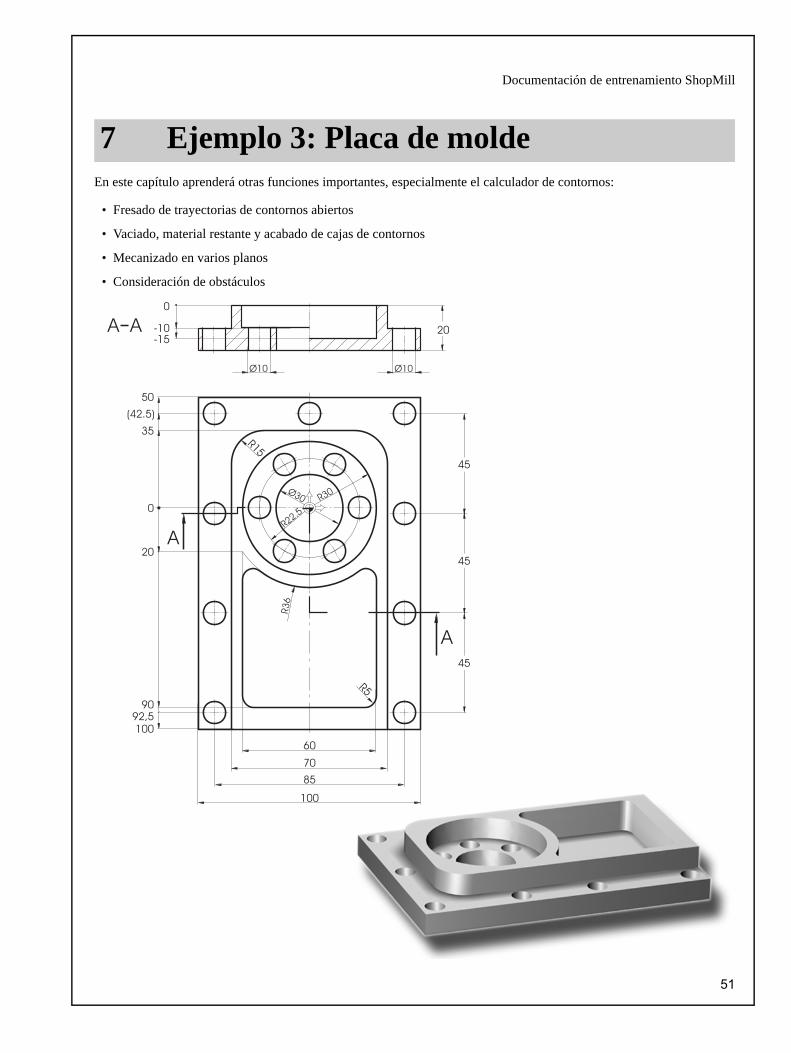
En este capítulo aprenderá otras funciones importantes, especialmente el calculador de contornos:
• Fresado de trayectorias de contornos abiertos
• Vaciado, material restante y acabado de cajas de contornos
• Mecanizado en varios planos
• Consideración de obstáculos
7 Ejemplo 3: Placa de molde
51
7 Ejemplo 3: Placa de molde
Creación del programa
Las dimensiones de la pieza de trabajo deberán consultarse en el plano y ser introducidas en el encabezado de un nuevo programa. Al hacerlo, se tendrá en cuenta la posición correcta del punto cero.
7
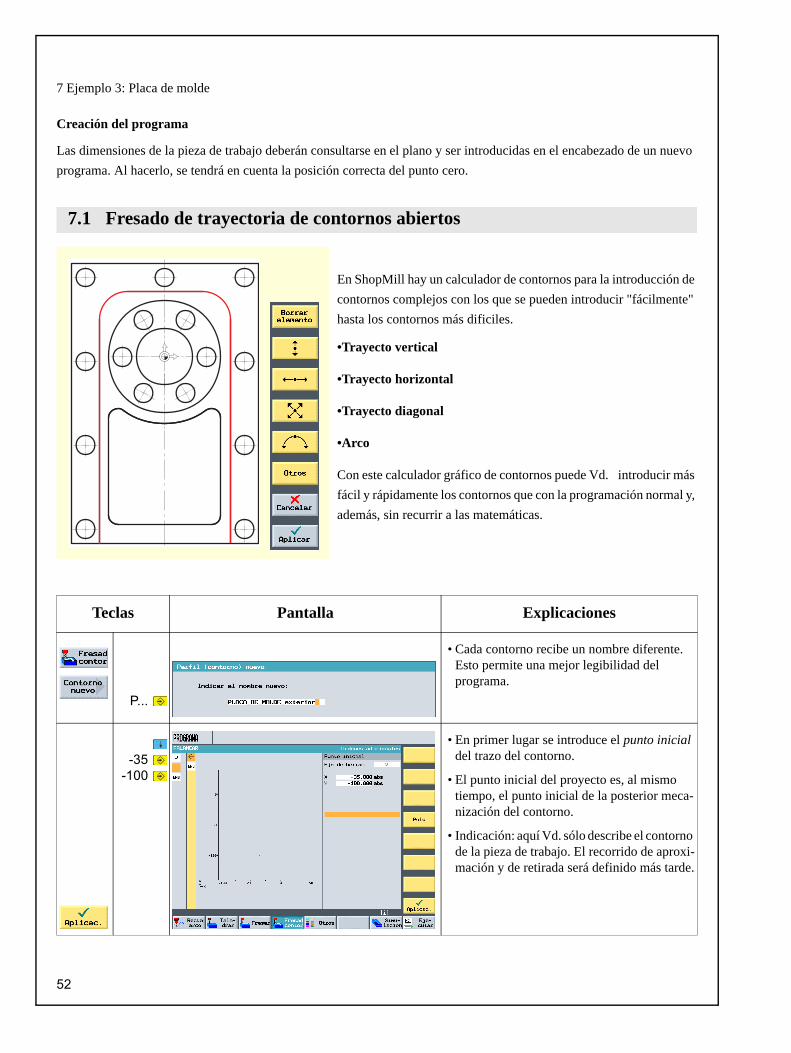
En ShopMill hay un calculador de contornos para la introducción de contornos complejos con los que se pueden introducir "fácilmente" hasta los contornos más dificiles.
•Trayecto vertical
•Trayecto horizontal
•Trayecto diagonal
•Arco
Con este calculador gráfico de contornos puede Vd. introducir más fácil y rápidamente los contornos que con la programación normal y, además, sin recurrir a las matemáticas.
Teclas Pantalla Explicaciones
P...
• Cada contorno recibe un nombre diferente. Esto permite una mejor legibilidad del programa.
-35-100
• En primer lugar se introduce el punto inicial del trazo del contorno.
• El punto inicial del proyecto es, al mismo tiempo, el punto inicial de la posterior meca-nización del contorno.
• Indicación: aquí Vd. sólo describe el contorno de la pieza de trabajo. El recorrido de aproxi-mación y de retirada será definido más tarde.
7.1 Fresado de trayectoria de contornos abiertos
52
Documentación de entrenamiento ShopMill
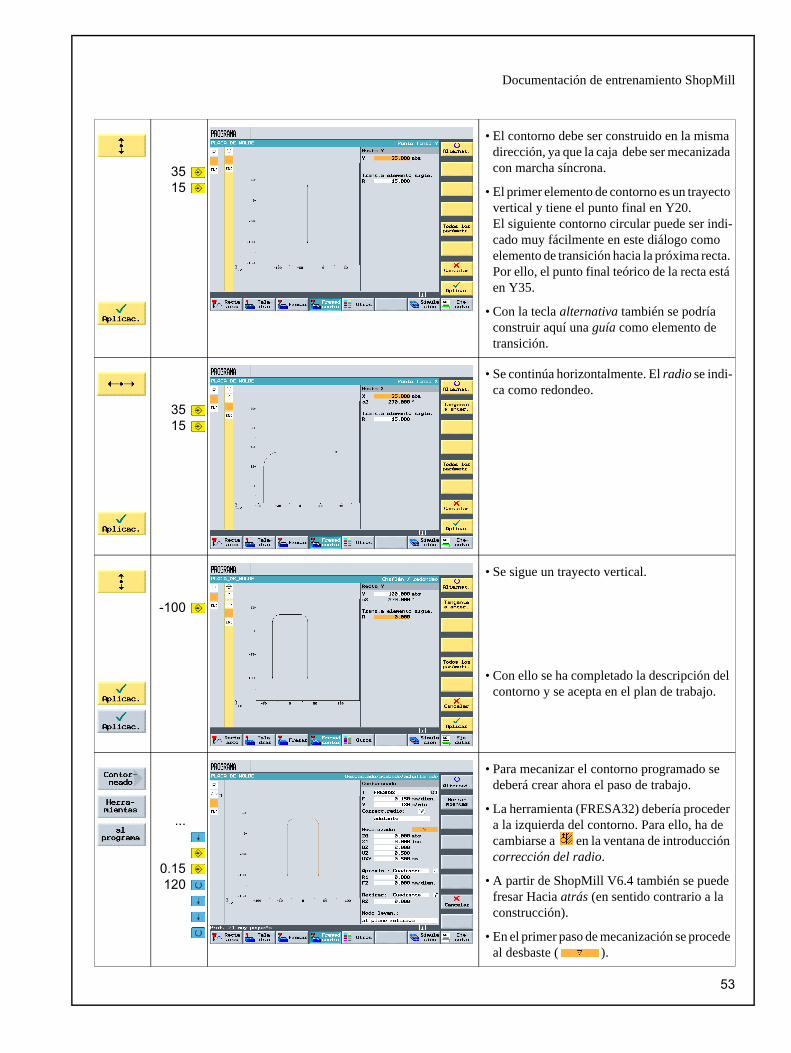
3515
• El contorno debe ser construido en la misma dirección, ya que la caja debe ser mecanizada con marcha síncrona.
• El primer elemento de contorno es un trayecto vertical y tiene el punto final en Y20.El siguiente contorno circular puede ser indi-cado muy fácilmente en este diálogo como elemento de transición hacia la próxima recta. Por ello, el punto final teórico de la recta está en Y35.
• Con la tecla alternativa también se podría construir aquí una guía como elemento de transición.
3515
• Se continúa horizontalmente. El radio se indi-ca como redondeo.
-100
• Se sigue un trayecto vertical.
• Con ello se ha completado la descripción del contorno y se acepta en el plan de trabajo.
...
0.15120
• Para mecanizar el contorno programado se deberá crear ahora el paso de trabajo.
• La herramienta (FRESA32) debería proceder a la izquierda del contorno. Para ello, ha de cambiarse a en la ventana de introducción corrección del radio.
• A partir de ShopMill V6.4 también se puede fresar Hacia atrás (en sentido contrario a la construcción).
• En el primer paso de mecanización se procede al desbaste ( ).
53
7 Ejemplo 3: Placa de molde
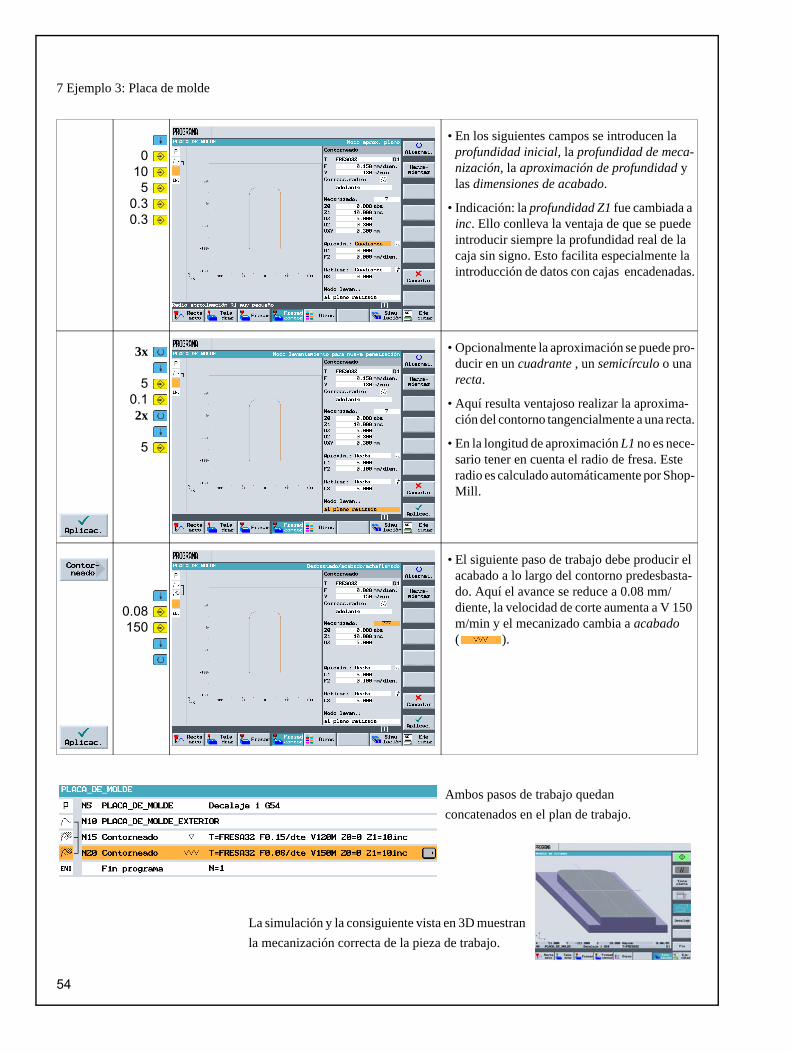
010
50.30.3
• En los siguientes campos se introducen la profundidad inicial, la profundidad de meca-nización, la aproximación de profundidad y las dimensiones de acabado.
• Indicación: la profundidad Z1 fue cambiada a inc. Ello conlleva la ventaja de que se puede introducir siempre la profundidad real de la caja sin signo. Esto facilita especialmente la introducción de datos con cajas encadenadas.
3x
50.12x
5
• Opcionalmente la aproximación se puede pro-ducir en un cuadrante , un semicírculo o una recta.
• Aquí resulta ventajoso realizar la aproxima-ción del contorno tangencialmente a una recta.
• En la longitud de aproximación L1 no es nece-sario tener en cuenta el radio de fresa. Este radio es calculado automáticamente por Shop-Mill.
0.08150
• El siguiente paso de trabajo debe producir el acabado a lo largo del contorno predesbasta-do. Aquí el avance se reduce a 0.08 mm/diente, la velocidad de corte aumenta a V 150 m/min y el mecanizado cambia a acabado ( ).
Ambos pasos de trabajo quedan concatenados en el plan de trabajo.
La simulación y la consiguiente vista en 3D muestran la mecanización correcta de la pieza de trabajo. 7
54

Documentación de entrenamiento ShopMill
A continuación, se va a realizar este contorno de caja . Después se vaciará y se acabará la caja.
Teclas Pantalla Explicaciones
P...
• El contorno recibe el nombre de"PLACA_DE_MOLDE_Interior".
0-90
• El punto inicial deberá estar en X0 y Y-90.
25
• Para practicar el primer arco no debería ser introducido como redondeo, sino como ele-mento separado. Por este motivo sólo se cons-truye la recta hasta X25.
530
-85
• Tras la introducción del punto final de Y se dan dos soluciones de construcción que pue-den ser llamadas por el programa utilizando la tecla programable Elegir diálogo. En este caso, la solución seleccionada se presenta en negro y la solución alternativa en verde.
7.2 Vaciado, material restante y acabado de cajas de contorno
55
7 Ejemplo 3: Placa de molde
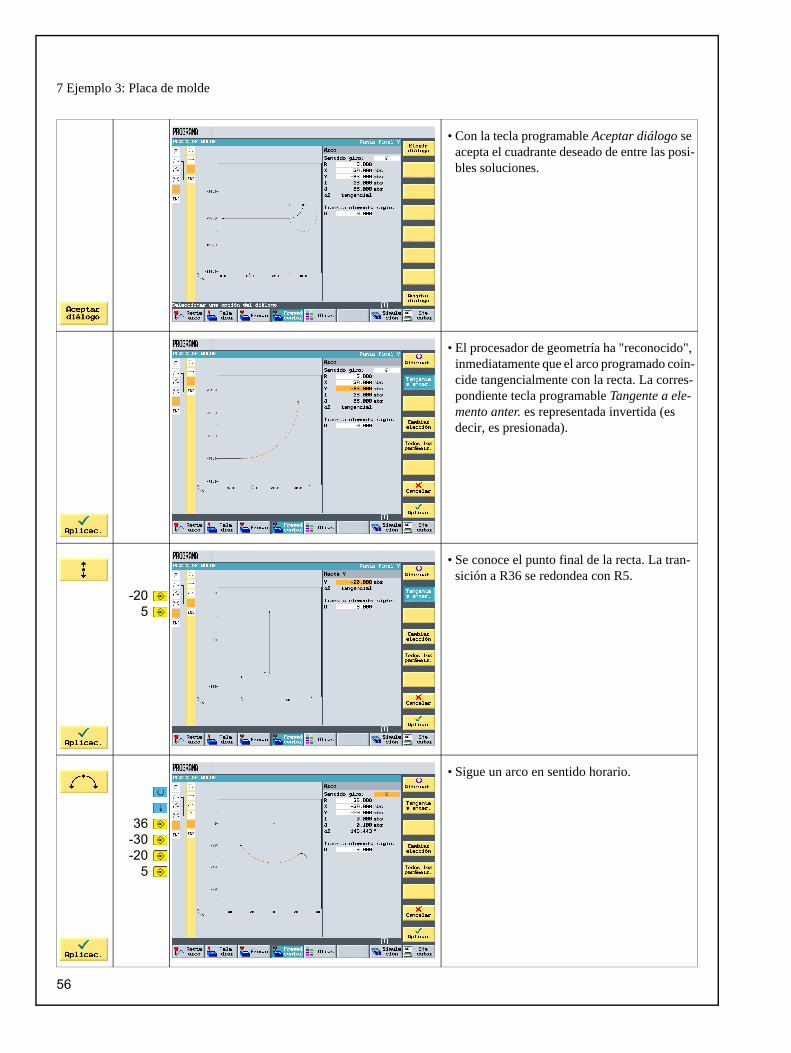
• Con la tecla programable Aceptar diálogo se acepta el cuadrante deseado de entre las posi-bles soluciones.
• El procesador de geometría ha "reconocido", inmediatamente que el arco programado coin-cide tangencialmente con la recta. La corres-pondiente tecla programable Tangente a ele-mento anter. es representada invertida (es decir, es presionada).
-205
• Se conoce el punto final de la recta. La tran-sición a R36 se redondea con R5.
36-30-20
5
• Sigue un arco en sentido horario.
56
Documentación de entrenamiento ShopMill
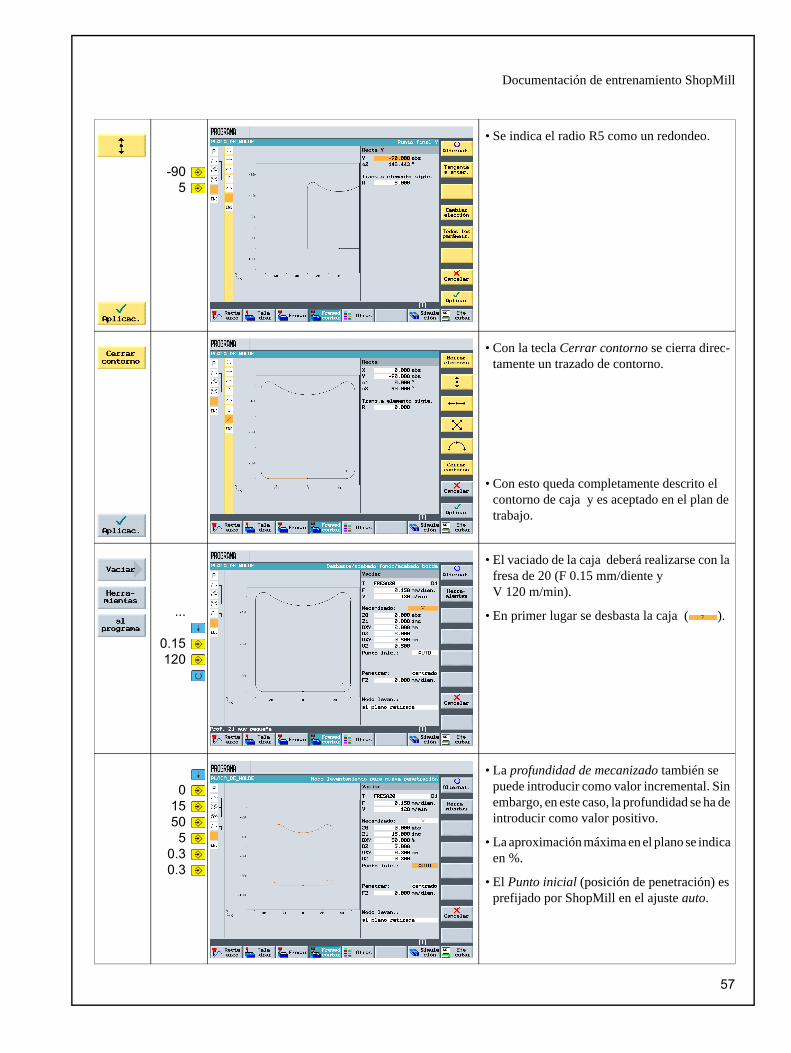
-905
• Se indica el radio R5 como un redondeo.
• Con la tecla Cerrar contorno se cierra direc-tamente un trazado de contorno.
• Con esto queda completamente descrito el contorno de caja y es aceptado en el plan de trabajo.
...
0.15120
• El vaciado de la caja deberá realizarse con la fresa de 20 (F 0.15 mm/diente yV 120 m/min).
• En primer lugar se desbasta la caja ( ).
01550
50.30.3
• La profundidad de mecanizado también se puede introducir como valor incremental. Sin embargo, en este caso, la profundidad se ha de introducir como valor positivo.
• La aproximación máxima en el plano se indica en %.
• El Punto inicial (posición de penetración) es prefijado por ShopMill en el ajuste auto.
57
7 Ejemplo 3: Placa de molde
22
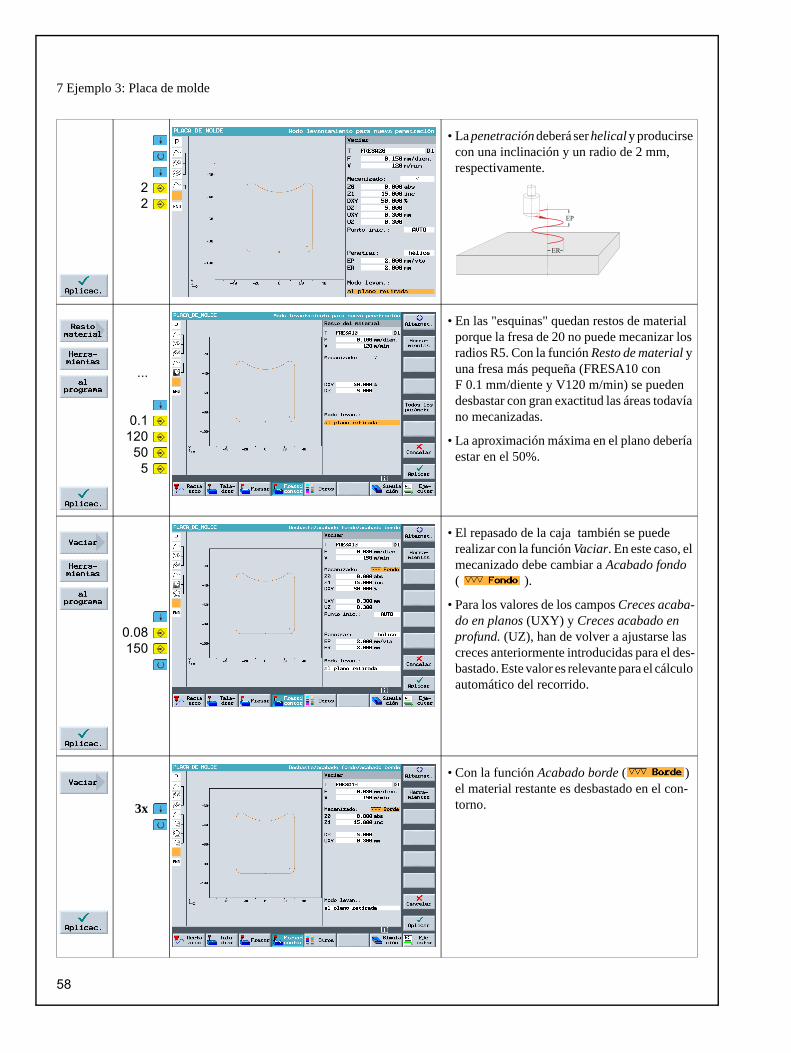
• La penetración deberá ser helical y producirse con una inclinación y un radio de 2 mm, respectivamente.
...
0.1120
505
• En las "esquinas" quedan restos de material porque la fresa de 20 no puede mecanizar los radios R5. Con la función Resto de material y una fresa más pequeña (FRESA10 conF 0.1 mm/diente y V120 m/min) se pueden desbastar con gran exactitud las áreas todavía no mecanizadas.
• La aproximación máxima en el plano debería estar en el 50%.
0.08150
• El repasado de la caja también se puede realizar con la función Vaciar. En este caso, el mecanizado debe cambiar a Acabado fondo ( ).
• Para los valores de los campos Creces acaba-do en planos (UXY) y Creces acabado en profund. (UZ), han de volver a ajustarse las creces anteriormente introducidas para el des-bastado. Este valor es relevante para el cálculo automático del recorrido.
3x
• Con la función Acabado borde ( ) el material restante es desbastado en el con-torno.
58

Documentación de entrenamiento ShopMill
7.3 Mecanizado en varios planos
La caja circular de 60 es fresada en dos pasos de trabajo; exactamente como en el ejemplo "molde de inyección".
En el primer paso de trabajo la caja es desbas-tada con la fresa de 20 hasta -9.7 mm.
En el siguiente paso se realiza el acabado de la caja con la misma herramienta.
59
7 Ejemplo 3: Placa de molde
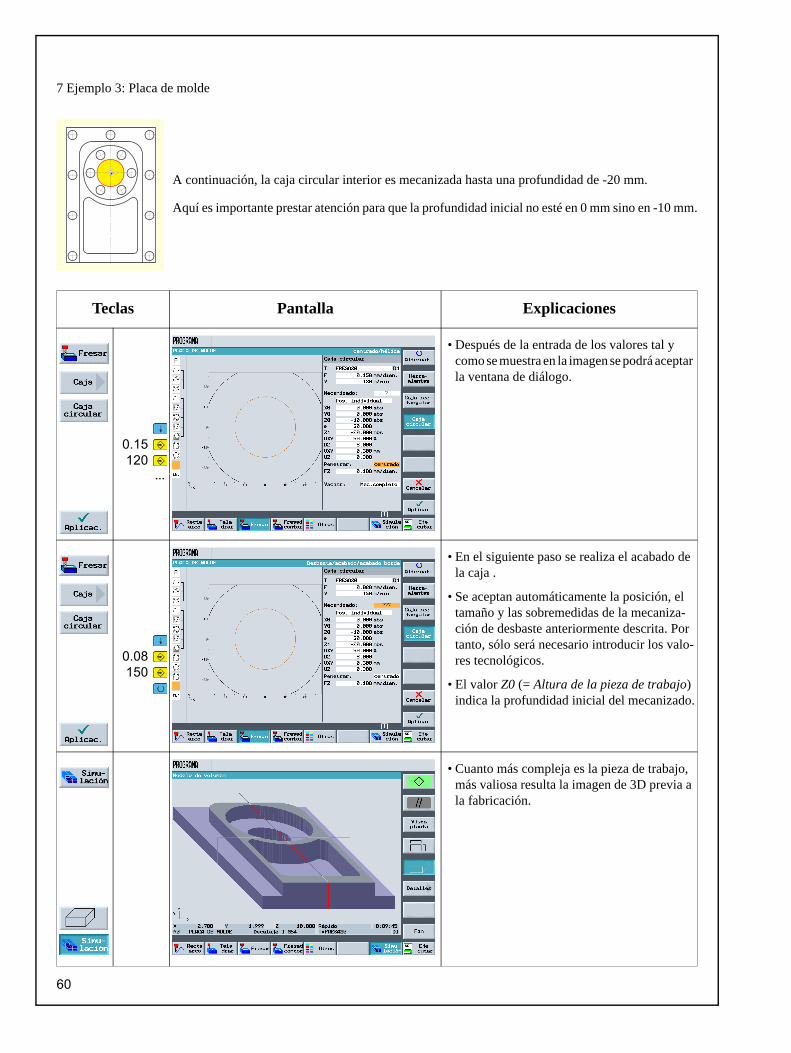
A continuación, la caja circular interior es mecanizada hasta una profundidad de -20 mm.
Aquí es importante prestar atención para que la profundidad inicial no esté en 0 mm sino en -10 mm.
Teclas Pantalla Explicaciones
0.15120
• Después de la entrada de los valores tal y como se muestra en la imagen se podrá aceptar la ventana de diálogo.
0.08150
• En el siguiente paso se realiza el acabado de la caja .
• Se aceptan automáticamente la posición, el tamaño y las sobremedidas de la mecaniza-ción de desbaste anteriormente descrita. Por tanto, sólo será necesario introducir los valo-res tecnológicos.
• El valor Z0 (= Altura de la pieza de trabajo) indica la profundidad inicial del mecanizado.
• Cuanto más compleja es la pieza de trabajo, más valiosa resulta la imagen de 3D previa a la fabricación.
...7
60

Documentación de entrenamiento ShopMill
Al igual que con la "guía longitudinal", también pueden concatenarse diversos modelos de taladrado en esta pieza de tra-bajo. Sin embargo, aquí se deberá prestar atención para superar uno o varios "obstáculos" según la secuencia de mecani-zación. Entre los taladros se desplaza a la distancia de seguridad o al plano de mecanización, dependiendo de como lo haya ajustado Vd.
Programe en primer lugar los pasos de trabajo centrar y taladrar, tal y como los aprendió en el capítulo 5.
Tras estos dos pasos de trabajo en la siguiente página se introducen las correspondientes posiciones de taladrado.
7.4 Consideración de obstáculos
1. Paso de trabajo Centrar
2. Paso de trabajo Taladrar
61
7 Ejemplo 3: Placa de molde
Teclas Pantalla Explicaciones
-10-42.5-92.5
9045
4
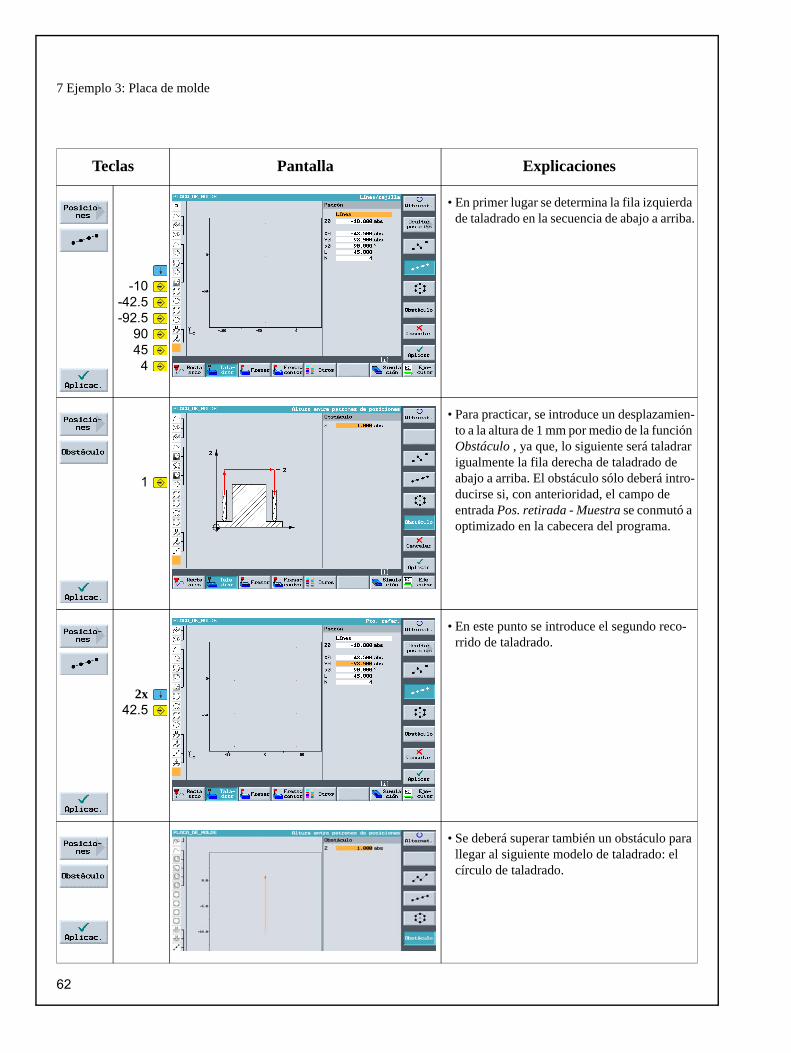
• En primer lugar se determina la fila izquierda de taladrado en la secuencia de abajo a arriba.
1
• Para practicar, se introduce un desplazamien-to a la altura de 1 mm por medio de la función Obstáculo , ya que, lo siguiente será taladrar igualmente la fila derecha de taladrado de abajo a arriba. El obstáculo sólo deberá intro-ducirse si, con anterioridad, el campo de entrada Pos. retirada - Muestra se conmutó a optimizado en la cabecera del programa.
2x42.5
• En este punto se introduce el segundo reco-rrido de taladrado.
• Se deberá superar también un obstáculo para llegar al siguiente modelo de taladrado: el círculo de taladrado.
62
Documentación de entrenamiento ShopMill
Más información relativa a la representación de la pieza de trabajo:1. La simulación sólo puede funcionar en la vista en planta o en la vista en 3 planos. El último ajuste permanece activo.2. También se puede dar una representación estática en el modelo de volumen.
-103x
22.56
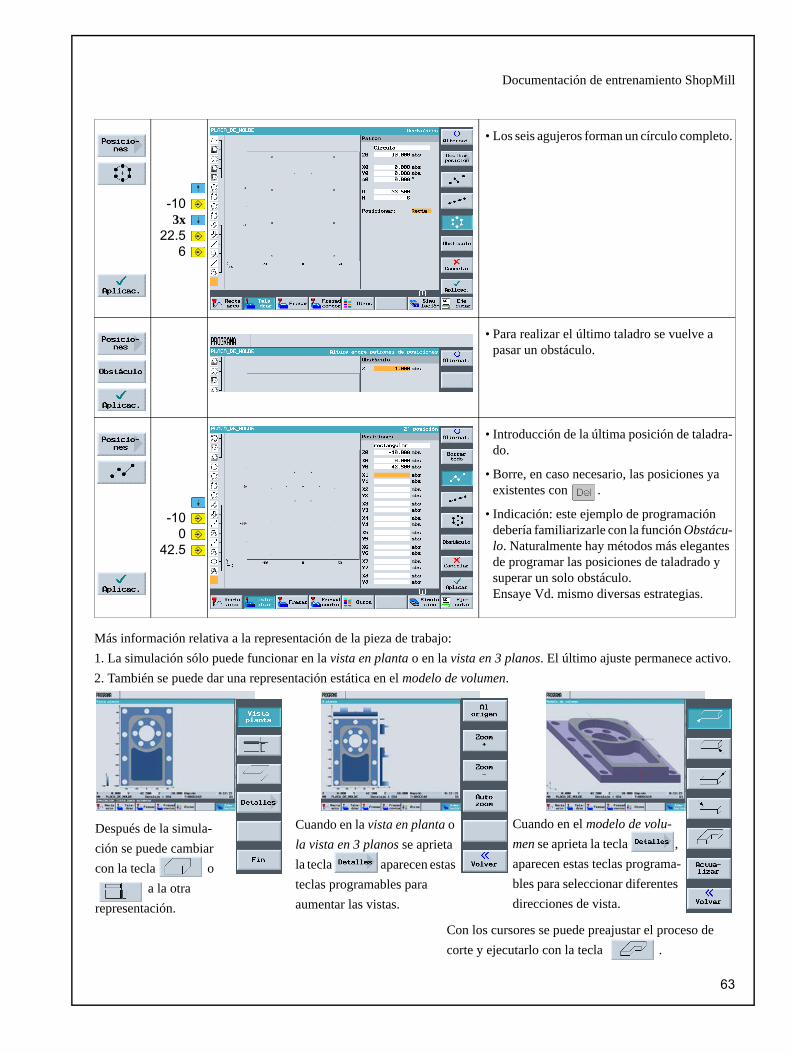
• Los seis agujeros forman un círculo completo.
• Para realizar el último taladro se vuelve a pasar un obstáculo.
-100
42.5
• Introducción de la última posición de taladra-do.
• Borre, en caso necesario, las posiciones ya existentes con .
• Indicación: este ejemplo de programación debería familiarizarle con la función Obstácu-lo. Naturalmente hay métodos más elegantes de programar las posiciones de taladrado y superar un solo obstáculo. Ensaye Vd. mismo diversas estrategias.
Después de la simula-ción se puede cambiar con la tecla o
a la otrarepresentación.
Cuando en la vista en planta o la vista en 3 planos se aprieta la tecla aparecen estas teclas programables para aumentar las vistas.
Cuando en el modelo de volu-men se aprieta la tecla , aparecen estas teclas programa-bles para seleccionar diferentes direcciones de vista.
Con los cursores se puede preajustar el proceso de corte y ejecutarlo con la tecla .
63
8 Ejemplo 4: Palanca
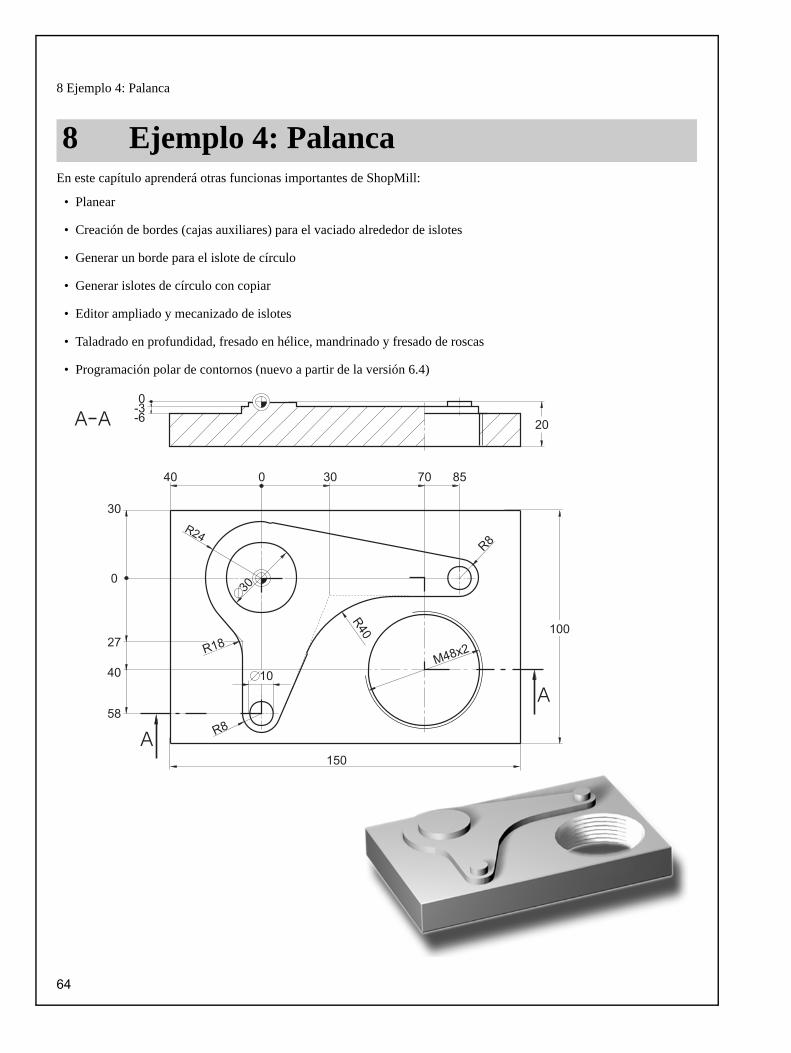
En este capítulo aprenderá otras funcionas importantes de ShopMill:
• Planear
• Creación de bordes (cajas auxiliares) para el vaciado alrededor de islotes
• Generar un borde para el islote de círculo
• Generar islotes de círculo con copiar
• Editor ampliado y mecanizado de islotes
• Taladrado en profundidad, fresado en hélice, mandrinado y fresado de roscas
• Programación polar de contornos (nuevo a partir de la versión 6.4)
8 Ejemplo 4: Palanca
64
Documentación de entrenamiento ShopMill
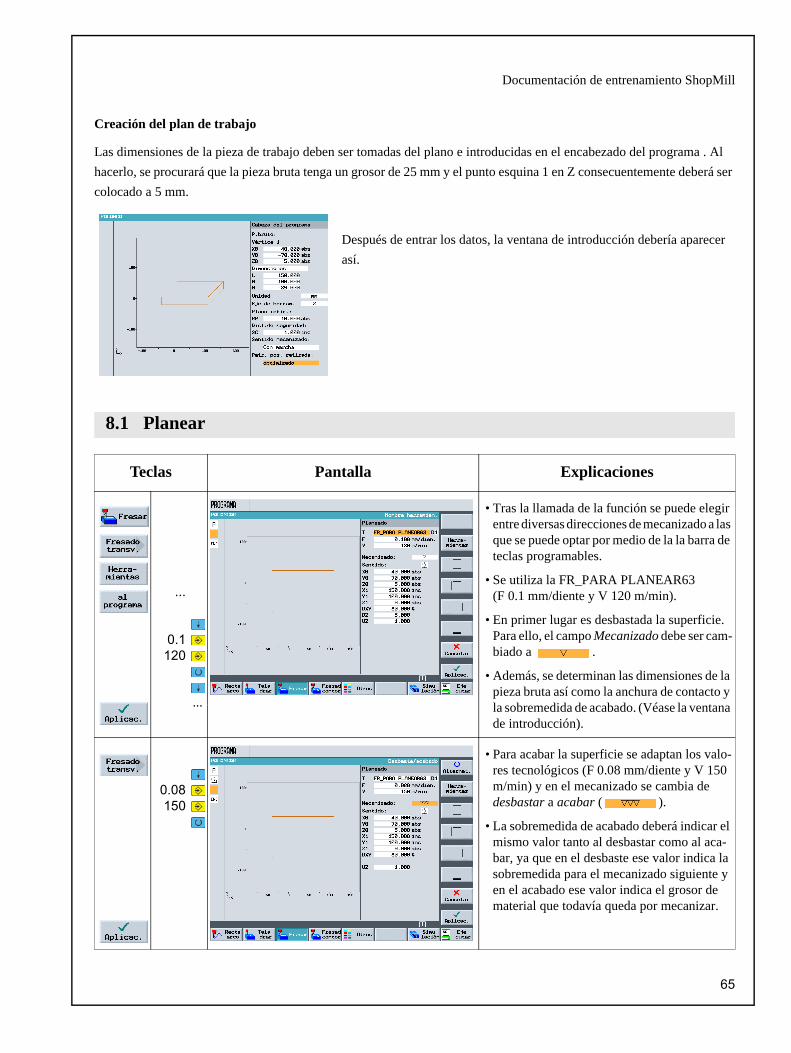
Creación del plan de trabajo
Las dimensiones de la pieza de trabajo deben ser tomadas del plano e introducidas en el encabezado del programa . Al hacerlo, se procurará que la pieza bruta tenga un grosor de 25 mm y el punto esquina 1 en Z consecuentemente deberá ser colocado a 5 mm.
Después de entrar los datos, la ventana de introducción debería aparecer así.
Teclas Pantalla Explicaciones
...
0.1120
• Tras la llamada de la función se puede elegir entre diversas direcciones de mecanizado a las que se puede optar por medio de la la barra de teclas programables.
• Se utiliza la FR_PARA PLANEAR63 (F 0.1 mm/diente y V 120 m/min).
• En primer lugar es desbastada la superficie. Para ello, el campo Mecanizado debe ser cam-biado a .
• Además, se determinan las dimensiones de la pieza bruta así como la anchura de contacto y la sobremedida de acabado. (Véase la ventana de introducción).
0.08150
• Para acabar la superficie se adaptan los valo-res tecnológicos (F 0.08 mm/diente y V 150 m/min) y en el mecanizado se cambia de desbastar a acabar ( ).
• La sobremedida de acabado deberá indicar el mismo valor tanto al desbastar como al aca-bar, ya que en el desbaste ese valor indica la sobremedida para el mecanizado siguiente y en el acabado ese valor indica el grosor de material que todavía queda por mecanizar.
8.1 Planear
...8
65
8 Ejemplo 4: Palanca
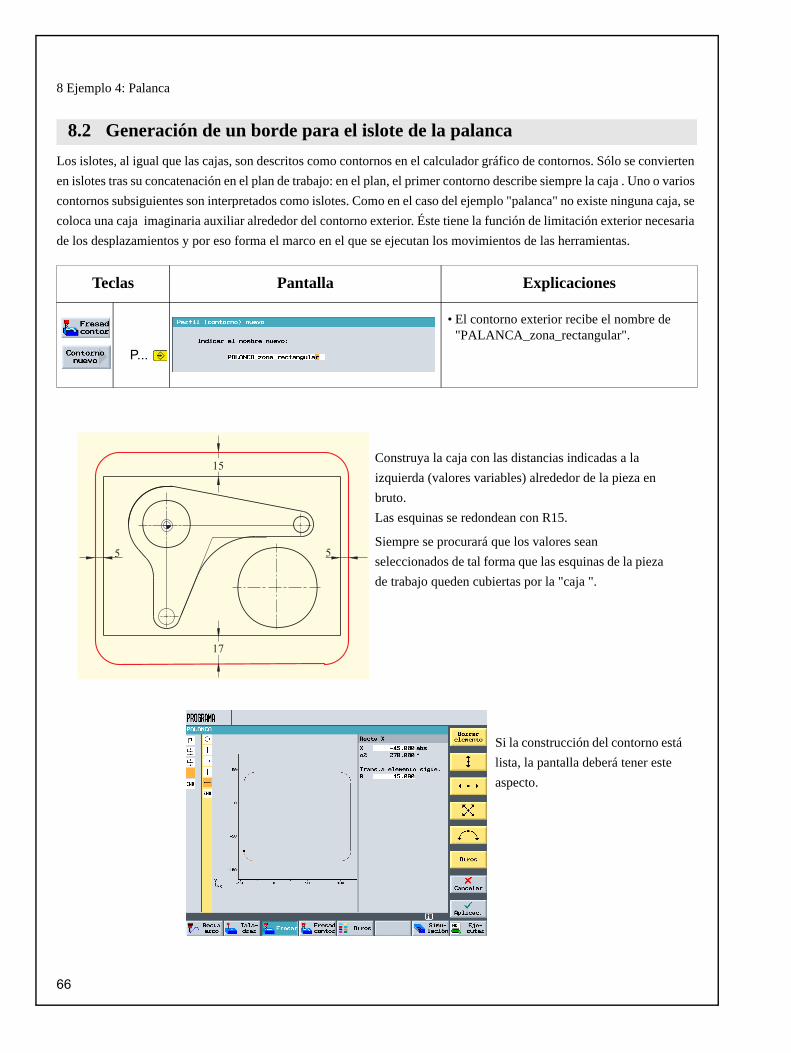
Los islotes, al igual que las cajas, son descritos como contornos en el calculador gráfico de contornos. Sólo se convierten en islotes tras su concatenación en el plan de trabajo: en el plan, el primer contorno describe siempre la caja . Uno o varios contornos subsiguientes son interpretados como islotes. Como en el caso del ejemplo "palanca" no existe ninguna caja, se coloca una caja imaginaria auxiliar alrededor del contorno exterior. Éste tiene la función de limitación exterior necesaria de los desplazamientos y por eso forma el marco en el que se ejecutan los movimientos de las herramientas.
Teclas Pantalla Explicaciones
P...
• El contorno exterior recibe el nombre de "PALANCA_zona_rectangular".
8.2 Generación de un borde para el islote de la palanca
Construya la caja con las distancias indicadas a la izquierda (valores variables) alrededor de la pieza en bruto. Las esquinas se redondean con R15.
Siempre se procurará que los valores sean seleccionados de tal forma que las esquinas de la pieza de trabajo queden cubiertas por la "caja ". 8
Si la construcción del contorno está lista, la pantalla deberá tener este aspecto.
66
Documentación de entrenamiento ShopMill
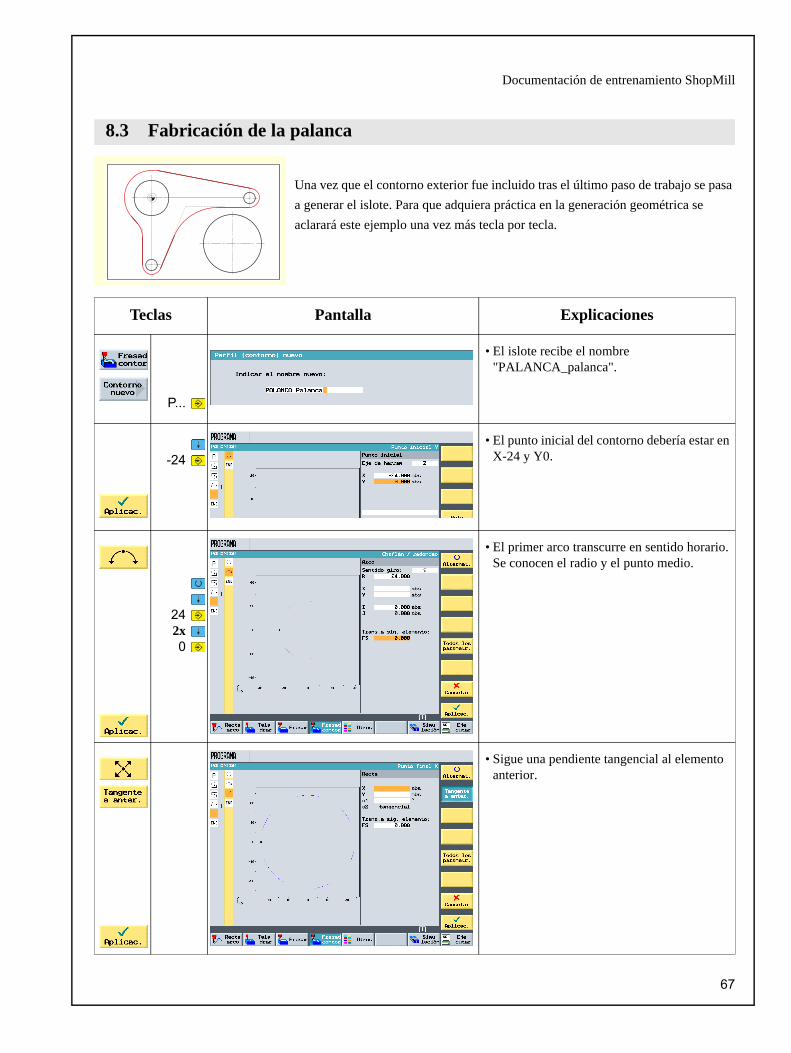
Una vez que el contorno exterior fue incluido tras el último paso de trabajo se pasa a generar el islote. Para que adquiera práctica en la generación geométrica se aclarará este ejemplo una vez más tecla por tecla.
Teclas Pantalla Explicaciones
P...
• El islote recibe el nombre "PALANCA_palanca".
-24• El punto inicial del contorno debería estar en
X-24 y Y0.
242x0
• El primer arco transcurre en sentido horario. Se conocen el radio y el punto medio.
• Sigue una pendiente tangencial al elemento anterior.
8.3 Fabricación de la palanca
67
8 Ejemplo 4: Palanca
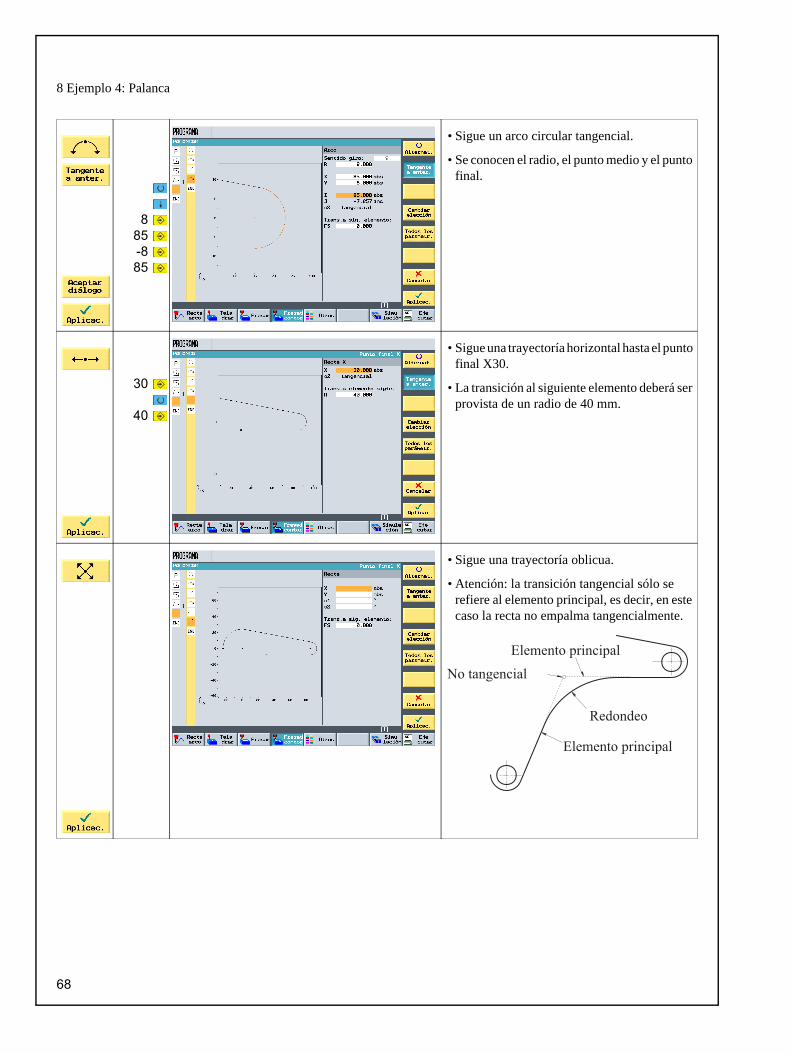
885-885
• Sigue un arco circular tangencial.
• Se conocen el radio, el punto medio y el punto final.
30
40
• Sigue una trayectoría horizontal hasta el punto final X30.
• La transición al siguiente elemento deberá ser provista de un radio de 40 mm.
• Sigue una trayectoría oblicua.
• Atención: la transición tangencial sólo se refiere al elemento principal, es decir, en este caso la recta no empalma tangencialmente.
68
Documentación de entrenamiento ShopMill
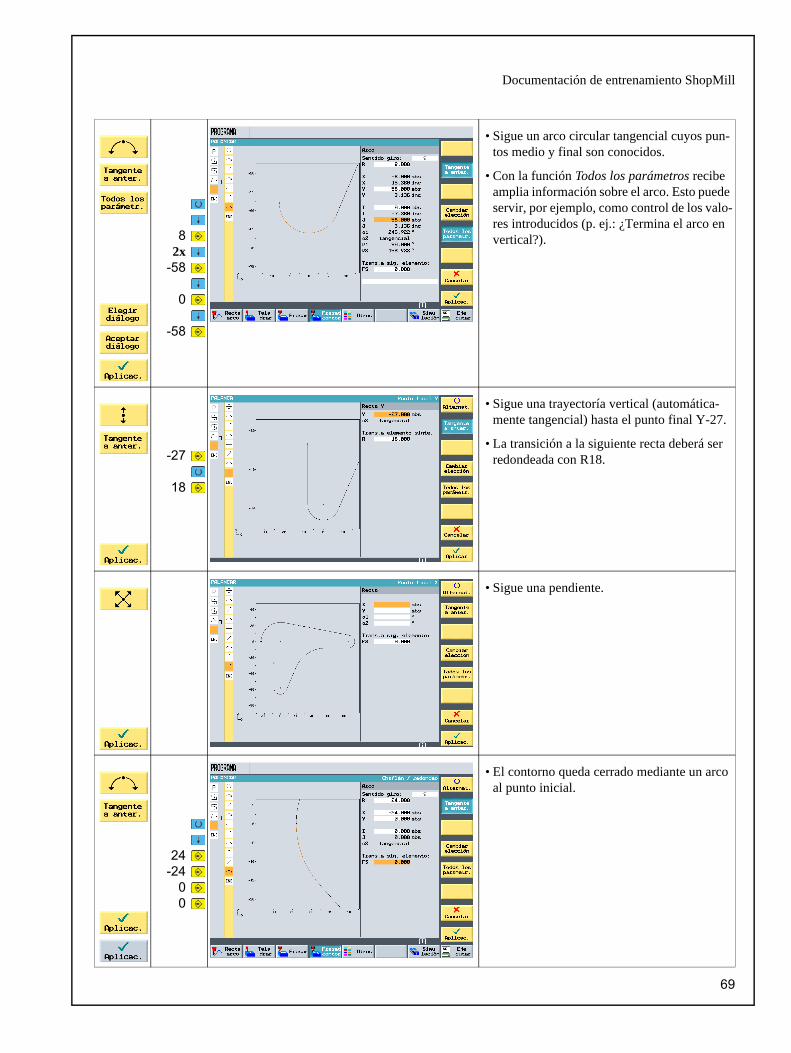
82x
-58
0
-58
• Sigue un arco circular tangencial cuyos pun-tos medio y final son conocidos.
• Con la función Todos los parámetros recibe amplia información sobre el arco. Esto puede servir, por ejemplo, como control de los valo-res introducidos (p. ej.: ¿Termina el arco en vertical?).
-27
18
• Sigue una trayectoría vertical (automática-mente tangencial) hasta el punto final Y-27.
• La transición a la siguiente recta deberá ser redondeada con R18.
• Sigue una pendiente.
24-24
00
• El contorno queda cerrado mediante un arco al punto inicial.
69
8 Ejemplo 4: Palanca
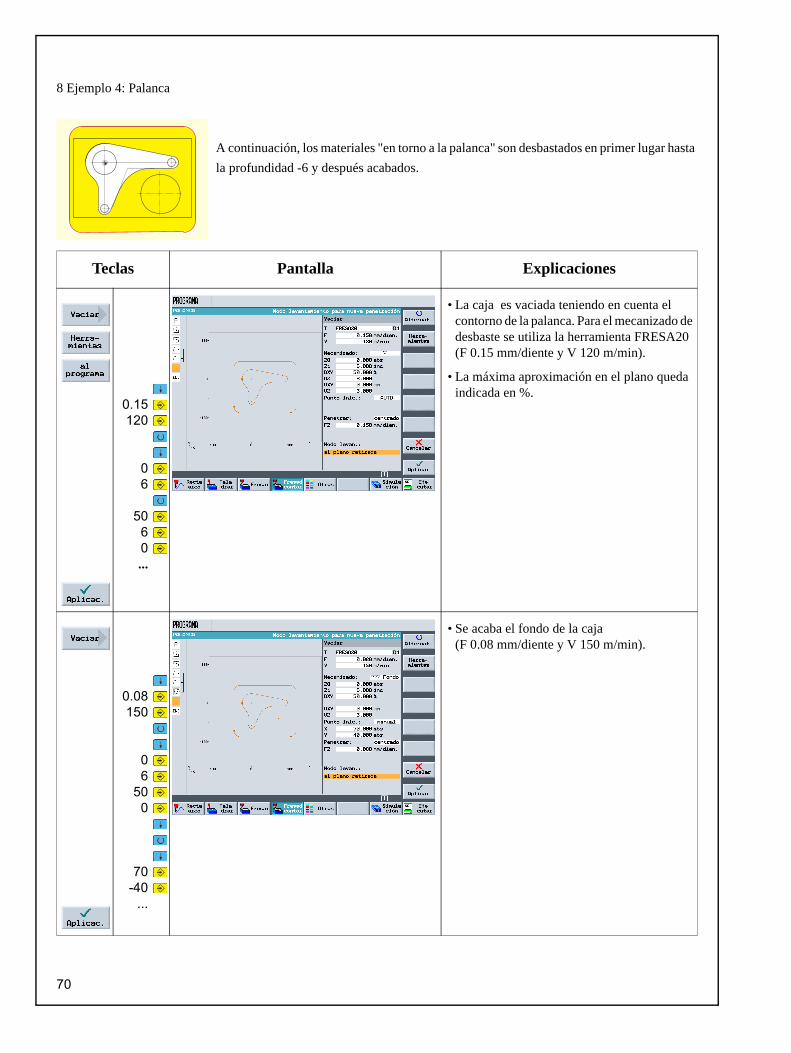
A continuación, los materiales "en torno a la palanca" son desbastados en primer lugar hasta la profundidad -6 y después acabados.
Teclas Pantalla Explicaciones
0.15120
06
5060...
• La caja es vaciada teniendo en cuenta el contorno de la palanca. Para el mecanizado de desbaste se utiliza la herramienta FRESA20 (F 0.15 mm/diente y V 120 m/min).
• La máxima aproximación en el plano queda indicada en %.
0.08150
06
500
70-40
...
• Se acaba el fondo de la caja (F 0.08 mm/diente y V 150 m/min).
70
Documentación de entrenamiento ShopMill
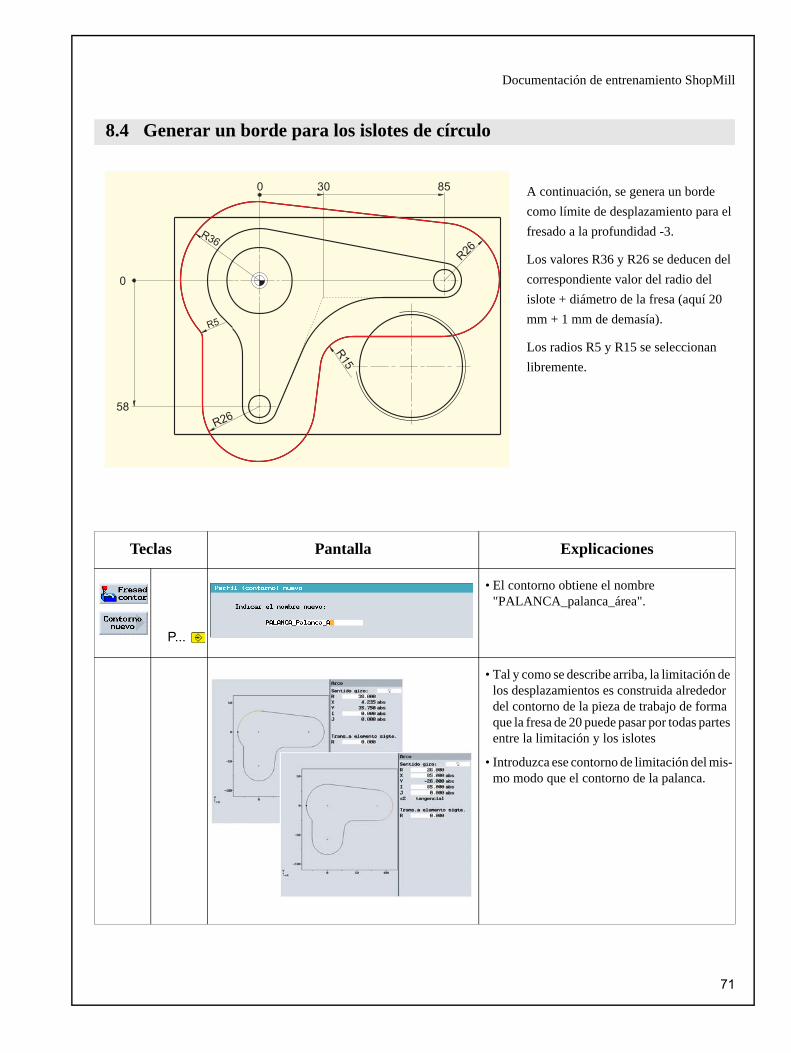
A continuación, se genera un borde como límite de desplazamiento para el fresado a la profundidad -3.
Los valores R36 y R26 se deducen del correspondiente valor del radio del islote + diámetro de la fresa (aquí 20 mm + 1 mm de demasía).
Los radios R5 y R15 se seleccionan libremente.
Teclas Pantalla Explicaciones
P...
• El contorno obtiene el nombre "PALANCA_palanca_área".
• Tal y como se describe arriba, la limitación de los desplazamientos es construida alrededor del contorno de la pieza de trabajo de forma que la fresa de 20 puede pasar por todas partes entre la limitación y los islotes
• Introduzca ese contorno de limitación del mis-mo modo que el contorno de la palanca.
8.4 Generar un borde para los islotes de círculo
71
8 Ejemplo 4: Palanca
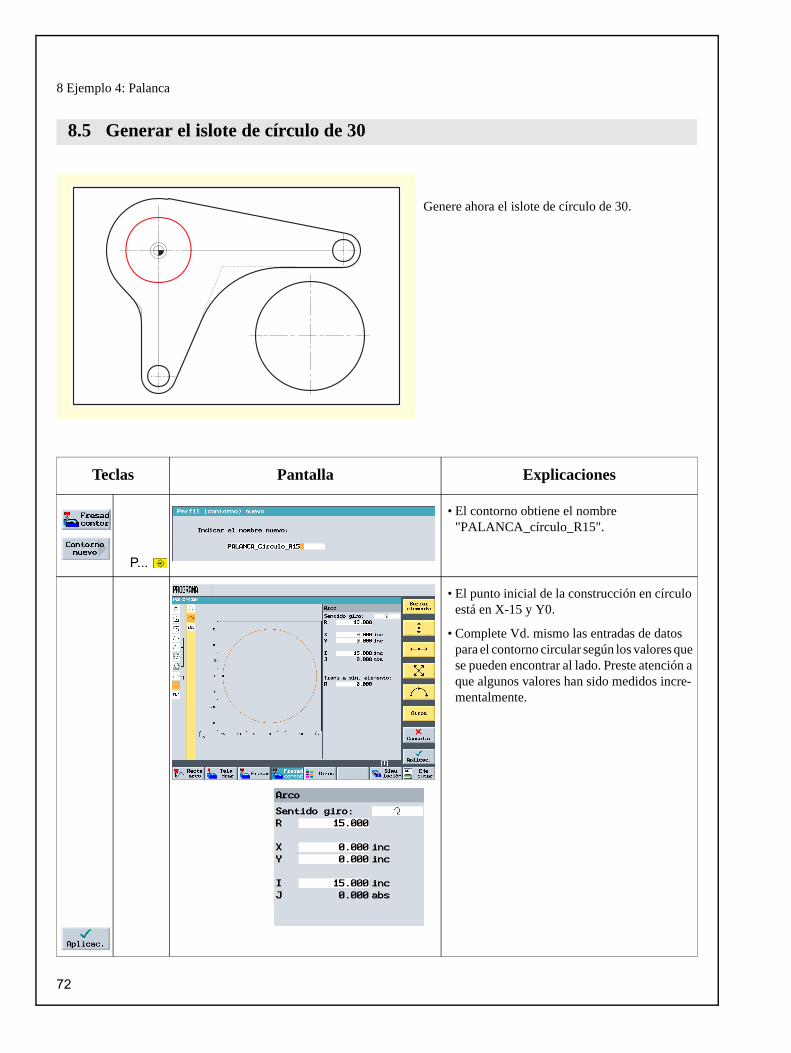
Genere ahora el islote de círculo de 30.
Teclas Pantalla Explicaciones
P...
• El contorno obtiene el nombre "PALANCA_círculo_R15".
• El punto inicial de la construcción en círculo está en X-15 y Y0.
• Complete Vd. mismo las entradas de datos para el contorno circular según los valores que se pueden encontrar al lado. Preste atención a que algunos valores han sido medidos incre-mentalmente.
8.5 Generar el islote de círculo de 30
72
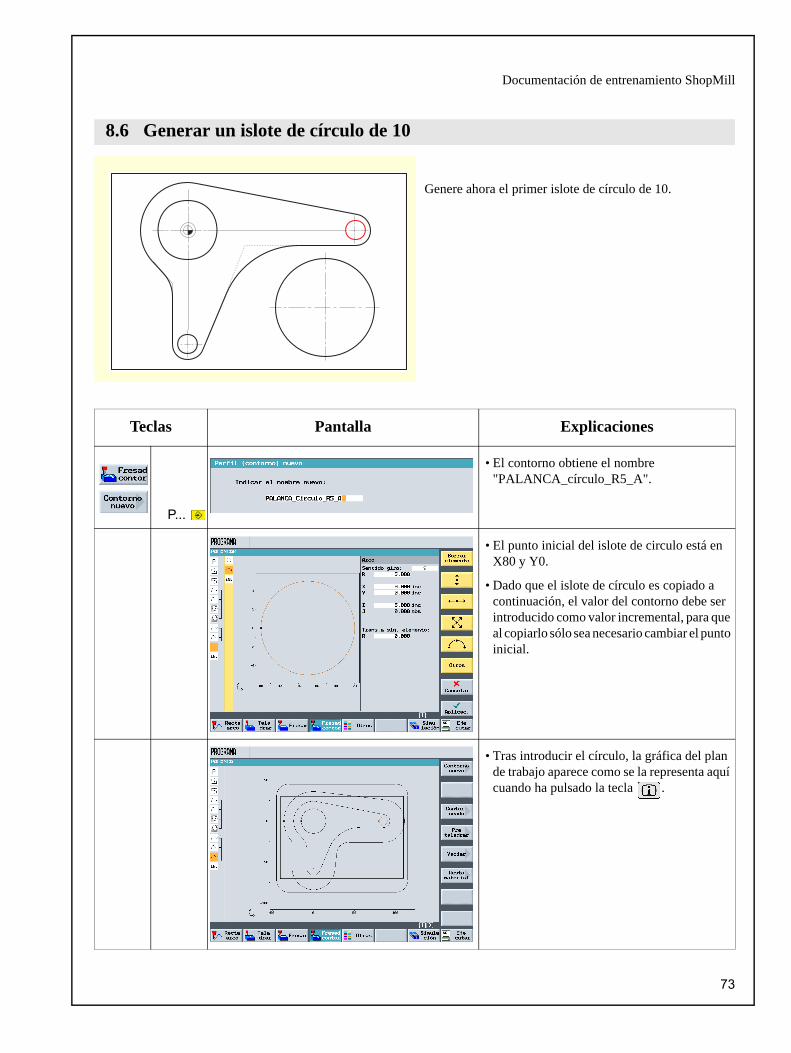
Documentación de entrenamiento ShopMill
Genere ahora el primer islote de círculo de 10.
Teclas Pantalla Explicaciones
P...
• El contorno obtiene el nombre "PALANCA_círculo_R5_A".
• El punto inicial del islote de circulo está en X80 y Y0.
• Dado que el islote de círculo es copiado a continuación, el valor del contorno debe ser introducido como valor incremental, para que al copiarlo sólo sea necesario cambiar el punto inicial.
• Tras introducir el círculo, la gráfica del plan de trabajo aparece como se la representa aquí cuando ha pulsado la tecla .
8.6 Generar un islote de círculo de 10
73
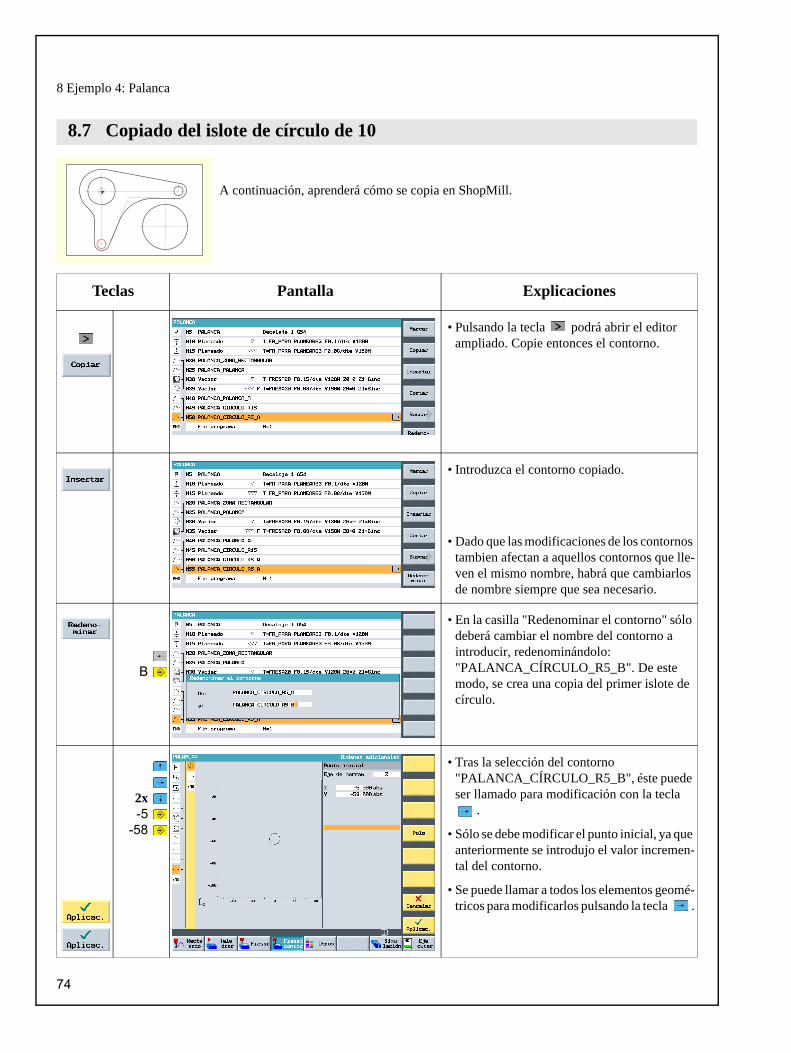
8 Ejemplo 4: Palanca
A continuación, aprenderá cómo se copia en ShopMill.
Teclas Pantalla Explicaciones
• Pulsando la tecla podrá abrir el editor ampliado. Copie entonces el contorno.
• Introduzca el contorno copiado.
• Dado que las modificaciones de los contornos tambien afectan a aquellos contornos que lle-ven el mismo nombre, habrá que cambiarlos de nombre siempre que sea necesario.
B
• En la casilla "Redenominar el contorno" sólo deberá cambiar el nombre del contorno a introducir, redenominándolo: "PALANCA_CÍRCULO_R5_B". De este modo, se crea una copia del primer islote de círculo.
2x-5
-58
• Tras la selección del contorno "PALANCA_CÍRCULO_R5_B", éste puede ser llamado para modificación con la tecla
.
• Sólo se debe modificar el punto inicial, ya que anteriormente se introdujo el valor incremen-tal del contorno.
• Se puede llamar a todos los elementos geomé-tricos para modificarlos pulsando la tecla .
8.7 Copiado del islote de círculo de 10
74
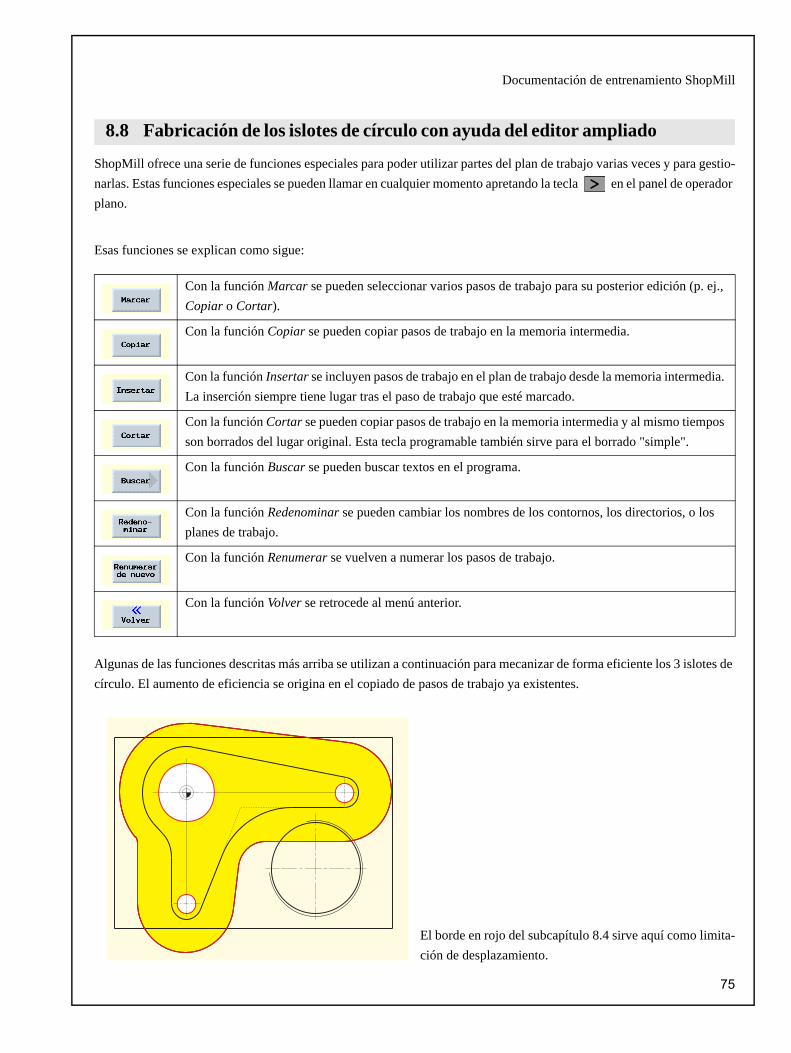
Documentación de entrenamiento ShopMill
ShopMill ofrece una serie de funciones especiales para poder utilizar partes del plan de trabajo varias veces y para gestio-narlas. Estas funciones especiales se pueden llamar en cualquier momento apretando la tecla en el panel de operador plano.
Esas funciones se explican como sigue:
Algunas de las funciones descritas más arriba se utilizan a continuación para mecanizar de forma eficiente los 3 islotes de círculo. El aumento de eficiencia se origina en el copiado de pasos de trabajo ya existentes.
El borde en rojo del subcapítulo 8.4 sirve aquí como limita-ción de desplazamiento.
Con la función Marcar se pueden seleccionar varios pasos de trabajo para su posterior edición (p. ej., Copiar o Cortar).
Con la función Copiar se pueden copiar pasos de trabajo en la memoria intermedia.
Con la función Insertar se incluyen pasos de trabajo en el plan de trabajo desde la memoria intermedia. La inserción siempre tiene lugar tras el paso de trabajo que esté marcado.
Con la función Cortar se pueden copiar pasos de trabajo en la memoria intermedia y al mismo tiempos son borrados del lugar original. Esta tecla programable también sirve para el borrado "simple".
Con la función Buscar se pueden buscar textos en el programa.
Con la función Redenominar se pueden cambiar los nombres de los contornos, los directorios, o los planes de trabajo.
Con la función Renumerar se vuelven a numerar los pasos de trabajo.
Con la función Volver se retrocede al menú anterior.
8.8 Fabricación de los islotes de círculo con ayuda del editor ampliado
75
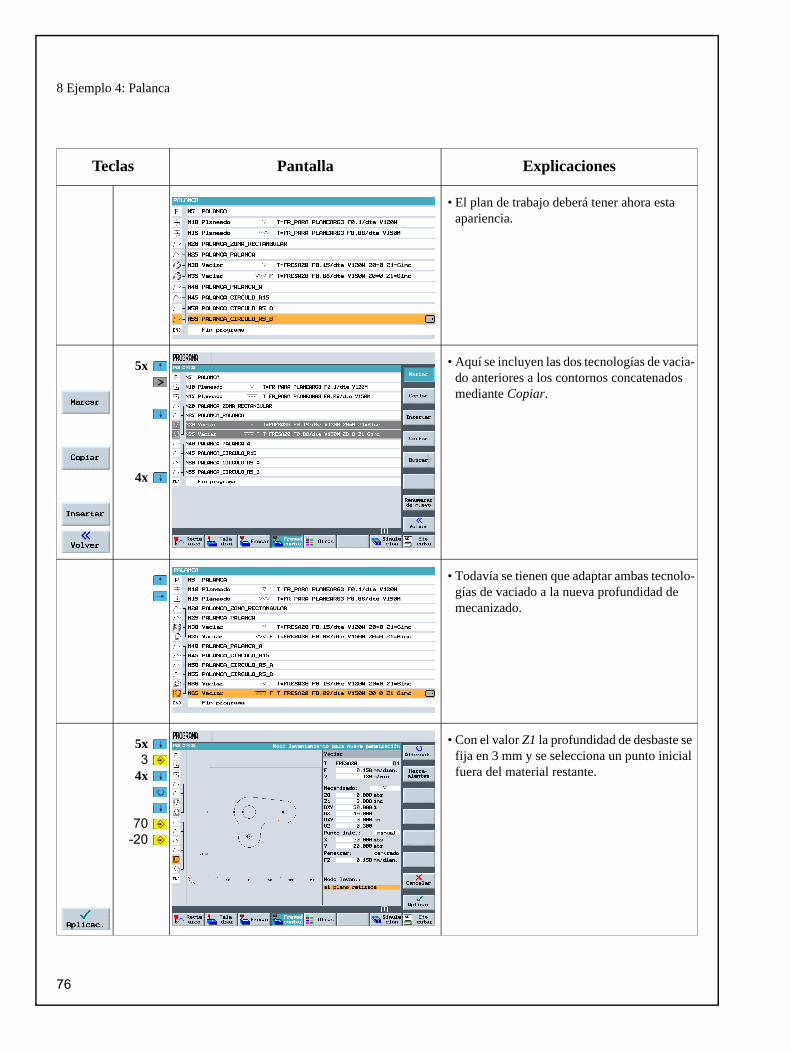
8 Ejemplo 4: Palanca
Teclas Pantalla Explicaciones
• El plan de trabajo deberá tener ahora esta apariencia.
5x
4x
• Aquí se incluyen las dos tecnologías de vacia-do anteriores a los contornos concatenados mediante Copiar.
• Todavía se tienen que adaptar ambas tecnolo-gías de vaciado a la nueva profundidad de mecanizado.
5x3
4x
70-20
• Con el valor Z1 la profundidad de desbaste se fija en 3 mm y se selecciona un punto inicial fuera del material restante.
76

Documentación de entrenamiento ShopMill
...y aquí tiene el resultado intermedio:
5x3
5x-20
• También se adapta la profundidad de acabado.
• Aquí se indica qué geometrías pertenecen a la tecnología de acabado (gráfica del plan de trabajo).
• Y como siempre: para controlar, utilice la simulación.
77

8 Ejemplo 4: Palanca
A continuación, se utiliza una broca para taladrado en macizo.
Teclas Pantalla Explicaciones
0.1120
-21
• Se pretaladra con la BROCAMACIZA30 (F 0.1 mm/r y V 120 m/min).
• La referencia de profundidad se coloca en punta con el ajuste abs.
-670
-40
• Aquí se introduce la posición de taladrado.
8.9 Taladrado en profundidad
...8
78
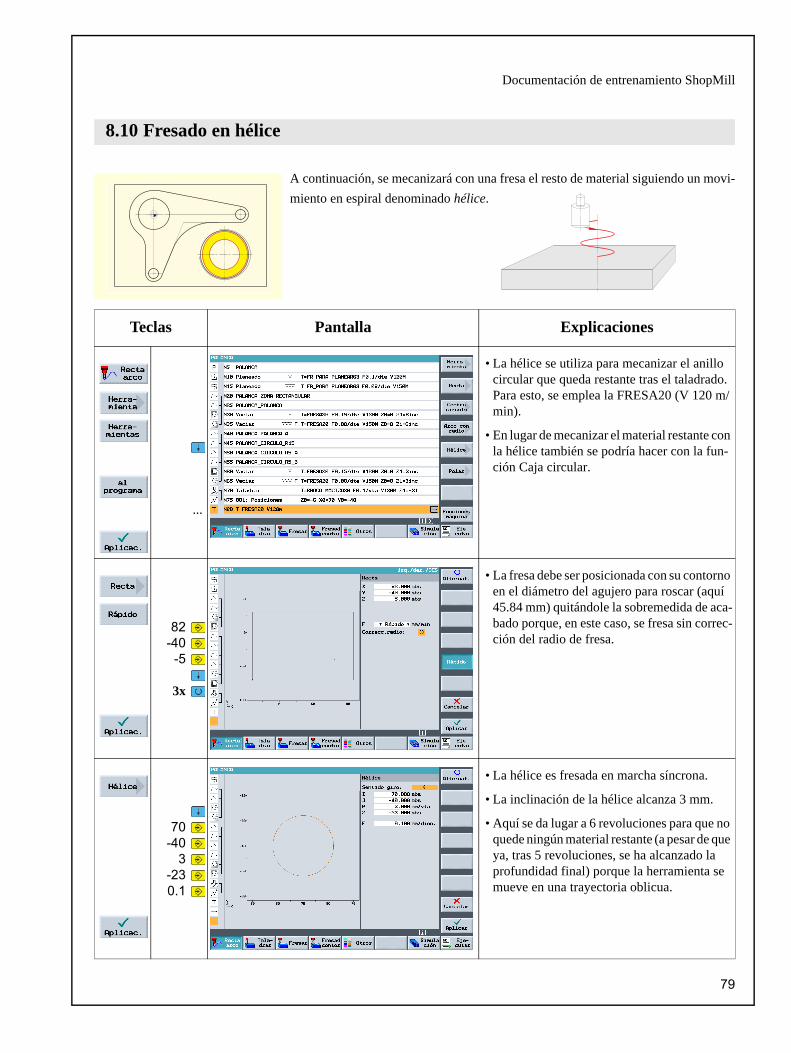
Documentación de entrenamiento ShopMill
A continuación, se mecanizará con una fresa el resto de material siguiendo un movi-miento en espiral denominado hélice.
Teclas Pantalla Explicaciones
• La hélice se utiliza para mecanizar el anillo circular que queda restante tras el taladrado. Para esto, se emplea la FRESA20 (V 120 m/min).
• En lugar de mecanizar el material restante con la hélice también se podría hacer con la fun-ción Caja circular.
82-40
-5
3x
• La fresa debe ser posicionada con su contorno en el diámetro del agujero para roscar (aquí 45.84 mm) quitándole la sobremedida de aca-bado porque, en este caso, se fresa sin correc-ción del radio de fresa.
70-40
3-230.1
• La hélice es fresada en marcha síncrona.
• La inclinación de la hélice alcanza 3 mm.
• Aquí se da lugar a 6 revoluciones para que no quede ningún material restante (a pesar de que ya, tras 5 revoluciones, se ha alcanzado la profundidad final) porque la herramienta se mueve en una trayectoria oblicua.
8.10 Fresado en hélice
...8
79
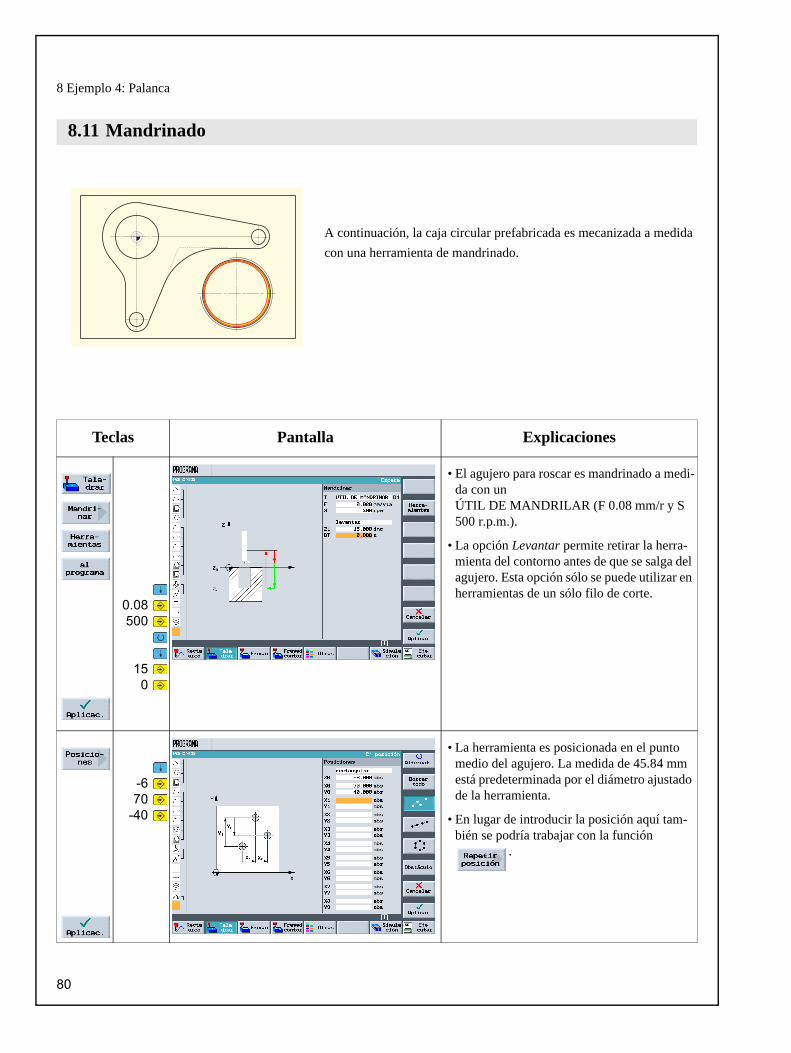
8 Ejemplo 4: Palanca
A continuación, la caja circular prefabricada es mecanizada a medida con una herramienta de mandrinado.
Teclas Pantalla Explicaciones
0.08500
150
• El agujero para roscar es mandrinado a medi-da con unÚTIL DE MANDRILAR (F 0.08 mm/r y S 500 r.p.m.).
• La opción Levantar permite retirar la herra-mienta del contorno antes de que se salga del agujero. Esta opción sólo se puede utilizar en herramientas de un sólo filo de corte.
-670
-40
• La herramienta es posicionada en el punto medio del agujero. La medida de 45.84 mm está predeterminada por el diámetro ajustado de la herramienta.
• En lugar de introducir la posición aquí tam-bién se podría trabajar con la función
.
8.11 Mandrinado
80

Documentación de entrenamiento ShopMill
A continuación, se fabrica la rosca con una fresa de roscar.
Teclas Pantalla Explicaciones
...
0.08150
...
• La rosca es fresada de arriba a abajo. Para ello, se utiliza la FRESA PARA ROSCAR (F 0.08 mm/diente, V 150 m/min y un paso de 2 mm).
• Se debe fresar una rosca derecha en Z-23 absoluto. Gracias al sobrepaso de 3 mm la rosca quedará limpiamente fresada en cual-quier caso hasta el canto inferior de la herra-mienta aún cuando el diente inferior esté algo desgastado.
• Al introducir los datos son muy útiles las imagenes de ayuda.
-670
-40
• Aquí se fija la posición para la rosca.
8.12 Fresado de roscas
81
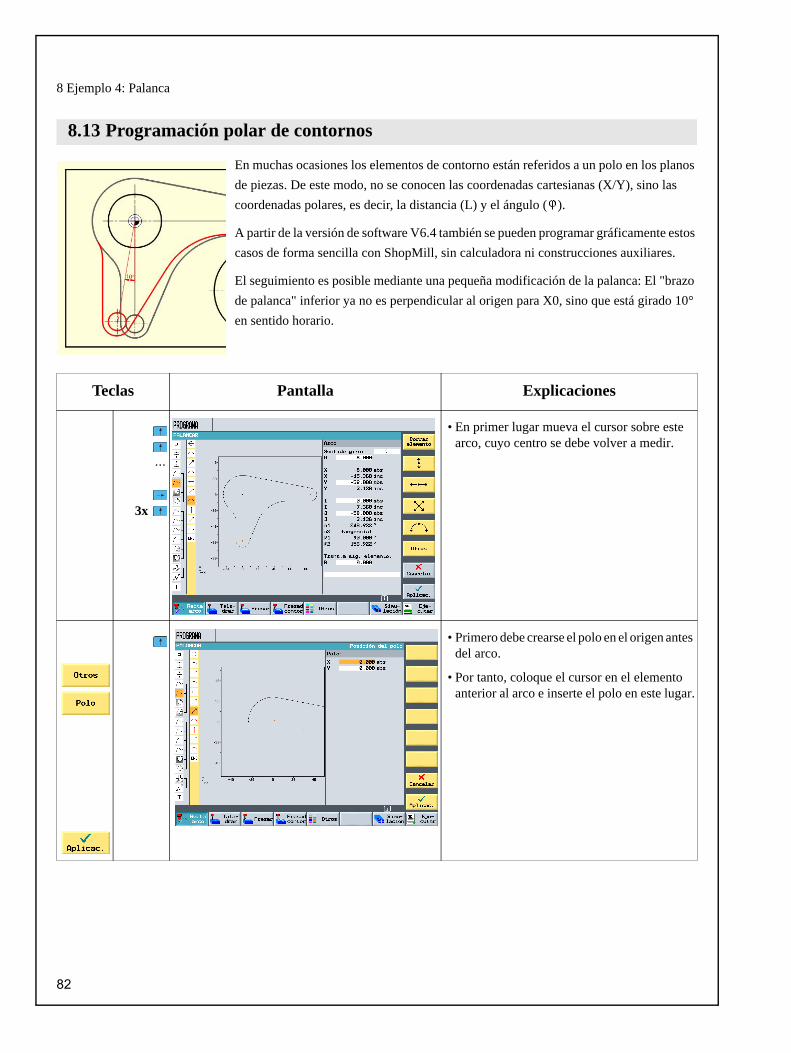
8 Ejemplo 4: Palanca
En muchas ocasiones los elementos de contorno están referidos a un polo en los planos de piezas. De este modo, no se conocen las coordenadas cartesianas (X/Y), sino las coordenadas polares, es decir, la distancia (L) y el ángulo ( ).
A partir de la versión de software V6.4 también se pueden programar gráficamente estos casos de forma sencilla con ShopMill, sin calculadora ni construcciones auxiliares.
El seguimiento es posible mediante una pequeña modificación de la palanca: El "brazo de palanca" inferior ya no es perpendicular al origen para X0, sino que está girado 10° en sentido horario.
Teclas Pantalla Explicaciones
3x
....
• En primer lugar mueva el cursor sobre este arco, cuyo centro se debe volver a medir.
• Primero debe crearse el polo en el origen antes del arco.
• Por tanto, coloque el cursor en el elemento anterior al arco e inserte el polo en este lugar.
8.13 Programación polar de contornos
82
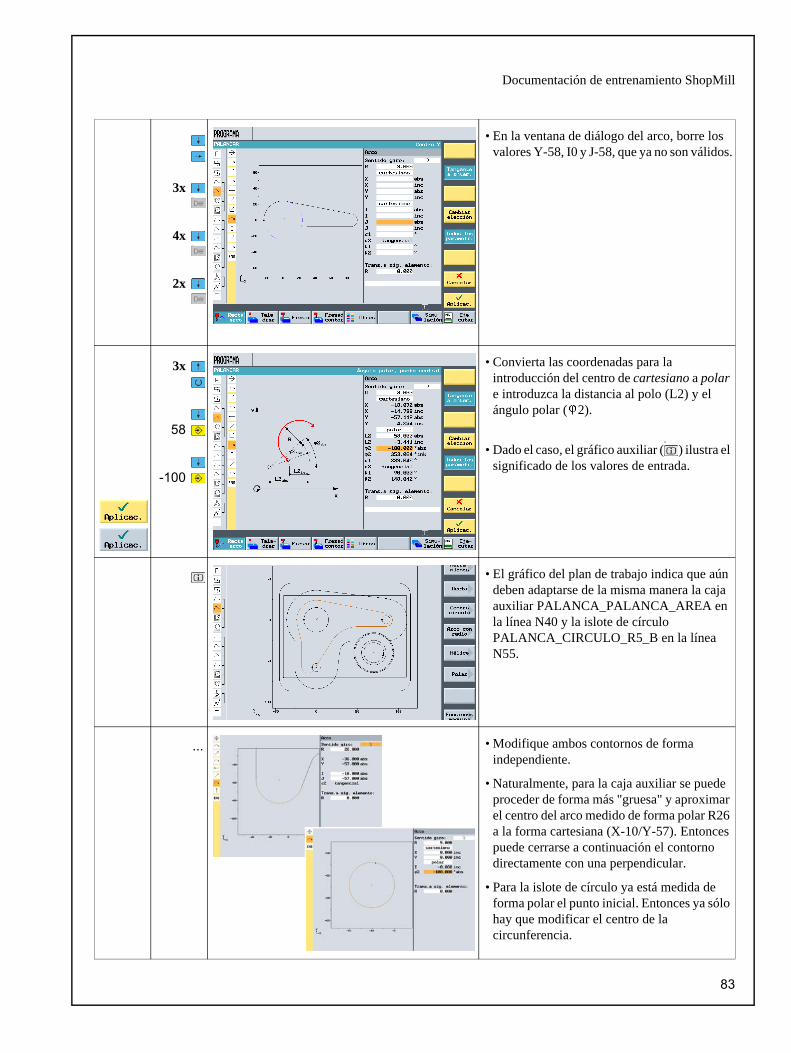
Documentación de entrenamiento ShopMill
3x
4x
2x
• En la ventana de diálogo del arco, borre los valores Y-58, I0 y J-58, que ya no son válidos.
3x
58
-100
• Convierta las coordenadas para la introducción del centro de cartesiano a polar e introduzca la distancia al polo (L2) y el ángulo polar ( 2).
• Dado el caso, el gráfico auxiliar ( ) ilustra el significado de los valores de entrada.
• El gráfico del plan de trabajo indica que aún deben adaptarse de la misma manera la caja auxiliar PALANCA_PALANCA_AREA en la línea N40 y la islote de círculo PALANCA_CIRCULO_R5_B en la línea N55.
... • Modifique ambos contornos de forma independiente.
• Naturalmente, para la caja auxiliar se puede proceder de forma más "gruesa" y aproximar el centro del arco medido de forma polar R26 a la forma cartesiana (X-10/Y-57). Entonces puede cerrarse a continuación el contorno directamente con una perpendicular.
• Para la islote de círculo ya está medida de forma polar el punto inicial. Entonces ya sólo hay que modificar el centro de la circunferencia.
83

9 Ejemplo 5: Bridas
En este capítulo se tratan los siguientes nuevos contenidos:
• Creación del subprograma
• Función simetría de los pasos de trabajo
• Rotación de cajas
• Biselado de contornos
• Ranuras longitudinal y circular
Observación: hasta ahora se han ido indicando todas las teclas que tenía que pulsar. En este ejemplo ya no se indicarán todas las informaciones a introducir sino sólamente las teclas que direccionan cada paso. Los diálogos están representados en imagenes grandes porque los valores que en ellos se indican son muy importantes. El resultado como imagen general está representado en menor tamaño en la columna derecha.
9 Ejemplo 5: Brida
84
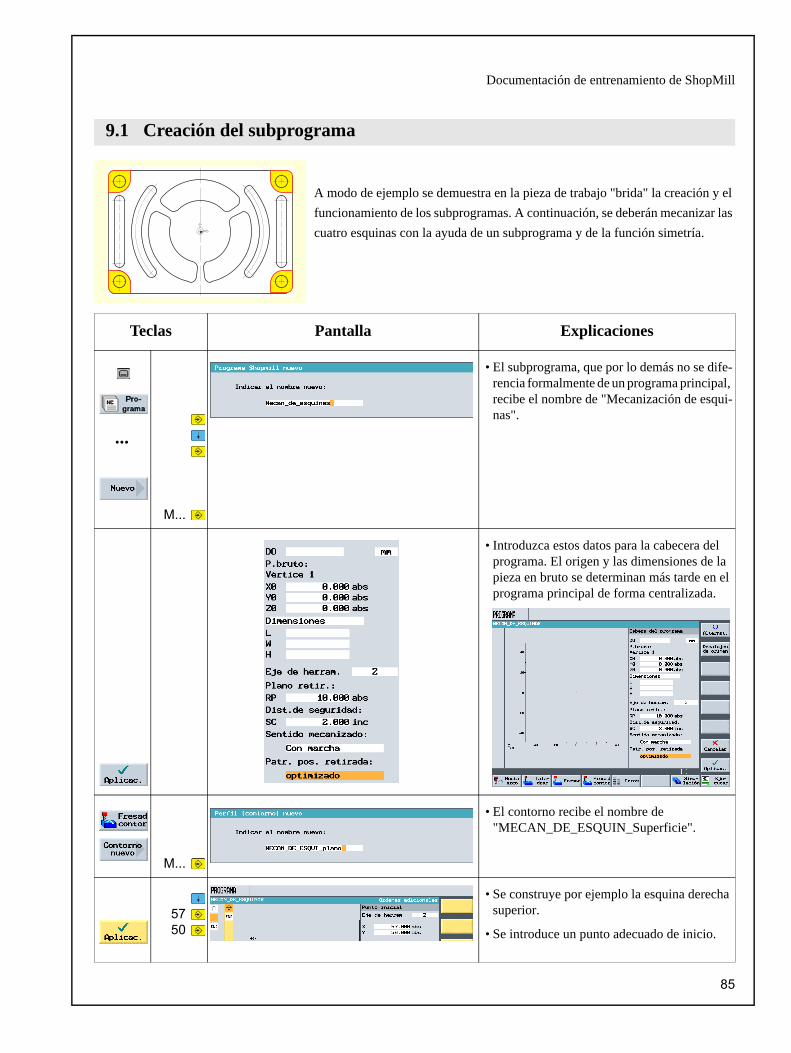
Documentación de entrenamiento de ShopMill
A modo de ejemplo se demuestra en la pieza de trabajo "brida" la creación y el funcionamiento de los subprogramas. A continuación, se deberán mecanizar las cuatro esquinas con la ayuda de un subprograma y de la función simetría.
Teclas Pantalla Explicaciones
M...
• El subprograma, que por lo demás no se dife-rencia formalmente de un programa principal, recibe el nombre de "Mecanización de esqui-nas".
• Introduzca estos datos para la cabecera del programa. El origen y las dimensiones de la pieza en bruto se determinan más tarde en el programa principal de forma centralizada.
M...
• El contorno recibe el nombre de "MECAN_DE_ESQUIN_Superficie".
5750
• Se construye por ejemplo la esquina derecha superior.
• Se introduce un punto adecuado de inicio.
9.1 Creación del subprograma
...
85

9 Ejemplo 5: Bridas
Tras la introducción de ambos elementos de contorno la pantalla debería tener este aspecto.
Acepte el contorno en el plan de trabajo.
Las trayectorías de aproximación y retirada se realizan aquí en línea recta. Los valores de longitud son las distancias entre el canto de la fresa y la pieza de trabajo.
Teclas Pantalla Explicaciones
• El contorno debe ser desbastado con la fresa de 20 (F 0.15 mm/diente und V 120 m/min).
... ...9
86
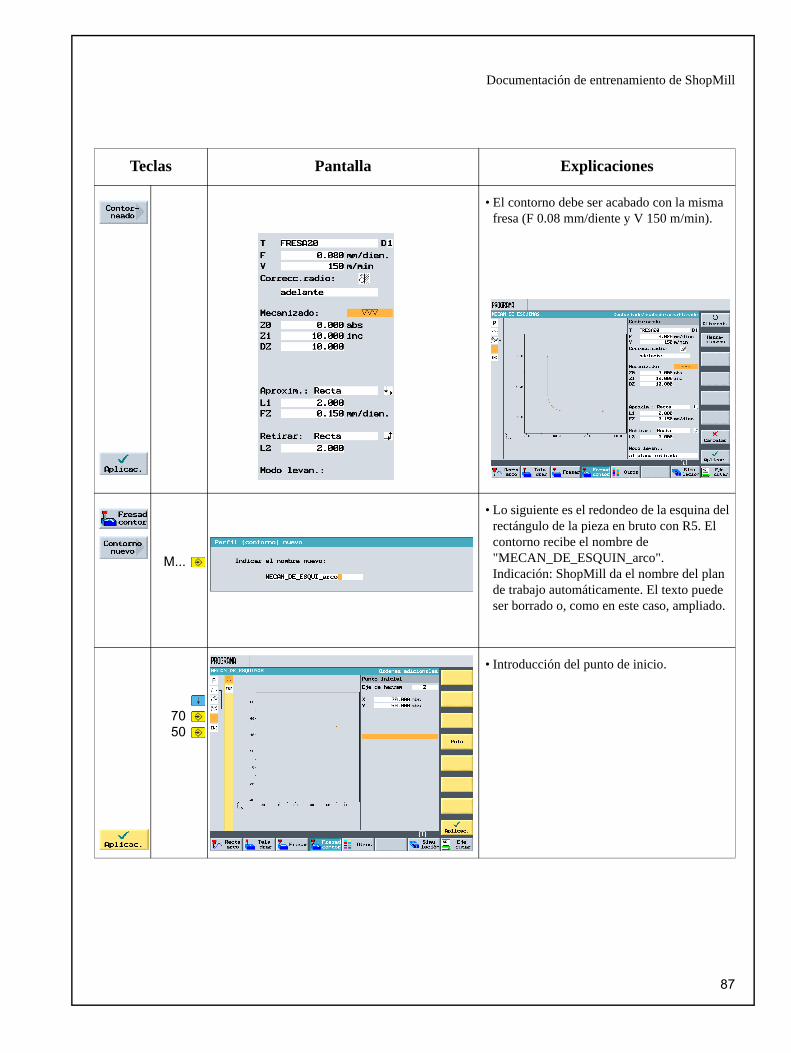
Documentación de entrenamiento de ShopMill
Teclas Pantalla Explicaciones
• El contorno debe ser acabado con la misma fresa (F 0.08 mm/diente y V 150 m/min).
M...
• Lo siguiente es el redondeo de la esquina del rectángulo de la pieza en bruto con R5. El contorno recibe el nombre de "MECAN_DE_ESQUIN_arco".Indicación: ShopMill da el nombre del plan de trabajo automáticamente. El texto puede ser borrado o, como en este caso, ampliado.
7050
• Introducción del punto de inicio.
87
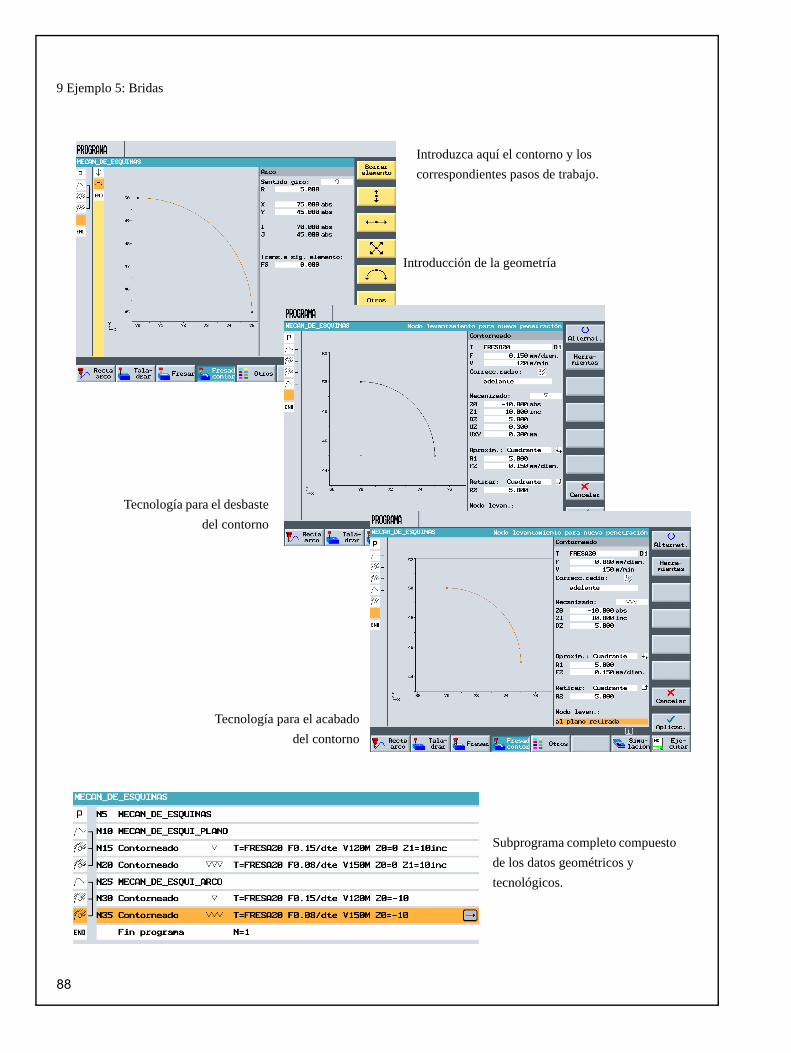
9 Ejemplo 5: Bridas
Introduzca aquí el contorno y los correspondientes pasos de trabajo.
Subprograma completo compuesto de los datos geométricos y tecnológicos.
Introducción de la geometría
Tecnología para el desbastedel contorno
Tecnología para el acabadodel contorno
88

Documentación de entrenamiento de ShopMill
Después de que se haya terminado el subprograma se crea el programa principal. Por medio de la función Simetría del menú Transformación se puede utilizar el subprograma para las cuatro esquinas de la pieza de trabajo.
Las simetrías pueden ser ejecutadas de dos formas diferentes: Nueva y Aditiva.Nueva significa que es reflejada desde el lugar donde tuvo lugar el primer mecanizado. Aditiva significa que es reflejada desde el lugar donde tuvo lugar el ultimo mecanizado.
A continuación, se representa esquemáticamente la secuencia de mecanización con el ajuste Nueva:
9.2 Simetría de los pasos de trabajo
1er. mecanizado (véase el subprograma) 2o. mecanizado: simetría del eje X(aquí se reflejan los valores de X)
3er. mecanizado: simetría del eje X y del eje Y(aquí se reflejan los valores de X y los valores de Y)
4o. mecanizado: simetria del eje Y (aquí se reflejan los valores de Y)
89
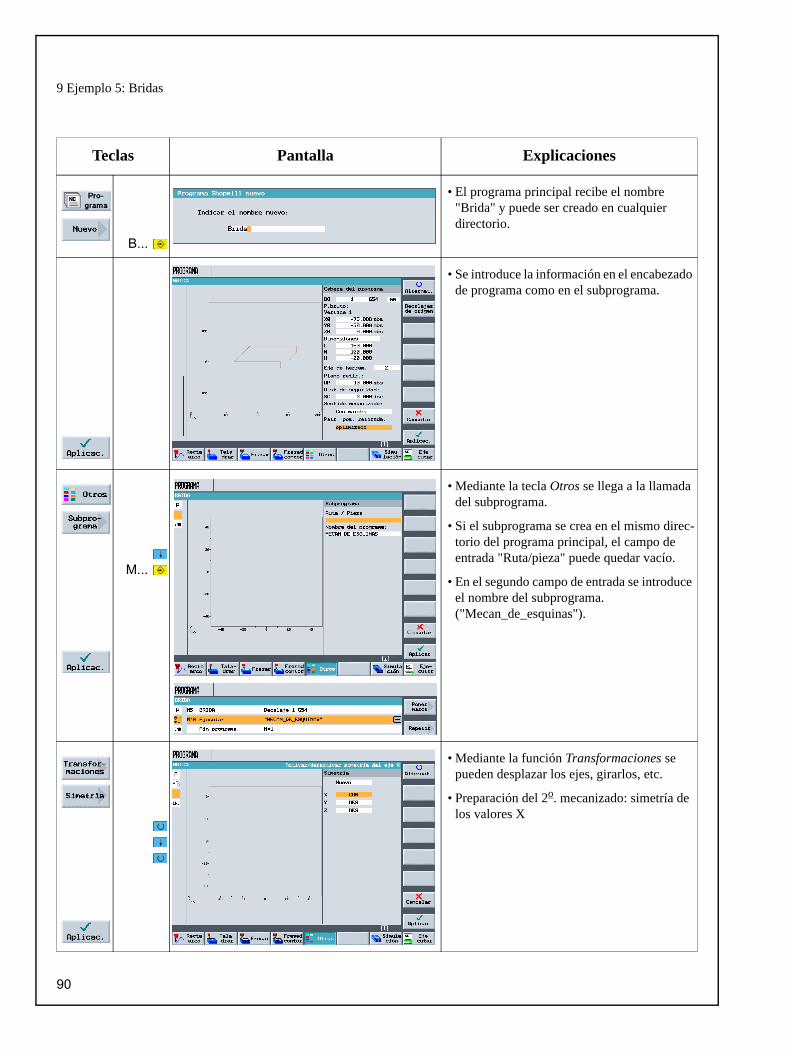
9 Ejemplo 5: Bridas
Teclas Pantalla Explicaciones
B...
• El programa principal recibe el nombre "Brida" y puede ser creado en cualquier directorio.
• Se introduce la información en el encabezado de programa como en el subprograma.
M...
• Mediante la tecla Otros se llega a la llamada del subprograma.
• Si el subprograma se crea en el mismo direc-torio del programa principal, el campo de entrada "Ruta/pieza" puede quedar vacío.
• En el segundo campo de entrada se introduce el nombre del subprograma.("Mecan_de_esquinas").
• Mediante la función Transformaciones se pueden desplazar los ejes, girarlos, etc.
• Preparación del 2o. mecanizado: simetría de los valores X
90

Documentación de entrenamiento de ShopMill
Entonces el programa es copiado tras la función Simetría: tiene lugar la 2ª mecanización.
Estos procedimientos Simetría y
Después del 4o. mecanizado se desconecta la función simetría en los tres ejes. (Véase la línea N40).
Imagen de ayuda de Sime-
91
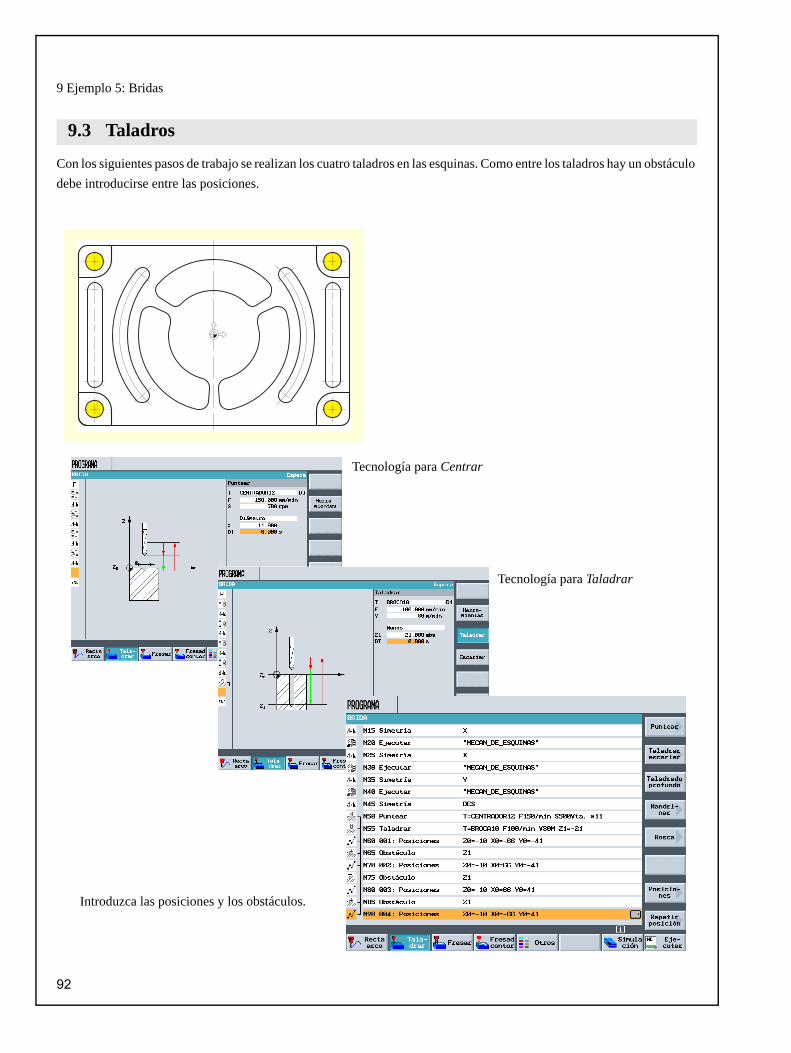
9 Ejemplo 5: Bridas
Con los siguientes pasos de trabajo se realizan los cuatro taladros en las esquinas. Como entre los taladros hay un obstáculo debe introducirse entre las posiciones.
9.3 Taladros
Tecnología para Centrar 9
Tecnología para Taladrar 9
Introduzca las posiciones y los obstáculos. 9
92

Documentación de entrenamiento de ShopMill
A continuación, se programan el contorno y el mecanizado para la caja marcada en color amarillo.
Girando el sistema de coordenadas se generan las otras dos cajas.
Teclas Pantalla Explicaciones
B...
• El contorno recibe el nombre de "BRIDA_nefroide".
042
• Introducción del punto inicial.
• El arco R42 se describe de forma unívoca, por ejemplo, por medio del radio, del punto medio en X y del ángulo de salida.
• Se diseña en sentido antihorario para que la caja también pueda ser acabada con marcha síncrona.
9.4 Rotación de cajas
93

9 Ejemplo 5: Bridas
Teclas Pantalla Explicaciones
• Creación del tramo diagonal:
• Creación del 2o. arco:
94

Documentación de entrenamiento de ShopMill
• Creación del 2o. tramo diagonal:
• Creación del arco de cierre:
• Acepte la caja de contorno en el plan de tra-bajo.
95
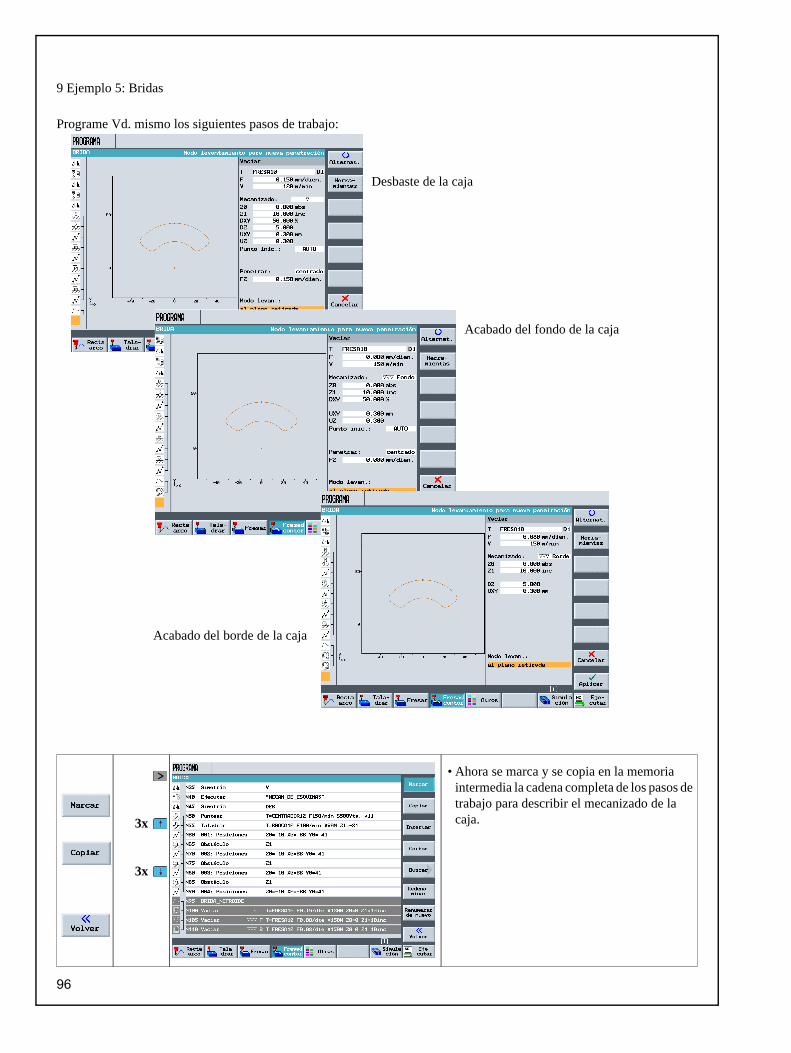
9 Ejemplo 5: Bridas
Programe Vd. mismo los siguientes pasos de trabajo:
3x
3x
• Ahora se marca y se copia en la memoria intermedia la cadena completa de los pasos de trabajo para describir el mecanizado de la caja.
Desbaste de la caja 9
Acabado del fondo de la caja 9
Acabado del borde de la caja 9
96
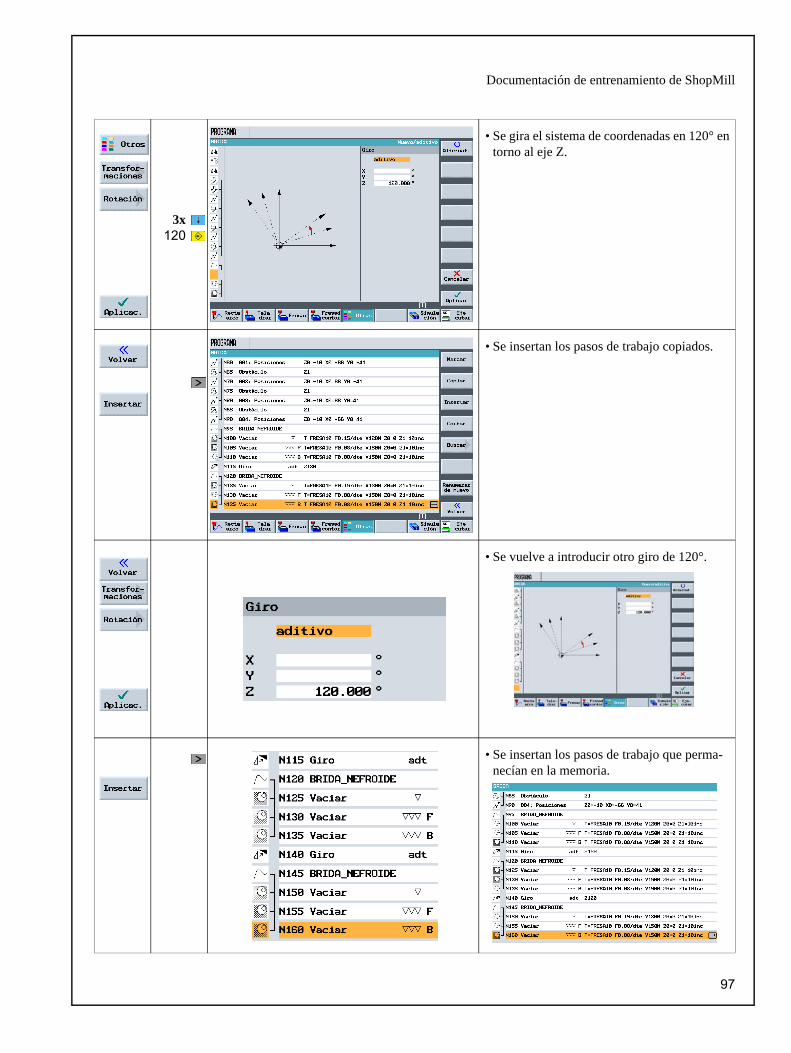
Documentación de entrenamiento de ShopMill
3x120
• Se gira el sistema de coordenadas en 120° en torno al eje Z.
• Se insertan los pasos de trabajo copiados.
• Se vuelve a introducir otro giro de 120°.
• Se insertan los pasos de trabajo que perma-necían en la memoria.
97
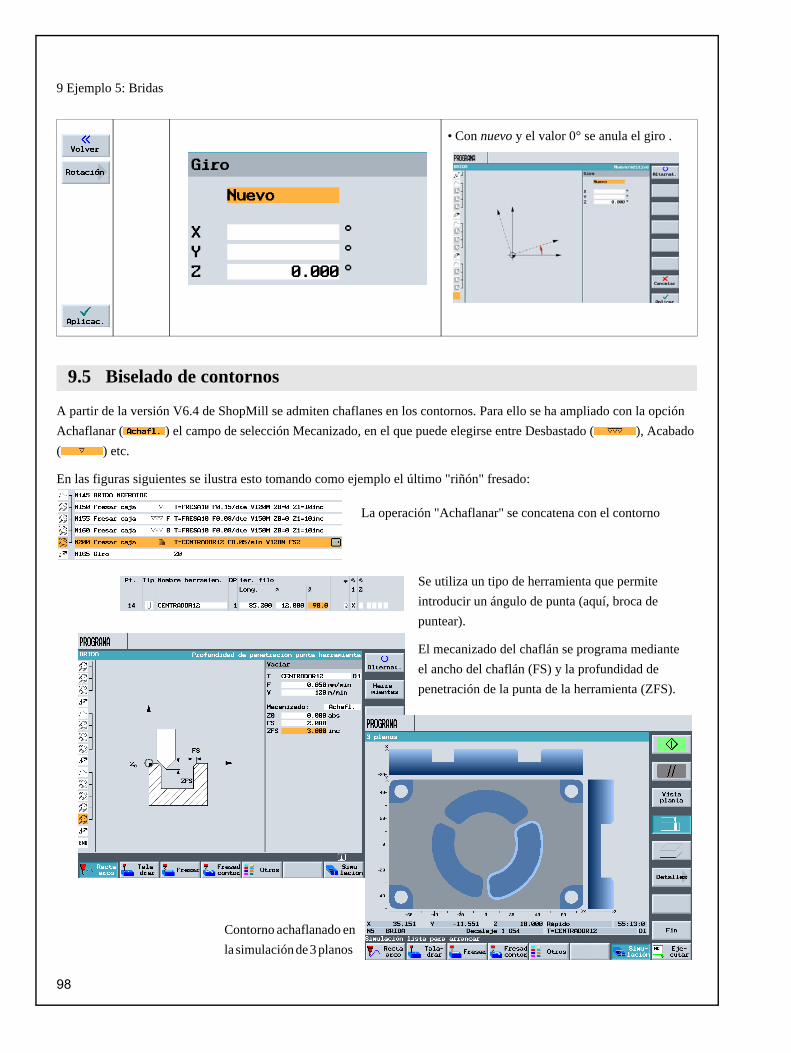
9 Ejemplo 5: Bridas
A partir de la versión V6.4 de ShopMill se admiten chaflanes en los contornos. Para ello se ha ampliado con la opción Achaflanar ( ) el campo de selección Mecanizado, en el que puede elegirse entre Desbastado ( ), Acabado ( ) etc.
En las figuras siguientes se ilustra esto tomando como ejemplo el último "riñón" fresado:
• Con nuevo y el valor 0° se anula el giro .
9.5 Biselado de contornos
La operación "Achaflanar" se concatena con el contorno9
Se utiliza un tipo de herramienta que permite introducir un ángulo de punta (aquí, broca de puntear). 9
El mecanizado del chaflán se programa mediante el ancho del chaflán (FS) y la profundidad de penetración de la punta de la herramienta (ZFS). 9
Contorno achaflanado en la simulación de 3 planos9
98

Documentación de entrenamiento de ShopMill
Por último se programan las ranuras. Éstas son llevadas al lugar adecuado mediante Conjunto de posición y posicionamiento en Círculo completo.
Teclas Pantalla Explicaciones
• Las ranuras longitudinales son desbastadas con la herramienta FRESA6 (F 0.08 mm/dien-te y V 120 m/min) .
• El acabado de las ranuras longitudinales se realiza con la misma herramienta (F 0.05 mm/diente y V 150 m/min).
9.6 Ranura longitudinal y circular
99
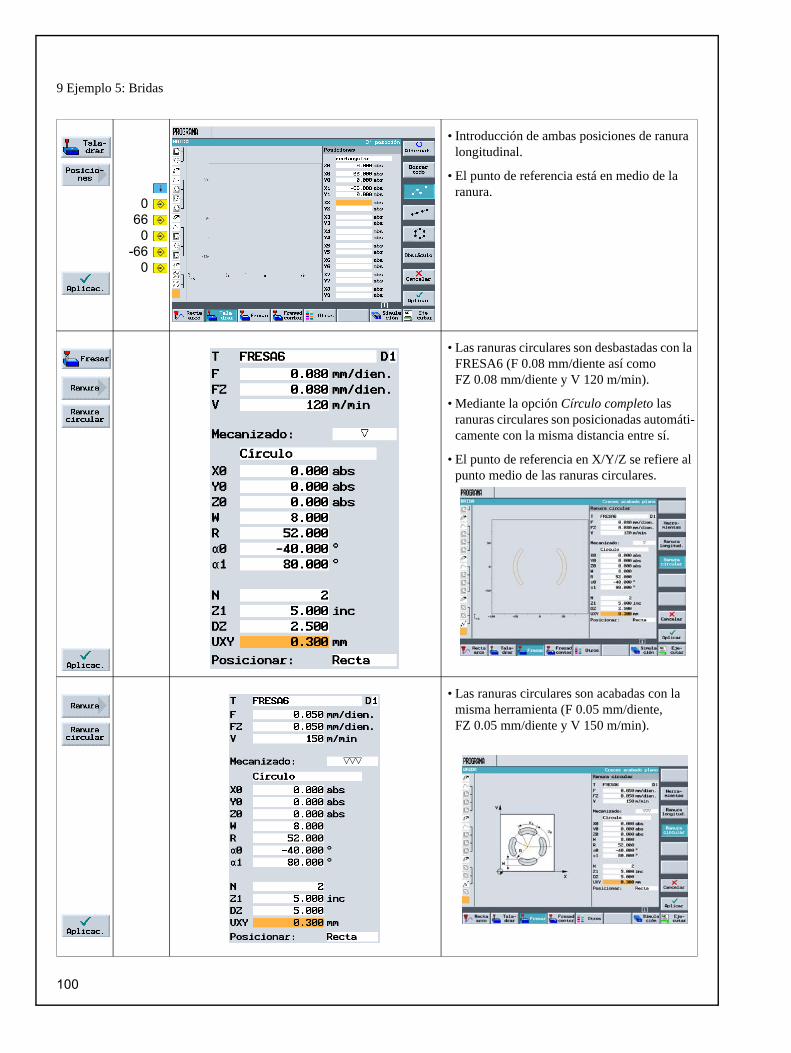
9 Ejemplo 5: Bridas
066
0-66
0
• Introducción de ambas posiciones de ranura longitudinal.
• El punto de referencia está en medio de la ranura.
• Las ranuras circulares son desbastadas con la FRESA6 (F 0.08 mm/diente así comoFZ 0.08 mm/diente y V 120 m/min).
• Mediante la opción Círculo completo las ranuras circulares son posicionadas automáti-camente con la misma distancia entre sí.
• El punto de referencia en X/Y/Z se refiere al punto medio de las ranuras circulares.
• Las ranuras circulares son acabadas con la misma herramienta (F 0.05 mm/diente,FZ 0.05 mm/diente y V 150 m/min).
100
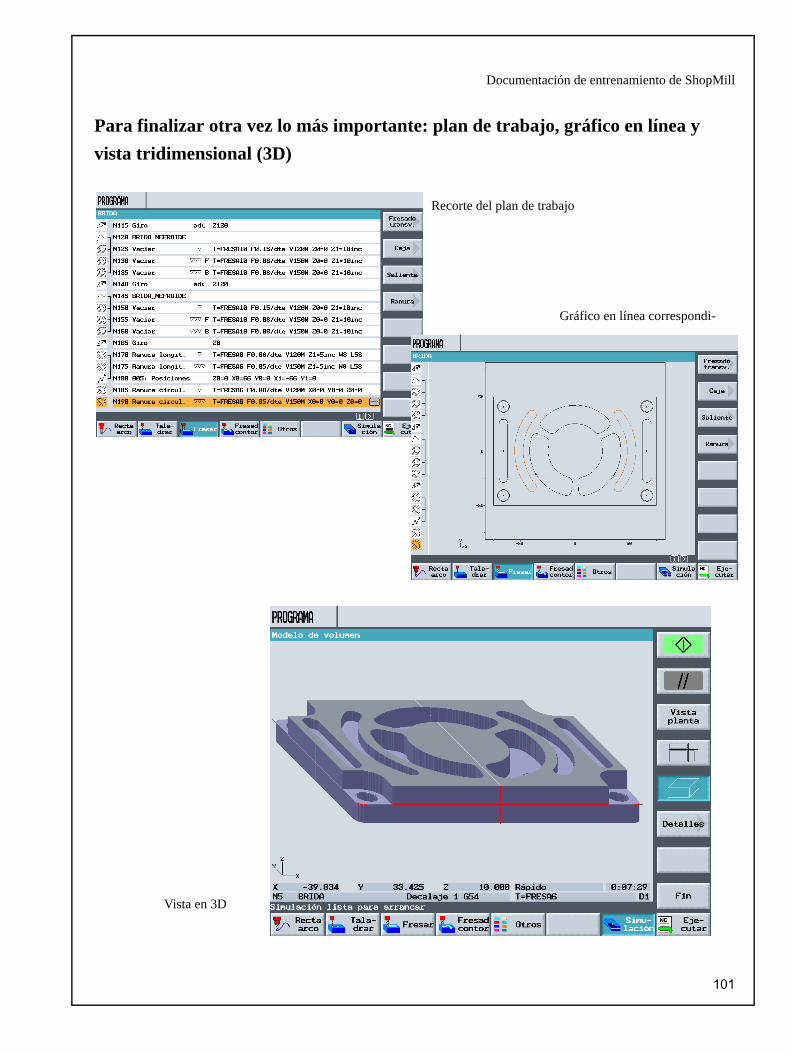
Documentación de entrenamiento de ShopMill
Para finalizar otra vez lo más importante: plan de trabajo, gráfico en línea yvista tridimensional (3D)
Recorte del plan de trabajo 9
Vista en 3D 9
Gráfico en línea correspondi-
101

10 Empezar con la mecanización
Y ahora, después de haber adquirido buenos conocimien-tos acerca de la creación del plan de trabajo en ShopMill practicando con los ejemplos, lo que sigue es la mecani-zación de las piezas de trabajo.
Una vez conectado el control se ha de alcanzar el punto de referencia de la máquina antes de empezar con los planes de trabajo o con el desplazamiento manual. De esta forma, ShopMill encuentra el comienzo numérico en el sistema de medi-ción de recorridos de la máquina.
Sobre esta cuestión sólo podemos hacer algunas recomendaciones muy generales debido a que la aproximación al punto de referencia resulta diferente dependiendo del tipo de la máquina y del fabricante:
10 Empezar con la mecanización
10.1 Aproximación hasta el punto de referencia
1. En su caso, desplace la herramienta a un punto vacante del área de trabajo con libertad de movimientos en cualquier dirección y sin colisiones. Preste atención para que la herramienta no se encuentre ya desde el principio detrás del punto de ref. de cada eje (en caso contrario, no se podrá alcanzar ese punto ya que sólo se produce en una dirección por cada eje).
2. Realice la aproximación al punto de ref. siguiendo fielmente las indicaciones del fabricante de la máquina. 10
102

Documentación de entrenamiento de ShopMill
Para asegurar una fabricación de dimensiones exactas y, naturalmente, para garantizar su propia seguridad, resulta nece-saria una fijación de la pieza de trabajo de acuerdo con sus características.
Vd. debe determinar dónde se encuentra el punto cero de la pieza de trabajo porque ShopMill no puede detectar donde se halla la pieza en el área de trabajo.
En el plano, el punto cero de la pieza de trabajo
• se determina con el palpador de 3D
• o con el detector de bordes.
Normalmente en el eje de la herramienta el punto cero de la herramienta se determina
• con el palpador de 3D mediante palpado o
• con una herramienta mediante rascado.
10.2 Fijación de la pieza de trabajo
Para ello, se utilizan normalmente tornillos de banco...
... o hierros de sujeción. 10
10.3 Determinación del punto cero de la pieza de trabajo
Símbolo para el punto cero de la pieza de trabajo W 10
Preste atención a las recomendaciones del fabricante durante la utilización de los medidores y ciclos de medida.10
103

10 Empezar con la mecanización
Ahora la máquina está preparada, la pieza de trabajo está ajustada y las herramientas están medidas (véase el capítulo 4). Por fin se puede empezar:
Teclas Pantalla Explicaciones
• Elija el directorio que contenga el plan de tra-bajo deseado. El directorio para los ejemplos de este manual es PIEZAS DE TRABAJO.
• La tecla Ejecutar carga el plan de trabajo en el modo de funcionamiento AUTO y cambia a ese modo.
• Como el plan de trabajo todavía no ha funcio-nado controladamente, le recomendamos que ponga el potenciómetro de avance a cero para asegurarse desde el principio que mantiene el control en todo momento .
• Si desea ver una simulación, también durante el mecanizado tendrá que haber seleccionado la función Dibujar antes del inicio. Sólo entonces se muestran todos los desplazamien-tos y sus consecuencias.
• Comience la elaboración con la tecla y controle la velocidad de los movimientos de la herramienta con el potenciómetro de avan-ce.
10.4 Ejecutar el plan de trabajo
104

Documentación de entrenamiento de ShopMill
Del mismo modo rápido y sencillo que ha creado Vd. estas piezas con ShopMill....
... podrá a partir de ahoracrear también con ShopMill
SUS propias piezas.
105

11 ¿Hasta qué punto domina Vd. el trabajo con ShopMill?
Los cuatro siguientes ejercicios son el fundamento para la comprobación de su nivel de dominio personal del trabajo con ShopMill. Como ayuda para Vd. se indica en cada paso un posible plan de trabajo. Los tiempos citados se basan en el modo de proceder correspondiente al plan en cuestión. Por favor entienda esos tiempos como una propuesta de ejercicio general para alcanzar la respuesta a la pregunta del titular.
Ejercicio 1: ¿Es Vd. capaz de hacer esto con ShopMill en 15 minutos?
La caja rectangular girada fue construida aquí en el sistema original de coordenadas. Al principio el punto inicial está en el punto cero. Luego sigue una recta auxiliar bajo 15° hasta el borde de la caja . Las coordenadas de este punto final son el punto inicial para la propia construcción. Se ha de borrar la recta auxiliar.Con ShopMill también hay otros caminos para llegar hasta el objetivo; por ejemplo, con la función Rotación o con el ciclo Vástago rectangular (véase el ejercicio 3). Compruebe de qué forma puede llegar con rapidez al objetivo y cuál es el mé-todo con el que Vd. consigue los tiempos más breves de mecanizado.
11 ¿Hasta qué punto domina Vd. ShopMill?
(todos)11
106
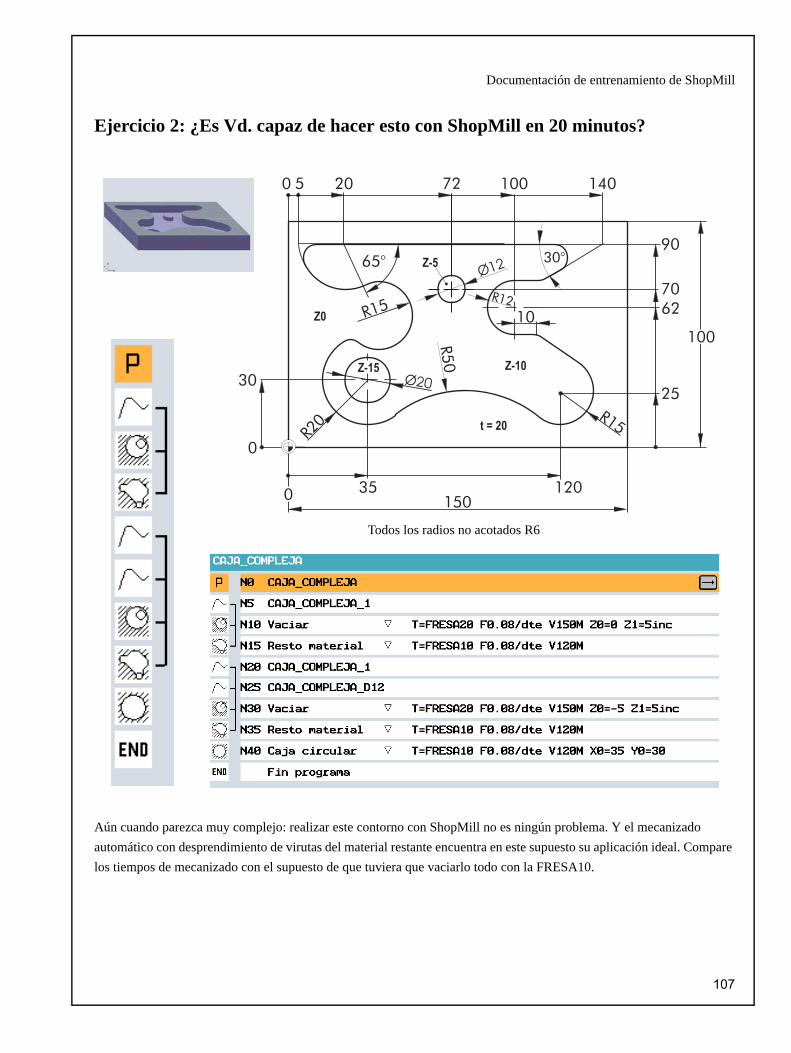
Documentación de entrenamiento de ShopMill
Ejercicio 2: ¿Es Vd. capaz de hacer esto con ShopMill en 20 minutos?
Aún cuando parezca muy complejo: realizar este contorno con ShopMill no es ningún problema. Y el mecanizado automático con desprendimiento de virutas del material restante encuentra en este supuesto su aplicación ideal. Compare los tiempos de mecanizado con el supuesto de que tuviera que vaciarlo todo con la FRESA10.
Todos los radios no acotados R6
107

11 ¿Hasta qué punto domina Vd. el trabajo con ShopMill?
Ejercicio 3: ¿Es Vd. capaz de hacer esto con ShopMill en 30 minutos?
En este plan de trabajo ejemplar se sometió en primer lugar a la superficie en torno al islote a un prefresado basto con el ciclo Vástago rectangular del menú Fresar. Se avanza hacia el rectángulo descrito en este ciclo en forma de círculo y se alcanza el contorno en el punto descrito por la Longitud y el Ángulo de giro. En primer lugar se le da una vuelta completa al rectángulo y se lo abandona de forma circular por el mismo punto; el radio de avance y retirada se deducen de la geo-metría del vástago restante.
(todos)11
108
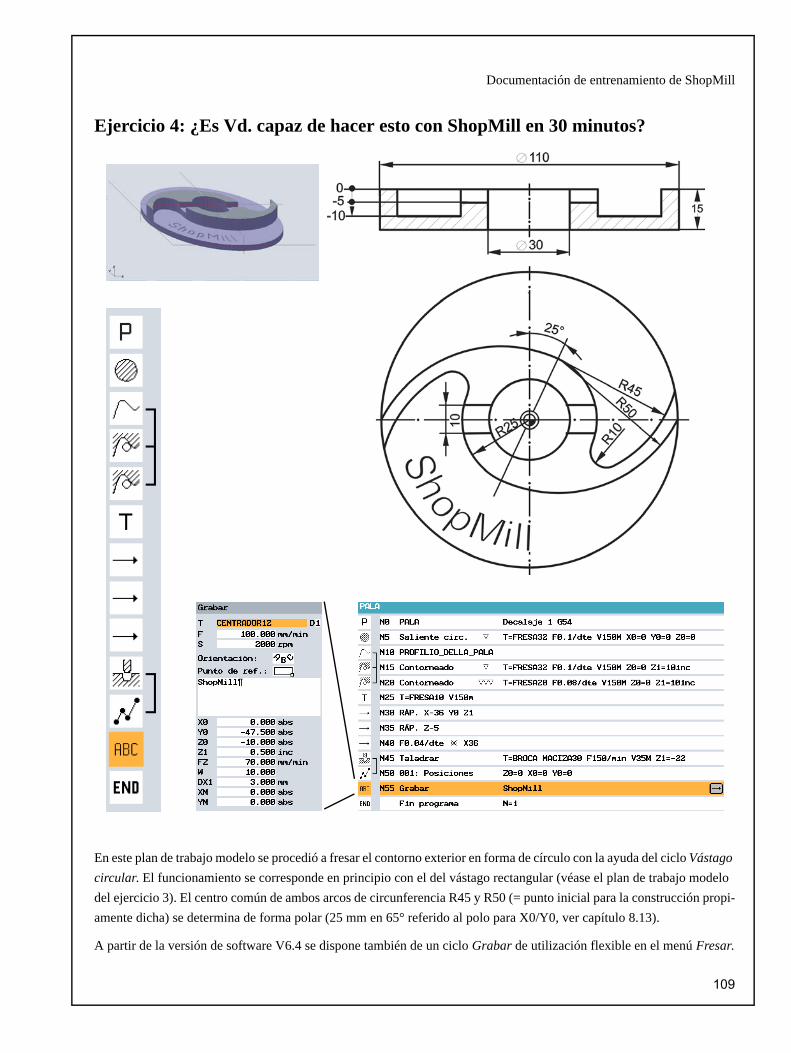
Documentación de entrenamiento de ShopMill
Ejercicio 4: ¿Es Vd. capaz de hacer esto con ShopMill en 30 minutos?
En este plan de trabajo modelo se procedió a fresar el contorno exterior en forma de círculo con la ayuda del ciclo Vástago circular. El funcionamiento se corresponde en principio con el del vástago rectangular (véase el plan de trabajo modelo del ejercicio 3). El centro común de ambos arcos de circunferencia R45 y R50 (= punto inicial para la construcción propi-amente dicha) se determina de forma polar (25 mm en 65° referido al polo para X0/Y0, ver capítulo 8.13).
A partir de la versión de software V6.4 se dispone también de un ciclo Grabar de utilización flexible en el menú Fresar.
109
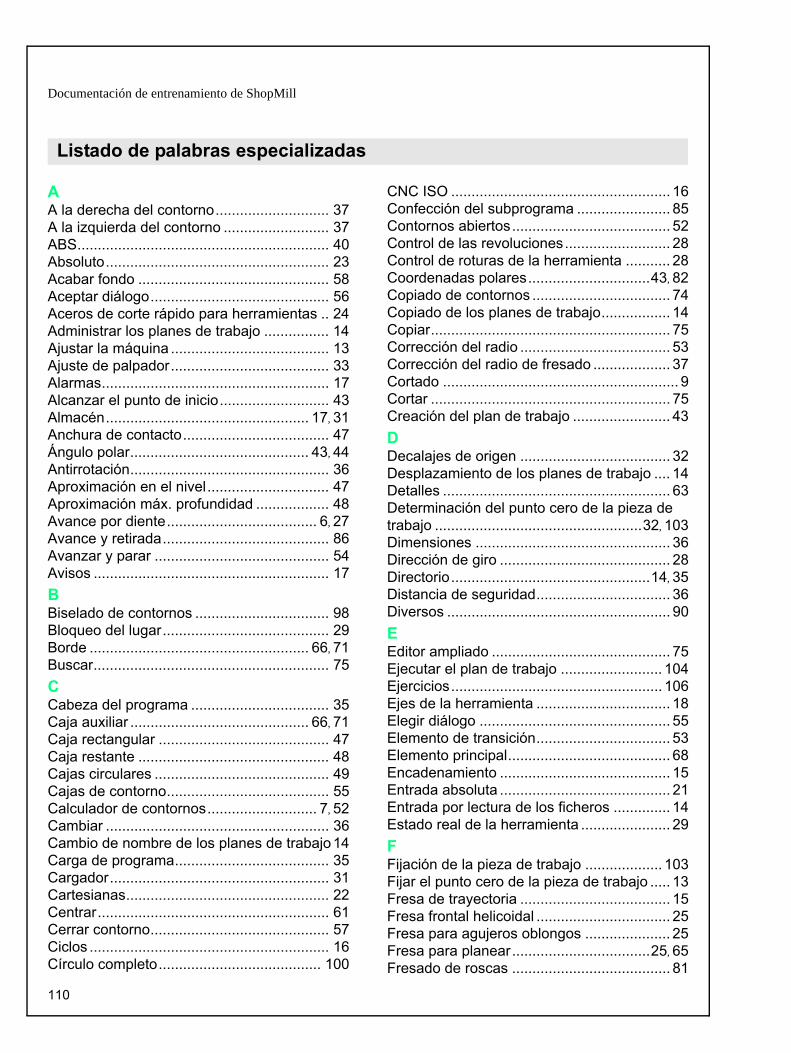
Documentación de entrenamiento de ShopMill
Listado de palabras especializadas
AA la derecha del contorno............................ 37A la izquierda del contorno .......................... 37ABS.............................................................. 40Absoluto....................................................... 23Acabar fondo ............................................... 58Aceptar diálogo............................................ 56Aceros de corte rápido para herramientas .. 24Administrar los planes de trabajo ................ 14Ajustar la máquina ....................................... 13Ajuste de palpador....................................... 33Alarmas........................................................ 17Alcanzar el punto de inicio........................... 43Almacén.................................................. 17, 31Anchura de contacto.................................... 47Ángulo polar............................................ 43, 44Antirrotación................................................. 36Aproximación en el nivel.............................. 47Aproximación máx. profundidad .................. 48Avance por diente..................................... 6, 27Avance y retirada......................................... 86Avanzar y parar ........................................... 54Avisos .......................................................... 17BBiselado de contornos ................................. 98Bloqueo del lugar......................................... 29Borde ...................................................... 66, 71Buscar.......................................................... 75CCabeza del programa .................................. 35Caja auxiliar ............................................ 66, 71Caja rectangular .......................................... 47Caja restante ............................................... 48Cajas circulares ........................................... 49Cajas de contorno........................................ 55Calculador de contornos........................... 7, 52Cambiar ....................................................... 36Cambio de nombre de los planes de trabajo14Carga de programa...................................... 35Cargador...................................................... 31Cartesianas.................................................. 22Centrar......................................................... 61Cerrar contorno............................................ 57Ciclos ........................................................... 16Círculo completo........................................ 100
110
CNC ISO ...................................................... 16Confección del subprograma ....................... 85Contornos abiertos....................................... 52Control de las revoluciones.......................... 28Control de roturas de la herramienta ........... 28Coordenadas polares..............................43, 82Copiado de contornos .................................. 74Copiado de los planes de trabajo................. 14Copiar........................................................... 75Corrección del radio ..................................... 53Corrección del radio de fresado ................... 37Cortado .......................................................... 9Cortar ........................................................... 75Creación del plan de trabajo ........................ 43DDecalajes de origen ..................................... 32Desplazamiento de los planes de trabajo .... 14Detalles ........................................................ 63Determinación del punto cero de la pieza de trabajo ...................................................32, 103Dimensiones ................................................ 36Dirección de giro .......................................... 28Directorio.................................................14, 35Distancia de seguridad................................. 36Diversos ....................................................... 90EEditor ampliado ............................................ 75Ejecutar el plan de trabajo ......................... 104Ejercicios.................................................... 106Ejes de la herramienta ................................. 18Elegir diálogo ............................................... 55Elemento de transición................................. 53Elemento principal........................................ 68Encadenamiento .......................................... 15Entrada absoluta .......................................... 21Entrada por lectura de los ficheros .............. 14Estado real de la herramienta ...................... 29FFijación de la pieza de trabajo ................... 103Fijar el punto cero de la pieza de trabajo ..... 13Fresa de trayectoria ..................................... 15Fresa frontal helicoidal ................................. 25Fresa para agujeros oblongos ..................... 25Fresa para planear..................................25, 65Fresado de roscas ....................................... 81
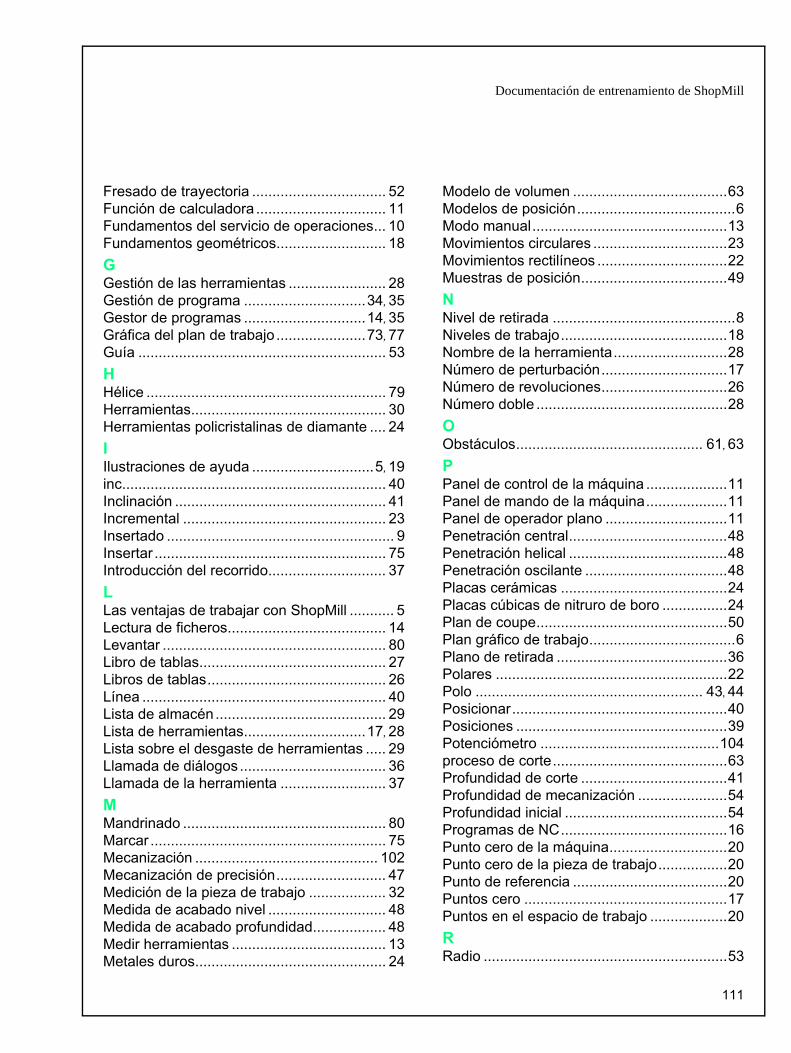
Documentación de entrenamiento de ShopMill
Fresado de trayectoria ................................. 52Función de calculadora ................................ 11Fundamentos del servicio de operaciones... 10Fundamentos geométricos........................... 18GGestión de las herramientas ........................ 28Gestión de programa ..............................34, 35Gestor de programas ..............................14, 35Gráfica del plan de trabajo ......................73, 77Guía ............................................................. 53HHélice ........................................................... 79Herramientas................................................ 30Herramientas policristalinas de diamante .... 24IIlustraciones de ayuda ..............................5, 19inc................................................................. 40Inclinación .................................................... 41Incremental .................................................. 23Insertado ........................................................ 9Insertar ......................................................... 75Introducción del recorrido............................. 37LLas ventajas de trabajar con ShopMill ........... 5Lectura de ficheros....................................... 14Levantar ....................................................... 80Libro de tablas.............................................. 27Libros de tablas............................................ 26Línea ............................................................ 40Lista de almacén.......................................... 29Lista de herramientas..............................17, 28Lista sobre el desgaste de herramientas ..... 29Llamada de diálogos.................................... 36Llamada de la herramienta .......................... 37MMandrinado .................................................. 80Marcar .......................................................... 75Mecanización ............................................. 102Mecanización de precisión........................... 47Medición de la pieza de trabajo ................... 32Medida de acabado nivel ............................. 48Medida de acabado profundidad.................. 48Medir herramientas ...................................... 13Metales duros............................................... 24
Modelo de volumen ......................................63Modelos de posición.......................................6Modo manual................................................13Movimientos circulares .................................23Movimientos rectilíneos ................................22Muestras de posición....................................49NNivel de retirada .............................................8Niveles de trabajo.........................................18Nombre de la herramienta............................28Número de perturbación...............................17Número de revoluciones...............................26Número doble ...............................................28OObstáculos.............................................. 61, 63PPanel de control de la máquina ....................11Panel de mando de la máquina....................11Panel de operador plano ..............................11Penetración central.......................................48Penetración helical .......................................48Penetración oscilante ...................................48Placas cerámicas .........................................24Placas cúbicas de nitruro de boro ................24Plan de coupe...............................................50Plan gráfico de trabajo....................................6Plano de retirada ..........................................36Polares .........................................................22Polo ........................................................ 43, 44Posicionar.....................................................40Posiciones ....................................................39Potenciómetro ............................................104proceso de corte...........................................63Profundidad de corte ....................................41Profundidad de mecanización ......................54Profundidad inicial ........................................54Programas de NC.........................................16Punto cero de la máquina.............................20Punto cero de la pieza de trabajo.................20Punto de referencia ......................................20Puntos cero ..................................................17Puntos en el espacio de trabajo ...................20RRadio ............................................................53
111

Documentación de entrenamiento de ShopMill
Ranura circular ............................................ 99Ranura longitudinal...................................... 99Ranuras ....................................................... 99Realización de perforaciones ...................... 39Recta ........................................................... 45Recta auxiliar ............................................. 106Redominar ................................................... 75Redondeamiento ......................................... 53Reflejado...................................................... 89Registrar .................................................... 104Rejilla ........................................................... 50Rejillar.......................................................... 40Relación de profundidad.............................. 41Renumerar................................................... 75Repeticiones de la posición ......................... 39Resto de material...............................8, 58, 107Retirada optimizada.................................. 8, 36Rosca........................................................... 41Rotación....................................................... 93Rotación sincrónica ..................................... 36SSalida por lectura de los ficheros................. 14Símbolo de acabado.................................... 47Símbolo de desbastado ............................... 47Simulación .............................................. 38, 46Simulación - Detalles ................................... 63Sinumerik 810D ........................................... 16Subprograma.......................................... 85, 88TTaladrado en profundidad............................ 78Taladrar ....................................................... 61Tangente a elemento anterior...................... 56Tecla de alternativa ..................................... 11Tecla de alternativas.................................... 37Tecla de info ................................................ 11Tecla de inicio............................................ 104Tecla de input .............................................. 11Teclado completo para CNC ....................... 11Teclas programables ................................... 12Tiempo de elaboración .................................. 8Tiempo de familiarización .............................. 5Tiempo de programación............................... 6Tiempos para los planes de trabajo........... 106Tipo de mecanización.................................. 36Tipos de herramienta................................... 28
112
Todos los parámetros .................................. 69Trabajar según el plan de trabajo .............. 104Transformaciones ........................................ 90VVaciar ......................................................48, 58Vástago rectangular ................................... 108Velocidad de corte ....................................6, 26Velocidades de avance ................................ 27Vértices ........................................................ 36Vista en planta ............................................. 63Volver ........................................................... 75Vulneración del contorno ............................. 40
Documentación de entrenamiento de ShopMill
113
Agradecemos su colaboración a las siguientes empresas:
AMF
DMG
Verlag Europa-Lehrmittel
Haimer
Iscar
Krupp-Widia
Neumo
Reckermann
Renishaw
Röhm
Sandvik
Seco
por habernos facilitado las fotos e ilustraciones de las páginas 17, 18, 24, 26, 27, 29, 33, 81, 102 y 103.
Lista de ilustraciones

www.siemens.com/sinutrain
Subject to change without prior notice6FC5095-0AA50-0EP2
© Siemens AG 2008
Siemens AGIndustry SectorDrive TechnologiesMotion ControlPostfach 318091050 ErlangenDEUTSCHLAND
Más información
Más información acerca de JobShop en:www.siemens.com/jobshop
Encontrará documentación técnica detallada en nuestroportal de asistencia y servicio técnico:www.siemens.com/automation/support
Si prefiere mantener una conversación personal, encontrará alos responsables más próximos a su localidad en:www.siemens.com/automation/partner
En la página Mall podrá hacer directamente sus pedidos en Internet:www.siemens.com/automation/mall