tlp insight
DESCRIPTION
The first publication for the complete life science logistics industryTRANSCRIPT

TLPINSIGHTIssue 1 - 2013
The Logistics Portal magazine
AIR CARGO - RFID - TEMPERATURE CONTROLLED - CLINICAL - BIO PHARMA - LOGISTICS
STANDARDSTransportation of Time and Temperature Sensitive Products
TLP Insight: a journal for the life science logistics industry
LOOKING AT ACTIVE VERSUS PASSIVE IN THE DISTRIBUTION SUPPLY CHAIN
ASSESSING THE OPTIONS
A BACKGROUND ON CLINICAL LOGISTICS IN THE UKRAINE
Popular Ukraine
IATA
SWISSWORLDCARGO.COM
I am Peace of Mind
Mambio RavezziSales Manager Cargo Italy
Of course, Swiss WorldCargo is a hallmark for quality, precision and a dedicated global team. But all you really need to know is this: the moment you hand over your cargo to us, you can stop worrying. This is the true meaning of: We care for your cargo.
SWC Mambio_EN_203x280.indd 1 11.07.12 14:00
14
22
8
3. TLPINSIGHT 3.SWISSWORLDCARGO.COM
I am Peace of Mind
Mambio RavezziSales Manager Cargo Italy
Of course, Swiss WorldCargo is a hallmark for quality, precision and a dedicated global team. But all you really need to know is this: the moment you hand over your cargo to us, you can stop worrying. This is the true meaning of: We care for your cargo.
SWC Mambio_EN_203x280.indd 1 11.07.12 14:00
MANAGING DIRECTORLee Atkinson
MANAGING EDITORBridget Langston
SENIOR DESIGNERJoey Graham
EDITORIAL ASSISTANTSNicholas RidgmanJamie Ward
CIRCULATION MANAGERTony Williams
SALESRakesh Makwana, Lee Atkinson
ADMINISTRATIONKatie Galelli
WEBSITE DESIGNKnut Henriksen
PRINTED BYCBF Cheltenham Business Forms Ltdwww.cbfnet.co.uk
CONTACT USSales:[email protected]:[email protected]
TLP INSIGHTIs published 4 times a year February, May, July, October by Intensive Media Ltd Send address changes to:145 - 157 St Johns StreetLondonEC1V 4PWUnited Kingdom
The opinions and views expressed by the authors in this book are not necessarily those of the Editor or the Publisher and, whilst every care has been taken in the preparation and design of this book, the Editor nor the Publisher are not responsible for such opinions and views, or for any inaccuracies in the articles.Whilst every care is taken with artwork supplied, the Publisher cannot be held responsible for any loss or damage incurred, The entire content of this publication is protected by copyright. No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form, by any means – electronic, mechanical, photocopying or otherwise – without prior permission of the Publisher.
Copyright© 2013 Intensive Media Ltd
TLPINSIGHT//MAIN CONTENT
Cool chain logistics for the pharma industry to Japan and AsiaAdrian Rayner of Japan Airlines talks about Cool Chain Logistics for the pharmaceutical industry to Japan and Asia, and the ever-growing customer requirements.
14
American Airlines looks into the strict requirements that air cargo handlers are
placed under. They also tell us how they have implemented a high-visibility,
multi-layered tracking program for ExpediteTC, which guarantees all temperature-
sensitive shipments.
Read the full article on page 18 »
Integration of dangerous goods management solutions into existing software environmentsHerman Teering, Managing Director of DGM Software Development Group A/S offers dangerous goods logistics solutions that can be added to back office systems and describes the benefits that can be achieved from these as well as the associated pitfalls.
22
//MAXIMIZING CONFIDENCE IN TEMPERATURE-CONTROLLED PHARMACEUTICAL SHIPPING
IATA Standards: Transportation of Time and Temperature Sensitive ProductsAndrea Gruber, Manager Cargo Business, Process & Standards is responsible at IATA for the regulations related to the transport of Live Animals, Perishables and Healthcare Cargo and for delivering the standards and processes for the air cargo supply chain. Dave Brennan, Assistant Director Cargo Safety and Standards, is responsible for coordinating the activities of the Cargo team who are jointly responsible for the IATA standards publications and products that address dangerous goods transported by air. Together they detail the framework in which the Life Science Logistics industry needs to work, and the ways in which IATA are responding to challenges presented by transporting time and temperature sensitive products.
8
Contents continue on page 4 »

TLPINSIGHT www.the-logistics-portal.com4.
//CONTENTS
China Continues to Attract BiopharmaCold Chain IQ look into growth in temperature controlled pharmaceutical shipments from emerging markets and how much of the expected growth is attributed to China’s growing importance in the global pharmaceutical industry.
51
//MANAGING YOUR RISK IN THE SAFE TRANSPORTATION OF LIFE-SAVING PHARMACEUTICALS. ACTIVE VERSUS PASSIVE IN THE DISTRIBUTION SUPPLY CHAIN
Kavita Somaroo at DS Smith Plastics Cool Logistics looks at
the decision on whether to use an active system or passive
packaging to transport temperature-sensitive products.
RFID and Cold Chain ManagementAlex Guillan, currently CEO of Escort Cold Chain Solutions SA (ECCS) looks forward with optimism to the day when the technology mix used in the Cold Chain can bring assurance of the product to everyone concerned, not least the patient.
41
The Need for Inference: Impacts on Anti-counterfeiting, Serialisation and Product TrackingPeter Norton, Supply Chain Consultant at Intelleflex Corporation and with over ten years experience of working in the pharmaceutical cold chain and logistics industry argues for the need for inference, ‘the method of identifying the contents of a shipping container to confirm its contents without actually opening the container’.
38
Clinical Logistics in UkraineSergii Pomerantsev, Head of Logistics at Centre of Clinical Research (CCR), who has managed the clinical supply chain for more than fifty clinical projects in Ukraine and Sergii Myronenko, Quality Assurance Manager at CCR give us practical background information on clinical logistics in Ukraine; an increasingly popular venue for international clinical trials.
32
Cool Chain and Clinical TrialsBiocair explains the ever-increasing importance of the Cool Chain in Clinical
Trials, where different phases often take place on different continents and
samples need to be in the right place at the right time and in the right condition.
28
Read the full article on page 45 »

www.the-logistics-portal.com TLPINSIGHT 5.For more information about this or any other Softbox Packaging System visit www.softboxsystems.comPatent GB2459392 “Transport Container” – International Patents Pending © 2012 Softbox Systems Ltd all rights reserved
EUROPE Softbox Systems Ltd.Units 1-2 RidgewayDrakes DriveLong Crendon Buckinghamshire HP18 9BFUKT: +44 1844 203 560F: +44 1844 203 570E: [email protected]
AMERICASSoftbox Systems Inc.1160 NW Elliot CourtBend, Oregon 97701USAT: +1 541 389 9183F: +1 888 610 0750E: [email protected]
INDIASoftbox Systems India Pvt Ltd.Survey No. 146-148, Village Ajivali, Kon, Old Pune Highway NH-4, Taluka Panvel, District Raigad, Maharashtra 410206T: +91 2232 222 380F: +91 2143 221 789E: [email protected]
ASIA PACIFICSoftbox Temperature Control Packaging Systems Pte. Ltd.48 Toh Guan Road East#02-115 Enterprise HubSingapore 608586T: +65 6316 9584F: +65 6316 9504E: [email protected]
• Cost effective protection of ambient products
• Innovative design uses only 6 components
• Insulated pallet shields product from hot tarmac
• Supplied with UV reflective waterproof cover
• Moulded insulation panels for “Glide Fit” assembly
• No coolant required – pack and ship in minutes
• Flat packs to reduce delivery, storage & return costs
• Manufactured from 100% recyclable materials
Reduce costs and maintain “Label Claim” temperature for shipping pharmaceuticals
1. Euro & US Pallet Versions2. UV reflective waterproof cover3. Five Euro systems on air pallet 4. Insulated Pallet Base
1
3
2
4
Protecting your pharmaceuticals whatever their destination
www.softboxsystems.com
TLPINSIGHT www.the-logistics-portal.com6.
//TLP INSIGHT FORWARDThe first of its kind
We would like to wish you all a Happy New Year for 2013 and a warm welcome to the first issue of TLP Insight.
2012 has been a tough year in a long line of tough years for everyone in the Life Science Logistics industry, but here at TLP
Insight we have remained optimistic from the outset that with a lot of hard work and a desire to bring the very best to market
we could buck the trend.
TLP Insight has grown out of our online presence, The Logistics Portal, a Pharmaceutical Logistics B2B directory, which provides an
informed and comprehensive information hub for the Life Science Logistics industry. Our publication is our response to the needs of the
industry for a book to compliment the online portal and we are very pleased to have been able to bring it to fruition.
We have set out to create a publication that is unique in the Life Science Logistics industry and delivered in a format unlike any other.
It is unique in that it is the only book in the industry, the first one, to complete the whole market from technology and software to bulk
shipment and air cargo.
And unlike any other publication, it will not be split into sections; rather our approach is to present content in a more integrated, holistic
format.
The aim of this is to encourage the flow of information between all the different parties involved in Life Science Logistics, promote
discussion on all topics and nurture a cross-fertilisation of ideas. And in so doing, promote understanding of the different problems and
challenges faced by different elements that can ultimately impact on the industry as a whole.
In this issue we cover IATA Standards: Transportation of Time and Temperature Sensitive Products. IATA’s Andrea Gruber, Manager Cargo
Business, Process and Standards and Dave Brennan, Assistant Director Cargo Safety and Standards provide our main feature which gives
an in depth insight into the framework within which our industry needs to work and the ways in which IATA are rising to the challenges
presented in the transportation of time and temperature sensitive products.
Issues around documenting the authenticity of pharmaceuticals are a very hot topic, with many people working in the industry trying to
anticipate changing or new directives from governments. Peter Norton a Supply Chain Consultant from Intelleflex Corporation argues the
need for inference in his article The Need for Inference: Impacts on Anti-Counterfeiting, Serialisation and Product Tracking.
Alex Guillen the CEO of Escort Cold Chain Solutions SA (ECCS) gives us thought-provoking perspectives on the current state of play of
RFID and Cold Chain Management and why he believes that long-awaited progress will be made in this area of our industry.
Over the course of the coming year, in what looks to be a full and busy schedule for TLP Insight, we will be focused on covering a variety
of topics: from Green Packaging and the various packaging regulations, reusable packaging and labelling associated with it to discussing
global regulatory issues within air cargo, within emerging markets and within clinical trial logistics as well as touching further on anti-
counterfeiting.
I would like to thank the contributors and our staff for all their efforts and hope you enjoy the publication. I hope too that you will stay
with us as we move from strength to strength.
All the best for 2013
Lee AtkinsonManaging Director and Founder of Intensive Media Ltd
www.the-logistics-portal.com TLPINSIGHT 7.
We provide the most suitable transit conditions for all perishable cargo to maintain their freshness.
Entrust our expertise with your need for ultimate care.
For detailed information please contact: [email protected]
Customized temperatures, reaching four corners of the world.
www.tkcargo.com | +90 0 850 333 0 777

TLPINSIGHT www.the-logistics-portal.com8.
Air cargo delivering the modern worldThe global economy relies on air transport to deliver high
quality products at competitive prices to consumers worldwide.
International trade is now estimated at over USD 15 trillion and
about 35% of that value is transported by air.
With the healthcare market becoming a key engine of the global
economy, pharmaceutical and biomedical industries are facing new
challenges in adapting to globalization. Air cargo is an essential link
in the consumer supply chain ensuring continual access to quality
and choice but it cannot work on its own.
The International Air Transport Association (IATA) is the industry’s
global trade association and represents some 240 airlines comprising
84% of global air traffic. Its mission is to represent, lead and serve the
air transport industry. In Cargo, IATA takes a supply chain approach
to all its initiatives, with an aim to benefit all parties (airlines,
forwarders, governments, Customs and shippers).
IATA delivers standards and solutions to ensure a safe and
harmonised air transport system. IATA’s vision for Cargo is to foster a
safe, secure, reliable, efficient and profitable air cargo supply chain.
Specialist drugs, vaccines and emergency aid rely on air cargo to get
where they are needed.
The market for healthcare products continues to grow and shows
strong resilience to global economic downturns. An increasingly
ageing population requires access to new products and spending
on national healthcare programs is an important part of many
government social policies. The emergence and expansion of Brazil,
Russia, India, China and South Africa as major consumer markets
will shift demand and lead to more balanced trade flows in the air
cargo industry. This is already seen in China and to an extent in India.
The growing middle classes in emerging economies are discerning
high end consumers who will continue to sustain air freight growth
in the years to come. Understanding customer needs, anticipating
them and adding value in delivery is key to achieving an effective
supply chain. In particular the healthcare industry is concerned
with ensuring the integrity of sensitive products is maintained
when transported by air. IATA in collaboration with supply chain
stakeholders and partners has undertaken collaborative actions to
address these concerns.
Speed to market is essential and the healthcare industry is
increasingly dependent upon air cargo. It is vital to address the
challenge of keeping products at the correct temperature range
to ensure the quality of the product is not affected in transit.
Temperature control in transport is therefore an important
component of the industry and is continuously rising in line with
international trade. The most important issue for the industry and
its logistic providers is to clarify mutual expectations to minimize
risks and challenges for airfreight within the cool chain. Temperature
deviations and temperature excursions throughout the journey
require the establishment of a complete logistical process to
IATA STANDARDSTransportation of Time and Temperature Sensitive Products

www.the-logistics-portal.com TLPINSIGHT 9.
Manager Cargo Business Process & StandardsInternational Air Transport Association
Assistant Director Cargo Safety & StandardsInternational Air Transport Association
Andrea Gruber
//BIOGRAPHY
David Brennan
Mrs. Gruber joined the International Air Transport Association (IATA) in 2008 as Manager
Business Process & Standards in the Cargo Division and is responsible for delivering the
standards and processes for the air cargo supply chain.
Mrs. Gruber is responsible for the IATA regulations related to the transport of Live
Animals, Perishables and Healthcare Cargo. She is secretary to the IATA Live Animals and
Perishables Board and the Time and Temperature Task Force.
Prior to working with IATA, Mrs. Gruber worked at the International Road Transport Union
(IRU) as head of a division implementing, at the Customs and business level, tools to
assist the application of risk management.
Mrs. Gruber studied in Geneva at the University and at the Graduate Institute of
International Studies (I.U.H.E.I.) and holds a Master of Sciences in International Relations.
David joined IATA in May 2002 as the Manager, Dangerous Goods Technical Services. In
April 2004 David was appointed Assistant Director Cargo Safety & Standards.
David is responsible for coordinating the activities of the Cargo team who are jointly
responsible for the IATA standards publications and products that address dangerous
goods transported by air. David is the Secretary of the IATA Dangerous Goods Board and is
also the Panel member nominated by IATA to the International Civil Aviation Organization
(ICAO) Dangerous Goods Panel.
Before joining IATA David worked for Australia Post as a consultant on Aviation Security /
Dangerous Goods compliance. Prior to that David worked for Ansett Australia for a period
of 26 years holding a number of supervisory and management positions
maintain the shipment integrity. Quality, reliability and
performance are crucial, and to achieve this dialogue, joint
strategy and standardization throughout the complete
supply chain is needed. The shipper is ultimately responsible
for ensuring the product (and any necessary packaging)
is preconditioned to the required temperature, and will
remain within a temperature range for a certain period of
time, using the appropriate refrigeration method adapted
to the shipping circumstances. However the accountability
is shared by all of the stakeholders within the healthcare
supply chain. Meeting the challenges can only be achieved
by cooperation between all stakeholders involved in the
supply chain, who recognize the need for guidelines.
BackgroundTo address the challenges in transporting healthcare
products, IATA established a dedicated working group: the
IATA Time and Temperature Task Force (TTTF) under the
supervision of the IATA Live Animals and Perishables Board,
a governance body comprised of 12 Airline members,
endorsing healthcare standards for the air cargo industry
recommended by the Time and Temperature Task Force
members. The work undertaken by this healthcare industry
subject matter expert Task Force composed of airlines,
ground handling agents, freight forwarders, shippers,
international and national organizations, airports, and
equipment manufacturers led to the inclusion of a specific
chapter in the existing IATA Perishable Cargo Regulations
(PCR). Today the air cargo industry is using the IATA PCR
as the essential reference guide for all parties involved in
the packaging and handling and distribution by air of time
and temperature sensitive healthcare products. Chapter 17
“Air Transport Logistics for Time and Temperature Sensitive
Healthcare Products” in the PCR specifically addresses the
IATA STANDARDSTransportation of Time and Temperature Sensitive Products
TLPINSIGHT www.the-logistics-portal.com10.
temperature control management issues identified by the industry
and sets out recommended standards such as the use of the IATA
Time and Temperature Sensitive label, developed together with the
air cargo supply chain, and first introduced on July 1st, 2010.
Mandatory Shipping LabelThe Time and Temperature Sensitive label came about as a result
of standardizing the nearly endless parade of labels applied by
shippers throughout the industry. It is a shipment label, specific
to the healthcare industry, that must be affixed to shipments
transported as time and temperature sensitive cargo. Regarded
as a recommendation, the air cargo industry recognizes this label
as a best practice. Therefore, effective July 1st, 2012 the IATA
Time and Temperature Sensitive label became mandatory for
the transportation of healthcare cargo shipments transported as
temperature sensitive cargo. The decision to implement this step
resulted from a collective recommendation supported by the Time
and Temperature Task Force and Working Group members and
endorsed by the IATA Live Animals and Perishables Board.
IATA’s aim is to ensure the integrity of the time and temperature
sensitive healthcare cargo shipments and that the air cargo supply
chain is prepared to handle the demands of these healthcare
shipments. The application of this new requirement will enhance
the transport and handling of specific healthcare commodities with
the aim to ensure the highest quality through effective cold chain
distribution. Therefore, it is imperative that airlines, ground handling
agents and other stakeholders in the supply chain – including freight
forwarders, terminal operators, ULD manufacturers, packaging
and tracking and tracing companies – are familiar both with the
regulations and the appearance of the label.
The PCR Chapter 17 requirement mandates the lower half of the
label to indicate the external transportation temperature range of
the shipment. The responsibility to apply and complete the label for
time and temperature sensitive healthcare cargo shipments booked
as such rests with the shipper (or designated shipper’s agent by
service agreement). Though transportation begins with the shipper,
IATA, together with its members, is putting an emphasis on the initial
booking, which is the key step to successful cargo transportation and
which triggers the appropriate handling and operational processes
associated to healthcare transport. The label only supports the
booking, thus the transportation temperature range specified on the
label must match the transportation temperature range stated on
the Air Waybill, Service Level Agreement (SLA) or Standard Operating
Procedures (SOP).
To strengthen the overall supply chain a 24-hour contact telephone
number of a person knowledgeable about the shipment will have
to be provided at the time of booking on the Air Waybill as well as
in the SLA or SOP, to allow contacting the appropriate person in
the event of a significant delay or disruption to the shipment that
may impact on the viability of the contents of the shipment. More
information can be accessed on the IATA website using the following
link: http://www.iata.org/whatwedo/cargo/pharma/Pages/index.aspx
Monitoring devicesIn addition to the label and new healthcare requirements, IATA is
working on a number of other projects to help tackle difficulties
in pharmaceutical transportation. IATA by means of an industry
working group, the Cargo RFID Working Group (RFIDWG), will be
focusing on temperature monitoring devices and their use, as
currently there are no clearly defined standards that exist that permit
the use of electrically active devices in cargo shipments.
The healthcare industry is increasingly using monitoring systems,
which may be placed in individual packages, to track temperature
or other parameters through the whole distribution chain. These
track and trace devices, such as electronic temperature data loggers,
are used on or in passive packages but different types of active
containers with advanced monitoring and tracing devices are
also arriving on the market. These active devices such as Global
Positioning System (GPS) systems raise security concerns and also
issues with the potential interference with aircraft navigation and
electrical systems.
*(The temperature indicated on the lower half of the label must match the
approved transportation temperature range, e.g. +15ºC to +25ºC)
+15ºC to +25ºC
www.the-logistics-portal.com TLPINSIGHT 11.www.the-logistics-portal.com 11.
IATA - DGR54 - Stay Compliant (V7) / The Logistics Portal Jan 2013
full page trim size 210 X 297 mm / safety area 186 X 273 mm
iata.org/dgr
Effective immediately, use the 54th Edition of the DGR Manual or your shipments may be at risk.If you’re not using the 54th Edition of the DGR Manual your dangerous good shipment may not be compliant. Don’t risk having your shipment returned or being fi ned thousands of dollars because of faulty documentation, packing or labeling. Get the 54th edition of the DGR Manual today and be current with the latest regulations for completing the Shipper’s Declaration. Remember, if you use previous editions, you are knowingly putting yourself and your company at serious risk.
Stay Compliant
DDIA00122_DGRad_TheLogisticsPortal_V7.indd 1 2013-01-18 11:31 AM

TLPINSIGHT www.the-logistics-portal.com12.
In addition, it is critical to understand that most temperature
monitoring devices contain lithium batteries (commonly lithium
metal batteries), which are dangerous goods. Lithium batteries
represent a significant safety concern. Incorrectly manufactured and/
or tested lithium batteries pose a fire risk in transport. All lithium
batteries must be transported in accordance with the provisions
set out in the IATA Dangerous Goods Regulations (DGR) (and ICAO
Technical Instructions). Guidance material on the transport of lithium
batteries is available at: www.iata.org/lithiumbatteries
In addition active devices must comply with the appropriate air
worthiness standards regarding electromagnetic interference
of aircraft systems. The responsibility to comply with these
requirements is with the shippers of such devices. To determine the
requirements shippers are advised to make contact in advance with
the applicable airline to determine the suitability of including such
active devices in shipments.
Training
Supply chain excellence is achieved as a result of applying
fundamental principles that answer customer’s needs. Training
therefore becomes paramount. Training of staff handling sensitive
cargo is crucial to ensure the integrity of the cold chain is
maintained. For the stakeholders involved in Time and Temperature
Management, it is a prerequisite for the implementation of the PCR
and the air transport logistics of healthcare products. The success of
a program like Chapter 17 is based on how well it is implemented. It
is essential that each member of the supply chain understands what
their specific requirements for compliance are, as well as those of
others in the supply chain. This allows for greater understanding of
the entire supply chain process and smooth integration. As a result,
the IATA Training and Development Institute leads training in time
and temperature sensitive cargo handling to ensure compliance with
the Perishable Cargo Regulation Chapter 17.
IATA is working with the industry and for the industry, and therefore
such initiatives are carried out in cooperation with the appropriate
cold chain stakeholders in the healthcare industry. This is only the
start: there will be continuous development of the standards to
reinforce IATA’s vision for a safe, secure and profitable air transport
industry that sustainably connects and enriches our world.
Contact: Cool Chain Logistics Team c/o Adrian Rayner Tel: +44-(0)1784-422-637
[email protected] www.jal.co.jp/en/jalcargo/
-SOLUTIONS PHARMA
[RELIABILITY]
Constant Temperature Control Dedicated Logistics Team
COOL CHAIN LOGISTICS
Provide the best solution
for the transportation of
pharmaceuticals.

TLPINSIGHT www.the-logistics-portal.com14.
An introduction to air cargo systems There is a growing demand for transport by air from Europe of
temperature sensitive cargo to Japan and various countries in Asia.
The airlines are called upon to be able to provide various cool
transport products to the European air freight market in order to
send temperature sensitive cargo securely and timely to Japan and
other Asian destinations by aircraft without risking the quality of the
pharmaceuticals.
The main commodities transported tend to be in addition to
pharmaceuticals: life science samples, bio samples, chemicals,
medicals, life saving drugs, clinical trials supplies, diagnostics.
Customer RequirementsCertain commodities such as pharma require temperature control
and monitoring throughout the transport process. Common
temperature ranges requested are -20deg C deep-frozen and 2~8
deg C or avoidance of fluctuations and extreme temperatures
whether high or low.
Pharma shippers are often looking for written evidence of items
such as validation report of cool container condition, check sheet of
handling, temperature graph of storage room, written information
to prove standards or explanation of procedures to handle pharma.
These are items that can be prepared by the airlines for air transport
and which provide for individually tailored standard operation
procedures (SOPs), which can be agreed with the shippers.
EquipmentThere are various types of cool equipment which can be used
inside the cargo holds of aircraft such as thermal blankets, use of
Envirotainer e1 and t2, Ice Battery System (IBS) which are used by
airlines and forwarders. Airline staff are trained to handle these
products and follow carefully made SOPs agreed in advance with
the shippers. The choice of equipment depends upon the degree
performance needed to maintain the quality of the cargo.
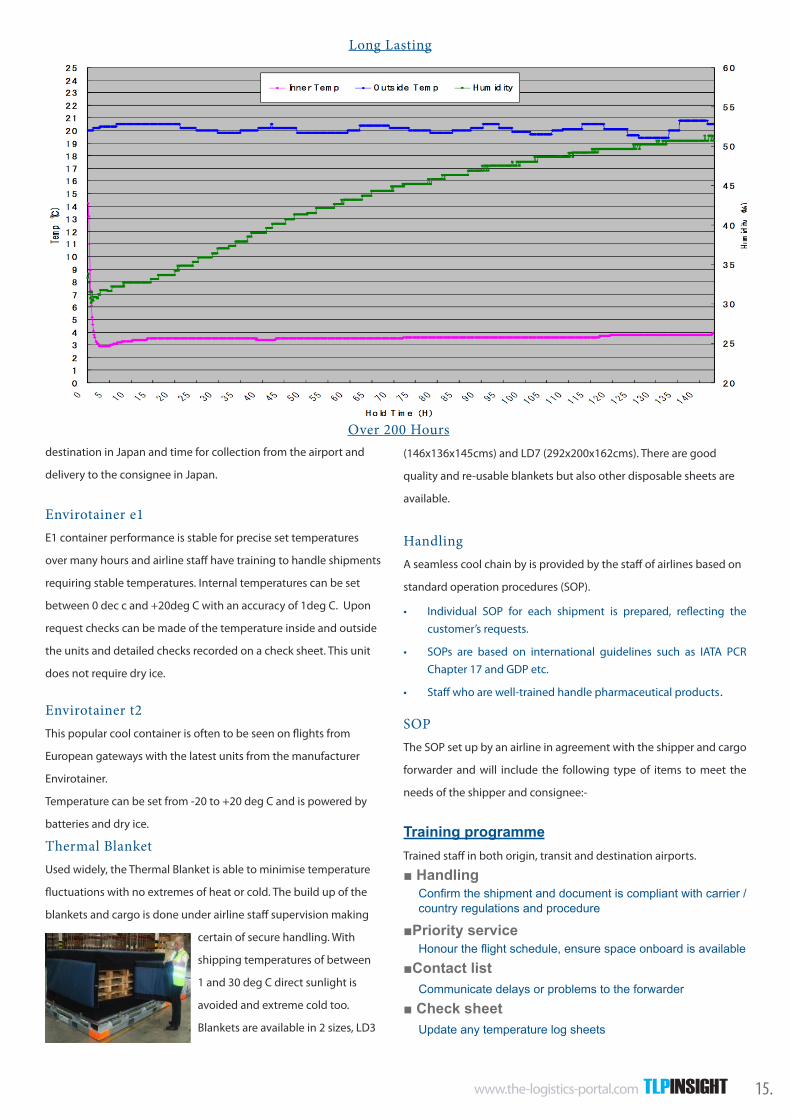
The IBS is able to control temperature with an accuracy of +/-2 deg
over 200 hours. Using special coolants so that there is no need for
dry ice, the temperature required is pre-set and a data logger can be
attached to monitor the temperature.
The Envirotainer e1 has been used for pharma on many occasions to
maintain strict temperature control and the popular Envirotainer t2
model can be set at a wide range of temperatures.
Thermal blankets are used to avoid extremes of temperatures and
sudden fluctuations of temperatures.
Ice Battery System
coolant plates placed inside
the IBS
Temperature can be set
between +5deg C and -20deg C with an accuracy of +/- 2deg C. The
internal loading space of the box is 41x36x31cms.
A typical handling procedure would look like this:-
1. The carrier makes the box ready with coolants based on agent’s requirements.
2. Agent picks the box up at Departure Airport.3. Agent or shipper sets cargo in the box.4. Agent delivers the box to the airline after Customs clearance.5. The box is handled by the airline based on the SOP.6. Agent picks up the box after Customs clearance and delivers it
to consignee.7. Agent returns the empty box with coolants to Airport for return.
An example from LHR (London Heathrow) needed -20deg C. The
Unit was prepared and handed over to the designated forwarder in
Cheshire close to Manchester, the cargo loaded inside the IBS and
returned to LHR. As the unit can be kept cool for over 200 hours or
kept frozen for 100 hours this allows for sufficient time that covers
duration of delivery to the airport and the flight to Tokyo, the final
A SEAMLESS COOL CHAINCool Chain LogisticsCOOL CHAIN LOGISTICS FOR THE PHARMA INDUSTRY TO JAPAN AND ASIA
www.the-logistics-portal.com TLPINSIGHT 15.
destination in Japan and time for collection from the airport and
delivery to the consignee in Japan.
Envirotainer e1 E1 container performance is stable for precise set temperatures
over many hours and airline staff have training to handle shipments
requiring stable temperatures. Internal temperatures can be set
between 0 dec c and +20deg C with an accuracy of 1deg C. Upon
request checks can be made of the temperature inside and outside
the units and detailed checks recorded on a check sheet. This unit
does not require dry ice.
Envirotainer t2This popular cool container is often to be seen on flights from
European gateways with the latest units from the manufacturer
Envirotainer.
Temperature can be set from -20 to +20 deg C and is powered by
batteries and dry ice.
Thermal Blanket Used widely, the Thermal Blanket is able to minimise temperature
fluctuations with no extremes of heat or cold. The build up of the
blankets and cargo is done under airline staff supervision making
certain of secure handling. With
shipping temperatures of between
1 and 30 deg C direct sunlight is
avoided and extreme cold too.
Blankets are available in 2 sizes, LD3
Long Lasting
(146x136x145cms) and LD7 (292x200x162cms). There are good
quality and re-usable blankets but also other disposable sheets are
available.
HandlingA seamless cool chain by is provided by the staff of airlines based on
standard operation procedures (SOP).
• Individual SOP for each shipment is prepared, reflecting the customer’s requests.
• SOPs are based on international guidelines such as IATA PCR Chapter 17 and GDP etc.
• Staff who are well-trained handle pharmaceutical products.
SOPThe SOP set up by an airline in agreement with the shipper and cargo
forwarder and will include the following type of items to meet the
needs of the shipper and consignee:-
Training programme Trained staff in both origin, transit and destination airports. ■ Handling
Confirm the shipment and document is compliant with carrier /country regulations and procedure
■Priority serviceHonour the flight schedule, ensure space onboard is available
■Contact listCommunicate delays or problems to the forwarder
■ Check sheetUpdate any temperature log sheets
Over 200 Hours
TLPINSIGHT www.the-logistics-portal.com16.
■ Storage areaStore the product in conditions that are within a defined temperature range
■ On tarmac Limit the time between the warehouse and aircraft loading/unloading
■ EquipmentHandle active cooling containers in accordance with the supplier’s instruction
■ DurationMaintain recommended cargo hold temperature setting
■ Loading positionRefrain from loading temperature sensitive freight near the aircraft cargo door, when possible
Customer feedback and satisfactionAn increasing number of pharma shippers are requiring temperature
control and monitoring for their transport. Airlines are able to meet
those requirements even including at transit points in Asia when the
final destination is beyond the airline hub.
Especially appreciated by the customers is the personal check by
airline staff and monitoring with the check sheet to ensure all parts
of the chain are being carefully followed. In cases where any issues or
problems are noted then it provides an opportunity for the process
to be re-examined and strengthened in light of that feedback and
agreement between the parties involved to be made.
ConclusionIn order to serve the cool transport market by air cargo, airlines offer
various categories of service and equipment which are available
according to the preciseness of temperature control and monitoring
of the air transport process required and airlines are able to provide
that service to pharma shippers and their forwarders by use of
carefully agreed SOPs covering handling, checks and providing
special cool equipment.
This can encompass the whole air cargo chain from the shippers’
premises, acceptance at the origin airport up to the destination
airport by the airline and then delivery to the consignee.
Contacts:JAL Cargo Cool Chain Logistics c/o Adrian Rayner
Tel +0044(0)1784 422 283 [email protected]
AACargo.comAmericanAirlines Cargo and ExpediteTC are marks of American Airlines Inc.
So when your temperature-sensitive cargo
needs priority boarding in any of the countries
we serve, you can rest assured our efficient,
state-of-the-art procedures and select interline
partners allow us to deliver uninterrupted,
temperature-controlled services, even in
hard-to-reach locations. Our network alliances
build greater partnerships with our customers
because strong links are essential in a
global cold chain. Come see why no matter
where your freight is headed, we speak
your language.
To learn more about our global cold chain
solutions for temperature-sensitive cargo,
please visit www.aacargo.com.
DID YOU KNOW? Our Cold Chain Solutions Speak Multiple Languages

TLPINSIGHT www.the-logistics-portal.com18.

www.the-logistics-portal.com TLPINSIGHT 19.
Pharmaceuticals Require Strict Temperature Controls Pharmaceutical products are considered one of the fastest growing
and most valuable cargo commodity categories handled by air
carriers. It is estimated that biotech and pharmaceutical products
represent the highest value per air-lifted pound of any cargo shipped
by the airlines. And taking into account that many temperature-
sensitive pharmaceutical products will at some point during the
distribution process travel by air, the significance of maximizing
shipper confidence in every aspect of the quality and reliability of
the shipping process is of utmost importance.
Pharmaceutical industry confidence in air cargo can be further
gained by using state-of-the-art equipment packaging and
containers, tracking systems and highly-trained personnel. Processes
that provide detailed documentation or proof that these sensitive
products have been well maintained throughout the shipping
process allow pharmaceutical companies the control they need to
manage their products effectively.
Protecting these valuable assets with proven, precise handling and
strict temperature-control can literally save companies millions of
dollars in lost inventory. This is also ultimately essential for protecting
patients and end-users of the pharmaceutical products.
Therefore, it is imperative for pharmaceutical companies, freight
forwarders and air carriers alike to understand and overcome the
challenges of cost effectively delivering high-value, temperature-
sensitive pharmaceuticals across widely varying climates to their
customers worldwide.
Requirements-Driven Approach
The International Air Transport Association (IATA), which promotes
safe, reliable, secure and economical air service practices, has
developed additional regulatory requirements for the handling of
temperature-sensitive pharmaceutical products. Effective July 1,
2007, the IATA published a separate chapter to its 7th Edition of the
Perishable Cargo Regulations, specifically addressing air transport
logistics for temperature-sensitive healthcare products, changing
its previous passive guidelines to a more strict requirements-driven
approach.
The IATA regulations for the air transport of temperature-sensitive
pharmaceuticals were carefully developed using the following
information:
• Scientific data from research institutions, and field experience
from major airlines and freight forwarders
• International and local regulations for goods shipped and
stored under optimal conditions in on and off airport locations
from key pharmaceutical companies
• Comprehensive classification of perishable commodities,
including temperature/humidity requirements, packaging
references and incompatibility/segregation information
• Airlines contact information, dedicated websites, and specific
rules regarding perishable cargo
• Pharmaceutical product information based on World Health
Organization (WHO) guidelines.
Additionally, pharmaceutical and biotech materials are closely
governed by specific federal requirements that must be observed,
including growing requirements for more advanced equipment,
permits, and training in order to move medical material and
pharmaceuticals.
With the growth of pharmaceutical manufacturing internationally,
it is increasingly common for a drug to start as an active
pharmaceutical ingredient (API) and go to a finished product
in multiple steps across multiple countries. As a result, the
requirements have increased for packaging, storing, transporting
and distributing pharmaceutical ingredients and finished products.
The shipping process must be as reliable and sophisticated as the
manufacturing process for these products.
Proven Reliability in Handling of Pharmaceutical Shipments
Built on the proven service reliability of American Airlines Cargo’s
Expeditefs℠ express freight product, American’s ExpediteTC℠ service
was developed to deliver a highly reliable, temperature-controlled
service. Successfully tested in 10 U.S. and international cities before
its worldwide launch, ExpediteTC offers customers specialized
handling, monitoring and tracking of sensitive pharmaceutical
shipments. Americans ExpediteTC service is available at more than
100 cities throughout its worldwide cargo network.
//MAXIMIZING CONFIDENCE IN TEMPERATURE-CONTROLLED PHARMACEUTICAL SHIPPING
TLPINSIGHT www.the-logistics-portal.com20.
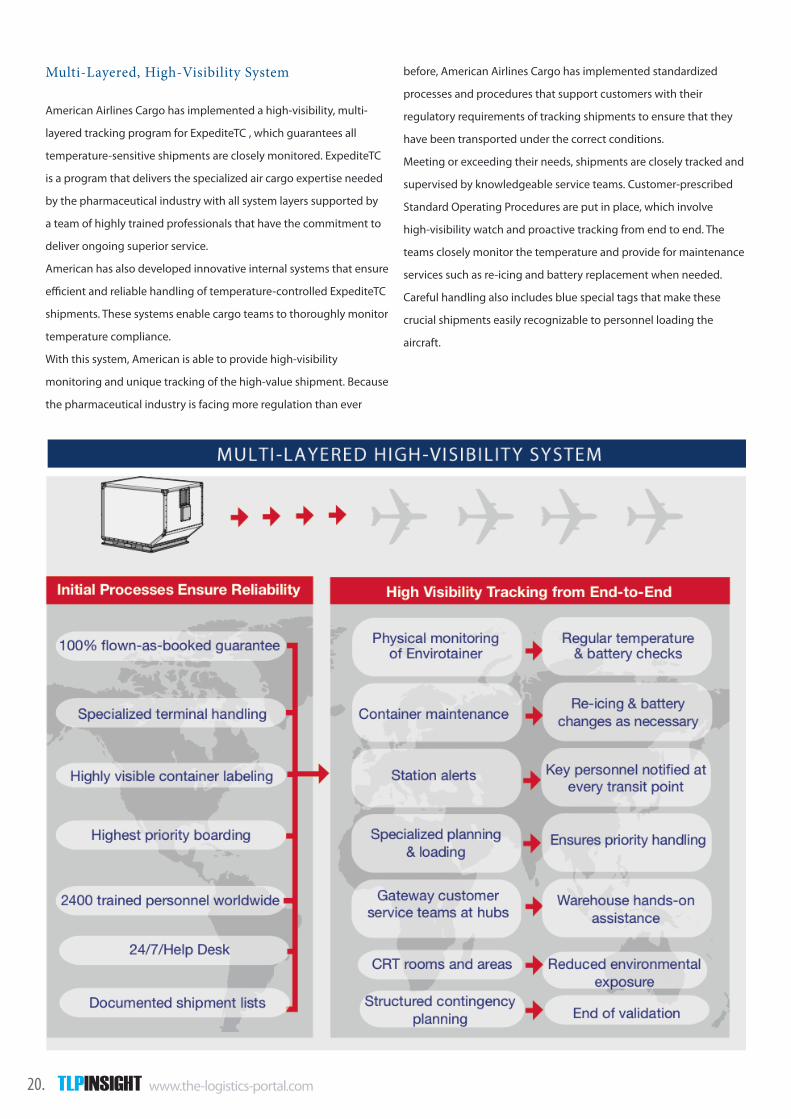
Multi-Layered, High-Visibility System
American Airlines Cargo has implemented a high-visibility, multi-
layered tracking program for ExpediteTC , which guarantees all
temperature-sensitive shipments are closely monitored. ExpediteTC
is a program that delivers the specialized air cargo expertise needed
by the pharmaceutical industry with all system layers supported by
a team of highly trained professionals that have the commitment to
deliver ongoing superior service.
American has also developed innovative internal systems that ensure
efficient and reliable handling of temperature-controlled ExpediteTC
shipments. These systems enable cargo teams to thoroughly monitor
temperature compliance.
With this system, American is able to provide high-visibility
monitoring and unique tracking of the high-value shipment. Because
the pharmaceutical industry is facing more regulation than ever
before, American Airlines Cargo has implemented standardized
processes and procedures that support customers with their
regulatory requirements of tracking shipments to ensure that they
have been transported under the correct conditions.
Meeting or exceeding their needs, shipments are closely tracked and
supervised by knowledgeable service teams. Customer-prescribed
Standard Operating Procedures are put in place, which involve
high-visibility watch and proactive tracking from end to end. The
teams closely monitor the temperature and provide for maintenance
services such as re-icing and battery replacement when needed.
Careful handling also includes blue special tags that make these
crucial shipments easily recognizable to personnel loading the
aircraft.
www.the-logistics-portal.com TLPINSIGHT 21.
THE STRENGTH OF AMERICAN’S QEP ACCREDITATION IS BOLSTERED BY THE EXTENSIVE HANDS-ON TRAINING OF MORE THAN 2,400 CARGO TEAM MEMBERS GLOBALLY. CUSTOMERS
ARE ASSURED THAT QEP CERTIFIED PERSONNEL HAVE A THOROUGH UNDERSTANDING OF ALL ASPECTS OF ENVIROTAINER CONTROL, OPERATION, MAINTENANCE AND TROUBLESHOOTING.
Certified Training of Personnel Worldwide Enhances Service Reliability and Accessibility
The strength of American’s QEP accreditation is bolstered by the extensive hands-on training of more than 2,400 cargo team members
globally. Customers are assured that QEP Certified personnel have a thorough understanding of all aspects of Envirotainer control, operation,
maintenance and troubleshooting.
This includes the complete operation of the control panel all the way to the handling and changing of dry ice, cooling fans and container
batteries. Achieving QEP status in multiple key locations and cities worldwide demonstrates American’s commitment to providing the
highest standard of service and shipment reliability to its temperature-sensitive cargo customers.
Summary
American Airlines has made significant capital investments in our cargo facilities to accommodate temperature-senstive shipments in the
various cities we serve. Every station is equipped with an environment area for temperature-senstive cargo and several of our key locations
(including New York, Chicago, Miami, Dallas and San Juan) will be outfitted with dedicated CRT rooms, specifically designed to accommodate
passive packaging. CRT rooms will be added in additional locations worldwide in the near future.
American has implemented a multi-layered, high-visibility system that combines state-of-the-art Envirotainer containers with accredited,
highly-trained cargo personnel in major cities worldwide. All are designed to provide shipper confidence in the end-to-end shipping process
for pharmaceutical products. A testament to the success of this multi-layered, high-visibility approach is that customers who started with the
air carrier’s pilot program have continued to use American Airlines Cargo for their temperature-controlled shipments.
AmericanAirlines Cargo, Expeditefs and ExpediteTC are service marks of American Airlines, Inc.
//MAXIMIZING CONFIDENCE IN TEMPERATURE-CONTROLLED PHARMACEUTICAL SHIPPING

TLPINSIGHT www.the-logistics-portal.com22.
INTEGRATION OF DANGEROUS GOODS MANAGEMENT SOLUTIONS INTO EXISTING SOFTWARE ENVIRONMENTS
Biography of Heman TeeringManaging Director DGM Software Development Group
Before coming to DGM in 1997, he was a logistics expert in the Dutch army. He worked for 5 years
as a logistics coordinator for Explosives and Fuel distribution and 5 years as expert on international
movement of equipment, ordnance and personnel.
Herman first joined DGM as a member of the Special Project team at DGM NL. In the years that
followed he held senior management positions in DGM Systems and DGM Support, the head office of
the international DGM network.
Since 2003 he has been Managing Director of DGM Software Development Group, an IT company
specialized in databases, tools and solutions for all modes of transport, production, storage, handling
and waste of Dangerous Goods.
Production, handling, storage and
transporting of dangerous goods
are subject to many regularly changing,
national and international rules and
regulations. Most of these rules and
regulations have a direct impact on
logistic processes, related documentation
and reporting requirements.
As these rules and regulations can differ
between countries, and in some cases
even between states or communities, the
challenges for the industry are numerous.
On the one hand you would like a minimum
impact on your processes, and on the other
hand you want to be in compliance with
the applicable rules and regulations. This
means you must be able to prepare all the
required reports and transport documents,
have all article-related documentation – like
a material data safety sheet (MSDS)– up to
date and on hand, and make sure that you
have your workplace instructions, product
labelling and safety measures in place.
On top of that, you have to be aware of
differences between the various regulations
as, for instance, goods can be dangerous
according to the Globally Harmonized
System of Classification and Labeling of
Chemicals (GHS), but not dangerous for
transport under one of the regulations for
the Transport of Dangerous goods. Likewise,
you can have goods which are dangerous for
one transport modality but not for another.
For the purposes of this article, the focus
will be on the logistics and related transport
documentation.
Adding dangerous goods logistics solutions
to existing back office systems like
warehouse management systems (WMS),
customer relation management (CRM) or
enterprise resource planning (ERP) solutions
can create a lot of additional value to these
systems, but can also cause a lot of problems
– both financial and operational – if the
options are not clear and integration is not
managed well.
From experience, we have learned that there
are basically three options to implement
these solutions, and in this article description
– as well as positive and negative aspects of
each option – will be given.
The separate solution
In this setup there is basically no connection
between the back office system and
the dangerous goods solution. The user
processes the orders as usual in the back
office system and then switches to the
dangerous goods solution. This solution
can be a software package offered by
several suppliers either locally installed on
computers, on the company’s intranet, or
accessed via the internet. Also, the good old
‘copy and paste’ solution is still used on many

www.the-logistics-portal.com TLPINSIGHT 23.
Dangerous Goods Management is all about
safety and minimizing risk. In air transpor tation,
staying compliant with all of the many rules
and regulations is not an easy task. However,
supported by DGOffi ce.net with its specifi c
modules for air transportation, it becomes a
clean cut operation. From Packing Instructions
to Shipper’s Declaration and ‘NOtifi cation TO
Caption’: it’s all in the software and highly
Safety fi rstin Dangerous Goods Management
DGM SDG A/S, Kokholm 3b, DK 6000 Kolding, +45 75 575 790,[email protected], www.dgoffi ce.net
automated where possible to save you time
and to reduce error rate to a minimum.
DGOffi ce.net was developed as an on-line
application, meaning you can access it anytime
from anywhere in the world. Alternatively,
run it as you see fi t: within your own network
or on a stand-alone computer.
014016_DGOffice_adv_203x280.indd 2 11-12-12 16:56

TLPINSIGHT www.the-logistics-portal.com24.
occasions whereby a Word or Excel template
is completed with information typed in from
the regulations.
The order data is entered in the solution and
documents are generated accordingly.
Depending on the solution, there are options
for checking several issues like segregation
requirements, mixed packing provisions,
verification of required information,
emergency response information etc.
Also depending on the solution, prepared
documents are stored within the solution
and/or exported in printed and digital format.
Options may be available to export the
document data for re-use in the back office
system, or creation of statistical information
to fulfil reporting requirements which may
be required by some rules or regulations.
The benefit of a separate solution is the speed
of implementation: for instance, a solution
that can be accessed via the internet can be
set up in a very short time without the need
of IT staff to interfere as long as access to the
internet is possible. The costs are also known
in advance
The negative side of a separate solution is
the double work in data entry, the different
locations where data is stored, and the issue
of connecting, for example, shipment data
from the back office system to the dangerous
goods solution and vice versa.
A separate solution could well work
in situations where a small number of
dangerous goods shipments a week are
processed, or in situations where IT support
is not at hand or too expensive to realise one
of the other solutions. It could also serve as a
basis to realise the connected solution in due
time.
The connected solution
This setup connects a dangerous goods
logistics solution to the back office systems.
The actual shipments are
prepared as usual in the
back office system, but the
required documentation
and/or dangerous goods-
related information is processed in the
separate remote dangerous goods logistics
solution.
The interface connecting the two systems is
running in the background and is triggered
by user-initiated actions on the back office
system. This can be anything from a new
order to a simple change in the status of a
shipment. The user does not have to take
additional actions, other than collecting the
processed documents from the printer, the
email system or any specified file location.
A remote server solution should be capable
of offering the following solutions:
• automatic generation of dangerous goods
declarations for shipments in any mode of
transport
•printingthedeclarationsonanyprinterdefined
in the user’s network
•preparationof thedeclarations inPDForXML
format (e-freight ready)
• adding (version-controlled) documents like
MSDS or handling instructions to declarations
based on customer requirements.
•instantorbatchorderprocessing.
In general, a typical order processing system
works with articles. These articles have a
unique identifier, such as the article number.
All other objects specified for a single article
are linked to the article number on database
level. For example the trade name, pricing,
location, stock, and so on. When a customer
orders a quantity of a specific article, the user
will only have to enter the article number
and the order quantity. Everything else is
automatically added from the connected
database.
The dangerous goods logistics system has
a similar setup, but for dangerous goods
only. The database is built around unique
identifiers. Selecting a specific ID will make all
related data available.
Article classificationKey in a connected solution is the connection
between the article number in the order
system and the ID used for the dangerous
goods data. This so-called article classification
can be done in two ways. The first option
is to maintain all information in the order
processing system, meaning a complete set
of dangerous goods information (including
the key) needs to reside in the system. The
dangerous goods key needs to be assigned
to the article based on the characteristics
of the article (see MSDS). Also, the chemical
and/or technical name (if required), type of
packaging and required quantity need to be
defined.
The second option is that the article
classification is handled entirely by the
dangerous goods logistics solution, whereby
the article numbers from the back office
system are loaded in the solution and the
article classification is completed using the
solution itself.
Connecting and processing dataOnce the order is ready and shipment
papers need to be made, the back office
system needs to generate a message to
the dangerous goods logistics system. This
message needs to be drawn up in the specific
format for the chosen solution. If there is no
message generator tool available in your
back office system, this requires additional
programming.
The message contains the shipper and
consignee information, the method of
transport required, as well as the article
information and/or the dangerous goods key.
Depending on the way article classification
is handled, additional information might be
needed.
In the message, the type of output and
where it should be delivered is specified.
For example, the declarations can be sent
to a local or a remote printer. Messages can
be processed instantly or stored for batch
processing.
Generating results
The dangerous goods

www.the-logistics-portal.com TLPINSIGHT 25.
logistics system will generate the required
information or documentation as specified
in the message. If the articles are maintained
in the solution, it will take all relevant
information from there.
An interesting option is to utilise document
management modules if they are available.
Here, additional documentation like
MSDSs, handling information or workplace
instructions, can be connected to your articles
and printed along with the declarations when
required. When version control is available,
you can also make sure your customer will
automatically receive the latest version of
these documents.
Another option is the use of web services
that might be available in the dangerous
goods logistics system, which can be used
to retrieve information or checks back into
the back office system and as such create
the option to do a storage segregation check
at the moment of receiving goods in the
warehouse, present packing and labeling
information to the packers etc.
The major advantage of a connected solution
is the addition of dangerous goods-specific
information and documentation to the back
office system without the need to keep all
data in the system. Also, the user of the back
office system will not notice a difference
besides the changes that might be made
in the back office system and of course the
automatic creation of documentation and/or
information pages.
Another plus is the time that is saved with
the maintenance of the dangerous goods
data as this is handled by the supplier of
the system, and the automatic production
of documentation based on the input from
the back office system so no need for double
work.
In general, the experience is that a connected
solution can be realised in a short timeframe.
The total time required depends on the
wishes and the availability of IT support to
the back office system.
Negative points can be the need of IT support
and/or developers, as the connections need
to be made with the back office system.
Also the choice of where the actual article
classification takes place has effect on the
work to be done in the back office system.
Costs can also be unpredictable. However,
the costs for the dangerous goods logistics
solution are mostly transparent. The changes
required in the back office system can cause
some serious increase in costs if it is not clear
what the needs and wishes are before the
work starts.
The same is even more important when
talking about the third option.
The integrated solution
This is more or less the ultimate solution
whereby all data and processes, as described
in the separate and connected solutions, are
integrated into the back office system.
Some providers of back office systems offer
modules or extensions that contain (parts of )
the dangerous goods logistics solution, but
in most cases the user will have to add data
and /or functionality to realise the desired
solution.
The most important issue in this setup
is the availability and consistency of the
dangerous goods-related data which is
needed for the whole system to run on. This
requires a thorough planning and inventory
of the minimum needs, the operational
requirements, and perhaps additional wishes
that need to be incorporated in the final
solution.
Based on that inventory, the dataset needs
to be designed and structures need to be
developed. In this phase the designer should
be aware that the rules and regulations are
dynamic and can change on any particular
moment resulting in additional data or the
need for a structure change in the databases.
Also in this phase a decision will need to be
made as to who will be responsible for the
data. Will it be own staff filling the structures
or will it be a third party? In both cases, fixed
routines will be required to make sure the
data integrity stays intact.
The negative side of this setup is budgeting.
As already indicated, regulations and rules
change and do not take into consideration
that you are in the middle of designing a
solution. So during the development, changes
can be implemented which cause delays and
increases in costs. Also, changing wishes and
requests for additional functionality during
the design and development process could
drag a project on and on. Hence planning and
firm time frames are essential.
The big benefit is that the final solution can be
as perfect as possible for your situation and
can generate tremendous additional value.
Herman TeeringManaging Director
DGM Software Development Group A/S
www.dgm-sdg.com
TLPINSIGHT www.the-logistics-portal.com26.
I quite often see articles written on Cool Chain and articles written
on Clinical Trials, but there aren’t many that integrate the two
together. This piece will discuss the current problems that exist
in running a clinical trial in an emerging country such as Russia,
Brazil or India – and the Cool Chain issues that will inevitably be
encountered in these climates.
Cool Chain & Clinical TrialsTransportation of time and temperature sensitive products
The key factors in Cool Chain management of clinical trials are
efficiency (speed), value of information and easy to use systems –
making the gathering and analysis of data easy and reliable.
The Cool Chain ExplainedA Cool Chain (or Cold Chain) is a supply chain along which a
product’s temperature is maintained from the point of manufacture
until its end use.
Cool Chain is a core element in the transportation of temperature
controlled pharmaceutical products. Most Cool Chain products need
to be stored between +2°C and +8°C for stability and in accordance
with regulatory body requirements. These temperatures are usually
the ‘magic numbers’ in the industry. Cool Chain is an expanding
part of the industry and will continue to be so given increasing
compliance requirements. This coupled with larger numbers of new
drugs in clinical trials and R&D requiring chilled temperature control
in storage means a potentially prosperous future for temperature
controlled logistics.
Temperature controlled supply chains are not always ‘cool’. Some
products have to be kept frozen – this is often achieved by packing it
with dry ice. Other products must be kept warm – often this means a
room temperature band of something like +15°C to +25°C.
Harriet King
Marketing Executive, Biocair International.
Graduated with a BA(Hons) in Marketing,
Advertising and PR; Harriet brings a fresh look
to Pharmaceutical Marketing by combining
traditional marketing techniques with New Media
practices. During her education she worked with
a number of PR & Events agencies and spent a
year with car giants BMW MINI, before making her
debut in Pharmaceutical Marketing with Biocair.
Email: [email protected]
//BIOGRAPHY
www.the-logistics-portal.com TLPINSIGHT 27.
So, that’s the ‘Cool Chain’ – a chain of transportation ensuring that
the product travels at a desired temperature to preserve its qualities.
Why is Cool Chain so important in Clinical Trials? To explain this, it is important to understand what a Clinical Trial is,
its different stages and how much of the world one Clinical Trial can
cover:
Clinical Trials are most commonly performed to analyse new
drugs, medical devices, biologics, psychological therapies or other
interventions. They are a requirement before the relevant national
authority approves marketing of the drug or device. There are several
different types of Clinical Trial:
• Prevention Trials – testing new approaches that doctors
believe to lower the risk of developing a disease
• Screening Trials – testing the best ways to find a
condition/disease in it early stages
• Diagnostic Trials - testing better procedures for existing
diseases or conditions
• Treatment Trials - testing new medicines or new
approaches to surgery/therapy
• Quality of Life - ways to improve comfort and Quality of
Life for patients (e.g. incontinence drugs)
• Compassionate Use Trials - treatment option for
patients suffering from a disease for which no satisfactory,
authorised alternative therapy exists
There are four phases to a Clinical Trial involving new drugs, and
each phase of the drug development process is managed as a
separate Clinical Trial. These phases are usually known as:
•PhaseIStudies
•PhaseIITrials
•PhaseIIITrials
•PhaseIVTrials
Phase I StudiesThis is the first stage of testing in humans. Normally, a small (20-
100) group of healthy volunteers will be selected. Phase I Studies
most often include healthy volunteers, however, there are some
circumstances when real patients are used. Cases where patients
who have terminal cancer or HIV and lack other treatment options
(Compassionate Use Trials).
Phase II TrialsIn these, the potential drug is tested in around 20 to 300 volunteer
patients suffering from whatever condition the drug is to potentially
treat. They are designed to show whether the drug is safe in the
specific patient population and to look for signs that it might be
effective.
Phase III TrialsIf Phase II trials are successful, then the potential drug will undergo
Phase III trials, which are widespread multicentre trials on at least 300
to 3000 patients in clinics to test the efficiency of the product. They
are usually randomised and double blind (this is where neither the
patients or the researcher know who’s being given the active drug).
Once Phase III trials are completed, the drug is filed with the relevant
country authority for review. In the UK, this is the Medicines and
Healthcare products Regulatory Agency (MHRA); in the US, it is the
Food and Drug Administration (FDA); in Australia it is the Therapeutic
Goods Administration (TGA) and in Japan, the Ministry of Health
and Welfare. Some Phase III trials will continue while the regulatory
submission is pending at the appropriate regulatory agency. This
allows patients to continue to receive possibly lifesaving drugs until
the drug can be obtained by purchase. Because of their size and
comparatively long duration, Phase III trials are the most expensive,
time-consuming and difficult trials to design and run, especially in
therapies for chronic medical conditions.
TLPINSIGHT www.the-logistics-portal.com28.
Phase IV TrialsAfter the drug is launched, further Phase IV studies are
carried out to monitor possible adverse reactions or
other responses when large numbers of patients begin
using the drug.
During the ‘drug pipeline’ or ‘drug discovery process’
drugs may also go through a ‘pre-clinical studies phase’.
This stage of the drug development pipeline is a study
to test a drug, procedure or other medicinal treatment.
They involve in vitro and in vivo experiments using
wide-ranging doses of the study drug to obtain
It is understood that drugs that are intended to be used on humans, must be tested on humans to ensure they are safe for use. It is due to this fact that quite often the samples taken are blood or tissue samples, and need to be sent to the research laboratories quickly, efficiently and undamaged.
preliminary efficacy, toxicity and pharmacokinetic information. The aim is to collect data in support of safety.
Preclinical studies are required before clinical trials start.
So, as you can see when coordinating shipments from a Clinical Trial the need for Cool Chain assistance is
heightened.
It is understood that drugs that are intended to be used on humans, must be tested on humans to ensure
they are safe for use. It is due to this fact that quite often the samples taken are blood or tissue samples, and
need to be sent to the research laboratories quickly, efficiently and undamaged. It is well known that the
different stages of Clinical Trials can take place in many different global locations. This makes the ‘need for
speed’ and temperature control even more vital.
For example, the drug could be created in a University in Poland, administered to the patient in a hospital or
clinic in Africa and the sample be sent to a Research Laboratory in India or China. This is a very long chain of
transportation where the drugs and samples will experience a variety of different climates. Appropriate Cool
Chain packaging measures must be in place to ensure the shipment arrives at optimum viability.
Emerging CountriesWe have all read the articles and seen the trend emerging – where countries such as India, China, Russia and
more recently many African countries are becoming hotspots for conducting Clinical Trials. Just last month in
this publication there was much conversation about Australia and the Caribbean being the ‘Ones to Watch’ in
Clinical Studies.
The popularity of these countries only amplifies how ‘international’ a Clinical Trial can be. And it’s this
‘internationality’ that is really beginning to test the Cool Chain. Samples need to be sent quickly, efficiently
and carefully to ensure they arrive at their destinations in a usable state, i.e. in perfect condition.
Sponsored by
Lead Sponsor Supported by
KEY SPEAKERS:• Sandra Hoffman, Project Manager, Boehringer-Ingelheim• Tobias Frey, Global Clinical Label Management Associate, Roche • Mike Isles, Executive Director, EAASM• Tamara Spuergin, Senior Clinical Distribution Manager, Novartis• Vimal Unewal, Planning Manager, Ferring• Biljana Coneska, Chief of the Department for Solid Tumors, University
Clinic Macedonia• Harvey Rubin, Director, Institute for Strategic Threat Analysis and
Response, University of Pennsylvania • Vladimir Anisimov, Senior Strategic Biostatistics Director, Quintiles• Sharai Chitando, Lead Research Nurse, Guy’s & St Thomas’ NHS
Foundation Trust• Tom Cochrane, Head of Security, Napp Pharmaceuticals
KEY REASONS TO ATTEND:• Explore the latest regulatory challenges currently being faced and
consider strategies to comply with GDP and GCP regulations• Learn from industry case studies on logistic developments and
warehouse management• Develop your understanding of risk analysis and demand forecasting• Understand the latest in security issues and vendor relationship
management• Hear first-hand accounts of conducting clinical trials in emerging
markets and running global multi-centre trials• Discuss latest logistical and temperature sensitive distribution issues
with key industry professionals
SMi presents its 7th Annual Conference on
Clinical Trial Logistics
PLUS AN INTERACTIVE PRE-CONFERENCE WORKSHOP
Transport Logistic Strategies13.30 - 17.30
Tuesday 21st May 2013Copthorne Tara Hotel, London, UK
Workshop Leader:Sue Lee, Regional Quality Manager,
World Courier
How to book
Visit www.smi-online.co.uk/goto/2013logistics11.aspAlternatively call Fateja Begum on +44 (0)20 7827 6184
Or email her on [email protected]
22ND - 23RD MAY 2013 | COPTHORNE TARA HOTEL | LONDON, UK
EUROPE'S LEADING CLINICAL TRIAL LOGISTICS EVENT
• Book by 28th March to save £100• Registration includes a FREE end of Day One Evening Dinner and a FREE Pre-Conference Workshop
advert_2 24/01/2013 18:42 Page 1
www.the-logistics-portal.com TLPINSIGHT 29.
Sponsored by
Lead Sponsor Supported by
KEY SPEAKERS:• Sandra Hoffman, Project Manager, Boehringer-Ingelheim• Tobias Frey, Global Clinical Label Management Associate, Roche • Mike Isles, Executive Director, EAASM• Tamara Spuergin, Senior Clinical Distribution Manager, Novartis• Vimal Unewal, Planning Manager, Ferring• Biljana Coneska, Chief of the Department for Solid Tumors, University
Clinic Macedonia• Harvey Rubin, Director, Institute for Strategic Threat Analysis and
Response, University of Pennsylvania • Vladimir Anisimov, Senior Strategic Biostatistics Director, Quintiles• Sharai Chitando, Lead Research Nurse, Guy’s & St Thomas’ NHS
Foundation Trust• Tom Cochrane, Head of Security, Napp Pharmaceuticals
KEY REASONS TO ATTEND:• Explore the latest regulatory challenges currently being faced and
consider strategies to comply with GDP and GCP regulations• Learn from industry case studies on logistic developments and
warehouse management• Develop your understanding of risk analysis and demand forecasting• Understand the latest in security issues and vendor relationship
management• Hear first-hand accounts of conducting clinical trials in emerging
markets and running global multi-centre trials• Discuss latest logistical and temperature sensitive distribution issues
with key industry professionals
SMi presents its 7th Annual Conference on
Clinical Trial Logistics
PLUS AN INTERACTIVE PRE-CONFERENCE WORKSHOP
Transport Logistic Strategies13.30 - 17.30
Tuesday 21st May 2013Copthorne Tara Hotel, London, UK
Workshop Leader:Sue Lee, Regional Quality Manager,
World Courier
How to book
Visit www.smi-online.co.uk/goto/2013logistics11.aspAlternatively call Fateja Begum on +44 (0)20 7827 6184
Or email her on [email protected]
22ND - 23RD MAY 2013 | COPTHORNE TARA HOTEL | LONDON, UK
EUROPE'S LEADING CLINICAL TRIAL LOGISTICS EVENT
• Book by 28th March to save £100• Registration includes a FREE end of Day One Evening Dinner and a FREE Pre-Conference Workshop
advert_2 24/01/2013 18:42 Page 1

TLPINSIGHT www.the-logistics-portal.com30.
As Ukraine becomes ever more popular as a venue for international clinical trials, industry players need advice on how to operate in this
exciting – but still quite specific and challenging – market, particularly in the field of logistics of clinical trial materials. This article gives practical
background on the matter.
Ukrainian clinical research market Ukraine has been rapidly emerging as a clinical trial provider since 1996, when the first industry-sponsored trial came to the country. As of
November 2012, 917 investigational new drug (IND) trials conducted in Ukraine are registered on www.clinicaltrials.gov 1. The trend has been
positive over recent years as well. Thus, the number of regulatory approvals granted for IND trials in Ukraine increased from 142 in 2009 to 201
in 2011 (see Fig 1).
The local market of clinical trials is growing in monetary value as well. The Polish market research company PMR estimates the market at
around $208 million in 2011 (a 19% year-on-year increase), with a predicted growth rate of 10–20% over the next three years.
Figure 1: Number of clinical trial regulatory approvals granted in Ukraine in 2008–2011. Source: Ministry of Health of Ukraine
Clinical logistics in Ukraine
www.the-logistics-portal.com TLPINSIGHT 31.
The unique combination of the following factors contributes to
making Ukraine the perfect location for clinical drug development:
2 Matured clinical research infrastructure
1 Good geographical location and demography
3 Well-developed public healthcare system
4 Regulatory policy
5 Study performance
• There is a Caucasian population of 45 million.• It is located in the strategically important region of Eastern
Europe.• Five cities have a population above 1 million.
• All top international CROs and Sponsors conduct their studies here.
• Global transport companies (TNT, DHL, World Courier) possess good infrastructure in Ukraine ensuring fast delivery of clinical study materials from all over the world and throughout the country.
• A number of local depots involved exclusively in clinical trial logistics provide efficient logistical support.
• A few private laboratories have customized their services to meet most of the industry needs and may be used as study central labs.
• The main national healthcare provider is a well-established network of public sector healthcare settings, based on the territorial principle with vertical patient referrals (Soviet heritage!). Such organisation of the healthcare system ensures concentration of patients with certain pathologies in large specialised regional centres, facilitating easy subject recruitment (including orphan indications).
• The area has the highest number of physicians per 10,000 of population in the Commonwealth of Independent States and Central and Eastern Europe regions (49.3 in 2011)3.
• The medical education system includes 15 medical universities, and a number of specialised scientific and postgraduate educational institutions.
• National legislation is being intensively adapted to the EU requirements, pursuing the strategic country’s objective to join the European Union.
• Regulatory policy is generally favourable to the development of the clinical trial industry, as the government seems to consider clinical trials as an effective tool, both to bring in investment to the public healthcare educate scientific personnel, and to prevent ‘brain drain’.
• Initial study review by health authorities takes around two months, which is in line with the EU timelines. The absolute majority of clinical trials are approved including paediatric and
placebo-controlled studies.
• Lots of treatment-naive patients who are willing to have access to innovative therapies ensure high recruitment rates.
• Low mobility of population contributes to retaining study subjects.
• Data is of a high quality.• Investigators are motivated and qualified, and see their
involvement in clinical trials as an important opportunity to be on the front line of innovations and get integrated into the global medical science community.
• Cost efficiency arises from shorter study timelines (fast recruitment, reasonable startup period), cheaper infrastructure and investigator fees compared to the Eastern European countries, EU members and Russia.
• Local CROs have opportunity to hire the brightest people in the local labour market: most local CRAs are certified physicians.
This considerably improves quality of clinical oversight.
Criteria for the perfect local depotWhen planning study logistics in Ukraine one should bear in mind
some particularities that make selection of the right local logistics
vendor crucial for successful study performance.
Firstly, Ukraine has its customs area isolated from both the EU and the
Eurasian Economic Community, which gets the customs territories of
Russia, Belarus and Kazakhstan united. That is why one cannot ship
study materials to investigative sites from the EU or Moscow directly.
A locally based depot is needed. This has resulted in the development
of a fully matured local clinical logistics market. Up to a dozen local
speciality companies currently operate in the field. Some big CROs
have their own IMP storage facilities and customs brokers.
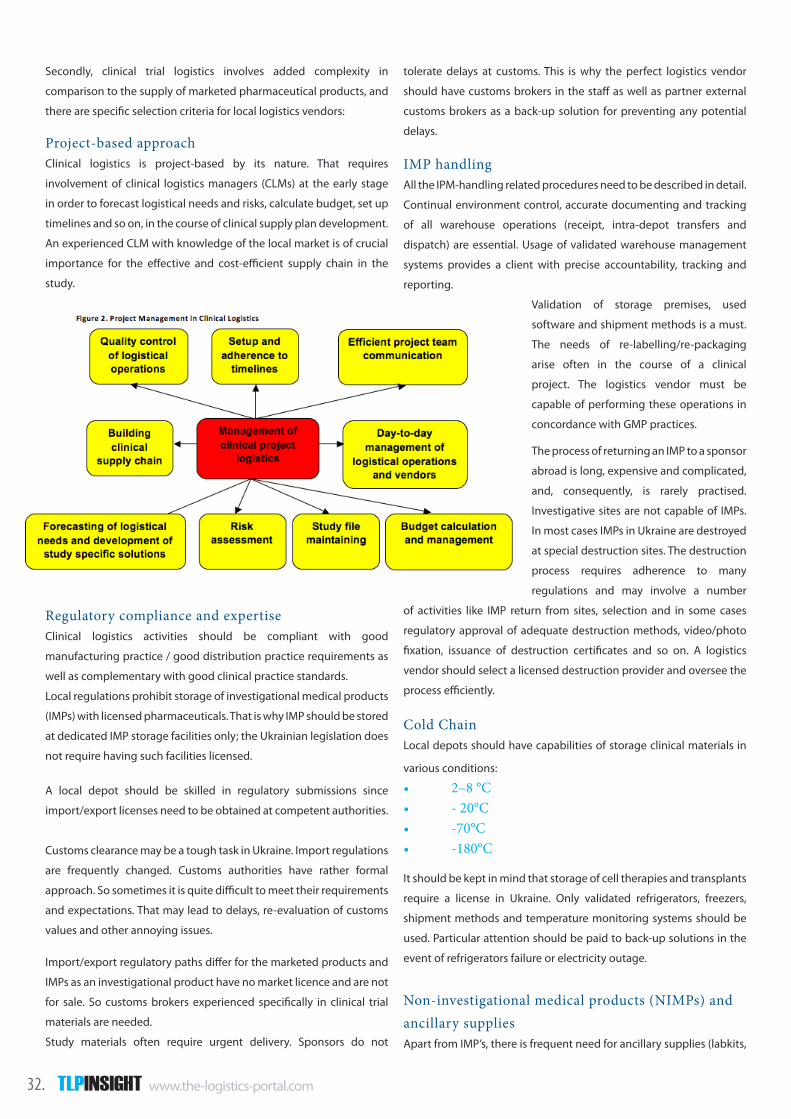
TLPINSIGHT www.the-logistics-portal.com32.
Secondly, clinical trial logistics involves added complexity in
comparison to the supply of marketed pharmaceutical products, and
there are specific selection criteria for local logistics vendors:
Project-based approachClinical logistics is project-based by its nature. That requires
involvement of clinical logistics managers (CLMs) at the early stage
in order to forecast logistical needs and risks, calculate budget, set up
timelines and so on, in the course of clinical supply plan development.
An experienced CLM with knowledge of the local market is of crucial
importance for the effective and cost-efficient supply chain in the
study.
Regulatory compliance and expertiseClinical logistics activities should be compliant with good
manufacturing practice / good distribution practice requirements as
well as complementary with good clinical practice standards.
Local regulations prohibit storage of investigational medical products
(IMPs) with licensed pharmaceuticals. That is why IMP should be stored
at dedicated IMP storage facilities only; the Ukrainian legislation does
not require having such facilities licensed.
A local depot should be skilled in regulatory submissions since
import/export licenses need to be obtained at competent authorities.
Customs clearance may be a tough task in Ukraine. Import regulations
are frequently changed. Customs authorities have rather formal
approach. So sometimes it is quite difficult to meet their requirements
and expectations. That may lead to delays, re-evaluation of customs
values and other annoying issues.
Import/export regulatory paths differ for the marketed products and
IMPs as an investigational product have no market licence and are not
for sale. So customs brokers experienced specifically in clinical trial
materials are needed.
Study materials often require urgent delivery. Sponsors do not
tolerate delays at customs. This is why the perfect logistics vendor
should have customs brokers in the staff as well as partner external
customs brokers as a back-up solution for preventing any potential
delays.
IMP handlingAll the IPM-handling related procedures need to be described in detail.
Continual environment control, accurate documenting and tracking
of all warehouse operations (receipt, intra-depot transfers and
dispatch) are essential. Usage of validated warehouse management
systems provides a client with precise accountability, tracking and
reporting.
Validation of storage premises, used
software and shipment methods is a must.
The needs of re-labelling/re-packaging
arise often in the course of a clinical
project. The logistics vendor must be
capable of performing these operations in
concordance with GMP practices.
The process of returning an IMP to a sponsor
abroad is long, expensive and complicated,
and, consequently, is rarely practised.
Investigative sites are not capable of IMPs.
In most cases IMPs in Ukraine are destroyed
at special destruction sites. The destruction
process requires adherence to many
regulations and may involve a number
of activities like IMP return from sites, selection and in some cases
regulatory approval of adequate destruction methods, video/photo
fixation, issuance of destruction certificates and so on. A logistics
vendor should select a licensed destruction provider and oversee the
process efficiently.
Cold ChainLocal depots should have capabilities of storage clinical materials in
various conditions:
• 2–8 °C• - 20°C• -70°C• -180°C
It should be kept in mind that storage of cell therapies and transplants
require a license in Ukraine. Only validated refrigerators, freezers,
shipment methods and temperature monitoring systems should be
used. Particular attention should be paid to back-up solutions in the
event of refrigerators failure or electricity outage.
Non-investigational medical products (NIMPs) and ancillary suppliesApart from IMP’s, there is frequent need for ancillary supplies (labkits,

www.the-logistics-portal.com TLPINSIGHT 33.
administration lines, equipments etc) and NIMPs (eg, co-medication,
rescue therapy, comparators). These products are commercially available
and the task of the logistics provider is to procure them locally or facilitate
importation. Logistics providers should hold the drug retailer license to
be able to procure pharmaceuticals. Before distribution to clinical sites,
NIMPs may require re-labelling adaption following local regulations or
sponsor requirements. That is why the depot must have a written re-
labelling procedure compliant with GMP.
Quality managementQuality in clinical trials counts for a lot. ‘Minor’ quality issues may
compromise the integrity of the whole trial with a multimillion-pound
budget. Quality should be managed by a dedicated Quality Assurance
Manager who is independent of the operations. The best practice is
to have back-up quality assurance. The written procedures (standard
operational procedures – SOPs) covering every single business process
are the basic thing to ensure quality. SOPs should outline the way the
things are done, ensure uniformity of processes and directly reflect the
level of the logistics provider’s qualification.
Besides the logistical processes, the SOPs should also cover other areas like
quality assurance, personnel management, vendor selection, information
handling, security, emergency plans etc, as these things may also have
critical impact on performance and risks. As the matter of fact, a clinical
logistics company should ideally have the set of SOPs in concordance with
ISO standards. Quality has also to be assured by regular self-inspections
and independent audits, as well as by tracking, analysis and eliminating of
root causes of all non-conformances and customer complaints.
Human resourcesA local depot should employ highly qualified personnel who are able to
follow thoroughly sometimes rather complicated operational procedures
and the numerous changeable requirements of various sponsors.
A logistics vendor should demonstrate a commitment to its staff’s
continual and extensive education. The quality of training programmes
should be assessed by review of internal educational programmes and
training materials used. Self-reading is the least efficient way of training,
so instructor-led training and workshops should prevail in a good training
programme. It is not a good sign if staff turnover is high – a handover
process is always painful and inevitably affects study performance.
ConclusionUkraine is an important but still challenging and idiosyncratic market. The
logistics of clinical study materials in Ukraine needs involvement of a local
depot. It should be thoroughly selected according to the criteria based on
approach to management of a study supply chain, regulatory expertise,
experience with import/export operations, IMP handling procedures,
capabilities of local sourcing of comparators, internal quality assurance
systems, human resources availability and management.
The regulations and public institutions are not as advanced and stable
as in Western Europe and the USA. This is why experience and skills of a
local vendor become absolutely crucial. In other words, a good vendor
will make study progress smooth and will allow you to benefit from all the
advantages of conducting studies in Ukraine. References
1. http://www.clinicaltrials.gov/
2.http://www.pmrpublications.com/press-releases/303/clinical-market-in-cis-
to-exceed-700m-in-2014
3. State Statistics Committee of Ukraine; http://www.ukrstat.gov.ua/
AuthorsSergii Pomerantsev, Head of Logistics Department at Centre of Clinical
Research (CCR); experience in managing clinical supply chains for more than
50 clinical projects in Ukraine.
Email: [email protected]
Sergii Myronenko, Quality Assurance Manager at Centre of Clinical Research.

1003-Biotec-EPC-advert.indd 1 24/10/2011 11:33
Biotec Services International LtdBiotec House, Central Park, Western Avenue, Bridgend Industrial Estate, Bridgend, CF31 3RT, UK
Biotec Trusted Globally To DeliverHigh Quality Clinical Supplies ServicesBiotec has established itself as a truly international trusted partner delivering clinical supplies services.
Biotec have built a global reputation as a company with the commitment to quality and technical excellence, the accredited expertise and the in-depth experience needed to take your clinical trials from Phase I to Phase IV and onto commercial supply.
Our services include:
www.the-logistics-portal.com TLPINSIGHT 35.
We would think new technologies
in cold chain management
would have made great progress in
terms of automation in the last few
years, particularly with the evolution
of temperature sensors using RFID
communication, but somehow this has
not been the case, at least in two of the
industries that should benefit the most
from it: biotech and pharma. Let us
analyse what has happened, why it has
happened and why we should believe that
things will fortunately change.
In the last three years we have heard a lot of
buzz in the market that
technology will allow
temperature-sensitive
product manufacturers
to finally have seamless
monitoring from
production to patient,
to be able to monitor
all the way to, what we
call in the industry, “the
last mile”. However,
biotech and pharma
companies with
temperature-sensitive
products all seemed
to agree that while
technology was going
to take cold chain
management beyond
the enormous amount of manual work
needed to program, re-program, download,
ship, change, reset, restart, re-download,
save and retrieve data loggers, they would
still not be able to have full retrievable data
all the way to the patient.
The interest, of course, by biotech and
pharma companies to evaluate new
technologies was obvious, and many
pharma companies became active in
investigating new ways to improve their
method of handling the cold chain, but
despite the great efforts there was one
problem: The manufacturer, in most cases,
did not always have control of the chain
all the way to the patient. Control escaped
with change of ownership, and due to
the number of players in the supply chain
- distributors, cargo companies, freight
forwarders, pharmacies and physicians - full
control was difficult. The manufacturer could
make recommendations, audit and qualify
partners, issue severe warnings, etc. to make
sure the cold chain was strictly controlled,
but full control was, and still is, what could
be described as hard to reach.
Throughout the supply chain, all the players
certainly did and do their best to reinforce
“their” chain, and never compromise the
efficacy or quality of product, but due to
the amount of players, a solution to make
one controlled chain instead of several
independent ones, seemed always to offer
the best way ahead for the future. After
all, several players could always hold to
one chain, and by having one chain the
manufacturer could configure it and analyse
it while other parties could control it and
react to it - even the pharmacist or the
physician - all with the same understanding:
if the cold chain was broken the product
would not reach the patient. Nevertheless,
despite all the good intentions and strong
efforts, cold chain management is still
where it was 10 years ago with few, very few
exceptions.
RFID & COLD CHAIN MANAGEMENT
Alex Guillen is currently CEO of Escort Cold Chain Solutions
SA (ECCS) with HO in Switzerland, and formerly Director of
Commercial Operations-Public markets for Novartis Vaccines.
In the last few years ECCS has evolved from the exclusive
distributor of Escort data loggers for the cold chain market
to an independent solution provider of Radio Frequency
Identification RFID and real-time monitoring solutions. Today
ECCS has its own range of temperature monitors and time
temperature indicators (TTI), making particular use of the latest
communication technologies such as tablets, smartphones and
transferring and managing data in the cloud.
Email: [email protected]
www.escortcoldchain.com

TLPINSIGHT www.the-logistics-portal.com36.
Tradition and More Tradition
We see that today even in the USA or
Europe, and particularly in the UK, strip-
chart recorders are still widely used to
monitor temperature during transportation
for pharmaceuticals. Strip-chart recorders
are mechanical loggers that print the
temperature history directly onto a strip
of paper. They are cheap and they do not
require additional equipment or software.
Most users know its limitations but also their
practicality; there is no need for software to
have an idea of the temperature conditions,
and the driver can simply sign a piece of
paper upon receipt, confirming that he has
seen that the temperature was maintained
as it should be.
Technology has had a hard time over the last
few decades to replace paper, and cold chain
control - not only for pharma, but also for the
food industry - was no exception. In fact, the
sales in volume for this type of equipment
are numbered in millions, despite its large,
bulky plastic case and high cost of transport.
Nevertheless, alternatives to paper-like ways
to read data are coming, and the answer is of
course smartphones and tablets, and for this
temperature-monitor manufacturers have
already started to put new products on the
market.
The Swiss seem to be pretty innovative
at this; Elpro was perhaps a pioneer with
its innovation. A year ago it launched a
quick view solution for quickly obtaining
information fast on paper, namely the
LIBERO. Berlinger is always developing new
electronic indicators to improve monitoring,
particularly in the last mile, and ECCS (Escort
Cold Chain Solutions SA) developed a USB
logger that can be read by an Android
tablet and the data sent to a cloud. All this
is happening now quite quickly, but these
developments still require some form of
manual intervention, and seamless control
without manual or human intervention is
what RFID can do. This is the technology that
not only can provide seamless monitoring
all the way to the last mile, but can also
reduce operational costs.
RFID for Cold Chain Management
While electronic data loggers are similar
to the strip-chart recorders, the difference
is that they store the information inside a
memory that can be downloaded later by
connecting the device to a PC. They have to
be extracted from the isolated box, breaking
the cold chain and consequently not
allowing intermediate checkpoints along
the supply chain.
RFID data loggers on the other hand are
essentially electronic data loggers, with the
difference that the data can be downloaded
using a wireless link. The main advantages
of these kind of devices are the following:
data download does not need manual
intervention; reading through the box
is possible so intermediate checkpoints
can be implemented without the risk of
breaking the cold chain; by mixing the
identification capability of standard RFID
with temperature data logging it is possible
to implement an integrated track and trace
and cold chain management solution.
RFID data loggers are becoming cheaper
and cheaper with new developments and
the growth of the market, so that in a few
months they should be well suited for box-
level monitoring. Still, the cost limits the
usage at item level for most products but, in
these cases, a complete solution for the cold
chain that also covers the last mile can be
implemented with a mix of technology (e.g.
RFID logger at box level plus an RFID passive
label with an integrated TTI at item level or
2D barcodes with item level information
being stored on the RFID tag using inference
to authenticate the product).
Today there are very few players offering
RFID solutions for the cold chain, but
surprisingly the industry that most rapidly
adopted RFID technology for cold chain
monitoring was fresh produce; growers
and exporters of fruits and vegetables.
Fruit and vegetable exporters realised that
RFID would give them actual data, whereas
previously they only used temperature
monitors in case there was dispute over

www.the-logistics-portal.com TLPINSIGHT 37.
the responsibility of breaking the cold
chain. Because of this, they, particularly in
South America and South Africa as major
export markets, just went for it. Exporters
could finally reach their wish: “Monitoring
food from farm to fork” and not only in
terms of temperature, but also the much-
needed traceability to give assurance to
the consumer that what they had on their
plate really came from where they thought
it had come. The most recent case of
confusion, with terrible health and economic
consequences, was when Spain was forced
to stop its exports of vegetables into the
rest of Europe because E. coli was suspected
to have come from their cucumbers. Later
it was found that the contamination did
not come from Spanish cucumbers, but the
economic damage to Spanish growers and
exporters was done.
An RFID system manufactured by the
company Stepac in Israel was the first to
enter this market, as their systems works
in such a way that as soon as pallets reach
their destination the shipper can see
online the condition of their shipment,
temperature, humidity and CO2. The switch
from electronic data loggers to RFID was
followed by a large number of exporters
and growers who were happy to pay a bit
more for a technology that gave them so
much information. Stepac has focused
development on the food industry with
success, but has also opened a path to
change with no return to more traditional
systems.
As a reader from the pharma industry, you
may think that this is new. It is not. The
switch started happening over two years
ago and today it is almost complete for some
countries, while most pharma companies
are still in the RFI (request for information)
phase. The “D” is still missing. Now the next
question is, are these systems good enough
for pharma? Just think that while the classic
range of control for biotech products like
vaccines is 2-8°C, asparagus and cherries
must be kept from 1.1°C to 2.2°C. Therefore,
excellent accuracy and resolution are
fundamental in the conservation of food,
just as important as in biotech and pharma.
And what about the difference in value, and
the “it is not the same thing” argument? Just
find out the cost of shipment of cherries and
the health consequences of broken cold
chain in the food industry and you will start
realising that in fact the food - particularly
perishables - supply chain also has very
tough regulations, just like pharma and
biotech do. I heard a few years ago in one
cold chain conference a representative of a
large biotech company saying that perhaps
they should also look at what the food
industry is doing on cold chain management
to learn from them. She was right to say so,
but it is doubtful many companies took this
initiative and there are reasons.
RFID Technology for Pharma
If the technology is there and most pharma
and biotech companies know it, what has
blocked them from taking a step forward
to adopting RFID technology for their
cold chain management? Probably it is a
combination of three factors. Firstly, the
qualification of new products and validation
of new processes take a long time and
are highly costly in the pharma industry,
certainly more than in the food industry.
Therefore the traditional pharma company
changes something in its operations or
process only if is not working any more or if
there is a specific project with a clear reason
to change (e.g. to reduce cost or improve
the frequency of monitoring). This is good
until some companies realise that the cost
of waiting sometimes is higher than the cost
of innovating. Secondly, this same resistance
to change did not encourage temperature
monitor manufacturers to invest in solutions
for the pharma or biotech industries. In
other words: why invest in innovation for an
industry that will hardly change its current
solutions anyway? This can be seen by
the fact that the number one supplier in
temperature monitoring today, Sensitech,
is still the major supplier for the industry,
despite the industry seeing that some of the
new players were being more innovative.
Thirdly, in the pharma industry, no data to
prove that a process is safe means that it will
not be adopted; so since there was no data
that biotech products could be affected by
radio frequencies then there was no way to
prove the contrary, and therefore biotech
companies did not wish to take a chance to
be the first ones to do so.
Some biotech companies have been trying
to find data and with positive results. A study
published in the July/August 2012 edition
of the Parenteral Drug Association’s PDA
Journal documents research that showed
that in vitro test results for more than 100
biopharmaceutical products from eight

TLPINSIGHT www.the-logistics-portal.com38.
major drug companies demonstrated no
non-thermal effect by radio frequency
radiation . This has triggered enthusiasm
that something might be about to change.
Other biotech companies have been
searching for information with frequent
RFI on RFID temperature monitoring. And
this is good news for the industry, as the
technology itself has never been more ready.
Two companies that have pushed the
technology to be suitable for pharma are
Intelleflex and CAEN. Both of their systems
have their advantages, and I just would like
to set out the major difference so that the
reader can understand what to look for.
Intelleflex uses standard UHF frequency and
their products are based on both the ISO/IEC
18000-6:2010 (sometimes called “Class 3”) for
Battery Assisted Passive (BAP) and EPCglobal
C1G2 standards, while CAEN RFID developed
a technology using standard UHF frequency
based solely on EPCglobal C1G2 standard.
To simplify the matter, the major advantage
of Intelleflex is its capacity to read the tags
from up to 100 meters in “Class 3” mode
and thereby through packaging, though at
shorter distances. Intelleflex readers can
also read tags in standard C1G2 mode but
at much shorter distances. The CAEN RFID
reader has a shorter range because it uses
standard frequency and could read anything
in an environment, but has the advantage
that any UHF reader (including standard
PDAs) could read their tags (a standard
UHF reader, while it may find/locate the
tags, they will not be able to read the
temperature data logs without modifying
the reader’s firmware). Basically the major
advantage of Intelleflex is its long range
facilitating the installation. Both systems
can suit specific needs and both deserve
the credit of innovation to be compliant
to the pharma industry. The question is,
now that there has been commitment from
these and other valuable manufacturers to
innovate and adapt RFID technology to be
suitable for pharma, will pharma and biotech
companies also take the step to appreciate
and adopt this innovation? Time will
answer this, but time is not what innovative
companies have in excess. It will be up to the
pharma company to reach out and benefit
innovation or remain on more traditional
systems despite its limitations and higher
operational costs.
RFID may also not be the best solution
for all applications; perhaps in the end it
will be a combination of RFID and more
traditional temperature monitors as well
as 2D barcodes. The key will be to be able
to integrate data from conventional data
loggers, RFID tags and all the information
that is crucial to the management of the cold
chain and shipping of products, so that the
huge amount of data that is collected starts
to make sense for the users. For this, pharma
companies must also be willing to come
out to manufacturers and simply ask them
what they want: monitoring, managing data,
shipments, inspecting, tracing, proactive
action or reducing cost. I am sure that either
from today’s players, or from the new ones
to come, the solution is there - as long as
they are told what they need. Needs will
evolve, but so will the solutions available
out there integrating RFID with the latest
communication technologies.
The Future of RFIDRFID is an established technology, but
innovation of types and performance of
sensors beyond temperature: humidity,
shock, light, CO2 and others using RFID as
a form of communication has numerous
applications beyond pharma and beyond
cold chain. Authentication is the most
important: there has been standardisation
in protocol such as EPC Global 1 GEN
2 and ISO/IEC 18000-6:2010 as well as
the use of UHF as standard frequency in
most countries. This has been the first
step in allowing RFID technology to help
instruments to be compatible with each
other and therefore reduce investment
capital when sensors are integrated in the
company process systems. Developments on
different frequencies for more proprietary
systems facilitating installation and
maintenance will also continue, making it
easy for companies to try what RFID has
to offer. But the most exciting thing of all
will be to see for the first time technology
making a difference to the one who will
really benefit from it: the patient. Technology
today can monitor seamlessly from
production to the patient, and he should
have the right sometimes to see that cold
chain graph or that green light LED that
assures him that what he is ingesting has the
same efficacy it had when it left production.
Are pharma companies willing to evaluate
this scenario? Utopia? I am sure we will soon
be there.
RFID & COLD CHAIN MANAGEMENT

www.the-logistics-portal.com TLPINSIGHT 39.

TLPINSIGHT www.the-logistics-portal.com40.
Face of the FutureGlobal requirements for documenting the authenticity of
pharmaceuticals are going to change and change dramatically.
The State of California’s e-Pedigree law, now set to go into effect
in January of 2015, will impact on every company that sells
pharmaceuticals in the state and is, for the moment at least, the de
facto standard that pharmaceutical companies and 3PLs are building
towards. Many of the people that work in the pharmaceutical
supply chain and logistics field have been anxiously waiting for
larger governmental agencies (such as the US Food and Drug
Administration (FDA) in the United States) to define a regulation or
directive that mandates the actual requirements relating to tracking
drug shipments and anti-counterfeiting measures. Will governments
mandate a 2D barcode at the unit level? Will there be a pedigree
definition? How would inference, the method of identifying the
contents of a shipping container to confirm its contents without
actually opening the container, play into this? The list of questions
goes on. So let’s assume that we have a crystal ball and can see
beyond 2013 and what may happen before California requirements
start to become law in 2015.
Many in the industry feel that, over the next few years, there will
be a flood of companies who will be seeking guidance, some form
of help, or a delay in implementing the law because they will not
be ready − or even have a strategy in place − to jump-start their
programmes. Governments will likely need to put a stake in the
ground. They will need to convert their recommendation into a
regulation to prevent yet another delay in what is a much needed
initiative. This is due to the annual rise in illegal drugs that are hitting
global markets as a result of supply chain security inefficiencies.
Any of us that have gone through the serialising of a range of
products, or managing the conversion of a manufacturing line to
print barcodes on moving bottle caps, know that the sheer effort
in doing this without a slowdown in output comes with many
challenges. However, we should not turn away from the fact that for
every day, month and year that there is a delay in implementing a
standardised e-Pedigree solution, more and more patients will be
put at risk due to the quality and security of the distribution source
for their medications.
Planning Ahead Given the alternatives, what’s the best way to prepare for the day
when serialisation and tracking the authenticity of products through
the supply chain becomes a reality?
GS1 compliant 2D barcodes are globally recognisable and are, by
far, the easiest way to get started on the production line. Many
companies have systems that can read and store this data in an
Electronic Product Code Information System (EPCIS) database
that can be synchronised for data integration between system
manufacturers. The data from the EPCIS can even be used to
formulate an e-Pedigree and, when linked in with an ERP system,

www.the-logistics-portal.com TLPINSIGHT 41.
can track the individual products from manufacturing to local
warehouses to actual shipment, and to the first point of custody
down the supply chain.
By implementing this approach, the manufacturer is now assured
(in principle) that the first leg of the supply chain is secure. You can
provide a security sanity check by comparing the e-Pedigree serial
numbers against the serial numbers of the received product and the
shipment database, or EPCIS.
However, when we look a little deeper into the overall process,
once the product reaches the first chain of custody change at the
warehouse, each one of the individual saleable units would need to
be scanned with a 2D barcode reader to confirm the serial number
(and possibly the product code). This creates an added cost burden
to the wholesaler, as the wholesaler would need to unpack each
shipping carton to do the scanning which, in the case of cold chain
products, could compromise the entire shipment. This is why there is
the need for the acceptance of inference.
The Benefits of InferenceInference was regularly discussed in the days leading up to the
original California serialisation plans. This is because inference
relates to being able to read only the code device on the outer
shipment package (be it a standard data matrix GS1 2D standard
barcode, standard strip or flat-level GS1 1D container code, or
an RFID tag). This in turn, will provide a breakdown of each of
the individual item serial numbers contained within the carton
it is attached to. Using inference, the time consuming and costly
effort of opening each carton to scan individual item codes and
serial numbers would be essentially eliminated, reducing cost and
significantly reducing the risk of the compromising of any cold chain
product shipments.
With serialisation and e-Pedigree, manufacturers, distributors and
couriers will need to focus not only on ensuring quality and efficacy
at the item level. but also to ensure security at the total shipment
level. Because of this, they’ll need a solution for their supply chain
that can track both product IDs and also monitor the status of the
products as they travel through the supply chain to the end user.
The best approach to labeling the individual units, as stated earlier,
could well be standard GS1 2D barcodes. But for case and pallet level
tagging, 2D or 1D codes as defined by the Health Care Distribution
Management Association (HDMA) will more than fit the bill, except
potentially in the case of Cold Chain shipments.
Even though these standard 2D and 1D shipping container and
pallet labels will more than suffice for basic drug shipments,
and allow for inference, they will only be a “one function, one
use” solution. In the real world, the need for the recording of the
exchange of custody to generate an e-Pedigree will become a reality.

TLPINSIGHT www.the-logistics-portal.com42.
Therefore, in the case of Cold Chain shipments, if the carton needs to
be opened to get a reading of the individual product barcodes, the
entire contents of the container could become compromised.
Standard RFID tags in some cases are now being used on shipping
containers and pallets but are generally single-use passive tags.
In the area of temperature monitoring, the commonly used USB
data loggers or chemical recorders will provide a record of the
temperatures and any deviations during the shipping process. The
drawback is that they are typically single use and need to be read
outside of the carton via connections to a computer or a special
print device and, in the case of the USB tags, this compromises the
contents when the carton is opened.
For drug manufacturers developing their strategies for managing
the shipment of cold chain products requiring serialisation and/or
security tracking, or those who are trying to reduce costs, there is
another RFID solution that should be considered. Battery Assisted
Passive RFID tags, compared to standard temperature recording
data loggers or passive tags, are capable of performing many of the
functions that previously required more than one device to handle.
Because they can offer sizeable memory, 2 years of battery life and
can be read through a pharmaceutical shipping carton, they can be
used in transit to show temperature and serial number content. Data
can also be entered along the route to record changes in the chain of
custody.
When these enhanced features are combined with inference, these
newer RFID tags allow any serialised shipment to be read and
recorded as part of the chain of custody logging. And, in the case of
cold chain products, the current and shipping temperature logs can
also be read at the same time – all without even opening the box!
Global manufacturers starting down the serialisation path and
developing their e-Pedigree strategy now have a viable and cost
effective alternative to the standard printed barcode approach. The
ability to cost-effectively capture data in-transit, without opening the
container, make Battery Assisted Passive RFID tags an ideal option for
cold chain products that need to be consistently monitored on their
journey.
Peter Norton is a supply chain consultant with Intelleflex Corporation.
He has over ten years of experience working in the pharmaceutical cold
chain and logistics industry. Email Peter at [email protected].
© 2012 by Intelleflex Corporation – Used with permission

www.the-logistics-portal.com TLPINSIGHT 43.

TLPINSIGHT www.the-logistics-portal.com44.
The growth in demand for biologics and preventative
medicines will only lead to further increase the amount
of temperature-sensitive products moving though the global
supply chains. Today, 25 per cent of all healthcare products are
temperature-sensitive and the requirements for high-value,
life saving healthcare products such as blood plasma, insulin,
vaccines and other biological pharmaceuticals are at an all-time
high.
This means that there is also a rise in the need for safe and effective
global transportation of these products and as such, industry experts
predict that the world cold chain market for healthcare products will
grow by 10 per cent year on year.
The challenge for the pharmaceutical industryProbably one of the most prominent challenges faced by the
pharmaceutical industry in the safe transportation of temperature-
controlled pharmaceutical products is to keep the temperature
of the product within its required band during transit. Indeed, 20
per cent of temperature-sensitive healthcare products have to be
destroyed as a result of a broken cold chain. Any weak link in the
chain can compromise drug or sample integrity, breach security,
delay shipments and ultimately result in financial loss or liability.
Packaging systems, transport companies, freight forwarders and
airlines all need to take the necessary measurements to ensure
that the product’s temperature stays within its range. This is not an
easy task, especially when multiple handlers are active within the
cold chain or different products with different temperatures are
distributed.
Due to the urgency of shipments and the value of the products, most
high-value temperature-sensitive products are transported by air.
Shipping across international borders adds complexities above those
of domestic transport due to fragmented supply chains, extreme
ambient temperatures and the infrastructure of those countries
through which the product must pass.
Airfreight is the most expensive mode of transportation and as such,
in order for airlines to make money from its cargo, the lanes that are
available for shipping are often limited. To combat this, products are
often transported via multiple flights that include stopovers: this
increases the route’s complexity, duration and touch points where
things can go wrong.
Furthermore, each country has its own regulations, codes, policies,
procedures and customs that affect international shipments and
can result in delays. The infrastructure differs greatly from more
mature markets to those of emerging markets, which of course are
the growth drivers of the future. For example, Frankfurt is Europe’s
busiest cargo hub. It is used to handling temperature-sensitive
goods and has a thorough understanding of their requirements,
while a country such as India has a poor modern transport
infrastructure which could result in additional overland transport of
up to 72 hours. In contrast, China has a great transport infrastructure,
but delays are possible due to custom regulations. Regulatory
requirements are only increasing, particularly in emerging
markets and then of course there is the pressure of associated cost
implications.

www.the-logistics-portal.com TLPINSIGHT 45.
Assessing the optionsBeing able to ensure that a shipment will remain within a
temperature range for an extended period of time largely comes
down to the type of container that is used and the refrigeration
method.
Factors such as duration of transit, the size of the shipment and
the ambient temperatures experienced are important in deciding
what type of system is needed for each route. Options can range
from small insulated boxes that require dry ice or gel packs, rolling
containers, to 40 foot vehicles, which have their own powered
refrigeration units.
For high-value products that have strict temperature requirements,
such as +2°C to +8°C, the two main ways of maintaining the correct
environment and temperature during transport are active solutions
or passive temperature-controlled packaging. But which option
provides the best and most cost-effective solution? The decision can
be reached through assessing the different transport and product
requirements: reviewing the market, quantity, timing, destination
and of course cost.
Active systemsIn a nutshell, active systems are exactly as they say, ‘active’. Similar to
a refrigerator, generally the containers maintain a thermostatically
controlled environment based on two technologies: compressor
cooling and electric heating or dry ice refrigeration using a
compressor.
Small units may use single-use chemical reactions or pressure
differences to provide set periods of heating or cooling, while larger
units resemble large freezers, fridges or cold rooms and include
heating or cooling elements that power air through heat exchangers
and circulate it around the product space.
If a product requires heating it is usually done electronically, utilising
heavy battery packs or via an external power supply. If cooling
is needed, dry ice or conventional refrigeration are the typical
methods, using electrically driven or fuel-powered compressors.
Because active systems are reliant on external power sources
there are higher cost implications and restrictions on handling
and shipping. To offset the cost, active systems are often leased
to customers. They also require attention in the form of human
intervention during transit to either physically replace or recharge
the batteries or re-ice after 72 hours.
Units are fitted with control and data logging systems to monitor
and verify events such as start and stop operations, cargo and
ambient temperature, as well as door openings and alarms for
temperature deviations and system failures.
Due to their high cost, active containers are generally leased on a
short-term basis to customers, and there is only a certain amount
in global circulation. They are positioned at various global ‘stations’
and additional costs might be incurred to deliver the system to
the required point of origin. Once at its departure point, an active
TLPINSIGHT www.the-logistics-portal.com46.
system often requires limited preparation and can be packed simply
following a standard operating procedure (SOP). However, active
systems are generally only cost-effective in large volumes, as partial
loads incur similar costs to full loads. This is because the system still
requires the same level of handling and the product transported
does not significantly alter the system volume and weight.
Passive packagingWhilst ‘less intelligent’ than an active system, passive, by nature
means that once the system has been ‘packed up’ it is then not
interfered with at any point during its journey.
Passive temperature-controlled packaging works by combining
components usually manufactured from a variety of commonly
found insulation materials such as polystyrene, polyurethane
or vacuum insulated panels to provide good insulation without
significantly increasing temperature.
Systems are packed with temperature stabilisers such as ice, gel, cool
packs or other phase-change materials to provide a fixed amount
of thermal protection for its mapped-out journey. The combination
of this blend of componentry acts to keep the temperature of the
payload area within a certain temperature range for a specific time
up to 120 hours. The use of different component configurations
enables the system to cope with a wide range of ambient
temperatures.
The passive packing system requires components to be prepared
before being packed around the product. This preparation requires
the phase change materials to be preconditioned and maintained
at specified temperatures 24 to 48 hours before packing, until the
systems are ready to be assembled.
Packages can range from single vials to multiple pallets and once
assembled for shipping, they can be sealed and dispatched without
the need for power supply or the requirement for additional
attention from highly trained personnel, who have needed to be
educated in temperature-sensitive product transportation handling.
The only changes to the state of the package are due to physical
processes caused by the flow of heat through the components, i.e.
the melting of ice. With this greater flexibility comes the increased
option of transporting a passive shipment via more carriers and
routes.

www.the-logistics-portal.com TLPINSIGHT 47.
Prior to shipment, each passive package goes through a qualification
process where an in-depth understanding of typical and extreme
temperatures a package may encounter is achieved. Compared to
active systems, passive packaging has considerably lower capital
costs and is available for a range of budgets and performance
capabilities. They can provide frozen protection below -20°C by
using either the dry ice sublimation phase change at -78°C, or the
melting phase change of tailored materials to keep temperatures
above - 40°C. There are also passive systems
that can maintain +2°C to +25°C and
+15°C to +25°C, using both water
and specialised phase change
materials. However, their main
use is for the maintenance
of refrigerated products
between +2°C and
+8°C, while active systems can be tailored to an exact temperature
range required, be it greater than -20°C to +20°C.
International transportation When using an active system a logistics service provider and airline
carrier are required to have a hands-on monitoring role during
transit. Indeed, each cog in the supply chain is responsible for
helping to combat extremes of temperature exposure on the route.
This demands monitoring of the temperatures upon acceptance, in
transit, upon collection and during dwell time, as well as re-icing or
replacing batteries, as required.
Air transport can involve the product sat on airport tarmac prior
to loading and this is where some of the most common risks occur
due to exposure to the ambient temperatures on the day. Active
solutions are fitted with control and data logging systems to monitor
and verify events such as start and stop operations as well as cargo
and ambient temperatures. These register outside temperatures in
order to maintain the required conditions inside the container.
Compared to active systems, passive packaging has considerably lower capital costs and is available for a range of budgets and performance capabilities. They can provide frozen protection below -20°C
By contrast, passive packaging’s basic construction means that it can
be shipped without considerable handling restrictions, which in turn
offers greater flexibility in terms of having more potential carriers
and routes available. However, because of its ‘simplicity’ there is a
general misconception that passive packaging does not perform as
well as an active solution.
ConclusionUltimately, active systems can react to changes in the environment,
whereas passive packaging resists external temperatures for as long
as there is energy available from the coolant within the shipper.
The decision on whether to use an active system or passive
packaging to transport temperature-sensitive products is largely
determined by the products’ requirements, the owners approach
and attitude to risk, as well as the destination and budget. One
solution doesn’t necessarily fit all, but the best system for each
shipping requirements can be found if you have a comprehensive
understanding of the options available.
“
“
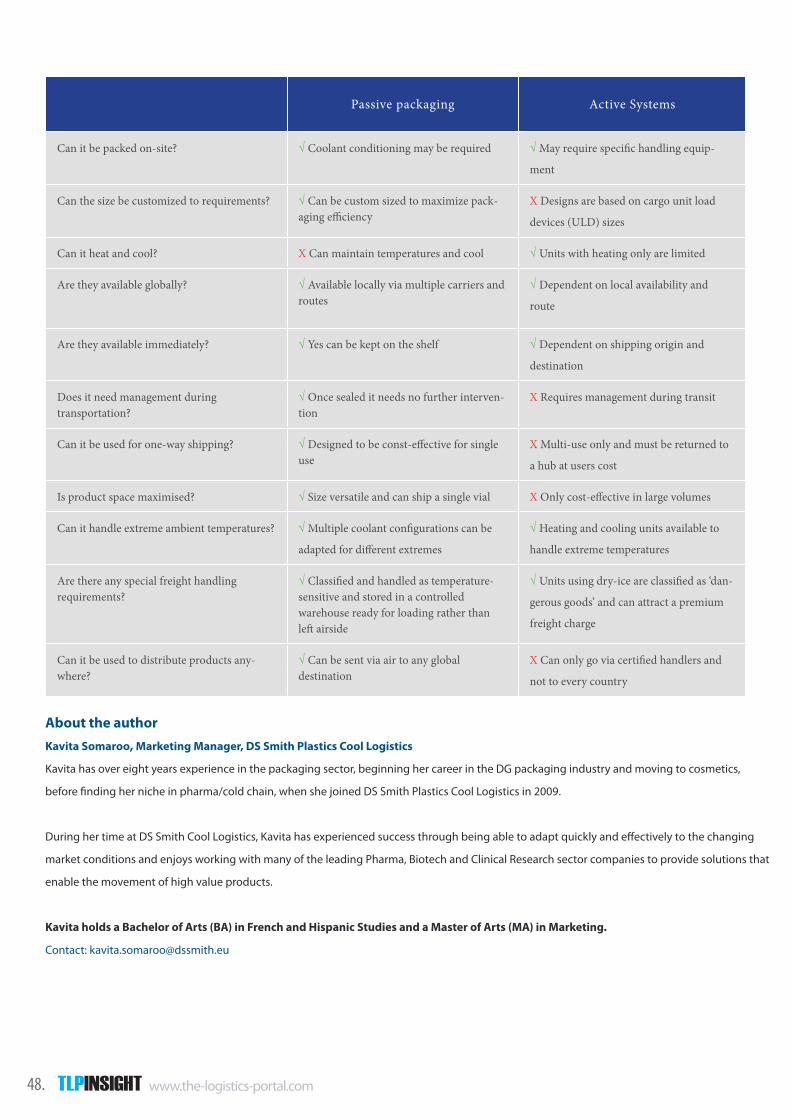
TLPINSIGHT www.the-logistics-portal.com48.
About the authorKavita Somaroo, Marketing Manager, DS Smith Plastics Cool Logistics
Kavita has over eight years experience in the packaging sector, beginning her career in the DG packaging industry and moving to cosmetics,
before finding her niche in pharma/cold chain, when she joined DS Smith Plastics Cool Logistics in 2009.
During her time at DS Smith Cool Logistics, Kavita has experienced success through being able to adapt quickly and effectively to the changing
market conditions and enjoys working with many of the leading Pharma, Biotech and Clinical Research sector companies to provide solutions that
enable the movement of high value products.
Kavita holds a Bachelor of Arts (BA) in French and Hispanic Studies and a Master of Arts (MA) in Marketing.
Contact: [email protected]
Passive packaging Active Systems
Can it be packed on-site? √ Coolant conditioning may be required √ May require specific handling equip-
ment
Can the size be customized to requirements? √ Can be custom sized to maximize pack-aging efficiency
X Designs are based on cargo unit load
devices (ULD) sizes
Can it heat and cool? X Can maintain temperatures and cool √ Units with heating only are limited
Are they available globally? √ Available locally via multiple carriers and routes
√ Dependent on local availability and
route
Are they available immediately? √ Yes can be kept on the shelf √ Dependent on shipping origin and
destination
Does it need management during transportation?
√ Once sealed it needs no further interven-tion
X Requires management during transit
Can it be used for one-way shipping? √ Designed to be const-effective for single use
X Multi-use only and must be returned to
a hub at users cost
Is product space maximised? √ Size versatile and can ship a single vial X Only cost-effective in large volumes
Can it handle extreme ambient temperatures? √ Multiple coolant configurations can be
adapted for different extremes
√ Heating and cooling units available to
handle extreme temperatures
Are there any special freight handling requirements?
√ Classified and handled as temperature-sensitive and stored in a controlled warehouse ready for loading rather than left airside
√ Units using dry-ice are classified as ‘dan-
gerous goods’ and can attract a premium
freight charge
Can it be used to distribute products any-where?
√ Can be sent via air to any global destination
X Can only go via certified handlers and
not to every country

www.the-logistics-portal.com TLPINSIGHT 49.
Industry experts predict the biggest growth in temperature controlled pharmaceutical shipments
will come from emerging markets. Much of this expected growth is attributed to China’s growing importance in the global pharmaceutical industry.
As more companies are attracted to the market, by next year China is
expected to be the third largest pharmaceutical market in the world,
with an estimated growth rate of 20% per year through 2010-2015.
According to Alen Yan, General Manager for World Courier, the costs
of drug development can be just 10 per cent of the price it would be
in the West.
Steve Huang, Managing Director, DHL Global Forwarding China, said:
“The Life Science and healthcare industry in China holds its own
despite the global economic crisis. We are optimistic that this sector
will continue to offer promising growth.”
China has proved to be attractive for investors with an influx of
companies and global logistics providers in the past few years.
Just a few months ago DHL opened its biggest Asian hub in
Shanghai, together with its four express hubs in the Asia-Pacific -
Shanghai, Hong Kong, Bangkok and Singapore. DHL plans to use the
$175 million Shanghai-based hub to better tap into China’s growing
demand for logistics services.
“Opening the new hub today shows how we are confident in the
development in China...and this reinforces our commitment to the
logistics business,” said CEO Frank Appel.
However hurdles for those working in the temperature controlled
supply chain still exist, and over one third of professionals 35%
who took part in a live polling session at IQPC’s 11th Cool Chain
Logistics Europe in February 2012 think China will not only present
the greatest business opportunities for cold chain distribution in the
BRIC countries, but also the greatest challenges.
A significant number of the survey respondents – over 41% - selected
China as the BRIC economy which had the most opportunity for their
business, followed by Brazil and Russia both with 17% and India with
14%.
A presence in China is a must for most players in the pharmaceutical
industry, however “this growth requires a supporting infrastructure
which allows pharmaceutical companies to transport drugs and
related equipment in a safe, timely and cost-effective manner” said
Cold Chain IQ in Cold Chain Management in China. An effective
risk management strategy to protect the supply chain and skilled
professionals with local knowledge of the market is also important to
maintain business relationships and deal with issues that might arise
in real-time.
“The Life Science and healthcare industry in China holds its own despite the
global economic crisis. We are optimistic that this sector will continue to offer
promising growth.”
TLPINSIGHT www.the-logistics-portal.com50.
PROMOTIONAL FEATURE | GOOEY GLOBAL
E
ntrepreneur Bessem Bikhazi- is a man with an ambition to make the everyday life of the aviation businessman that little less stressful. His well knowledgeable group of industry experts have spent the past few years developing the most powerful communication tool that allows businesses to reach key decision makers with procurement responsibilities faster than ever before. BRANDS: Airline XL, Airport XL, Cargo XL, Handler XL, Supplier XL and Freight XL is an extension of services by Gooey which provides a host of Direct Key Contacts of CEOs, VPs and 20 other Department heads from 192 global locations. A subscription based model (fixed fee) wherein the data and information services can be availed as per chosen package offered by Gooey including free and frequent updates. Gooey has an extensive reach practically in all aviation verticals encapsulating over 55,000 business details followed by names, job title, email addresses and direct-dial of those key contacts. Points in this portal allows you to Search by company name, by country, by category, IATA and ICAO, job function... etc.
To Request a Brochure, contact-
Charlotte Willis: [email protected]
m Bikhazi, MD: “we are pushing at an open door with this one”
Speaking on the occasion, Bessem Bikhazi, Managing Director, Gooey UK Ltd; said, "We are re-launching Gooey Data with a clear objective of facilitating database services at one place”. With the philosophy of “Buy, Append or let us arrange data for you”, the new division will be the one stop solution for all data related services that aviation-related companies usually require for their direct networking and other objectives. “Gooey, which is a pioneer company in Air Transport Information management globally has to become a huge success since its inception back in 2010 and is way ahead of its time in its alliances with companies that supports this venture. With our new-style contact databases, we hope to serve the industry in the same dedicated way with an exuded excellence and customized efforts to simplify things for marketers”, adds the director of Data, John Devos. Gooey was founded in 2010 with a unique concept of Aviation Information and Database marketing and has not looked back since. Gooey has lead its way to providing unmatched services in the global market roping in strong partnership and subscribers everywhere. Services of Gooey includes gaining direct access to key contacts on a platform similar to a Spreadsheet but smarter! With numerous clients from airlines, airports, airport authorities, handling agents, industry suppliers, organisations and association and conference/tradeshow organisers. Industry players are very much in favour of this venture, remarks Bessem. “we are pushing at an open door with this one and we’ll be global very soon.”
“WE ARE PUSHING AT AN OPEN DOOR WITH THIS ONE AND WE’LL BE GLOBAL VERY SOON.”
‘’Our mission is to help aviation professionals help themselves by simplifying
processes while reducing costs and improving
www.the-logistics-portal.com TLPINSIGHT 51.
www.gooey.uk.com
@
✆✈
✓
✉
+
24
Our databases, in their user-friendly format, give you access to over 55,000 key decision makers from 22 various departments in virtually 192 countries worldwide.
The fi rst ever communication tool that provides the most up-to-date direct key contacts enables airports and airport authorities, airlines, handling agents, GSSAs, freight forwarders, industry suppliers of products/services and MRO to network with each other.
Is it not time you madethe gooey connection?Request a free demo: [email protected]
gooey advert 175X230mm.indd 1 29/11/2012 09:31

TLPINSIGHT www.the-logistics-portal.com52.
//INDEX OF ADVERTISERS
//EVENTS
17-21. AA CARGO
OBC. AA CARGO
IBC. AIR CANADA CARGO
IFC. SWISS WORLD CARGO
5. SOFTBOX SYSTEMS
7. TURKISH CARGO
11. IATA
13. JAL CARGO
23. DGM
29. SMI
34. BIOTEC SERVICES INTERNATIONAL
49. COLD CHAIN IQ
51. GOOEY
39. INTENSIVE MEDIA
11th Annual Cold Chain & Temperature Management Summit - CanadaHyatt Regency, Toronto, Canada - February 25-28, 2013
Pharmaceutical DistrIbution - Central and Eastern Europe 2013Budapest, Hungary - March 1-1, 2013
Cold Chain Central and Latin AmericaIntercontinental Miramar, Panama City, NAA - March 18-20, 2013
Cool Chain Russia & CIS Summit 2013Moscow, Russia - March 19-21, 2013
2nd Annual Cold Chain India 2013Venue to be confirmed, Mumbai, NAA - May 16-17, 2013
Clinical Trial LogisticsLondon, United Kingdom - May 22-23 May 2013
FOR ADVERTISING INFORMATION CONTACT:
Sales: [email protected]
Subscription: [email protected]

www.the-logistics-portal.com TLPINSIGHT 53.
Air Canada Cargo | Going further.aircanadacargo.com
AC Expedair | AC Live | AC Secure | AC DGR | AC General Cargo | AC Compassion | AC Cool Chain | AC Post
In this industry the highest level of care is absolute.What happens when pharmaceutical experts meet shipping experts? You get twice the amount of care. With uncompromised handling and effective Cool Chain management, our specially trained attendants treat your life-saving pharmaceutical goods with as much care and dedication as you do when developing them. Our AC Absolute° and AC Pharmacair solutions ensure that your shipments will always be in good hands.
More direct destinations and more scheduled departures to and from Canada means we go even further for you than before.
Continuous temperature control • Seamless coordination • The strongest link in your supply chain logistics
Think of us as business class for your commodities.AC Cool Chain
DOCKET NUMBER: ACC-TLP2028 | DATE CREATED: Jan. 11 2013 | CLIENT: Air Canada Cargo | CLIENT CONTACT: Nathalie Guité | CLIENT EMAIL: [email protected]
BRAND: Cool Chain | PROJECT: Print ad | TRIM SIZE: w 210mm x h 297mm | COLOUR: CMYK | DESIGNER: Al | EMAIL: [email protected] | PROOF VERSION: Round 1
67 Mowat Avenue Suite 239 Toronto ON M6K 3E3 | T. 416 533 7171
| F. 416 535 7526
| www.stranoandpettigrew.com
ACC-TLP2028_coolchain_Pharma_210x297.indd 1 2013-01-11 10:06 AM
AACargo.comAmericanAirlines Cargo and ExpediteTC are marks of American Airlines Inc.
So when your temperature-sensitive cargo
needs priority boarding in any of the countries
we serve, you can rest assured our efficient,
state-of-the-art procedures and select interline
partners allow us to deliver uninterrupted,
temperature-controlled services, even in
hard-to-reach locations. Our network alliances
build greater partnerships with our customers
because strong links are essential in a
global cold chain. Come see why no matter
where your freight is headed, we speak
your language.
To learn more about our global cold chain
solutions for temperature-sensitive cargo,
please visit www.aacargo.com.
DID YOU KNOW? Our Cold Chain Solutions Speak Multiple Languages