경영혁신을위한 lean six sigma의효율적적용방안b0%e6%bf... · lead...
TRANSCRIPT

Copyright © 2002 by Nemo Sigma INC. ALL RIGHTS RESERVED.No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means —
electronic, mechanical, photocopying, recording, or otherwise — without the permission of Nemo Sigma.This document provides an outline of a presentation and is incomplete without the accompanying oral commentary and discussion.
경영혁신을 위한Lean Six Sigma의 효율적 적용 방안
네모시그마그룹 최문박
2006. 10.21

2
목차목차
1. 린및린6시그마의효과
2. 린과 6시그마의도입
3. Lean의주요개념
4. Lean의장점
5. Lean개념의 6시그마활용
6. Lean과 6 시그마의적용
7. 정리

1. 린및린6시그마의효과

Lean Lean 도입도입 전후전후 변화변화Garden State Tanning Company- percentage change
Lost T
ime
Acide
nts
Cut
ting
Prod
uctio
n tim
e pe
r ca
rton
Cut
ting
Lead
Tim
e
Prod
uctio
n Le
ad T
ime
Proc
ess
Inve
ntor
y
Qua
lity Def
ects
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
Before
After

5
경험적 Data에의하면대기시간이 80% 줄어들면생산총비용과품질비용은20%까지줄어들게되며
그러면평균적으로운영이익을약 5% 까지증가시킴
경험적 Data에의하면대기시간이 80% 줄어들면생산총비용과품질비용은20%까지줄어들게되며
그러면평균적으로운영이익을약 5% 까지증가시킴
예상예상 재무재무 성과성과
50
40
30
20
10
0
% o
f Sal
es
3시그마 4시그마 5시그마 6시그마
시그마수준과품질비용 Lean: Process Cycle Efficiency와총비용
3 시그마에서는판매액의 25~40% 정도가실패비용이지만, 6시그마에도달하게되면품질비용은매출의 1% 이내까지줄일수있음……마이클해리
프로세스주기효율이 5%에서 25%까지증가된프로세스는생산총비용과품질비용을 20%까지절감하게해줌….마이클조지
15
25
5
15

6
Global Benchmarking Council Survey, Best Practices, LLC
Six Sigma + LeanSix Sigma + Lean에에 대한대한 시장시장 요구요구 현황현황 조사조사 결과결과
세계우수 84업체를대상으로생산성향상방법론중가장많이사용하는방법이Lean + Sigma(38%), Six Sigma(29%), Lean+CTR(17%)순으로조사되었음.

2. 린과 6시그마의도입
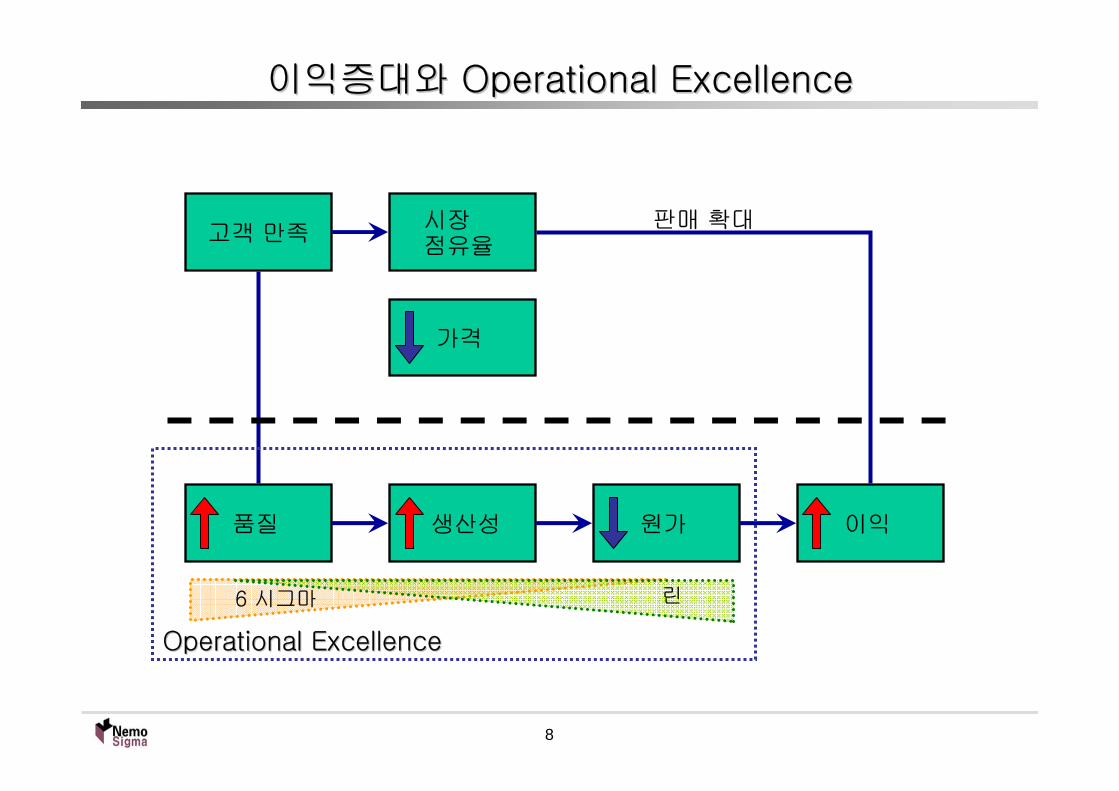
8
고객 만족시장점유율
품질 생산성 이익원가
가격
판매 확대
이익증대와이익증대와 Operational Excellence Operational Excellence
Operational Excellence Operational Excellence
6 시그마 린

9
LeanLean과과 Six SigmaSix Sigma의의 역사역사
70’ 80’ 90’ 00’ 05’
TPS TPS 탄생탄생 TPS TPS 확산확산
Lean Lean ProductionProduction
Lean Lean ThinkingThinking
Lean EnterpriseLean Enterprise
Lean Lean Six SigmaSix Sigma
1
3
4
5
6
Six Sigma Six Sigma 탄생탄생
Six Sigma Six Sigma 확산확산
2
Lean:Lacking in richness, profit, productiveness, etc / Containing little or no fat, 군더더기없는“(*)THE MACHINE THAT CHANGE THE WORLD” –美 MIT를중심으로한 Toyota 생산방식에대한연구보고서에서 Mass Production에대응된새로운방식을지칭하는용어로처음사용됨(1990년, James Womack)

10
Six SigmaSix Sigma와와 Lean Lean 의의 Synergy Synergy 효과효과 기대기대
Six Sigma Six Sigma
Culture & Quality Speed & Low Cost사상
프로세스의변동 프로세스의낭비Key Word
BP 기반으로한원칙적용통계적툴과접목된논리적문제해결방법
접근방법
Dedicated champion and BB Kaizen event수행
Improve performance on Customer CTQs
Reduce waste and increase speedGoal
Root cause Analysis Implementing known solutionFocus
LeanLean

3. Lean의주요개념3-1. Lean의주요측정지표

12
DPMODPMO Sigma LevelSigma Level17,900 3.610,700 3.86,210 4.03,470 4.21,870 4.4
968 4.6 483 4.8233 5.0108 5.248 5.421 5.68 5.8
3.4 6.0
Sigma의측정기준 : 결점
부가가치시간(고객이인식하는제품이나서비스를창출하는데
필요하다고느끼는작업)과전체리드타임(프로세스의시작부터끝까지걸리는시간)과의비교를통한측정치
프로세스주기효율
(process cycle efficiency)
= 부가가치시간 / 총리드타임
비용절감의가능성을나타내는
측정기준
부가가치시간(고객이인식하는제품이나서비스를창출하는데
필요하다고느끼는작업)과전체리드타임(프로세스의시작부터끝까지걸리는시간)과의비교를통한측정치
프로세스주기효율
(process cycle efficiency)
= 부가가치시간 / 총리드타임
비용절감의가능성을나타내는
측정기준
Lean의측정기준 : PCE
LeanLean의의 주요주요 측정지표측정지표 : PCE: PCE

13
Lean Six SigmaLean Six Sigma의의 기타기타 척도척도
Six Sigma
Defect per million opportunity (DPMO)
Defect per opportunity (DPO)
Defect per unit (DPU)
First time yield (FTY)
Rolled throughput yield (RTY)
Parts per million (PPM)
Sigma Level( Zlt , Zst)
Cp & Cpk
Lean
Inventory turns
Days of inventory on-hand
Amount of WIP
Total value added time
Process lead time
Supply chain velocity
On-time Delivery
Overall equipment effectiveness
14
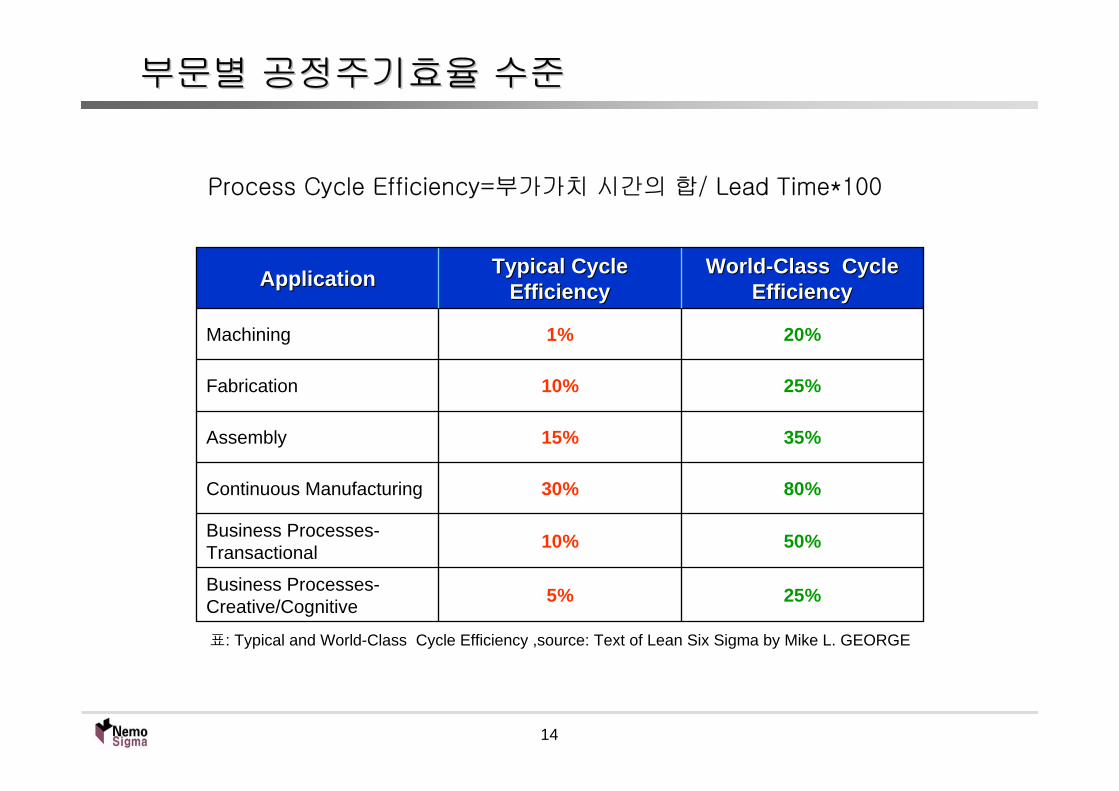
부문별부문별 공정주기효율공정주기효율 수준수준
25%5%Business Processes-Creative/Cognitive
50%10%Business Processes-Transactional
80%30%Continuous Manufacturing
35%15%Assembly
25%10%Fabrication
20%1%Machining
WorldWorld--Class Cycle Class Cycle EfficiencyEfficiency
Typical CycleTypical CycleEfficiencyEfficiencyApplicationApplication
표: Typical and World-Class Cycle Efficiency ,source: Text of Lean Six Sigma by Mike L. GEORGE
Process Cycle Efficiency=부가가치 시간의 합/ Lead Time*100

3. Lean의주요개념3-2. 개선기회의크기: 90%이상이낭비
- 프로세스內와間의낭비이해

16
Lead Lead TimeTime의의 95%95%는는 비부가가치비부가가치 활동활동--1 1
운반운반
검사검사
정체정체//보괸보괸
처리처리 80 % 이상1~5%
05~10%
18 % 이하70~80%
2 % 이하10 %
세계적수준일반적수준
80 % 이상1~5%
05~10%
18 % 이하70~80%
2 % 이하10 %
세계적수준일반적수준
* 백분율은전체공정리드타임중차지하는비율임
공정요소별 Lead Time대비해당공정의비율

17
통상전체 Lead Time의 95%는비부가가치활동이다
Value Added Time: MinutesTime in Company: Weeks
ORDER CASH
ReceivingOrder
ReceivingOrder 11
Fishing of service
Fishing of service 44 55
22
33
66
Lead Lead TimeTime의의 95%95%는는 비부가가치비부가가치 활동활동--2 2

18
부가가치와부가가치와 낭비낭비((종류종류))의의 시간적시간적 배열배열
과잉 재고 과잉 동작 불량품
불필요한처리 시간
대기 과잉생산 이동
S E
: 낭비 : 부가가치

19
3. Lean의주요개념3-3. 개선의방향
-부가가치보다非부가가치

20
개선의개선의 순서순서
25%5%Business Processes-Creative/Cognitive
50%10%Business Processes-Transactional
80%30%Continuous Manufacturing
35%15%Assembly
25%10%Fabrication
20%1%Machining
WorldWorld--Class Class Cycle EfficiencyCycle Efficiency
Typical CycleTypical CycleEfficiencyEfficiency
ApplicationApplication
25%5%Business Processes-Creative/Cognitive
50%10%Business Processes-Transactional
80%30%Continuous Manufacturing
35%15%Assembly
25%10%Fabrication
20%1%Machining
WorldWorld--Class Class Cycle EfficiencyCycle Efficiency
Typical CycleTypical CycleEfficiencyEfficiency
ApplicationApplication
VA NVA
VA NVA
VA NVA
TypicalCompany
TraditionalProcess
Improvements
LeanEnterprise
Improvements
VA NVA
VA NVA
VA NVA
TypicalCompany
TraditionalProcess
Improvements
LeanEnterprise
Improvements
TimeTime
Minor Improvement
MajorImprovement
MajorImprovement
(X)
(O)

21
In the ProcessIn the ProcessBetween the
Process
Six Sigma 초점 Lean 초점
Between the Process Between the Process 관점관점
22
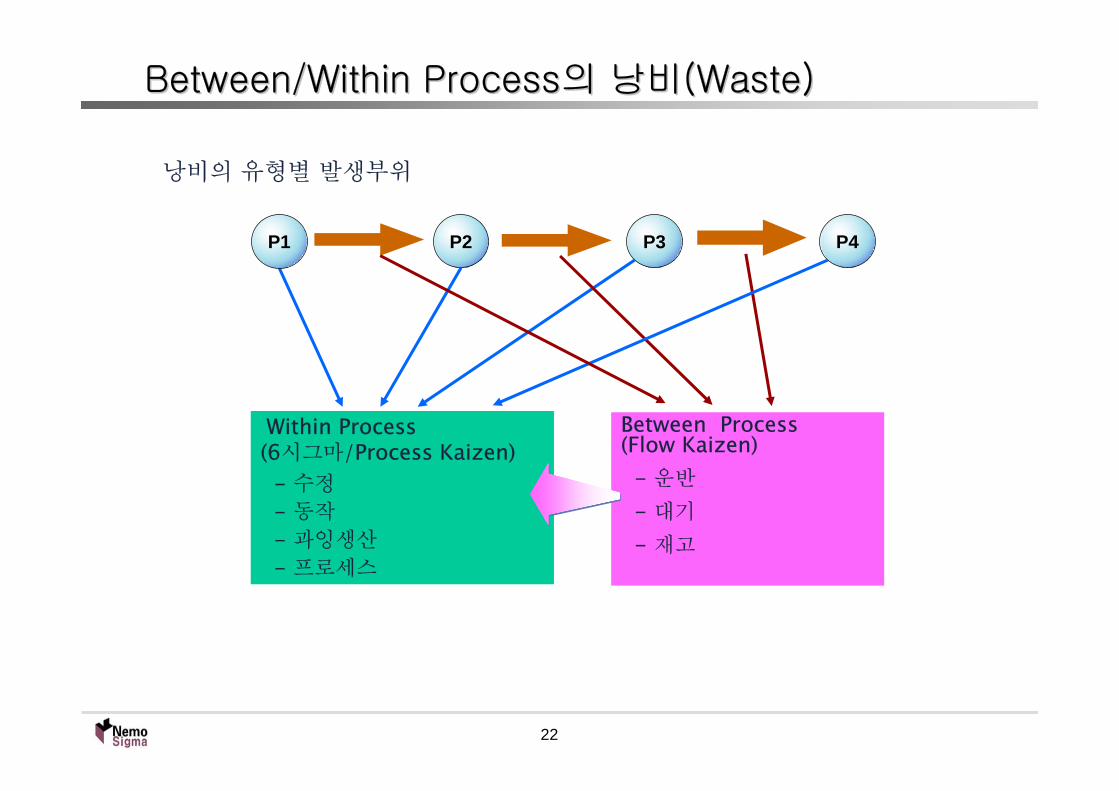
Between/Within ProcessBetween/Within Process의의 낭비낭비(Waste)(Waste)
낭비의유형별발생부위
Within Process (6시그마/Process Kaizen)
- 수정- 동작- 과잉생산- 프로세스
P1 P2 P3 P4
Between Process (Flow Kaizen)
- 운반- 대기- 재고

4. Lean의장점- Lead time은모든것을말한다-품질,재고,낭비

24
Lean이필요한이유
Waste 인식
신속한실행방법(Kaizen)
ProcessSpeed와
Cycle Time 개선
NVA제거를통한더빠른품질개선
SpeedTools
식스시그마에서는변동의제거가우선이므로이러한낭비를강조하지않음
VSM을통한Waste와 Delay 설명하고 VA/NVA를분류하여 NVA를제거
Kaizen Event는일주일정도업무와분리된집중적활동으로신속한결과를얻도록하는방법임
많은작은과제(식스시그마과제대상에서제외)의빠른개선은식스시그마과제의개선속도를빠르게함
Lean이 NVA를제거해준다면식스시그마는더빠른시간내에품질을
개선할수있음
Lean에서는수십년동안다듬어진시간을분석하는방법들이제시됨
이를통해프로세스를분석이용이함
식스시그마에서는 Speed와품질을연결시키지않음
Lean에서는나쁜품질의원인은느린 Speed에있으며WIP를제한하여 Pull System을구축하게됨으로써근원적품질문제를개선함
4. Six Sigma + Lean의이유Six SigmaSix Sigma에서의에서의 Lean Lean 장점장점

25
(그림 : 재고관리비용의도식화 )
재고재고
1. 금리
2. 운반비
3. 과잉생산의직접인건비
4. 창고건물 (감가상각,임차,보험)
5. 하역, 관리인건비
6. 폐기, 진부화
7. 불량이나 CLAIM의원인을알수없게되는낭비(?)
(문제의근원을감추고전염시키는병균)
년간재고액의
1-5: 10-20%1-6: 20-40%7 : +α(?)
재고관리비용
년간재고비용
긴준비시간 잉여인원라인불균형
불량기계고장
그림 : 재고의비유와숨겨진공장
* 숨겨진공장
• A.V. FEIGENBAUM의 Hidden Plant(수정,수리,재작업,재검사)
• 유령공장 (PHANTOM PLANT)
• 공장속의공장
(PLANT WITHIN A PLANT)

26
600분600분
600분
600분
---
600분
---600분
---
1분
1분 1분
1분
로트생산
하나흘리기생산
로트생산과로트생산과 흐름흐름 생산의생산의 리드타임리드타임 비교비교
공정A
공정B
공정C
공정A공정
B공정
C
27
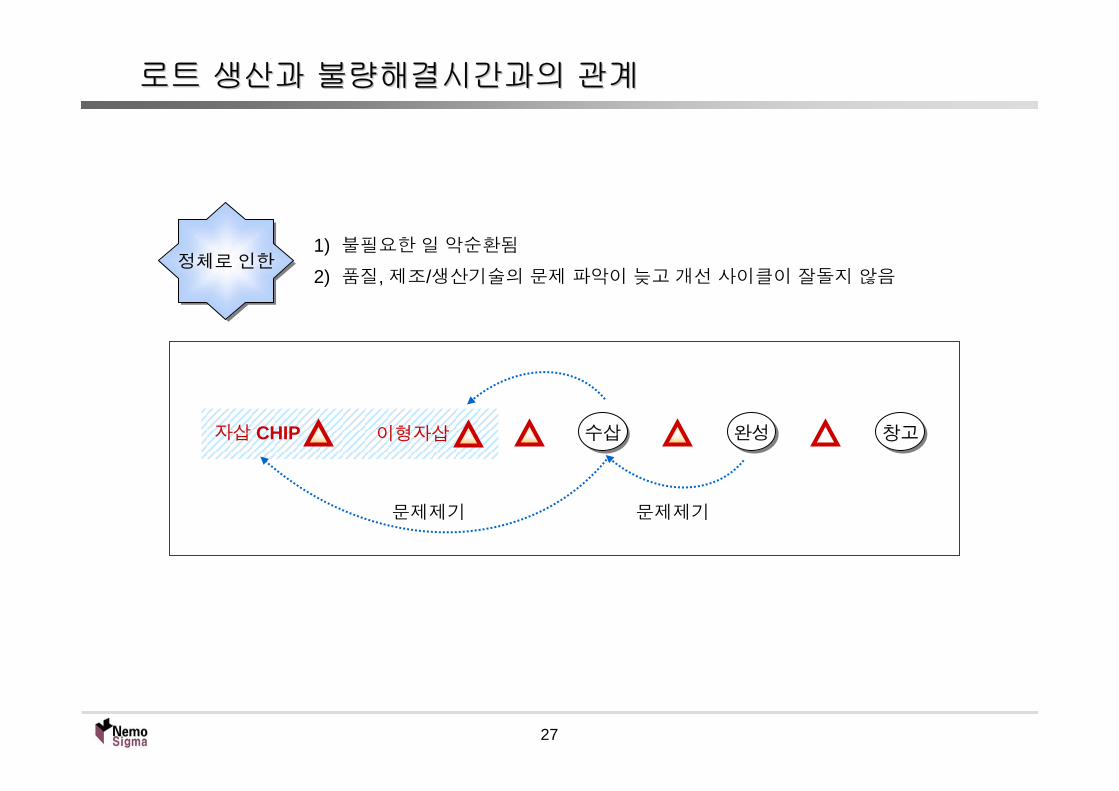
로트로트 생산과생산과 불량해결시간과의불량해결시간과의 관계관계
1) 불필요한일악순환됨
2) 품질, 제조/생산기술의문제파악이늦고개선사이클이잘돌지않음정체로인한정체로인한
수삽수삽자삽 CHIP
문제제기
이형자삽 완성완성 창고창고
문제제기

28
Process의 Defect는 Delay와 NVA의근원임
38%Lead Time
Up
38%Lead Time
Up
54%Work In
Process Up
54%Work In
Process Up10%
Defect10%
Defect Delay & NVADelay & NVA
Lead TimeLead Time에에 대한대한 DefectDefect의의 영향영향

29
5. Lean개념의 6시그마활용
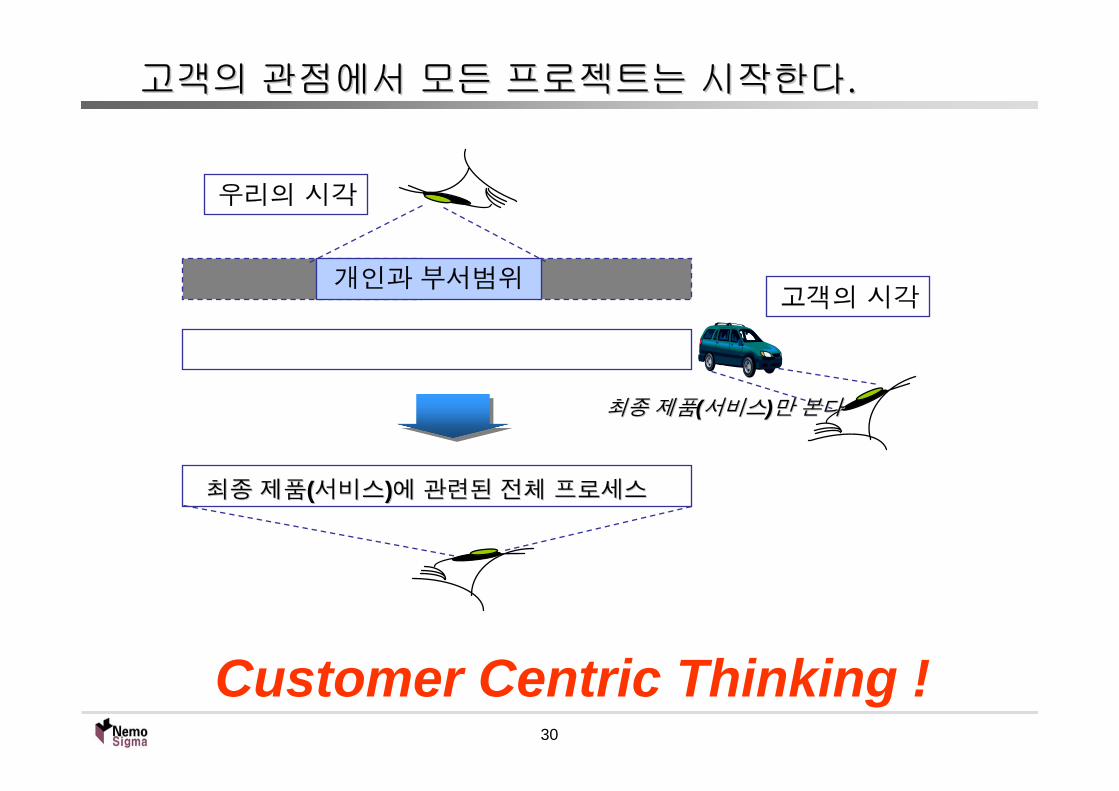
30
Customer Centric Thinking !
고객의고객의 관점에서관점에서 모든모든 프로젝트는프로젝트는 시작한다시작한다..
우리의 시각
개인과부서범위고객의 시각
최종최종 제품제품((서비스서비스))만만 본다본다
최종최종제품제품((서비스서비스))에에관련된관련된전체전체프로세스프로세스

31
전통적 기능적 관점은 부서내의 최고효율을추구하지만 고객관점에서는 부분 최적화를가져온다
가치흐름 프로세스 접근방식의 목적은위의 그림과 같은 부서간 장벽을제거하고 제품과 서비스의 제공을 위해조직전반을 횡단하여 고객에게 촛점을맞춘 새로운 업무처리절차를 개발하는것이다.
A 회사A 회사
관리생산판매 개발
가치흐름가치흐름 프로세스프로세스 접근방식접근방식
A 회사A A 회사회사
프로젝트 관리 --> 판매프로젝트프로젝트 관리관리 ----> > 판매판매
서비스서비스서비스
자원 관리 --> 생산자원자원 관리관리 ----> > 생산생산
관리관리생산생산개발개발판매판매
신제품 개발신제품신제품 개발개발

32
부서부서((부문부문))최적화와최적화와 전사전사((전체전체))최적화최적화
불량품 발생을 막고 이를 위한 개선 노력은 중요하다.그렇다고 업무 성과가 개선된다고 보장할 수는 없다!불량품 발생을 막고 이를 위한 개선 노력은 중요하다.그렇다고 업무 성과가 개선된다고 보장할 수는 없다!
공정 단계1 2 3 4 5 6 7
= 불량품에 의해 낭비된 능력
우리는 종종 이와 같이불필요한 작업을 수행한다.!
수요
량
우리는 이범위 내에서작업해야한다!

6. Lean과 6 시그마의적용

34
: 6시그마 영역 : 린시그마 영역
Big-Y 전개
전략수립
과제도출
DMAIC
산포, 품질
과제해결
MBB/ BB/ GB
일상의 작은 개선과제
Supervisor / Operator제안
VSM 활용Big-Y 전개
전략수립
과제도출
Lean Sigma
낭비, 리드타임
DMAIC
산포, 품질
과제해결
MBB/ BB/ GB
낭비제거의
즉실천 활동
(TPS도입
EASY6시그마)
일상의 작은 개선과제
Supervisor / Operator제안
Lean SigmaLean Sigma의의 위치위치

35
과제과제 도출도출 체계체계
-전략계획-수익계획
제품(군)선정
As-Is VSM
VA/NVA 및개선기회확인
To-Be VSM
과제 도출(SS/Lean)
Big-Y 전개Assessment
& Certification
과제 도출 체계
Tools
과제 도출(SS/Lean)
36
Prod’n Cont.
Suppliers
OPSI
CRC
Prod’n Cont.
HLAGEC WeeklyOrders
4 WEEKFORECAST
MRPDaily
Orders
13 WEEKFORECAST
Customer
Forecast
Orders
Sales13 WEEK FORECAST
Daily
SHIP
30 Min. 1020 Min. 25 Min. 30 Min.
DailySchedule
6
TEST CONFASSY
10 Days 10 Days 5 Days
6 4 2
Ass’y WIP210 Units$513,000
3 Days Worth
Brds + RIP$3,300,000
19 Days WorthTest WIP+FG$1,700,000
10 Days Worth
8 Days
Raw Bds 8 WKS
SMT
3
15 Min.
7 Days
42 Min.
3.5 Days
HA TEST
2 2
24 Min.
3 Bd. Assy.2,360 Units$425,000
11 Days Worth
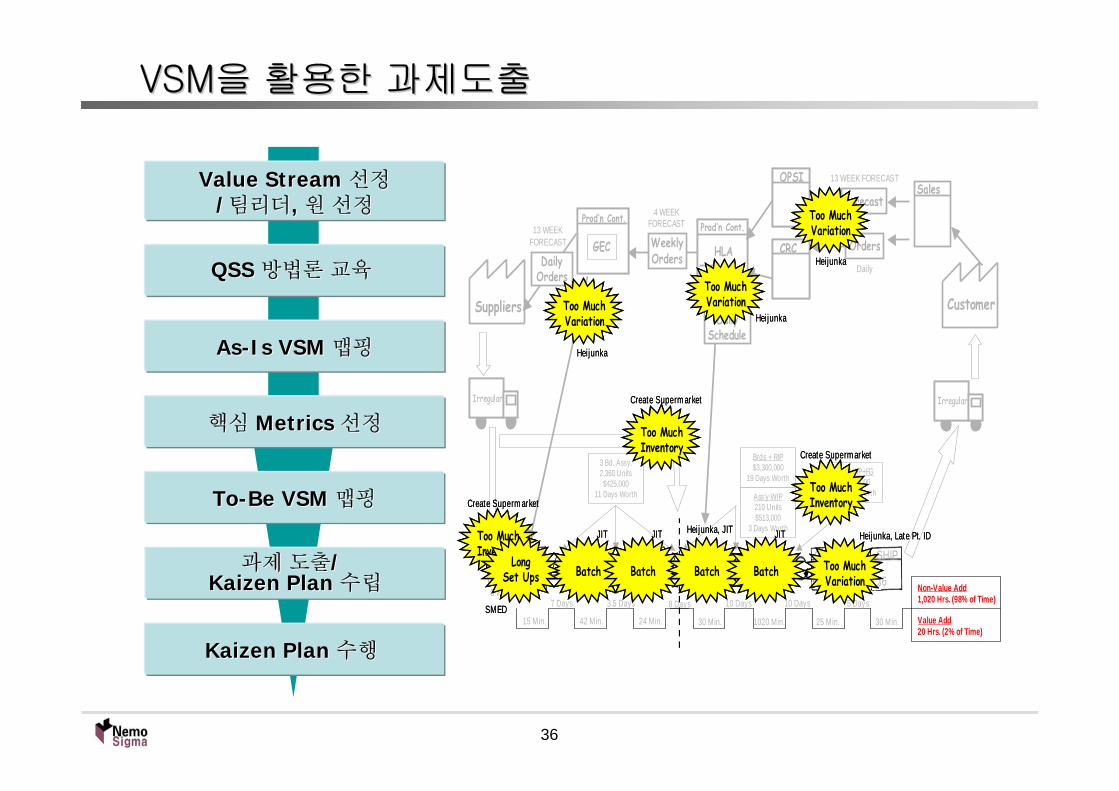
Non-Value Add1,020 Hrs. (98% of Time)
Value Add20 Hrs. (2% of Time)
IrregularIrregular IrregularIrregular
Too MuchVariation
Heijunka
Too MuchVariationToo MuchVariation
Heijunka
Too MuchVariation
Heijunka
Too MuchVariationToo MuchVariation
HeijunkaToo MuchVariation
Heijunka
Too MuchVariationToo MuchVariation
Heijunka
Too MuchInventory
Create Superm arket
Too MuchInventoryToo MuchInventory
Create Superm arket
Batch
JIT
BatchBatch
JIT
Batch
JIT
BatchBatch
JIT
Batch
Heijunka, JIT
BatchBatch
Heijunka, JIT
Batch
JIT
BatchBatch
JIT
Too MuchInventory
Create Superm arket
Too MuchInventoryToo MuchInventory
Create Superm arket
Too MuchInventory
Create Superm arket
Too MuchInventoryToo MuchInventory
Create Superm arket
LongSet Ups
SMED
LongSet Ups
LongSet Ups
SMED
Too MuchVariation
Heijunka, Late Pt. ID
Too MuchVariationToo MuchVariation
Heijunka, Late Pt. ID
Value Stream Value Stream 선정선정//팀리더팀리더, , 원원 선정선정
AsAs--Is Is VSMVSM 맵핑맵핑
핵심핵심 Metrics Metrics 선정선정
ToTo--Be VSMBe VSM 맵핑맵핑
QSS QSS 방법론방법론 교육교육
과제과제 도출도출/ / Kaizen Plan Kaizen Plan 수립수립
Kaizen Plan Kaizen Plan 수행수행
VSMVSM을을 활용한활용한 과제도출과제도출
37
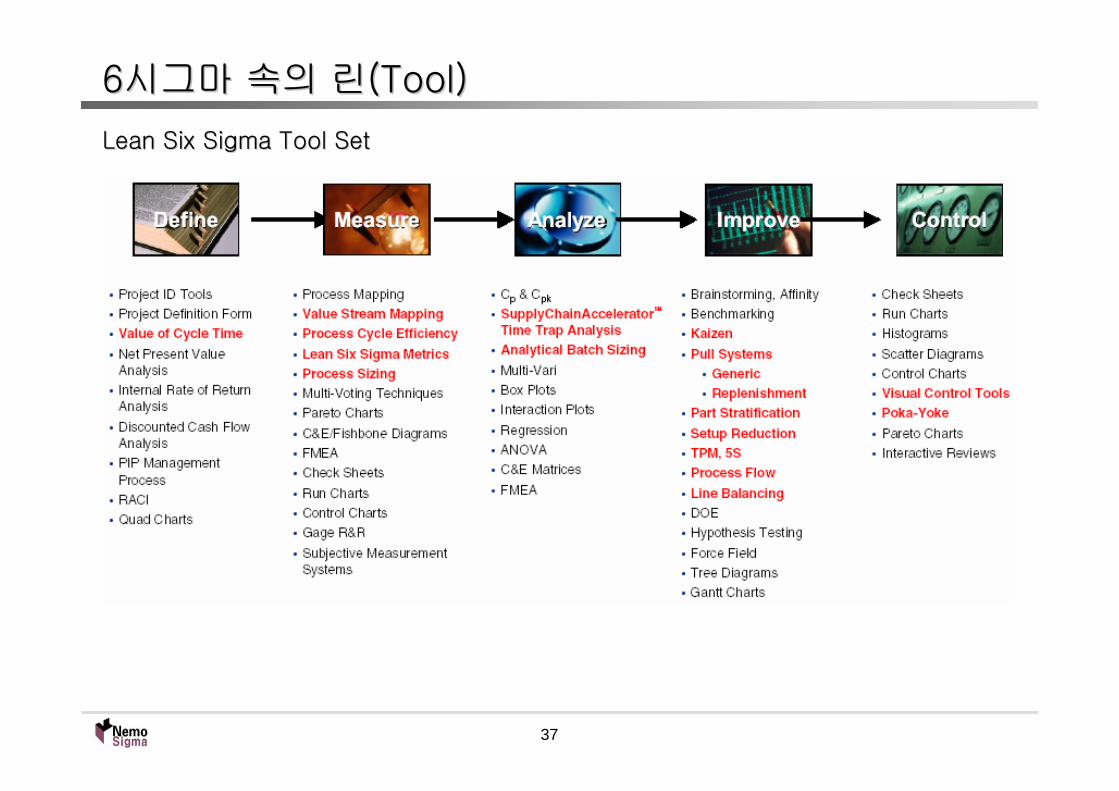
Lean Six Sigma Tool SetLean Six Sigma Tool Set
66시그마시그마 속의속의 린린(Tool)(Tool)

38
7. 정리

39
A critical Lean Six Sigma InsightA critical Lean Six Sigma Insight
Material spends 95% of its time wait creating overhead cost
80% of the wait time is due to Time Traps caused by 20% of the activities
Inventory Turns can be tripled, Lead time and WIP + Finished Goods inventory can be reduced 50~80%
Overhead + Quality Cost can be reduced by 20% while improving performance on CTQs
These Insights hold true for all processes