00-cubierta f-dic.07 nº2 - pedeca presspedeca.es/wp-content/uploads/2012/03/fundipress_37.pdf · y...
TRANSCRIPT

MA
RZ
O20
12•
Nº
37FU
ND
IPR
ESS


Por su amable ydesinteresada
colaboración en laredacción de este
número, agradecemos susinformaciones, realizaciónde reportajes y redacciónde artículos a sus autores.
FUNDI PRESS se publicanueve veces al año
(excepto enero, julio yagosto).
Los autores son losúnicos responsables de
las opiniones yconceptos por ellos
emitidos.
Queda prohibida lareproducción total o
parcial de cualquier textoo artículos publicados enFUNDI PRESS sin previoacuerdo con la revista.
1
Director: Antonio Pérez de CaminoPublicidad: Carolina AbuinAdministración: María González OchoaDirector Técnico: Dr. Jordi TarteraColaboradores: Inmaculada Gómez, José Luis Enríquez,
Antonio Sorroche, Joan Francesc Pellicer,Manuel Martínez Baena y José Expósito
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-444X - Depósito legal: M-51754-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: Villena Artes Gráficas
D. ManuelGómez
D. Ignacio Sáenz de Gorbea
Aso
ciac
ion
esco
lab
orad
oras
Editorial 2Noticias 6Jornada sobre medición de alta precisión (UHA) • ASK Chemicals en el 70º Congreso Mundial de Fundición • BEC firma un a-cuerdo con AIMHE • Air Productos anuncia su plan de expansión estratégica • SICK e IDC Tecnología realizan jornada de segu-ridad • AM-201GE, la nueva cámara monocromo • Lavar - Desengrasar - Secar - Calentar.
Información
• 5th SCHUNK Expert Days on Service Robotics 12• Durómetro universal totalmente motorizado, modelo Duravision 250/350 de Emcotest 14• La PRISMO Navigator de Carl Zeiss une alta precisión con flexibilidad 16• Boletín Técnico F.E.A.F. (y Parte II) 18• Kurtz ha vendido prensas de rebabado al mayor fabricante de automóviles de Europa 26• Arenas de sílice: Materia prima básica en la industria de la fundición (Parte II) - Por José Expósito 28• La formación es la mejor arma contra la destrucción de empleo - Por Confemetal 40• BAUTERMIC, S.A. ha creado su propio laboratorio de análisis para control de la limpieza y el desengrase de todo tipo de
piezas 42• EUROGUSS 2012 marca nuevos récords 44• Nuevo sistema de monitorización de martillos neumáticos para desarenado - Por O.M.LER 2000 45• Desbarbado con robot - Por Schunk Intec, S.L. 46• Previsiones de la asociación Cluster HEGAN 48• “Tecnología de estampación en frío. Soluciones avanzadas en aceros de herramientas y nuevos desarrollos en materiales para
estampación” - Por Instituto de Fundición TABIRA 50• Amplia gama de equipos versátiles que ofrecen una excelente eficiencia - Por Rösler International GmbH & Co.KG 54• DASSAULT SYSTEMES organiza su European Customer Forum 57• Nuevos conceptos de recubrimientos y aditivos como enfoque integral para obtener piezas sin defectos y sin residuos - Por Rein-
hard Stötzel, Christian Koch, Hilden Carlos y Friedhelm Meyer 60• ITC y AIMME desarrollan el proyecto “Nanolec” para eliminar los metales pesados en las aguas residuales de la industria 66• Inventario de Fundición - Por Jordi Tartera 67Guía de compras 68Índice de Anunciantes 72
Sumario • MARZO 2012 - Nº 37
Nue
stra
Port
ada
Asociación de Amigosde la Metalurgia
Asociación Española de Exportadoresde Maquinaria, Productos y Servicios
para la Fundición
ASK CHEMICALS ESPAÑA, S.A.U.Muelle Tomás de Olabarri, nº 4 - 3º 48930 GETXO (Vizcaya) Tel.: +34 94 480 4646 Fax: +34 94 464 8861 [email protected] www.ask-chemicals.com

Editorial / Marzo 2012
2
Editorial
Nuevos tiemposAunque en estos tiempos que corren lo que se suele hacer es
“cortar” la promoción y la publicidad, nosotros seguimos invir-tiendo para dar a conocer nuestros productos y lo hacemos conuna nueva web adaptada a las nuevas necesidades de comunica-ción que el “fenómeno” de las Redes Sociales reclama. Después deunos meses de trabajo pensando en nuestros clientes, hemos es-tado preparando su lanzamiento.
Esta nueva web pretende ser un portal de referencia en el sec-tor y, entre otras novedades, incluirá el acceso a la nueva comuni-dad de Pedeca Press dentro de las redes sociales tan en boga: fa-cebook, twitter, … ¿Qué para que sirve? Pues para que tantonosotros, como nuestros anunciantes (que lo van a poder com-probar) nos metamos de lleno en todo el entramado online y quenos encuentren de una manera eficaz y lo antes posible en losprincipales buscadores.
Creemos firmemente en ello, al igual que los anunciantes quetenemos, tanto en la revista como en la web, con los banners y el“Directorio”.
Una nueva web con contenidos novedosos, promociones, noti-cias, eventos, ferias, fotografías, videos… Un BLOG, que ayudará adar a conocer las noticias del sector y servirá como punto de en-cuentro y debate entre nuestros lectores. En definitiva, un entor-no más innovador y práctico para todos los usuarios.
Pueden entrar y descubrirlo en www.pedeca.es
Esperemos que pronto se “suban al carro” y entre todos este-mos en el lugar que nos merecemos.
Antonio Pérez de Camino




Noticias / Marzo 2012
6
Jornada sobremedición de altaprecisión (UHA)Hexagon Metrology Iberia, si-guiendo su política de ofreceractividades de formación de pri-mer nivel a la industria, acabade concretar los detalles de unanueva Jornada Técnica. En estaocasión se ha preparado la reali-zación de un seminario dedica-do de forma específica a las apli-caciones de metrología de altaprecisión, pensadas de formaespecífica para sectores como elmecanizado de alta precisión,power-train (motores, engrana-jes, transmisiones, etc.) y geo-metrías especiales.
Esta jornada se realizará el pró-ximo 17 de abril de 2012 en lasinstalaciones del moderno Cen-tro Técnico Hexagon MetrologyVitoria, inauguradas en marzode 2011 en el Parque EmpresarialJundiz de la capital alavesa. Estaactividad enlazará también en lamisma semana con actividadesde formación específicas para u-suarios de MMC de Alta Preci-sión de las marcas DEA y Leitz,así como para los usuarios de lossoftwares QUINDOS y PC-DMIS,los más avanzados del mercadopara la medición de geometríasespeciales.
Durante la jornada del 17 de a-bril especialistas de aplicacio-nes de medición de alta preci-sión de Hexagon Metrology enEuropa asistirán a este evento,que supone un paso más en lalínea que viene siguiendo Hexa-gon Metrology Iberia en los últi-mos años, realizando este tipode eventos de tipo sectorial, yque tan buena acogida tienenen el sector de profesionales dela metrología. En otros temas seabordaran los siguientes:
• Tecnologías de medición porcoordenadas para la muy altaprecisión (UHA – Ultra HighAccuracy): Tecnologías, palpa-dores y sensores de mediciónpor contacto de alta precisión.
• Mediciones UHA mediante sis-temas de medición óptica: me-dición de muy alta precisiónpara piezas pequeñas, plásti-co, electrónica y medicina.
• Soluciones de software para laverificación UHA de elemen-tos: Power-train, engranajes ygeometrías especiales.
Tras las presentaciones teóricasse dará paso a las demostracio-nes prácticas, que se desarrolla-ran en grupos reducidos en ellaboratorio climatizado de me-dición de alta precisión ubicadoen el Centro de Precisión Hexa-gon Metrology Vitoria.
Info 1
ASK Chemicalsen el 70ºCongresoMundialde FundiciónASK Chemicals, con sede en Ale-mania, va a acentuar una vezmás su posición líder en el mer-
cado de fundición, centrando ennuevas soluciones mejoradas pa-ra evitar los defectos de fundi-ción relacionados con los recu-brimientos refractarios y losproductos auxiliares de alimen-tación. Aquellos que visiten el 70ºCongreso Mundial de Fundicióntambién llegarán a comprendermejor la extensa variedad deproductos de ASK Chemicals y a-prenderán cómo pueden mejorartodos los aspectos de la fundi-ción: aglomerantes, aditivos, pro-ductos auxiliares, recubrimien-tos, productos auxiliares dealimentación, filtros y productosmetalúrgicos, así como serviciosde diseño cuyo principal objetivoes el de optimizar el rendimientode la fundición.
Asimismo, como empresa cen-trada en la protección del medioambiente, ASK Chemicals tieneprevisto revelar varios produc-tos sostenibles diseñados con elfin de reducir la huella de carbo-no total del sector de la fundi-ción. Así, por ejemplo, se ex-pondrá al público ISOCYCLE™,el último programa de reciclajede ASK Chemicals.
Con el fin de remarcar sus cono-cimientos sobre fundición y suexperiencia, la ponencia de ASKChemicals en el 70º CongresoMundial de Fundición se centra-rá en sus últimos avances:
1. “Un nuevo aditivo de arenapara controlar el veteado yprescindir del uso de recu-brimientos refractarios”, es-crito y presentado por JaimePrat, ASK Chemicals.
2. “Examen de la contamina-ción procedente de productosauxiliares de alimentación enfundiciones de acero”, escritoen colaboración con y pre-sentado por Ralph E. Show-man.
Info 2


BEC firmaun acuerdocon AIMHEBilbao Exhibition Centre y AIM-HE, Asociación de Importadoresde Máquina-Herramienta, hanfirmado un acuerdo estratégicopara la actuación coordinada enla promoción y desarrollo deBIEMH, Bienal Española de Má-quina-Herramienta.
José Miguel Corres, ConsejeroDelegado de BEC, y responsable,por tanto, de la sociedad organi-zadora del certamen, y AntonioPostigo, Presidente de AIMHE,han suscrito con su firma esteacuerdo, que se concreta en laintegración de esta entidad enel Comité Técnico Asesor deBIEMH y la creación, con ello,de un marco estable de colabo-ración activa.
Con el objetivo de impulsar elsector de máquina-herramien-ta, común a ambas sociedadesfirmantes, y su feria de referen-cia en nuestro país, AIMHE se
compromete a apoyar entre susempresas asociadas la partici-pación en BIEMH y colaborar ensus acciones de difusión, inclui-das las dirigidas a la captaciónde visitantes.
Por su parte, BEC dará visibili-dad a la participación de AIMHEen el Comité, le informará sobrelos diversos aspectos organiza-tivos del certamen y facilitarásu presencia en él, tanto en el a-partado expositivo como en elde reuniones.
AIMHE es la asociación que re-presenta al sector de la impor-tación y distribución de máqui-na-herramienta en España. Enla actualidad cuenta con 47 em-presas asociadas.
Info 3
Air Productsanuncia su plande expansiónestratégica Air Products anuncia dos nue-vas e importantes inversionesen Rusia, de acuerdo con losplanes de expansión de la com-pañía en regiones en crecimien-to. Air Products construirá undepósito de gases embotelladosy una licuadora, donde produci-rá más de 200 toneladas al díade oxígeno, nitrógeno y argón,en Krasny Sulin, en la región deRostov. La localización presentauna base industrial estable, unfuerte crecimiento histórico y u-nas previsiones de desarrollomuy prometedoras. La inver-sión total asciende a más de 25millones de euros. Se esperaque, tanto el depósito de licua-ción como el de envasado de ga-ses, estén en funcionamiento aprincipios de 2014.
“En Air Products buscamos con-tinuamente oportunidades quenos permitan reforzar nuestraposición en las regiones en cre-cimiento. Estamos interesadosen las oportunidades comercia-les viables que ofrece Rusia, in-cluyendo la región de Rostov, yaque creemos firmemente en supotencial de crecimiento a largoplazo. La licuadora y el depósitode gases nos permitirán sumi-nistrar gases licuados y envasa-dos al mercado y apoyar tam-bién a nuestros clientes in situ”,comentó Robert Mills, Directorpara Rusia y la Comunidad deEstados Independientes (CEI) enAir Products.
El nuevo depósito de gases en-vasados y licuados de Air Pro-ducts permitirá a la compañíasuministrar gas licuado y embo-tellado a la industria del metal,el vidrio, la alimentación, la quí-mica y la refinación en Rostov ylas regiones circundantes.
Las inversiones de Air Productsen la construcción de la licuado-ra y el depósito de gases embo-tellados se llevarán a cabo en elmarco del Memorando de Cola-boración (MdC) que la empresafirmó con la Administración dela región rusa Rostov, en octu-bre de 2010. Este acuerdo con-templa el trabajo conjunto y eldesarrollo de actividades demanera cooperativa y construc-tiva para ambas partes.
Info 4
SICK e IDCTecnologíarealizan jornadade seguridad El pasado 7 de marzo la empre-sa IDC conjuntamente a SICK i-nició una doble jornada de se-
Noticias / Marzo 2012
8


guridad en máquinas en susinstalaciones en Alcalá de He-nares. Los ponentes Josep Plas-sa (Responsable de Seguridadde SICK) y Florentino Rico (Di-rector Técnico de IDC) alterna-ron una parte teórica legal concasos prácticos basados en unmontaje demo realizado en lasinstalaciones de IDC Tecnolo-gía.
La celda robotizada, ideada einstalada por el DepartamentoTécnico de IDC Tecnología, esta-ba integrada por una cinta detransporte, un robot antropo-morfo ABB y un despaletizador.Alrededor de treinta participan-tes presenciaron unos simula-cros basados en situacionesprácticas tal y como empresascomo IDC o SICK las suelen en-contrar en su día a día, ante todoen sectores como fabricación demaquinaria, aeronáutico, com-ponentes automóvil y materiasprimas.
IDC Tecnología es una compañíaespañola dentro del segmentode la Distribución Industrial Es-pecializada de componentes ysistemas para la automatizaciónindustrial de procesos producti-vos. La empresa está especializa-da en tres áreas de actividad co-mercial: Neumática y Control deMovimientos, Sensórica-Seguri-dad Industrial e IdentificaciónAutomática, y Componentes ySistemas de Visión Artificial.
La empresa SICK este año estállevando a cabo un ambiciosoplan de formación en el ámbitode normativas en la seguridadindustrial. Los trainings se reali-zan tanto en formato presencialcomo online.
Asimismo, SICK ofrece forma-ción continua de producto pro-fundizando sobre funciones yselección de dispositivos, análi-sis y diagnóstico.
Info 5
AM-201GE,la nueva cámaramonocromoInfaimon presenta las nuevasAM/AB-201GE del fabricante da-nés JAI. Con una resolución de1.920 x 1.080 píxeles a una velo-cidad de 38 imágenes por segun-do, la nueva cámara con arqui-tectura quad-tap de JAI utilizasensores Kodak KAI-02150 CCD einterfaz Gigabit Ethernet.
Lavar -Desengrasar -Secar -CalentarLa empresa BAUTERMIC, S.A. através de su propia ingenieríaha construido decenas de ins-talaciones que dan solución alos múltiples tipos de trata-mientos superficiales que en laindustria precisa para todo tipode piezas.
Realizando para cada caso unestudio especial de todos losfactores que intervienen, tantoeconómicos, como de produc-ción, disponibilidad de espacio,grado de automatización, tipode energía, etc…
Noticias / Marzo 2012
10
Como toda la línea de cámarasde alta resolución de JAI, lasnuevas AM/AB-201GE incorpo-ran una lista de característicasindustriales para optimizar surendimiento en sistemas de vi-sión artificial, tales como ali-neamiento preciso del sensor,avanzada gestión de tempera-tura, carcasa robusta y alta re-sistencia a choques y vibracio-nes.
Info 6
Suministra llave en mano:
• Máquinas para tratar superfi-cies: Lavar, Desengrasar, Fos-fatar, Desaceitar, Secar, …
• Hornos y estufas industriales:Para Calentar – Templar – Se-car – Fundir - Polimerizar …
Info 7


Del 29 de Febrero al 1 de Marzo del 2012, ex-pertos de todo el mundo se reunieron paracelebrar los 5th Expert Days on Service Ro-
botics en SCHUNK, líder competente en técnicasde sujeción y sistemas de agarre. Este evento es laplataforma mundial de mayor comunicación parala robótica de servicio aplicada. Bajo el lema “Ser-vice Robotics – Quo vadis?” 18 oradores proceden-tes de 10 países presentaron conferencias orienta-das de forma práctica hacia una visión global de lainteracción humano-robot. El enfoque de la coope-ración interdisciplinaria fueron temas como “Lapercepción y el aprendizaje”, “Desarrollo de Merca-dos”, “Robots y Diseño de Componentes”, así como“Robots y humanos”.
La importancia del simposio organizado por lacomprometida empresa familiar SCHUNK, se re-fleja muy bien en el listado de los oradores: co-menzando por Steve Cousins, presidente y CEO de
la Asociación estadounidense Willow Garage, has-ta el Prof. Dr. Roland Siegwart de la ETH en Zúrich.Conferencias por parte de Bosch, Siemens, Philips,y de la Comisión Europea han aclarado que la ro-bótica de servicio utilizada en el sector comercial ydoméstico se ha convertido en un importante fac-tor económico, que se utiliza comercialmente porun número creciente de empresas.
Información / Marzo 2012
12
5th SCHUNK Expert Dayson Service Robotics
Como primicia, SCHUNK presentó en los Expert Days el diseñode una nueva mano con 5 dedos.
Expertos de la robótica de servicio procedentes de todo el mun-do se uniron para el 5º SCHUNK Expert Days.

Emcotest da un paso de gigante en el conceptode durómetros universales, ya que introducede manera estandarizada mesas motoriza-
das para ensayos de dureza hasta 3.000 kgf.
Está disponible en dos versiones, DV250 con unrango de cargas de 1 kgf hasta 250 kgf y el DV350con un rango de 3 a 3.000 kgf.
Como principales características podemos destacar:
• Cabezal motorizado en Z, permite ensayar mues-tras más grandes y una mayor estabilidad duran-te el ensayo.
• Mesa motorizada de amplio recorrido, 400 x 290mm, que permite realizar ensayos en muestrasmuy grandes y de la forma que deseemos, ade-más de los normalizados en serie o CHD, Nht,Rht, y todo de una forma automática.
• Torreta motorizada de alta velocidad de 2 posi-ciones estándar y 6 posiciones opcional.
Resultados precisos:Gracias al ajuste debrillo y contraste deforma automática, asu rápido autofocusy a su sistema de ci-clo cerrado de con-trol mediante célulade carga, dan comoresultado el más alto grado de repetitividad y pre-cisión durante los ensayos.
Control desde PC a través de conexión USB2 sin tar-jetas adicionales, mediante software Workflow enEspañol, software muy intuitivo desarrollado ínte-gramente por Emcotest en un concepto de 5 pasos(Muestra, Método, Posición, Resultados e Historia).
Visión panorámica de 100 x 125 mm, que permite,mediante una lente de pocos aumentos, una visua-lización completa de la muestra de ensayo y la uti-lización de un módulo especial de software paraensayos partiendo de la visualización de esta cá-mara.
Ahorro en tiempo de ensayo: Gracias a su sistemade ajuste de brillo automático, autofocus optimiza-do, torreta y mesa motorizadas además de una in-tuitiva operación, dan como resultado un ahorroen tiempo de ensayo de más del 50% comparadocon respecto a otros equipos de la competencia.
Y además dispone de una amplia variedad de acce-sorios opcionales para cumplir con los requerimien-tos más restrictivos planteados por los clientes.
Información / Marzo 2012
14
Durómetro universal totalmentemotorizado, modeloDuravision 250/350 de EmcotestPPoorr IIzzaassaa


Carl Zeiss presenta la nueva PRISMO Naviga-tor, el buque insignia del área de MetrologíaIndustrial de ZEISS, que une las ventajas de
los equipamientos existentes con HTG (High Tem-perature Gradient) y S-ACC (Super Ac-curacy). Destaca por su dinamismo,precisión y uso universal, que pro-porciona a los operarios ganar enflexibilidad.
La máquina de medición por coor-denadas PRISMO permite medir to-do tipo de instrumentos, yasean piezas prismáticas o desimetría axial, culatas, en-granajes pequeños, cigüeña-les o álabes de turbina. Gra-cias a su equipamiento contecnología de scanning acti-vo VAST, la funcionalidaddel multisensor MASS y susdiferentes platos divisores,hacen que esta máquina sedistinga por su uso uni-versal.
Hasta ahora, la máqui-na estaba disponible endos variantes: HTG y S-ACC, pero gracias alcontinuo desarrollo dela tecnología de maqui-naria, la mejora de la cali-dad de todos los componen-tes y la optimización continua
de los procesos de fabricación, PRISMO navigatorestá disponible de serie con una alta precisión y u-na especificación de temperatura de 15 a 30 gradoscentígrados.
Ello permite a los operarios trabajar con una incer-tidumbre de medición muy reducida dentro de esterango, incluso en el caso de oscilaciones de tempe-ratura que pueda haber en la nave de producción,como puede ocurrir en la industria automovilística.
Además, cuando son necesarios unos resultadosde medición más precisos y las tolerancias son un
micrómetro o menos, la PRISMO navi-gator unifica las variantes HTG y S-ACC, lo que conlleva unas ventajaspara el usuario entre las que desta-ca una mayor flexibilidad, permi-tiendo planificar con más tiempo yvariar la aplicación de la máquina.Asimismo, la elevada precisión bá-
sica del equipamiento for-ma parte del estándar conS-ACC.
Por otro lado, la serie PRIS-MA ultra es la máquina i-dónea cuando se precisanresultados más exactos,como puede tratarse en ta-reas de medición en el sec-tor de la ultraprecisión,
con un error de medición lon-gitudinal de MPE E = 0,6 + L/400
para la PRISMO 7.
Información / Marzo 2012
16
La PRISMO Navigator de Carl Zeissune alta precisión con flexibilidad
• Grupos de trabajo para solventar problemáticascomunes.
• Otros servicios del programa: Apoyo a la toma dedecisiones empresariales, Proyectos de demos-tración, Casos prácticos, Aula de Ecodiseño.
Convenio de Colaboración FEAF/IHOBE
FEAF firmó en enero de 2011 un CONVENIO DE CO-LABORACIÓN con IHOBE en el marco del ProgramaEcoeficiencia, mediante el cual ha sido posible de-sarrollar el proyecto demostración de valorizaciónde finos y arenas de moldeo químico en la fabrica-ción de cemento.
Uno de los compromisos que asume la FEAF en elmarco del Convenio, es impulsar la adhesión de lasfundiciones en dicho Programa, mediante la incor-poración de planes de ecoeficiencia en las empre-sas, y la realización de talleres de Formación y Gru-pos de Trabajo específicos para el Sector.
En este sentido la FEAF tiene programados una se-rie de talleres sobre novedades legislativas y su a-plicación en el País Vasco, en materia de residuos,emisiones a la atmósfera, REACH y la Ley de res-ponsabilidad ambiental, los cuales está previsto sedesarrollen a partir del próximo enero.
¿CÓMO PARTICIPAR en el ProgramaECOEFICIENCIA?
Las empresas interesadas en contar con las venta-jas y servicios que ofrece el programa pueden ha-cerlo mediante la firma de un documento de adhe-sión, según el cual se comprometen a:
• Realizar anualmente una actuación de mejoraambiental (a decisión de la empresa).
• Comunicar anualmente los resultados de la ac-tuación ambiental a Ihobe.
PAIS VASCO. SUBVENCIONESEN MEDIOAMBIENTE OTORGADASEN LA CONVOCATORIA DE 2011
En el año 2010 se publicó el Decreto 260/2010, de 19de octubre, por el que se regula la concesión desubvenciones a empresas para la realización de in-versiones destinadas a la protección del medioambiente, que introdujo la posibilidad de obtenersubvención bajo las categorías de "procedimientoordinario", de concurrencia competitiva y cuantifi-cación por prorrateo, o "procedimiento simplifica-do", de concurrencia no competitiva.
En la convocatoria de este año, publicada el 3 deJunio, 138 empresas vascas han presentado un to-tal de 182 proyectos al Programa de subvencionesmedioambientales. De las 138 empresas, 18 sonfundiciones o proveedores de FEAF y han presenta-do un total de 33 proyectos.
Una vez analizadas y valoradas las solicitudes pre-sentadas, la Viceconsejería de Medio Ambiente delGobierno Vasco ha resuelto subvencionar 137 pro-yectos de 110 empresas (26 proyectos de 17 empre-sas asociadas a FEAF).
De acuerdo al procedimiento ordinario, se hansubvencionado 67 proyectos presentados por 53empresas, cuya ejecución supone una inversióntotal cercana a los 17 millones de euros. Un 64% delas empresas subvencionadas son PYMES.
En cuanto a la distribución de estas ayudas, un 41%de las ayudas se ha destinado a subvencionar 22proyectos de aire, un 32% a 24 proyectos de resi-
Información / Marzo 2012
18
Boletín Técnico F.E.A.F. (y Parte II)Noticias publicadas en el Boletín Técnico de la FEAF -Federación Española de Asociaciones de Fundidoresdel mes de Diciembre 2011
(Continuación del número anterior)


Información / Marzo 2012
20
duos, un 23% a 16 proyectos de aguas, y el resto adiversos proyectos en materia de suelos, ruido yestudios medioambientales.
De acuerdo al procedimiento simplificado, se hanotorgado ayudas a 67 empresas vascas y 70 proyec-tos. En este procedimiento se han subvencionadolos seis proyectos para la implementación de equi-pos que posibiliten la valorización de arenas demoldeo de las fundiciones, que han presentado lasfundiciones.
Como ya les adelantábamos en nuestra Circular de6 de junio de 2011, en la convocatoria de 2011 las a-yudas recogían un apoyo específico a solucionespara el SECTOR DE LA FUNDICIÓN, especialmentepara los proyectos destinados a la valorización dearenas de moldeo (especialmente las de moldeoquímico). A tal efecto el Gobierno Vasco había re-servado una partida específica para el Sector deFundición de 400.000 euros por el procedimientosimplificado, lo cual se ha traducido en porcenta-jes de subvención superiores a otros años, para lasempresas que han previsto inversiones en equiposdestinados a valorización de arenas.
Nos complace decir que el esfuerzo que el Progra-ma de Ayudas del Gobierno Vasco hace este añocon el Sector Fundición, es, en gran parte, fruto delas conversaciones y reuniones que hemos mante-nido desde esta Asociación con la Dirección de Ca-lidad Ambiental del Gobierno Vasco, con el objeti-vo de solucionar la problemática medioambientalque existe con las arenas en general, y los finos demoldeo químico en particular, y de cara a promo-ver la valorización de dichos residuos a corto pla-zo, evitando situaciones de incumplimiento legalque han sido detectadas por algunos vertederos deresiduos no peligrosos.
Actuaciones de AFV
Ya en 2010, el Director de Calidad Ambiental plan-teó a la AFV la posibilidad de establecer, en la con-vocatoria de inversiones en medioambiente, una lí-nea de subvención específica de carácter preferentepara las fundiciones, que se tradujera en un porcen-taje de subvención superior al habitual, y solicitó aesta Asociación una primera estimación del mon-tante total que debería destinarse a dicha línea.
Así en diferentes comunicaciones desde la AFV alas empresas asociadas, les solicitamos informa-ción sobre si tenían previsto realizar inversionesrelacionadas con la valorización de las arenas y fi-
nos. A tal efecto a primeros de 2011 recibimos in-formación sobre inversiones estimadas de 14 fun-diciones por un valor global de más de 3 millones ymedio de euros.
La principal problemática versa sobre las arenas yfinos generados en el proceso de moldeo químico,que en muchos casos encuentran dificultades paraser admitidos en los vertederos de residuos no pe-ligrosos, debido principalmente al contenido enCarbono Orgánico Disuelto (COD), que está por en-cima de los valores que indica la Decisión Europea33/2003.
Es por lo que en 2010 se sentaron las bases de unDOCUMENTO CON LA DIRECCIÓN DE CALIDADAMBIENTAL DEL GOBIERNO Vasco, que incluye elCOMPROMISO DE VALORIZAR LAS ARENAS Y FI-NOS DE MOLDEO químico por parte de las fundi-ciones, a cambio de mantener temporalmente elacceso a algunos vertederos, de la CAPV.
Bajo este marco desde la AFV, y con el visto buenodel Gobierno Vasco, se ha puesto en marcha unproyecto demostración de valorización de arenas yfinos de moldeo químico en la fabricación de ce-mento, financiado por Ihobe y en el que han parti-cipado 2 fundiciones. La fase de pruebas ha finali-zado el pasado noviembre y se espera disponer delinforme de resultados en enero.
Adicionalmente a la opción de la cementera, laAFV ha estado trabajando en este último año en unproyecto de investigación con Tecnalia-Inasmetpara reducir el contenido orgánico en los finos demoldeo químico.
En este contexto, desde la FEAF, y a lo largo de es-tos dos últimos años, se han llevado a cabo visitasa más de 40 plantas vascas de fundición, con ob-jeto de conocer la problemática de primera mano,y desde la FEAF se continúa promoviendo y orga-nizando reuniones y visitas con vertederos, gesto-res y valorizadores con el fin de encontrar alter-nativas al vertido para las arenas y finos delmoldeo químico en particular, y otros residuos,en general.
JORNADA INFORMATIVA SOBRELA SÍLICE CRISTALINA RESPIRABLE
La FEAF continúa trabajando en el tema de la SíliceCristalina Respirable y, con el fin de conocer enmayor profundidad la responsabilidad empresarialy de directivos cuando se trata de enfermedades


Información / Marzo 2012
22
derivadas del uso y manipulación de la sílice cris-talina en el Sector de la Fundición, la FEAF ha reali-zado en el ejercicio 2011 las siguientes actividades:
• Reunión con los principales proveedores de FE-AF, celebrada en el mes de julio, en la que inten-tamos analizar entre todos la problemática de lasílice cristalina en lo que afecta a fundidores yproveedores.
• Participación en la reunión organizada por SEAEmpresarios Alaveses, celebrada en el mes de oc-tubre, sobre la presentación de los resultados delestudio realizado entre SEA y MUTUALIA sobre laprevalencia de la silicosis y otras enfermedadesrespiratorias en fundiciones férreas de Álava yVizcaya.
• Organización de una Jornada Informativa y deSensibilización para todo el Sector de Fundición,Fundidores y Proveedores, sobre la Sílice Cristali-na:
Fecha: 30 de Noviembre 2011.
Lugar: Bilbao.
Participación de: Sociedad de Prevención Mutua-lia y la Asociación para la Prevención de acciden-tes, APA.
Asistentes: 39 personas, representando a 15 so-cios fundidores y 8 socios proveedores.
Tras las presentaciones técnicas de Jesús Dalmaude la Sociedad de Prevención de Mutualia, MartínSilva y Ana Adellar de APA y Susana Castaños deMutualia, tuvo lugar un coloquio en el que se acor-daron las siguientes propuestas:
• Continuar con acciones de formación e informa-ción relativas a la Sílice Cristalina Respirable.
• Analizar con MUTUALIA y con APA la posibilidadde impartir formación in situ, en las propias em-presas, sobre el Manual de Buenas Prácticas.
• Participar más activamente, y en mayor númerode empresas, aportando datos a NEPSI.
INICIADA LA EDICIÓN Nº XVIIIDEL CURSO INTEGRAL DE FUNDICIÓN
El pasado 3 de Octubre dio comienzo en Azterlan(Durango), la edición nº XVIII del Curso Integral deFundición.
Después de un proceso de selección complicado,dado el volumen de personas que se inscribieron alcurso, un total de 109, el curso ha dado comienzocon los 12 candidatos que a juicio de la Asociaciónde Fundidores del País Vasco y Navarra y de Azter-lan, reúnen las aptitudes y actitudes más adecua-das para obtener el máximo rendimiento de la for-mación que van a recibir.
Se trata de un grupo compuesto por 9 chicos y 3 chi-cas, con edades comprendidas entre los 24 y 36 años,con estudios superiores, que abarcan la IngenieríaIndustrial, Ingeniería Técnica, Ingeniería de Minas,Ingeniería Química y Licenciatura en Químicas.
Hasta el próximo 20 de abril y durante un total de1.000 horas, se formarán en las siguientes materias:
• Fundamentos sobre empresa.• Calidad.• Metalurgia de la fundición.• Ensayo de materiales: destructivos y no destruc-
tivos.• Fusión y acondicionamiento.• Arenas, moldeo y machería.• Llenado y alimentación.• Análisis de defectos.• Acabados.• Puesta a punto de piezas.• Seguridad y medio ambiente.
El curso cuenta con la financiación de Lanbide-Ser-vicio Vasco de Empleo, el Departamento de Empleoy Asuntos Sociales del Gobierno Vasco y la cofi-nanciación del Fondo Social Europeo.

de las PYMEs familiaresdel metal. El resultado fi-nal del proyecto será unaguía en formato CD paraformalizar y transferir elconocimiento en las PY-MEs.
En este encuentro cada socio expuso la parte que hadesarrollado de la guía y se puso en común la es-tructura y contenidos de ésta. La guía, cuya primeraversión en papel para ser validada se espera paramediados de 2012, presentará el siguiente índice:
— Introducción.
— Descripción.
— Estado del arte.
— Métodos para la satisfactoria transferencia deconocimiento en la pyme familiar.
— Conclusiones.
— Glosario.
También se presentó, el plan de trabajo de la si-guiente fase del proyecto, que contempla la experi-mentación, validación y edición de la guía en for-mato CD. La AFV como socio promotor presentó enel encuentro un resumen del informe intermediodel proyecto remitido al OAPEE, y un informe decalidad interna del proyecto.
El último punto de la reunión fue la presentaciónde las distintas actividades de difusión de los so-cios. En este sentido la AFV/FEAF informó a los so-cios que desde su página web tiene un enlace a lapágina web oficial del proyecto www.magisterpro-ject.eu
La siguiente reunión transnacional se celebrará enItalia a finales de abril de 2012 y será la última reu-nión trasnacional antes de que el proyecto finaliceel próximo septiembre.
HOBETUZ 2010
Hasta el 30 de Junio de 2011 se ha llevado a cabo laejecución del Plan de Formación de la AFV, finan-ciado por HOBETUZ 2010. Los datos de ejecuciónhan sido los siguientes: 7 Cursos; 670 Horas de For-mación; 34 asistentes.
CONVENIO PARA LA FORMACIÓN2011
En el mes de marzo 2011, se presentó solicitud pa-ra el Convenio para la Formación 2011, financiadopor el Servicio Público de Empleo Estatal. El plazode ejecución del citado Convenio abarca desde el 1de Enero 2011 hasta el 30 de marzo 2012.
Hasta la fecha los datos de ejecución por parte dela FEAF han sido los siguientes: 27 Cursos; 1.516horas de formación; 365 asistentes.
PROYECTO EUROPEO LEONARDO“MAGISTER”
3er Encuentro Transnacional en Francia.
Los días 28 y 29 de noviembre, se celebró en Aix-en-Provence (Francia) la tercera reunión transna-cional del proyecto MAGISTER.
OBJETIVO DEL PROYECTO
Favorecer y desarrollar la formalización, la capitali-zación y la transferencia del conocimiento dentro
24
Información / Marzo 2012


Kurtz GmbH en el sector de maquinaria parafundiciones volvió a justificar su excelenterenombre en la Industria del Automóvil en
la pasada feria especializada “Euroguss”. La em-presa perteneciente al grupo Kurtz Ersa recibió enNürnberg la adjudicación del mayor grupo auto-movilístico Europeo para otras dos prensas de re-babado. Con ello se incrementa el volumen de pe-dido total a más de 2 millones de euros.
En el primer contrato, un poco antes del cambio deaño, Kurz ha podido vender 7 prensas de rebabado,cada una con 100 Toneladas de fuerza de prensa-do. Las dos nuevas prensas encargadas –tambiénprensas de 4 columnas de la serie Kurtz KPS– dis-ponen incluso de la doble presión de prensado con
200 t y están equipadas con mesas de prensadobasculante y empuje, aportando en mayor medidala optimación de proceso en la producción de pie-zas fundidas del fabricante.
En el sector de maquinaria para fundición, Kurtz esconocido sobre todo por sus máquinas de colada abaja presión y dispone de más de 30 años con lasmejores referencias en este campo. Dese 2009 laempresa fabrica también con mucho éxito prensasde rebabado, sus Clientes aprecian no sólo las ven-tajas técnicas de las máquinas concretas que secaracterizan por sus ciclos rápidos y su reducidoconsumo energético e controles inteligentes, sinotambién el paquete conjunto bien sintonizado queofrece Kurtz.
Fieles a la visión del Grupo Kurtz Ersa “Nuestraventaja tecnológica optimiza calidad, costes y ser-vicio en el proceso de producción de nuestrosClientes” Kurtz aporta, aparte de la tecnología demáquina ventajosa, un voluminoso saber de exper-to ya en la fase de concepción. Los resultados sonsoluciones perfectas para el Cliente que permitenuna producción económica, eficiente energética-mente y de proceso seguro también en el futuro.
Gracias a ello el stand de Kurtz, en el cual se mostrótambién una prensa de rebabado de 18 t de peso,estaba muy frecuentado lo que animó a los respon-sables de Kurtz en su trabajo. En Kurtz están espe-cialmente contentos con el gran interés de renom-brados fabricantes (de la industria del automóvil)que en buena parte era ya muy concreto y nos haceconfiar en futuros pedidos de gran volumen.
Información / Marzo 2012
26
Kurtz ha vendido prensasde rebabado al mayor fabricantede automóviles de Europa
La Firma Kurtz GmbH ha cosechado un gran éxito en la Euro-guss del 17 al 19 de Enero en Nürnberg. En este stand con undiseño nuevo se podía apreciar también una prensa de rebaba-do de 18 Toneladas de peso.


La mayoría de los técnicos de las arenas defundición, están familiarizados y conocen losefectos de las segregaciones originadas por
las arenas de sílice, cuando las mismas son descar-gadas, almacenadas y adicionadas a los mezclado-res.
Si no se toman medidas para prevenir el fenómenode la segregación, se pueden dar amplias variacio-nes en la distribución granulométrica, Índice de Fi-nura AFS y en consecuencia el área superficial dela arena suministrada a los diferentes puntos deconsumo.
Independientemente de cómo la arena es trans-portada, ella tiende a segregarse, por lo que se de-ben emplear sistemas antisegregación en todas lastolvas, y las mismas deberían ser diseñadas yconstruidas siguiendo unas normas determinadasque posteriormente se indicarán.
Se puede realizar un determinado análisis siguien-do un escrupuloso protocolo y empleando una ins-trumentación calibrada, pero si para efectuar elmismo no se emplea una muestra representativa,de poco o nada sirve dicho análisis.
RECOMENDACIONES PARA EL DESMUESTREDE ARENAS DE SÍLICE LAVADAS Y SECASA GRANEL PARA LA INDUSTRIADE LA FUNDICIÓN
Las recomendaciones que se dan a lo largo de estainformación, no serían prácticamente necesarias,
si estas arenas estuvieran compuestas en su as-pecto granulométrico, por un solo tamaño de gra-no, es decir que el 100% de la misma tuviera el mis-mo tamaño de grano.
Como desde el punto de aplicación en esta indus-tria, tal tipo de distribución granulométrica, no esen absoluto recomendable puesto que en la mismadeberían estar sus granos repartidos en 2 a 5 tami-ces adyacentes y, preferiblemente en 3 a 4 tamicesadyacentes al menos el 80% de la arena, ello da lu-gar a segregaciones de los diferentes tamaños degranos que, evidentemente pueden influir en losresultados obtenidos en el análisis del tamizado dela arena. En consecuencia se hace un resumen delas recomendaciones dadas, (para evitar en lo posi-ble este fenómeno de segregaciones) en las si-guientes informaciones técnicas: AFS FoundrySand Handbook (USA año 1963), AFS Comité deAgregados para Moldes y Machos (USA año 1982),Verein Deutscher Giesserifachleute VDG – Merk-blatt P-25 (Alemania año 1974), Steel Casting Rese-arch and Trade Associatión –SCRATA (Inglaterraaño 1974) y “Ensayos para cualificar las arenas síli-ceas. Recomendación del Grupo de Trabajo de Are-nas de Moldeo de la Asociación Técnica de Fundi-ción”, L. Froufe (España año 1967).
PROPÓSITO DEL DESMUESTRE
El requisito fundamental del muestreo de un sumi-nistro de cualquier material (de arenas de sílice la-vadas y secas en este caso), es el obtener en la medi-da de lo posible, una muestra con las propiedades
Información / Marzo 2012
28
Arenas de sílice: Materiaprima básica en la industriade la fundición (Parte 2)PPoorr JJoosséé EExxppóóssiittoo

medias del conjunto del cual la muestra es tomada,independientemente de su tamaño.
Es de tener en cuenta que de los materiales emple-ados en la industria de la fundición, estas arenaslavadas y secas de flujo libre son, posiblemente, losmateriales menos homogéneos, debido a las segre-gaciones de las fracciones gruesas y finas que se o-riginan, durante su movimiento y manejo.
Las muestras tomadas de un solo golpe, es decir,las muestras tomadas como una muestra única in-dividual, pueden evidentemente, dar los más irrea-les resultados, por lo que se debe emplear una téc-nica de muestreo para así obtener una muestra delconjunto lo más representativa posible.
El ensayo de una muestra mal seleccionada, es pe-or que no hacer el ensayo.
LUGAR DEL DESMUESTRE
Se deben preferiblemente tomar las muestras en lacarga o descarga de los medios de transporte em-
Marzo 2012 / Información
pleados, es decir: camiones volquete, camionescisterna, vagones, etc. siempre que sea posible.Siendo esto en muchos casos de difícil aplicación,se pueden tomar las muestras en la parte superiordel medio de transporte, aún cuando es necesarioreconocer que, debido a la segregación, métodosde carga y vibraciones en tránsito, no es fácil el ob-tener una muestra representativa de la partida dearena antes de la descarga. Se sugiere que el usua-rio ensaye parte de una muestra representativa to-mada por el proveedor, para contrastar con los re-sultados obtenidos por el mismo. En caso de hacerlas tomas de muestras de la parte superior de losmedios de transporte, se indica la conveniencia deeliminar la primera capa de arena, en una profun-didad de 75 a 150 mm, y luego proceder a las tomasde las muestras.
La forma de las tomas de muestras es la que se re-presenta en la imagen siguiente.
En el caso del suministro en camiones cisterna,donde no se puede aplicar el método anterior, eldesmuestre se puede hacer con desmuestradores a

insertar a través de las bocas o entradas de la car-ga. Estos desmuestradores también se deben apli-car en las tomas de muestras antes indicadas.
Estas muestras no deben ser de la cúspide o mon-tón cónico del material, y antes de tomarlas se de-
Información / Marzo 2012
30
Figura 1. Toma muestras tipo PSN de la actual firma SimpsonTechnologies (antes DISA).
ben romper o aplanar estas cúspides o conos,puesto que en caso contrario es muy difícil el obte-ner muestras representativas del volumen total.
En casos especiales, es preferible el desmuestre detales cargas en un punto adecuado del sistema demanejo, cuando la arena está siendo descargada.Esto es adecuado para la descarga de los vagonescisterna, donde se va desalojando la arena del va-gón cisterna u otros medios de transporte, tales co-mo camiones, tolvas, paletizadoras, tolvas inter-medias de almacenaje, etc. donde se emplee unaforma de descarga por medio de un sistema de ca-ída libre de esta arena, por ejemplo a través de unacinta transportadora. Este sistema de toma demuestras se describe en el procedimiento AFS1100-00-S y 1101-00-S de la obra “Mold & Core TestHandbook” 3ª Edición 2.001.
PESO Y NÚMERO DE MUESTRAS
El peso unitario de cada muestra individual debe-ría ser de al menos 0,5 Kgrs. El número de mues-tras dependerá de la cantidad de arena a recepcio-nar, tal como anteriormente se ha indicado en loscuadros correspondientes.
La recomendación mas generalizada es la toma de8 a 10 muestras individuales de al menos 0,5 Kgrspara cantidades de 20 a 25 Tm, lo que hace unacantidad de muestra única mínima de 4 a 5 Kgrs.
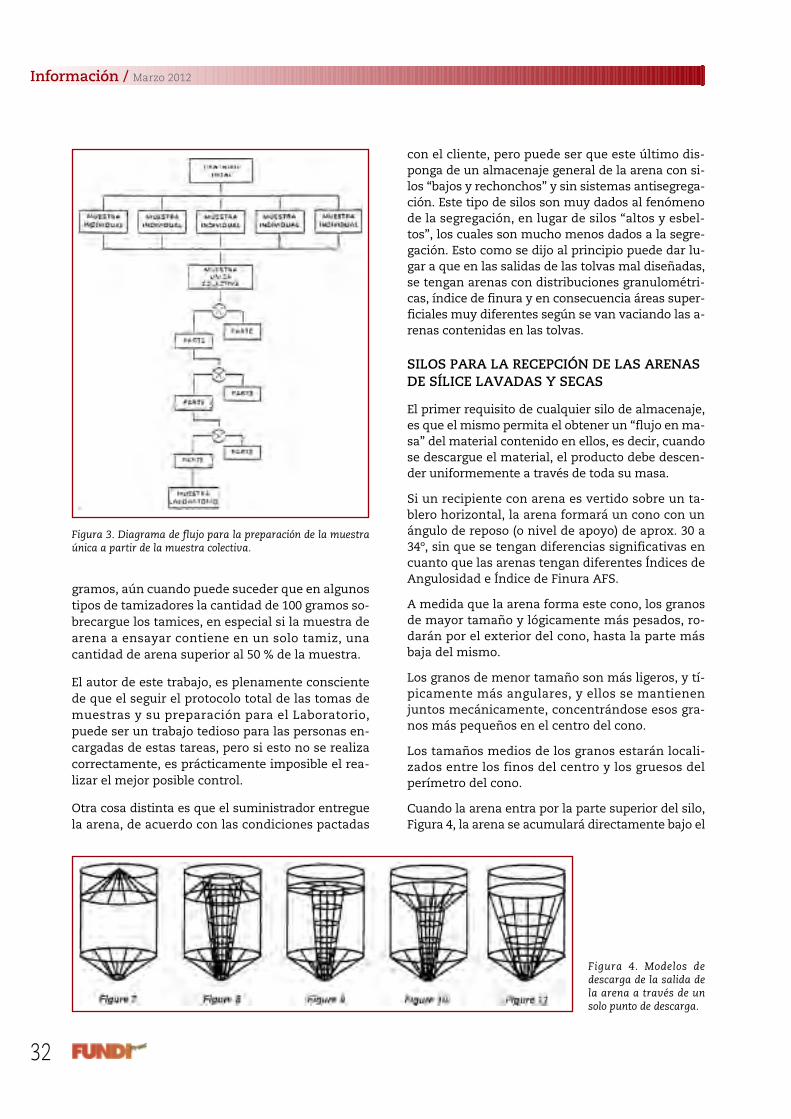
REDUCCIÓN DE LA MUESTRA ÚNICACOLECTIVA
Las muestras individuales se unen y homogeneizanen una muestra única colectiva. La separación o des-muestre de esta muestra única en pequeñas partes,puede ser efectuada mecánicamente, empleando di-visores mecánicos de muestras, tal como aparece enla Figura 2, o a mano por cuarteo, hasta obtener unaparte final como muestra para el Laboratorio.
Los divisores mecánicos de muestras están dispo-nibles en el mercado con salidas de 12, 6 y 3 mm.Los más empleados son los de 12 y 6 mm, teniendoen cuenta que la abertura de estas salidas sea, almenos 3 veces superior al tamaño de partícula má-ximo de la muestra.
Se debe tener cuidado en distribuir la muestra dearena a través del ancho de la tolva del divisor demuestras. Es preferible que la muestra única colec-tiva de al menos 4 ó 5 Kgrs, se pase primeramente,por un divisor de muestras de 12 mm de salida, pa-

Figura 2. Divisor mecánico de salidas múltiples.
ra posteriormente pasar una muestra de unos 500gramos por un microdivisor de 6 mm y así obtenermuestras finales de 50 ó 100 gramos.
A continuación se dan las secuencias efectuadaspara el desmuestre y la obtención de una muestraúnica Figura 3.
PESO DE ARENA Y TIEMPOS DE TAMIZADOEMPLEADOS TÍPICAMENTEPARA LA DETERMINACIÓN DEL ANÁLISISGRANULOMÉTRICO
Generalmente se emplean tiempos mínimos de ta-mizado de 10 minutos, y un tiempo estándar de 15minutos. Estos tiempos evidentemente, son varia-bles entre estos límites, dependiendo del Indice deFinura AFS de las arenas, y correspondiendo lostiempos más cortos de tamizado a los índices de fi-nura más bajos, es decir para las arenas gruesas, ylos tiempos más largos de tamizado a los índicesde finura más altos, es decir para las arenas finas.
Los pesos de arena a emplear en la determinacióndel análisis granulométrico, varían entre 50 y 100
Marzo 2012 / Información
gramos, aún cuando puede suceder que en algunostipos de tamizadores la cantidad de 100 gramos so-brecargue los tamices, en especial si la muestra dearena a ensayar contiene en un solo tamiz, unacantidad de arena superior al 50 % de la muestra.
El autor de este trabajo, es plenamente conscientede que el seguir el protocolo total de las tomas demuestras y su preparación para el Laboratorio,puede ser un trabajo tedioso para las personas en-cargadas de estas tareas, pero si esto no se realizacorrectamente, es prácticamente imposible el rea-lizar el mejor posible control.
Otra cosa distinta es que el suministrador entreguela arena, de acuerdo con las condiciones pactadas
con el cliente, pero puede ser que este último dis-ponga de un almacenaje general de la arena con si-los “bajos y rechonchos” y sin sistemas antisegrega-ción. Este tipo de silos son muy dados al fenómenode la segregación, en lugar de silos “altos y esbel-tos”, los cuales son mucho menos dados a la segre-gación. Esto como se dijo al principio puede dar lu-gar a que en las salidas de las tolvas mal diseñadas,se tengan arenas con distribuciones granulométri-cas, índice de finura y en consecuencia áreas super-ficiales muy diferentes según se van vaciando las a-renas contenidas en las tolvas.
SILOS PARA LA RECEPCIÓN DE LAS ARENASDE SÍLICE LAVADAS Y SECAS
El primer requisito de cualquier silo de almacenaje,es que el mismo permita el obtener un “flujo en ma-sa” del material contenido en ellos, es decir, cuandose descargue el material, el producto debe descen-der uniformemente a través de toda su masa.
Si un recipiente con arena es vertido sobre un ta-blero horizontal, la arena formará un cono con unángulo de reposo (o nivel de apoyo) de aprox. 30 a34º, sin que se tengan diferencias significativas encuanto que las arenas tengan diferentes Índices deAngulosidad e Índice de Finura AFS.
A medida que la arena forma este cono, los granosde mayor tamaño y lógicamente más pesados, ro-darán por el exterior del cono, hasta la parte másbaja del mismo.
Los granos de menor tamaño son más ligeros, y tí-picamente más angulares, y ellos se mantienenjuntos mecánicamente, concentrándose esos gra-nos más pequeños en el centro del cono.
Los tamaños medios de los granos estarán locali-zados entre los finos del centro y los gruesos delperímetro del cono.
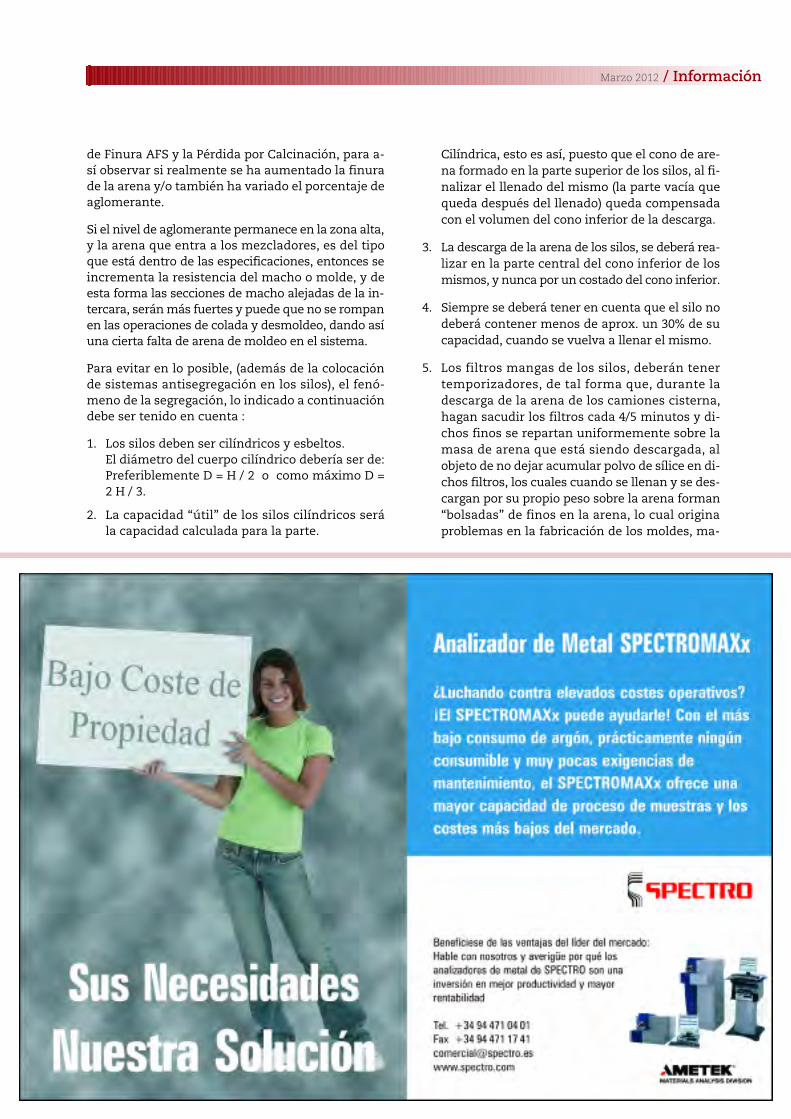
Cuando la arena entra por la parte superior del silo,Figura 4, la arena se acumulará directamente bajo el
Información / Marzo 2012
32
Figura 3. Diagrama de flujo para la preparación de la muestraúnica a partir de la muestra colectiva.
Figura 4. Modelos dedescarga de la salida dela arena a través de unsolo punto de descarga.

La gravedad forzará a la arena a colocarse directa-mente sobre este vacío, creando los dibujos de laFigura 4 (dibujo 8 hasta 11).
Quizá para una mejor compresión de este fenóme-no se pueden observar las siguientes Figuras.
Las diferentes propiedades de las arenas descarga-das, explican como la machería puede ser alimen-tada con arena muy fina, después de haber sidollenado el silo con arena nueva, obteniendo asímachos o moldes con poca resistencia, debido a lamayor área superficial de la arena, y así necesitan-do un incremento en la adición del aglomerante,para asegurar que los machos pueden ser manipu-lados sin roturas durante su manejo.
Cuando, por ejemplo los machos están siendo fabri-cados con un nivel de aglomerante del 1% duranteun periodo de tiempo y después aparecen los pro-blemas, el responsable de la sección de machería,normalmente incrementa la adición de aglomeran-te en un 0,1% para observar si se resuelve el proble-
punto de entrada formando un cono de 30 a 34º (án-gulo de reposo) tal como arriba se indica y los gra-nos más pesados y de mayor tamaño rodarán por elexterior del cono, y se concentran en el perímetroexterior (1) del cono a lo largo de las paredes del silo.
Los granos más finos son más ligeros y más angu-losos, y se traban juntos, resistiendo el movimien-to y son concentrados directamente, bajo el áreasuperficial del punto de alimentación al silo y en elcentro del cono. Los granos de tamaño medio secolocarán entre la arena fina en el centro del cono,y la arena gruesa en el perímetro exterior del cono.Cuando la arena es descargada a través de la salidacentral de descarga en el fondo del silo, la primeraarena a descargar será muy fina, y con la arenagruesa permaneciendo contra la pared del silo,hasta que el ángulo de reposo favorezca que ruedehacia la descarga de la arena. Cuando la arena esdescargada a través de este punto central de des-carga, la arena cae verticalmente, debido a la gra-vedad, creando un vacío directamente sobre la are-na que está siendo descargada.
Marzo 2012 / Información

ma. Si este es resuelto, el nuevo nivel de aglomeran-te se mantiene así, puesto que nadie quiere volveral anterior nivel del 1%, pensando que si hacen estose van a volver a repetir los problemas.
Debido a esta actitud, el nivel de aglomerante semantiene en el nivel más alto, y así nunca es de-terminado el porqué del hecho de la baja resisten-cia del macho. Esto puede darse a través de las cí-clicas fluctuaciones en las propiedades de la arenadescargada.
Este hecho evidentemente hace aumentar los cos-tos de la machería de una forma importante, al pa-sar la adición del aglomerante del 1 al 1,1%.
Con la misma calidad del proveedor de la arena su-ministrada, un aumento del Índice de Finura AFSde 10 puntos, requiere un aumento del aglomeran-te de un 0,1%.
Además del aumento de los costos, se pueden darproblemas de calidad en las piezas fabricadas, co-mo pueden ser sopladuras, no solamente al hechodel incremento del 10% del gas generado en la co-lada, sino que además la permeabilidad de la arenaserá más baja. También se pueden dar problemasde Carbono Brillante con el empleo de aglomeran-tes de caja fría de fenol-uretano/gas amina.
Otro de los defectos a tener en cuenta, puede ser laaparición de las conocidas como “dartas de pintu-ra”, debido a una falta de suficiente penetración dela pintura en la superficie de los moldes/machos.
Cuando tales hechos suceden se debería compro-bar en algunos de los machos fabricados, el Índice
Información / Marzo 2012
34
Figura 5. Este es un silo ancho y de poca altura, con diseño de a-limentación con una sola salida central. Se pueden notar las ban-das alternativas de arena gruesa y fina, con una preponderanciade material fino en el centro. Este tipo de silos ilustra el conocido“flujo de corazón”, donde el centro del silo se descarga primero.
Figura 6. Se puede observar la formación de un cono inverso,después de comenzar la descarga del silo de “flujo de corazón”.La parte de la arena predominantemente fina está siendo des-cargada y comienza la segregación de las partículas gruesas,produciendo una arena cada vez más gruesa que el tamaño degrano medio del contenido del silo.
Figura 7. Se observa el estado final de la descarga, donde ya laarena es predominantemente gruesa.
Cilíndrica, esto es así, puesto que el cono de are-na formado en la parte superior de los silos, al fi-nalizar el llenado del mismo (la parte vacía quequeda después del llenado) queda compensadacon el volumen del cono inferior de la descarga.
3. La descarga de la arena de los silos, se deberá rea-lizar en la parte central del cono inferior de losmismos, y nunca por un costado del cono inferior.
4. Siempre se deberá tener en cuenta que el silo nodeberá contener menos de aprox. un 30% de sucapacidad, cuando se vuelva a llenar el mismo.
5. Los filtros mangas de los silos, deberán tenertemporizadores, de tal forma que, durante ladescarga de la arena de los camiones cisterna,hagan sacudir los filtros cada 4/5 minutos y di-chos finos se repartan uniformemente sobre lamasa de arena que está siendo descargada, alobjeto de no dejar acumular polvo de sílice en di-chos filtros, los cuales cuando se llenan y se des-cargan por su propio peso sobre la arena forman“bolsadas” de finos en la arena, lo cual originaproblemas en la fabricación de los moldes, ma-
de Finura AFS y la Pérdida por Calcinación, para a-sí observar si realmente se ha aumentado la finurade la arena y/o también ha variado el porcentaje deaglomerante.
Si el nivel de aglomerante permanece en la zona alta,y la arena que entra a los mezcladores, es del tipoque está dentro de las especificaciones, entonces seincrementa la resistencia del macho o molde, y deesta forma las secciones de macho alejadas de la in-tercara, serán más fuertes y puede que no se rompanen las operaciones de colada y desmoldeo, dando asíuna cierta falta de arena de moldeo en el sistema.
Para evitar en lo posible, (además de la colocaciónde sistemas antisegregación en los silos), el fenó-meno de la segregación, lo indicado a continuacióndebe ser tenido en cuenta :
1. Los silos deben ser cilíndricos y esbeltos.El diámetro del cuerpo cilíndrico debería ser de: Preferiblemente D = H / 2 o como máximo D =2 H / 3.
2. La capacidad “útil” de los silos cilíndricos serála capacidad calculada para la parte.
Marzo 2012 / Información

chos y en las piezas, típicos de una arena con ba-ja permeabilidad, la adición de un alto contenidoen aglomerante, para soslayar la falta de resis-tencia de los moldes o machos, falta de adheren-cia y penetración de la pintura sobre las superfi-cies de los moldes o machos y sopladuras.
6. Las arenas más propensas a sufrir el fenómenode la segregación son las arenas más gruesas. Eneste sentido las arenas con Índices de Finura AFS> a 65, no son tan dadas a este fenómeno de lasegregación, mientras que las arenas con valores< a 65, pueden sufrirlo en mayor cuantía.
7. Las paredes del cono de descarga, deberán te-ner un ángulo de 45 a 60º, respecto a la horizon-tal de la base de dicho cono.
Las capacidades de arena para su almacenaje yequipo de transporte, dependerá de la velocidad ala cual la arena es procesada en la estación demezclado. Se debe tener suficiente capacidad dealmacenaje y transporte, para dar las demandasdel mezclador, más una capacidad adicional parapoder seguir fabricando moldes o machos cuandose den roturas de los mismos.
Las tolvas de recepción en la fundición, deberán te-ner suficiente capacidad, como para ser mantenidas
en ellas siempre fija una cantidad de arena de un25/30% + el consumo previsto diario + un 10% paraposibles problemas de producción de roturas demoldes o machos, + el consumo necesario para eltiempo normal que pueda transcurrir desde hacer elpedido hasta la recepción del nuevo suministro.
Existen soluciones antisegregación fáciles de cons-truir para su montaje, en el cono inferior de la descar-ga de la arena, tal como se indica a continuación (1).
Se dan varios esquemas que dibujan la localizacióny la forma de colocación de los tubos de descarga enla Figura 8, en la Figura 9 se da una vista de la sec-ción transversal de los tubos de descarga en el conode un silo, en la Figura 10 se ofrece un ensambladodel control del flujo de salida de la arena y en la Fi-gura 11 una vista de la forma del flujo de arenas,cuando el silo es configurado con un plato de des-carga perforado, en lugar del montaje de tubos deremezclado. Esta práctica no es recomendable.
El esquema de la Figura 8, representa la localizaciónde los tubos de descarga para un silo de 9 pies (2,74metros) de diámetro. Por la situación en la coloca-ción de un primer tubo en el centro, y midiendo 2/3del radio del silo, se puede colocar el segundo tubo a3 pies (0,91 metros) del centro del silo. Dibujando un
círculo con un radio de 3 pies (0,91metros), se pueden colocar los a-dicionales 5 tubos sobre la circun-ferencia de este círculo, formando6 triángulos equiláteros.
Si nos encontramos con un silode diámetro > a 10 pies (3,05 me-tros), una segunda serie de tubospueden ser colocados sobre unsegundo círculo. En un silo dediámetro de 20 pies (6,1 metros),el primer tubo debe ser colocadoen el centro del silo, con el pri-mer círculo de tubos a un radiode 4 pies (1,22 metros), conte-niendo 6 tubos colocados sobreesta circunferencia equidistantesde cada uno de los otros tubos.
El segundo círculo debe estar aun radio de 8 pies (2,44 metros),con 12 tubos colocados en estacircunferencia, equidistantes ca-da uno de los tubos.
El dibujo de la Figura 9, muestra unesquema de la sección transversalde un silo con la colocación de 7
Información / Marzo 2012
36

tubos en un cono en el fondo del silo. Los tubos noestán unidos a una placa en el silo, ellos están de for-ma suelta con un ángulo de soporte de hierro soldea-do, para soportar el mantener a los mismos sujetos.
Cuando se llena el silo, los tubos son rodeados porla arena, lo cual da así una forma de soporte adi-cional al ensamblado de los tubos. Una salida decorredera, en el fondo del silo, permite que la are-na sea descargada a cualquier velocidad de salidademandada por la fundición. Puesto que la arenaforma su propia obstrucción, las salidas de las ali-mentaciones no es necesario que sean colocadasmuy fuertemente contra los tubos. Cuando semueva la placa, la arena comienza a fluir unifor-memente de cada tubo, remezclando la arena pre-viamente segregada.
Al objeto del mantenimiento, se recomienda queadicionales puntos de salida sean localizados, enlas paredes del fondo del cono, para permitir que laarena que rodea a los tubos de descarga pueda sereliminada.
El esquema de la Figura 10, muestra los 7 tubos delejemplo del silo de 9 pies (2,74 metros) de diámetro
Marzo 2012 / Información
Figura 12. El silo ha sido elevado por gatos hidráulicos, para a-dicionar la próxima sección de la pared. Los tubos antisegrega-ción están también colocados en su posición.

que aparecen juntos, para formar dos hileras para-lelas, con 4 tubos en la primera y 3 tubos en la se-gunda hilera. Colocando una salida de correderabajo las dos hileras paralelas, puede ser consegui-do cualquier flujo de arena.
Es necesario tener en cuenta el instalar una descargaen el punto más bajo que pueda permitir una des-carga de todo el material en caso de contaminacióno si se desea cambiar la arena a ser almacenada.
El esquema de la Figura 11, ilustra el porqué la co-locación de una placa perforada en el silo, no re-mezcla ni da una forma de descarga del tipo de: delo primero en entrar es lo primero en salir. Cuandola arena es descargada a través de un punto centralde descarga en el cono inferior del silo, la arena caeverticalmente, debido a la gravedad, formando asíun hueco o vacío directamente sobre la arena queha sido descargada. La gravedad fuerza a la arena aestar localizada directamente sobre este hueco,creando la forma de descarga mostrada en la Figu-ra 4. Puesto que el hueco dejado por la descarga, esllenado con la arena que está directamente sobrela abertura de descarga, la arena que rodea directa-mente esta zona de movimiento, no puede mover-se horizontalmente y permanecerá así, hasta quela forma de la descarga, permita a ella, el caer den-tro del hueco más ampliado.
Puesto que el agujero en el centro de la placa está di-rectamente sobre la abertura de la descarga, esta a-bertura alimentará la mayor parte de la arena, nece-
saria para satisfacer las necesidades de la cantidad adescargar. Las otras aberturas darán una adicionalcantidad de arena, pero la principal alimentación,será la que suministra la abertura de la descargacentral, creando así una condición de: lo último enentrar es lo primero en salir, a menos que la arenaque está debajo de la placa perforada sea totalmen-te vaciada, la forma de la descarga será similar a unsistema de simple descarga, es decir de una sola sa-lida central.
La instalación de tubos de remezclado (antisegrega-ción), puede ser una herramienta efectiva, minimi-zando las variaciones de la arena, cuando ella co-
Información / Marzo 2012
38
Figura 14. Vista lateral de un silo de arena con tubos de des-carga.
Figura 13. Diseño de la descarga para silos cilíndricos.

mienza la descarga del silo. El mejor transporte dela arena, para preservar la integridad de la misma,es el realizado por cintas transportadoras y/o eleva-dores de cangilones (estos sistemas, no obstante,pueden desarrollar polvo y deben estar cubiertos,para evitar cualquier contaminación de la arena).
En el caso del transporte neumático, se debe em-plear el conocido como de “fase densa”, puesto queapenas desarrolla la formación de polvo prove-niente de la rotura de los granos.
Tal como se ha indicado anteriormente, el sistemade almacenaje de la arena, se debe desarrollar paraque se verifique que “lo primero en entrar, tam-bién sea lo primero en salir”, lo que también es de-seable para mantener una mejor regularidad de latemperatura de la arena.
BIBLIOGRAFÍA
1. D.F. Hoyt “Identifying and Eliminating the Variables thatAffect the Perfomance of Nobake and Coldbox Binder Sys-tems”. Foundry Sand Technology, Marseilles, Illinois. AFSTransactions 2.007.
2. D.F. Hoyt , Otte A, Scott WD “Proper Re-blending Techni-ques for Foundry Sand Systems and Their Affect on Cold-Box Properties”. AFS Transactions 1.990.
Marzo 2012 / Información
Figura 15. Descarga de la arena de un modelo de experimentación.
Internet: www.tct-tesic.com • 24h Hotline +49 2371-77260
PLANTAS DE FUNDICIÓN DE SEGUNDA MANOde Alemania
TCT Tesic ofrece todo tipo de Plantas de Fundición de segunda mano
Im Kurzen Busch 11 • DE-58640 Iserlohn (Germany)Tel: +49 (0)2371-77260 • Fax: +49 (0)2371-772610
E-Mail: [email protected]
Contacto: Mr. Sudmir Gurran
• Líneas de moldeo automáticas y semi automáticas, con caja o motas.• Peparación de arena: Instalaciones completas o solamente malaxadores, control de humedad, enfriadores
de arena.• Machería, Disparadoras para caja fría y caliente, equipos de gaseo preparación de arenas, regeneración
de arenas y filtración de gases.• Instalaciones de granallado: de banda, de plato, de tambor.• Equipos de laboratorio: Análisis, químicos y metalúrgicos, control de arenas y espectrómetros.
Servicio Completo• Desmontaje, embalaje y carga.• Envío.• Supervisión de ejecución, puesta en marcha, formación.• Servicio Post-Venta y repuestos.

En su último Informe de Coyuntura Económicay laboral, La Confederación Española de Orga-nizaciones Empresariales del Metal (CONFE-
METAL) hace un balance del actual modelo de For-mación Continua y de su trayectoria de casi dosdécadas, iniciada con la firma del primer AcuerdoNacional de Formación Continua (ANFC) a finalesde 1992, continuada después por otros tres acuer-dos y ahora prolongada por el Acuerdo Tripartito yacon la participación del Ministerio de Trabajo.
CONFEMETAL señala en su Informe que, en estosaños, la formación continua se ha convertido enuna exigencia de empresas y trabajadores, en elúnico instrumento realmente decisivo para lucharcontra la destrucción de empleo en el actual esce-nario económico, y en una de las mejoras herra-mientas de la sociedad española para adaptarse yaprovechar el cambio tecnológico.
El actual sistema de formación continua ha supues-to la posibilidad de mantener, mejorar y ampliar losconocimientos de la mano de obra y de abrir la puer-ta a la implantación de nuevas tecnologías. Su finan-ciación, puesta entredicho continuamente con pococonocimiento de causa, procede exclusivamente delas cantidades que aportan empresas y trabajadores,a través de las nóminas: Un 0,7% de la base de coti-zación a la Seguridad Social (0,6% a cargo del empre-sario y 0,1 % a cargo del trabajador).
Es, por tanto, una aportación de carácter finalista,exclusivamente para la formación de los ocupa-dos, si bien la Administración que administra losfondos –no los otorga, ni los concede, ni subven-ciona–, los emplea en parte para fines distintos de
los establecidos originalmente, como la formaciónde desempleados.
Antes de la creación en 1992 del sistema, los traba-jadores que deseaban formarse o las empresas quequerían sus trabajadores se formaran, pagaban di-rectamente de sus bolsillos esa formación.
Ahora el sistema se apoya sobre una base de soli-daridad territorial y sectorial que ha aumentado laeficacia de los fondos invertidos y haciendo avan-zar la competitividad empresarial en España, muyespecialmente de las Pymes.
Otros atributos del modelo, como su ámbito estatal,la libertad de adscripción y la unidad de caja, se hanmostrado probadamente eficaces a lo largo de estosveinte años y han creado una exigencia de forma-ción en el conjunto del tejido económico que implicacontinuar en el camino de la mejora de la calidad dela formación, del rigor en la ejecución y de la adapta-ción a las verdaderas necesidades del tejido produc-tivo español, CONFEMETAL que considera que la for-mación es la mejor arma contra la destrucción deempleo, subraya también en su Informe que en es-tos años la formación se ha convertido en un instru-mento de gestión de primer orden para las empre-sas, que además incide de modo decisivo en laplanificación del resto de las parcelas empresariales.
Por último el Informe señala que el sistema, sus-ceptible como todo de ser mejorado, ha sido tam-bién instrumento de promoción social y personal,y de fomento de la empleabilidad de los trabajado-res, especialmente de aquéllos pertenecientes alos grupos específicos menos favorecidos.
Información / Marzo 2012
40
La formación es la mejor armacontra la destrucción de empleoPPoorr CCoonnffeemmeettaall


Información / Marzo 2012
42
Este laboratorio que pone al servicio de susclientes sirve para analizar de forma rápida yprecisa la contaminación que pueda existir
tras el lavado de cualquier tipo de pieza.
Lo cual permite garantizar la calidad exigida porlos clientes, afín de poder cumplimentar las nor-mativas industriales y ajustar los parámetros delas lavadoras automáticas, en función de los resul-tados obtenidos.
La extracción de los posibles residuos contaminan-tes de las piezas que han sido limpiadas se realizasegún normas ISO en sus variantes mediante di-solventes o por ultrasonidos.
El disolvente obtenido tras el enjuague es aspiradomediante vacío y conducido hacia un filtro de hasta5 micras que posteriormente permitirá su análisis.
Este sistema de análisis facilita la obtención de losvalores de contaminación en referencia a la:
Granulometría: Tama-ño de las partículasobtenidas.
Gravimetría: Peso dela suciedad encontra-da en la pieza.
Los filtros son previa-mente pesados antesdel ensayo y despuésdel proceso de análisisse secan en una estufa
controlada para eliminar el disolvente de enjuaguey obtener así sólo el peso total de la suciedad me-diante una balanza de precisión.
Una vez obtenido el peso de la contaminación seprocede al análisis granulométrico.
Gracias a un software de análisis de imagen y a unpotente microscopio, se escanea toda la superficiede los filtros, tomando imágenes de aquellas partí-culas que aparentemente superen los valores exi-gidos, para luego analizar una por una, cada unade las partículas de suciedad pudiendo determinarsu talla, naturaleza, etc.
Este sistema permite la medición de partículas in-feriores a 1 micra.
Con toda la información obtenida se realiza un com-pleto informe en el que se detallan todos los valoresobtenidos y se reflejan las condiciones en las que sehan realizado las pruebas en la máquina (presión delavado, temperatura, productos utilizados, etc.).
El nuevo servicio BAUTERMIC LAB además de ga-rantizar que sus lavadoras cumplen con los requi-sitos exigidos, sirve como herramienta para quenuestros clientes certifiquen la calidad de sus pro-pios productos.
Con BAUTERMIC LAB se da un paso adelante en lamejora de calidad y control de las máquinas po-niendo a disposición de los clientes toda la expe-riencia acumulada de más de 40 años fabricandolavadoras.
BAUTERMIC, S.A. ha creadosu propio laboratorio de análisispara control de la limpieza y eldesengrase de todo tipo de piezas

• MÁQUINAS DE LAVADO, DESENGRASE Y TRATA-MIENTO SUPERFICIAL. Estas máquinas se fabri-can para la limpieza de piezas mecanizadas, es-tampadas, etc…, que estén sucias o llenas deaceites, grasas, óxido, etc…, mediante diversosmétodos, tales como vapores, disolventes, siste-mas acuosos por sprays, agitación, inmersión,ultrasonidos en instalaciones abiertas o cerra-das, que cumplen con todas las normativas me-dioambientales.
• HORNOS Y ESTUFAS INDUSTRIALES, Hornos pa-ra calentar metales, fundirlos, forjarlos, templar-los, así como Cocción de Vidrio, Cerámica, etc…,en versiones manuales o automáticos, de tipoestático o continuo hasta 1.250 ºC, también cons-truimos una gama térmica de baja temperaturaque son las Estufas Industriales hasta 500 ºC parael secado de pintura, deshidrogenado, calenta-mientos diversos, etc...
Lo más importante a destacar de este resumen defabricados, es que BAUTERMIC, S.A. trabaja bajolas directrices que le piden los Clientes. Ellos trans-miten sus necesidades y se diseñan y construyenlas máquinas adaptadas a sus procesos de fabrica-ción, para sectores tan diversos como son: Meta-lurgia, - Automoción, - Aeronáutica, - Alimenta-ción, - Química...
BAUTERMIC, S.A.
Es una empresa de sólida experiencia contecnología propia, adaptada a las nuevas tec-nologías y necesidades del mercado, queconstruye máquinas diversas de acuerdocon las necesidades de espacio, potencia,producción, grado de automatización, etc.que precisa cada Cliente.
Se fundó en el año 1979 y desde entonces hacontinuado ampliando y pontenciando suinfraestructura técnica y comercial, que es laque se mantiene actualmente en su sede deEsplugues de Llobregat.
Una Oficina comercial, junto con una Oficina Téc-nica y de Producción son las que gestionan las o-fertas y los pedidos de las máquinas empleandopara su construcción talleres subcontratados quelas fabrican según las especificaciones, estas má-quinas una vez probadas por nuestros técnicos es-pecializados y a plena satisfacción del Cliente secertifican con la marca CE.
Ya de inicio se decidió adoptar el sistema de fabri-car las máquinas, mediante la subcontratación enbeneficio propio y de los Clientes, porque dispo-niendo de la tecnología apropiada, este sistemapermite gran flexibilidad de trabajo y una rebaja enlos costes de fabricación, ya que cuando varía lademanda del mercado, como ocurre en los perío-dos de crisis, la empresa se puede adaptar rápida-mente a las necesidades del mercado, para ser máseficaces y competitivos, sin incrementar los costesde producción, ya que sólo utiliza los medios de o-ficina, talleres y operarios subcontratados, sin te-ner que mantener una costosa infraestructura em-presarial que a fin de cuentas tendrían que pagarlos Clientes.
Bautermic, S.A. se dedica a la construcción de má-quinas e instalaciones relacionadas con los Trata-mientos de Superficies:
Marzo 2012 / Información
43

Con un número récord de visitantes se clau-suró el 19 de enero de 2012 en Núrembergla mayor edición de EUROGUSS hasta la fe-
cha. Al Salón Internacional de la Fundición a Pre-sión: Tecnología, Procesos y Productos acudieron8.415 visitantes profesionales (7.141 en 2010) deAlemania y del extranjero para recabar informa-ción sobre la fundición a presión y los proveedoresde este sector. "De la crisis no se apreció nada du-rante el certamen. Fue una convocatoria realmen-te buena. Nuestros miembros han conseguido unagran cantidad de pedidos. Parece que podríamosampliar la cifra de negocios récord y el aumentodel empleo en nuestro sector en el año 2012", diceGerhard Eder, Presidente de la Asociación de Em-presas Alemanas de Fundición a Presión (VDD). Yel Dr. Timo Würz, Director General de CEMAFON,la Asociación Europea de Proveedores de Equiposde Fundición, dice: "El ambiente en los pabellonesera casi eufórico. EUROGUSS es mucho más queuna feria para hacer relaciones públicas. En losstands de la feria se han discutido proyectos con-cretos con representantes de la industria. 2011 fueun año sorprendentemente bueno para nuestrosector y las perspectivas para 2012 también sonoptimistas, con menores tasas de crecimiento."También estuvo muy solicitado el Foro de exper-tos, la Jornada Alemana de Fundición a Presión, enel pabellón 7.
383 expositores, de los que el 42 por ciento eran in-ternacionales, han presentado en EUROGUSS unaamplia oferta compuesta por piezas de fundición,materiales, hornos, máquinas y moldes de fundi-
ción, hasta el acabado de piezas de fundición, con-trol de calidad, investigación y desarrollo. Los visi-tantes profesionales de EUROGUSS venían princi-palmente de los sectores automoción, ingenieríamecánica, industria eléctrica y electrónica, cons-trucción de moldes, muebles, así como industriasinnovadoras como la energía y la tecnología médi-ca.
Salón de fundición a presión en Shanghái
Del 20 al 22 de junio de 2012 tendrá lugar ya por oc-tava vez China International Die Casting, un salónmonográfico con congreso sobre el tema de la fun-dición a presión en Shanghái. Por primera vez, lafilial china de la NürnbergMesse organiza un standagrupado en esta feria, en el que pueden exponerempresas alemanas y europeas. Están invitados aparticipar, principalmente, los proveedores de lasempresas de fundición a presión. NürnbergMesseChina se considera también como pionera que a-llana el camino a las empresas alemanas y europe-as de fundición a presión que quieren acercarse almercado de Asia. 230 expositores y alrededor de7.000 visitantes profesionales se esperan en ChinaInternational Die Casting.
La próxima edición de EUROGUSS tendrá lugar del14 al 16 de enero de 2014.
Información / Marzo 2012
44
EUROGUSS 2012marca nuevos récords
Las fotos del eventopudieron vds. verlas en el número
anterior de FUNDI Press.

Marzo 2012 / Información
45
El sistema adoptado por O.M.LER 2000 es el ac-cesorio más importante de los martillos dedesarenado de la compañía. Puede ser conec-
tado al PLC a través de salidas a relee, Ethernet y/obien Profibus (CAN OPEN). El instrumento de lectu-ra Thor v.2.0 procesa los datos transmitidos por elsensor extensiométrico RB 2000, transformándolosen Frecuencia (Hz) y en golpes/minuto. Estos sonvisualizados sobre el display como golpes/minutoy/o frecuencia (Hz).
Los sensores se fijan al martillo en un apoyo espe-cífico y el display del instrumento indica tanto lafrecuencia de percusión, como el número de gol-pes. Cada instrumento puede seguir hasta 4 cana-les (es decir, 4 martillos y 4 sensores). Utilizandolas teclas de función sobre el teclado frontal es po-sible acceder al menú funciones y programar um-brales de pre-alarma y alarma por cada canal.
El empleo del sistema garantiza un constante con-trol de la calidad de desarenado, gracias al cual sereducen las interrupciones de producción. A su vez,conlleva gran optimización y contención de los cos-tes de manutención y reparación de los martillos,en términos de piezas de recambio, tiempo de equi-pamiento máquina y costes de mano de obra.
Los martillos neumáticos para equipar la instala-ción de cabinas de desarenado de piezas fundidasen aluminio son uno de los productos más impor-tantes de la gama propuesta por O.M.LER 2000.
La empresa sigue proyectando y desarrollando va-riados modelos de martillos según las muchas exi-gencias de los usuarios logrando conseguir y siem-
pre garantizar el máximo nivel de calidad en eldesmoldeo de los muchos tipos de piezas fundidas.
O.M.LER 2000 se ha desarrollado en los años impo-niéndose como una de las importantes realidadessectoriales en la construcción de equipos, instala-ciones a altisima tecnología para muchos sectores:fundiciones de hierro fundido y aluminio, automó-vil, industria alimentaria, aeroespacial, …
La elevada profesionalidad madurada sobre el cam-po y enriquecida por un staff compuesto por 29 pro-fesionales activos en el área técnica, en el área co-mercial y productiva, permite a O.M.LER 2000 poderproponer y garantizar a cada cliente soluciones úni-cas y adecuadas a cada solicitud y exigencia.
Un know-how que la empresa ha conquistado con-siguiendo patentes nacionales y certificaciones, yque mantiene siempre garantizando una elevadaproducción de instalaciones de elaboración y má-quinas herramientas a control numérico de últimageneración según estándar cualitativo y exclusivolegado a los procesos tecnológicos.
La empresa está certificada según la normativa UNEN ISO 9001:2008 desde hace diez años.
Nuevo sistema de monitorizaciónde martillos neumáticospara desarenadoPPoorr OO..MM..LLEERR 22000000

Hasta ahora, siempre ha sido difícil desbar-bar con un robot aquellos contornos de pie-zas que son complejos. Las rebabas, o bien
no se eliminaban correctamente o bien se procedíaa arrancar más material de
lo deseado, provocandoun desgaste rápido de laherramienta, hasta in-cluso la rotura. El FDB de
SCHUNK, con su husillode alta frecuencia protegi-do y patentado, corrige e-sos puntos débiles. Se ob-tiene más flexibilidad,usando herramientas a-daptables, que compen-sen las desviaciones en-tre la trayectoria del
robot y el contorno de lapieza. Como resultado, esto nos da un mejor aca-bado de la pieza, reduciendo los costes en herra-mientas y acortando los tiempos de programacióny puesta en marcha.
Su eje adaptable asegura la calidad y unareducción de los costes
Esta herramienta accionada con aire comprimido yde alta velocidad, es adecuada para chaflanar pie-zas de aluminio, plástico y acero. El FDB imita elchaflanado manual. Gracias al desarrollo realizadomediante un apoyo pivotante, se ha logrado dotara la herramienta de un husillo adaptable y un sis-tema de motor más flexible. Varios pistones neu-
máticos pequeños, aseguran que el husillo puedatener 9 mm de libertad y el motor de aire compri-mido lo mueven siguiendo la dirección del canto.Estas características compensan de forma seguralas desviaciones entre la trayectoria de la herra-mienta y el contorno actual de la pieza. La flexibili-dad del eje permite que se adhiera a la pieza y has-ta incluso en el caso de formas irregulares seconsigue alcanzar un acabado uniforme. Ya queson menos los puntos que se tienen que programarrespecto a la trayectoria del robot, los tiempos deprogramación en general también se reducen.
Alta velocidad de desbarbado
Debido a su diseño esbelto, el husillo para desbar-bado SCHUNK, puede ser también usado en zonasde mecanizado difíciles de acceder. Su rigidez,puede ser controlada mediante conexiones de aireseparadas, de manera que se logran cantos chafla-nados limpios, independientemente de su posiciónde montaje. Dependiendo de cómo se ajuste la pre-sión del aire, se puede aplicar una fuerza entre 3,1y 42,3 N, en la superficie de corte y dependiendodel material a mecanizar, se puede alcanzar unavelocidad de trabajo de hasta 0,3 ms-1. Con el obje-tivo de cubrir diversas aplicaciones con distintascantidades de material, el husillo de alta velocidadestá disponible en cuatro tamaños y velocidades,entre 30.000 y 65.000 rpm. La herramienta de airecomprimido, ofrece una potencia de entre 150 y660 W. Adicionalmente, con el uso de un robot estaherramienta puede usarse de forma estacionaria,para piezas en movimiento.
Información / Marzo 2012
46
Desbarbado con robotPPoorr SScchhuunnkk IInntteecc,, SS..LL..

30 € 40 €206 páginas 316 páginas
E stos libros son el resultado de una serie de charlas impartidasal personal técnico y mandos de taller de un numeroso grupo
de empresas metalúrgicas, particularmente, del sector auxiliar delautomóvil. Otras han sido impartidas, también, a alumnos de es-cuelas de ingeniería y de formación profesional.
E l propósito que nos ha guiado es el de contribuir a despertarun mayor interés por los temas que presentamos, permitiendo
así la adquisición de unos conocimientos básicos y una visión deconjunto, clara y sencilla, necesarios para los que han de utilizar ohan de tratar los aceros y aleaciones; no olvidándonos de aquéllosque sin participar en los procesos industriales están interesados,de una forma general, en el conocimiento de los materialesmetálicos y de su tratamiento térmico.
No pretendemos haber sido originales al recoger y redactar lostemas propuestos. Hemos aprovechado información proce-
dente de las obras más importantes ya existentes; y, fundamental-mente, aportamos nuestra experiencia personal adquirida y acu-mulada durante largos años en la docencia y de una dilatada vidade trabajo en la industria metalúrgica en sus distintos sectores:aeronáutica –motores–, automoción, máquinas herramienta,tratamientos térmicos y, en especial, en el de aceros finos de cons-trucción mecánica y de ingeniería. Por tanto, la única justificación
de este libro radica en los temas particulares que trata, su orde-nación y la manera en que se exponen.
E l segundo volumen describe, de una manera práctica, clara,concisa y amena el estado del arte en todo lo que concierne a
los aceros finos de construcción mecánica y a los aceros inoxida-bles, su utilización y sus tratamientos térmicos. Tanto los que hande utilizar como los que han de tratar estos grupos de aceros, en-contrarán en este segundo volumen los conocimientos básicos ynecesarios para acertar en la elección del acero y el tratamientotérmico más adecuados a sus fines. También es recomendablepara aquéllos que, sin participar en los procesos industriales, estáninteresados de un modo general, en el conocimiento de los acerosfinos y su tratamiento térmico.
E l segundo volumen está dividido en dos partes. En la primeraque consta de 9 capítulos se examinan los aceros de construc-
ción al carbono y aleados, los aceros de cementación y nitruración,los aceros para muelles, los de fácil maquinabilidad y de maquina-bilidad mejorada, los microaleados, los aceros para deformación yextrusión en frío y los aceros para rodamientos. Los tres capítulosde la segunda parte están dedicados a los aceros inoxidables, ha-ciendo hincapié en su comportamiento frente a la corrosión, y alos aceros maraging.
Puede ver el contenido de los libros y el índice en www.pedeca.eso solicite más información a:
Teléf.: 917 817 776 - E-mail: [email protected]

Información / Marzo 2012
48
El sector aeronáutico y espacial vasco dejóatrás el estancamiento de la facturación del2010 y comenzó a registrar los síntomas de
una recuperación.
Al cierre del pasado ejercicio 2011 podría dar lugara un incremento de las ventas en torno al 12% entodas las plantas del mundo de las entidades aso-ciadas a HEGAN y al 10% en su empleo aeronáuti-
co. En las plantas de Euskadi, centros en los que seconcentra el valor añadido de las compañías, la es-timación al cierre 2011 es de la mitad de estos in-crementos.
Para el año 2012 y siguientes se esperan importan-tes aumentos de la cadencia de producción en losprogramas aeronáuticos de los constructores de a-eronaves en los que participan los socios del Clus-
ter HEGAN que, comoconsecuencia de loscompromisos –contra-tos- adquiridos ya, mul-tiplicarán la facturacióndel total de las plantaspor 1,8 en cinco años. Yen concreto, para el año2012 prevén incremen-tos similares o superio-res a los comentadospara 2011.
Las perspectivas de de-manda de grandes avio-nes comerciales (avionesde más de 100 pasajeros)para los próximos 20 a-ños, muestran que sedoblará la flota actual deaeronaves, según los da-tos de Airbus, pasandode las 15.000 aeronavesactualmente en servicioa 31.500 en 2030, lo quesupondrá la incorpora-
Previsiones de la asociaciónCluster HEGAN
mos veinte años, el 69% del total en unidades y el40% en valor para todo el periodo. En este marco,aparecen los nuevos aparatos A320 Neo de Airbus,con numerosas mejoras y nueva motorización, y el737 MAX de Boeing, igualmente con nuevos moto-res más eficientes, que podrían entrar en servicioen 2016 y 2017, respectivamente. Estos nuevos mo-delos supondrán la salida al mercado de numero-sos paquetes de trabajo que podrían suponer pre-visiblemente grandes magnitudes de actividadpara el sector en Euskadi.
Por tanto, el incremento en el tráfico aéreo, lasbuenas previsiones y la entrada en producción delos programas retrasados impulsará el crecimien-to de las ventas de las empresas en el sector a ni-vel mundial.
Desde la Asociación Cluster HEGAN, se piensaque “la industria aeronáutica y espacial vasca si-gue luchando por mantener su competitividad yse enfrenta a estimulantes desafíos derivados dela globalización, ante los que el sector vasco debedesarrollar y mantener su ventaja competitiva deforma sostenible, a través de la mejora en la efi-cacia y eficiencia en cada uno de los eslabones in-tegrantes de la cadena de valor del producto”.
Y para lograr este ambicioso reto se necesita acce-so a financiación, clave para desarrollar la indus-tria aeronáutica en cualquier país o región delmundo. Para las empresas del sector – que hanmantenido un porcentaje de autofinanciación del85% de su inversión en I+D- es fundamental contarcon el respaldo institucional en la financiación dela entrada y desarrollo de los programas aeronáuti-cos. Para ello, resulta imprescindible combinar ins-trumentos de apoyo a la I+D, con asistencia finan-ciera para participar en los programas tanto a nivelregional como central y europeo.
A pesar de las restricciones presupuestarias, se ha-ce necesario mantener las actuales líneas estratégi-cas para financiar estos programas que son habi-tuales entre los competidores europeos. Y financiarlos desarrollos tecnológicos (la “D+D”) sin los cualeslas empresas aeronáuticas no alcanzarían el nivelde competitividad exigido en los programas aero-náuticos y espaciales a nivel mundial.
Finalmente, HEGAN desea recordar que a nivelmundial, el sector aeronáutico también cuenta condatos favorables en términos de creación de em-pleo, con entre 3 y 4 empleos indirectos o induci-dos por cada puesto de trabajo directo.
ción de 27.800 nuevos aviones, de los cuales 10.500serán necesarios para reemplazar los aviones quese están quedando viejos y resultan menos eficien-tes. Estas previsiones son más optimistas de lasque el fabricante europeo hizo en 2010 a 20 añosvista.
En cuanto a aviones regionales (aviones de 50 a 100pasajeros), las previsiones a 20 años también sonde crecimiento, multiplicándose por 1,8 la flota ac-tual y pasando de 6.305 aeronaves a 11.355 en esteperiodo.
Ya para el año 2012 se esperan importantes au-mentos de la cadencia de producción en los pro-gramas aeronáuticos de Boeing y Airbus, en losque participan los socios del Cluster HEGAN. El fa-bricante europeo pasará de fabricar 34 a 40 avionesal mes en 2012 y estudia nuevas ampliaciones,mientras que el fabricante norteamericano pasaráde los 31,5 aviones mensuales de 2011 a 35 avionesmensuales el presente año. Un ejemplo de estedespegue es la evolución prevista para el B787 Dre-amliner, que doblará el número de unidades pro-ducidas en este periodo. En 2011 se fabricaron 29 a-viones B787 y para 2012 está previsto el montaje de55 unidades, así como 87 unidades en 2013 y 113 u-nidades en 2014, en sucesivas fases de aumento dela producción.
Negocios emergentes para los próximosdiez años
Por lo que respecta al medio plazo, el sector aero-espacial vasco mira con interés diversas oportuni-dades emergentes para los próximos diez años,nuevos segmentos entre los que se encuentran losaviones de negocio (business jet) y aviones de pasi-llo único.
Así, el sector está llevando a cabo una apuesta co-ordinada para abordar la fabricación de aviones denegocios, un segmento poco explotado hasta ahorapor las empresas vascas, y con importantes pers-pectivas de crecimiento, tanto en aeroestructurascomo en motores. Según las perspectivas de mer-cado, la demanda de aviones de negocio se elevarádesde las 6.500 unidades anuales del periodo 2000-2009 a las 10.500 unidades hasta 2019 y nuevos cre-cimientos hasta 2029.
En lo que respecta a los aviones de pasillo único, a-eronaves de fuselaje estrecho de hasta 250 pasaje-ros, las perspectivas contemplan entregas por untotal de 17.870 aeronaves de este tipo en los próxi-
Marzo 2012 / Información
49
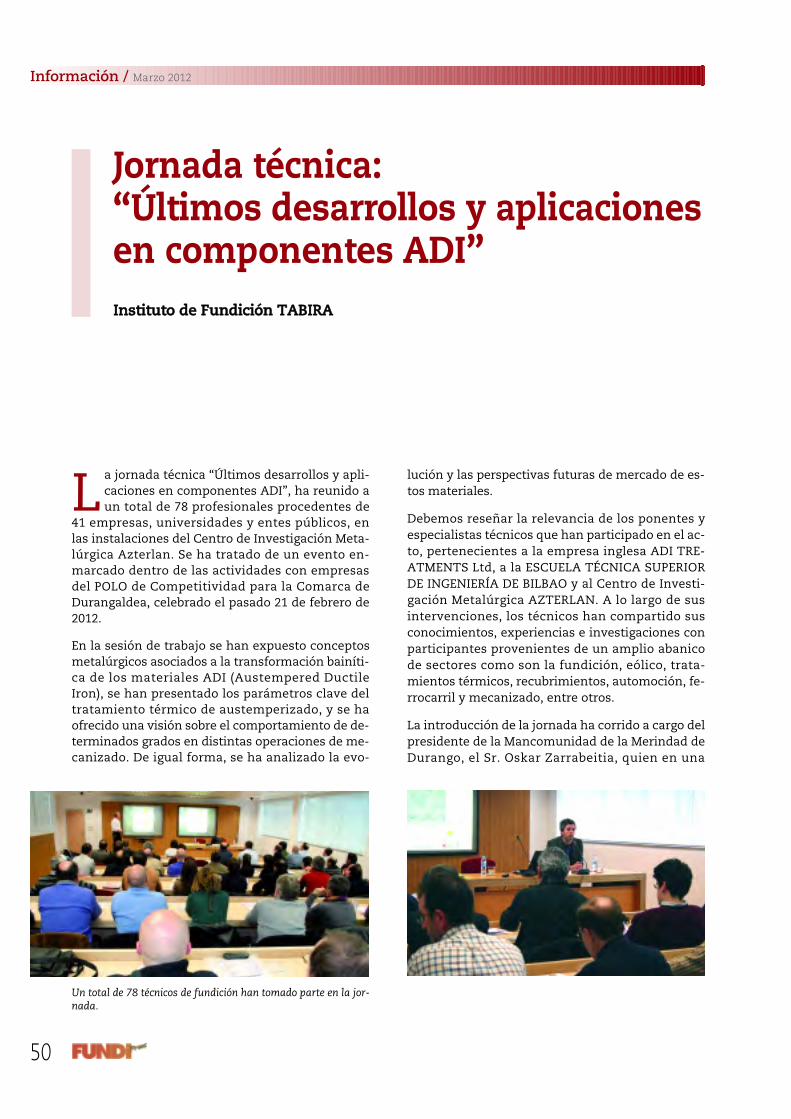
Información / Marzo 2012
50
La jornada técnica “Últimos desarrollos y apli-caciones en componentes ADI”, ha reunido aun total de 78 profesionales procedentes de
41 empresas, universidades y entes públicos, enlas instalaciones del Centro de Investigación Meta-lúrgica Azterlan. Se ha tratado de un evento en-marcado dentro de las actividades con empresasdel POLO de Competitividad para la Comarca deDurangaldea, celebrado el pasado 21 de febrero de2012.
En la sesión de trabajo se han expuesto conceptosmetalúrgicos asociados a la transformación bainíti-ca de los materiales ADI (Austempered DuctileIron), se han presentado los parámetros clave deltratamiento térmico de austemperizado, y se haofrecido una visión sobre el comportamiento de de-terminados grados en distintas operaciones de me-canizado. De igual forma, se ha analizado la evo-
lución y las perspectivas futuras de mercado de es-tos materiales.
Debemos reseñar la relevancia de los ponentes yespecialistas técnicos que han participado en el ac-to, pertenecientes a la empresa inglesa ADI TRE-ATMENTS Ltd, a la ESCUELA TÉCNICA SUPERIORDE INGENIERÍA DE BILBAO y al Centro de Investi-gación Metalúrgica AZTERLAN. A lo largo de susintervenciones, los técnicos han compartido susconocimientos, experiencias e investigaciones conparticipantes provenientes de un amplio abanicode sectores como son la fundición, eólico, trata-mientos térmicos, recubrimientos, automoción, fe-rrocarril y mecanizado, entre otros.
La introducción de la jornada ha corrido a cargo delpresidente de la Mancomunidad de la Merindad deDurango, el Sr. Oskar Zarrabeitia, quien en una
Jornada técnica:“Últimos desarrollos y aplicacionesen componentes ADI”IInnssttiittuuttoo ddee FFuunnddiicciióónn TTAABBIIRRAA
Un total de 78 técnicos de fundición han tomado parte en la jor-nada.

A continuación, el director Gerente de la empresaADI Treatments Ltd, el Sr. Simon Day ha presenta-do las claves del proceso de tratamiento térmico a-plicado a los materiales ADI en sus instalacionesde Birmingham.
El emprendedor inglés ha expuesto las especifica-ciones principales de los materiales susceptibles detratamiento. Para el caso concreto del ADI, ha hechomención a la necesidad de contar con una fundiciónnodular de buena calidad: composición química es-table con un mínimo de 100 grafitos/mm2, nodulari-dad superior al 85%, niveles mínimos de carburos,inclusiones, rechupes y micro rechupes (max. 1,5%)y un ratio estable de perlita/ferrita.
Del mismo modo, ha detallado el proceso de aus-temperizado, cuyos resultados ofrecen unas carac-terísticas avanzadas de los materiales ADI: “El ADItiene unos valores de comportamiento a fatiga ex-celentes, una densidad menor y una capacidad deamortiguación de ruido superior al acero, si biencuenta con un mayor coeficiente de expansión tér-mica que la fundición nodular y que el acero al car-bono (inferior al del aluminio), y una conductividadtérmica algo inferior a la fundición nodular. Pese aun mecanizado más complejo frente a los materia-les de fundición gris y esferoidal (se están dandotambién grandes avances en este campo, con el de-sarrollo de nuevos grados de material más fácilesde mecanizar), origina una viruta compacta y dis-continua que es 100% reciclable”.
En la actualidad se dispone a su vez de una mayorcapacidad de tratamiento térmico en lo que a ta-maños y pesos de pieza se refiere -quizás éste hayasido una de las mayores limitaciones hasta el mo-mento-. En las instalaciones de ADI TreatmentsLtd. se pueden llegar a tratar piezas de hasta 7 Tn,con unas dimensiones máximas de 1.840 mm x1.840 mm x 1.350 mm.
El director Técnico de la empresa ADI TreatmentsLtd, Sr. Arron Rimmer, ha comenzado la parte finalde la sesión técnica con una conferencia cargadade ejemplos prácticos y casos concretos de aplica-ción de los materiales ADI. Ha analizado la evolu-ción del mercado y ha compartido con los asisten-tes interesantes reflexiones acerca de posiblesservicios futuros en variedad de sectores, comopor ejemplo automoción, vehículo industrial pesa-do, sector ferroviario, construcción y minería, agri-cultura, sector eólico, equipos pesados para otrasfuentes de generación energía renovables, aplica-ciones en power train, … etc.
breve comparecencia ha informado sobre las líne-as básicas del Polo de Competitividad para la Co-marca de Durangaldea –iniciativa encaminada a lamejora competitiva y a la progresiva transforma-ción del tejido industrial local–, y ha destacado laimportancia de este tipo de marcos de trabajo dedifusión tecnológica e intercambio de experien-cias, con especialistas del más alto nivel.
La intervención del director de Tecnología de Az-terlan, el Sr. Julián Izaga, se ha centrado en el desa-rrollo de conceptos metalúrgicos avanzados de losmateriales ADI, –fundición esferoidal sometida aun posterior tratamiento térmico de naturalezabainítica–.
Tras una sinopsis sobre las propiedades y caracte-rísticas más destacadas de estos materiales -mejo-ra en valores de resistencia, límite elástico y fatiga,frente a fundiciones esferoidales estándar-, ha he-cho mención especial al control del proceso defundición: “la etapa de fabricación del componentefundido es crítica. No es suficiente con alcanzar u-na correcta forma del grafito o el ajuste de la com-posición química”.
En relación al tratamiento térmico, el Sr. Izaga hasubrayado la importancia de la monitorización delas temperaturas críticas de dicho proceso, en espe-cial las relacionadas con el apagado o mantenimien-to isotérmico: “Las temperaturas correspondientesal dominio bainítico se sitúan entre la Ms y los 400ºC. Con temperaturas próximas a 400 ºC se consigueuna baja resistencia mecánica y una alta tenacidad,mientras que a temperaturas próximas a 200 ºC, seinvierten dichas características. Es por ello, que elprincipal regulador de los distintos grados ADI, es latemperatura de mantenimiento isotérmico”.
Sr. Julián Izaga. Director de Tecnología de AZTERLAN.
Marzo 2012 / Información
51
Información / Marzo 2012
52
La segunda parte de su exposición ha estado o-rientada a dar a conocer la oportunidad que pre-sentan estos materiales frente a determinados a-ceros, con situaciones específicas de mejora deprestaciones, reducción de costo, simplificacióndel proceso productivo, … etc. Una parte signifi-cativa de los componentes que se fabrican en A-DI, provienen de piezas que con anterioridad seforjaban en acero, así como de subconjuntos sol-dados o ensamblados (ejemplos concretos de sub-conjuntos de hasta 54 piezas diferentes, que en laactualidad se hacen de una única pieza fundida ytratada térmicamente).
A su vez, El Sr. Rimmer ha compartido varios ejem-plos en sustitución de componentes de otros mate-riales, como por ejemplo el aluminio, con otro tipode ventajas desde el punto de vista de diseño yfuncionalidad (mejora de propiedades estáticas ydinámicas, costo más reducido, mejoras en com-portamiento NVH, menor espacio físico requeridopara el componente, … etc).
Ante la pregunta sobre por qué el ADI no es unmaterial utilizado masivamente en la industriaEuropea, principalmente en sectores como la au-tomoción y el ferrocarril, el Sr. Rimmer ha mani-festado las claras diferencias con Estados Unidos,donde este tipo de materiales se han introducidoen el mercado de forma generalizada desde hacemás de 15 años: “en Europa está costando más vi-sualizar que el ADI puede ofrecer importantesventajas frente al acero, o incluso, frente al alu-minio. Es un camino pendiente de recorrer, perose perciben cambios por parte de la mayoría delos constructores de vehículos europeos, que em-piezan a conocer las capacidades y potencialida-des del ADI”.
Mr. Simon Day. Director Gerente ADI TREATMENTS Ltd.- U.K.
Distribución por sectores de las piezas tratadas en el año 2011en la empresa ADI Treatments. Ltd. Fuente: ADI TREAT-MENTS Ltd.
Sr. Arron Rimmer. Director Técnico de ADI TREATMENTS Ltd.– U.K.
El cierre de la jornada ha corrido a cargo del Ca-tedrático del Departamento de Ingeniería Mecá-nica de la Escuela Técnica Superior de Ingenie-ría de Bilbao, el Sr. Norberto López de Lacalle,quien ha desglosado a los asistentes los resulta-dos de una amplia investigación sobre mecani-zado de materiales ADI, –operaciones de tornea-do, fresado, taladrado, roscado y bruñido–, a

través de la monitorización y control delos diferentes parámetros de proceso yun análisis exhaustivo de los resultadosobtenidos.
Remarcar los intensivos ensayos de tor-neado y fresado con insertos de metalduro y con insertos cerámicos. Los resul-tados han indicado que los insertos cerá-micos de alta calidad ofrecen mejores va-lores y suponen una ventaja económica.Así como, se han expuesto conclusionessobre distintos materiales y recubrimien-tos en herramientas de taladrado y ros-cado.
En cualquiera de los casos, se ha plantea-do la necesidad de valorar en detalle laposible realización de las operaciones demecanizado antes o después del trata-miento térmico, en función de los requisi-tos individuales de cada pieza.
Transmitir un especial agradecimiento alos técnicos y especialistas de ADI TREAT-MENTS Ltd, de la ESCUELA TÉCNICA SU-PERIOR DE INGENIERÍA DE BILBAO y alCentro de Investigación Metalúrgica AZ-TERLAN, que con la coordinación del Ins-tituto de Fundición TABIRA y del POLO deCOMPETITIVIDAD para la Comarca deDurangaldea, han hecho posible la mate-rialización de este interesantísimo marcode trabajo.
Sr. Norberto López de la Calle. Catedrático del Dpto.de Ingeniería Mecánica de la Escuela Técnica Supe-rior de Ingeniería de Bilbao.
Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20129 números115 euros
Suscripción anual 20129 números115 euros

La alimentación continua en los tratamientossuperficiales de piezas de fundición,garantiza menos costes y mayor calidad
La calidad del acabado superficial de cualquier tipode piezas provenientes de la fundición, por ejem-plo, componentes de automoción tales como moto-res, piezas de la transmisión, del hidráulico y otros,juega un papel muy importante en la competitivi-dad de una fundición.
Por este motivo, las fundiciones se enfrentan al re-to de tener que mejorar su calidad y, al mismotiempo, reducir sus costes. Los sistemas Rösler devibración en continuo ayudan a alcanzar estos de-safíos.
Para los trabajos de acabado como rebarbado, afi-nado, pulido, abrillantado y limpieza general demedianos a grandes componentes, así como lotesde piezas pequeñas, estos sistemas en continuo deacabado en masa no sólo ofrecen excelentes aca-bados, sino también una reducción de los tiemposde proceso.
Interconectando nuestros sistemas, se ofrecensoluciones que permiten una rápida y fácil inte-gración en las líneas de fabricación automatiza-das.
Una parte importante de todo el “paquete de aca-bado” ofrecido son los más de 8.000 tipos diferen-tes de abrasivos plásticos y cerámicos, así comocompuestos fabricados en nuestras instalacio-nes.
ROTOMATIC – acabado de alto rendimientocon una necesidad de espacio muy pequeña
Incluso en el caso de piezas relativamente gran-des, las máquinas Rotomatic con la cuba de pro-ceso en forma de espiral, ancho de canal de 150 a370 mm (6.0 a 14.8 pulgadas) y longitud de hasta27.000 mm (89 pies), ofrecen un acabado de altorendimiento y al mismo tiempo, requieren muypoco espacio.
Los tiempos actuales de proceso varían entre 5 y 15minutos. Incluso en ciclos cortos de alimentaciónlas piezas no se amontonan en la entrada de la cu-ba de trabajo.
Para una separación óptima entre las piezas acaba-das y el abrasivo, las máquinas Rotomatic integranuna unidad de separación con un gran área de ta-mizado y su propio motor vibratorio. Esto permiteel ajuste de los parámetros de separación desea-dos.
Hay disponibles diferentes diseños de tamiz paraasegurar una excelente separación, incluso en pie-zas con formas geométricas complejas. Las máqui-nas Rotomatic llevan incorporadas unas boquillasde pulverización que permiten el enjuague de laspiezas en el tamiz de separación.
En muchas aplicaciones esta fase de enjuague estotalmente suficiente para el proceso posterior delas piezas sin necesidad de un ciclo adicional deenjuague.
Información / Marzo 2012
54
Amplia gama de equiposversátiles que ofrecenuna excelente eficienciaPPoorr RRöösslleerr IInntteerrnnaattiioonnaall GGmmbbHH && CCoo..KKGG

abrasivo están fabricados con materiales resisten-tes al desgaste que permiten el uso de chips muyabrasivos.
Los tiempos de proceso pueden ser fácilmenteajustados (entre 5 y 15 minutos) mediante la incli-
La disponibilidad de una amplia gama de equiposperiféricos facilitan la integración de estas máqui-nas en las líneas de producción automatizadas.
SISTEMAS LINEALES EN CONTINUO – Altorendimiento y excelentes resultados deacabado
La gama de Sistemas Lineales en Continuo es idealpara el acabado superficial de piezas de alumi-nio/acero de mediano o gran tamaño. Las contra-pesas colocadas debajo de la cuba de trabajo (an-cho desde 425 a 850 mm y largo de hasta 6.600mm) proporcionan un movimiento intenso y ho-mogéneo de la mezcla de piezas y abrasivo sobre lalongitud total de la cuba de trabajo.
Esto permite un alto rendimiento de esmerilado yel transporte de todas las piezas al interior de lamáquina. La potente acción mecánica de la máqui-na combinada con chips altamente abrasivos pro-porciona una productividad muy alta mediante laeliminación máxima de metal.
Por este motivo, todos los componentes críticos dela unidad de separación y el sistema de retorno del
Marzo 2012 / Información
Los sistemas de alimentación continua ofrecen unos acabadosrepetibles y constantes de una gran calidad. Al reducirse lostiempos de proceso y los esfuerzos para el manejo del material,los costes operativos disminuyen significativamente.

nación de la cuba de trabajo que se programa des-de el PLC.
Hay disponibles diferentes sistemas de transportede las piezas, tales como cintas transportadoraspara la alimentación de piezas sencillas al interiorde la máquina, de acuerdo con los ciclos de trabajopredeterminados o unidades de elevación con cé-lula de pesaje para la carga de piezas en lote.
Para el proceso de piezas delicadas, el motor de la u-nidad de proceso y el de la estación de separaciónpueden ser equipados con un variador de frecuen-cia. La unidad de separación tiene un gran tamizcon múltiples medidas de agitación para la rápida,fiable y suave separación de las piezas del abrasivo.
La unidad de separación está equipada con esta-ciones de enjuague para una rápida y eficiente lim-pieza de las piezas acabadas. Para las piezas querequieran un alto grado de limpieza, hay disponi-bles estaciones de lavado especiales que llevan in-tegrados sistemas de filtración y reciclado.
Sistemas Long-Radius – para trabajarcon alimentación en continuo o por lotes
Máquina compacta con separación interna especí-ficamente desarrollada para el acabado económicode piezas relativamente pequeñas y fáciles de se-parar (de 5 a 10 minutos). Su gran cuba de trabajocon largo de hasta 9.000 mm ofrece un gran volu-men y por lo tanto un alto rendimiento acabado delas piezas.
El modelo R 480/ 2E-LR es ideal para el acabado depiezas ligeras o delicadas debido al diseño de doblecurvatura de las paredes de la cuba de proceso.
Una tolva de alimentación situada en el exterior dela cuba de trabajo permite la fácil alimentación depiezas pequeñas sin choques entre ellas. Con elportillo de separación opcional, las máquinas LongRadius pueden trabajar tanto en continuo comopor lotes.
Vibradores Rotativos – sistemas vibratoriosredondos altamente versátiles en 4 m2
Los vibradores rotativos estándar con tolva de ali-mentación y portillo de separación integrados,pueden ser utilizados para procesos en continuo.Son máquinas ideales para el acabado de piezaspequeñas en un solo paso y con tiempos de proce-so de hasta 3,5 minutos.
El espacio requerido para estos sistemas no sueleexceder de más de 4 m2. Frecuentemente este tipode máquinas se utiliza como equipos descentrali-zados que están directamente conectados al pro-ceso de fabricación precediendo al proceso vibra-torio de acabado.
El diseño especial de la cuba de trabajo y la unidadde separación integrada proporciona el tratamien-to sin golpeos de piezas con formas extremada-mente complejas.
Diseñadas para cargas elevadas,alta actividad y larga duración
Todos los vibradores Rösler se caracterizan por undiseño extremadamente robusto. Por ejemplo, to-das las piezas de acero han sido fabricadas libres deestrés reconocido y después soldadas. Esto garanti-za una mayor vida útil del equipo en las condicio-nes más severas de operación y con unos costes demantenimiento bajos.
El Servicio de Recubrimiento de la compañía ase-gura un corto tiempo de espera y por tanto tiem-pos cortos de inactividad, cuando se necesite rem-plazar el recubrimiento de la cuba
La gran experiencia en fabricación y las intensasactividades del departamento de I+D de Rösler,permiten el diseño de equipos orientados al clienteincluyendo una amplia gama de equipos periféri-cos.
Información / Marzo 2012
56
El diseño, desarrollo y fabricación propia de todos los sistemasRösler, tanto granalladoras, chorreadoras como lavadoras in-dustriales, permiten la formación de líneas de trabajo en conti-nuo adaptándose a las necesidades del cliente.

Marzo 2012 / Información
57
Amediados de noviembre pasado, unos 100medios de comunicación europeos fuimosinvitados por la organización del “European
Customer Forum” al evento que la compañía Das-sault Systèmes celebró en Disneyland París.
A su vez, alrededor de 1.500 profesionales estuvie-ron presentes en las jornadas celebradas durante 2días, con un contenido profesional y productivo dealto nivel.
Perfectamente organizadas por el equipo de Das-sault, comenzaron con un cóctel de bienvenida atoda la prensa, el día anterior al evento.
Para comenzar las Jornadas, quien mejor que Ber-nard Charlès Presidente & CEO de la compañía pa-ra comentarnos y explicar a todos los presentes lospormenores de la empresa, en una amena y dis-tendida presentación.
Otras tres personas, Pascal Daloz, Dominique Flo-rack y Mónica Manghini completaron dicha intro-ducción a la compañía, cada una en su sector co-rrespondiente, antes de pasar a las presentacionesde productos.
Toda la prensa especializada recibimos una Confe-rencia de prensa personalmente con él, donde pu-dimos compartir su cercana presencia y acceso pa-ra todos los asistentes, a la vez que comíamos algoinformalmente, pero muy entretenido.
Tal y como comentan “El propósito del programaes ayudar a personas y organizaciones a dar vida asus innovadoras ideas, empleando las solucionesde 3D Dassault Systèmes”.
Paralelamente a las conferencias, se celebró unaexposición en el Agora, donde varias compañías a-
DASSAULT SYSTÈMES organizasu European Customer Forum

fines a Dassault, expusieron sus productos en unambiente de profesionalidad y dinamismo.
Varias conferencias específicas fueron pronuncia-das en distintas salas a los asistentes, dependien-do de su sector. Cada experto es su división expli-caba a los asistente las ventajas con estosproductos y después con demostraciones en direc-to.
Nosotros logramos que Philippe Bartissol como Vi-ce President Industrial Equipment nos respondieraunas preguntas en la siguiente entrevista personal:
Dassault era conocido como referente en aeronáu-tica desde mitad del siglo pasado, con sus famososMirage y Falcon ¿Por qué ha surgido esta división?
Hay dos razones para la división de Dassault Systè-mes:
1. El equipo de Dassault Aviation (DA) de CAD sa-bía que tenían un producto muy bueno, y pen-saron por qué no compartirlo con otras indus-trias.
2. DA quería tener un equipo que realmente pu-diera dar soporte a su producto a nivel comer-cial. En la industria del software es más fácilsostener una herramienta comercial que un de-sarrollo interno. Por esta razón se tuvieron quesalir de DA.
Por otro lado, la división de “Industrial Equip-ments” nació en 1995, es antigua en DS, y es la se-gunda división con mayores ingresos, después deautomoción. En realidad IE es muy amplia y varia-da, ya que puedes producir piezas para maquinariapara cualquier industria (energía, alta tecnología,…), todo depende de cómo clasificamos el produc-to. Por ejemplo, una máquina de producción solar
puede estar incluida en la división de energía o enla de Equipamiento industrial (IE), nosotros hace-mos una aproximación pragmática pero dependede cuales son los focos de interés del cliente (confi-guración > Equipamiento Industrial, desarrollo deplanta > energía, …), en realidad trabajamos todosjuntos dependiendo del “topic”.
¿Qué ventajas o beneficios aporta el PLM en el sec-tor del equipamiento industrial?
Para nosotros PLM (Gestión de ciclo de vida delproducto) debería ser todo aquello que gira alrede-dor de la información de un producto. La diferen-cia con RP (Prototipado rápido) es que todo lo rela-cionado con la información del producto deberíaser PLM. Para nosotros en un equipo industrial, loprincipal, la columna vertebral debería ser la con-currencia de toda la información del producto so-bre diseño, origen, producción y servicio en cual-quier lugar rápido. Hay campos adicionales quetambién aparecen y son tratados tales como laconfiguración, la gestión de programas en proyec-tos de I+D y por supuesto simulación. Este es elprincipal objetivo de PLM, disponer de esta infor-mación sobre el producto en cualquier lugar delmundo de una manera rápida. Nuestros clientes,los vendedores de maquinaria, están dirigiendo suactividad a los servicios, donde pueden aumentarsus ingresos, ya que la venta de maquinaria tieneunos márgenes muy estrechos, PLM les ayuda en lapropuesta de servicios a sus clientes, no estamosen la creación de productos sino en la creación deservicios, que es donde debemos estar para ayudara nuestros clientes.
Para nosotros, los más conocidos son Solidworks yCatia ¿qué los diferencia a cada uno de ellos parautilizar en su sector?
Pienso que en el futuro, tenderemos a usar cual-quiera de los dos, aunque pienso que actualmentealgunas industrias prefieren CATIA porque mane-jan ensamblajes de muchas piezas (10.000, 20.000 ó30.000 partes) y CATIA es un producto superior pa-ra manejar ensamblajes de partes.
En el campo de la cinemática, cuando tienes unamáquina que transforma un producto, todas laspartes de la máquina que tocan el producto, la ci-nemática de estas partes (soldaduras, mecaniza-dos,…) son tratadas más fácilmente con CATIA porsus capacidades como sistema hacia estas partes.
En cuanto al 3D, ¿qué utilidades tiene en dicho sec-tor? ¿Cómo podría emplearse en las distintas áreas
Información / Marzo 2012
58
cuerdo a las diferentes familias de piezas, de unamanera rápida y eficiente. Así mismo con CATIAse añaden funciones donde puedes incluir el com-portamiento de las piezas del sistema.
V6 es una plataforma integrada con aplicacionesespecíficas integradas. Se enfoca en el diseño y lafabricación de las herramientas. Es una base de in-formación donde se pueden conectar todas laspartes involucradas, suministradores, OEMs. En e-lla además de la geometría de la pieza, se introdu-ce información sobre el comportamiento, las fun-ciones, parámetros, tienes accesos a los catálogoso recursos de los proveedores, componentes, pue-des añadir el know-how o conocimiento sobre laspropiedades de la pieza y a partir de ello se puedecrear una plantilla para producir otras piezas. Túpuedes añadir un software externo de simulacióny volcar la información del mismo, almacena ycompara los cambios sobre el mismo.
Nos prometió que nos mandará artículos para pu-blicar de este tema.
Una vez finalizada la completa entrevista, pudi-mos comprobar en diversas demostraciones losprogramas y adelantos que pueden ofrecer.
en las que se focalizan nuestras revistas (fundi-ción, fabricación de moldes, …?
Para ello, aunque él quiso contestar, prefirió po-nernos en contacto con el técnico en la materia ynos contestó:
En la industria del empaquetamiento, se utilizanmoldes para la fabricación, éste es un buen ejem-plo de la aplicación de CATIA v6 junto con DELMIApara el sector del molde. Tú puedes dibujar en CA-TIA y programar directamente la máquina de con-trol numérico en DELMIA para su fabricación, notienes ningún corte de información, la programa-ción fluye directamente del programa de diseño ala máquina de mecanizado…
Y para completar la atención personalizada, otrapersona del departamento, Rose-Marie Estebe (CatiaMold & Tooling, Marketing Domain Leader) nos com-pletó más detalladamente esta última pregunta.
Editamos varias revistas de varios sectores meta-lúrgicos: fundición, fabricación de moldes, ¿el mis-mo programa es válido (con indicaciones) en cadasector?
Para fundición, nuestro producto proporciona muybuenas herramientas para el diseño de la geome-tría de los moldes, definición de la forma, evitandopicos y aristas. Permite la transformación de la pie-za de diseño a la pieza de ensayo. MTD (Mold Too-ling desing), producto incluido en CATIA v6, esmuy útil para gente que necesita añadir partes pa-recidas, por ejemplo en fábricas donde el productoes similar pero de diferentes tamaños. Se puedendefinir plantillas y las puedes reducir y variar de a-
Marzo 2012 / Información
59
Les deseamos mucho éxito en estos próximos añoscon tanta diversidad de productos y sectores.
Desde aquí queremos agradecer al equipo de Das-sault Systèmes su invitación al evento y a Laura deAleph Comunicación la atención personal que nosdispensó durante toda nuestra estancia y por con-seguir las entrevistas personales y exclusivas condichas personas.
1. INTRODUCCIÓN
En vista de las extremas exigencias en materia decalidad, la capacidad y calidad de las piezas estánen el centro de la atención de las empresas.
Es imprescindible disponer de nuevos conceptosque se ajusten rápidamente a los objetivos y que o-frezcan soluciones sostenibles, optimizando a lavez los procesos de fundición, en particular en loque hace referencia a recubrimientos de machos ymoldes o a aditivos de arena. (1)
El profundo conocimiento de los procesos en lasfundiciones y la posibilidad de elevar el nivel de surendimiento (menores costes, mayor productivi-dad, flexibilidad y calidad), son de importancia vi-tal para la fundición.
Las fundiciones más exitosas recurren a las posibi-lidades del efecto palanca, es decir, la búsqueda deleves cambios que produzcan grandes efectos.
La correcta selección y utilización de aditivos dearena y recubrimientos es una de estas palancas.
Los aditivos de arena y los recubrimientos que seutilizan en la fabricación de machos o en el mol-deo, contribuyen sólo en un 1% al coste total de lapieza fundida.
Sin embargo, la incorrecta selección o utilizaciónde un recubrimiento puede generar inmensoscostes de rebarbado, los cuales pueden llegar asuponer entre un 5 y un 10% de los costes de fun-dición.
2. METODOLOGÍA Y RESULTADOS
Los defectos de penetración (veining o finning) hansido un problema permanente para ciertos tipos depiezas de hierro producidas con machos de arenaaglomerados químicamente. Los bloques de motory las culatas pueden presentar veining en los finosconductos de aceite y agua, las cuales son difícilesde eliminar y pueden ocasionar obstrucción y rotu-ra del motor. Los discos de freno ventilados pue-den presentar veining en las “ventanas” que tam-bién son difíciles de eliminar y que pueden causarun calentamiento irregular o la deformación deldisco durante su uso. Muchos tipos de piezas dife-rentes, con conductos realizados con machos y congeometrías o relaciones arena/metal desfavora-bles, pueden experimentar defectos de veining.
El veining se denomina también “defecto de ex-pansión” porque está relacionado con la expansiónno lineal de arena de sílice cuando es calentadapor el metal líquido durante la fundición. La arenaexperimenta un cambio en su estructura cristali-na, pasando de cuarzo bajo o alfa a cuarzo alto obeta, que se traduce en una rápida expansión, se-guida de una contracción y posterior reexpansión,mientras el cuarzo se transforma en tridimita ycristobalita. Esta expansión y contracción irregularcontrasta con las tasas de expansión más unifor-mes y más bajas de otros agregados de fundición(ver Figura 1).
Para combatir estos problemas se utilizan diferen-tes conceptos.(3) La arena de sílice de alta purezapuede ser sustituida totalmente o en parte por o-
Información / Marzo 2012
60
Nuevos conceptos de recubrimientosy aditivos como enfoque integralpara obtener piezas sin defectosy sin residuos
PPoorr RREEIINNHHAARRDD SSTTÖÖTTZZEELL,, CCHHRRIISSTTIIAANN KKOOCCHH,, AASSKK CCHHEEMMIICCAALLSS,, HHIILLDDEENNCCAARRLLOOSS LLUUFFTT.. AASSKK CCHHEEMMIICCAALLSS BBRRAASSIILL,, SSÃÃOO PPAAUULLOOFFRRIIEEDDHHEELLMM MMEEYYEERR,, AASSKK CCHHEEMMIICCAALLSS EEEE..UUUU..,, CCLLEEVVEELLAANNDD
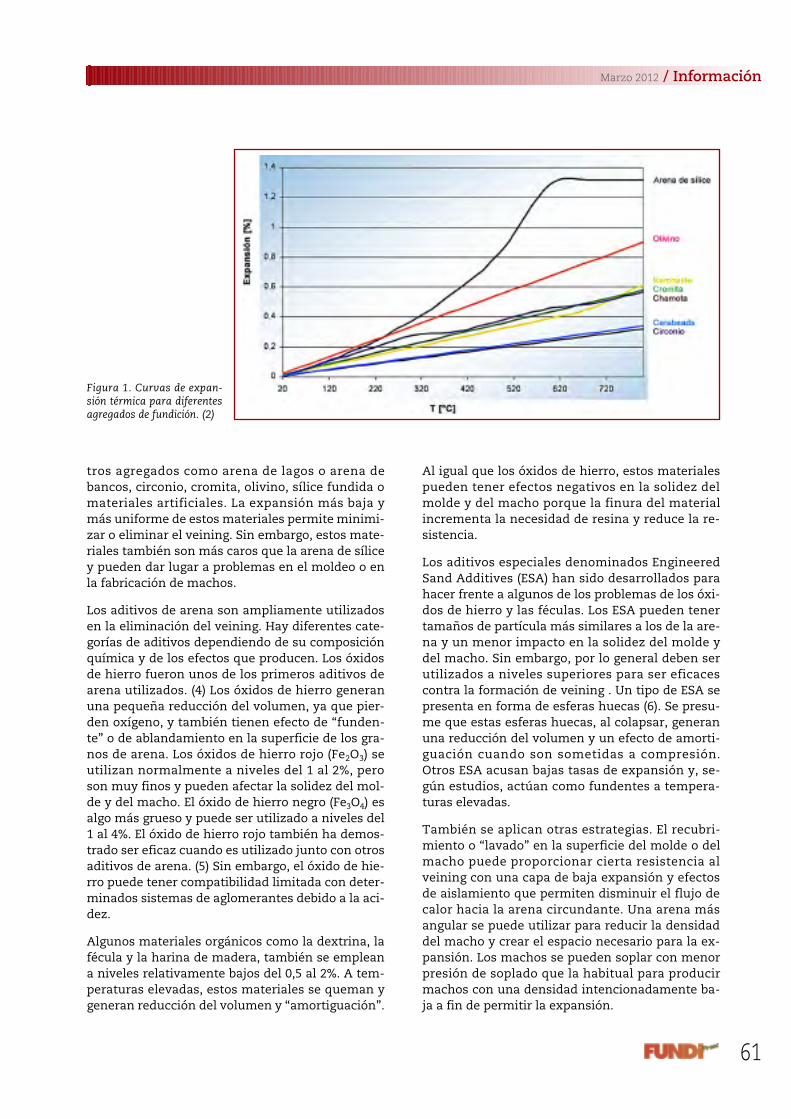
Al igual que los óxidos de hierro, estos materialespueden tener efectos negativos en la solidez delmolde y del macho porque la finura del materialincrementa la necesidad de resina y reduce la re-sistencia.
Los aditivos especiales denominados EngineeredSand Additives (ESA) han sido desarrollados parahacer frente a algunos de los problemas de los óxi-dos de hierro y las féculas. Los ESA pueden tenertamaños de partícula más similares a los de la are-na y un menor impacto en la solidez del molde ydel macho. Sin embargo, por lo general deben serutilizados a niveles superiores para ser eficacescontra la formación de veining . Un tipo de ESA sepresenta en forma de esferas huecas (6). Se presu-me que estas esferas huecas, al colapsar, generanuna reducción del volumen y un efecto de amorti-guación cuando son sometidas a compresión.Otros ESA acusan bajas tasas de expansión y, se-gún estudios, actúan como fundentes a tempera-turas elevadas.
También se aplican otras estrategias. El recubri-miento o “lavado” en la superficie del molde o delmacho puede proporcionar cierta resistencia alveining con una capa de baja expansión y efectosde aislamiento que permiten disminuir el flujo decalor hacia la arena circundante. Una arena másangular se puede utilizar para reducir la densidaddel macho y crear el espacio necesario para la ex-pansión. Los machos se pueden soplar con menorpresión de soplado que la habitual para producirmachos con una densidad intencionadamente ba-ja a fin de permitir la expansión.
tros agregados como arena de lagos o arena debancos, circonio, cromita, olivino, sílice fundida omateriales artificiales. La expansión más baja ymás uniforme de estos materiales permite minimi-zar o eliminar el veining. Sin embargo, estos mate-riales también son más caros que la arena de sílicey pueden dar lugar a problemas en el moldeo o enla fabricación de machos.
Los aditivos de arena son ampliamente utilizadosen la eliminación del veining. Hay diferentes cate-gorías de aditivos dependiendo de su composiciónquímica y de los efectos que producen. Los óxidosde hierro fueron unos de los primeros aditivos dearena utilizados. (4) Los óxidos de hierro generanuna pequeña reducción del volumen, ya que pier-den oxígeno, y también tienen efecto de “funden-te” o de ablandamiento en la superficie de los gra-nos de arena. Los óxidos de hierro rojo (Fe2O3) seutilizan normalmente a niveles del 1 al 2%, peroson muy finos y pueden afectar la solidez del mol-de y del macho. El óxido de hierro negro (Fe3O4) esalgo más grueso y puede ser utilizado a niveles del1 al 4%. El óxido de hierro rojo también ha demos-trado ser eficaz cuando es utilizado junto con otrosaditivos de arena. (5) Sin embargo, el óxido de hie-rro puede tener compatibilidad limitada con deter-minados sistemas de aglomerantes debido a la aci-dez.
Algunos materiales orgánicos como la dextrina, lafécula y la harina de madera, también se empleana niveles relativamente bajos del 0,5 al 2%. A tem-peraturas elevadas, estos materiales se queman ygeneran reducción del volumen y “amortiguación”.
Marzo 2012 / Información
61
Figura 1. Curvas de expan-sión térmica para diferentesagregados de fundición. (2)

3. MEDICIÓN DEL VEINING
En los últimos años se han desarrollado algunaspiezas de prueba para medir las características delveining de diferentes sistemas de arena y aglome-rantes. (7) Dos tipos de piezas de prueba se utilizannormalmente: un cono escalonado y un molde depenetración de 2 x 2 (50 mm x 50 mm). El cono es-calonado y la pieza de fundición se pueden apre-ciar en la Figura 2 y el molde de penetración de 2 x2, los machos y la pieza seccionada, en la Figura 2.
trado que “la técnica de análisis de defectos es unprocedimiento apto como herramienta de evalua-ción de materiales de fundición para evitar defec-tos relacionados con el macho.”
La prueba de pieza 2 x 2 ofrece la ventaja de que sepueden verificar cuatro machos separados por pie-za, aunque por lo general los machos suelen ser a-nalizados por pares para mejorar la precisión. Estaprueba también parece ser algo más precisa en elsentido de que en el 2 x 2 las vetas aparecen auncuando los machos del cono escalonado de la mis-ma composición se presentan sin defectos.
• ADITIVO ANTI-VEININGY ANTI-PENETRACIÓN, CON POTENCIALDE UTILIZACIÓN EN MACHOSNO RECUBIERTOS
En los últimos años se han realizado grandes es-fuerzos para eliminar el proceso de pintado en lasfundiciones. En algunas áreas, el objetivo se ha im-
Información / Marzo 2012
62
Figura 2. Macho de cono escalonado (izquierda), pieza de fundi-ción (centro) y pieza seccionada (derecha).
El nivel de veining se verifica visualmente en basea una escala de 1 a 5. El nivel 1 significa que prácti-camente no hay veining y el nivel 5 que el veininges muy marcado. El método de medición es algosubjetivo, pero una cuantificación adicional sepuede lograr identificando la gravedad y localiza-ción del veining, y usando una fórmula ponderadapara el cálculo de una “puntuación” de veining. Es-tudios realizados por Giese y Thiel (8) han demos-
Figura 3. Los machos 2 x 2 y el molde (izquierda), y una piezaseccionada (derecha) presentando defecto veining.
Tabla 1.

debe presentar propiedades de escurrido corto ymenores tiempos de satinado.
El nuevo recubrimiento, que cumple con el perfildeseado, es el MIRATEC AH 501. Implementando
plementado con éxito, por ejemplo, para piezas dehierro dúctil con menores solicitaciones.
ASK Chemicals ha logrado desarrollar un nuevo ti-po de aditivos que permite a las fundiciones redu-cir los defectos de fundición de forma significativay trabajar en mayor medida con machos no recu-biertos.
Veino Ultra es uno de esos nuevos tipos, con mag-níficas propiedades anti-veining.
• RECUBRIMIENTO ANTI-VEINING
Uno de los requisitos especiales en lo que a calidadde la pieza se refiere es no presentar veining en lajunta de la caja del macho.
En cuanto a la fabricación de machos, se exige muyespecialmente que los machos no se deformen du-rante el proceso de secado.
Algunos ejemplos de la generación de recubri-mientos MIRATEC BD demuestran que estos elimi-nan el veining y que, gracias a sus propiedades deaplicación mejoradas, los machos pueden sumer-girse en un ciclo reducido, optimizado al 100%, quepermite que no queden gotas en el macho.
RECUBRIMIENTOS CON ALTAPERMEABILIDAD A LOS GASESCONTRA LA FORMACIÓN DE DARTAS
Los defectos relacionados con las dartas y los gasesson algunos de los defectos más desagradables quepueden producirse en las fundiciones de series,puesto que el resultado obtenido sería simple cha-tarra.
Dentro del marco de un proyecto de desarrollo,ASK ideó diferentes recubrimientos con una muyalta permeabilidad a los gases que permiten elimi-nar estos defectos.
Las piezas de fundición cuyos machos presentanuna elevada carga térmica como consecuencia deun llenado insuficiente del molde en determinadaszonas, suelen experimentar formación de dartas.Tomando como base MIRATEC MB 501, un recubri-miento que ofrece buenos resultados anti-veiningy anti-penetración (especialmente en la fundiciónen serie), se ha implementado la característica"mayor permeabilidad a los gases". Además, pues-to que se desea reducir la duración del ciclo duran-te el procedimiento de inmersión, el recubrimiento
Marzo 2012 / Información
63
Figura 4. Disco de freno conveining.
Figura 5. MIRATEC BD evita los defectos de veining en la junta.
Figura 6. Comparación entre MIRATEC TS (izquierda) y un re-cubrimiento convencional (derecha).
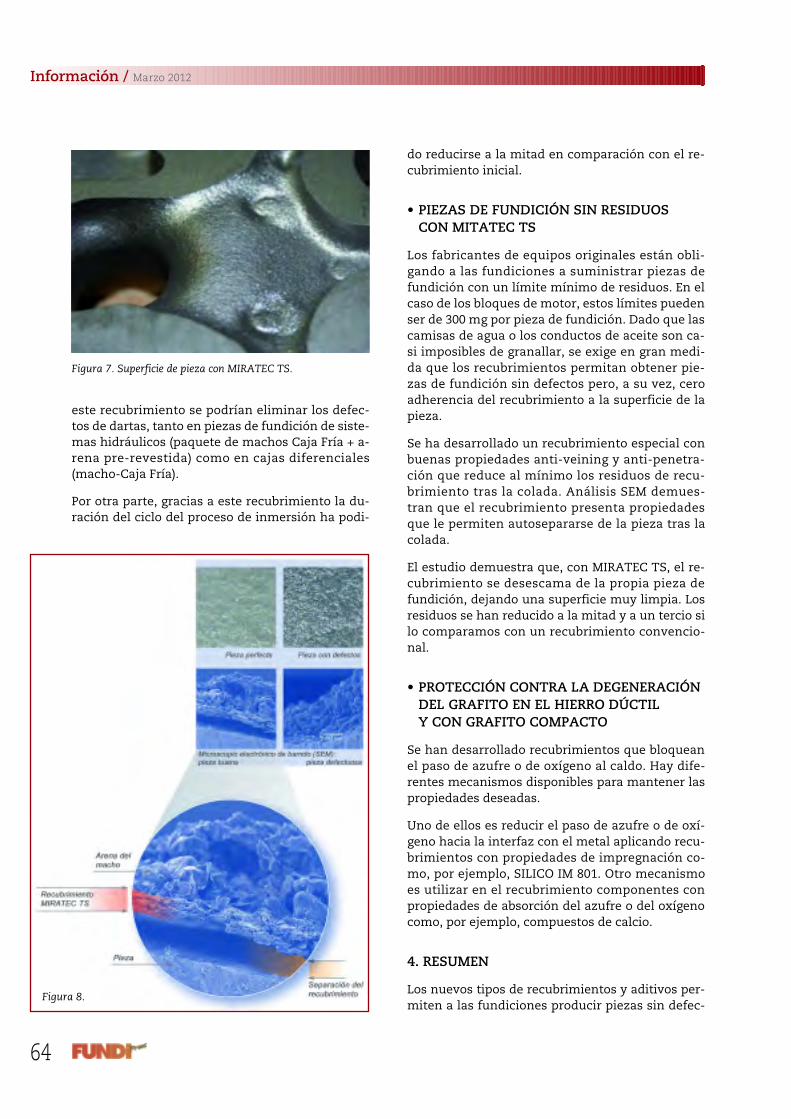
do reducirse a la mitad en comparación con el re-cubrimiento inicial.
• PIEZAS DE FUNDICIÓN SIN RESIDUOSCON MITATEC TS
Los fabricantes de equipos originales están obli-gando a las fundiciones a suministrar piezas defundición con un límite mínimo de residuos. En elcaso de los bloques de motor, estos límites puedenser de 300 mg por pieza de fundición. Dado que lascamisas de agua o los conductos de aceite son ca-si imposibles de granallar, se exige en gran medi-da que los recubrimientos permitan obtener pie-zas de fundición sin defectos pero, a su vez, ceroadherencia del recubrimiento a la superficie de lapieza.
Se ha desarrollado un recubrimiento especial conbuenas propiedades anti-veining y anti-penetra-ción que reduce al mínimo los residuos de recu-brimiento tras la colada. Análisis SEM demues-tran que el recubrimiento presenta propiedadesque le permiten autosepararse de la pieza tras lacolada.
El estudio demuestra que, con MIRATEC TS, el re-cubrimiento se desescama de la propia pieza defundición, dejando una superficie muy limpia. Losresiduos se han reducido a la mitad y a un tercio silo comparamos con un recubrimiento convencio-nal.
• PROTECCIÓN CONTRA LA DEGENERACIÓNDEL GRAFITO EN EL HIERRO DÚCTILY CON GRAFITO COMPACTO
Se han desarrollado recubrimientos que bloqueanel paso de azufre o de oxígeno al caldo. Hay dife-rentes mecanismos disponibles para mantener laspropiedades deseadas.
Uno de ellos es reducir el paso de azufre o de oxí-geno hacia la interfaz con el metal aplicando recu-brimientos con propiedades de impregnación co-mo, por ejemplo, SILICO IM 801. Otro mecanismoes utilizar en el recubrimiento componentes conpropiedades de absorción del azufre o del oxígenocomo, por ejemplo, compuestos de calcio.
4. RESUMEN
Los nuevos tipos de recubrimientos y aditivos per-miten a las fundiciones producir piezas sin defec-
Información / Marzo 2012
64
Figura 7. Superficie de pieza con MIRATEC TS.
Figura 8.
este recubrimiento se podrían eliminar los defec-tos de dartas, tanto en piezas de fundición de siste-mas hidráulicos (paquete de machos Caja Fría + a-rena pre-revestida) como en cajas diferenciales(macho-Caja Fría).
Por otra parte, gracias a este recubrimiento la du-ración del ciclo del proceso de inmersión ha podi-

SE VENDEGRANALLADORA DE GANCHO DE OCASION• Marca: ALJU.• Modelo: Regina 161-A.• Interior todo de manganeso.• Totalmente revisada y garantizada.
Teléf.: 93 715 00 00 - Fax: 93 715 11 52Email: [email protected]
www.granallatecnic.com
tos ni residuos de modo menos complicado, conmenos efectos secundarios y posibilitando inclusola producción de piezas sin recubrimiento.
BIBLIOGRAFÍA
1. Stephan Rudolph, Gießerei-Praxis Nº 6-1993, página 105.
2. Reinhard Stötzel, diagrama de la transcripción de la con-ferencia, 3rd Duisburg moulding material day 2000.
3. Showman, R., Horvath, L., Clifford, S., Harmon, S., Law-son, E., “A Systematic Approach to Veining Control”, Actasdel AFS Casting Congress, 11-005.
4. R.W. Monroe, “Use of Iron Oxide in Mold and Core Mixesfor Ferrous Castings”. AFS Transactions 1988.
5. S.G. Baker, J.M. Werling, “Expansion Control Method forSand Cores”, AFS Transactions 2003.
6. T.J. Gilbreath, P.L.Zajac, J. Bruce, “New Sand Additive Al-ternative for Veining and Penetration Defects in Thin-Wa-lled Castings”, AFS Transactions 1999.
7. W.L. Tordoff, R.D. Tenaglia, “Test Casting Evaluation ofChemical Binder Systems”, AFS Transactions 1980.
8. S.R. Giese, J. Thiel, “Numeric Ranking of Step Cone TestCastings”, AFS Transactions 2007.
65

Información / Marzo 2012
66
El área de nanotecnología del Instituto de Tec-nología Cerámica (ITC) y la unidad de inge-niería medioambiental del Instituto Tecnoló-
gico Metalmecánico (AIMME) están trabajando enel proyecto Nanolec, paradesarrollar nuevos cátodosactivados mediante la inclu-sión de nanopartículas de o-ro y nanotubos de carbono.
“El objetivo es conseguir e-lectrodos más eficientes quelos que actualmente se co-mercializan para la elimina-ción de metales pesados enaguas residuales”, indicanfuentes del ITC. A través deNanolec se pretende aumen-tar la capacidad de retenciónde metales mediante el in-cremento de los centros acti-vos de nucleación en la elec-trodeposición, mejorar lacalidad del depósito genera-do, más ordenado, con es-tructura metálica más uni-forme que permitirá mejorarsus características de adhe-rencia y dureza, y aportar u-na mayor eficiencia energé-tica gracias al aumento detransferencia de carga aso-ciado a los centros activos demetales nobles en su super-ficie.
Se estudiarán electrodos tanto metálicos, como elcobre y el acero inoxidable; como de grafito, y a to-dos ellos se les introducirán nanopartículas de oro ynanotubos de carbono. También se estudiará el posi-
ble efecto sinérgico de los na-notubos de carbono junto alas nanopartículas de oro me-diante la fabricación de elec-trodos nano híbridos quecombinen ambos. La modifi-cación superficial se realizarámediante técnicas químicas yelectroquímicas comparandoy seleccionando en todo mo-mento los mejores electrodossegún sus prestaciones.
“La propuesta de mejora quese pretende conseguir conNanolec se aplicará directa-mente a los tratamientos deafino en aguas residualescon restos de metales pesa-dos. Este proyecto tambiénaportará soluciones a pro-blemas difíciles de resolver,tanto en el campo de la elec-troquímica como de la nano-tecnología mediante las tec-nologías convencionales enel campo del reciclaje y tra-tamiento de aguas industria-les”, se puntualiza desde elInstituto de Tecnología Ce-rámica (ITC).
ITC y AIMME desarrollanel proyecto “Nanolec” para eliminarlos metales pesados en las aguasresiduales de la industria
Marzo 2012 / Información
67
ALUMINIO
Evaluación de los parámetros de calidad en fundi-ción inyectada
Lumley, R., N. Deevay y M. Gershenzon. En inglés. 20 pág.
En este trabajo se han utilizado diversas técnicaspara examinar la calidad de las piezas de aluminioA380 inyectado bruto de colada. Se han consideradoespecialmente los efectos de tres parámetros: la ve-locidad del metal en los ataques, el efecto del incre-mento de Cu y Zn y el desgaseado rotatorio en elmetal refundido. Se demuestra que la resistencia ala tracción viene influenciada por un grupo de de-fectos complejos y la interacción de una variedad dedefectos. Los dos grupos más importantes son lamicroporosidad dispersa y/o las películas de óxidopresentes en las superficies de fractura. El aumentode la velocidad de entrada del metal en el molde esefectiva en la eliminación de defectos y el aumentode características. El contenido de Cu, si bien au-menta la resistencia, reduce la ductilidad debido alos compuestos intermetálicos mientras que el Znaumenta la porosidad debido a su alta presión devapor y produce fragilidad al estabilizar la faseAl5FeSi. Sorprendentemente, la eliminación del hi-drógeno afecta poco la resistencia a la tracción, peroel desgaseado rotatorio elimina una parte impor-tante de los óxidos presentes en el metal líquido. Seha comprobado que la composición de la aleacióninfluye en la calidad del metal pero no ha sido posi-ble establecer una relación directa entre composi-ción y calidad metalúrgica. La utilización de técni-cas como la estadística de Weibull combinada conlas curvas derivadas de flujo basadas en la ecuaciónde Ludwik-Holloman, se han revelado muy adecua-das para establecer un criterio de calidad.
International Journal of Metalcasting 5 (2011) nº 3, p.37-56
SOLIDIFICACIÓN
Efecto de la presión en la solidificación de materia-les metálicos
Sobczak, J.J., L. Drenchev y R. Asthana. En inglés. 14 pág.
Este artículo revisa los efectos de la presión en lacristalización y solidificación de aleaciones metáli-cas desde el punto de vista termodinámico y cinéti-co. Los efectos de la presión pueden dividirse en dosgrupos: los fenómenos físicos a macroescala comola deformación plástica y elástica, el intercambio decalor entre el metal y el molde, la velocidad de en-friamiento la alimentación inter-dendrítica y el con-trol de la velocidad de llenado y fenómenos a micro-escala como cambios en el diagrama de fases, en laenergía libre, el calor específico, el potencial quími-co, la tensión superficial, el coeficiente de difusión yla velocidad de nucleación. Se comprueba que lapresión afecta significadamente los procesos físicosde la solidificación. Se han establecido fórmulas ex-plícitas para relacionar la presión con parámetrostermodinámicos básicos, estableciéndose que el au-mento de presión promueve el afino de grano al dis-minuir el radio crítico para la nucleación de nuevasfases, incrementa la velocidad de crecimiento y dis-minuye la energía interfacial. Todo esto es válidopara las transformaciones líquido-sólido con calorlatente negativo y disminución de volumen molaren el cambio de fase. También puede aplicarse a loscomposites de matriz metálica, ya que combina laspropiedades de la matriz y las de la fase de refuerzo.En definitiva, la aplicación de presión induce mu-chas transformaciones de fase que serían imposi-bles de producirse de otra manera y se revela comouna herramienta adecuada para la obtención denuevas aleaciones con propiedades específicas.
International Journal of Cast Metals Research 25 (2012)nº 1, p. 1-14
Inventario de Fundición
PPoorr JJoorrddii TTaarrtteerraa
Siguiendo el camino emprendido en la revista Fundición y después en Fundidores, ofrecezco ahora en exclusiva alos lectores de FUNDI PRESS el “Inventario de Fundición” en el cual pretendo reseñar los artículos más interesan-tes, desde mi punto de vista, que aparecen en las publicaciones internacionales que recibo o a las que tengo acceso.

ESPECTRÓMETROS OES PARA ANÁLISIS DE METALESANALIZADORES ELEMENTALES C/S/N/O/H
ANALIZADORES PORTÁTILES DE Rx
68

• Granalladoras de turbina, nuevas y de ocasión.• Instalaciones automáticas de chorreado.• Ingeniería y construcción de instalaciones especiales.• Servicio técnico de todas las marcas y modelos.
C/ Josep Tura, 11 B - Pol. Ind. Mas D’en Cisa08181 SENTMENAT (Barcelona)
Teléf.: 93 715 00 00 - Fax: 93 715 11 52Email: [email protected]
www.granallatecnic.com
69

70
C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC• Laboratorio de ensayo de materiales : análisis químicos, ensayos mecánicos,
metalográficos de materiales metálicos y sus uniones soldadas.• Solución a problemas relacionados con fallos y roturas de piezas o compo-
nentes metálicos en producción o servicio : calidad de suministro, transfor-mación, conformado, tratamientos térmico, termoquímico, galvánico, u-niones soldadas etc.
• Puesta a punto de equipos automáticos de soldadura y robótica, y templesuperficial por inducción de aceros.
• Cursos de fundición inyectada de aluminio y zamak con práctica real de tra-bajo en la empresa.

71

Información / Marzo 2012
72
ABRASIVOS Y MAQUINARIA . . . . . . . . . . . 70ACEMSA . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70ALJU . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13AMV . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25ASK CHEMICALS . . . . . . . . . . . . . . . . . . . . . PORTADAAURRENAK . . . . . . . . . . . . . . . . . . . . . . . . . . 3BANNEO . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55BAUTERMIC . . . . . . . . . . . . . . . . . . . . . . . . . 65BERG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71BIEMH 2012 . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 2BRUKER . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68CAVENAGHI . . . . . . . . . . . . . . . . . . . . . . . . . 4 y 5CEDIFIL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41DEGUISA . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71EIRICH . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7ENCUENTRO AFUMSE . . . . . . . . . . . . . . . . . 21EURO-EQUIP . . . . . . . . . . . . . . . . . . . . . . . . . 9FAT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29FERRAL – VIQ . . . . . . . . . . . . . . . . . . . . . . . . 65FUNDIGEX . . . . . . . . . . . . . . . . . . . . . . . . . . 23GRANALLATECNIC . . . . . . . . . . . . . . . . . . . 69HERMANN OTTO SUDEROW . . . . . . . . . . . 27HORNOS ALFERIEFF . . . . . . . . . . . . . . . . . . 17HORNOS DEL VALLÉS – TECNOPIRO . . . . 68IMF DIECASTING . . . . . . . . . . . . . . . . . . . . . 69INSERTEC . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
INSTRUMENTOS TESTO . . . . . . . . . . . . . . . 71INTERBIL . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70INTERNACIONAL ALONSO . . . . . . . . . . . . . 69LABECAST . . . . . . . . . . . . . . . . . . . . . . . . . . 27LENARD . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11LIBROS TRATAMIENTOS TÉRMICOS . . . . 47M. IGLESIAS . . . . . . . . . . . . . . . . . . . . . . . . . 69METALFLOW . . . . . . . . . . . . . . . . . . . . . . . . 25METALOGRÁFICA DE LEVANTE . . . . . . . . 68MODELOS VIAL . . . . . . . . . . . . . . . . . . . . . . 37MPE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71OMLER 2000 . . . . . . . . . . . . . . . . . . . . . . . . . 31OTTO JUNKER . . . . . . . . . . . . . . . . . . . . . . . 33POMETON . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 4REVISTAS TÉCNICAS . . . . . . . . . . . . . . . . . Contraportada 3RÖSLER . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71SENSOR CONTROL . . . . . . . . . . . . . . . . . . . 69SIMULACIONES Y PROYECTOS . . . . . . . . . 41SPECTRO . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35TARNOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68TCT TESID . . . . . . . . . . . . . . . . . . . . . . . . . . 39TEY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70THERMO FISHER . . . . . . . . . . . . . . . . . . . . . 71W.F.C. MÉXICO . . . . . . . . . . . . . . . . . . . . . . 19WHEELABRATOR . . . . . . . . . . . . . . . . . . . . . 69
ABRIL
Nº Especial FUNDICIÓN INYECTADA. Jornadas TEDFUN. Fundición a presión. Moldes.Productos para fundición inyectada. Instrumentos de control y medición. Reguladores. Automatización.
Software de control. Robots. Fuentes de energía. Simulación. Magnesio y aleaciones.
Próximo número
INDICE de ANUNCIANTES