1 a ssemblage par raccords sert ir - initiative copper | le cuivre, … · 2015-09-21 · ... les...
TRANSCRIPT
CCCA-BTP
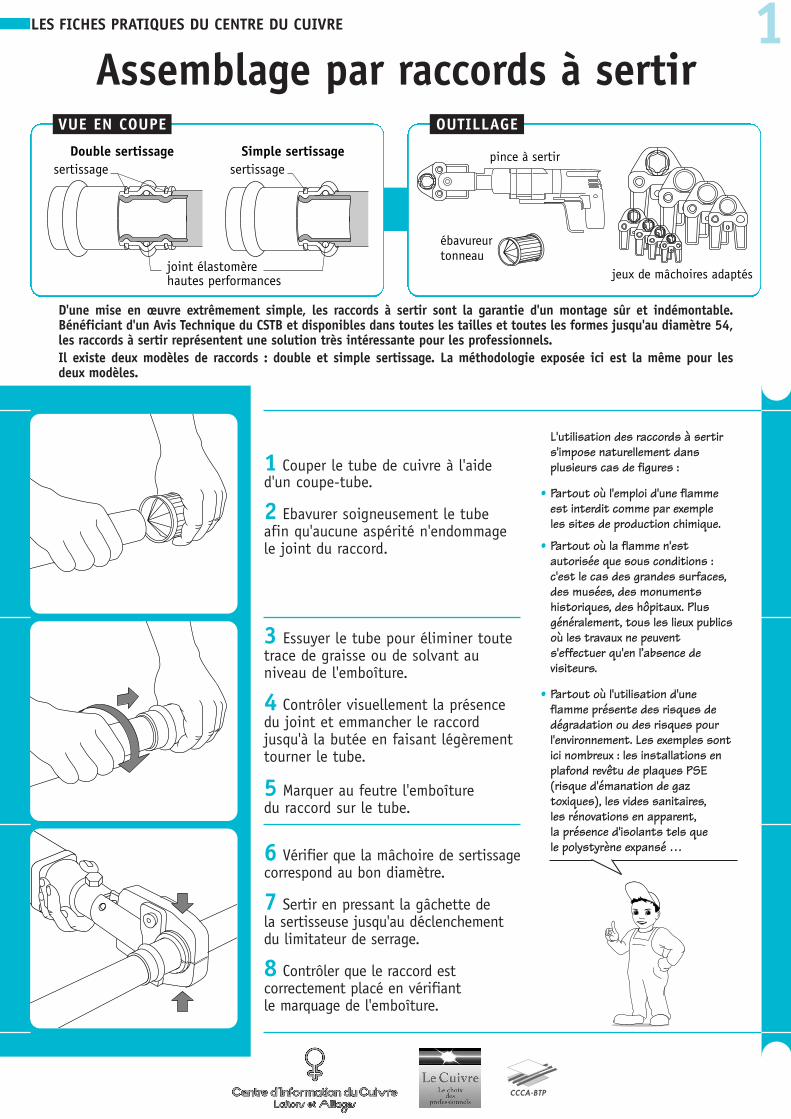
pince à sertir
ébavureurtonneau
jeux de mâchoires adaptés joint élastomèrehautes performances
sertissage sertissageDouble sertissage Simple sertissage
VUE EN COUPE OUTILLAGE
Assemblage par raccords à sertirLES FICHES PRATIQUES DU CENTRE DU CUIVRE
3 Essuyer le tube pour éliminer toutetrace de graisse ou de solvant auniveau de l'emboîture.
4 Contrôler visuellement la présencedu joint et emmancher le raccord jusqu'à la butée en faisant légèrementtourner le tube.
5 Marquer au feutre l'emboîture du raccord sur le tube.
1 Couper le tube de cuivre à l'aided'un coupe-tube.
2 Ebavurer soigneusement le tubeafin qu'aucune aspérité n'endommagele joint du raccord.
6 Vérifier que la mâchoire de sertissage correspond au bon diamètre.
7 Sertir en pressant la gâchette de la sertisseuse jusqu'au déclenchement du limitateur de serrage.
8 Contrôler que le raccord est correctement placé en vérifiant le marquage de l'emboîture.
L'utilisation des raccords à sertir s'impose naturellement dansplusieurs cas de figures :
• Partout où l'emploi d'une flammeest interdit comme par exemple les sites de production chimique.
• Partout où la flamme n'estautorisée que sous conditions :c'est le cas des grandes surfaces,des musées, des monuments historiques, des hôpitaux. Plus généralement, tous les lieux publics où les travaux ne peuvent s'effectuer qu'en l’absence de visiteurs.
• Partout où l'utilisation d'uneflamme présente des risques dedégradation ou des risques pourl'environnement. Les exemples sontici nombreux : les installations enplafond revêtu de plaques PSE(risque d'émanation de gaz toxiques), les vides sanitaires, les rénovations en apparent, la présence d'isolants tels que le polystyrène expansé …
D'une mise en œuvre extrêmement simple, les raccords à sertir sont la garantie d'un montage sûr et indémontable.Bénéficiant d'un Avis Technique du CSTB et disponibles dans toutes les tailles et toutes les formes jusqu'au diamètre 54,les raccords à sertir représentent une solution très intéressante pour les professionnels. Il existe deux modèles de raccords : double et simple sertissage. La méthodologie exposée ici est la même pour les deux modèles.
1
CCCA-BTP
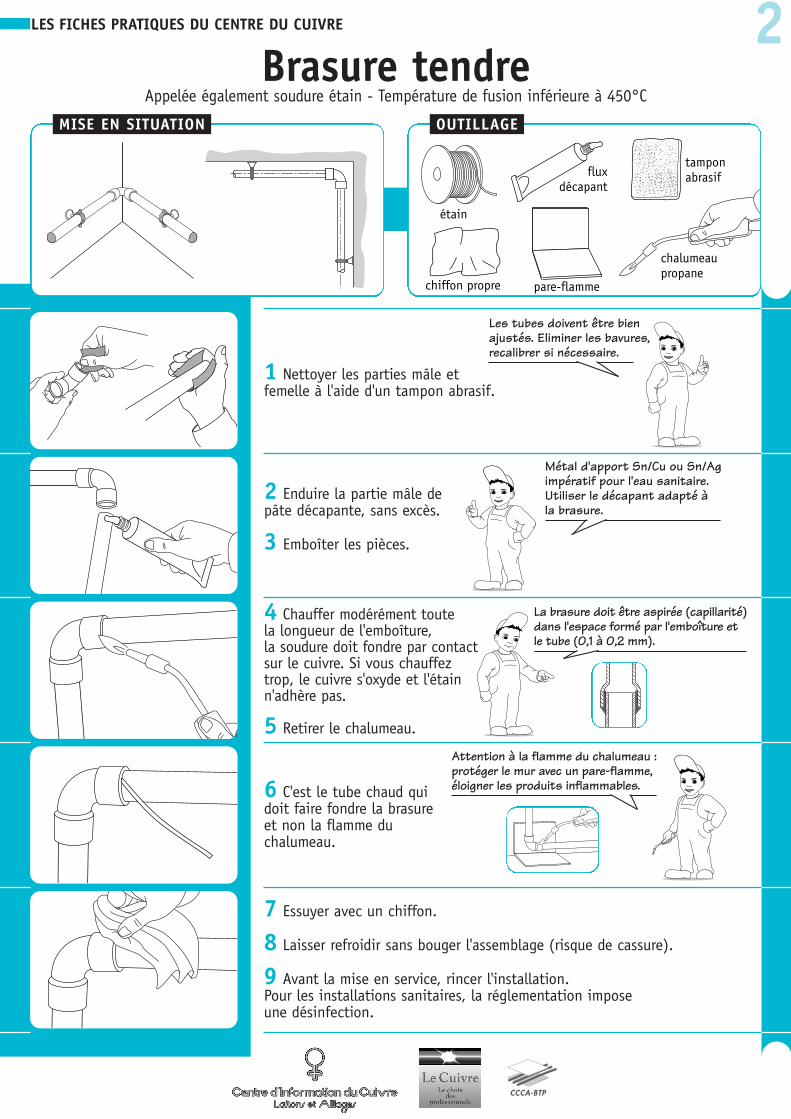
étain
fluxdécapant
chalumeaupropane
chiffon propre pare-flamme
tamponabrasif
MISE EN SITUATION OUTILLAGE
Brasure tendre2LES FICHES PRATIQUES DU CENTRE DU CUIVRE
1 Nettoyer les parties mâle etfemelle à l'aide d'un tampon abrasif.
2 Enduire la partie mâle depâte décapante, sans excès.
3 Emboîter les pièces.
4 Chauffer modérément toute la longueur de l'emboîture, la soudure doit fondre par contact sur le cuivre. Si vous chauffez trop, le cuivre s'oxyde et l'étain n'adhère pas.
5 Retirer le chalumeau.
6 C'est le tube chaud quidoit faire fondre la brasureet non la flamme du chalumeau.
7 Essuyer avec un chiffon.
8 Laisser refroidir sans bouger l'assemblage (risque de cassure).
9 Avant la mise en service, rincer l'installation. Pour les installations sanitaires, la réglementation impose une désinfection.
Appelée également soudure étain - Température de fusion inférieure à 450°C
Attention à la flamme du chalumeau :protéger le mur avec un pare-flamme,éloigner les produits inflammables.
Les tubes doivent être bienajustés. Eliminer les bavures,recalibrer si nécessaire.
La brasure doit être aspirée (capillarité)dans l'espace formé par l'emboîture et le tube (0,1 à 0,2 mm).
Métal d'apport Sn/Cu ou Sn/Agimpératif pour l'eau sanitaire.Utiliser le décapant adapté à la brasure.
CCCA-BTP
pare-flamme
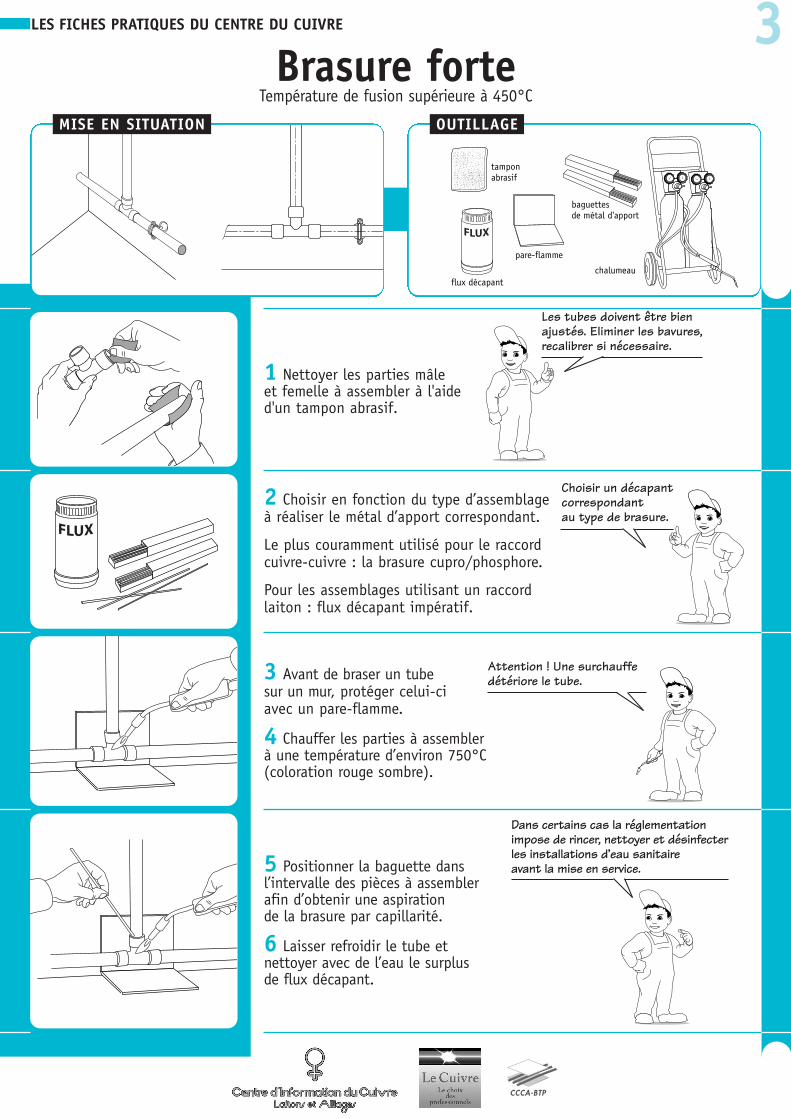
tamponabrasif
chalumeau
baguettesde métal d'apport
flux décapant
Les tubes doivent être bien ajustés. Eliminer les bavures, recalibrer si nécessaire.
Choisir un décapant correspondant au type de brasure.
MISE EN SITUATION OUTILLAGE
Brasure forte3LES FICHES PRATIQUES DU CENTRE DU CUIVRE
Dans certains cas la réglementationimpose de rincer, nettoyer et désinfecterles installations d’eau sanitaire avant la mise en service.
2 Choisir en fonction du type d’assemblage à réaliser le métal d’apport correspondant.
Le plus couramment utilisé pour le raccordcuivre-cuivre : la brasure cupro/phosphore.
Pour les assemblages utilisant un raccordlaiton : flux décapant impératif.
1 Nettoyer les parties mâle et femelle à assembler à l'aided'un tampon abrasif.
3 Avant de braser un tube sur un mur, protéger celui-ci avec un pare-flamme.
4 Chauffer les parties à assembler à une température d’environ 750°C (coloration rouge sombre).
5 Positionner la baguette dans l’intervalle des pièces à assembler afin d’obtenir une aspiration de la brasure par capillarité.
6 Laisser refroidir le tube et nettoyer avec de l’eau le surplus de flux décapant.
Température de fusion supérieure à 450°C
Attention ! Une surchauffe détériore le tube.
CCCA-BTP
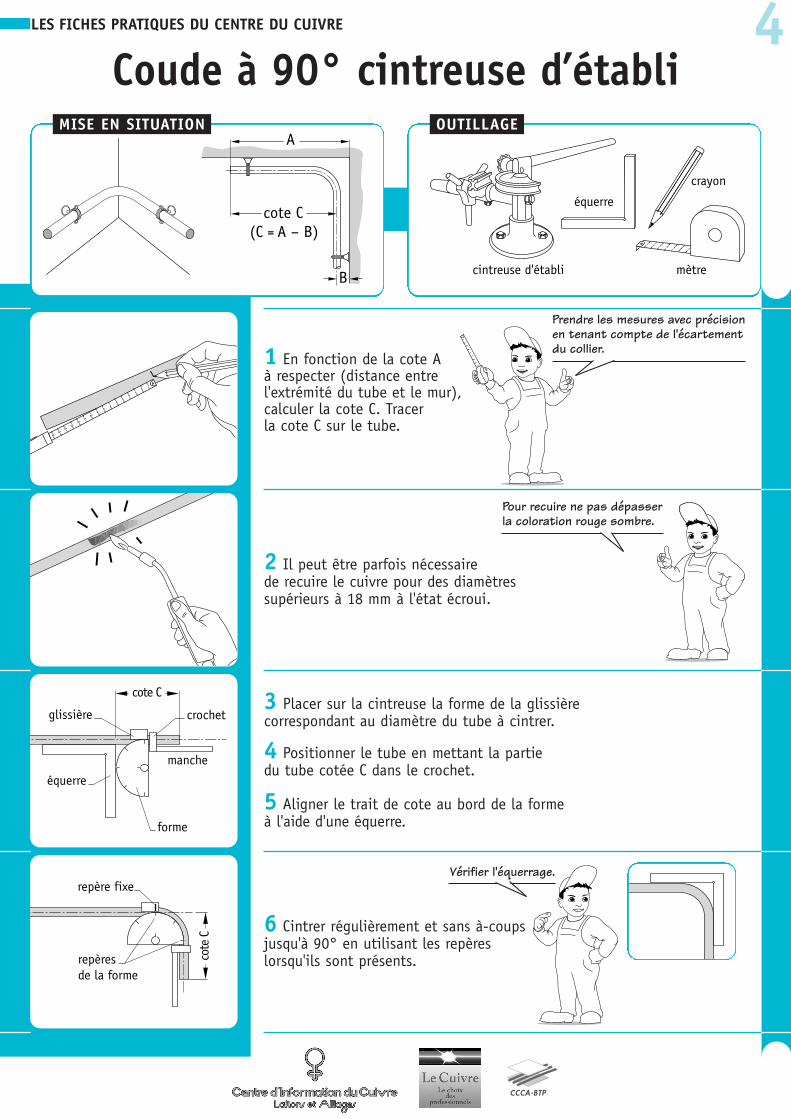
cintreuse d'établi mètre
crayon
équerre
A
cote C(C = A – B)
B
repère fixe
repères de la forme
cote
C
cote C
glissière crochet
manche
équerre
forme
Prendre les mesures avec précision en tenant compte de l'écartement du collier.
Pour recuire ne pas dépasser la coloration rouge sombre.
Vérifier l'équerrage.
MISE EN SITUATION OUTILLAGE
Coude à 90° cintreuse d’établi4LES FICHES PRATIQUES DU CENTRE DU CUIVRE
2 Il peut être parfois nécessaire de recuire le cuivre pour des diamètres supérieurs à 18 mm à l'état écroui.
1 En fonction de la cote A à respecter (distance entrel'extrémité du tube et le mur),calculer la cote C. Tracer la cote C sur le tube.
3 Placer sur la cintreuse la forme de la glissièrecorrespondant au diamètre du tube à cintrer.
4 Positionner le tube en mettant la partie du tube cotée C dans le crochet.
5 Aligner le trait de cote au bord de la forme à l'aide d'une équerre.
6 Cintrer régulièrement et sans à-coups jusqu'à 90° en utilisant les repères lorsqu'ils sont présents.
CCCA-BTP
cintreuse arbalète
crayon
équerremètre
CC – Ø intérieur
partie à chauffer
C – Ø intérieur
levierde retour
OUTILLAGE
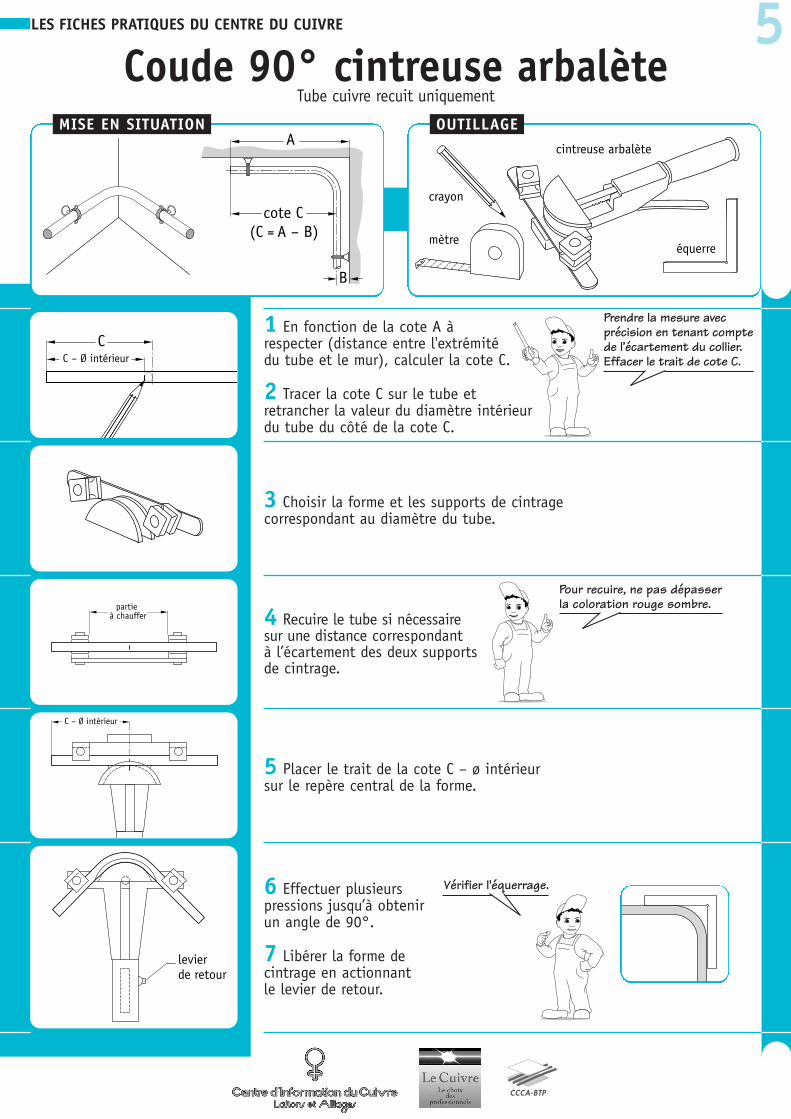
Coude 90° cintreuse arbalète5LES FICHES PRATIQUES DU CENTRE DU CUIVRE
1 En fonction de la cote A à respecter (distance entre l'extrémité du tube et le mur), calculer la cote C.
2 Tracer la cote C sur le tube et retrancher la valeur du diamètre intérieurdu tube du côté de la cote C.
3 Choisir la forme et les supports de cintrage correspondant au diamètre du tube.
5 Placer le trait de la cote C – ø intérieursur le repère central de la forme.
6 Effectuer plusieurs pressions jusqu’à obtenir un angle de 90°.
7 Libérer la forme de cintrage en actionnant le levier de retour.
Prendre la mesure avec précision en tenant compte de l’écartement du collier.Effacer le trait de cote C.
Pour recuire, ne pas dépasser la coloration rouge sombre.
Vérifier l'équerrage.
4 Recuire le tube si nécessaire sur une distance correspondant à l’écartement des deux supportsde cintrage.
A
cote C(C = A – B)
B
MISE EN SITUATION
Tube cuivre recuit uniquement
C
cote C
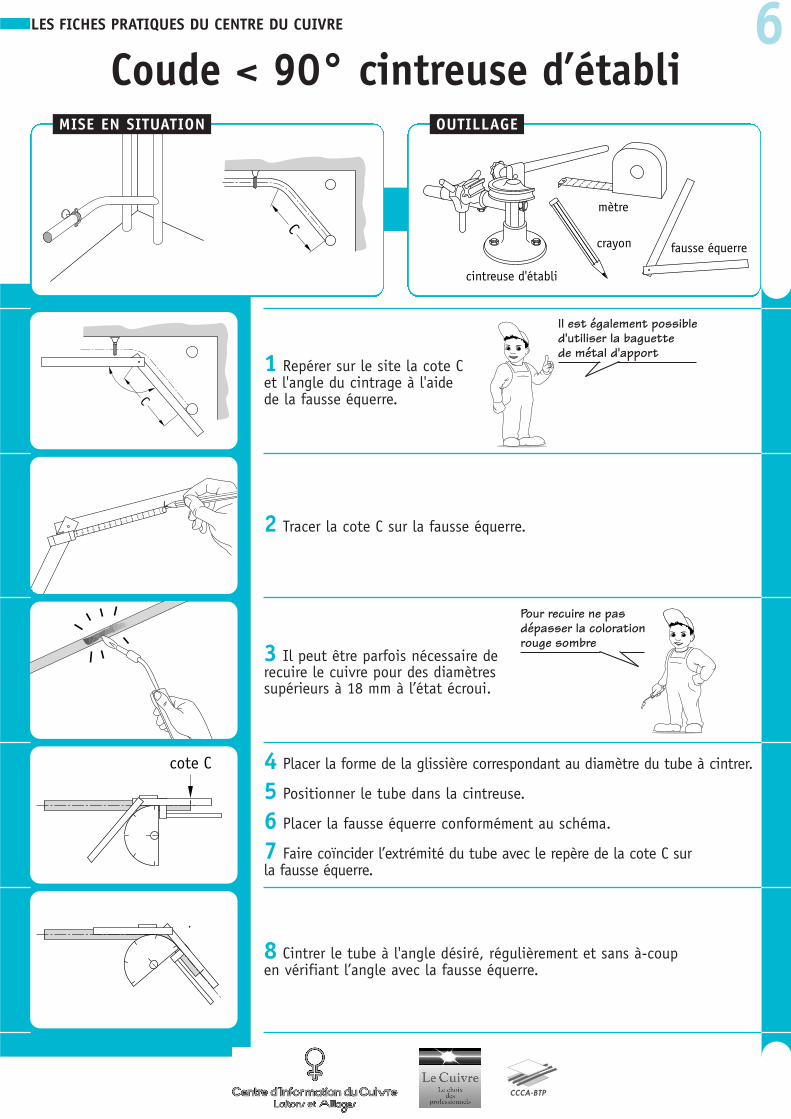
1 Repérer sur le site la cote Cet l'angle du cintrage à l'aidede la fausse équerre.
2 Tracer la cote C sur la fausse équerre.
3 Il peut être parfois nécessaire derecuire le cuivre pour des diamètressupérieurs à 18 mm à l’état écroui.
4 Placer la forme de la glissière correspondant au diamètre du tube à cintrer.
5 Positionner le tube dans la cintreuse.
6 Placer la fausse équerre conformément au schéma.
7 Faire coïncider l’extrémité du tube avec le repère de la cote C sur la fausse équerre.
8 Cintrer le tube à l'angle désiré, régulièrement et sans à-coupen vérifiant l’angle avec la fausse équerre.
Il est également possibled'utiliser la baguette de métal d'apport
Pour recuire ne pas dépasser la coloration rouge sombre
cintreuse d'établi
crayon fausse équerre
mètre
C
MISE EN SITUATION OUTILLAGE
Coude < 90° cintreuse d’établi6LES FICHES PRATIQUES DU CENTRE DU CUIVRE
CCCA-BTP
CCCA-BTP
cintreuse arbalète
crayon
mètre fausse équerre
C
Cpartie
à chauffer
C
levierde retour
OUTILLAGE
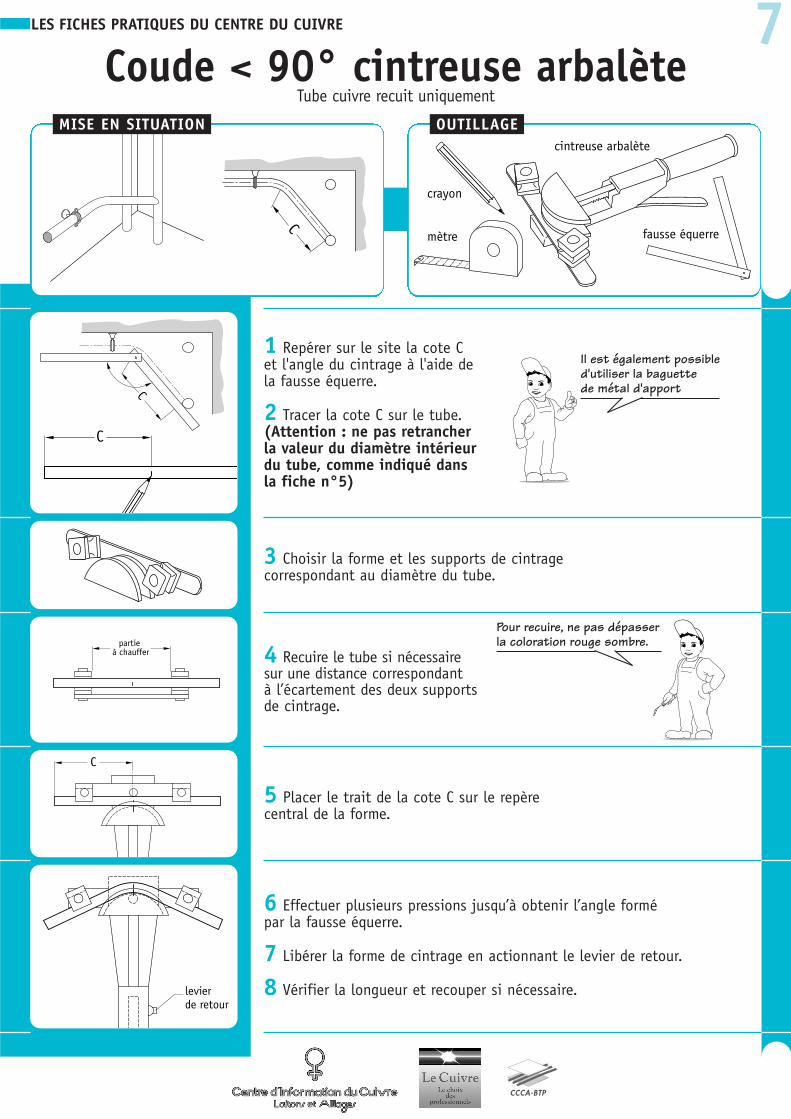
Coude < 90° cintreuse arbalète7LES FICHES PRATIQUES DU CENTRE DU CUIVRE
1 Repérer sur le site la cote C et l'angle du cintrage à l'aide de la fausse équerre.
2 Tracer la cote C sur le tube. (Attention : ne pas retrancher la valeur du diamètre intérieur du tube, comme indiqué dans la fiche n°5)
3 Choisir la forme et les supports de cintrage correspondant au diamètre du tube.
5 Placer le trait de la cote C sur le repèrecentral de la forme.
6 Effectuer plusieurs pressions jusqu’à obtenir l’angle formé par la fausse équerre.
7 Libérer la forme de cintrage en actionnant le levier de retour.
8 Vérifier la longueur et recouper si nécessaire.
Pour recuire, ne pas dépasser la coloration rouge sombre.
4 Recuire le tube si nécessaire sur une distance correspondant à l’écartement des deux supportsde cintrage.
C
MISE EN SITUATION
Tube cuivre recuit uniquement
Il est également possibled'utiliser la baguette de métal d'apport
CCCA-BTP
cintreuse d'établimètre
crayon
C
AX
B
axe du chapeaude gendarme
A BX X
axe du chapeaude gendarme
MISE EN SITUATION OUTILLAGE
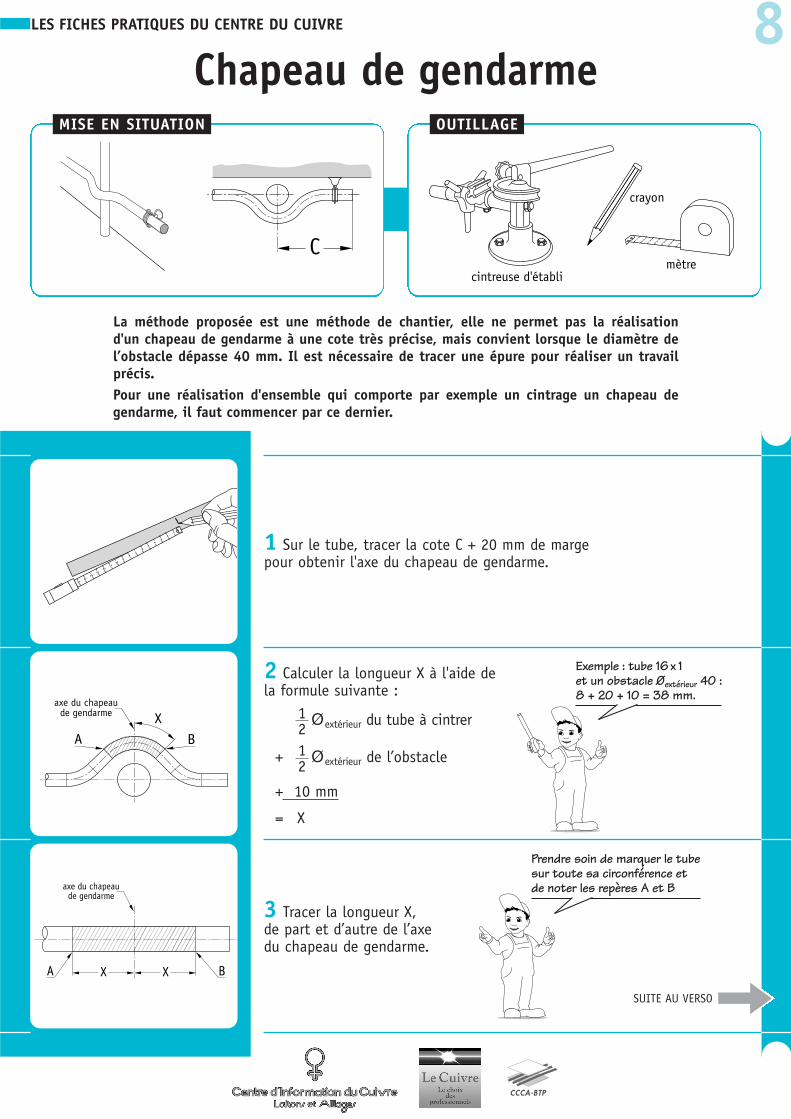
Chapeau de gendarmeLES FICHES PRATIQUES DU CENTRE DU CUIVRE
2 Calculer la longueur X à l'aide de la formule suivante :
Øextérieur du tube à cintrer
+ Øextérieur de l’obstacle
+ 10 mm
= X
12
12
1 Sur le tube, tracer la cote C + 20 mm de margepour obtenir l'axe du chapeau de gendarme.
3 Tracer la longueur X, de part et d’autre de l’axe du chapeau de gendarme.
La méthode proposée est une méthode de chantier, elle ne permet pas la réalisation d'un chapeau de gendarme à une cote très précise, mais convient lorsque le diamètre del’obstacle dépasse 40 mm. Il est nécessaire de tracer une épure pour réaliser un travailprécis. Pour une réalisation d'ensemble qui comporte par exemple un cintrage un chapeau de gendarme, il faut commencer par ce dernier.
8
SUITE AU VERSO
Exemple : tube 16 x 1 et un obstacle Øextérieur 40 : 8 + 20 + 10 = 38 mm.
Prendre soin de marquer le tube sur toute sa circonférence et de noter les repères A et B
CCCA-BTP
faire correspondreles deux repères
glissière
A
B
A B
A
BX X
A
B
repère à tracer au crayon
Chapeau de gendarme (suite)
8LES FICHES PRATIQUES DU CENTRE DU CUIVRE
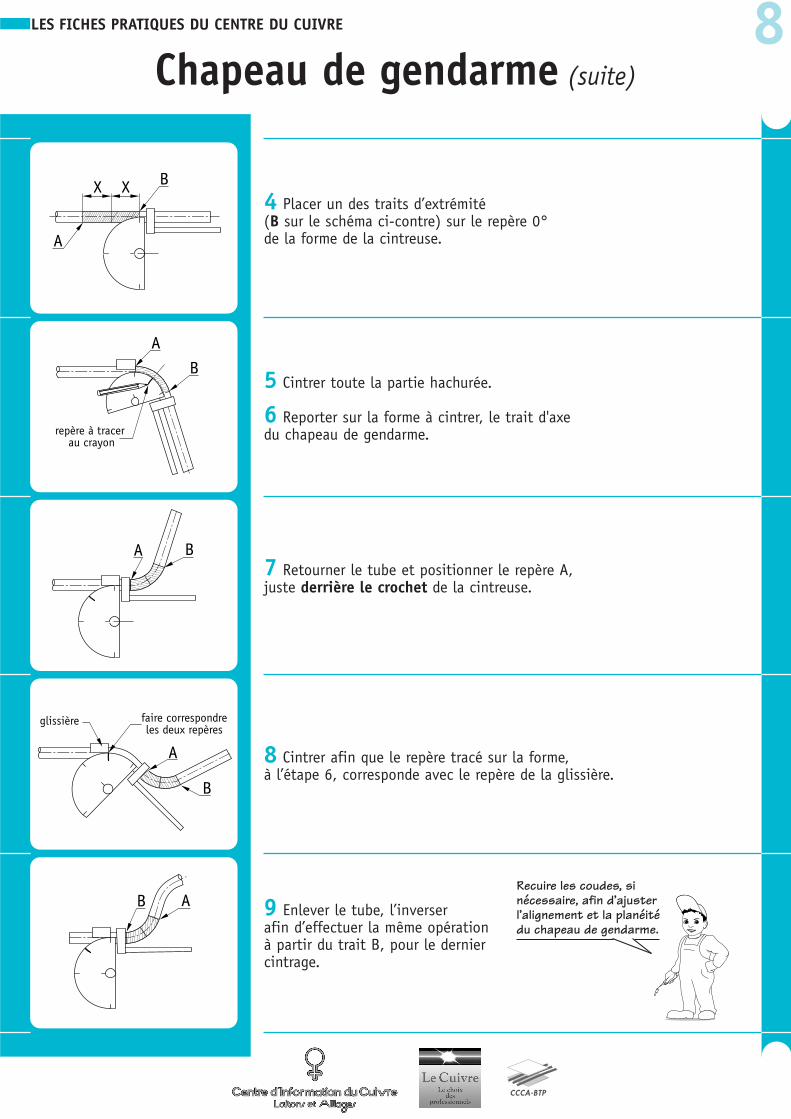
5 Cintrer toute la partie hachurée.
6 Reporter sur la forme à cintrer, le trait d'axedu chapeau de gendarme.
4 Placer un des traits d’extrémité (B sur le schéma ci-contre) sur le repère 0°de la forme de la cintreuse.
7 Retourner le tube et positionner le repère A,juste derrière le crochet de la cintreuse.
8 Cintrer afin que le repère tracé sur la forme, à l’étape 6, corresponde avec le repère de la glissière.
B A 9 Enlever le tube, l’inverser afin d’effectuer la même opération à partir du trait B, pour le dernier cintrage.
Recuire les coudes, sinécessaire, afin d’ajusterl’alignement et la planéitédu chapeau de gendarme.
9
CCCA-BTP
cintreuse d'établi mètre
crayon
équerre
H (A–B)
B
A
C
H
H
début de cintrage
cote C
90
45
mètre
H/3
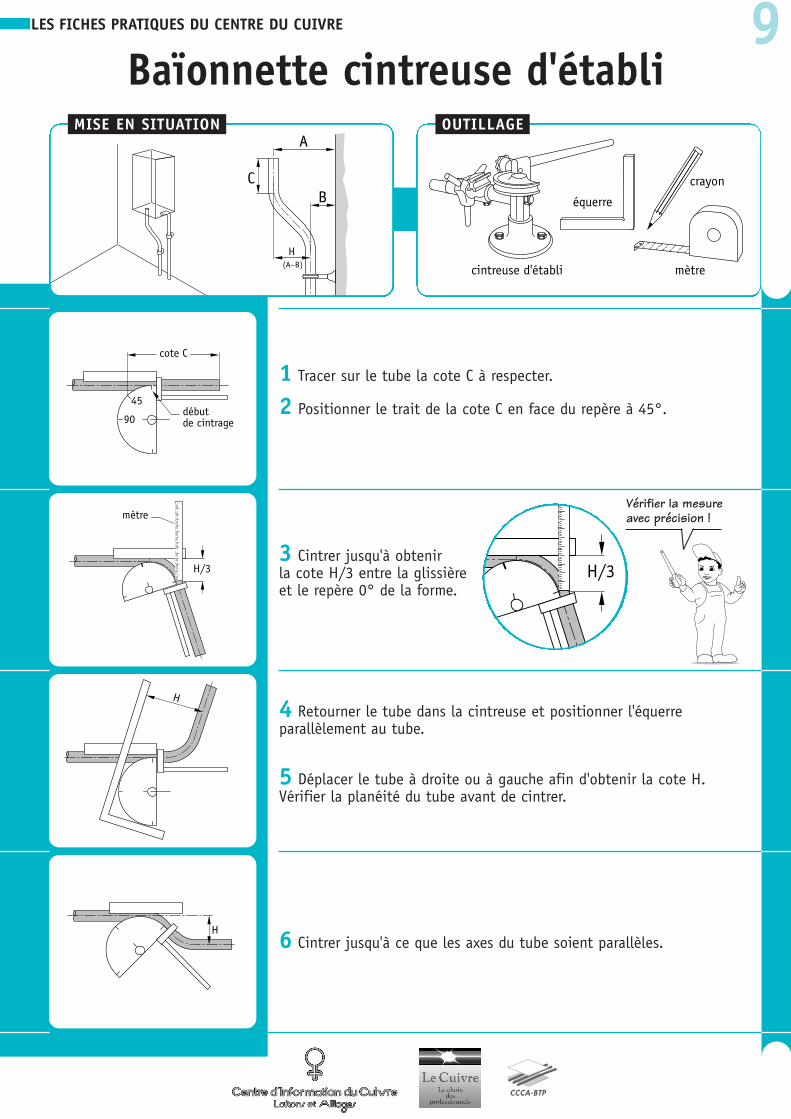
MISE EN SITUATION OUTILLAGE
Baïonnette cintreuse d'établiLES FICHES PRATIQUES DU CENTRE DU CUIVRE
3 Cintrer jusqu'à obtenir la cote H/3 entre la glissière et le repère 0° de la forme.
1 Tracer sur le tube la cote C à respecter.
2 Positionner le trait de la cote C en face du repère à 45°.
4 Retourner le tube dans la cintreuse et positionner l'équerreparallèlement au tube.
5 Déplacer le tube à droite ou à gauche afin d'obtenir la cote H.Vérifier la planéité du tube avant de cintrer.
6 Cintrer jusqu'à ce que les axes du tube soient parallèles.
Vérifier la mesure avec précision !
H/3
CCCA-BTP
cintreuse d'établi mètre
crayon
équerre
C
H
C–B B
MISE EN SITUATION OUTILLAGE
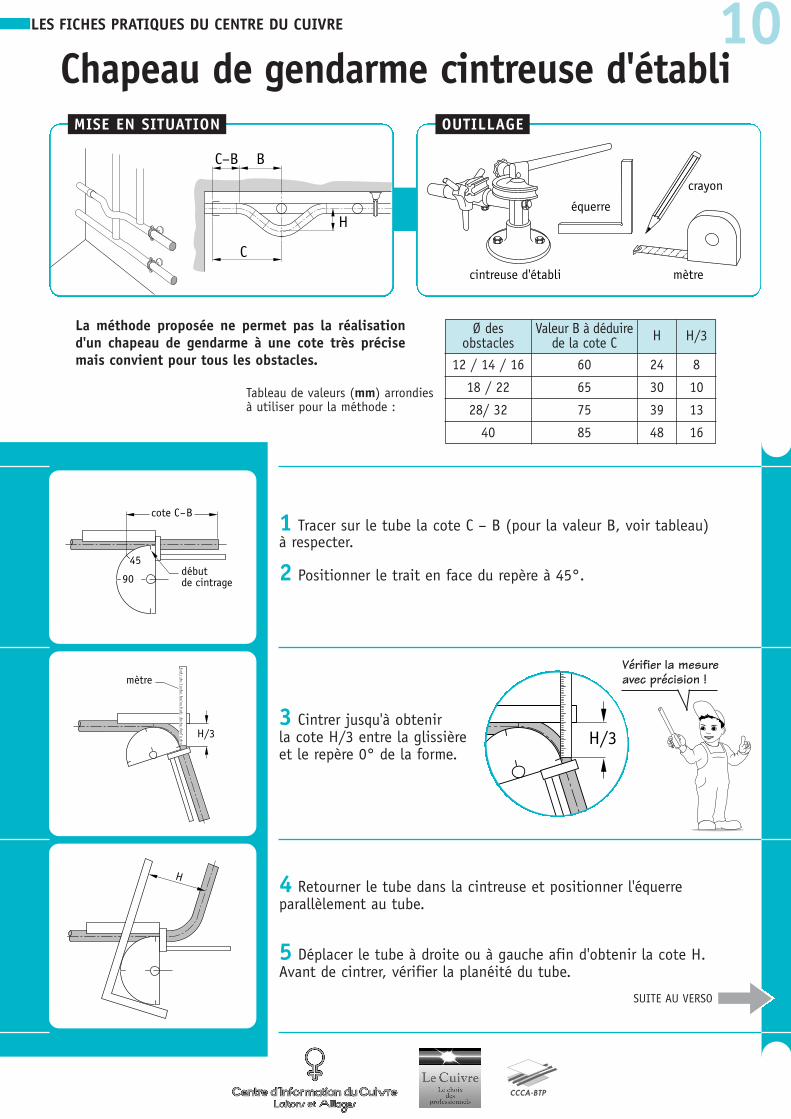
Chapeau de gendarme cintreuse d'établiLES FICHES PRATIQUES DU CENTRE DU CUIVRE
3 Cintrer jusqu'à obtenir la cote H/3 entre la glissière et le repère 0° de la forme.
1 Tracer sur le tube la cote C – B (pour la valeur B, voir tableau)à respecter.
2 Positionner le trait en face du repère à 45°.
4 Retourner le tube dans la cintreuse et positionner l'équerreparallèlement au tube.
5 Déplacer le tube à droite ou à gauche afin d'obtenir la cote H.Avant de cintrer, vérifier la planéité du tube.
La méthode proposée ne permet pas la réalisationd'un chapeau de gendarme à une cote très précisemais convient pour tous les obstacles.
Tableau de valeurs (mm) arrondiesà utiliser pour la méthode :
SUITE AU VERSO
Vérifier la mesure avec précision !
Ø des obstacles
Valeur B à déduirede la cote C H
12 / 14 / 16
18 / 22
28/ 32
40
60
65
75
85
24
30
39
48
H/3
8
10
13
16
H
début de cintrage
cote C–B
90
45
mètre
H/3 H/3
10
CCCA-BTP
H
point le plus près entre la forme et la glissière
mètre
H/3
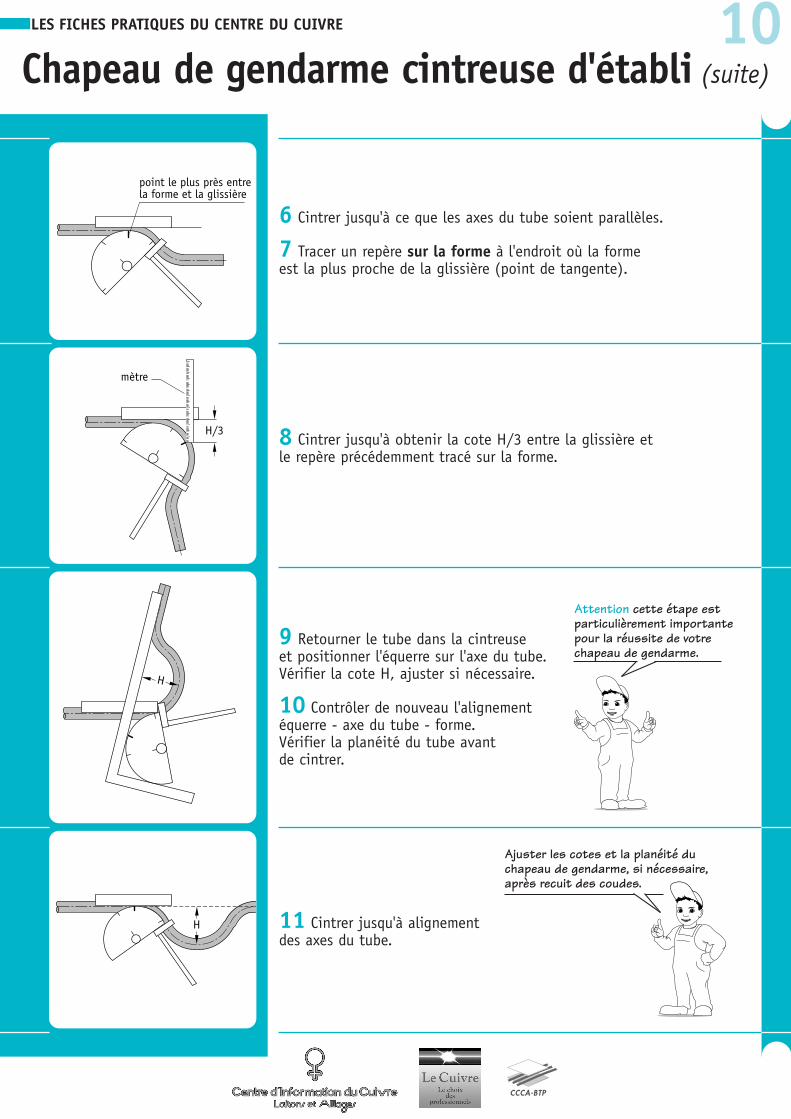
Chapeau de gendarme cintreuse d'établi (suite)
LES FICHES PRATIQUES DU CENTRE DU CUIVRE
8 Cintrer jusqu'à obtenir la cote H/3 entre la glissière et le repère précédemment tracé sur la forme.
6 Cintrer jusqu'à ce que les axes du tube soient parallèles.
7 Tracer un repère sur la forme à l'endroit où la forme est la plus proche de la glissière (point de tangente).
9 Retourner le tube dans la cintreuse et positionner l'équerre sur l'axe du tube.Vérifier la cote H, ajuster si nécessaire.
10 Contrôler de nouveau l'alignementéquerre - axe du tube - forme. Vérifier la planéité du tube avant de cintrer.
H 11 Cintrer jusqu'à alignement des axes du tube.
Attention cette étape estparticulièrement importantepour la réussite de votrechapeau de gendarme.
10
Ajuster les cotes et la planéité duchapeau de gendarme, si nécessaire,après recuit des coudes.
CCCA-BTP
cintreuse arbalète
crayon
équerre
fausse équerremètreH
(A–B)
B
A
levierde retour
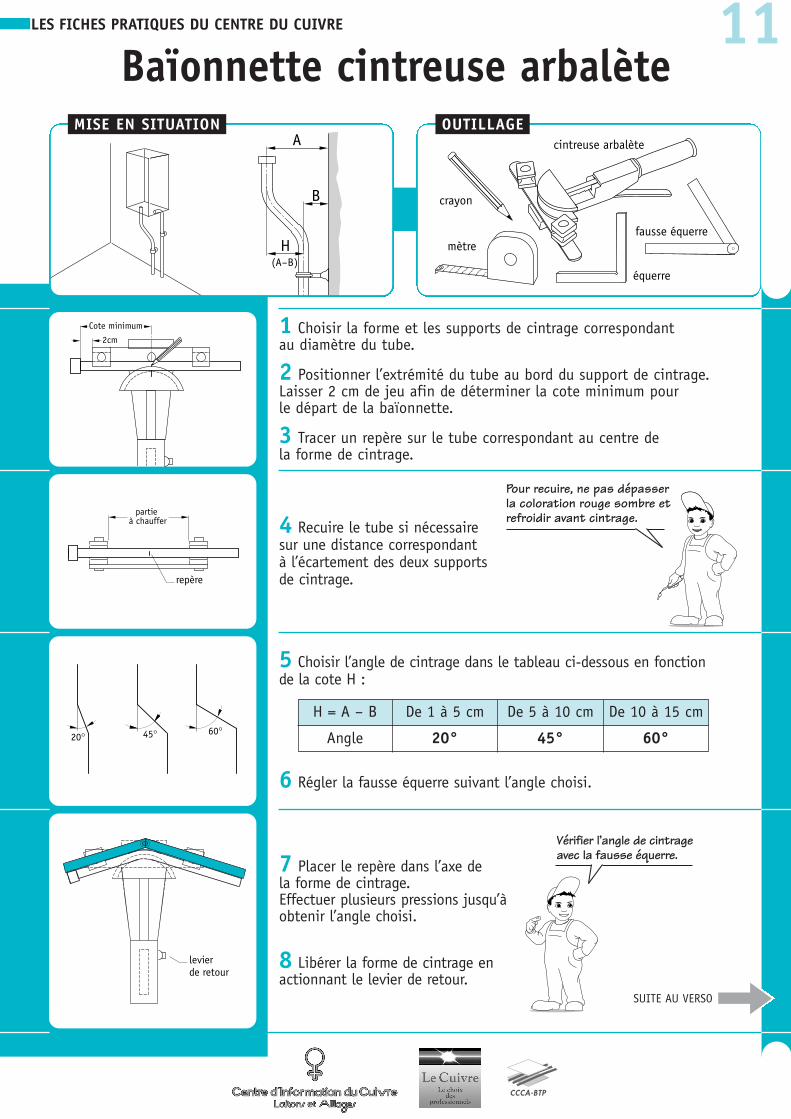
Cote minimum
2cm
partie à chauffer
repère
MISE EN SITUATION OUTILLAGE
Baïonnette cintreuse arbalèteLES FICHES PRATIQUES DU CENTRE DU CUIVRE
Vérifier l’angle de cintrage avec la fausse équerre.
4 Recuire le tube si nécessaire sur une distance correspondant à l’écartement des deux supports de cintrage.
1 Choisir la forme et les supports de cintrage correspondantau diamètre du tube.
2 Positionner l’extrémité du tube au bord du support de cintrage.Laisser 2 cm de jeu afin de déterminer la cote minimum pour le départ de la baïonnette.
3 Tracer un repère sur le tube correspondant au centre de la forme de cintrage.
5 Choisir l’angle de cintrage dans le tableau ci-dessous en fonction de la cote H :
6 Régler la fausse équerre suivant l’angle choisi.
7 Placer le repère dans l’axe de la forme de cintrage. Effectuer plusieurs pressions jusqu’à obtenir l’angle choisi.
8 Libérer la forme de cintrage enactionnant le levier de retour.
Pour recuire, ne pas dépasser la coloration rouge sombre etrefroidir avant cintrage.
H = A – B De 1 à 5 cm De 5 à 10 cm De 10 à 15 cm
Angle 20° 45° 60°
SUITE AU VERSO
11
CCCA-BTP
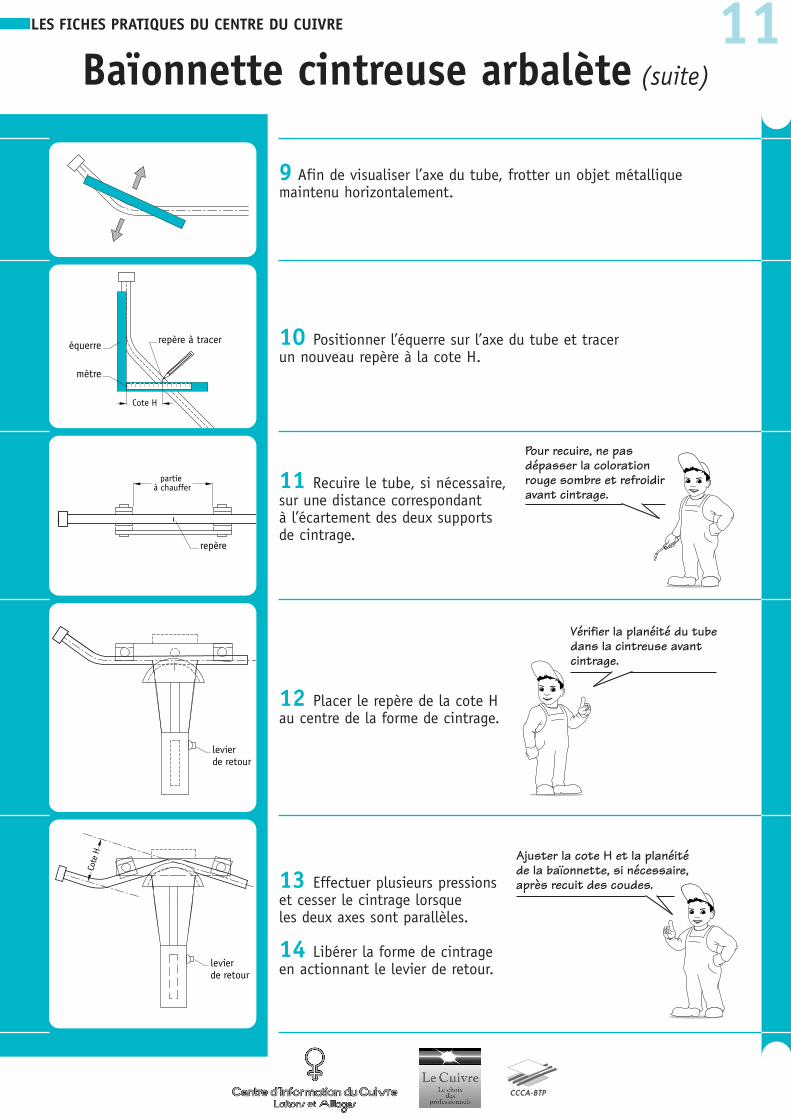
levierde retour
partie à chauffer
repère
équerre repère à tracer
mètre
Cote H
Baïonnette cintreuse arbalète (suite)
LES FICHES PRATIQUES DU CENTRE DU CUIVRE
10 Positionner l’équerre sur l’axe du tube et tracer un nouveau repère à la cote H.
9 Afin de visualiser l’axe du tube, frotter un objet métalliquemaintenu horizontalement.
11 Recuire le tube, si nécessaire,sur une distance correspondant à l’écartement des deux supportsde cintrage.
12 Placer le repère de la cote Hau centre de la forme de cintrage.
Cote
H
levierde retour
13 Effectuer plusieurs pressionset cesser le cintrage lorsque les deux axes sont parallèles.
14 Libérer la forme de cintrageen actionnant le levier de retour.
Pour recuire, ne pasdépasser la colorationrouge sombre et refroidiravant cintrage.
Vérifier la planéité du tubedans la cintreuse avant cintrage.
11
Ajuster la cote H et la planéité de la baïonnette, si nécessaire, après recuit des coudes.
CCCA-BTP
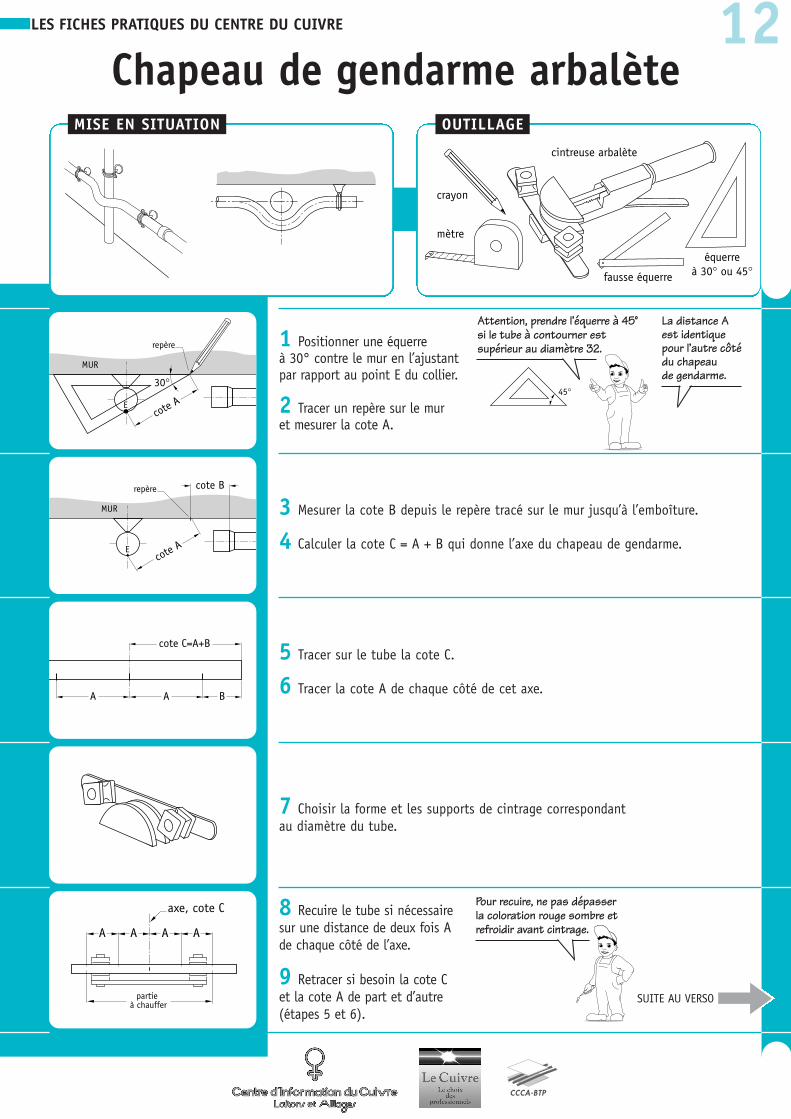
cintreuse arbalète
crayon
mètre
fausse équerre
AA
cote C=A+B
B
repère
cote A
MUR
E
repère
cote A
cote B
MUR
E
MISE EN SITUATION OUTILLAGE
Chapeau de gendarme arbalèteLES FICHES PRATIQUES DU CENTRE DU CUIVRE
3 Mesurer la cote B depuis le repère tracé sur le mur jusqu’à l’emboîture.
4 Calculer la cote C = A + B qui donne l’axe du chapeau de gendarme.
1 Positionner une équerre à 30° contre le mur en l’ajustant par rapport au point E du collier.
2 Tracer un repère sur le mur et mesurer la cote A.
5 Tracer sur le tube la cote C.
6 Tracer la cote A de chaque côté de cet axe.
7 Choisir la forme et les supports de cintrage correspondant au diamètre du tube.
partie à chauffer
A A A A
axe, cote C 8 Recuire le tube si nécessaire sur une distance de deux fois A de chaque côté de l’axe.
9 Retracer si besoin la cote C et la cote A de part et d’autre (étapes 5 et 6).
SUITE AU VERSO
Attention, prendre l’équerre à 45°si le tube à contourner est supérieur au diamètre 32.
La distance A est identique pour l’autre côté du chapeau de gendarme.
Pour recuire, ne pas dépasser la coloration rouge sombre et refroidir avant cintrage.
12
CCCA-BTP
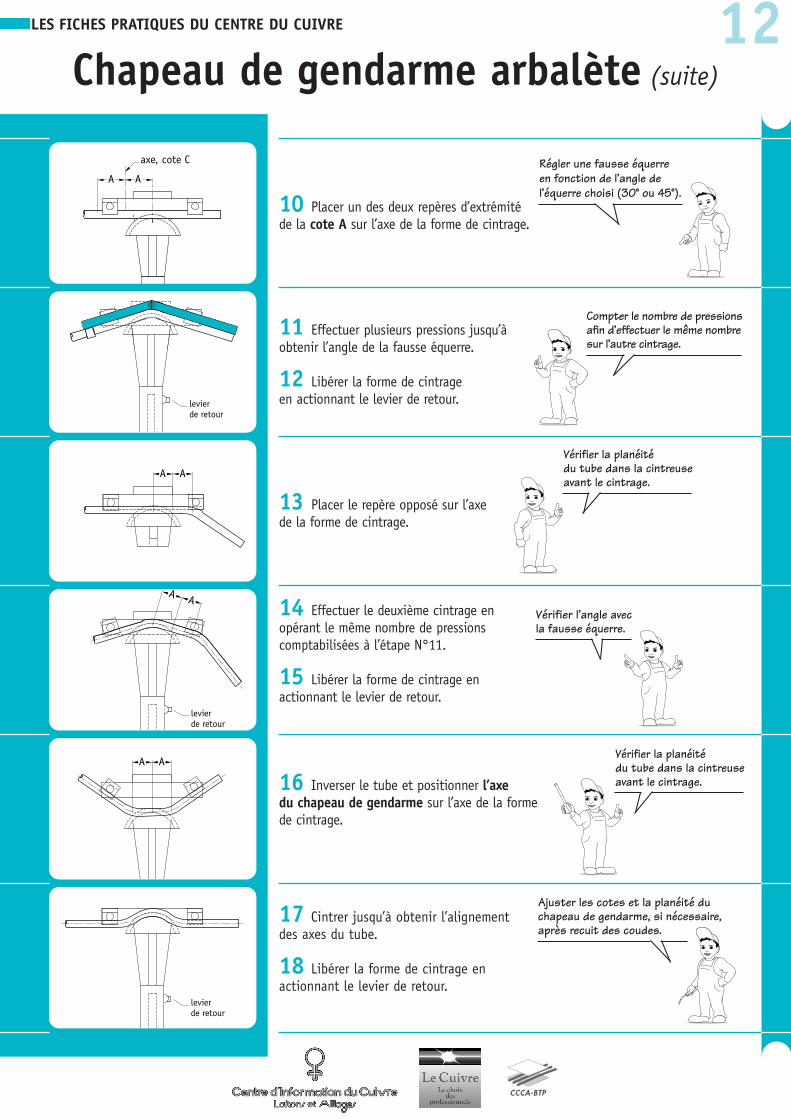
A A
levierde retour
A A
A A
axe, cote C
levierde retour
Chapeau de gendarme arbalète (suite)
LES FICHES PRATIQUES DU CENTRE DU CUIVRE
11 Effectuer plusieurs pressions jusqu’àobtenir l’angle de la fausse équerre.
12 Libérer la forme de cintrage en actionnant le levier de retour.
10 Placer un des deux repères d’extrémité de la cote A sur l’axe de la forme de cintrage.
13 Placer le repère opposé sur l’axe de la forme de cintrage.
14 Effectuer le deuxième cintrage en opérant le même nombre de pressions comptabilisées à l’étape N°11.
15 Libérer la forme de cintrage en actionnant le levier de retour.
levierde retour
17 Cintrer jusqu’à obtenir l’alignementdes axes du tube.
18 Libérer la forme de cintrage enactionnant le levier de retour.
A A
16 Inverser le tube et positionner l’axe du chapeau de gendarme sur l’axe de la formede cintrage.
Régler une fausse équerre en fonction de l’angle de l’équerre choisi (30° ou 45°).
Ajuster les cotes et la planéité duchapeau de gendarme, si nécessaire,après recuit des coudes.
Vérifier l’angle avecla fausse équerre.
Vérifier la planéité du tube dans la cintreuse avant le cintrage.
Compter le nombre de pressionsafin d’effectuer le même nombre sur l’autre cintrage.
Vérifier la planéité du tube dans la cintreuse avant le cintrage.
12
CCCA-BTP
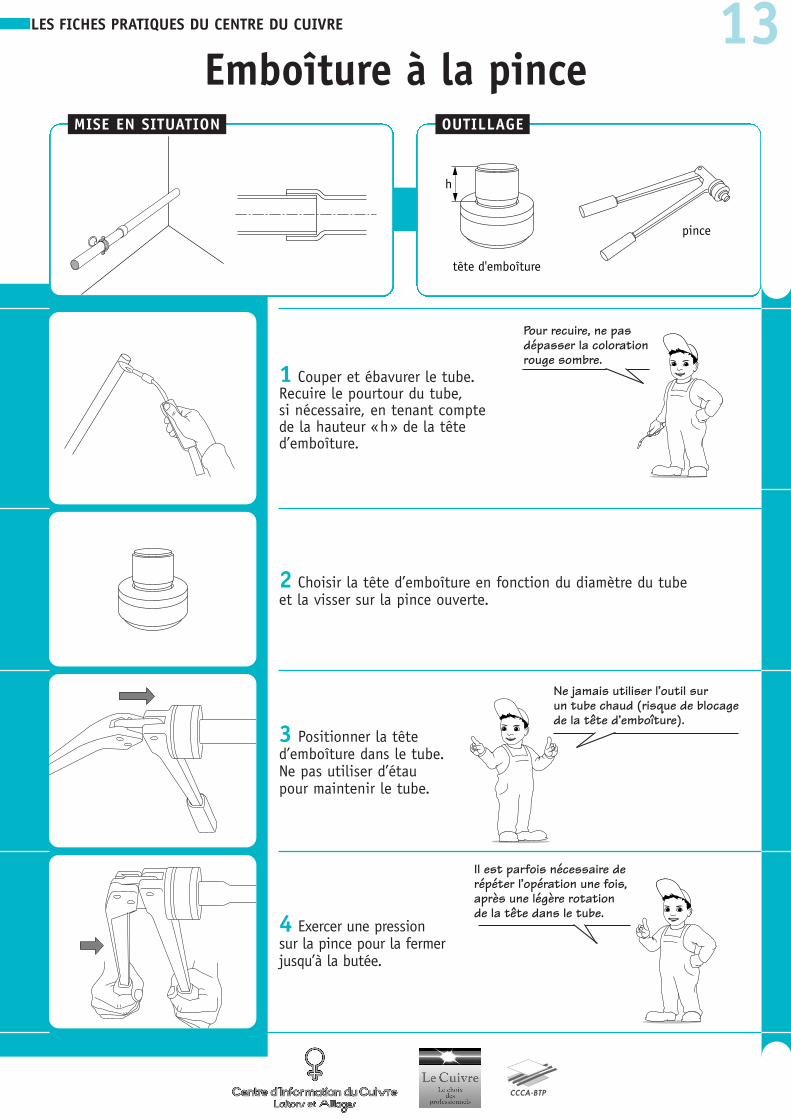
pince
tête d'emboîture
h
Ne jamais utiliser l’outil sur un tube chaud (risque de blocage de la tête d’emboîture).
Il est parfois nécessaire derépéter l’opération une fois,après une légère rotation de la tête dans le tube.
MISE EN SITUATION OUTILLAGE
Emboîture à la pince13LES FICHES PRATIQUES DU CENTRE DU CUIVRE
2 Choisir la tête d’emboîture en fonction du diamètre du tubeet la visser sur la pince ouverte.
1 Couper et ébavurer le tube.Recuire le pourtour du tube, si nécessaire, en tenant compte de la hauteur «h» de la tête d’emboîture.
3 Positionner la tête d’emboîture dans le tube. Ne pas utiliser d’étau pour maintenir le tube.
4 Exercer une pression sur la pince pour la fermer jusqu’à la butée.
Pour recuire, ne pasdépasser la colorationrouge sombre.
CCCA-BTP
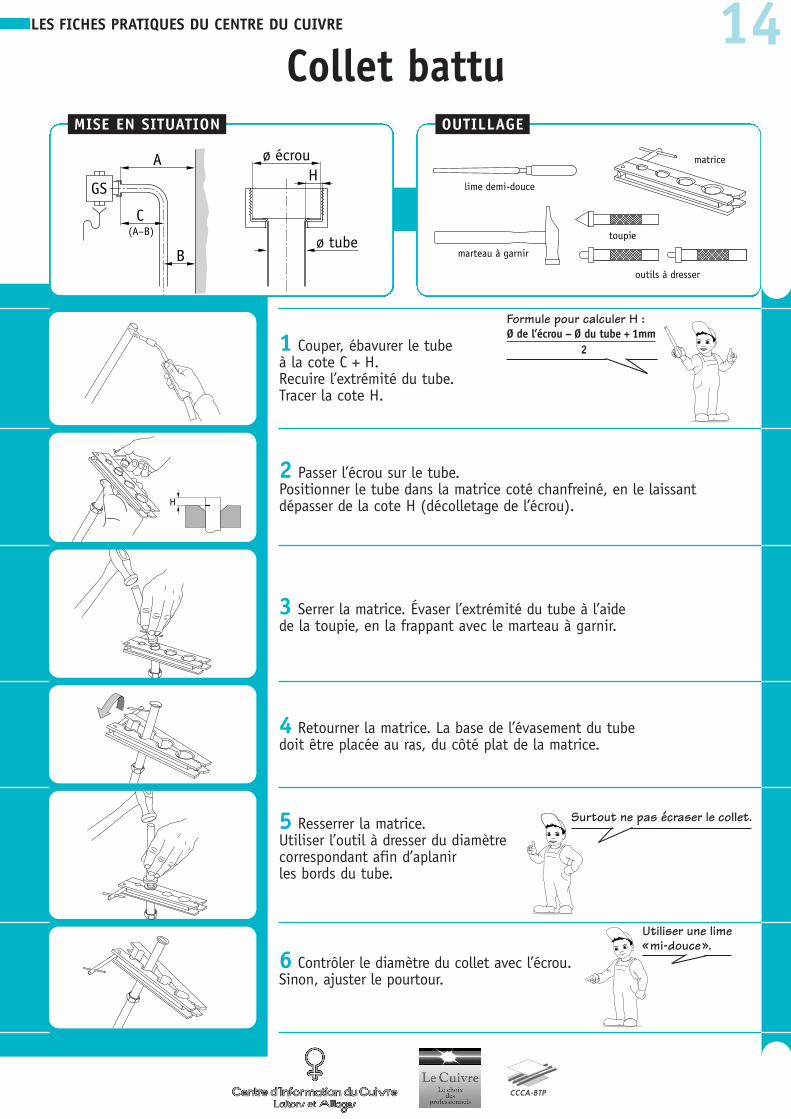
marteau à garnir
toupie
matrice
outils à dresser
lime demi-douce
C(A–B)
B
HA ø écrou
ø tube
GS
H
MISE EN SITUATION OUTILLAGE
Collet battu14LES FICHES PRATIQUES DU CENTRE DU CUIVRE
1 Couper, ébavurer le tube à la cote C + H. Recuire l’extrémité du tube.Tracer la cote H.
2 Passer l’écrou sur le tube. Positionner le tube dans la matrice coté chanfreiné, en le laissantdépasser de la cote H (décolletage de l’écrou).
3 Serrer la matrice. Évaser l’extrémité du tube à l’aidede la toupie, en la frappant avec le marteau à garnir.
4 Retourner la matrice. La base de l’évasement du tubedoit être placée au ras, du côté plat de la matrice.
5 Resserrer la matrice. Utiliser l’outil à dresser du diamètrecorrespondant afin d’aplanir les bords du tube.
6 Contrôler le diamètre du collet avec l’écrou. Sinon, ajuster le pourtour.
Formule pour calculer H : Ø de l’écrou – Ø du tube + 1mm
2
Utiliser une lime «mi-douce».
Surtout ne pas écraser le collet.
A
B
2mm 2mm
A
B
A A
B B
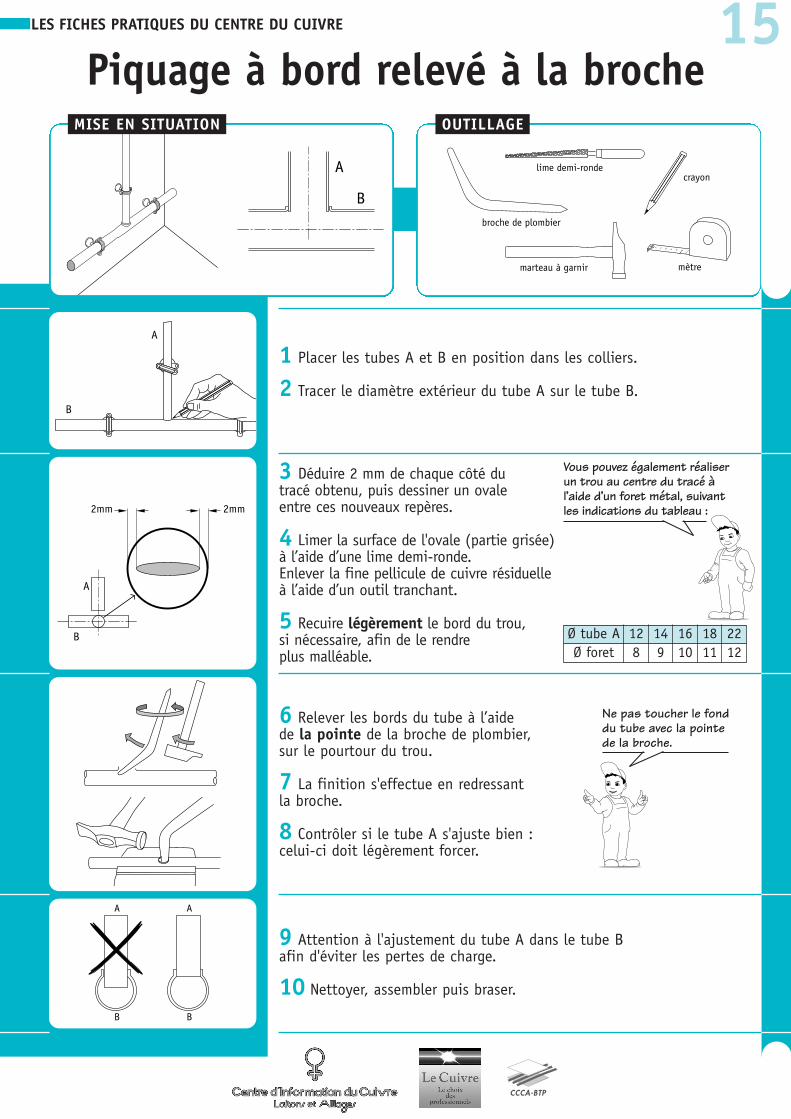
1 Placer les tubes A et B en position dans les colliers.
2 Tracer le diamètre extérieur du tube A sur le tube B.
3 Déduire 2 mm de chaque côté du tracé obtenu, puis dessiner un ovale entre ces nouveaux repères.
4 Limer la surface de l'ovale (partie grisée) à l’aide d’une lime demi-ronde. Enlever la fine pellicule de cuivre résiduelle à l’aide d’un outil tranchant.
5 Recuire légèrement le bord du trou, si nécessaire, afin de le rendre plus malléable.
6 Relever les bords du tube à l’aide de la pointe de la broche de plombier,sur le pourtour du trou.
7 La finition s'effectue en redressant la broche.
8 Contrôler si le tube A s'ajuste bien :celui-ci doit légèrement forcer.
9 Attention à l'ajustement du tube A dans le tube B afin d'éviter les pertes de charge.
10 Nettoyer, assembler puis braser.
Ne pas toucher le fond du tube avec la pointe de la broche.
Vous pouvez également réaliserun trou au centre du tracé àl’aide d’un foret métal, suivantles indications du tableau :
broche de plombier
marteau à garnir
lime demi-rondecrayon
mètre
A
B
MISE EN SITUATION OUTILLAGE
Piquage à bord relevé à la brocheLES FICHES PRATIQUES DU CENTRE DU CUIVRE
CCCA-BTP
Ø tube A 12Ø foret 8
149
1610
18 2211 12
15
CCCA-BTP
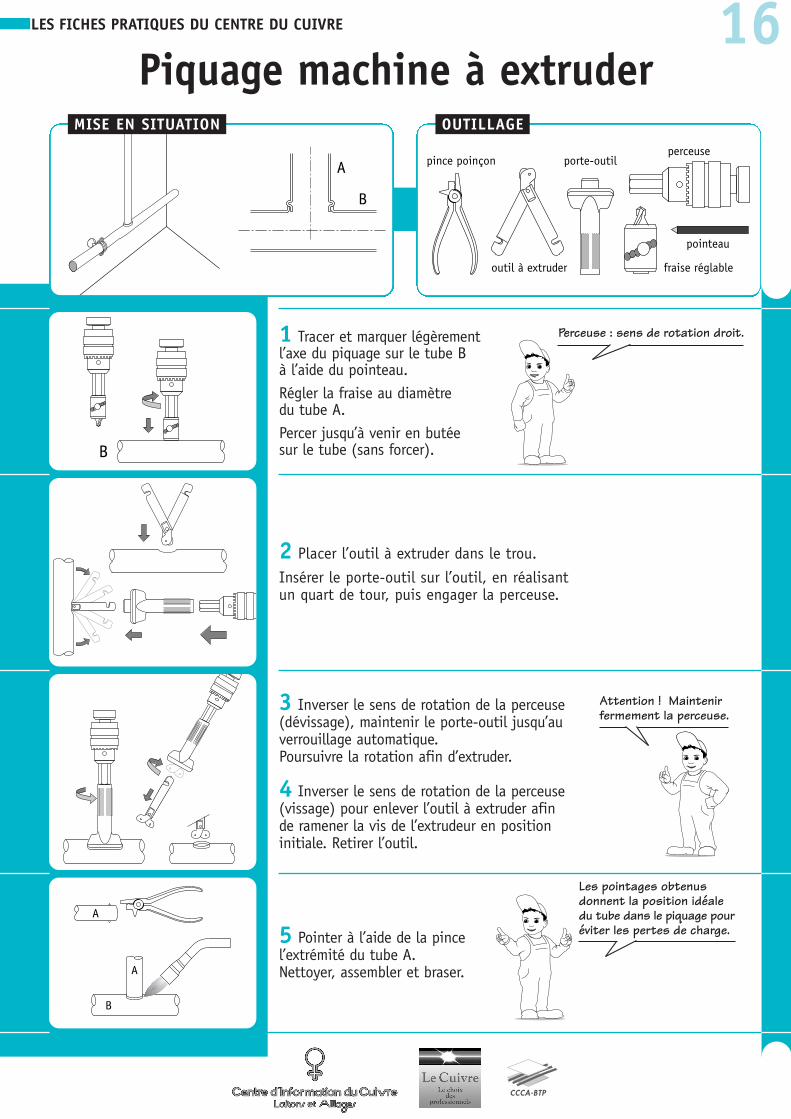
pince poinçon porte-outil
pointeau
fraise réglableoutil à extruder
perceuse
A
B
A
A
B
B
Perceuse : sens de rotation droit.
Attention ! Maintenir fermement la perceuse.
MISE EN SITUATION OUTILLAGE
Piquage machine à extruderLES FICHES PRATIQUES DU CENTRE DU CUIVRE
2 Placer l’outil à extruder dans le trou.
Insérer le porte-outil sur l’outil, en réalisant un quart de tour, puis engager la perceuse.
1 Tracer et marquer légèrement l’axe du piquage sur le tube B à l’aide du pointeau. Régler la fraise au diamètre du tube A.Percer jusqu’à venir en butée sur le tube (sans forcer).
3 Inverser le sens de rotation de la perceuse (dévissage), maintenir le porte-outil jusqu’auverrouillage automatique. Poursuivre la rotation afin d’extruder.
4 Inverser le sens de rotation de la perceuse(vissage) pour enlever l’outil à extruder afinde ramener la vis de l’extrudeur en positioninitiale. Retirer l’outil.
5 Pointer à l’aide de la pince l’extrémité du tube A. Nettoyer, assembler et braser.
Les pointages obtenus donnent la position idéale du tube dans le piquage pouréviter les pertes de charge.
16
CCCA-BTP
réglet
mètre
crayon
équerre
B
A
H
réglet
A
BE
A
B
E
MISE EN SITUATION OUTILLAGE
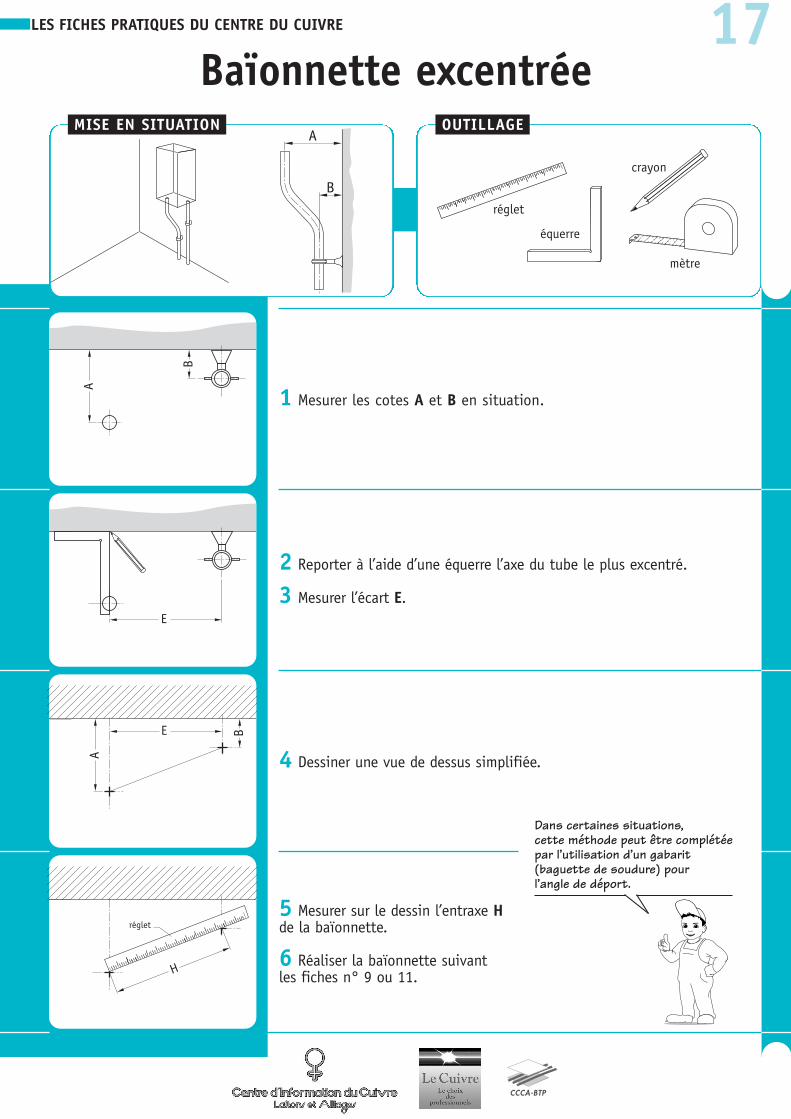
Baïonnette excentrée17LES FICHES PRATIQUES DU CENTRE DU CUIVRE
2 Reporter à l’aide d’une équerre l’axe du tube le plus excentré.
3 Mesurer l’écart E.
1 Mesurer les cotes A et B en situation.
5 Mesurer sur le dessin l’entraxe Hde la baïonnette.
6 Réaliser la baïonnette suivant les fiches n° 9 ou 11.
Dans certaines situations, cette méthode peut être complétéepar l’utilisation d’un gabarit(baguette de soudure) pour l’angle de déport.
4 Dessiner une vue de dessus simplifiée.
CCCA-BTP
cintreuse arbalète
crayon
mètre fausse équerreE
0
1
2
levierde retour
0 1 2
2
3
A
Aou2A E
0 1 2 3
E
longueur à recuire
E
MISE EN SITUATION OUTILLAGE
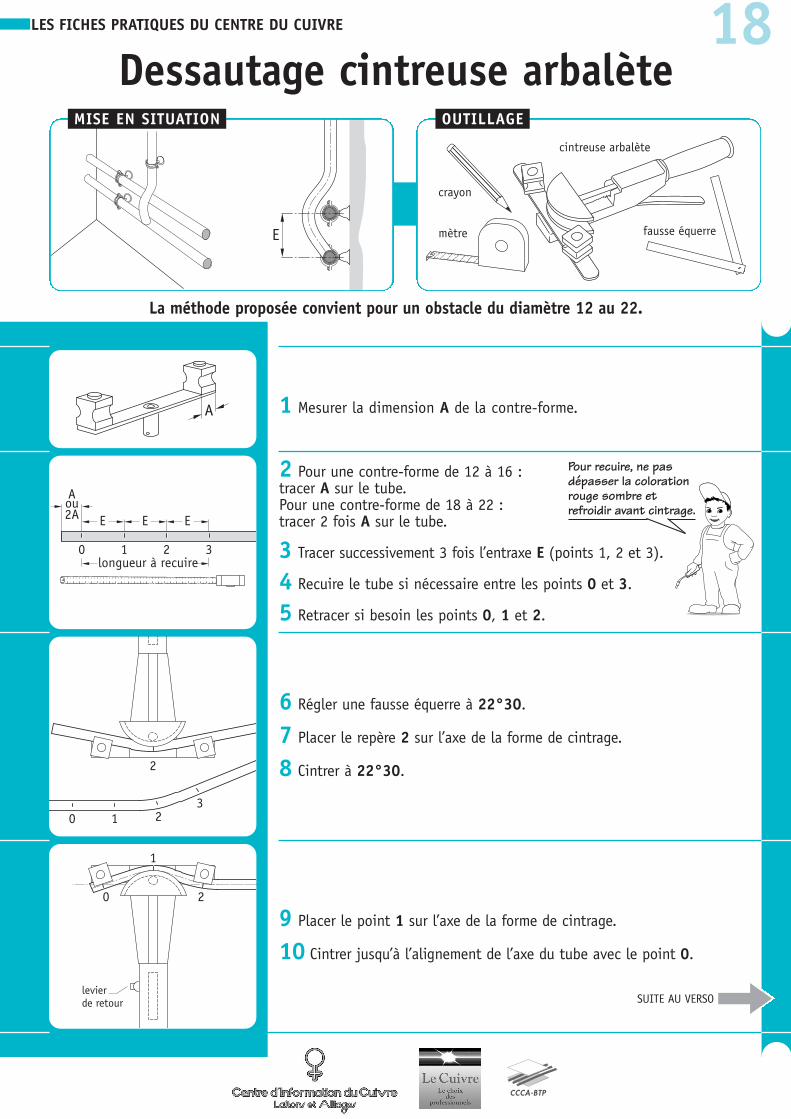
Dessautage cintreuse arbalète18LES FICHES PRATIQUES DU CENTRE DU CUIVRE
2 Pour une contre-forme de 12 à 16 : tracer A sur le tube.Pour une contre-forme de 18 à 22 : tracer 2 fois A sur le tube.
3 Tracer successivement 3 fois l’entraxe E (points 1, 2 et 3).
4 Recuire le tube si nécessaire entre les points 0 et 3.
5 Retracer si besoin les points 0, 1 et 2.
1 Mesurer la dimension A de la contre-forme.
6 Régler une fausse équerre à 22°30.
7 Placer le repère 2 sur l’axe de la forme de cintrage.
8 Cintrer à 22°30.
SUITE AU VERSO
Pour recuire, ne pasdépasser la colorationrouge sombre et refroidir avant cintrage.
9 Placer le point 1 sur l’axe de la forme de cintrage.
10 Cintrer jusqu’à l’alignement de l’axe du tube avec le point 0.
La méthode proposée convient pour un obstacle du diamètre 12 au 22.
CCCA-BTP
0 1 2 3
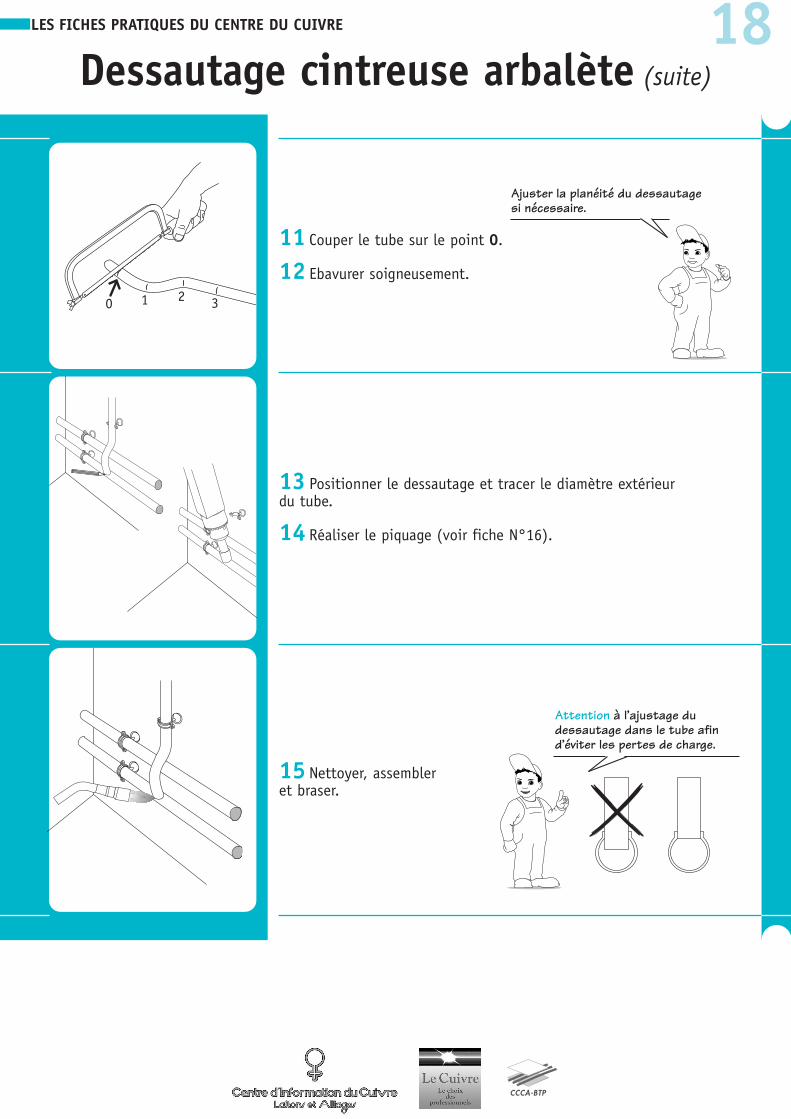
Dessautage cintreuse arbalète (suite)
LES FICHES PRATIQUES DU CENTRE DU CUIVRE
13 Positionner le dessautage et tracer le diamètre extérieurdu tube.
14 Réaliser le piquage (voir fiche N°16).
11 Couper le tube sur le point 0.
12 Ebavurer soigneusement.
15 Nettoyer, assembler et braser.
Ajuster la planéité du dessautagesi nécessaire.
Attention à l’ajustage dudessautage dans le tube afind’éviter les pertes de charge.
18
CCCA-BTP
cintreuse d'établimètre
crayon
E
90
045
E
E
E
90
045
90 045
MISE EN SITUATION OUTILLAGE
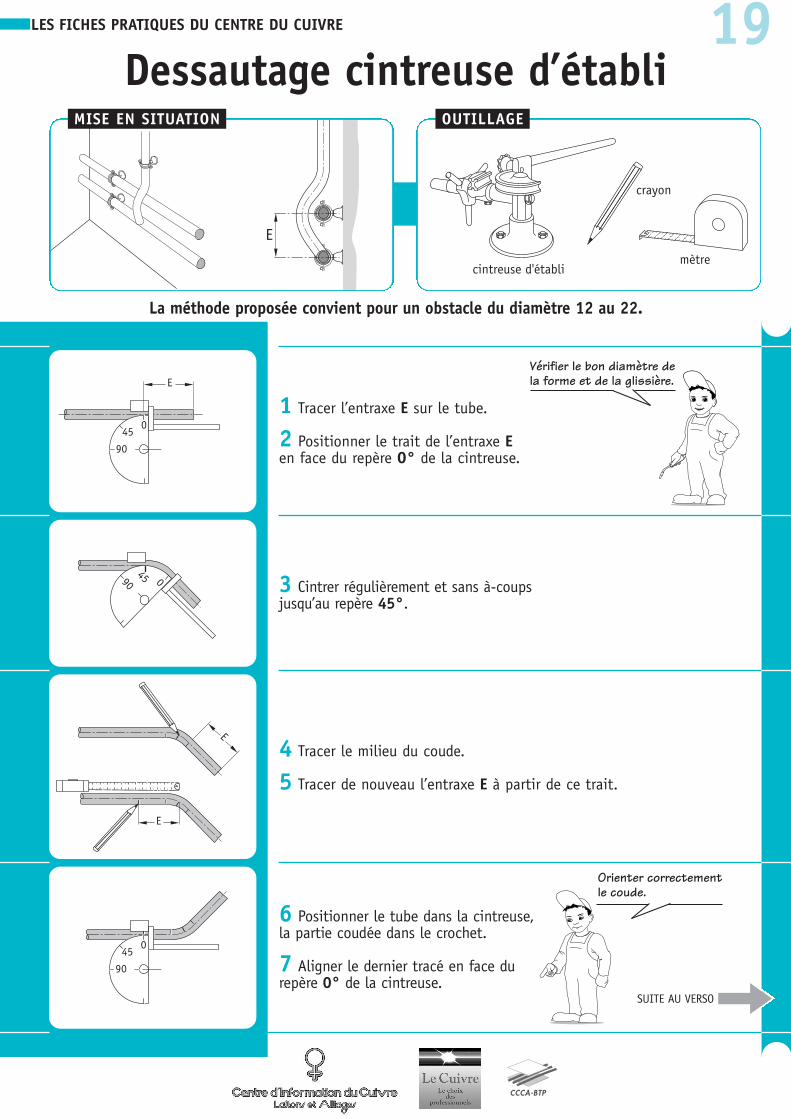
Dessautage cintreuse d’établi19LES FICHES PRATIQUES DU CENTRE DU CUIVRE
3 Cintrer régulièrement et sans à-coupsjusqu’au repère 45°.
1 Tracer l’entraxe E sur le tube.
2 Positionner le trait de l’entraxe Een face du repère O° de la cintreuse.
4 Tracer le milieu du coude.
5 Tracer de nouveau l’entraxe E à partir de ce trait.
SUITE AU VERSO
Vérifier le bon diamètre de la forme et de la glissière.
6 Positionner le tube dans la cintreuse,la partie coudée dans le crochet.
7 Aligner le dernier tracé en face durepère 0° de la cintreuse.
La méthode proposée convient pour un obstacle du diamètre 12 au 22.
Orienter correctement le coude.
CCCA-BTP
90045
22°30
Dessautage cintreuse d’établi (suite)
LES FICHES PRATIQUES DU CENTRE DU CUIVRE
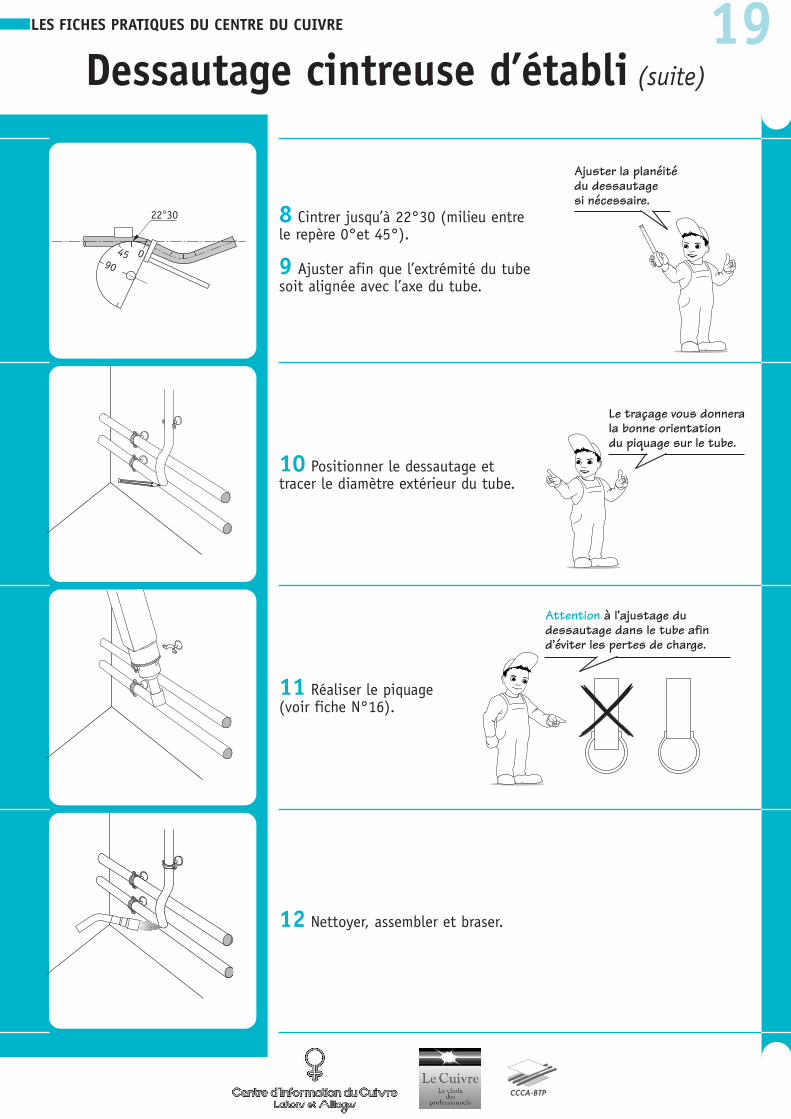
10 Positionner le dessautage et tracer le diamètre extérieur du tube.
8 Cintrer jusqu’à 22°30 (milieu entre le repère 0°et 45°).
9 Ajuster afin que l’extrémité du tubesoit alignée avec l’axe du tube.
11 Réaliser le piquage (voir fiche N°16).
12 Nettoyer, assembler et braser.
19
Le traçage vous donnera la bonne orientation du piquage sur le tube.
Ajuster la planéité du dessautagesi nécessaire.
Attention à l’ajustage dudessautage dans le tube afind’éviter les pertes de charge.
CCCA-BTP
cintreuse d'établi mètre
crayon
équerre
D
cote
C
MISE EN SITUATION OUTILLAGE
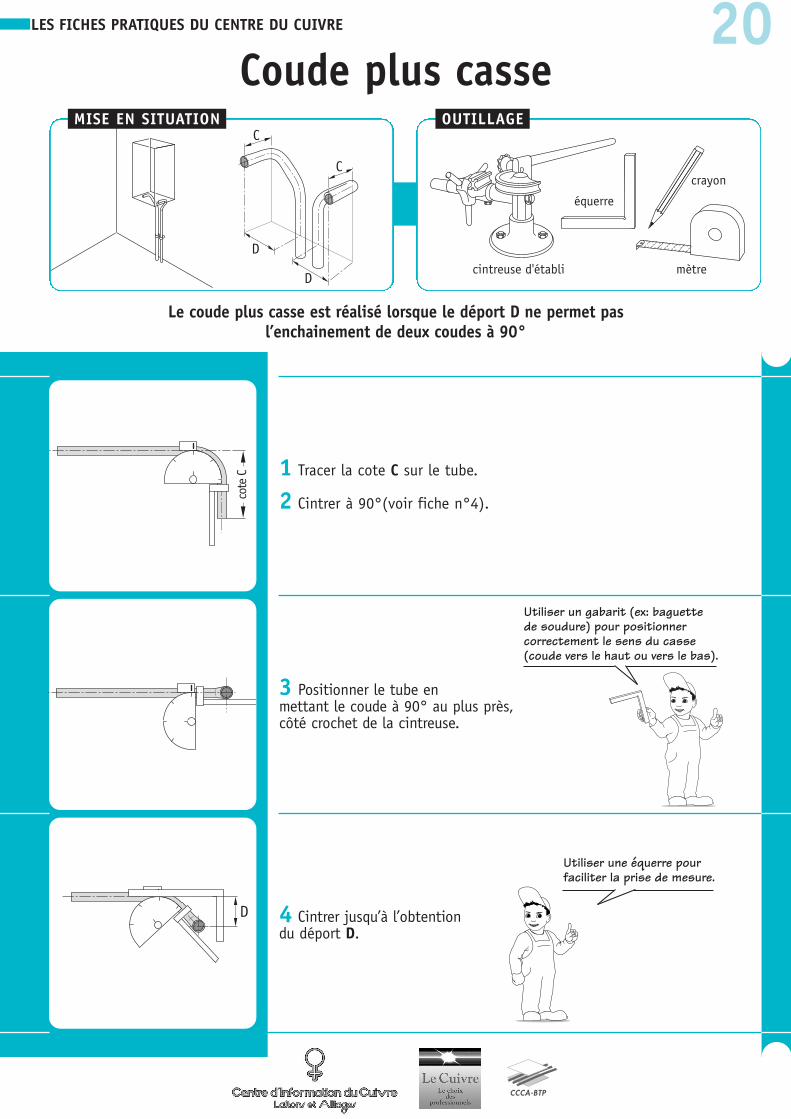
Coude plus casse20LES FICHES PRATIQUES DU CENTRE DU CUIVRE
3 Positionner le tube en mettant le coude à 90° au plus près, côté crochet de la cintreuse.
1 Tracer la cote C sur le tube.
2 Cintrer à 90°(voir fiche n°4).
Utiliser un gabarit (ex: baguette de soudure) pour positionner correctement le sens du casse(coude vers le haut ou vers le bas).
4 Cintrer jusqu’à l’obtention du déport D.
Le coude plus casse est réalisé lorsque le déport D ne permet pas l’enchainement de deux coudes à 90°
Utiliser une équerre pour faciliter la prise de mesure.
21LES FICHES PRATIQUES DU CENTRE DU CUIVRE
Découpe et cintrage
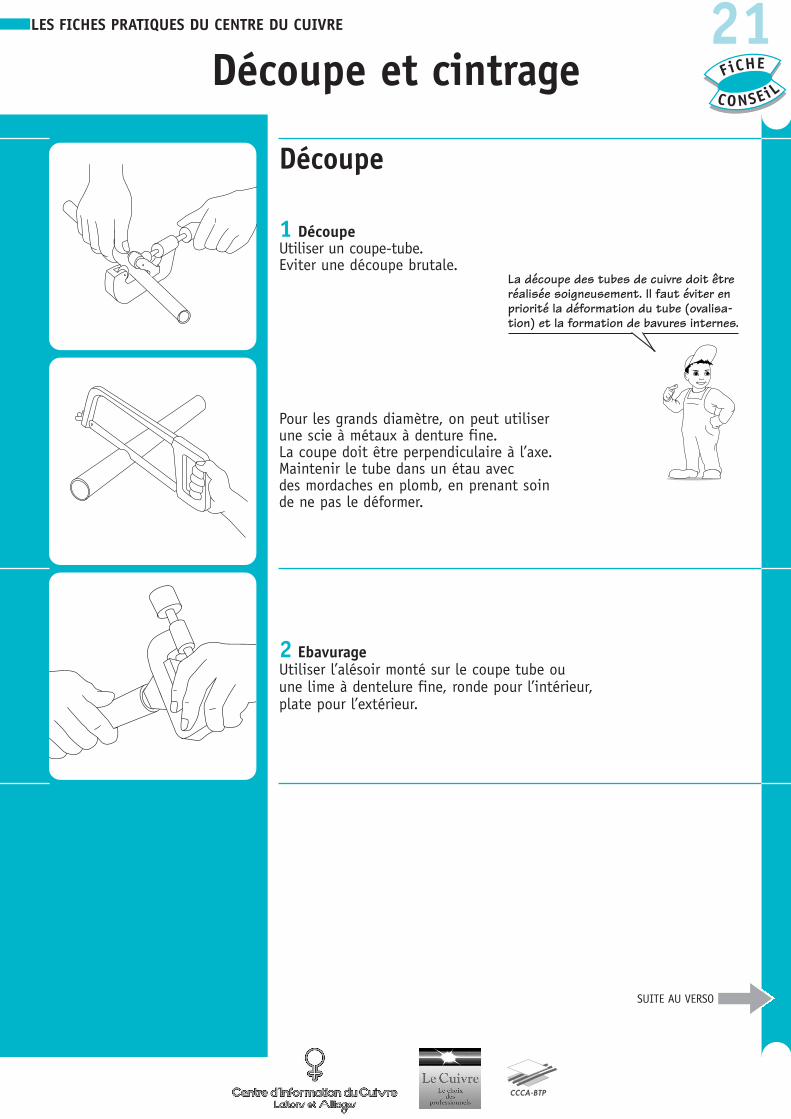
Découpe
2 EbavurageUtiliser l’alésoir monté sur le coupe tube ou une lime à dentelure fine, ronde pour l’intérieur, plate pour l’extérieur.
La découpe des tubes de cuivre doit êtreréalisée soigneusement. Il faut éviter enpriorité la déformation du tube (ovalisa-tion) et la formation de bavures internes.
CCCA-BTP
Pour les grands diamètre, on peut utiliser une scie à métaux à denture fine. La coupe doit être perpendiculaire à l’axe.Maintenir le tube dans un étau avec des mordaches en plomb, en prenant soin de ne pas le déformer.
1 DécoupeUtiliser un coupe-tube.Eviter une découpe brutale.
SUITE AU VERSO
FiCHE
CONSEi L
21LES FICHES PRATIQUES DU CENTRE DU CUIVRE
Découpe et cintrage (suite)
CCCA-BTP
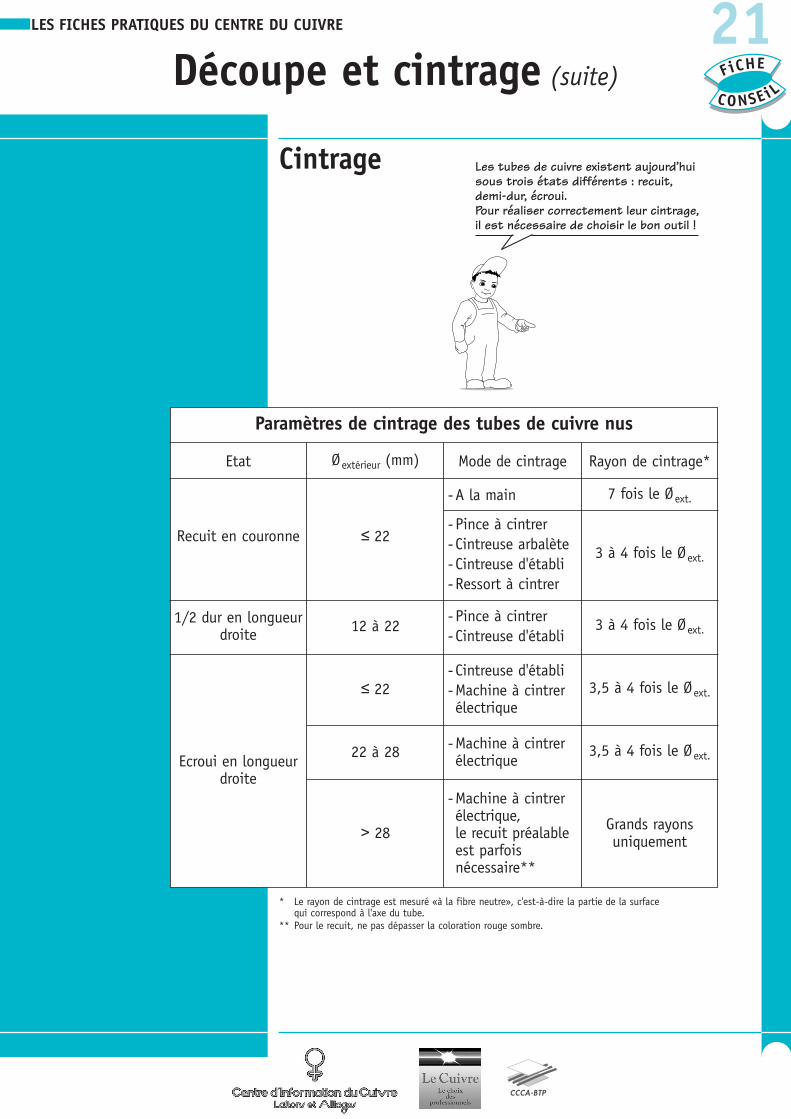
Les tubes de cuivre existent aujourd’huisous trois états différents : recuit, demi-dur, écroui. Pour réaliser correctement leur cintrage, il est nécessaire de choisir le bon outil !
Paramètres de cintrage des tubes de cuivre nus
Etat Øextérieur (mm) Mode de cintrage Rayon de cintrage*
Recuit en couronne ≤ 22
-A la main 7 fois le Øext.
- Pince à cintrer-Cintreuse arbalète-Cintreuse d'établi-Ressort à cintrer
3 à 4 fois le Øext.
1/2 dur en longueurdroite 12 à 22
-Pince à cintrer-Cintreuse d'établi
3 à 4 fois le Øext.
Ecroui en longueurdroite
≤ 22-Cintreuse d'établi-Machine à cintrerélectrique
3,5 à 4 fois le Øext.
22 à 28 -Machine à cintrer électrique
3,5 à 4 fois le Øext.
> 28
-Machine à cintrer électrique, le recuit préalable est parfois nécessaire**
Grands rayons uniquement
* Le rayon de cintrage est mesuré «à la fibre neutre», c'est-à-dire la partie de la surface qui correspond à l'axe du tube.
** Pour le recuit, ne pas dépasser la coloration rouge sombre.
Cintrage
FiCHE
CONSEi L
CCCA-BTP
LES FICHES PRATIQUES DU CENTRE DU CUIVRE
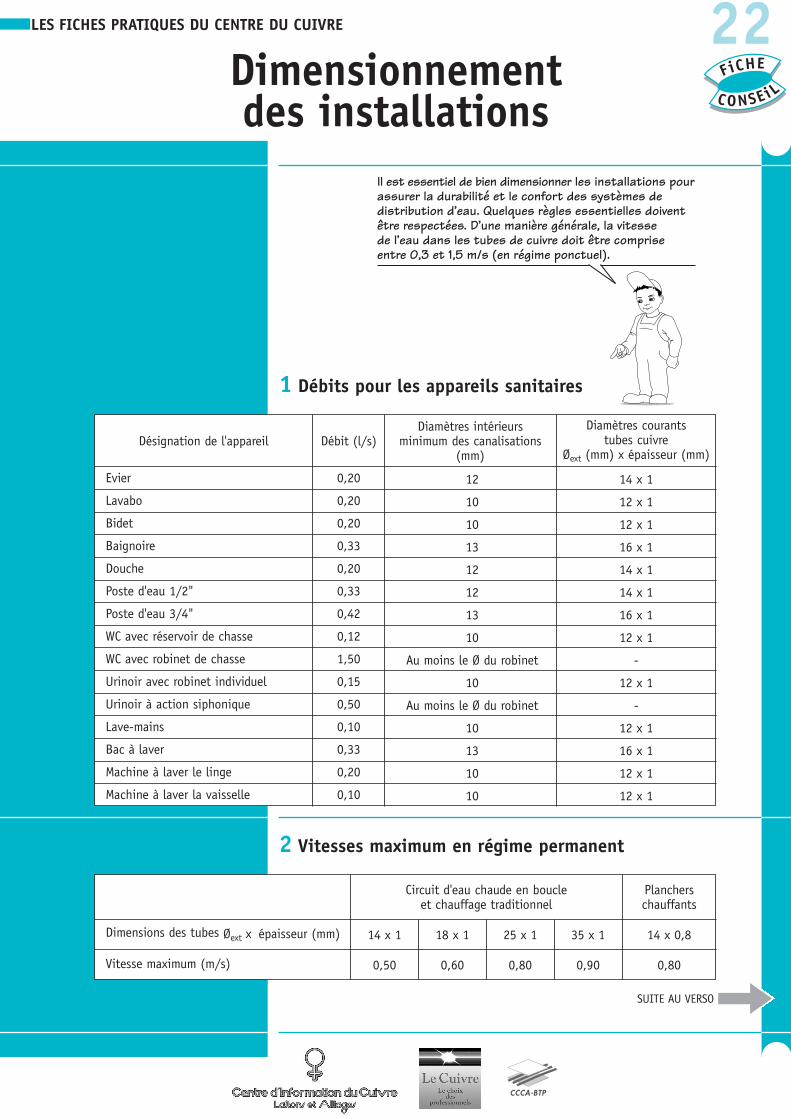
1 Débits pour les appareils sanitaires
Circuit d'eau chaude en boucle et chauffage traditionnel
14 x 1 18 x 1 25 x 1 35 x 1
Planchers chauffants
14 x 0,8Dimensions des tubes Øext x épaisseur (mm)
0,50 0,60 0,80 0,90 0,80Vitesse maximum (m/s)
22Dimensionnement des installations
2 Vitesses maximum en régime permanent
SUITE AU VERSO
Désignation de l'appareil Débit (l/s)Diamètres intérieurs
minimum des canalisations(mm)
Diamètres courants tubes cuivre
Øext (mm) x épaisseur (mm)
Evier
Lavabo
Bidet
Baignoire
Douche
Poste d'eau 1/2"
Poste d'eau 3/4"
WC avec réservoir de chasse
WC avec robinet de chasse
Urinoir avec robinet individuel
Urinoir à action siphonique
Lave-mains
Bac à laver
Machine à laver le linge
Machine à laver la vaisselle
0,20
0,20
0,20
0,33
0,20
0,33
0,42
0,12
1,50
0,15
0,50
0,10
0,33
0,20
0,10
12
10
10
13
12
12
13
10
Au moins le Ø du robinet
10
Au moins le Ø du robinet
10
13
10
10
14 x 1
12 x 1
12 x 1
16 x 1
14 x 1
14 x 1
16 x 1
12 x 1
-
12 x 1
-
12 x 1
16 x 1
12 x 1
12 x 1
Il est essentiel de bien dimensionner les installations pourassurer la durabilité et le confort des systèmes de distribution d’eau. Quelques règles essentielles doiventêtre respectées. D’une manière générale, la vitesse de l’eau dans les tubes de cuivre doit être compriseentre 0,3 et 1,5 m/s (en régime ponctuel).
FiCHE
CONSEi L
CCCA-BTP
LES FICHES PRATIQUES DU CENTRE DU CUIVRE
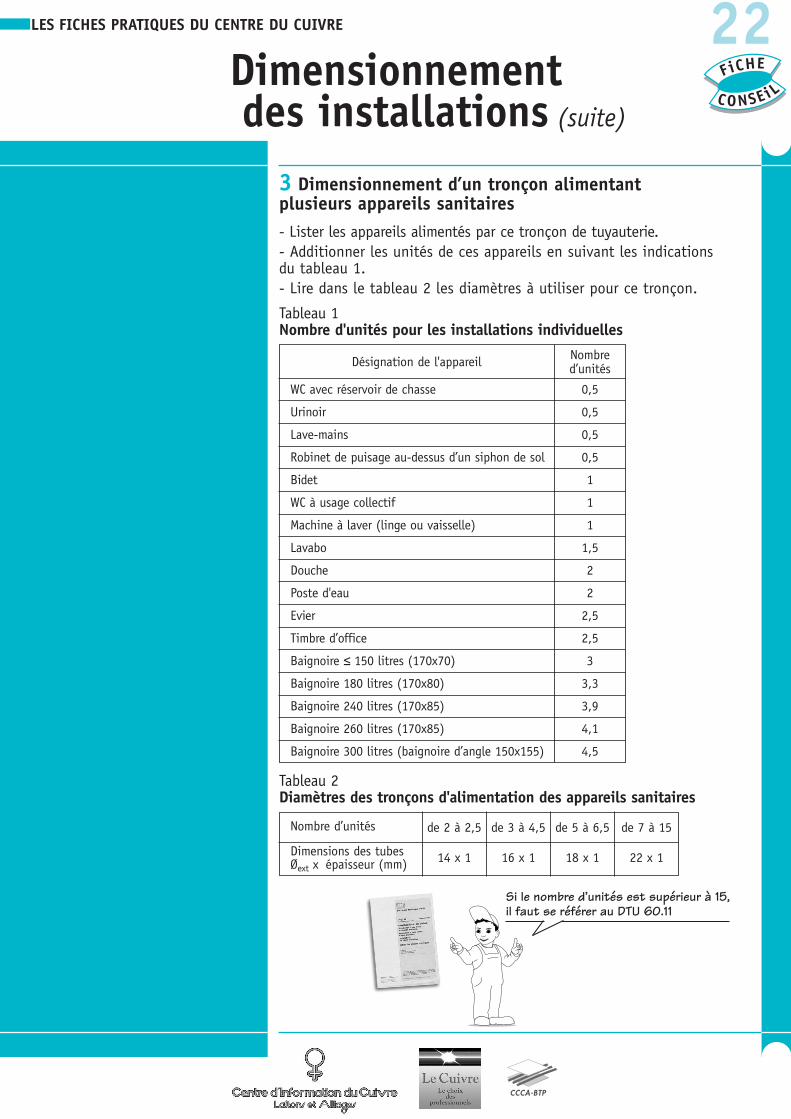
3 Dimensionnement d’un tronçon alimentant plusieurs appareils sanitaires- Lister les appareils alimentés par ce tronçon de tuyauterie.- Additionner les unités de ces appareils en suivant les indications du tableau 1.- Lire dans le tableau 2 les diamètres à utiliser pour ce tronçon.
Tableau 1Nombre d'unités pour les installations individuelles
Tableau 2Diamètres des tronçons d'alimentation des appareils sanitaires
Désignation de l'appareil Nombre d’unités
WC avec réservoir de chasse
Urinoir
Lave-mains
Robinet de puisage au-dessus d’un siphon de sol
Bidet
WC à usage collectif
Machine à laver (linge ou vaisselle)
Lavabo
Douche
Poste d'eau
Evier
Timbre d’office
Baignoire ≤ 150 litres (170x70)
Baignoire 180 litres (170x80)
Baignoire 240 litres (170x85)
Baignoire 260 litres (170x85)
Baignoire 300 litres (baignoire d’angle 150x155)
0,5
0,5
0,5
0,5
1
1
1
1,5
2
2
2,5
2,5
3
3,3
3,9
4,1
4,5
de 2 à 2,5 de 3 à 4,5 de 5 à 6,5 de 7 à 15Nombre d’unités
14 x 1 16 x 1 18 x 1 22 x 1Dimensions des tubes Øext x épaisseur (mm)
22
Si le nombre d’unités est supérieur à 15, il faut se référer au DTU 60.11
Dimensionnement des installations (suite)
FiCHE
CONSEi L
CCCA-BTP
arrivée EFS
boucleECS
tube de cuivre
tube acier
nœud de raccordement
pointd'utilisation
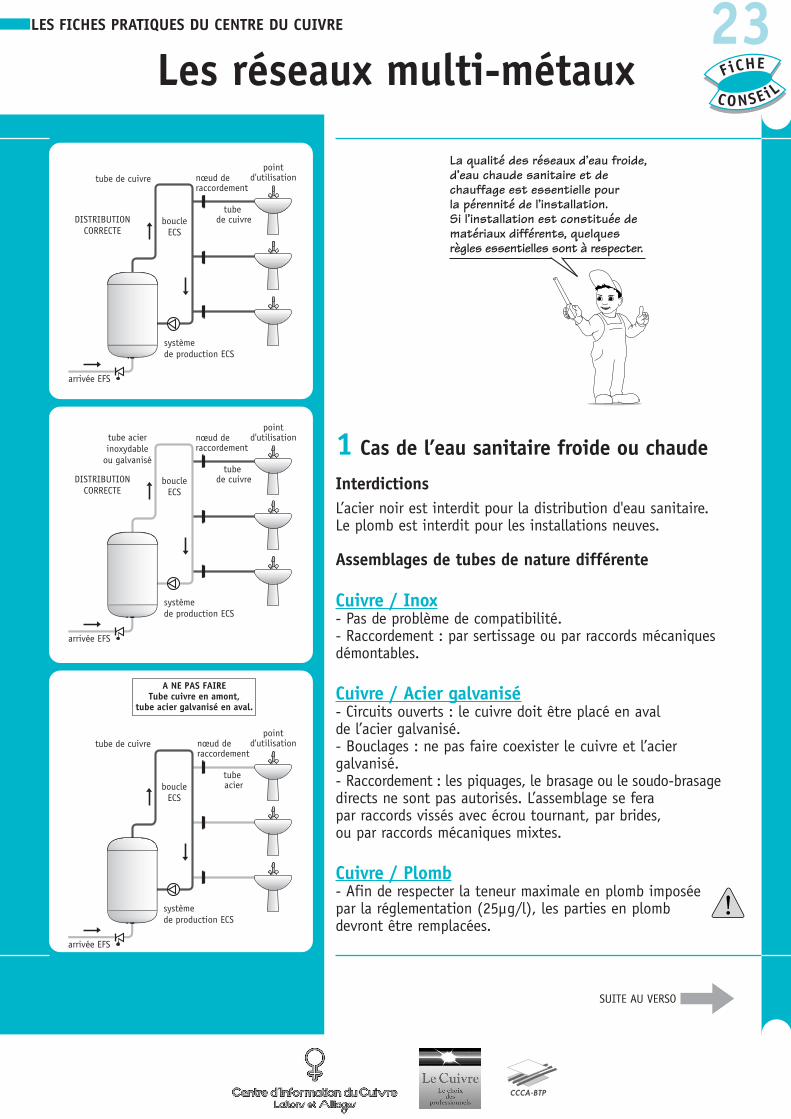
A NE PAS FAIRETube cuivre en amont,
tube acier galvanisé en aval.
système de production ECS
arrivée EFS
boucleECS
tube acierinoxydable
ou galvanisétube
de cuivre
nœud de raccordement
DISTRIBUTIONCORRECTE
pointd'utilisation
système de production ECS
arrivée EFS
boucleECS
système de production ECS
tube de cuivre
tube de cuivre
nœud de raccordement
DISTRIBUTIONCORRECTE
pointd'utilisation
Les réseaux multi-métauxLES FICHES PRATIQUES DU CENTRE DU CUIVRE
1 Cas de l’eau sanitaire froide ou chaude
InterdictionsL’acier noir est interdit pour la distribution d'eau sanitaire. Le plomb est interdit pour les installations neuves.
Assemblages de tubes de nature différente
Cuivre / Inox- Pas de problème de compatibilité.- Raccordement : par sertissage ou par raccords mécaniquesdémontables.
Cuivre / Acier galvanisé- Circuits ouverts : le cuivre doit être placé en aval de l’acier galvanisé.- Bouclages : ne pas faire coexister le cuivre et l’acier galvanisé.- Raccordement : les piquages, le brasage ou le soudo-brasagedirects ne sont pas autorisés. L’assemblage se fera par raccords vissés avec écrou tournant, par brides, ou par raccords mécaniques mixtes.
Cuivre / Plomb- Afin de respecter la teneur maximale en plomb imposée par la réglementation (25µg/l), les parties en plomb devront être remplacées.
23
La qualité des réseaux d’eau froide,d’eau chaude sanitaire et dechauffage est essentielle pour la pérennité de l’installation. Si l’installation est constituée dematériaux différents, quelquesrègles essentielles sont à respecter.
SUITE AU VERSO
FiCHE
CONSEi L
CCCA-BTP
tube decuivre
tube decuivre
tube decuivre
tube cuivreou tube acier
tubecuivre
outubeacier
circuitprimaire
émetteurs
Les réseaux multi-métaux (suite)
LES FICHES PRATIQUES DU CENTRE DU CUIVRE
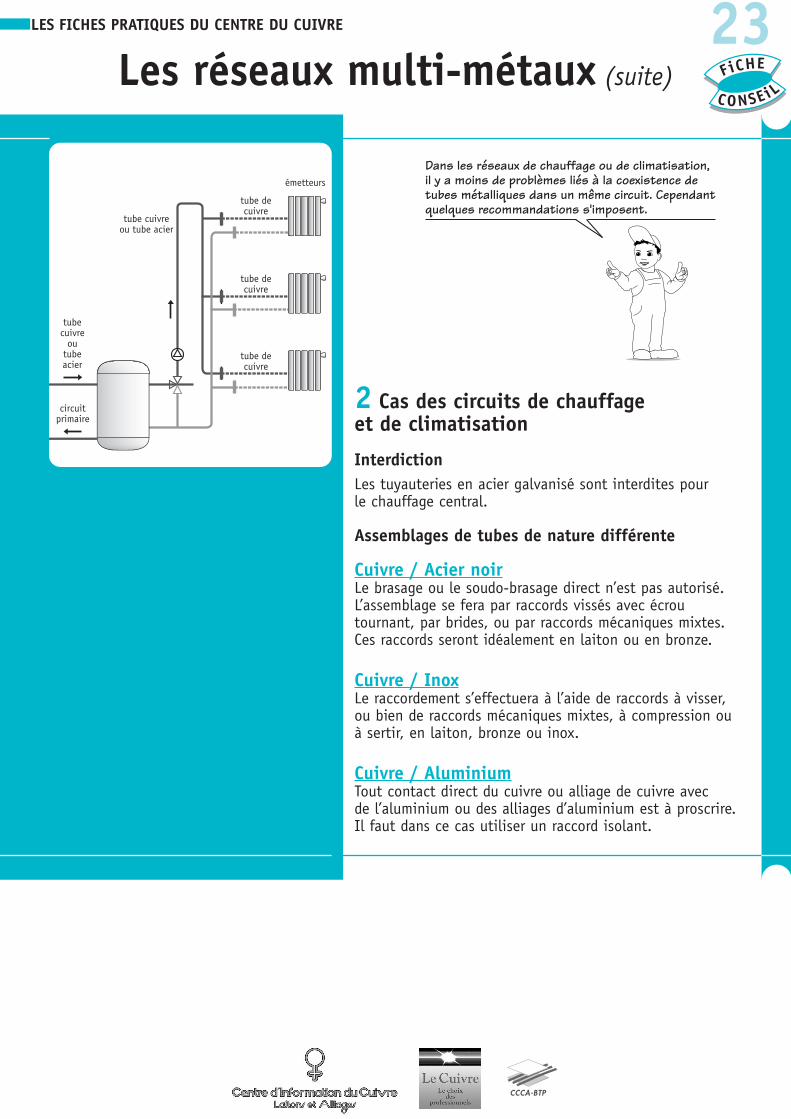
2 Cas des circuits de chauffage et de climatisation
InterdictionLes tuyauteries en acier galvanisé sont interdites pour le chauffage central.
Assemblages de tubes de nature différente
Cuivre / Acier noirLe brasage ou le soudo-brasage direct n’est pas autorisé. L’assemblage se fera par raccords vissés avec écrou tournant, par brides, ou par raccords mécaniques mixtes.Ces raccords seront idéalement en laiton ou en bronze.
Cuivre / InoxLe raccordement s’effectuera à l’aide de raccords à visser,ou bien de raccords mécaniques mixtes, à compression ou à sertir, en laiton, bronze ou inox.
Cuivre / AluminiumTout contact direct du cuivre ou alliage de cuivre avec de l’aluminium ou des alliages d’aluminium est à proscrire.Il faut dans ce cas utiliser un raccord isolant.
23
Dans les réseaux de chauffage ou de climatisation, il y a moins de problèmes liés à la coexistence detubes métalliques dans un même circuit. Cependantquelques recommandations s'imposent.
FiCHE
CONSEi L
24LES FICHES PRATIQUES DU CENTRE DU CUIVRE
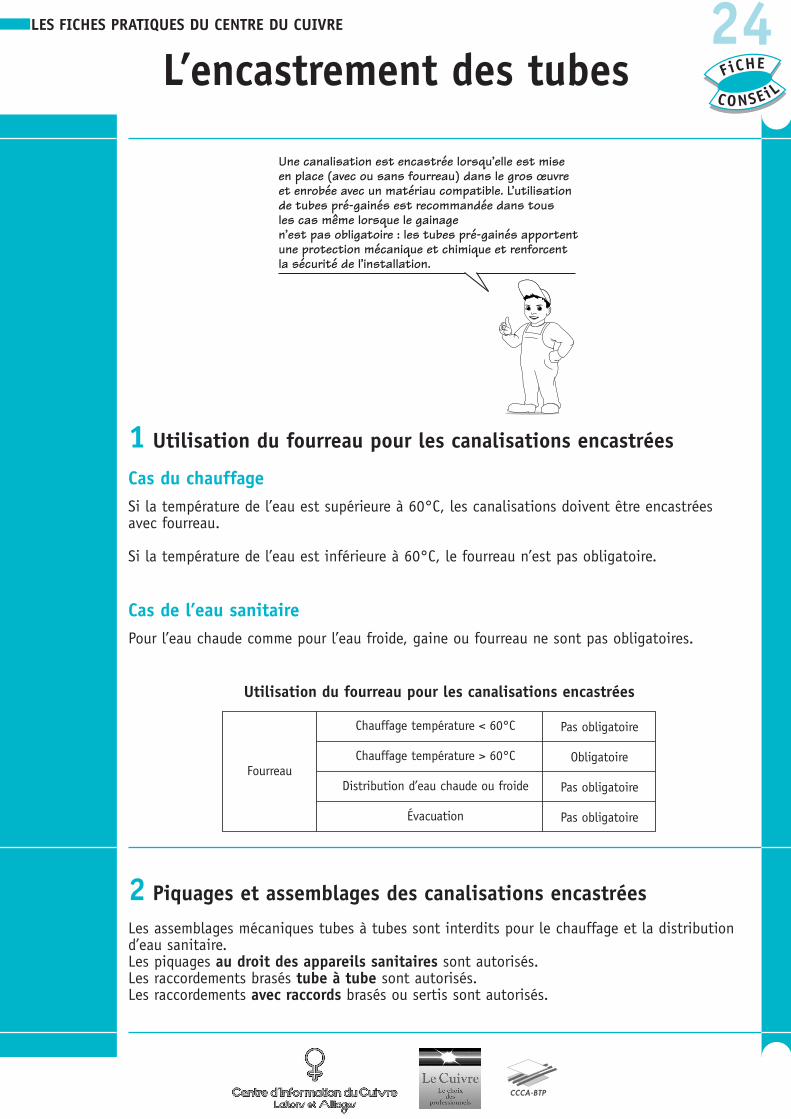
Pas obligatoire
Fourreau
Chauffage température < 60°C
ObligatoireChauffage température > 60°C
Pas obligatoireDistribution d’eau chaude ou froide
Pas obligatoireÉvacuation
L’encastrement des tubes
CCCA-BTP
Utilisation du fourreau pour les canalisations encastrées
Cas de l’eau sanitairePour l’eau chaude comme pour l’eau froide, gaine ou fourreau ne sont pas obligatoires.
2 Piquages et assemblages des canalisations encastrées
Les assemblages mécaniques tubes à tubes sont interdits pour le chauffage et la distributiond’eau sanitaire.Les piquages au droit des appareils sanitaires sont autorisés.Les raccordements brasés tube à tube sont autorisés.Les raccordements avec raccords brasés ou sertis sont autorisés.
Cas du chauffageSi la température de l’eau est supérieure à 60°C, les canalisations doivent être encastréesavec fourreau.
Si la température de l’eau est inférieure à 60°C, le fourreau n’est pas obligatoire.
Une canalisation est encastrée lorsqu’elle est mise en place (avec ou sans fourreau) dans le gros œuvreet enrobée avec un matériau compatible. L’utilisationde tubes pré-gainés est recommandée dans tous les cas même lorsque le gainage n’est pas obligatoire : les tubes pré-gainés apportentune protection mécanique et chimique et renforcent la sécurité de l’installation.
1 Utilisation du fourreau pour les canalisations encastrées
FiCHE
CONSEi L