alkali treated kraft lignin as a component in flakeboard ... · alkali treated kraft lignin as a...
TRANSCRIPT

Alkali Treated Kraft Lignin in Ftakeboard Resins 4~Vol. 45(1991) No.
Holzforschung45 (1991) 47-54 OFFPRINT
Alkali Treated Kraft Lignin as a Component in FlakeboardResins!)By Monlin Kuo
Department of Forestry, Iowa State University, Ames, Iowa 50011, U.S.A.
Chung-Yun HseSouthern Forest Experiment Station, U.S. Forest Service, 2500 Shreveport Highway, PinevilleLouisiana 71360, U.S.A.
and
Dee-Hua-Huang2>Department of Chemistry, Iowa State University, Ames, Iowa 50011, U.S.A..
KeywordsAlkaline hydrolysisKraft ligninNMR spectroscopyHydroxymethylationPhenolic resinAakeboard
Sweetgum
SummarySouthern pine kraft lignin was reacted with NaOH (15 and 20% based on dry lignin) at 170, 200, and250°C for 30 and 60 min. Sweetgum flake boards bonded with phenolic resins containing 50% hydro-xymethylated lignin prepared from some of the alkali treated lignins wcre compared with boards bondedwith a neat PFresin. Results indicate that boards bonded with lignin-containing resins have a satisfactorybending strength. Boards bonded with resins prepared by reacting lignins with phenol and formaldehydehave better internal bond strength and durability than those bonded with lignin-extended resins. How-ever, there is no evident advantage in using alkali treated lignin in the manufacture of phenol-lignin-formaldehyde resins for flakeboard application.NMR spectral analyses indicated that the phenolic hydroxyl content of alkali treated lignins increaseswith increasing severity of reaction condition. The increase in the phenolic hydroxyl content, however, isaccompanied by a decrease in free C5 positions in the guaiacyl moieties due to the formation ofGC5-C5G and GCS-CH2-C5G bonds during the reaction. Because of condensation of C5 positions,the degree of hydroxymcthylation of alkali treated lignins with formaldehyde also decreases with increas-
ing severity of the reaction.
Introduction
A primary objective of lignin utilization research hasbeen to use industrial lignins as binders or to incorpo-rate them into phenolic wood adhesives for panelproducts. A thorough discussion of the developmentof lignin-based wood adhesives can be found in Nimz
(1983).Roffael and Rauch (1971, 1972, 1973) successfullyused spent sulfite liquor as part of the exterior partic-leboard binder by mixing it with phenol-formal-dehyde resins. The reactivity of industrial lignins ismuch lower than that of phenolic resins because oftheir low phenolic hydroxyl content and high ring sub-stitution and steric hindrance (Lin 1983). For thesereasons, only a limited amount of industrial lignin canbe used as a direct replacement for phenol in the for-
mulation of phenolic adhesives without losing adhe-sive strength (Falke hag 1975; Nimz 1983). However,a greater replacement can be achieved by using mod-ified lignins (Holderby et at. 1967; Ludwig and Stout1972; Enkvist 1973; Forss and Fuhrmann 1976;Dolenko and Clarke 1978; MuJler et at. 1984). Of aJlmodification treatments, those that increase the reac-tivity of lignin such as demethylation, phenolation,and methylolation seem the most effective. In a recentreview, Glasser (1989) showed examples of ligninmodification to achieve a high degree of lignin incor-poration into different types of thermosetting mate-rials.
Hydrolysis of lignin, either in alkaline or acidicmedium, degrades lignin molecules and thus can gen-erate new phenolic hydroxyl groups. Although a sub-stantial amount of simple phenols can be produced byacid hydrolysis of lignin (Lundquist 1970), acid hydro-lysis of lignin is usually carried out in nonaqueousmedium, and the hydrolysed lignin has to be sepa-rated from the organic solvent before it can beutilized. In addition, MuJler et at. (1984) found thatacid-hydrolyzed lignin was incompatible with the nor-
I) Journal Paper No. J-13112 of the Iowa Agriculture and HomcEconomics Experiment Station (Project No. 2549). Amcs, Iowa.This study was funded by Southern Forest Expcrimcnt Station.U.S. Forest Service, under Cooperative Agreement No. 19-83-040.~} Current address: Comprehensive Cancer Center, University of
Alabama, Birmingham, Alabama 35294, U.S.A.
Holzfo~hung I Vol. 4S /1991/ No.1

48 HolzforschungM. Kuo, C.-Y. Hse and D.-H. Huang
was compared. Acid precipitated lignins were dissolved in 0.1 NNaOH, and 50 IAl of the solution containing 0.5 mg of lignin waschromatographed on a Sephadex G-l00-l20 column (1 cm x 100cm) using 0.1 N NaOH as solvent with a flow rate of about 20 ml/hr.The eluent was monitored with a spectrophotometer at 280 nm.
NMR spectroscopy
13C (75 MHz) and IH (300 MHz) NMR spectra of lignin sampleswere obtained on a Bruker WM-300 WB spectrometer. IH NMRspectra of acetylated lignin samples (30 mg in 0.5 ml deuteratedchloroform) were recorded at room temperature. For each spec-trum, 32 scans were collected using 75° pulse width, 2.05 sec acquis-ition time, and 5 sec relaxation delay. The chloroform resonance sig-nal was set to 7.25 ppm as the chemical shift reference. To quantifyvarious IH NMR signals in lignin samples, an external standard ofTSP [2,2,3,3-tetradeutero-3-(methylsilyl)-propionic acid, sodiumsalt] ~issolved in D2O and placed in a coaxial tube was used. The13C NMR spectra were obtained at probe temperature of 9SOC byusing a sample concentration of 600 mg of lignin sample in 3 ml ofdeuterated dimethylsulfoxide (DMSO). Spectra were obtained byusing 45° pulse width, 0.41 sec acquisition time, and 1 sec relaxationdelay. A total of 900) scans were collected for each spectrum. All13C chemical shifts were referenced to the resonance signal ofDMSO set to 39.5 ppm. The 13C NMR spectra were recorded with-out NOE, and no quantitative analysis of these spectra was per-
formed.
mal process of phenolic resin synthesis. Under properconditions, alkaline hydrolysis of industrial ligninsyield reactive degradation products useful for conden-sation reactions of phenolic resins (Enkvist et 01. 1962;Clark and Green 1968; Enkvist 1975). Another advan-tage of using alkaline hydrolysis to modify industriallignins is that the hydrolyzed products can be directlyused in phenolic resin synthesis.
Earlier interests in studying alkaline hydrolysis of lig-nin emphasized production of monomeric pheno.lics.In the present study, an attempt was made to modifypolymeric lignin molecules of a technical kraft ligninby various alkaline conditions. Some of the alkaline-hydrolyzed lignins were selected to replace part of thephenol in phenol-formaldehyde resin synthesis, andthe lignin-containing phenolic resins were evaluatedin the application of f\akeboard manufacture.
Materials and MethodsAlkaline hydrolysis
A southern pinc kraft lignin, Westvaco Indulin-AT in the powderform, was used. Kraft lignin 30% aqueous solution containing 15or 20% NaOH based on dry lignin were hydrolyzed in a Parr pres-sure reactor with presence of air at three maximum temperatures(170,200, and 25Q.C) for two reaction times (30 and 00 min). Onthe average, it took 20 min to raise the reaction from room temper-ature at 170°C, 23 min to 200.C, and 30 min to 250.C. At the endof the reaction, the mixture was cooled down to room temperaturcin 20 min by running cold water through the cooling loop in the reac-tor. A total of 12 hydrolysis reactions (Table 1) were performed.
Resin formulalion
Thc un hydrolyzed kraft lignin (Indulin-AT) and hydrolyzed ligninsobtained from reaction 10 and II (Table 1) were selected to preparelignin-containing resins. Two types of lignin-containing resins wereprepared. In the first type, 250 g of the selected lignin sample wasfirst hydroxymethylated as described earlier. At the end of the hy-droxymethylation reaction, the lignin mixture was cooled to about50°C, and an amount of a commercial PFresin (Borden PB-83) con-taining 250 g of solids was slowly added with vigorous mixing forabout 10 min before being cooled to room temperature. Finally, anadditional amount of NaOH was added so that the viscosity of theseblended resins was controlled below 500 cps for suitable spraying.To prepare the second type of resin, 250 g of the selected lignin sam-ple also was first hydroxymethylated. At the end of the hydro-xymethylation of lignin, 250 g of phenol (Kodak, practical), to-gether with 345 g of 37% formaldehyde solution, 22.5 g of NaOH,and 273 g of water, was added to the mixture. The mixture was al-lowed to react between 70 and 75°C for I hr. Ten grams more ofNaOH was added, and the temperature was rapidly raised to 95°C.As soon as the viscosity of the mixture reached about 500cps at25°C as determined by a Brookfield-LYFviscometer, 10 more gramsof NaOH was added, and the mixture was rapidly cooled to room
temperature.
Flakeboard manufacture and testing
The lignin-containing resins were evaluated by comparing with Bor-den PB-83 liquid PFresin. Resins were applied at a rate of7% resinsolids based on the oven dry weight of O.OI-mm-thick sweetgumlathe flakes. Mats were hand-felted in a 35.6 cm x 40.6 cm fonningbox. Boards with a thickness of 1.27 cm (0.5 inch) and a target den-sity of 0.7 g/cmJ were consolidated in the following manner: 175°Cplaten temperature, I min to closing, 5 min at the maximum pres-sure, 10 min total press time. The strength properties of flakeboardswere evaluated according to procedures described inASTM D 1037(1974). For accelerated aging tests. specimens were boiled in waterfor 2 hr, and values of linear expansion, percentage thickness swell,and wet modulus of rupture were measured immediately after boil-
ing.
Preparation of lignin samples
Hydrolyzcd lignin products were acidified with 0.5 N H~O4 to pH4. and the precipitated solids were collected by centrifugation. Thesolid mass was washed 3 times with distilled water and dried in avacuum oven at 45.C overnight.
Hydroxymethylation of isolated lignin samples was carried out inthe following manner. The lignin sample was dissolved in NaOH sol-ution. and formaldehyde solution (37%) at a molar ratio of 1 lignin(based on a molecular weight of 180) to 1.6 formaldehyde waspoured into the lignin solution. Thc mixture was adjusted withNaOH to pH 12 and refluxed at 70.C for 4 hr with constant stirring.At the end of the reaction. the mixture was acidified with 0.5 NH2SO4 to pH 4. and thc precipitate was centrifuged off. After wash-ing 3 times with distilled water. the hydroxymethylated lignin solidwas dried in a vacuum oven at45OC overnight.
Acetylation of lignin samples was performed by following a proce-dure described by Mansson (1983). The lignin samplc (200 mg) wasacetylated with a mixture of 1 ml acetic anhydride and 1 ml pyridinefor IS hr. Then. 1 ml of methanol and 8 ml of dichloromethane wereadded. and the mixturc was allowed to react for an additional 30min. The mixture was washed with HO (2M) and dried withNa2S0... and the solvents were evaporated by using a rotary
evaporator.
No effort was made to determine yields for acid precipitation. hy-droxymethylation. and acetylation of hydrolyzed lignins.
Gel permeation chromatography
The relative molecular weight distribution of alkali treated lignins

49Alkali Treated Kraft Lignin in FtakeboaTd ResinsVol. 45 (1991) No.
increasing severity of hydrolysis condition is mainlydue to decrease in pH during the reaction.
9i~
I
Results and Discussion
Alkaline hydrolysis of lignin
Within the range of NaOH usage investigated, thehighest workable concentration of Indulin-AT aque-ous solution was about 30%. Beyond this concentra-tion, the lignin solution became very viscous at roomtemperature. Table 1 shows changes in pH and viscos-ity of lignin solutions subjected to various hydrolysisconditions, and Figure 1 shows the relative moleculardistribution of selected hydrolyzed lignins.
With the exeption of reaction 6, the pH of the hyd-rolyzed lignins decreased, and the viscosity andweight loss increased, with increasing severity of thereaction condition. The exceptionally low viscosity ofreaction 6 product (15% NaOH, 250°C) is due to par-tial charring of the lignin, resulting in the productionof insoluble products. GPC study (Fig. 1) indicatedthat at the 15% NaOH usage level, the high-molecu-lar-weight fraction of the lignin increased with increas-ing reaction temperature. At the 20% NaOH usagelevel, however, the high-molecular-weight fraction de-creased with increasing reaction temperature. Fromthis GPC study, it seems that increase in viscosity with
0 20 40 80 80
mutioD Vola.. (mil
Fig. 1. Gel permeation chromatography of kraft lignin and alkalitreated lignins on Sephadex G-IOO-120 column with 0.1 N NaOHas solvent.
Table 1. Conditions of lignin hydrolysis reactions and propertics of hydrolyzed lignins
Viscositr)(cps)
NaOH')usage(Ofo)
Solidconlcnl
(%)
Solidloss(0;0 )
Max.temp.(OC)
Time atmax.temp.(min.)
ReactionpH
End Endlnit End Init. lnit
29.3 0IS 170 ~ 12.2 n.1. --- 131 29.3
1.012..2 11.6 2.1 238 29.2 28.915 170 120
1.1.': ~ 162 ~j 28.8 0): 15 200 30 JU
~ 475 28.8 28.0 2.1815 200 ~ 12.2 tl.'4"
28.8 28.5 1.041$ 250 30 12..2 10,7 22.3 getI]
631 307 29.1 27.4 4.80.$ 2.10 ~ 12.2 10.7 22;3
29.2 lJt13.5 .12.9 20 19 29.S20 110 60
2.6812.7 20 J9 29.8 29.08 20 170 120 .t';S
~ 16 ~2 28.6 2.0520 200 30 1.3.5 12.59
20 29.S 28.3 4.]0200 60 13.5 12.3 2010 20
~..9 21.r. 7.4013.$ .113 3) 84If 20 250 30
27.5 6.781).5 11;$ ~ 511X) 29.5n 20 250 wI) Based on the dry weight of lignin.2) Determined with a Brookfield-L VF viscometer at25OC.3) Charring of lignin occured.

HolzforschungM. Kuo, C.- Y. Hse and D.-H. Huangso
Table 2. Comparison of relative integrals of various NMR signals in the acetylated lignins (AL) and acetylated hydroxymethylated lignins
(AML) with TSP as an external standard
Increase ofR-OAc/OCH3
-OCH)
4.4-3.2ppm
cj)-Acetate
2.90-2.18ppm
R-Acetate2.18-1.40 ppm
Lignin samples
18.2(1.0)1) 9.6 (0.53) 15.3 (0.84)ALRtx 0INDULIN.AT 10.0 (0.55) ~.2 (1.11) (0.27)AML 18.2(1.0)
Rtx 115% NaCH170°C00 min.
18.2 (1.0) 10.0 (0.S9) 15.8 (0.87)AL
20.1 (1.10) (0.23)AML 18.3(1.0) 10.8(0.59)
Rtx 415% NaOH200"C&I min.
14.0 (0.76) 15.6(0.84)At 18.5 (1.0)
18.9(1.03) (0.19)18.4 (1.0) 13.9 (0.76)AML
Rtx 615% NaOH250°C60 min.
16.1 (0.99) 14.7(0.90)AL 16.3 (1.0)
not measured because of low solubilityAML
Rtx 720% NaGH170OCromin.
15.5 (0.85)18.2 (1.0) 11,1 (0..61)AL
11.0(O.~) 19.7 (1.~) (0.24)AMI 18.0(1.0)
RtxlO20% NaOH200°Cromin.
15.5 (0.85)18.2 (1.0) 13.5 (0.74)AL
(0.20)13.3 (0.74) 18.9(1.05)AML 18.0(1.0)
Rtx 1120"10 NaOH250.C30 min.
15.4(0.91) 13.9 (0.82)17.0(1.0)AL
(0.14).17.1(1.0) IS.1 (0.88) 16.4(0.96)AML
Rtx 1220% NaOH250OCromin.
15.9(1.03) 12.7(0.82)At 15,S(I,O)
not measured because of low solubilityAML
I) Values in parentheses are relative integrals with the value of -QCH3 as an internal standard in each lignin sample..
IH NMR spectra
IH NMR spectra of acetylated Indulin-AT and someof hydroyzed lignins are given in Figure 2. In the IHNMR spectra, signals at about 3.9, 2.3, and 2.0 ppmcorrespond to methoxyl group, aryl acetate, andaliphatic acetate, respectively. Integration of these sig-nals by using TSP as an external standard are shownin Table 2. Because hydrolyzed products of reactions6 and 12 had a very low CDCI3 solubility after hydro-xymethylation followed by acetylation, satisfactoryspectra could not be obtained from these samples. Al-though the IH NMR spectra were not highly resolved.Table 2 provides a close estimation of various hydro-lysis reactions. For example, Chen et al. (1985) foundthat 0.3 equivalent of HO-CH2 group/-OCH3 wasintroduced into the kraft lignin by the hydroxymethy-
lation reaction, and the corresponding value obtainedin this present study is 0.27.
Table 2 shows that the methoxyl contents of ligninsamples hydrolyzed at 170 and 200°C are nearly thesame as that of the unhydrolyzed kraft lignin. This re-sult indicates that little demethylation occurred whenthe kraft lignin was hydrolyzed with 15 and 20%NaOH at or below 200°C. Somedemethylation, how-ever, was observed when the kraft lignin was hyd-rolyzed at 250°C. The phenolic hydroxyl content ofthe hydrolyzed products, on the other hand, increasedwith increasing severity of hydrolysis conditions, indi-cating an increase in the cleavage of phenolic etherbonds with increasing reaction temperature. There-fore, the results indicate that aromatic methoxyl

Alkali Treated Kraft Lignin in Aakeboard Resins 51Vol. 45(1991) No.1
Table 3. 13C chemical shifts and resonance assignment (Kringstadand Morck 1983) selected for studying the effect of alkaline hydro-
lysis of lignin
IDCCI3 ~~
Chemical shifts (ppm) AssignmentA
~::
142127.712611685.5726158.5~~.829
1234S6789
10
~AA
~
A
1\~ ~
C4 with substituent on C5
CS, substitutedC5 in GC5-CSG biphenylsC5 with various side chain structures
~. ~aryl ethersC<l, ~aryl ethersy*CH2OHGCS-*CH2OHOCH)CH2 in GC5-CH2-CSG
10AL
10AMl
f\t1AL
Table 3 were selected for analyses. Assignments ofthese chemical shift signals are based on the study ofKringstad and M6rck (1983).
Kringstad and M6rck (1983) showed that the isolatedspruce lignin from fully pulped spent liquor containedminor amounts of ~-aryl ether structures. These ~arylether structures, shown by signals at about 85.5 and72 ppm in Figure 3, are found to be further reducedby alkaline hydrolysis of the kraft lignin. Cleavage of
A
~:..8 .:. S.I ~.8 3.8,.,."
Fag. 2. IH NMR spectra of some representative acetylated ligninsamples. Numbers and subscripts denote different lignins as listedin Table 2.
i'"
groups are more resistant to alkaline hydrolysis thanother types of aryl-alkyl ethers, i.e., f3-aryl ethers.
Table 2 also shows that the aliphatic hydroxyl contentof lignin samples hydrolyzed at 170 and 200°C is aboutthe same as that of the unhydrolyzed kraft lignin. Thisimplies that very little or no change in aliphatic hydro-xyl content occurred during alkaline hydrolysis at orbelow 200°C. Comparison of the aliphatic acetatecontent of acetylated samples with those of hydro-xymethylated and acetylated samples reveals thatamount of CH2OH groups introduced into ligninmolecules decreased with increasing severity of hydro-lysis condition. Because there is very little change inthe hydroxyl content of the side chain during alkalinehydrolysis below 200°C, reduction in the degree of hy-droxymethylation of hydrolyzed lignins must be dueto reduction in the available free C5 position in theguaiacyl moieties.
.-~~J~\~-;-;"';'" . . . "',
. ,
:~ ~~~,Jv\~-).""I';"JA oJ .~".~ ..I.
..: J",.I;i.~.;J..j ~
~~...J,\hI",,_..JJ ~
13C NMR spectra
Some of the 13C NMR spectra of lignin samples areshown in Figure 3. The solubility of the hydroxymethy-lated lignin obtained from reaction 12 was so low inDMSO that satisfactory spectrum of this sample couldnot be obtained. Chemical shift assignments listed in
F"IC. 3. 13C NMR spectra of some representativc lignin samples.Numbers denote conditions of alkaline hydrolysis as listed in TableI, and subscript M denotes hydroxymethylated lignin.
HolzforschungM. Kuo. C.-Y. Hse and D.-H. Huang52
59 ppm. The signal at 59 ppm, assigned toHOCHz-C5G (Kringstad and Morek 1983), providesthe evidence of the introduction of hydroxymethylgroups at GC5 positions. Hydroxymethylation of lig-nin also increased signal intensities at 142 and 127.7ppm. The increase in the intensity at these two signalsprovides a further evidence of the introduction of hy-droxymethyl groups at GC5 positions. In addition, hy-droxymethylation of lignin also reduced the signal in-tensity at 116 ppm, which has been assigned to freeGC5 with various side chain structures (Kringstad andMorek 1983). The fact that signal at 116 ppm was onlyreduced but not totally eliminated indicates that thehydroxymethylation of lignins is not quantitative.Marton et al. (1966) and Chen et al. (1985) also foundthat of 65 GC5/100 phenyl units in pine kraft lignin(Mansson 1983), only about 39 and 30 hydroxymethylgroups, respectively, could be introduced onto theGC5 positions by the hydroxymethylation reaction.
Resin formulation and flakeboard properties
Physical properties of two types of lignin-containingresins. both with a 50% phenol replacement. aregiven in Table 4. Resins of the first type (AO. AIO. andAll) are lignin-extended PF resins because they were
l3-aryl ether bonds is responsible for the increase inthe phenolic hydroxyl content of hydrolyzed lignins asshown earlier in the 1H NMR study.
The increase in the phenolic hydroxyl content, how-ever, presents no advantages in increasing the reactiv-ity of hydrolyzed lignins with formaldehyde owing tocondensation reaction at guaiacyl C5 positions. Evi-dences of guaiacyl C5 condensation are given bychanges in signal intensities at 142 and 127.7 ppm. Theintensity of these two signals increased with increasingseverity of alkaline hydrolysis of the kraft lignin, indi-cating an increasing degree of substitution at the GC5position. Hydrolysis of the kraft .lignin also caused aparallel increase in the intensity of signals at 126 and29 ppm, suggesting that GC5-C5G andGC5-CHz-C5G are two main types of guaiacyl C5substitutions. Because the increase in the signal inten-sity at 29 ppm is accompanied by a decrease at 60ppm, the CHz group in GC5-CHz-C5G may havecome from yCHzOH in the side chain. This type ofcondensation reaction has been identified as a majorcondensation reaction during alkaline pulping (Giereret af. 1976).
Hydroxymethylation of lignins with formaldehyde inalkaline solution resulted in a strong signal at about
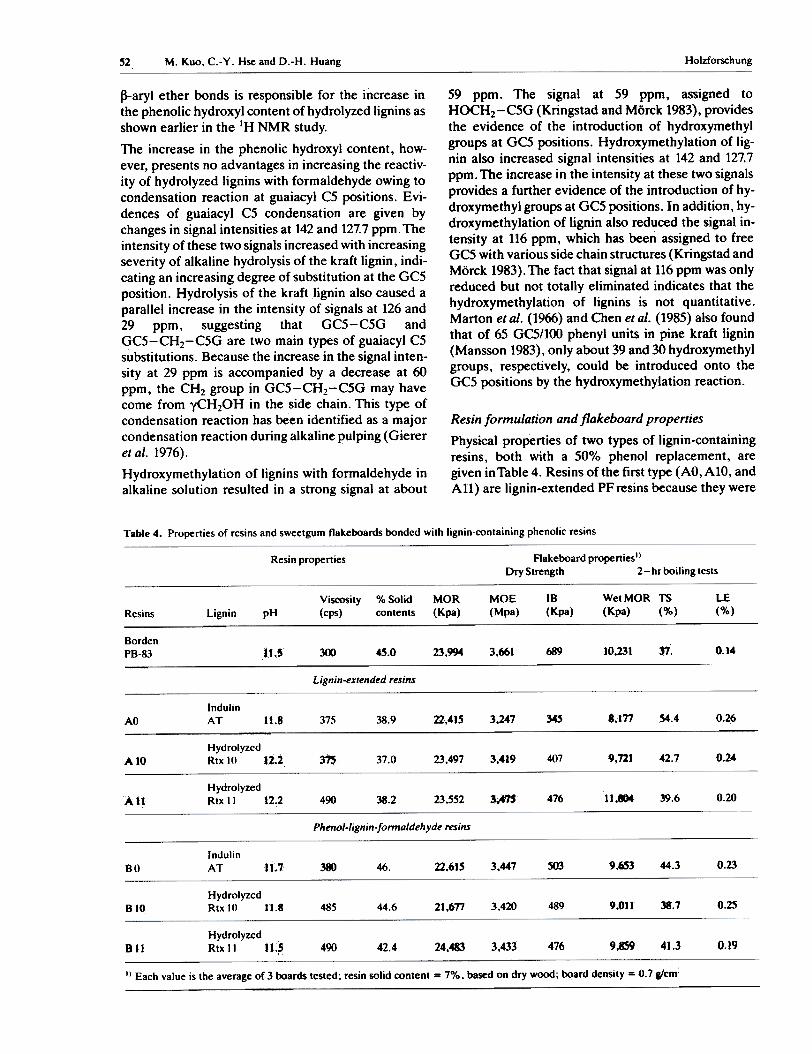
Table 4. Properties of rcsins and sweetgum f1akeboards bonded with lignin-containing phenolic resins
Resin properties Flakeboard propeniesl)Dry Strength 2 - hr boiling tests
Wet MOR TS(Kpa) (%)
LE(%)
MOR(Kpa)
MaE(Mpa)
IS(Kpa)
% Solidcontents
Viscosity(cps)pHResins Lignin
BordenPB-83 689 10,231 37. 0.1.4300 45.0 23 .994 3.661.
Jl,5
Lignin-extended resins
IndulinAT 0.263.247 34S 8..177 54.411.8 375 38.9 22,415AO
HydrolyzcdRtx 10 407 9,nl 42.7 0.24~2 m 37.0 23.497 3,419AtO
HydrolyzedRtx 11 11.804 39.6 0.2023,552 ~ 47612.2 490 38.2At~
Phenol-lignin-formaldehyde rtsins
IndulinAT 0.23SO3 9.653 44.3~ 22.615 3.4471).7 46.80
HydrolyzcdRtx )0 38j O.2S21.677 3.420 489 9.01f11.8 485 44.6810
HydrolyzedRtx II 4.1.3 0.193.433 476 9.85911~ 490 42.4 24.483811
I) Each value is the average of 3 boards tested; resin solid content = 7Ofo. based on dry wood; board density = 0.7 r/crn:
Alkali Treated Kraft Lignin in Flakeboard Resins 53Vol. 45 (1991) No.1
prepared by blending equal amounts of a commercialPF resin and hydroxymethylated lignins. The secondtype resins (BO, BIO, and BII), prepared by reactingequal amounts of lignin and phenol with formal-dehyde, can be considered as lignin-phenolcopolymeric resins.
800
Conclnsions
NMR studies indicated that, under the conditionsused, alkaline hydrolysis failed to increase the reactiv-ity of kraft lignin with formaldehyde. Although al-kaline hydrolysis increased the phenolic hydroxyl con-tent of kraft lignin, the increase in phenolic hydroxylcontent was accompanied by an unfavorable reduc-tion in free guaiacyl C5 positions due to the formationof GC5-C5G and GC5-CH2-C5G linkages. Forma-tion of GC5-C5G and GC5-CH2-C5G linkages in-creased, and degree of hydroxy methylation of kraftlignin with formaldehyde decreased, with increasingseverity of alkaline hydrolysis reaction.
Sweetgum fIakeboards bonded with lignin-based re-sins prepared at the 50% phenol replacement levelshowed a satisfactory bending strength. Boardsbonded with phenol-lignin-formaldehyde resins hadbetter internal bond strength and durability proper-ties than those bonded with lignin-extended PFresins.There is some advantage in using alkaline-hydrolyzedlignin as a PF resin extender, but this advantage wasnot observed in the synthesis of phenol-lignin-formal-dehyde resins.
~600
~"i.40 II)...c~...:cI-
..a.~
'0C0m
"ic.S
400
200
"' K) 8)
Resin Type
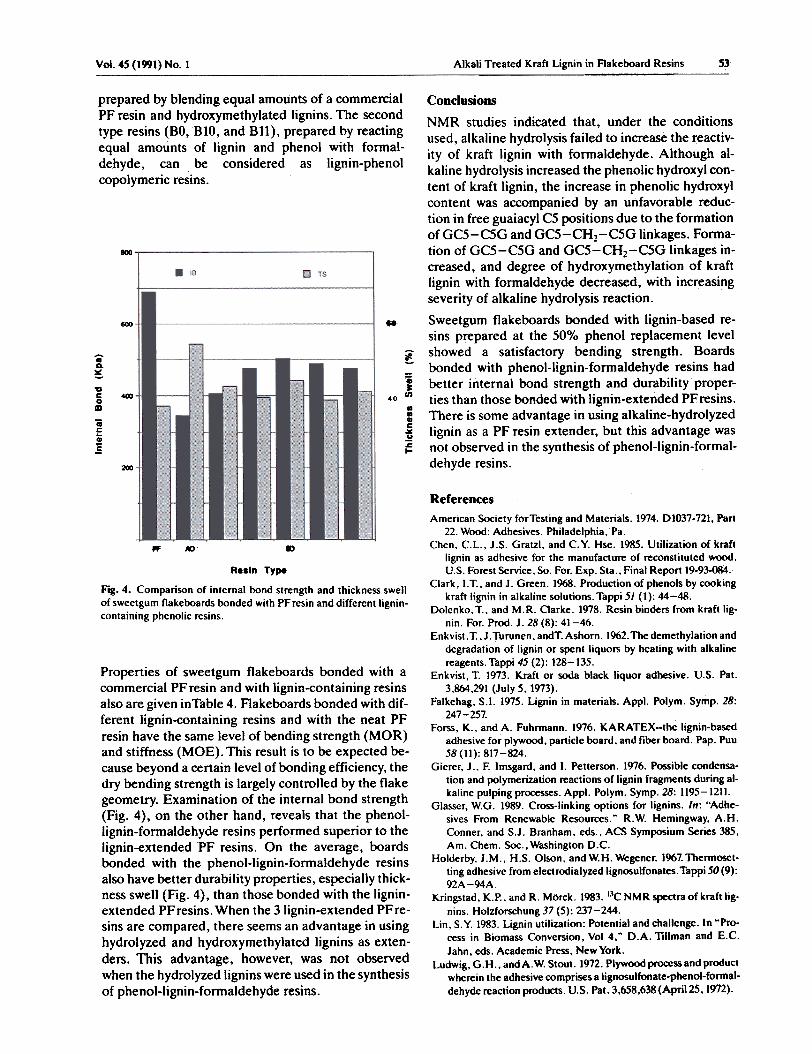
Fig. 4. Comparison of intcrnal bond strength and thickness swellof sweetgum flakeboards bonded with PF resin and different lignin-containing phenolic resins.
Properties of sweetgum flakeboards bonded with acommercial PFresin and with lignin-containing resinsalso are given inTable 4. Flakeboards bonded with dif-ferent lignin-containing resins and with the neat PFresin have the same level of bending strength (MaR)and stiffness (MaE). This result is to be expected be-cause beyond a certain level of bonding efficiency, thedry bending strength is largely controlled by the flakegeometry. Examination of the internal bond strength(Fig. 4), on the other hand, reveals that the phenol-lignin-formaldehyde resins performed superior to thelignin-extended PF resins. On the average, boardsbonded with the phenol-lignin-formaldehyde resinsalso have better durability properties, especially thick-ness swell (Fig. 4), than those bonded with the lignin-extended PFresins. When the 3 lignin-extended PFre-sins are compared, there seems an advantage in usinghydrolyzed and hydroxymethylated lignins as exten-ders. This advantage, however, was not observedwhen the hydrolyzed lignins were used in the synthesisof phenol-lignin-formaldehyde resins.
ReferencesAmerican Society forTesting and Materials. 1974. DIO37-721, Pan
22. Wood: Adhesives. Philadelphia,Pa.Chen, C.L., J.S. Gratzl, and C. Y. Hse. 1985. Utilization of kraft
lignin as adhesive for the manufacture of reconstituted wood.U.S. Forest Service, So. For. Exp. Sta., Final Report 19-93-084.
Clark, I. T., and J. Green. 1968. Production of phenols by cookingkraft lignin in alkaline solutions. Tappi 51 (1): 44-48.
Dolenko, T., and M.R. Clarke. 1978. Rcsin binders from kraft lig-nin. For. Prod. J. 28 (8): 41-46.
Enkvist. T., J. Turunen, andT. Ashom. 1962. The demethylation anddcgradation of lignin or spent liquors by heating with alkalinereagents. Tappi 45 (2): 128-135.
Enkvist, T. 1973. Kraft or soda black liquor adhesive. U.S. Pat.3,864,291 (July 5, 1973).
Falkehag, S.I. 1975. Lignin in materials. Appl. Polym. Symp. 28:247-257.
Forss, K., and A. Fuhrmann. 1976. KARATEX--thc lignin-basedadhesive for plywood, panicle board, and fiber board. Pap. Puu58(11): 817-824.
Gierer, J., F. Imsgard, and I. Petterson. 1976. Possible condensa-tion and polymerization reactions of lignin fragments during al-kalinc pulping processes. Appl. Polym. Symp. 28: 1195-1211.
Glasser, W.G. 1989. Cross-linking options for lignins. In: "Adhe-sives From Renewable Resources." R. W. Hemingway, A.H.Conner, and S.J. Branham, eds., ACS Symposium Series 385,Am. Chern. Soc., Washington D.C.
Holderby, J.M., H.S. Olson, andW.H.Wegener. 1967. Thermoset-ting adhesive from electrodialyzed lignosulfonates. Tappi 50 (9):92A-94A.
Kringstad, K.P., and R. Morck. 1983. 13C NMR spectra of kraft lig-nins. Holzforschung 37 (5): 237-244.
Lin, S. Y. 1983. Lignin utilization: Potential and challenge. In "Pro-cess in Biomass Conversion, Vol 4," D.A. Tillman and E.C.Jahn, cds. Academic Press, New York.
Ludwig, G.H., andA. W. Stout. 1972. Plywood process and productwherein the adhesive comprises a lignosulfonate-phenol-formal-dehyde reaction products. U.S. Pat. 3,658,638 (April 25, 1972).

,. M. Kuo, C.- Y. Hse and D.-H. Huang Holzforschung
Roffael, E., andW. Rauch. 1971. Production of particleboards usingblack liquor as binder. 11. A new and fast method for the produc-tion of particleboards. Holzforschung 25 (5): 149-155.
Roffael, E., and W. Rauch. 1972. Production of particleboardsusing black liquor as binder. 111. Possibilities of shortening thepost-thermal treatment for sulfite liquor bonded particleboardsof 9 mm thickness. Holzforschung 26 (6): 197-202.
Roffael, E., and W. Rauch. 1973. Production of particleboardsusing black liquors as binder. IV. Use of sulfite liquor combina-tion with alkaline phenolic resins. Holzforschung 27 (6):215-217.
Lundquist, K. 1970. Acid degradation of lignin. II. Separation andidentification of low molecular weight phenols. Acta Chern.Scand., 24 (3): 889-907.
Mansson, P. ]983. Quantitative determination of phenolic and totalhydroxyl groups in lignins. Holzforschung 37 (3): 143- ]46.
Marton, J., T. Marton, and S.I. Falkehag. ]966. Alkali-catalyzedreactoins of formaldehyde with lignins. Adv. in Chern. Series 59,Am. Chern. Soc., Washington D.C.
Muller, P.C., S.S. Kelly, andW.G. Glasser. 1984. Engineering plas-tics from lignin. IX. Phenolic resin synthesis and characteriza-tion. J. Adhesion 17: 185-2~.
Nimz, H.H. 1983. Lignin-based wood adhesives. In: "WoodAdhe-sives - Chemistry and Technology,~ A. Pizzi, ed., Marcel
Dekker, New York.