antologia administracion de operaciones.docx
TRANSCRIPT

Ingeniería Industrial [Administracion De Operaciones]
Antología de Administración de
operaciones II
ITSPR 1

Ingeniería Industrial [Administracion De Operaciones]
Introducción
La administración de operaciones es el estudio de la toma de decisiones en la función de operaciones. La función de Operaciones consiste de todas las operaciones directamente relacionadas a la producción de bienes o servicios. Es decir no solo está orientada a operaciones de manufactura y ensamblado que son orientadas a productos sino también a otras áreas como salud, transporte, restaurantes, y comercialización que son orientadas a los servicios. La esencia de la función de operaciones es agregar valor durante el proceso de transformación. La función de Operaciones
Acelerar el tiempo que toma la producción de nuevos bienes Desarrollar sistemas de producción flexibles para permitir la personalización
masiva de productos y servicios Administrar redes de producción globales Desarrollar e integrar nuevas tecnologías de procesos en los sistemas de
producción existentes Obtener una alta calidad rápidamente y conservarla en una reestructuración Administrar una fuerza laboral diversa Adaptarse a las restricciones ambientales, las normas éticas y las
reglamentaciones gubernamentales
Objetivos generales del curso
Conocer y aplicar los conceptos y las técnicas para elaborar los planes y programas de producción y para controlar su ejecución de acuerdo a lo programado.
Elaborar programas de abastecimiento de los materiales requeridos para la producción, en las cantidades y en el momento requerido, que permitan la reducción de los costos relacionados con los inventarios.
Elaborar programas de cargas de máquinas y horarios de trabajo del personal.
ITSPR 2

[Administracion De Operaciones] Ingeniería Industrial
ADMINISTRACIÓN DE OPERACIONES
INTRODUCCIÓN 2
UNIDAD I PLANEACIÓN AGREGADAPlaneación agregada 5Pasos de la planeación agregada 6Método de gráficos y cuadros 8Planes agregados 10Problemas 15Modelo de transporte para la planeacion agregada 18
UNIDAD II PROGRAMA MAESTRO DE LA PRODUCCIÓNProgramación maestro de la producción 25Planeación aproximada de capacidad 28
UNIDAD III PROGRAMACIÓN DE LA PRODUCCIÓN Y ASIGNACIÓN PERSONALProgramación de la producción y asignación personal 35Graficas de Gantt de operaciones de manufactura 36Método de asignación 36
UNIDAD IV MONITOREO Y CONTROL DE OPERACIONESReglas de prioridad 42Índice Critico 48
UNIDAD V PLANEACIÓN DE REQUERIMIENTOS DE MATERIALESPlaneación de requerimiento de materiales 50Ejemplos del sistema MRP 51MRP con EOQ 59Ejemplos del sistema MRP con EOQ 59
UNIDAD VI JUSTO A TIEMPOJusto a tiempo 64Variabilidad 64Las siete mudas 65Sistema Pull 67Problemas 69
ITSPR 3

[Administración de operaciones] Ingeniería Industrial
UNIDAD I. PLANEACIÓN AGREGADA
1.1 Definición
Proceso de proporcionar un esquema de capacidad de producción a mediano plazo, apoyada mediante un pronóstico de ventas. Es importante ya que provee la instalación a plena carga, de una capacidad adecuada para la producción y un plan para el cambio ordenado y sistemático de la capacidad de producir para cumplir con los picos o valles “escasez o alta demanda” de la demanda esperada de la gente.
Se puede definir como un enfoque para determinar cantidades y tiempos de producción para un futuro intermedio de 3 a 18 meses de anticipación (Heizer, 2003).
La planeación agregada involucra la combinación adecuada de los recursos de la empresa, siendo esta combinación de unenfoque global o general. El proceso de planeación agregada es la toma de decisiones acerca de la capacidad a mediano plazo ( de 3 meses a 3 años), sin entrar en detalles específicos de productos, partes o gente.
El plan agregado de producción es el paso previo de programamaestro de producción y su finalidad es encontrar el balance óptimo entre las opciones de capacidad y las opciones de demanda.
1.2 Plan agregado de producción
Un plan agregado combina (“agrega”) los recursos adecuados para seleccionar el nivel de la producción, Proporciona la cantidad y el momento adecuado de producción para un futuro intermedio normalmente, de 3 a 18 meses. Se suele expresar en unidades corrientes: como por ejemplo: horas, dólares. (Monks, 2000)
Obtener la máxima producción de los recursos disponibles, ya que es importante cuando se obtienen recursos escasos.
1.3 Pasos De La Planeación Agregada
1. Se inicia con un propósito de ventas para cada producto que indique las cantidades a venderse en cada periodo durante un horizonte de planeación.
2. Localice todos los pronósticos de servicios y productos individuales en una demanda agregada. Si los productos no se pueden sumar por tratarse de unidades distintas, se debe seleccionar un conjunto o unidad en común que permita que los pronósticos se puedan sumar y vincular con la capacidad de producción.
ITSPR 4

[Administración de operaciones] Ingeniería Industrial
3. Transforme la demanda agregada en trabajadores, máquinas y otros elementos de la capacidad de producción.
4. Desarrolle esquemas alternativos para suministrar la capacidad necesaria de producción para ayudar la demanda agregada.
5. Seleccionar de entre las alternativas el plan de capacidad que satisfaga a la capacidad de la demanda agregada y cumpla mejor con los objetivos de la organización.
1.4 Estrategias a utilizar en un plan agregado
Las opciones de capacidad y demanda pueden cada una producir un plan factible de cumplimiento a la demanda pronosticada. Lo que mejor funciona es una combinación de estas opciones, lo cual genera una estrategia mixta.
Opciones De Capacidad
1. Cambiar los niveles de existencia de los inventarios.2. Variar el tamaño de la plantilla contratando o despidiendo
temporalmente.3. Variar las tasas de producción mediante horas extra o aprovechando las
horas de inactividad.4. Subcontratar (compañías).5. Utilizando empleados a tiempo parcial.
Opciones De Demanda
1. Influir sobre la demanda.2. Retener pedidos durante periodos de demanda alta.3. Combinación de productos y servicios con ciclos de demanda
complementaria.
Opciones Mixtas
Es una combinación de los tipos de plan, y estos a su vez se pueden sustituir en una estrategia de alcance o bien en una programación equilibrada. Una estrategia de alcance busca conseguir niveles de producción que igualen el pronóstico de la demanda.
Estrategia De Equilibrio
Busca mantener una salida constante de la tasa de producción manteniendo la producción diaria en forma.
1.5 Métodos para la resolución de problemas de planeación agregada
Los métodos disponibles para la planeación agregada son:
ITSPR 5

[Administración de operaciones] Ingeniería Industrial
1. Enfoque intuitivo. Este enfoque no es muy usado dado la complejidad de patrones encontrados en los pronósticos de demanda, sobre todo si se habla de múltiples productos y localidades.
2. Métodos gráficos. Estos son los más usados ya que son fácilmente estandarizables y son capaces de manejar patrones de demanda muy complejos.
3. Métodos matemáticos. Estos se usan en industria cuya demanda ya es muy conocida y se puede modelar matemáticamente, tal es el caso de la cerveza o el cigarro.
Métodos De Gráficos Y Cuadrados
Funciona con pocas variables y se utiliza para comparar la capacidad pronosticada con la existencia.
Procedimiento
Determinar la tasa de demanda de cada periodo Determinar la capacidad que se tiene en horario regular, en horas extra y
mediante subcontratación Encontrar los costos de mano de obra, contratación, despido y
almacenamiento. Considerar cual es la política de la empresa referentes a la fuerza laboral
y al capital de trabajo (niveles deinventarios). Presentar planes alternativos, examinar los costos reales.
Ejemplo
En base a la tabla siguiente, desarrolle el paln agregado de producción utilizando el método de graficos y cuadros
Mes DemandaAcumulada
DemandaEsperada
Ene 900 900Feb 1,600 700Mar 2,400 800Abr 3,600 1,200May 5,100 1,500Jun 6,200 1,100
6,200
Solución
Mes Días deProducción
DemandaDiaria
Demanda DiariaAcumulada
ENE 22 900/22= 41 41FEB 18 39 80MAR 21 38 118ABR 21 57 175
ITSPR 6

[Administración de operaciones] Ingeniería Industrial
MAY 22 68 243JUN 20 55 298
124
Requerimiento Promedio=Demanda EsperadaNúmero de Días de Producción
Requerimiento Promedio=6200124
=50 unidades diarias
ITSPR 7

[Administración de operaciones] Ingeniería Industrial
DESARROLLO DE PLANES AGREGADOS
PLAN 1.- Mantener una mano de obra constante durante el periodo de 6 meses, acumulando inventario durante el periodo de poca demanda y agotándolos en periodos de mayor demanda.
Mes Producción DemandaInventario
InicialInventario
FinalEnero 1100 900 0 200
Febrero 900 700 200 400Marzo 1050 800 400 650Abril 1050 1200 650 500Mayo 1100 1500 500 100Junio 1000 1100 100 0
1850
Solución Costo de almacenamiento $ 5 dls/unidad/mes(1850)($5) = $9,250
Total de dias trabajados = 124 días
10 obreros (5 unidades/turno/obrero) Costo $ 5 dls/hr10 = obreros 8=hrs
5=unidades 124=días
Costo de la mano de obra = (10)(5*8)(124) = $49,600
Costo total = $58,850dls. (49,600 + 9,250)
PLAN 2.- Mantener una mano de obra de acuerdo al mes con menor demanda diaria y en caso de que no se pueda cubrir la demanda, se subcontrataran las unidades.
_ 6,200 demanda normal (38*124) = 4,712
1,488 unidades
10 dls/hr
Costo de subcontratación = (1,488)(10) = $14,880
ITSPR 8

[Administración de operaciones] Ingeniería Industrial
Costo de mano de obra = (8*40)(124) = $39,680
Costo total $54,560 dls
PLAN 3.- supone variar el tamaño de la mano de obra contratando o despidiendo cuando sea necesario.
10 unidades – 16 hrs. 1.6 *5 = $8 dls. 1 unidad -- 1.6 hrs.
Mes Pronostico CostoProducción
CostoAumentar
CostoDismunuir
CostoTotal
ENE. 900 $ 7,200 $ 7,200FEB. 700 $ 5,600 $ 3,000 $ 8,600MAR. 800 $ 6,400 $ 1,000 $ 7,400ABR. 1200 $ 9,600 $ 4,000 $13,600MAY. 1500 $ 12,000 $ 3,000 $15,000JUN. 1100 $ 8,800 $ 6,000 $14,800
$66,600 COSTO TOTAL $66,600dls.
PLAN 4.- Emplear 8 trabajadores y utilizar hora extra cuando se necesite. Costo de la hora extra $ 7 dls. La hora. (40*20) (20*7) (880*8)
MES PRONOST. DIAS PRODUCC.MES
INVENT. COSTOHR.EXTRA
COSTOPRODUCC.
COSTOTOTAL
ENE 900 22 880 20 $ 140 $ 7,040 $ 7,264FEB 700 18 720 20 ---- $ 5,760 $ 5,760MAR 800 21 840 60 ---- $ 6,720 $ 6,720ABR 1,200 21 840 300 $ 2,100 $ 6,720 $10,080MAY 1,500 22 880 620 $ 4,340 $ 7,040 $13,984JUN 1,100 20 800 300 $ 2,100 $ 6,400 $ 9,760 1,240 $39,680 $53,568
CADA TRABAJADOR PRODUCE 5 UNIDADES AL DÍAUnidades trabajadores
5 * 8 = 40 unidades/día
LA PRODUCCIÓN AL MES(40 unidades/día) 40 * días 40 * 22 = 880
ITSPR 9

[Administración de operaciones] Ingeniería Industrial
COSTO DE PRODUCCIÓN (lo que se produce con los 8 trabajadores)Produce. Mes * 8 trabajadores
880 * 8 = $ 7,040
COSTO TOTALCosto hr.extra * tiempo en que se realiza * costo produce. una unidad ( 140 * 1.6 * 7,040 ) = $ 7,264
COSTO TOTAL DEL PLAN (53,568 + 400) =$ 53,968
En el inventario cuesta $5 dls de almacenamiento por unidad; en este caso en el mes de febrero y marzo se almacenaron 80 unidades.(20 + 60) = 80
(80 * 5) = 400
PLAN 5.- Mantener una mano de obra fija con 7 empleados y todo lo demás de subcontratación.
(770*8)
MesPronostico Días Producción Subcontratación Costo
ProducciónCostoInvent.
ENE 900 22 770 130 $ 6,160 $ 1,300
FEB 700 18 630 70 $ 5,040 $ 700
MAR 800 21 735 65 $ 5,880 $ 650
ABR 1,200 21 735 465 $ 5,880 $ 4,650
MAY 1,500 22 770 730 $ 6,160 $ 7,300
JUN 1,100 20 700 400 $ 5,600 $ 4,000 $34,720 $18,600
5 unidades * 7 empleados = 35 unidades/día
COSTO INVENT. ($10 * subcontratación) 10 * 130 = $ 1,300
COSTO TOTAL= COSTO PRODUCC. + COSTO INVENT. 34,720 + 18,600 = 53,320
COSTO TOTAL DEL PLAN $53,320dls.
ITSPR 10

[Administración de operaciones] Ingeniería Industrial
PROBLEMAS ADICIONALES
1.-La presidenta de Daves Enterprise, Carla Daves, prevé las necesidades de demanda agregada de la empresa durante los próximos 8 meses de la siguiente manera:
Enero 1,400 Febrero 1,600 Marzo 1,800 Abril 1,800 Mayo 2,200 Junio 2,200 Julio 1,800 Agosto 1,400
Su director de operaciones está considerando un nuevo plan, que comenzará en Enero con 200 unidades y terminará con un inventario de 0. El coste por las ventas perdidas es de $100 por unidad. El coste de almacenamiento de $20 por unidad por mes. Ignore cualquier coste de tiempo inactivo. Plan denominado PLAN A: varíe el nivel de la mano de obra para ejecutar una estrategia de alcance y así producir la cantidad demandada en el mes anterior. La demanda y la tasa de producción de diciembre son ambas de 1600 unidades por mes. El coste de contratación de operarios es de $5,000 por cada 100 unidades. El coste de despedir a los empleados es de $7,500 por cada 100 unidades. Evalúe este plan.
CONTRATACIÓNMES PRODUCC. DEMANDA AUMENTA DISMINUYE COSTOENE 1,600 1,200 ---- 400 $ 30,000FEB 1,200 1,600 400 ---- $ 20,000MAR 1,600 1,800 200 ---- $ 10,000ABR 1,800 1,800 ---- ---- ----------MAY 1,800 2,200 400 ---- $ 20,000JUN 2,200 2,200 ---- ---- ----------JUL 2,200 1,800 ---- 400 $ 30,000AGO 1,800 1,400 ---- 400 $ 30,000
14,200 $140,000
COSTO TOTAL DEL PLAN $140,000
ITSPR 11

[Administración de operaciones] Ingeniería Industrial
2.-Utilizando la información del problema anterior, desarrolle un Plan B. Produzca una tasa constante de 1,400 unidades al mes que satisfaga la demanda mínima. Utilice entonces la subcontratación con un coste adicional de 75 dólares por unidad. Evalúe este plan computando los costes de Enero a Agosto.
MES DEMANDAUNIDADES
PRODUCIDASPIEZAS
SUBCONT.COSTO DESUBCONT.
PIEZAS EN ALMACEN
ENE 1,400 1,400 0 0 $4,000
FEB 1,600 1,400 200 0
MAR 1,800 1,400 400 30,000
ABR 1,800 1,400 400 60,000
MAY 2,200 1,400 800 60,000
JUN 2,200 1,400 800 30,000
JUL 1,800 1,400 400 0
AGO 1,400 1,400 0
11,200 $210,000 $ 4,000
11,200 * 1.6 hrs = 17,92017,920 * 5 dls = $ 89,600
Costo de subcontratar =$ 210,000Piezas en almacenamiento $ 4,000$89,600 $ 303,600
COSTO DE PRODUCCIÓN $ 303,600
ITSPR 12

[Administración de operaciones] Ingeniería Industrial
3.-Desarrolle otro plan para el fabricante mexicano de materiales para tejados, para este plan, que llamaremos Plan 5, la empresa quiere mantener una mano de obra constante de 6 empleados, y pagar horas extra para hacer frente a la demanda. ¿Es preferible este plan?
MES DEMANDADÍAS DE
PRODUCCIÓNPRODUCCIÓN
POR MESHORASEXTRA
ENE 900 22 660 240
FEB 700 18 540 160
MAR 800 21 630 170
ABR 1,200 21 630 570
MAY 1,500 22 660 840
JUN 1,100 20 600 500
3,720 2,480
3,720 * 1.6 Horas = 5,9525,952 * (5) = $29,760
2,480 * 1.6 Horas = 3,9683,968 * 7 = $27,776
$29,760+$27,776 $57,536
COSTO TOTAL $57,536
ITSPR 13

[Administración de operaciones] Ingeniería Industrial
MODELO DE TRANSPORTE PARA PLANEACIÓN AGREGADA
Este método es una adecuación del método de transporte de programación lineal. Este no es una prueba de ensayo-error, sino que proporciona un plan óptimo que minimice los costos y pueda sacar toda la capacidad necesaria para igualar la demanda.
EJEMPLO:
La empresa de llantas Michelinea desarrollado diferentes datos que relacionan la demanda, la capacidad y los costos de su fábrica. Estos datos se muestran en la tabla siguiente:
MARZO ABRIL MAYODEMANDA 800 1,000 750CAPACIDADHRS. DISPONIBLES REGULARES 700 700 700HRS. EXTRA DISPONIBLES 50 50 50HRS. SUBCONTRATADAS 150 150 130INVENTARIOINICIAL
100
COSTOHORA REGULAR $40 POR UNIDAD HORA EXTRA $50 POR UNIDAD HORA SUBCONTRATADA $70 POR UNIDAD COSTO POR MANTENER EN INVENTARIO $2 POR UNIDAD POR MES
ITSPR 14
1
4
5
2
3
Puntos de Producción Clientes
XijCij
XijCij
XijCij
XijCij
XijCij
XijCij

[Administración de operaciones] Ingeniería Industrial
MARZO ABRIL MAYO4°
PERIODOFICTICIO
INVENT. INICIAL
100 0 2 4 0 100
TR1 700 40 42 44 0 700
TE1 50 50 52 54 0 50
TS1 70 15072 74 0 150
TR2 700 40 42 0 700
TE2 5050 52 0 50
TS2 5070 72 0 100
TR3 700 40 0 700
TE3 50 50 0 50
TS3 70 0 130
DEMANDA 800 1,000 750 2302780
2550
COSTO TOTAL = (100)(0) +700(40) +50(52) + 150(72) + 700(40) + 50(50) +70(50) + 700(40) + 50(50) + 100(0) + 130(0) = 105,900
ITSPR 15

[Administración de operaciones] Ingeniería Industrial
Una fábrica ha preparado los datos de producción, demanda, costos e inventario como se muestra en la tabla siguiente. Asigne la capacidad de producción necesaria para satisfacer la demanda con un costo mínimo.
Periodo Hrs. Regulares
Hrs. Extra Subcontratación
Demanda
1 300 50 200 4502 400 50 200 5503 450 50 200 750
OTROS DATOS:* Inventario inicial 50 unidades* Costo por unidad en hrs. Regulares $50 dls.* Costo por unidad en hrs. Extra $65 dls.* Costo por unidad de subcontratación $80 dls.*Costo de almacenamiento $ 1 dls.*Costo de pedido $ 4 dls.
Periodo 1
Periodo 2
Periodo 3
Ficticio
Inv. Inicial 50 0 1 2 0
Primer periodo
T.r.1 300 50
51 52 0
T.e.1 50 65 66 67 0
T.s.1 300 80 81 82 150 0
Segundo periodo
T.r.2 50 54 400 50 51 0
T.e.2 50 69 50 65 66 0
T.s.2 84 100 80 50 81 100-50 0
Tercer periodo
T.r.3 58 54 450 50 0
T.e.3 73 69 50 65 0
ITSPR 16

[Administración de operaciones] Ingeniería Industrial
PERIODO 1 PERIODO 2 PERIODO 3 FICTICIO TOTAL
INV. INICIAL
50 0 1 2 0 50
T.R.1 300 50 51 52 0 300
T.E.1 50 65 66 67 0 50
T.S.1 300 80 81 82 150 0 200
T.R.2 50 54 400 50 51 0 400
T.E.2 50 69 50 65 66 0 50
T.S.2 84 100 80 50 81 100-50 0 200
T.R.3 58 54 450 50 0 450
T.E.3 73 69 50 65 0 50
T.S.3 88 89 200 800
200
TOTALES 450 550 750 2001950
1950
COSTO TOTAL $99,300.00
ITSPR 17

[Administración de operaciones] Ingeniería Industrial
Considere el siguiente problema de planeación agregada para un trimestre:
Tiempo regular
HorasExtra
Subcontratación
Capacidad deProducción. Por mes
1,000 200 150
Coste de producción por unidad
$5 $7 $8
Suponga que no existe inventario inicial y que la demanda prevista es de 1,250 unidades en cada uno de los 3 meses. El coste de almacenamiento es de $1 dólar/unidad/mes. Resuelva mediante el método de transporte de la programación lineal.
PERIODO1 PERIODO2 PERIODO3 FICTICIOT. REG 1 1,000 5 6 7 1,000
T. EXT 1 200 7 8 9 200
T. SUB 1 50 8 9 10
100 150
T. REG 2 1,000 5 6
1,000
T. EXT 2 200 7 8
200
T. SUB 2 50 8 9 100 150
T. REG 3 1,000 5 1,000
T. EXT 3 200 7 200
T. SUB 3 50 8 100 150
DEMANDA 1,250 1,250 1,250 300 4,050 3,750
COSTO TOTAL = $ 20,400 DOLARES
ITSPR 18

[Administración de operaciones] Ingeniería Industrial
Un fabricante israelí de unidades portátiles para diálisis de riñón y otros productos médicos, ha desarrollado un plan agregado para 4 meses. La demanda y la capacidad (en unidades) se estiman a continuación:
MES 1 MES 2 MES 3 MES 4HR. REGU 235 255 290 300HR. EXTRA 20 24 26 24SUBCONT. 12 15 15 17DEMANDA 255 294 321 301
Costo horas regulares $985Costo horas extra $1,310Costo subcontratación $1,500Costo de almacén $100unidad/mesNO HAY INVENTARIO INICIAL NI FINAL
PERIODO 1 PERIODO2 PERIODO3 PERIODO4 FICTICIO
T.R.1 235 985 1085
1185 1285 235
T.E.1 20 1,310 1410
1510 1610 20
T.S.1 1,500 1600
1700 1800 12 12
T.R.2 255 985
1085 1185 255
T.E.2 24 1310
1410 1510 24
T.S.2 15 1500
1600 1700 15
T.R.3 290 985 1085 290
T.E.3 26 1310 1410 26
T.S.3 5 1500 1600 10 15
T.R.4 300 985 300
T.E.4 1 1310 23 24
T.S.4 1500 17 17
DEM. 255 294 321 301 62 1,2331,171
COSTO TOTAL = $1’186,810
ITSPR 19

[Administración de operaciones] Ingeniería Industrial
UNIDAD II. PROGRAMACIÓN MAESTRA DE PRODUCCIÓN
PROGRAMA MAESTRO DE PRODUCCIÓN
Este tipo de programa se encarga de coordinar la cantidad y el tiempo de los artículos finales a producirse a lo largo de un horizonte histórico de planeación. Se le conoce como MPS ò PMP. Cada gerente revisa el pronóstico de mercado semanalmente; los pedidos de los clientes, los niveles de inventario, la carga de las instalaciones y la información de capacidad desarrollando un plan de producción futura de los productos terminados durante unas cuantas semanas o hasta varios meses. (Gaither, 2006)
Objetivo del PMP
La capacidad de producción está limitada con el plan de capacidad agregado, el PMP toma esta capacidad de producción determinada por el plan agregado y la asigna a pedidos de productos finales con dos objetivos:
1. Programar productos terminados para que sean elaborados con rapidez y se entregue de acuerdo al compromiso que se establece con el cliente.
2. Evitar una sobrecarga o subcarga de las instalaciones de producción de tal manera que toda la capacidad de producción sea utilizada con eficiencia y a un bajo costo.
Las horas de ensamble final que son realmente requeridas se les conocen como carga. Si existe sobrecarga cuando se programa demasiada producción y no existe la suficiente capacidad para completar el PMP y existe una subcarga cuando la programación de producción no puede cargar completamente a la instalación.
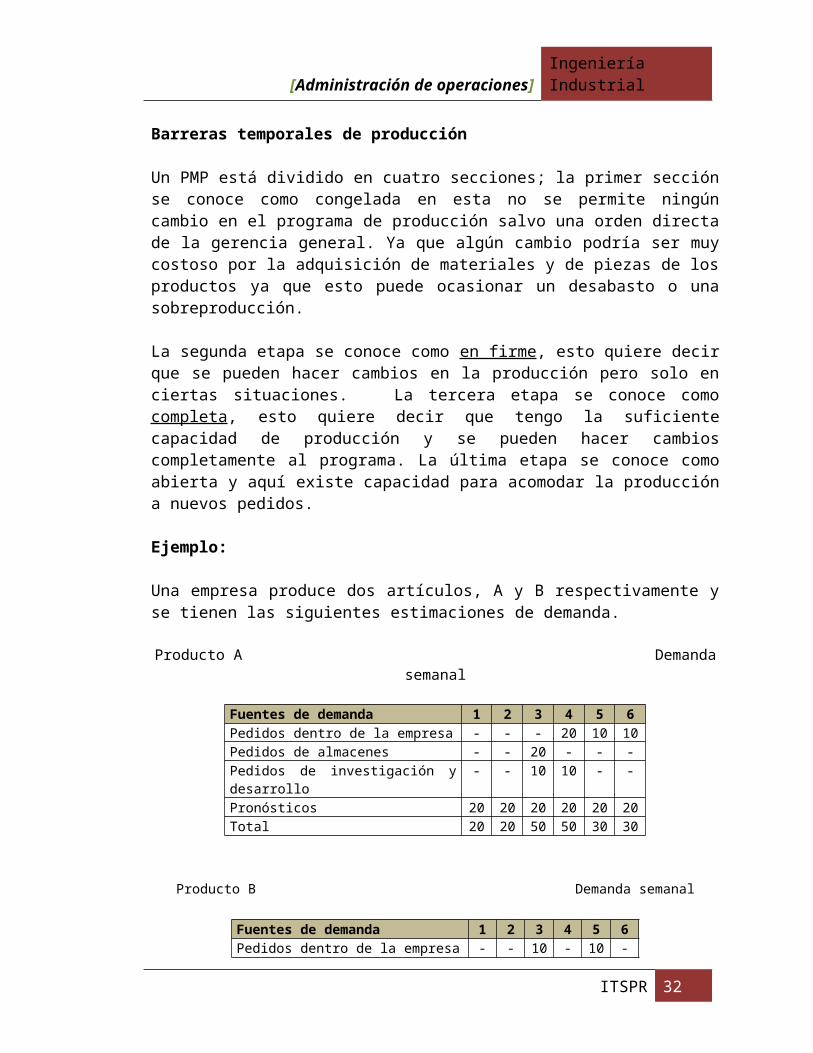
Barreras temporales de producción
Un PMP está dividido en cuatro secciones; la primer sección se conoce como congelada en esta no se permite ningún cambio en el programa de producción salvo una orden directa de la gerencia general. Ya que algún cambio podría ser muy costoso por la adquisición de materiales y de piezas de los productos ya que esto puede ocasionar un desabasto o una sobreproducción.
La segunda etapa se conoce como en firme, esto quiere decir que se pueden hacer cambios en la producción pero solo en ciertas situaciones. La tercera etapa se conoce como completa, esto quiere decir que tengo la suficiente capacidad de producción y se pueden hacer cambios completamente al programa. La última etapa se conoce como abierta y aquí existe capacidad para acomodar la producción a nuevos pedidos.
ITSPR 20

[Administración de operaciones] Ingeniería Industrial
Ejemplo:
Una empresa produce dos artículos, A y B respectivamente y se tienen las siguientes estimaciones de demanda.
Producto A Demanda semanal
Fuentes de demanda 1 2 3 4 5 6Pedidos dentro de la empresa - - - 20 10 10Pedidos de almacenes - - 20 - - -Pedidos de investigación y desarrollo - - 10 10 - -Pronósticos 20 20 20 20 20 20Total 20 20 50 50 30 30
Producto B Demanda semanal
Fuentes de demanda 1 2 3 4 5 6Pedidos dentro de la empresa - - 10 - 10 -Pedidos de almacenes - - - 20 - -Pedidos de investigación y desarrollo - - - - 10 10Pronósticos 30 30 30 20 20 20Total 30 30 40 40 40 30
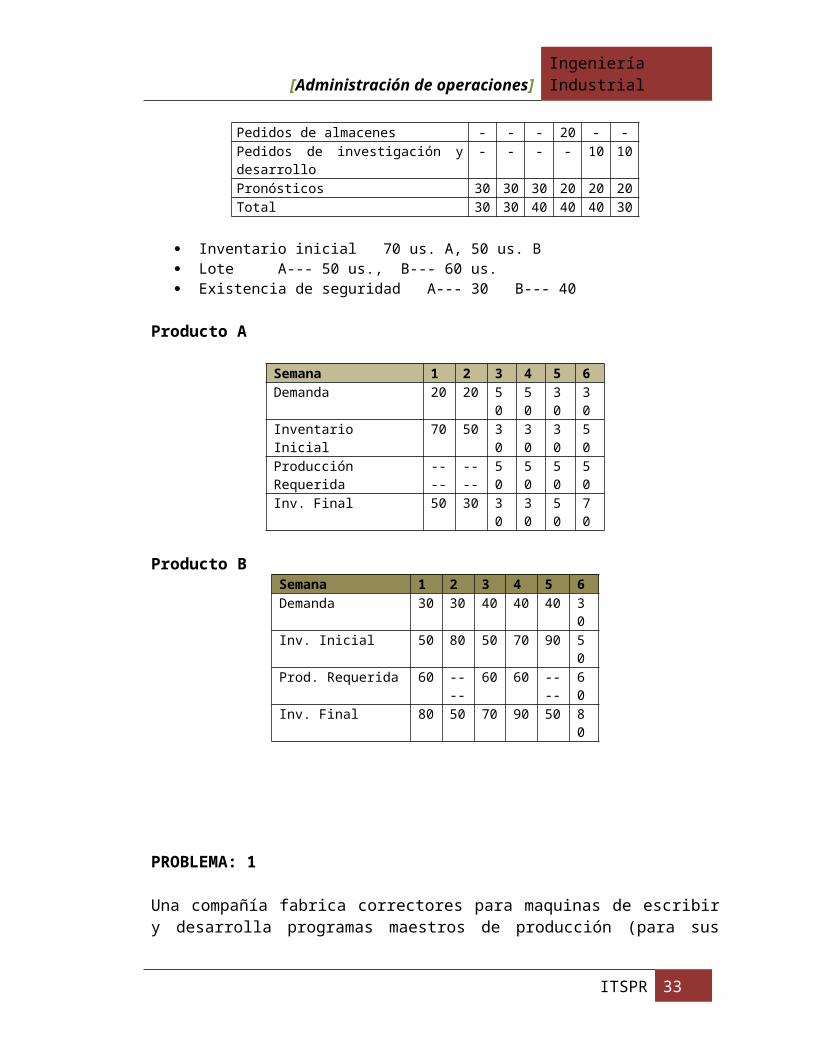
Inventario inicial 70 us. A, 50 us. B Lote A--- 50 us., B--- 60 us. Existencia de seguridad A--- 30 B--- 40
Producto A
Semana 1 2 3 4 5 6Demanda 20 20 50 5
030 30
Inventario Inicial 70 50 30 30
30 50
Producción Requerida ---- ----
50 50
50 50
Inv. Final 50 30 30 30
50 70
Producto BSemana 1 2 3 4 5 6Demanda 30 30 40 40 40 30
Inv. Inicial 50 80 50 70 90 50Prod. Requerida 60 ---- 60 60 ---- 60Inv. Final 80 50 70 90 50 80
ITSPR 21

[Administración de operaciones] Ingeniería Industrial
PROBLEMA: 1
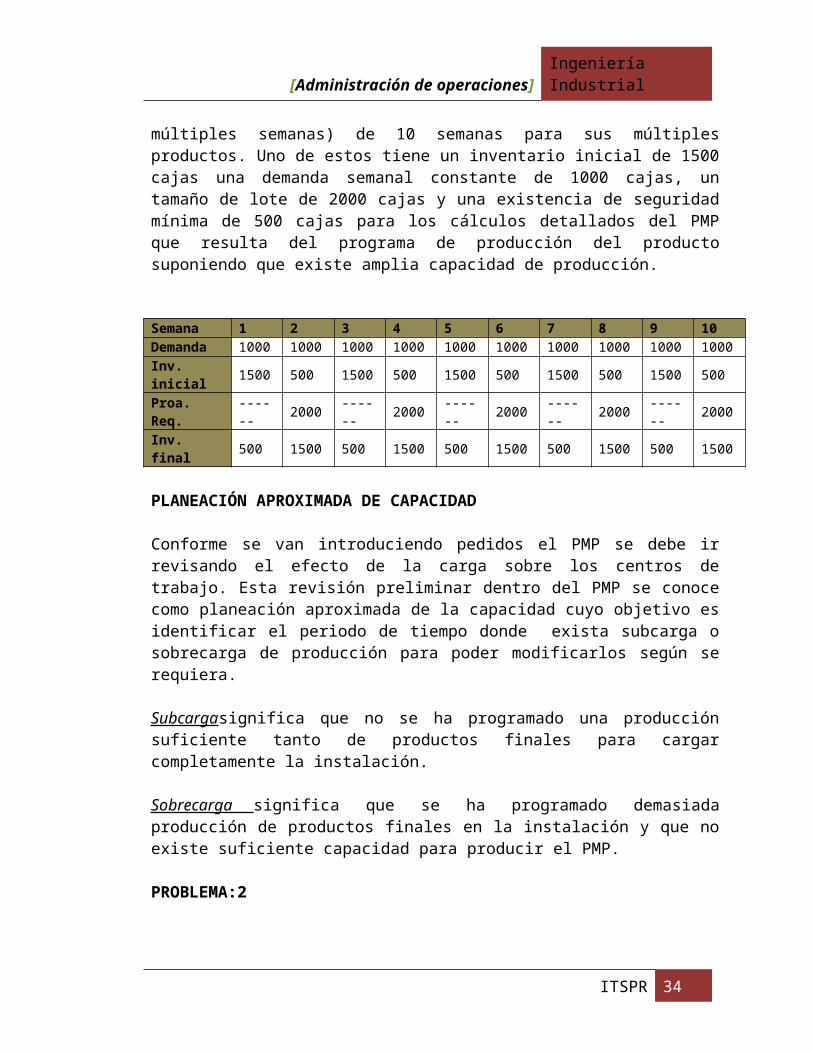
Una compañía fabrica correctores para maquinas de escribir y desarrolla programas maestros de producción (para sus múltiples semanas) de 10 semanas para sus múltiples productos. Uno de estos tiene un inventario inicial de 1500 cajas una demanda semanal constante de 1000 cajas, un tamaño de lote de 2000 cajas y una existencia de seguridad mínima de 500 cajas para los cálculos detallados del PMP que resulta del programa de producción del producto suponiendo que existe amplia capacidad de producción.
Semana 1 2 3 4 5 6 7 8 9 10Demanda 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000Inv. inicial 1500 500 1500 500 1500 500 1500 500 1500 500Proa. Req. ------ 2000 ------ 2000 ------ 2000 ------ 2000 ------ 2000Inv. final 500 1500 500 1500 500 1500 500 1500 500 1500
PLANEACIÓN APROXIMADA DE CAPACIDAD
Conforme se van introduciendo pedidos el PMP se debe ir revisando el efecto de la carga sobre los centros de trabajo. Esta revisión preliminar dentro del PMP se conoce como planeación aproximada de la capacidad cuyo objetivo es identificar el periodo de tiempo donde exista subcarga o sobrecarga de producción para poder modificarlos según se requiera.
Subcargasignifica que no se ha programado una producción suficiente tanto de productos finales para cargar completamente la instalación.
Sobrecarga significa que se ha programado demasiada producción de productos finales en la instalación y que no existe suficiente capacidad para producir el PMP.
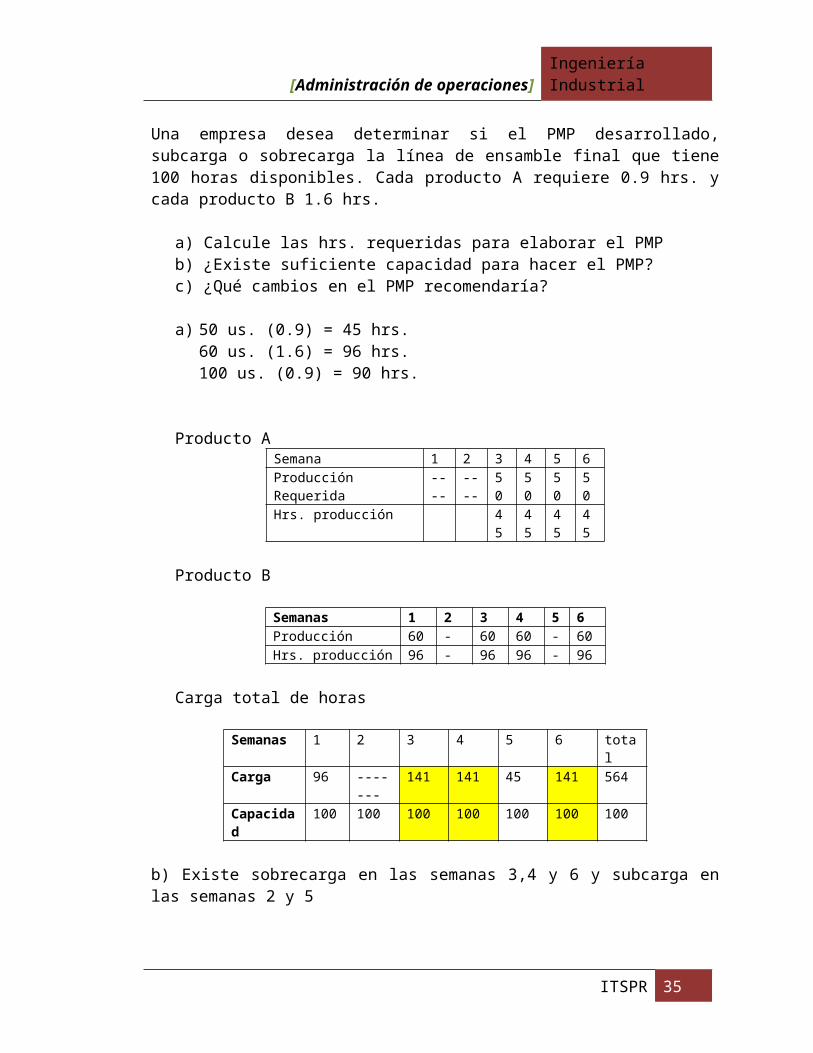
PROBLEMA:2
Una empresa desea determinar si el PMP desarrollado, subcarga o sobrecarga la línea de ensamble final que tiene 100 horas disponibles. Cada producto A requiere 0.9 hrs. y cada producto B 1.6 hrs.
a) Calcule las hrs. requeridas para elaborar el PMP b) ¿Existe suficiente capacidad para hacer el PMP?c) ¿Qué cambios en el PMP recomendaría?
a) 50 us. (0.9) = 45 hrs.60 us. (1.6) = 96 hrs.100 us. (0.9) = 90 hrs.
ITSPR 22

[Administración de operaciones] Ingeniería Industrial
Producto ASemana 1 2 3 4 5 6Producción Requerida ---- ---
-50 5
050 50
Hrs. producción 45 45
45 45
Producto B
Semanas 1 2 3 4 5 6Producción 60 - 60 60 - 60Hrs. producción 96 - 96 96 - 96
Carga total de horas
Semanas 1 2 3 4 5 6 totalCarga 96 ------- 141 141 45 141 564Capacidad 100 100 100 100 100 100 100
b) Existe sobrecarga en las semanas 3,4 y 6 y subcarga en las semanas 2 y 5
c)
Producto A
Semana 1 2 3 4 5 6Producción - - 100 - 100 -Hrs. producción - - 90 - 90 -
Producto B
Semana 1 2 3 4 5 6Producción 60 60 - 60 - 60Hrs. Producción 96 96 - 96 - 96
96 96 90 96 90 96
ITSPR 23

[Administración de operaciones] Ingeniería Industrial
PROBLEMA: 3
Una empresa manufactura una línea de impresoras para computadora con base en producir sobre pedido. Cada impresora requiere un promedio de 30 horas de mano de obra y la planta de manufactura se apoya en la generación de pedidos pendientes para permitir la existencia de un plan agregado de nivelación de la capacidad. Este plan proporciona una capacidad trimestral de 9,000 horas de mano de obra. La empresa ha preparado este programa maestro de producción de cinco semanas:
Semana 1 2 3 4 5Impresoras
200 275 275 300 360
a) Calcule las horas de mano de obra reales requeridas en la planta cada semana y durante el total de cinco semanas, para producir el programa maestro de producción (que a menudo se conoce como carga). Compare la carga con la capacidad en horas de mano de obra en cada una de las cinco semanas y para las cinco semanas (esto se conoce como planeación aproximada de la capacidad).
b) ¿Qué cambios en el programa maestro de producción recomendaría?
Semana 1 2 3 4 5
Producción 200 275 275 300 360
Hrs. Ensamble 6,000 8,250 8,250 9,000 10,800
Carga 6,000 8,250 8,250 9,000 10,800 42300Capacidad 9,000 9,000 9,000 9,000 9,000 45,000
b)
Producción 260 275 275 300 300Hrs. Ensamble 7800 8250 8250 9000 9000
2.-Una empresa manufactura lectores ópticos de códigos de barra con base en producir sobre pedidito. La empresa fabrica tres modelos de lectores ópticos sobre una misma línea de ensamble final. El ensamble final tiene una capacidad semanal de 20,000 horas. El programa maestro de producción de seis semanas y el estándar final de ensamble de cada uno de los modelos son:
Producto Horas por lector óptico 1 2 3 4 5 6 A 25 200 150 200 250 150 250 B 30 100 200 350 250 150 250 C 35 150 150 150 200 250 250
PRODUCCIÓN SEMANAL
ITSPR 24

[Administración de operaciones] Ingeniería Industrial
a) Calcule las horas de ensamble final reales requeridas en la planta cada semana y para el total de las seis semanas para producir el programa maestro de producción (a menudo conocido como carga). Compare la carga con la capacidad en horas de mano de obra en cada semana y durante las seis semanas (conocido como planeación aproximada de la capacidad).
b) ¿Existe capacidad de producción suficiente para cumplir el programa maestro de la producción?
c) ¿Qué cambios en el programa maestro de producción recomendaría?
a)Semana 1 2 3 4 5 6Producción (A) 200 150 200 250 150 250Hrs. de ensamble (A) 5000 3,750 5,000 6,250 3,750 6,250Producción (B) 100 200 350 250 150 250Hrs. de ensamble (B) 3,000 6,000 10,500 7,500 4,500 7,500Producción (C) 150 150 150 200 250 250Hrs. de ensamble (C) 5,250 5,250 5,250 7,000 8,750 8,750Carga 13,250 15,000 20,750 20,750 17,000 22,500Capacidad 20,000 20,000 20,000 20,000 20,000 20,000
b) Existe sobrecarga en las semanas 3,4 y 6 y subcarga en las semanas 1,2 y 5.
c)
Semana 1 2 3 4 5 6Producción (A) 200 150 200 250 150 250Hrs. Ensamble (A) 5,000 3,750 5,000 6,250 3,750 3,250Producción (B) 100 200 350 250 150 250Hrs. Ensamble (B) 3,000 6,000 10,500 7,500 4,500 7,500Producción (C) 300 150 100 150 300 150Hrs. Ensamble (C) 10,500 5,250 3,500 5,250 10,500 5,250Carga 18,500 15,000 19,000 19,000 18,750 19,000Capacidad 20,000 20,000 20,000 20,000 20,000 20,000
4.-Una planta de manufactura está en proceso de actualizar su programa maestro de producción para sus productos. La planta produce un producto con base en producir para existencias. La siguiente tabla muestra la demanda del producto para las siguientes seis semanas.
El nivel de las existencias de seguridad (los inventarios no pueden reducirse por debajo del nivel de la existencia de seguridad), el tamaño mínimo de lote (por lo
ITSPR 25
Tipo de demanda 1 2 3 4 5 6Clientes (pronósticos y pedidos) 700 1200 700 500 400 1200Almacenes de sucursales 100 100 400 500 200 100Investigación de mercado ---- 50 ---- ---- 10 ------Investigación de producción 10 ------ ---- ---- ----- ------

[Administración de operaciones] Ingeniería Industrial
menos se debe producir el tamaño mínimo de lote de dicho producto) y el nivel de inventario final para el producto son:
Tamaño mínimo de lote: 2,000 Existencia de seguridad: 500 Inventario inicial: 1,500
Prepare un programa maestro de producción de seis semanas para el producto. Suponga que en la planta existe amplia capacidad de producción.
Unidad III. Programación De Producción Y Asignación Del Personal
Una programación efectiva permite que las compañías usen sus activos de manera más eficiente y generen mayor capacidad por peso invertido, con lo cual bajan los costos. Esta capacidad agregada y la flexibilidad relacionada proporcionan una entrega más rápida y por lo tanto, mejor servicio al cliente.
Una buena programación significa una ventaja competitiva, porque contribuye a la entrega confiable.
Funciones de la Programación de producción y asignación de personal (a corto plazo)
Lidiar con el tiempo de realización de las operaciones Enfoque a corto plazo: a cada hora, diariamente y semanalmente Secuencia de tareas Asignaciones especificas de personal, materiales y maquinaria
Graficas de Gantt
Son Gráficas de planeación que se usan para programar recursos y asignar tiempo. Es una forma fácil de programar tareas. En este tipo de gráfica las barras representan cada tarea o actividad. Las gráficas de Gantt son una ayuda visual muy útil para determinar las cargas de trabajo y la programación de tareas en el trabajo; Muestra las cargas de trabajo relativas en las instalaciones.
Inconvenientes:
No tiene en cuenta la variabilidad de la producción, tal como averías inesperadas.
ITSPR 26
Semana 1 2 3 4 5 6Demanda 810 1,350 1,100 1,000 610 1,300Inv. Inicial 1,500 690 1,350 2,240 1,240 360Producción ------ 2,000 2,000 ------ ------ 2,000Inv. Final 690 1,340 2,240 1,240 630 1,330

[Administración de operaciones] Ingeniería Industrial
Se debe actualizar de forma regular.
Problemas
1. Programación hacia adelante y hacia atrás
Suponiendo que el día de hoy es 9 y para el día 30 deberán estar terminados todos los trabajos pendientes en una empresa y estos tienen los siguientes días de duración
Actividad Duración
a 5
b 6
c 7Presentar una propuesta de programación hacia delante y otra hacia atrás
Solución
Hacia adelante se terminan las actividades el día 27 con tres días restantes
910
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
a b c
En caso de tomar una programación hacia atrás la forma queda
910
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
a b c
2. De la siguiente tabla hacer una grafica de Gantt
actividad duración actividad duración
a 3 f 1
b 4 g 3
c 5 h 4
d 2 i 5
e 1 j 6
ITSPR 27

[Administración de operaciones] Ingeniería Industrial
Act. Tmp. A 3 B 4 C 5 D 2 E 1 F 1 G 3 H 4 I 5 J 6 34 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 A B C D E F G H I J
Act. Tmp. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 I 3 I II 4 II III 5 III IV 3 IV V 1 V VI 1 VI VII 2 VII VIII 3 VIII IX 1 IX 23
GRAFICAS DE GANTT DE OPERACIONES DE MANUFACTURA
Tareas
Trabajos de metal
Orden 349 Lunes y Miércoles
Orden 350 Jueves y Viernes
MecánicaOrden 349 Martes y Miércoles
Orden 408 Jueves
ElectrónicaOrden 408 Lunes
Orden 349 Jueves
Pintura
Orden 295 Lunes y Martes
Orden 408 Miércoles
Orden 349 Viernes
Mantenimiento programado
Martes - MetalJueves - Pintura
ITSPR 28

[Administración de operaciones] Ingeniería Industrial
METODO DE ASIGNACION
Es la Asignación de tareas o trabajos a los recursos. Clase especial del modelo de programación lineal su objetivo es la minimización de los costes totales, tiempo, etc.; toma en cuenta restricciones como
Un trabajo por recurso (por ejemplo: máquina). Un recurso (por ejemplo: máquina) por trabajo.
Ejemplo
Tarea A B CR-34 11 14 6
Identificar el número menor de cada columna y restárselo a los demás números de la columna
S-66 8 10 11T-50 9 12 7
Tarea A B CR-34 3 4 0
Identificar el número menor de cada fila y restárselo a los demás números de cada fila
S-66 0 0 5T-50 1 2 1
Tarea A B CR-34 3 4 0 R-34 "C" $6S-66 0 0 5 S-66 "B" $10T-50 0 1 0 T-50 "A" $9
$25
Se tienen 3 abogados y se les va a asignar a diferentes oficinas situadas en Omaha, Miami y Dallas. Al primer abogado le cuesta $800 enviarlo a Omaha, $1,100 a Miami y $1,200 a Dallas. Al segundo abogado le cuesta $500 a Omaha, $1,600 a Miami y $1,300 a Dallas. Al tercero abogado le cuesta $500 a Omaha, $1,000 a Miami y $2,300 a Dallas. La empresa ha decidido abrir una operación en Nueva York y le cuesta colocar al primer abogado $1,000, al segundo $800 y $1,500 al tercero.
1 2O M D NY O M D NY
J 800 1100 1200 1000 J 0 300 400 200
ITSPR 29

[Administración de operaciones] Ingeniería Industrial
S 500 1600 1300 800 S 0 1100 800 300W 500 1000 2300 1500 W 0 500 1800 1000X 0 0 0 0 X 0 0 0 0
3 4O M D NY O M D NY
J 0 100 200 0 J 0 0 100 0S 0 900 600 100 S 0 800 500 100W 0 300 1600 800 W 0 200 1500 800X 200 0 0 0 X 300 0 0 100
5O M D NY
J 100 0 100 0 J-"M" J-"NY" $1100S 0 700 400 0 S-"O" S-"NY" $800W 0 100 1400 700 W-"O" $500X 400 0 0 100 X-"M" X-"D" $2400
3 - La compañía de Dennis Geyer desea asignar una serie de trabajos a una serie de máquinas. La sig. Tabla muestra datos del coste de cada trabajo cuando se realiza en una máquina específica.
a) Determine las asignaciones más apropiadas de trabajos a máquinas para minimizar el coste total de Bill.b) ¿Cuál es el coste total de sus asignaciones?
MáquinaTrab. A B C D A B C D
1 7 9 8 10 1 0 2 1 3
2 10 9 7 6 2 4 3 1 0
3 11 5 9 6 3 6 0 4 1
4 9 11 5 8 4 4 6 0 3
a) 1 - "A" b) $7 + $5 + $5 + $62 - "D" $23
3 - "B"4 - "C"
4 - La compañía de pruebas médicas Mery Meyer desea asignar una serie de trabajos a una serie de máquinas. La siguiente tabla proporciona datos sobre la producción de cada máquina cuando realiza un trabajo específico.
ITSPR 30

[Administración de operaciones] Ingeniería Industrial
MáquinaTrab. A B C D
1 7 9 8 102 10 9 7 63 11 5 9 64 9 11 5 8
a) Determine la asignación de trabajos a máquinas que maximiza la producción total.b) ¿Cuál es la producción total de sus asignaciones?
A B C D A B C Da) 1 4 2 3 1 1 3 1 2 0
2 1 2 4 5 2 0 1 3 43 0 6 2 5 3 0 6 2 54 2 0 6 3 4 2 0 6 3
A B C D1 3 1 0 0 1-"D"2 0 1 1 4 2-"A"3 0 6 0 5 3-"C"4 2 0 4 3 4-"B"
b) Producción total10+ 10+ 9 +11= 40
5.5 - RaviBehara, socio administrador de una gran despacho de abogados de Virginia, debe asignar 3 clientes a tres abogados. Los datos del coste se presentan abajo
AbogadoCliente 1 2 3
Caso de divorcio
800 1100 1200
Caso de delito grave
500 1600 1300
Caso de discriminación
500 1000 2300
Utilice el algoritmo de asignación para resolver este problema
1 2 3 1 2 31 0 300 400 1 0 0 02 0 1100 800 2 0 800 4003 0 500 1800 3 0 800 1400
ITSPR 31
[Administración de operaciones] Ingeniería Industrial
1 2 3
1 200 0 01-"3
"1200
2 0 600 2002-"1
"500
3 0 0 12003-"2
"1000
2700
James Perry, programador de una pequeña fabrica al sudoeste de E.U.A., tiene 6 trabajadoresque se pueden procesar en 6 máquinas distintas, cuyos tiempos respectivos (en hrs.) se muestran a continuación. Determine la asignación de trabajos a máquinas que dé como resultado el tiempo mínimo.
Trab. 1 2 3 4 5 6 Trab. 1 2 3 4 5 6 A-52 60 22 34 42 30 60 A-52 38 0 12 20 8 38 A-53 22 52 16 32 18 48 A-53 6 36 0 16 2 32 A-56 29 16 58 28 22 55 A-56 13 0 42 12 6 36 A-59 42 32 28 46 15 30 A-59 27 17 13 31 0 15 A-60 30 18 25 15 45 42 A-60 15 3 10 0 30 27 A-61 50 48 57 30 44 60 A-61 20 18 27 0 14 30
Trab. 1 2 3 4 5 6 Trab. 1 2 3 4 5 6 A-52 32 0 12 20 8 23 A-52 26 0 6 20 2 17 A-53 0 36 0 16 2 17 A-53 0 42 0 22 2 17 A-56 7 0 42 12 6 21 A-56 1 0 36 12 0 15 A-59 21 17 13 31 0 0 A-59 21 23 13 37 0 0 A-60 9 3 10 0 30 12 A-60 3 3 4 0 24 6 A-61 14 18 27 0 14 15 A-61 8 18 21 0 8 9
Trab. 1 2 3 4 5 6 Trab. 1 2 3 4 5 6 A-52 25 0 5 20 2 16 A-52 25 0 5 21 2 17 A-53 0 43 0 23 3 17 A-53 0 43 0 24 3 18 A-56 0 0 35 12 0 14 A-56 0 0 35 13 0 15 A-59 21 24 13 38 1 0 A-59 20 23 12 38 0 0 A-60 2 3 3 0 24 5 A-60 1 2 2 0 23 5 A-61 7 18 20 0 8 8 A-61 6 17 19 0 7 8
Unidad IV. Monitoreo y control de operaciones
Programación De Secuencia De Orden De Producción
ITSPR 32
[Administración de operaciones] Ingeniería Industrial
La secuencia de un trabajo es la especificación del orden en que se deberán de realizar todos los trabajos en cada secuencia. Para asignar y ordenar los trabajos se pueden utilizar reglas de prioridad, algoritmo de Jonson y algún otro método de programación.
REGLAS DE PRIORIDAD
1.- Se emplean para determinar la secuencia de los trabajos en las instalaciones y las más populares por su uso son:“El 1° que entra, el 1° que sale”. (First in, First out) FIFO.2.- tiempo de procesamiento más corto (ShortestProcess Time SPT).3.- Primera fecha de entrega (EarliestDue Date EDD).4.- Tiempo más largo del proceso (LongestProcess Time LPT).
EJEMPLO:
TIEMPO DE:TRABAJO PROCESO FECHA DE ENTREGA
A 6 8B 2 6C 8 18D 3 15E 9 23
FIFO
SECUENCIATIEMPO
PROCESAMIENTOT. FLUJO
FECHAENTREGA
RETRASO
A 6 6 8 0B 2 8 6 2C 8 16 18 0D 3 19 15 4E 9 28 23 5
28 77 70 11
Tiempo de procesamiento = 28Tiempo de flujo = 77Fecha de entrega = 70Retraso = 11
a) Tiempomedio = ∑ del tiempo flujode finalización # de trabajadores
b) Utilización = Tiempo total procesamiento x 100 suma del tiempo de flujo
c) Número medio = ∑ del tiempo de flujode trabajos en tiempo total de producción
ITSPR 33
[Administración de operaciones] Ingeniería Industrial
el sistema
d) Retraso medio = Días totales de retraso número de trabajos
a) Tiempo medio = 77 = 15.4 días 5
b) Utilización = 28 x 100 = 36.4% 77
c) Número medio = 77 = 2.75 trabajos de trabajos 28
d) Retraso = 11 = 2.2 días 5
SPT
SECUENCIA
T. PROCE-SAMIENTO
TIEMPO DE
FLUJO
FECHAENTREGA
RETRASO
B 2 2 6 ---D 3 5 15 ---A 6 11 8 3C 8 19 18 1E 9 28 23 5
28 65 70 9
Tiempo medio = 65 = 13 días 5
Utilización = 28 = 43.08% 65
Número medio = 65 = 2.32 trabajosDe trabajos 28
Retraso = 9 = 1.8 días 5
EDDSECUENCIA T. PROCESA-
MIENTOTIEMPO DEFLUJO
FECHAENTREGA
RETRASO
B 2 2 6 ----A 6 8 8 ----D 3 11 15 ----C 8 19 18 1
ITSPR 34
[Administración de operaciones] Ingeniería Industrial
E 9 28 23 5 28 68 70 6
Tiempo medio = 68 = 13.6 días 5
Utilización = 28 = 41.17% 68
Número medio = 68 = 2.42 trabajos De trabajos 28
Retraso = 6 = 1.2 días 5
LPTSECUENCIA T. PROCESA-
MIENTOTIEMPO DEFLUJO
FECHAENTREGA
RETRASO
E 9 9 23 ----C 8 17 18 ----A 6 23 8 15D 3 26 15 11B 2 28 6 22
Tiempo medio = 103 = 20.6 días 5
Utilización = 28 = 27.18% 103
Número medio = 103 = 3.68 trabajosDe trabajos 28
Retraso = 48 = 9.6 días 5
SECUENCIA FECHA ENTREGA DURACION (DIAS)A 313 8B 312 16C 325 40D 314 5E 314 3
Suponga que todos los trabajos llegan el día 275
FIFOSECUENCIA T. PROCESA-
MIENTOTIEMPO DE
FLUJOFECHA
ENTREGARETRASO
A 8 282 313 ----
ITSPR 35

[Administración de operaciones] Ingeniería Industrial
B 16 298 312 ----C 40 338 325 13D 5 343 314 29E 3 346 314 32
72 1607 1578 74
Tiempo medio = 1607 = 321.4 días 5
Utilización = 72 = 4.48% 1607
Número medio = 1607 = 22.32 trabajosDe trabajos 72
Retraso = 74 = 14.8 días 5
SPTSECUENCIA T. PROCESA-
MIENTOTIEMPO DEFLUJO
FECHAENTREGA
RETRASO
E 3 277 314 ----D 5 282 314 ----A 8 290 313 ----B 16 306 312 ----C 40 346 325 21 72 1501 21
Tiempo medio = 1501 = 300.2 días Número medio = 1501 = 20.85 trabajos 5 de trabajos 72
Utilización = 72 = 4.79% Retraso = 21 = 4.2 días1501 5
EDDSECUENCIA T. PROCESA-
MIENTOTIEMPO DE
FLUJOFECHA
ENTREGARETRASO
B 16 290 312 ----A 8 298 313 ----D 5 303 314 ----E 3 306 314 ----C 40 346 325 21
72 1543 21
Tiempo medio = 1543 = 308.6 días 5
ITSPR 36

[Administración de operaciones] Ingeniería Industrial
Utilización = 72 = 4.66% 1543
Número medio = 1543 = 21.43 trabajosDe trabajos 72
Retraso = 21 = 4.2 días 5
LPTSECUENCIA T. PROCESA-
MIENTOTIEMPO DE FLUJO
FECHA ENTREGA
RETRASO
C 40 314 325 ----B 16 330 312 18A 8 338 313 25D 5 343 314 29E 3 346 314 32
72 1671 104
Tiempo medio = 1671 = 334.2 días 5
Utilización = 72 = 4.30% 1671
Número medio = 1671 = 23.20 trabajosDe trabajos 72
Retraso = 104 = 20.8 días 5
INDICE CRITICO
Indice crítico es una regla de secuenciación que consiste en un índice que calcula dividiendo el tiempo que falta a la fecha de entrega entre el tiempo de trabajo restante.
I.C. = tiempo restante Días de trabajo restante
I.C. = fecha de entrega – fecha actual Tiempo de trabajo restante
ITSPR 37

[Administración de operaciones] Ingeniería Industrial
Ejemplo:
Hoy es día 25 en el programa de producción de los laboratorios de pruebas médicas zyco. Se deben realizar tres trabajos:
TRABAJOS FECHA ENTREGA
DIAS DETRABAJO
I.C. ORDEN
A 30 4 30-25/4 = 1.25 3B 28 5 28-25/5 = 0.6 1C 27 2 27-25/2 = 1 2
ITSPR 38

[Administración de operaciones] Ingeniería Industrial
UNIDAD V. PLANEACIÓN DE REQUERIMIENTOS DE MATERIALES (MRP)
PLANEACIÓN DE REQUERIMIENTOS DE MATERIALES (MRP)
La lógica de procesamiento del MRP acepta el programa maestro y determina los programas componentes para los artículos de menores niveles sucesivos a lo largo de las estructuras del producto. Calcula para cada uno de los periodos (normalmente periodos semanales); en el horizonte del tiempo de programación, cuántos de cada artículo se necesitan (necesidades brutas), cuantas unidades del inventario existente se encuentran ya disponibles (Disponibilidades).
Los pedidos pendientes de recibir, la cantidad neta (necesidades netas) que se debe de planear al recibir las nuevas entregas (recepciones planeadas) y cuándo deben colocarse las órdenes para los nuevos embarques (ordenes planeadas) de manera que los materiales lleguen exactamente cuando se necesitan. Este procesamiento de datos continúa hasta que se han determinado los requerimientos para todos los artículos que serán utilizados para cumplir con el programa maestro de producción
La información suministrada por el MRP hacen de ella algo más que una técnica de gestión de inventarios, constituyendo simultáneamente un método de programación de la producción, pues no solo nos indica cuando deben emitirse los pedidos a los proveedores y en que cuantía, sino también cuando debemos comenzar la fabricación y/o el montaje entre los distintos lotes que deban producirse en la empresa.
ITSPR 39

[Administración de operaciones] Ingeniería Industrial
Problema 1
PRODUCTO CANTIDAD REQUISITOPLAZO DE ENTREGA
INV. DISPONIBLE
ALFA 1 10 1 10B 1 10 2 20C 3 30 3 0D 2 20 1 100E 3 30 1 10F 3 30 1 50
SEMANA PEDIDO8 50
11 5013 100
ITSPR 40
ALFA
C (1)
E (1) F (1)
B (1)
C (2)D (2)
F (1)E (1)

[Administración de operaciones] Ingeniería Industrial
SOLUCIÓN CON MRP
ALFASEMANA 1 2 3 4 5 6 7 8 9 10 11 12Necesidades brutas 50 50Recep. ProgramadaInv. Disponible 10 10 10 10 10 10 10 10 0 0 0 0Req. Netos 40 50Pedidos planificados
Emisión de pedidos 40 50 100
B (1)SEMANA 1 2 3 4 5 6 7 8 9 10 11 12Necesidades brutas 40 50 100Recep. ProgramadaInv. Disponible 20 20 20 20 20 20 20 0 0 0 0 0Req. Netos 20 50 100Pedidos planificadosEmisión de pedidos 20 50 100
C (2), C (1)Semana 1 2 3 4 5 6 7 8 9 10 11 12Necesidades brutas
40 40100
250 100
Recep. Programada
Inv. Disponible 0 0 0 0 0 0 0 0 0 0 0 0
Req. Netos40 40
100
250 100
Pedidos planificados
Emision de pedidos 40 40 100 250 100
D (2)Semana 1 2 3 4 5 6 7 8 9 10Necesidades brutas 40 100 200Recep. ProgramadaInv. Disponible 100 100 100 100 100 60 60 60 0 0Req. Netos 0 40 200Pedidos planificadosEmision de pedidos 40 200
ITSPR 41

[Administración de operaciones] Ingeniería Industrial
E (1)SEMANA 1 2 3 4 5 6 7 8 9
Necesidades brutas 40 40 100 250 100Recep. ProgramadaInv. Disponible 10 10 0 0 0 0 0 0 0Req. Netos 30 40 100 250 100Pedidos planificadosEmision de pedidos 30 40 100 250 100
F (1)SEMANA 1 2 3 4 5 6 7 8 9Necesidades brutas 40 40 100 250 100Recep. Programada
Inv. Disponible 50 50 10 10 0 0 0 0 0Req. Netos 30 100 250 100Pedidos planificados
Emision de pedidos 30 100 250 100
ITSPR 42

[Administración de operaciones] Ingeniería Industrial
Problema 2
Los requerimientos incluyen 95 unidades (80 * ordenes y 15 por pronostico), de x en la semana 10 se incluirán los siguientes pedidos.
PRODUCTO INVENTARIO INICIAL PLAZO DE ENTREGAX 50 2A 75 3B 25 1C 10 2D 20 2
PRODUCTO SEMANA CANTIDADA 9 12B 7 7C 8 10D 6 15
SOLUCIÓN CON MRP
XSemana 1 2 3 4 5 6 7 8 9 10
Necesidades brutas 95Recep. Programada
Inv. Disponible 50 50
50 50
50 50 50
50 50
50
Requerimientos Netos 45
Pedidos planificadosEmisión de pedidos 45
ITSPR 43
X
B (1)
D (5)C (2)C (3)
A (2)

[Administración de operaciones] Ingeniería Industrial
A (2)Semana 1 2 3 4 5 6 7 8 9
Necesidades brutas 90 12
Recep. ProgramadaInv. Disponible 75 7
575 7
575 75 7
575 0
Requerimientos Netos 15 12
Pedidos planificados
Emisión de pedidos 15 12
B (1)Semana 1 2 3 4 5 6 7 8
Necesidades brutas 7 45Recep. Programada
Inv. Disponible 25 25 25 25 25 25 25 18
Requerimientos Netos 27
Pedidos planificadosEmisión de pedidos 27
C (2), C (3)Semana 1 2 3 4 5 6 7 8
Necesidades brutas 45 36 54
10
Recep. ProgramadaInv. Disponible 10 1
010 1
010 0 0 0
Requerimientos Netos 35 36 54
10
Pedidos planificadosEmisión de pedidos 35 3
654 10
D (5)
ITSPR 44
Semana 1 2 3 4 5 6 7 8 9 10Necesidades brutas
1513
5Recep. Programada
Inv. Disponible20
20
2020
20 20 5
Requerimientos Netos 130
Pedidos planificadosEmisión de pedidos 130

[Administración de operaciones] Ingeniería Industrial
MRP CON EOQ
EOQ- CANTIDAD ECONÓMICA DE PEDIDO
Q= EOQ
Q= √2DS h
CT= D/Q*S + Q/*h
EJEMPLO 1
Una empresa vende agujas indoloras a hospitales, se desea reducir el costo de inventario, determinando un númeroóptimo de agujas hipodérmicas de cada pedido. La demanda anual es de 1000 unidades, el costo de preparación del pedido es de 10 dlls y el costo de almacenamiento pro año por unidad es de 0.5 dlls. Determinar el número óptimo de unidades por pedido.
D = 1000 UNIDADESS = 10 DLLSh = 0.5 DLLSQ = 200 UNIDADES
EJEMPLO 2
ITSPR 45
RITMO DE UTILIZACIÓN
INV. MEDIO DISPONIBLE Q/2
h= costo de almacenamiento
S= costo de preparación
D = demanda anual
Q= √2(1000)(10)= 200 UNIDADES (0.5)
CT= (1000) *(10) + (200) * (0.5) = 100 (200) (2)

[Administración de operaciones] Ingeniería Industrial
Una compañía desea calcular los costos de emisión y almacenaje de inventario, los costos de almacenamiento bajo un criterio de l*l, se a determinado que para el montaje el costo de preparación es de 100 dlls, el costo de almacenamiento es de 1 dlls/ unidad/periodo. Tomando en cuenta el siguiente programa de producción.
NECESIDADES 1 2 3 4 5 6 7 8 9 1035 30 40 0 10 40 30 0 30 55
PLAZO DE ENTREGA= 1 SEMANAINVENTARIO INICIAL = 35
MRP
SEMANA 1 2 3 4 5 6 7 8 9 10NECESIDADES BRUTAS
35 30 40 0 10 40 30 0 30 55
RECEP. PROGRAMADAINV. DISPONIBLE
35 0 0 0 0 0 0 0 0 0
REQ.NETOS
30 40 0 10 40 30 0 30 55
PEDIDOS PLANIFICADOSEMISIÓN DE PEDIDOS
30 40 10 40 30 30 55
ITSPR 46

[Administración de operaciones] Ingeniería Industrial
ANALICE EL COSTE CON UN CRITERIO TOMADO PARA EOQ
1 AÑO = 52 SEMANASD = 270 UNIDADES
DEMANDA ANUAL= 270 = (27)*(52) = 1404 UNIDADES/ ANUAL 10
Q= √2(1404)(100) = 73.48 USD
CT= (1404) * (100) + (73.48) * (1) = 3821.2 UNIDADES (73.48) (2)
MRP
SEMANA 1 2 3 4 5 6 7 8 9 10NECESIDADES BRUTAS
35 30 40 0 10 40 30 0 30 55
RECEP. PROGRAMADAINV. DISPONIBLE
35 0 43 3 3 66 26 69 69 39
REQ. NETOS 30 7 40 30 30 55PEDIDOS PLANIFICADOSEMISIÓN DE PEDIDOS
73 73 73 73
ITSPR 47

[Administración de operaciones] Ingeniería Industrial
EJEMPLO 3
Una empresa de refrigeradores esta intentando reducir su inventario y quiere que se instale un sistema kanban para los compresores de una de sus cadenas de montaje.
DatosC. Preparación = 10 dlls/ com.Prod. Diaria de 200 compresores Demanda anual de 25000 compresoresUn plazo de entrega de 3 díasExistencia de seguridad de ½ día de prod. De compresores.
Tamaño del contenedor = q de pedido de producción
Q = √2 DS h (1-d/p)
Q = √2 (25000(10) = 100 UNIDADES 100(1-100/200)
ITSPR 48

[Administración de operaciones] Ingeniería Industrial
UNIDAD VI. JUSTO A TIEMPO
Es una filosofía de resolución continua y forzosa de los problemas de producción mediante este sistema los suministros componentes de operaciones se obtienen mediante una estrategia de producción tipo de (jalor).
Es una herramienta en donde las operaciones generan mercancías justo cuando es necesario generando valor agregado y eliminando demoras y variabilidades no deseadas.
Cuando se habla de desperdicios nos referimos a cualquier cosa que no produzca valor añadido. Por ejemplo el que se almacenen productos para un proceso de inspección que lleguen con retraso que estén esperando en filas y aquellos productos que resultan defectuosos son ejemplos de productos que no generan valor añadido.
VARIABILIDAD:
Es cualquier desviación del proceso óptimo que no produce productos de acuerdo alas especificaciones a tiempo y siempre.
Dentro del sistema de inventarios es quien a su vez se produce porque:
Los empleados, las maquinas y los proveedores pueden producir unidades en mal estado que llegue tarde o con una calidad deficiente.
Cuando las especificaciones dadas en los planos no son estáticas. Cuando el personal intenta producir antes de que las especificaciones
estén listas y aprobadas. Y otras porque no se conocen las demandas de los clientes.
LAS 7 MUDAS O DESPERDICIOS
Los recurso (personas, maquinas, materiales) en cada proceso agregan valor o no lo hacen. Muda hace referencia a cualquier actividad que no agregue valor. Existen 7 categorías clásicas mudas:
1.- Desperdicios De Sobre Producción
Es el producto de una mentalidad de preocupación por las fallas en las maquinas, productos defectuosos y ausentismos, entre otros viéndose de tal forma obligado a producir más de lo necesario simplemente para tener un nivel mínimo de seguridad, superar las razones que motivan esas inseguridades dará tanto a una menor sobre producción como a menores niveles de inventario reduciendo de tal forma en gran medida los despilfarros.
ITSPR 49

[Administración de operaciones] Ingeniería Industrial
2.- Desperdicios de inventario
Los prepuestos y suministros que se mantienen en inventario no agregan valor alguno. Por el contrario aumenta el costo de operaciones porque ocupan elevadores de carga y sistemas computarizados de bases transportadoras entre otras. Además una bodega requiere de recursos humanos adicionales para labores de operación y administración.
3.- DESPERDICIOS POR REPARACIONES / RECHAZO DE PRODUCTOS DEFECTUOSOS.
El rechazo de los productos defectuosos interrumpe la producción y requiere una costosa interrupción del trabajo. Muchos de los productos defectuosos frecuentemente mente deben descartarse lo que implica importantes pérdidas de recurso.
4.- DESPERDICIOS DE MOVIMIENTOS.
Cualquier movimiento del cuerpo de una persona que no se relacione directamente con la adicción al valor, es improductivo.Para identificar este tipo de muda es necesario observar muy cuidadosamente la la forma en la que los operadores usan sus manos y piernas. Luego se necesita distribuir la colocación de las partes y desarrollar herramientas y soportes apropiados.
5.-DESPERDICIOS DE PROCESAMIENTO.
La tecnología o el diseño suelen ser muchas veces incompatibles con un nivel aceptable de eficiencia. Asi un acceso indebidamente distante o un exceso en el procesamiento de la maquina, un accionar improductivo de la prensa y el quitar las virutas que quedan cuando se taladra una lamina, constituyen todos ejemplos claros de mudas es producto de la falta de sincronización de los procesas.
6.- DESPERDICIOS POR ESPERA.
Esta muda se presenta cuando las manos del operador están inactivos: cuando el trabajo de un operador se detiene debido desbalances en la línea, falta de partes de recambio o tiempo de no trabajo y operación de las maquinas; o simplemente cuando el operador supervisa una maquina mientras esta realiza un trabajo que agrega valor. También tenemos una gran cantidad de muda en la forma de los segundos o minutos que el operador emplea esperando que llegue la siguiente pieza de trabajo.
7.- DESPERDICIO POR TRANSPORTE.
ITSPR 50

[Administración de operaciones] Ingeniería Industrial
El transporte es la parte esencial de las operaciones pero el movimiento de materiales o productos no agregan valor. Lo que es a un peor, con frecuencia ocurren daños durante el transporte.
Crear grupos de trabajo en todos los niveles de la organización explicarles lo distintos tipos de mudas, llevar un registro de los mismos y aplicar las diversas herramientas de gestión para su detección, análisis, medición y solución. Es un arma fundamental que produce efectos inmediatos en la rentabilidad De las empresas.
Desperdicios en los procesos.
Principalmente son siete factores que no agregan valor al proceso, es decir, son basura del proceso o desperdicios. Aunque algunos de estos pueden ser “un mal necesario” dentro de la empresa, puede minimizarse el efecto de estos desperdicios en el costo total de la producción, siguiendo algunas acciones mencionadas enseguida.
Desperdicio Forma de eliminarlos
SobreproducciónReducir los tiempos de preparación, sincronizando cantidades y tiempos entre procesos, haciendo sólo lo necesario.
EsperaSincronizar flujos.Balancear cargas de trabajo.Trabajador flexible.
TransporteDistribuir las localizaciones para hacer innecesario el manejo / transporte.Racionalizar aquellos que no se pueden eliminar.
ProcesoAnalizar si todas las operaciones deben de realizarse o pueden eliminarse algunas sin afectar la calidad el producto / servicio.
InventariosAcortar los tiempos de preparación, de respuesta y sincronizarlos.
MovimientoEstudiar los movimientos para buscar economía y conciencia.Primero mejorar y luego automatizar.
Productos defectuosos
Desarrollar el proyecto para prevenir defectos, en cada proceso, y evitar reprocesos.Hacer los procesos a prueba de error humano.
SISTEMA PULL
Este concepto es una estrategia en donde el sistema de producción esta organizado de tal manera que se produzca solamente el requerimiento establecido de producción cuando este es solicitado y sea trasladado cuando haga falta en donde haga falta.
ITSPR 51

[Administración de operaciones] Ingeniería Industrial
PROVEEDORES
Cuando se trabaja justo a tiempo se tiene un poco numero de proveedores instalados en la productividad de la empresa las cuales fueron elegidos por su calidad y compromiso asi como también por su competitividad y su precio.
Cuando se asocia un proveedor se buscan los siguientes objetivos:
1.- eliminación de actividades innecesarias 2.- eliminación de inventario en el centro de producción.3.-eliminación de inventario en transito4.- eliminación de aquellos proveedores no con fiables
Asi mismo la asociación del proveedor lo obliga a:
1.- diversificarse2.-programar efectivamente las actividades y los pedidos.3.- crear cambios frecuentes en el diseño adaptarlos ala maquinaria y a sus procesamiento.4.- asegura la calidad de sus productos reducir los tamaños del lote estar próximos al cliente.
DISTRIBUCIÓN JUSTO A TIEMPO
Una distribución justo a tiempo busca reducir otro tipo de desperdicio el cual es el movimiento del material y trabajadores de la fabrica de la fabrica al distribuir la fabrica de una manera justo a tiempo se busca entregar la cantidad necesaria cuando es necesario.
TÁCTICAS DE DISTRIBUCIÓN DEL TRABAJO
1) Construir centros de fabricación en familias de productos .ç2) Reducir las distancias al mínimo.3) Aumentar la flexibilidad al mínimo.4) Buscar una mejor comunicación entre los empleados.5) Utilizar distribuciones pokayoke.6) Construir equipos que sean flexibles o movibles.
PROGRAMACIÓN:
el tener una programación eficaz fomenta el que se establezca el sistema justo a tiempo en la empresa ya que a su vez se mejora en la capacidad a tender los pedidos de los clientes, se reduce el inventario y en el trabajo en proceso.
Se pueden programar las actividades de dos maneras entre el programa de niveles y mediante Kanbas.
ITSPR 52

[Administración de operaciones] Ingeniería Industrial
Un Kanban es una tarjeta que es utilizado para asegurar que se produzca el siguiente contenedor:
INICIO 1 2 3 4 5 CLIENTE
VENTAS
INICIO 1 2 3 4 5 CLIENTE
ITSPR 53

[Administración de operaciones] Ingeniería Industrial
FORMULAS:
Números de Kanbanes = Demanda durante + Existencias de Plazo entrega seguridad
Tamaño contenedor
Demanda durante El plazo entrega = Demanda diaria * Días entrega
Existencia = Existencia seguridad (demanda durante plazo entrega)
EJERCICIOS:
1.- Una empresa de refrigeradores esta intentando reducir su inventario quiere que se instale un sistema Kanban para los compresores de una de sus cadenas de montaje.
DATOS:
Se tiene un costo de preparación de 10 dólares por pedido, un costo anual de almacenamiento de 100 dólares, una producción diaria de 200 compresores y una demanda anual de 25000 compresores por un plazo de entrega de 3 días y una existencia de seguridad de medio día de producción de compresores.
Tamaño de contenedor = Q pedido de producción
Q=√2DS /h(1−d / p )
Demanda diaria (d) = 100usRitmo de producción diaria (p) = 200Costo anual de almacenamiento (h) =$100 dls p/uDemanda anual (D) = 25000Costo preparación (s) =10 dls.
Q=√2(25000 )(10 )/100(1−100 /200) = 100
Demanda durante plazo entrega = (3) (100) =300 us
Numero de tarjetas = (300 +100)/100= 4 contenedores.
ITSPR 54

[Administración de operaciones] Ingeniería Industrial
2.- FerdowsElectronicsInc. (FEI) produce pequeñas remesas de radios de microondas para ferrocarriles y otros clientes industriales. Nos piden recudir el inventario introduciendo un sistema Kanban. Después de varias horas de análisis calculamos los siguientes datos sobre los conectores utilizados en una célula de trabajo. ¿Cuántos Kanban necesitamos para este conector?
Demanda diaria 1500 radiosProducción durante plazo entrega 1 díaExistencias de seguridad ½ día Tamaño de Kanban 250 radios
Demanda durante plazo entrega = (1500) (1) =1500 us
Existencia = (1/2) (1500) = 750 us.
Numero de tarjetas: 1500+750/250= 9 tarjetas.
3.- La empresa Fawcett corp. Quiere establecer kanbanes para alimentar una nueva célula de trabajo se dispone de los siguientes datos. ¿Cuántos kanbanes hacen falta?.
Demanda diaria 250 us.Producción durante plazo entrega ½ díaExistencias de seguridad ½ díaTamaño de Kanban 50 us.
Demanda durante plazo entrega (250) (1/2) = 125 US.
Existencia (1/2) (250) =125
Numero de tarjetas = 125+ 125/50 = 5 tarjetas.
ITSPR 55