若手技術者のための「実験で理解する塑性加工」forging...
TRANSCRIPT
/25
塑性加工学会東海支部 新進部会 第27回討論会
鍛 造
0
Forging
若手技術者のための「実験で理解する塑性加工」
(株)デンソー 西井清明

/25鍛造とは鍛造とは
鍛造
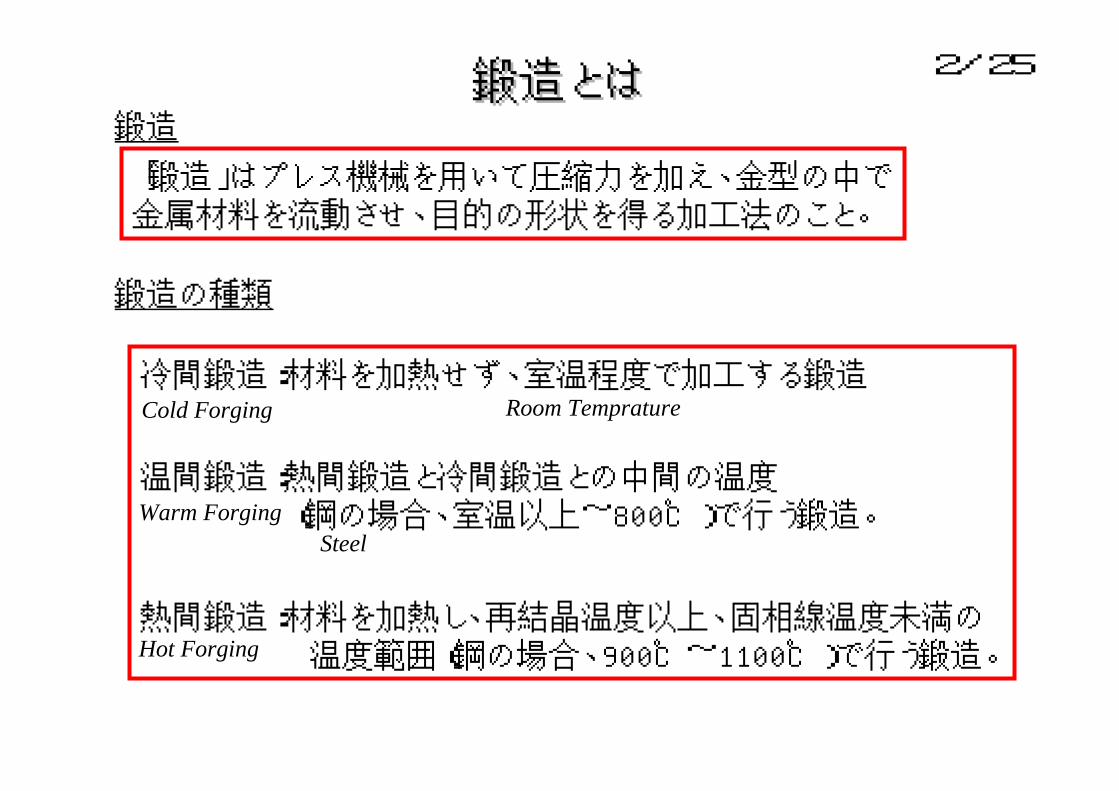
「鍛造」はプレス機械を用いて圧縮力を加え、金型の中で金属材料を流動させ、目的の形状を得る加工法のこと。
ダイス
パンチ
材料補強リング
カウンターパンチ
Punch
Die
Shrink Ring
Counter PunchMaterial
1
/25鍛造とは鍛造とは
鍛造
冷間鍛造:材料を加熱せず、室温程度で加工する鍛造
温間鍛造:熱間鍛造と冷間鍛造との中間の温度 (鋼の場合、室温以上~800℃)で行う鍛造。
熱間鍛造:材料を加熱し、再結晶温度以上、固相線温度未満の 温度範囲(鋼の場合、900℃~1100℃)で行う鍛造。
鍛造の種類
Cold Forging
Warm Forging
Hot Forging
Room Temprature
Steel
2
「鍛造」はプレス機械を用いて圧縮力を加え、金型の中で金属材料を流動させ、目的の形状を得る加工法のこと。
/25冷間鍛造の特徴冷間鍛造の特徴
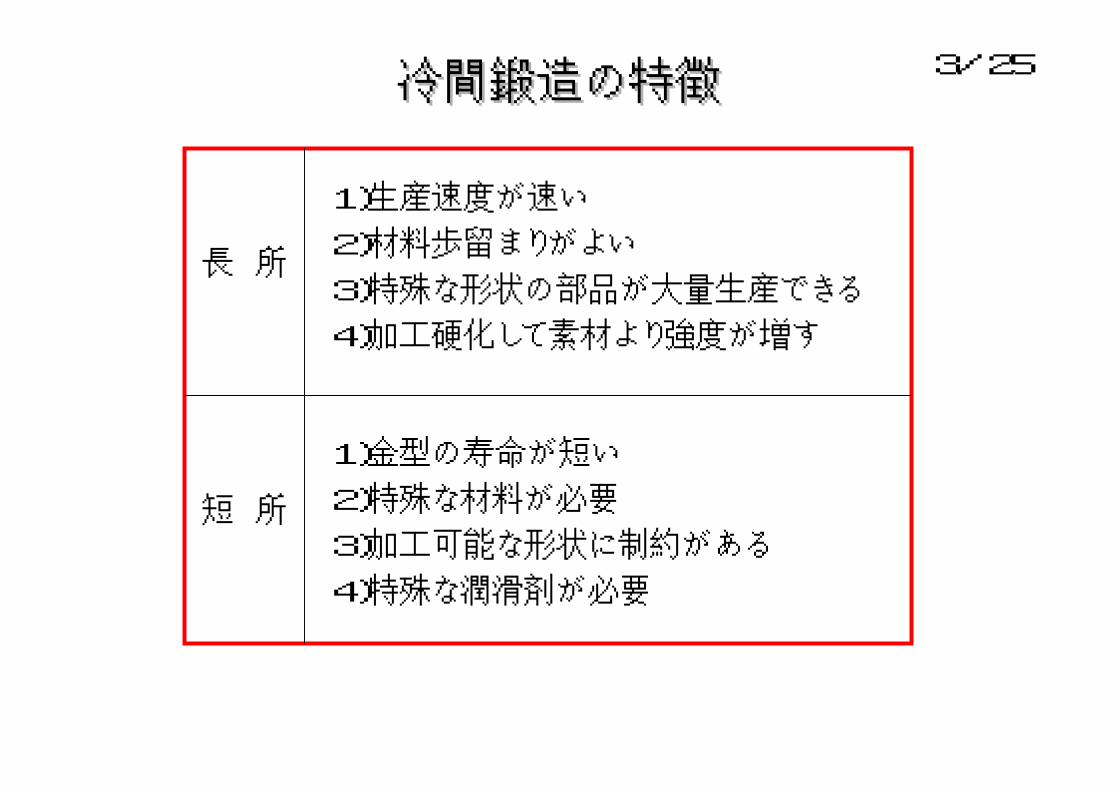
長 所
短 所
1)生産速度が速い
2)材料歩留まりがよい
3)特殊な形状の部品が大量生産できる
4)加工硬化して素材より強度が増す
1)金型の寿命が短い
2)特殊な材料が必要
3)加工可能な形状に制約がある
4)特殊な潤滑剤が必要
3
/25冷鍛用被加工材に要求される特性冷鍛用被加工材に要求される特性
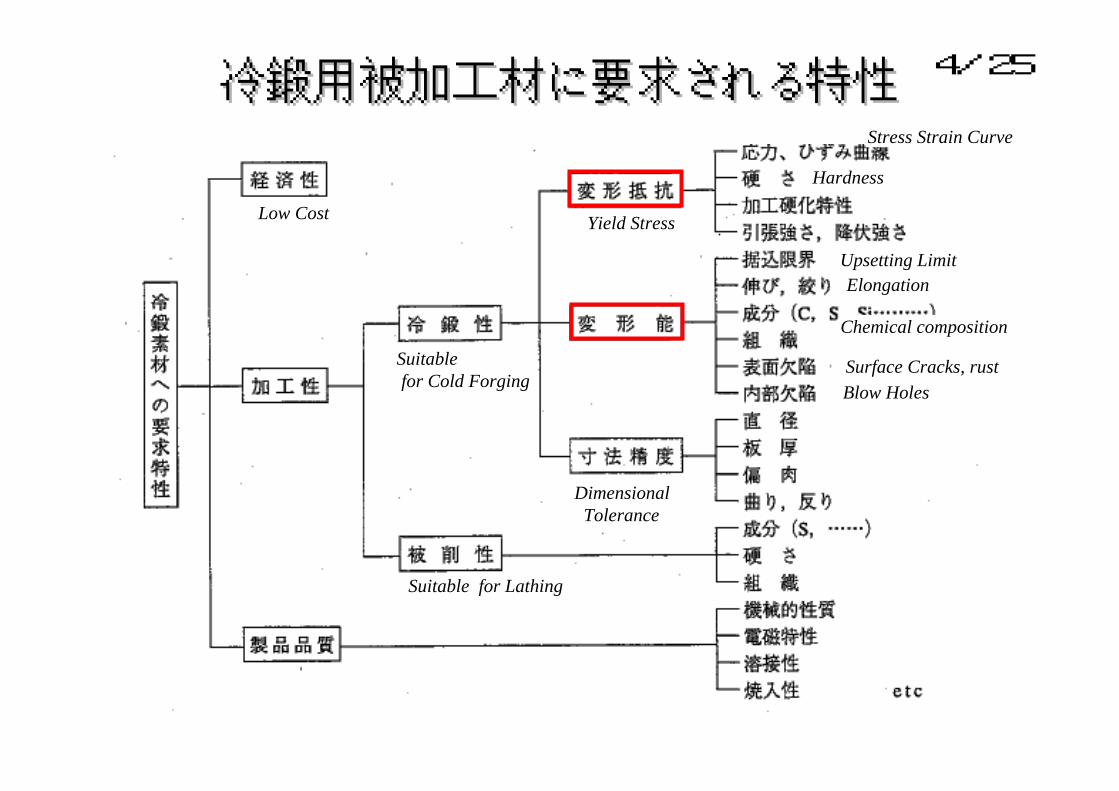
Low Cost
Suitable for Cold Forging
Suitable for Lathing
Hardness
ElongationUpsetting Limit
Chemical composition
Surface Cracks, rustBlow Holes
Stress Strain Curve
DimensionalTolerance
Yield Stress
4

/25冷鍛品の機械的性質冷鍛品の機械的性質 5
冷鍛加工した材料は、加工硬化して素材より強度が増す
/25冷鍛の主な加工方法冷鍛の主な加工方法 6
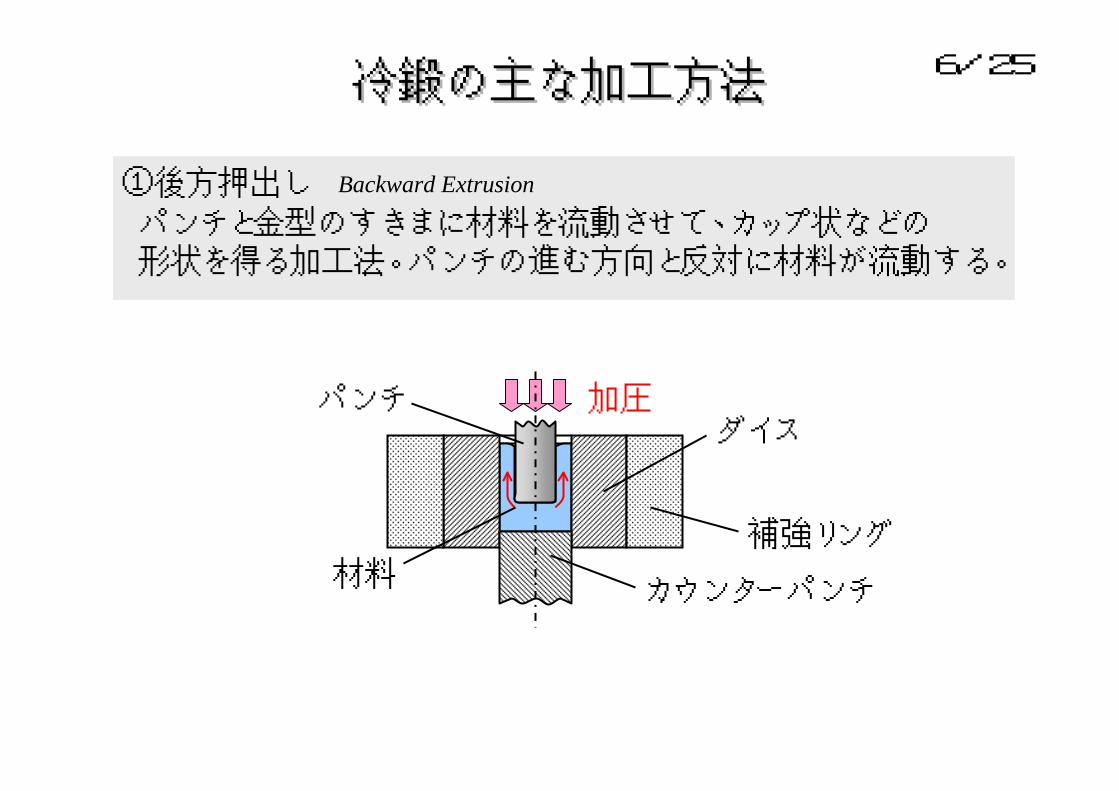
①後方押出しパンチと金型のすきまに材料を流動させて、カップ状などの形状を得る加工法。パンチの進む方向と反対に材料が流動する。
Backward Extrusion
加圧ダイス
パンチ
材料補強リング
カウンターパンチ
/25冷鍛の主な加工方法冷鍛の主な加工方法 7
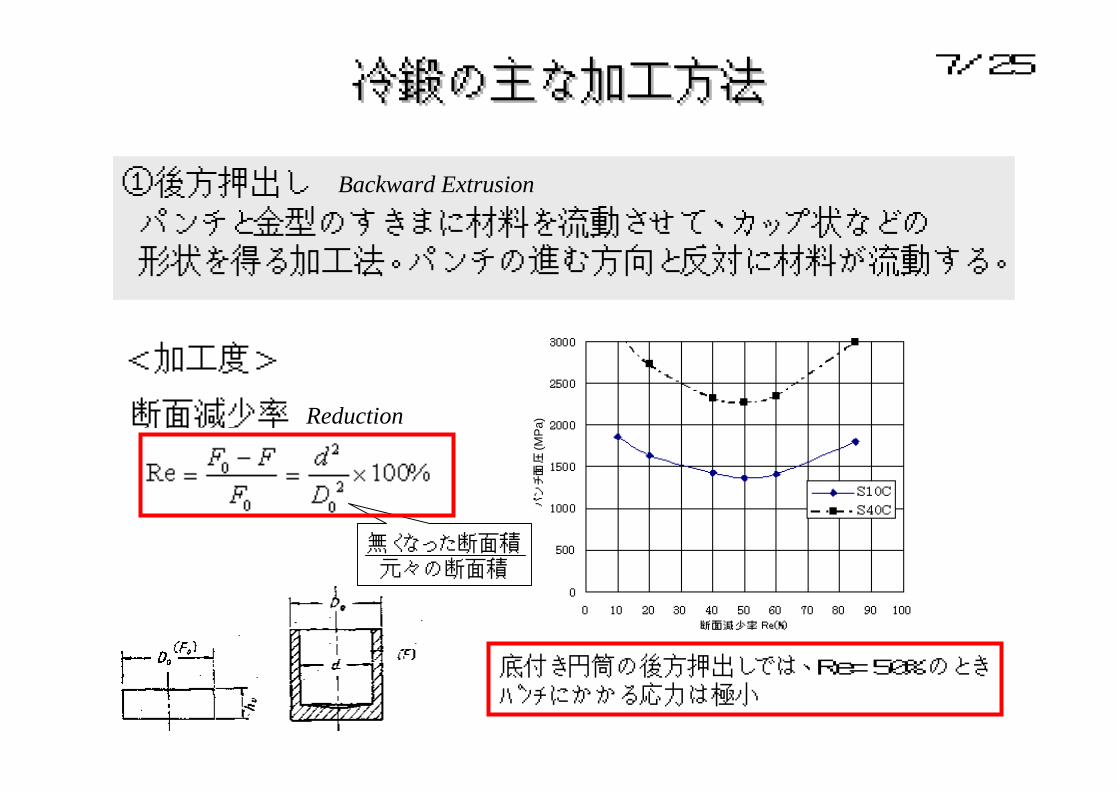
①後方押出しパンチと金型のすきまに材料を流動させて、カップ状などの形状を得る加工法。パンチの進む方向と反対に材料が流動する。
Backward Extrusion
<加工度>
断面減少率 Reduction
底付き円筒の後方押出しでは、Re=50%のときパンチにかかる応力は極小
無くなった断面積元々の断面積
(MP
a)

/25
②前方押出し金型の内部に材料を密閉し、パンチの進む方向に材料を流動させて、金型の成形部を通して素材の断面積の減少を図る加工法。
加圧
ダイス
パンチ
材料 補強リング
冷鍛の主な加工方法冷鍛の主な加工方法 8
Forward Extrusion
/25
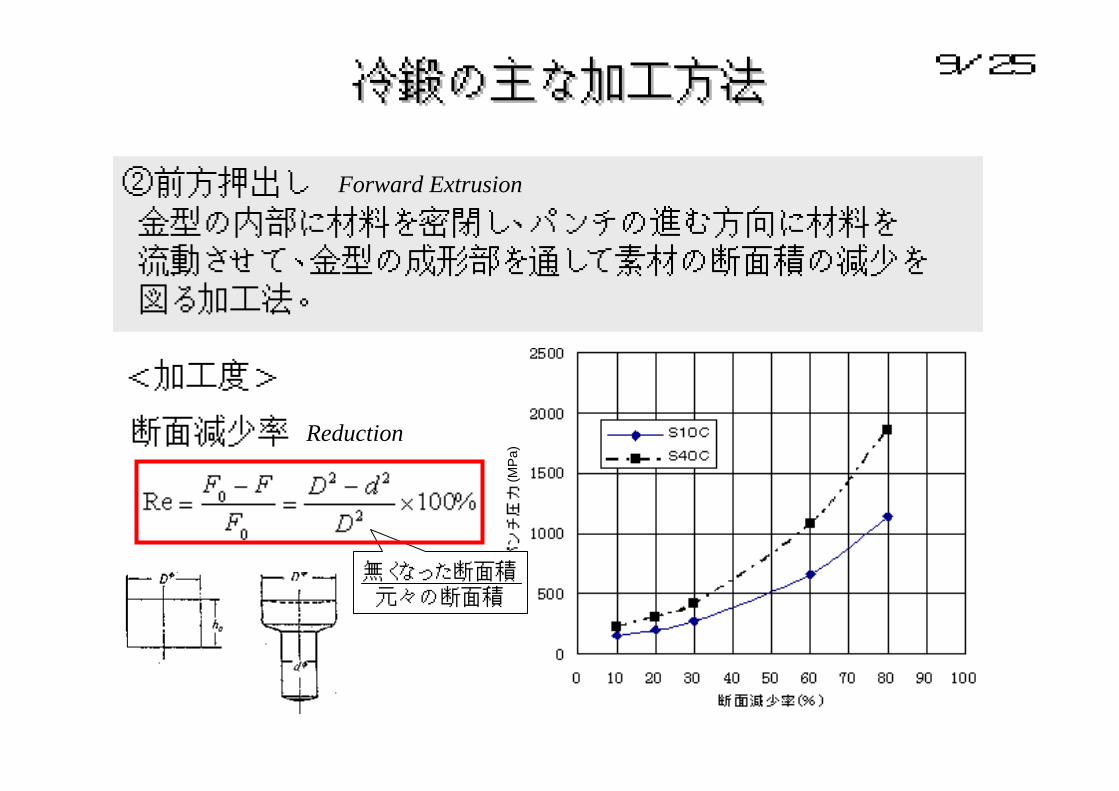
②前方押出し金型の内部に材料を密閉し、パンチの進む方向に材料を流動させて、金型の成形部を通して素材の断面積の減少を図る加工法。
冷鍛の主な加工方法冷鍛の主な加工方法 9
Forward Extrusion
<加工度>
断面減少率 Reduction
無くなった断面積元々の断面積
(MP
a)
/25
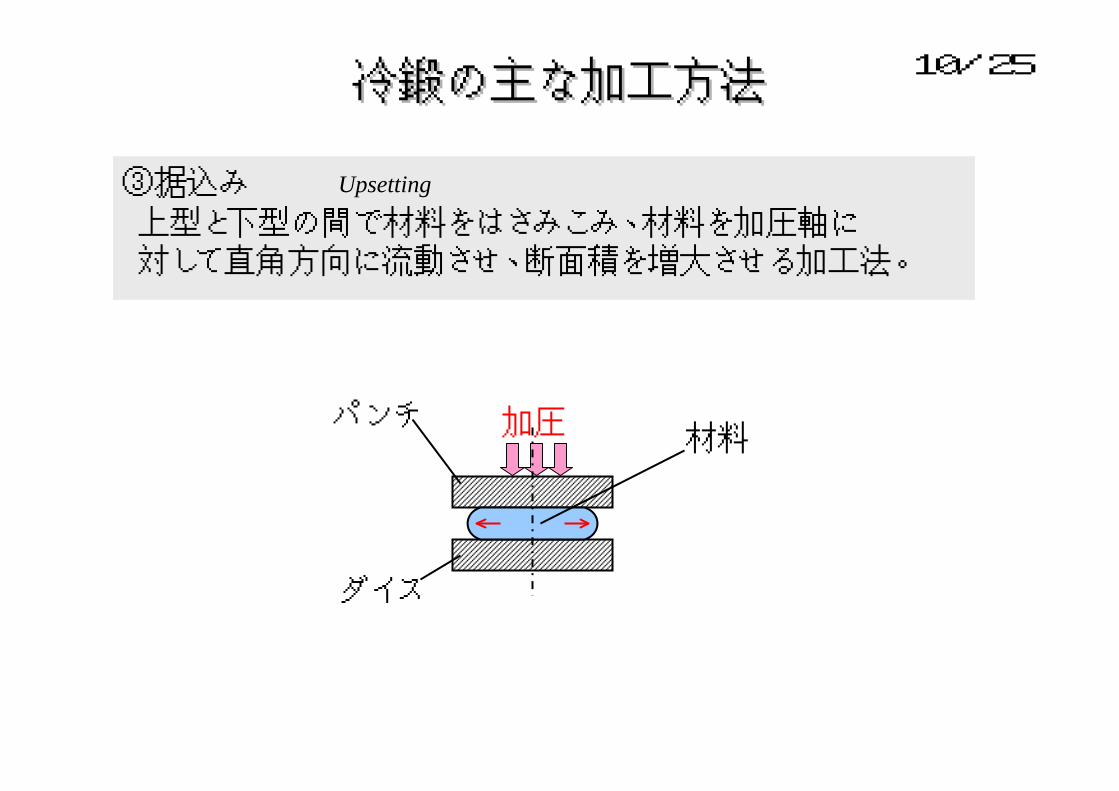
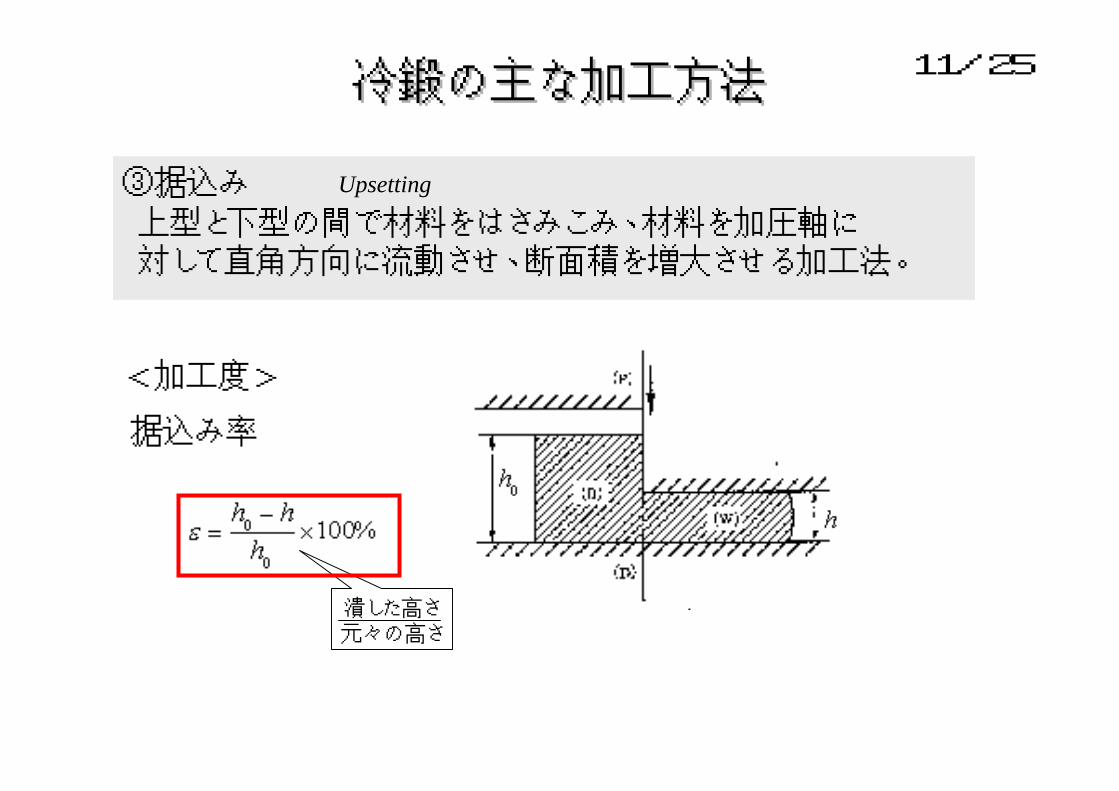
③据込み上型と下型の間で材料をはさみこみ、材料を加圧軸に対して直角方向に流動させ、断面積を増大させる加工法。
冷鍛の主な加工方法冷鍛の主な加工方法 10
Upsetting
材料加圧パンチ
ダイス
/25
③据込み上型と下型の間で材料をはさみこみ、材料を加圧軸に対して直角方向に流動させ、断面積を増大させる加工法。
冷鍛の主な加工方法冷鍛の主な加工方法 11
Upsetting
<加工度>
据込み率
潰した高さ元々の高さ
/25
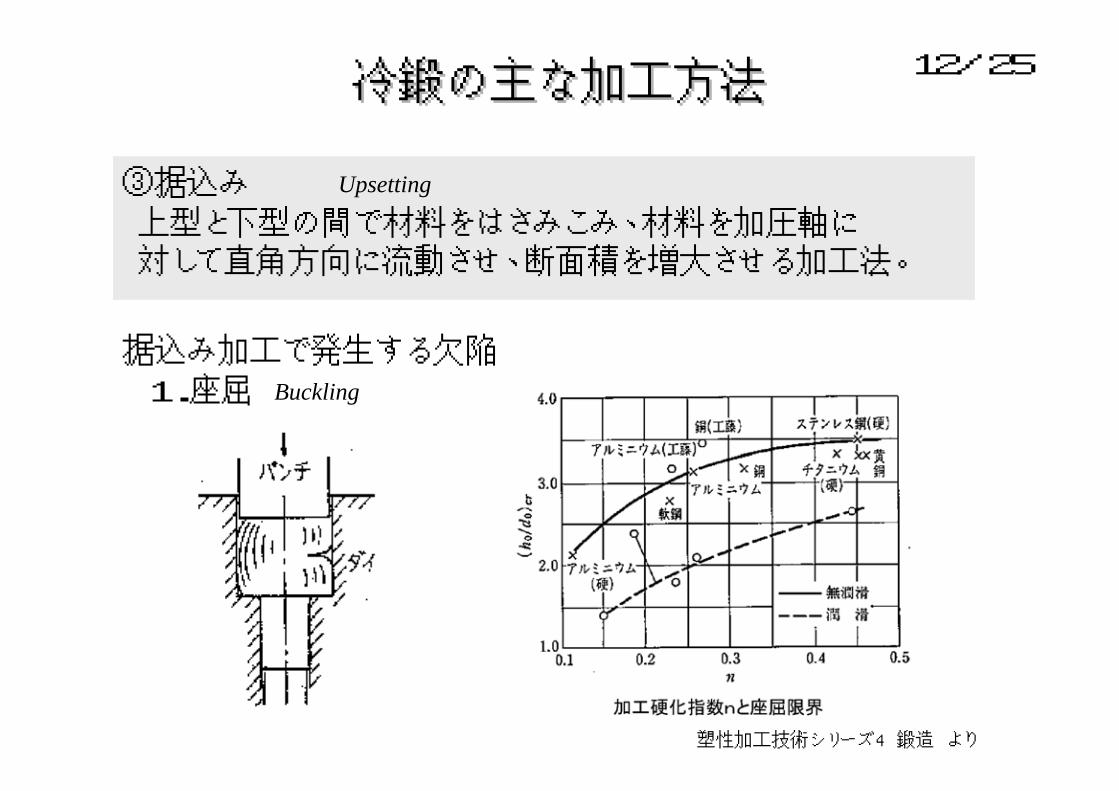
③据込み上型と下型の間で材料をはさみこみ、材料を加圧軸に対して直角方向に流動させ、断面積を増大させる加工法。
冷鍛の主な加工方法冷鍛の主な加工方法 12
Upsetting
据込み加工で発生する欠陥
1.座屈 Buckling
塑性加工技術シリーズ4 鍛造 より
/25
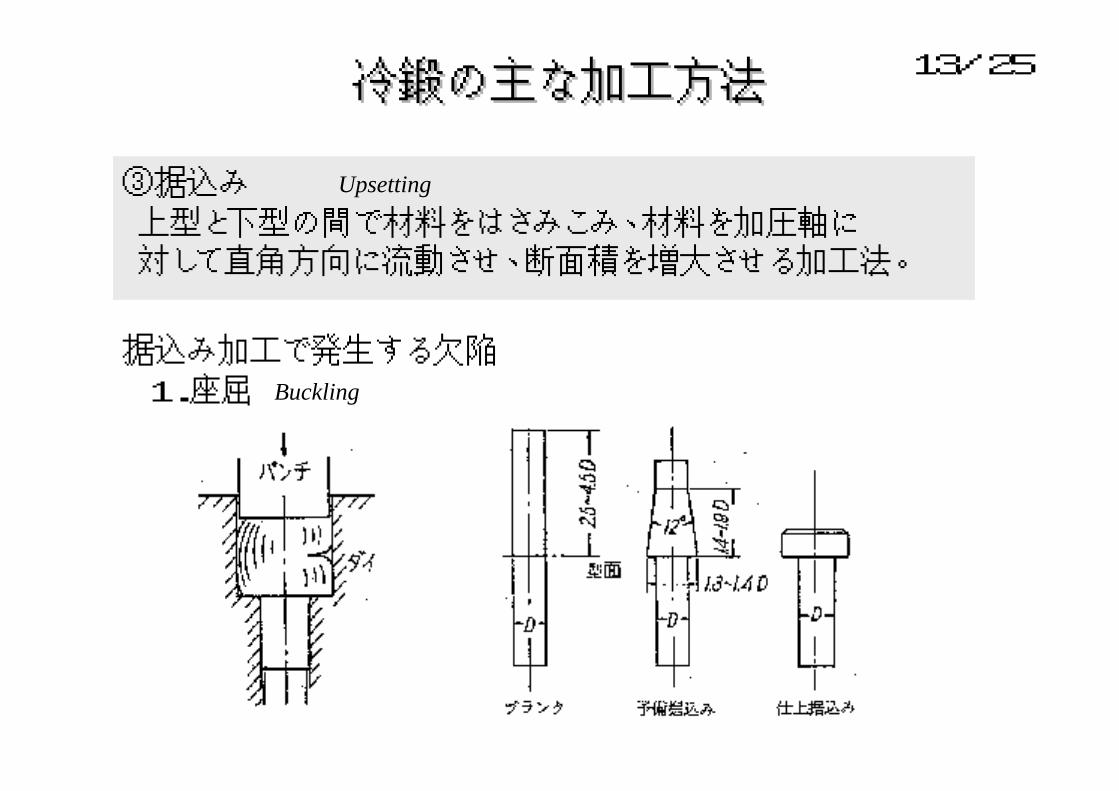
③据込み上型と下型の間で材料をはさみこみ、材料を加圧軸に対して直角方向に流動させ、断面積を増大させる加工法。
冷鍛の主な加工方法冷鍛の主な加工方法 13
Upsetting
据込み加工で発生する欠陥
1.座屈 Buckling
/25
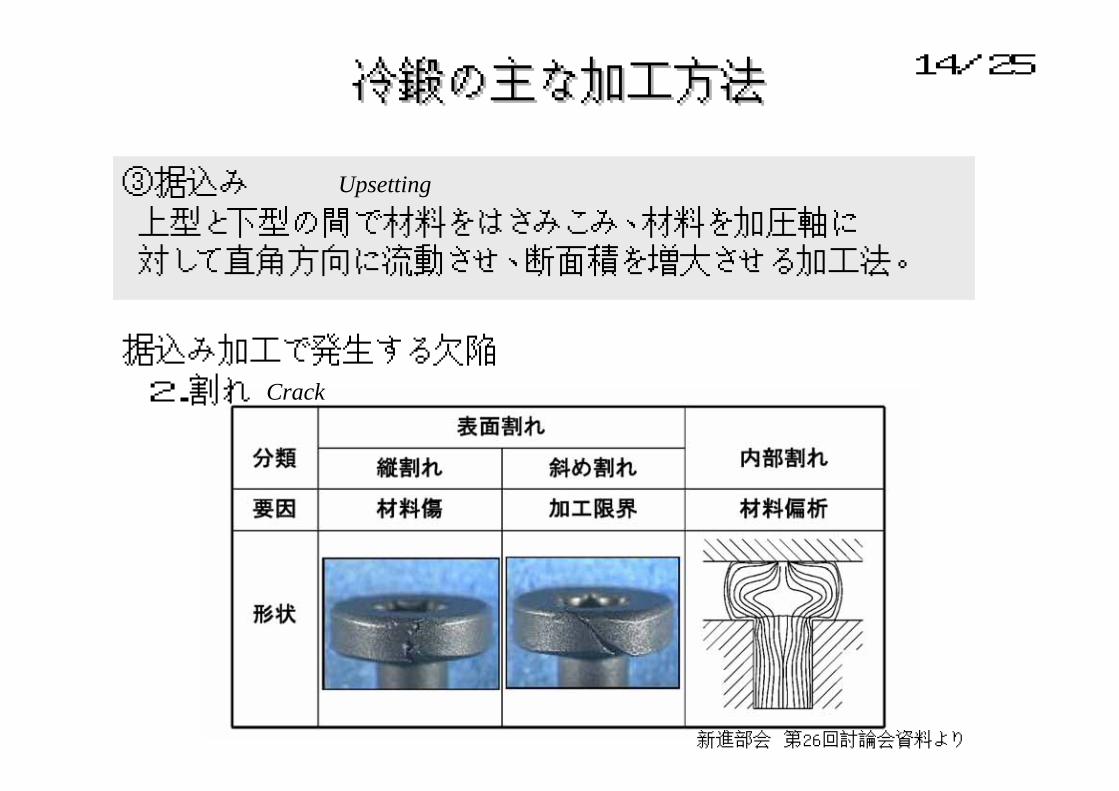
③据込み上型と下型の間で材料をはさみこみ、材料を加圧軸に対して直角方向に流動させ、断面積を増大させる加工法。
冷鍛の主な加工方法冷鍛の主な加工方法 14
Upsetting
据込み加工で発生する欠陥
新進部会 第26回討論会資料より
2.割れ Crack

/25
③据込み上型と下型の間で材料をはさみこみ、材料を加圧軸に対して直角方向に流動させ、断面積を増大させる加工法。
冷鍛の主な加工方法冷鍛の主な加工方法 15
Upsetting
据込み加工で発生する欠陥
新進部会 第26回討論会資料より
2.割れ Crack
80%銅・黄銅
90%アルミ合金
60%ステンレス鋼
60%クロムモリブデン鋼
65%炭素鋼(S30C以上)
85%炭素鋼(S30Cまで)
限界据え込み率材質

/25
③据込み上型と下型の間で材料をはさみこみ、材料を加圧軸に対して直角方向に流動させ、断面積を増大させる加工法。
冷鍛の主な加工方法冷鍛の主な加工方法 16
Upsetting
据込み品に発生する欠陥
首とび

/25実際の工程設計実際の工程設計
新進部会 第26回討論会資料より
17
/25
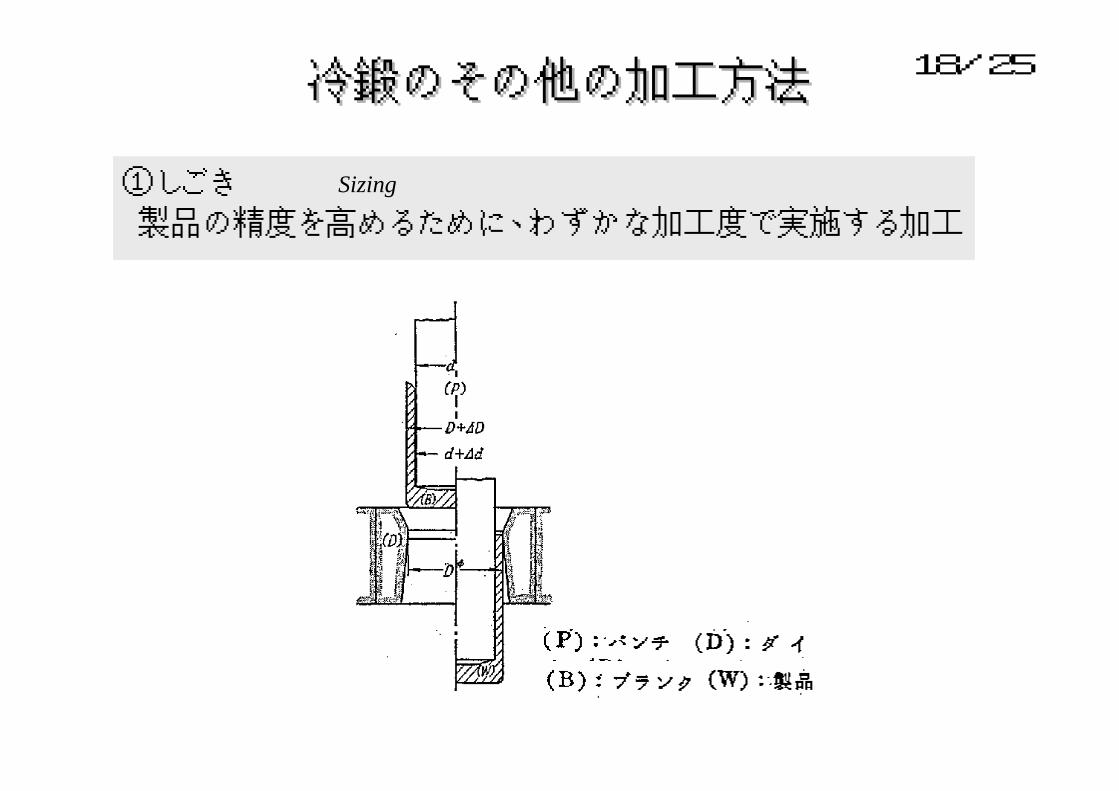
①しごき製品の精度を高めるために、わずかな加工度で実施する加工
冷鍛のその他の加工方法冷鍛のその他の加工方法 18
Sizing
/25
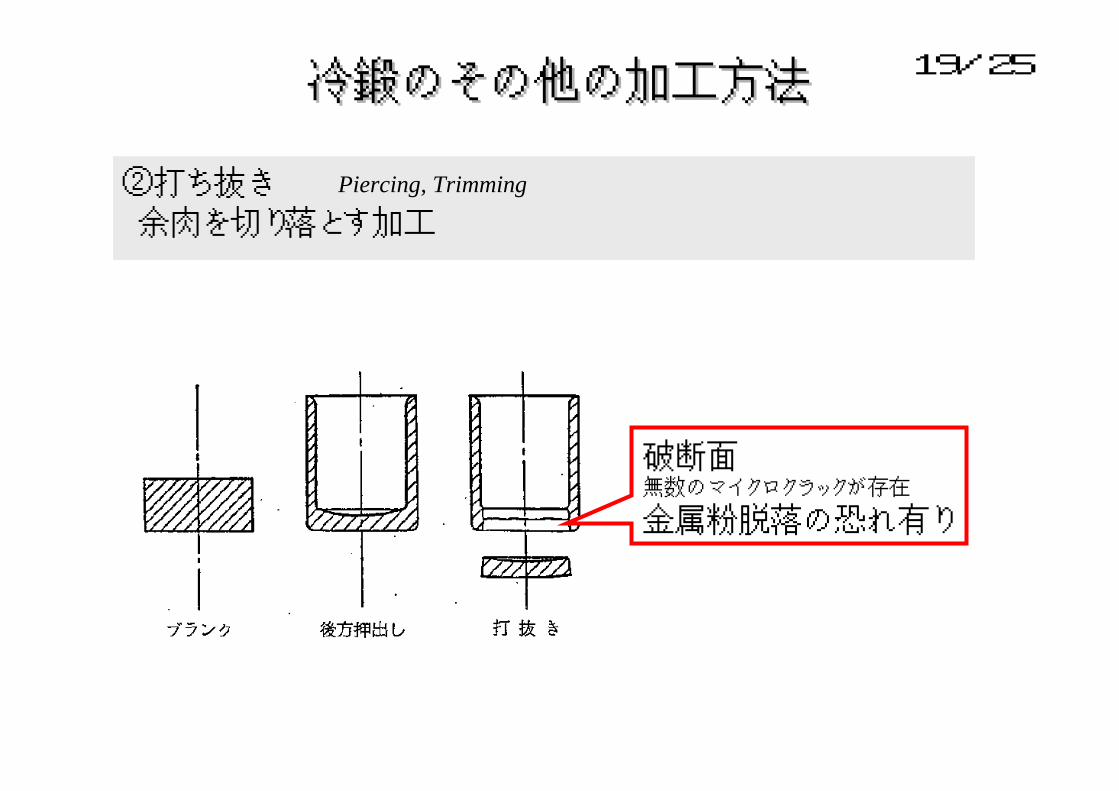
②打ち抜き余肉を切り落とす加工
冷鍛のその他の加工方法冷鍛のその他の加工方法 19
Piercing, Trimming
破断面無数のマイクロクラックが存在
金属粉脱落の恐れ有り

/25
③揺動鍛造すりこぎ運動する円錐型の上型と上昇するダイで素材をはさみ込んで加工するもの。扁平な形状の成形に適する。
20
Orbital Forging (Rocking)
冷鍛のその他の加工方法冷鍛のその他の加工方法

/25
④閉塞鍛造バネ力にてアウターパンチを加工させて密閉空間を作った後パンチにより加工を行うもの。複雑な形状の成形に適する。
冷鍛のその他の加工方法冷鍛のその他の加工方法 21
/25
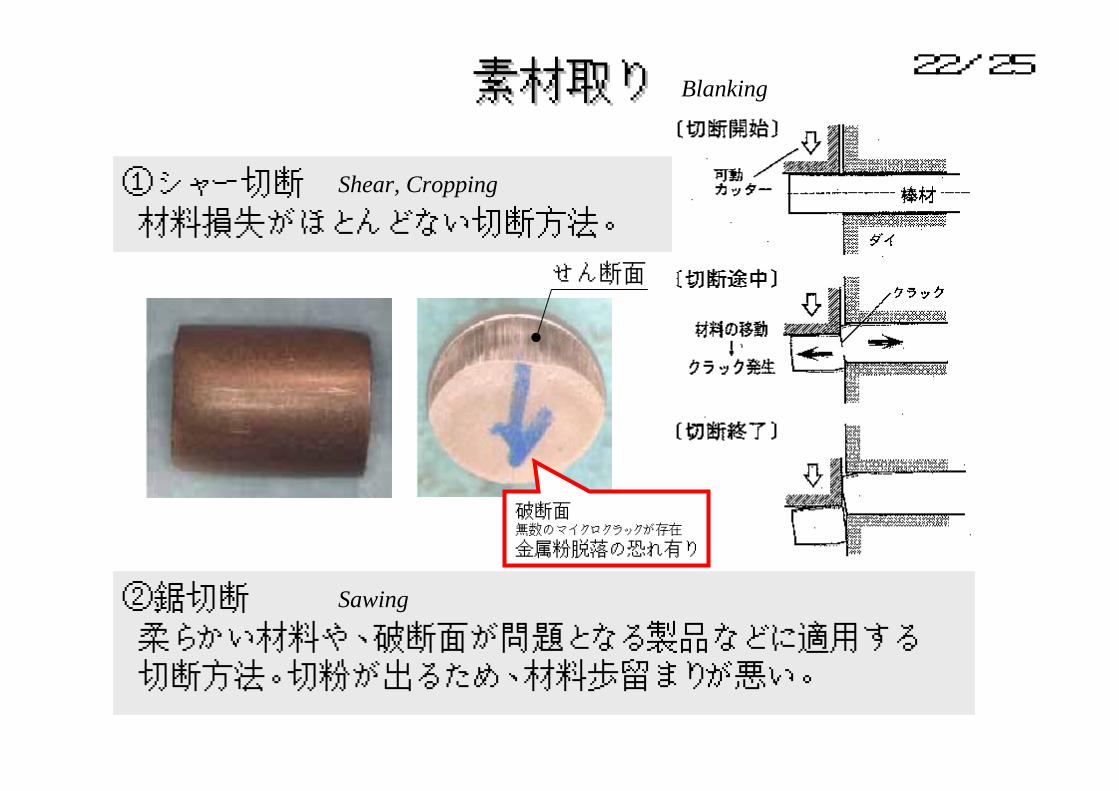
①シャー切断材料損失がほとんどない切断方法。
素材取り素材取り 22
Shear, Cropping
②鋸切断柔らかい材料や、破断面が問題となる製品などに適用する切断方法。切粉が出るため、材料歩留まりが悪い。
Sawing
せん断面
Blanking
破断面無数のマイクロクラックが存在
金属粉脱落の恐れ有り
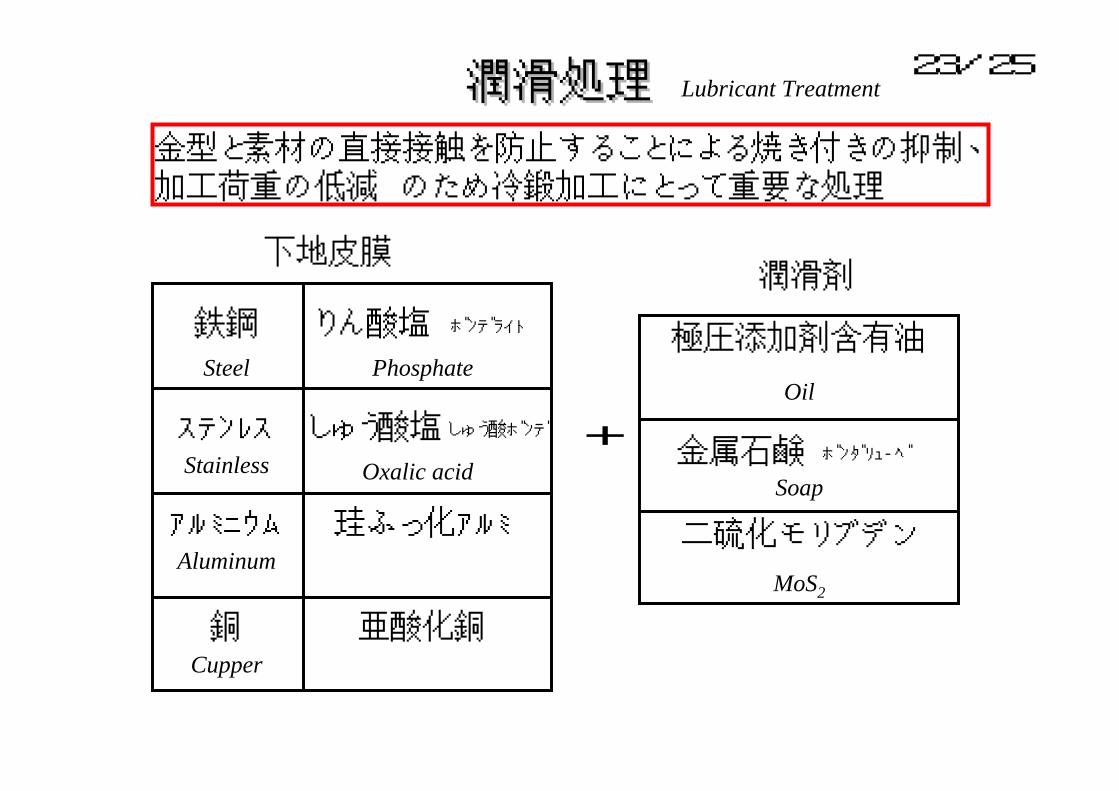
/25潤滑処理潤滑処理 23
Lubricant Treatment
鉄鋼
ステンレス
アルミニウム
銅
しゅう酸塩
珪ふっ化アルミ
亜酸化銅
下地皮膜
+
潤滑剤
極圧添加剤含有油
二硫化モリブデン
PhosphateSteel
Stainless
Aluminum
Cupper
Soap
りん酸塩 ボンデライト
金属石鹸 ボンダリューベ
Oil
MoS2
金型と素材の直接接触を防止することによる焼き付きの抑制、加工荷重の低減 のため冷鍛加工にとって重要な処理
しゅう酸ボンデ
Oxalic acid
/25熱処理熱処理 24
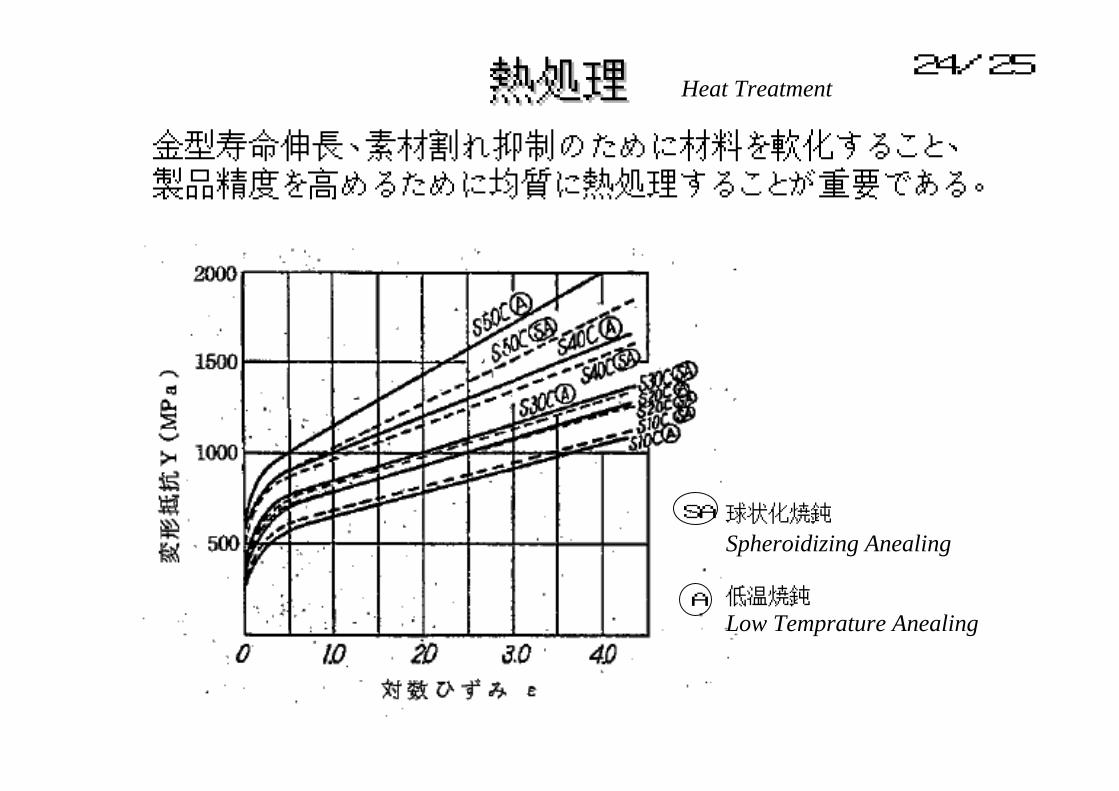
Heat Treatment
金型寿命伸長、素材割れ抑制のために材料を軟化すること、製品精度を高めるために均質に熱処理することが重要である。
A
SA
低温焼鈍
球状化焼鈍
Low Temprature Anealing
Spheroidizing Anealing

/25計算問題計算問題
右図の加工における断面減少率を求めなさい。
φ30
φ30 φ21.21
右図の加工における断面減少率を求めなさい。
φ30φ30
φ20
右図の加工における据え込み率を求めなさい。 30 7.5
25