environmental impact assessment (eia) report...
TRANSCRIPT

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.1
CHAPTER – 8 RISK AND SAFETY MANAGEMENT
8.1 PREAMBLE
Increasing use of hazardous chemicals as raw materials, intermediates and finished
products has attracted attention of the Government and the public at large in view of the
chemical disasters. The serious nature of the accidents, which cause damage to the
plant, personnel and public, has compelled industries to pay maximum attention to the
safety issues and also to effectively manage the hazardous material and operations. It
is mandatory for the industries handling hazardous chemical to maintain specified
safety standards and generate an on-site emergency plan and keep it linked with offsite
emergency plan.
The Risk Assessment Study and safety management for the proposed expansion
project of KLJ Organic Limited (Unit II) has been carried out and the details are
elaborated in this chapter. Based on the findings & recommendations of RA report
management plan for the proposed expansion has also been prepared and included.
Risk Assessment is defined as a continuous and integrated process of identification,
evaluation and measurement of risks, along with their potential impact on the
organization.
The benefits of risk assessment include the following:
� Prevention or reduction in occurrence of accidents.
� Mitigation of the severity and/or consequences by way of improved process
techniques, fire protection systems, arrangements of storage, inventory
monitoring to fit production requirements.
� Development of confidences in employees by improving competency.
� Preparedness and prompt response to deal with any accident.
The safety management includes the implementation of preventive methods or accident
prevention methods to avoid incident or accident and handling of emergency in case of
accident.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk and Safety Management
Page | 8.2
8.2 OBJECTIVE, PHILOSOPHY AND METHODOLOGY OF RISK ASSESSMENT
8.2.1 Objective
The principle objective of this study is to identify major risks in the manufacturing
process and to evaluate on-site & off-site consequences of identified hazard scenarios.
Pointers are then given for effective mitigation of hazards in terms of suggestions for
effective disaster management, suggesting minimum preventive and protective
measures & change of practices to ensure safety.
8.2.2 Philosophy
The following aspects and areas have been covered in this study;
� Identification of major risk areas.
� Hazard identification / Identification of failure cases.
� Consequential analysis of probable risks / failure cases;
o Determination of the probable risk by Releasing of chemical due to leakage of
storage tank and catastrophic failure.
o Risk assessment on the basis of the above evaluation & risk acceptability.
o Minimum preventive & protective measures to be taken to minimize risks to
maximum possible extent.
� Giving pointers for effective disaster management.
� Suggesting measures to further lower the probability of risk.
8.2.3 Methodology
Design data, built in safety systems are studied. Discussions are held with officials.
Safety related individual system is discussed. Hazard identification exercise is
conducted taking into consideration of materials, material handling methods, operating
procedures, built in safety in reactors, operating parameters and safety measures to be
taken in proposed plant. Few areas like process building, storage of hazardous
chemicals, to evaluate safety systems in the event of any abnormalities occurring.
Containment failure scenario related to storage area is considered for hazard Analysis
and consequences of such containment failures are considered in detail. Thus, this
study is mainly oriented towards actual risks rather than chronic risks.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.3
8.3 HAZARDOUS MATERIAL, PROCESS AND SAFETY MANAGEMENT
The proposed project includes manufacturing of various synthetic organic chemicals
along with the existing product. Manufacturing of these chemicals required raw
materials as listed in Section – 2.8 of Chapter – 2. Certain products are not defined as
hazardous in MSIHC rules but may fall under the definition of hazardous material/
chemicals either due to its hazardous and toxic nature. Some of the raw materials fall
under the definition of hazardous chemical. Physical, chemical and hazardous
characteristics of all the proposed products and raw materials are given in Table 8.1.
This is an existing unit and also there is handling of hazardous chemicals, therefore unit
has already provided general as well as chemical specific adequate safety measures
for manufacturing, storage, handling and transportation. However, for the proposed
project also, the unit will provide adequate safety measures as described below in this
chapter;

Envi
ronm
enta
l Im
pact
Ass
essm
ent (
EIA
) Rep
ort
Prop
osed
Pro
ject
for M
anuf
actu
ring
of S
ynth
etic
Org
anic
Che
mic
als
Cha
pter
-8: R
isk
and
Safe
ty M
anag
emen
t
Page
| 8.
4
Tabl
e-8.
1: D
etai
ls o
f Haz
ardo
us C
hem
ical
s pe
r the
MSI
HC
Rul
es 1
989
& 2
000
Sr.
No.
Full
Nam
e of
C
hem
ical
sC
AS
No.
Stat
e (S
olid
, Li
quid
or
Gas
)C
olou
rO
dour
Solu
bilit
y in
wat
erSp
. G
ravi
ty
°C
Vapo
ur
Den
sity
°C
Mel
ting
Poin
t, °C
Boi
ling
Poin
t °C
Flas
h Po
int
°C
Expl
osiv
e lim
it,%
TLV
ppm
Toxi
city
Haz
chem
*N
FPA
** C
ode
Haz
ardo
us
Cha
ract
eris
tics
LEL
UEL
LD50
mg/
Kg
LC50
mg/
lF
HR
S
+12
34
56
78
910
1112
1314
1516
1718
1920
2122
23
1.Ac
etal
dehy
de75
-07-
0Li
quid
Col
orle
ssFr
uity
,Pu
ngen
t(S
trong
)So
lubl
e0.
781.
52-1
23.5
21-3
8 &
-4
04
5725
OR
AL: A
cute
: 661
[Rat
],90
0[M
ouse
],D
ER
MA
L:Ac
ute:
354
0[R
abbi
t]
VAPO
R:A
cute
: 13
300
ppm
4 h
ours
[R
at]&
2300
0 m
g/m
4
hour
s [M
ouse
]
2B4
32
-Fl
amm
able
,Irr
itant
, Tox
ic
2.Be
nzyl
Chl
orid
e10
0-44
-7Li
quid
Col
orle
ssPu
ngen
tN
one
1.09
54.
443
179
671.
114
112
3115
0A2
23
1-
Haz
ardo
us, T
oxic
3.Be
nzal
dehy
de10
0-52
-7Vi
scou
s Li
quid
Col
orle
ss
to Y
ello
w-
Poor
So
lubl
e1.
043.
66-2
617
964
.4 &
73
.91.
413
.5-
OR
AL: A
cute
: 130
0 [R
at]
---
3A2
20
-Irr
itant
, Tox
ic
4.Be
nzyl
Alc
ohol
100-
51-6
Liqu
idC
olor
less
C
lear
Fain
t Aro
mat
icPa
rtial
ly
solu
ble
1.04
3.72
-15.
220
5.3
93 &
10
0.56
1.3
13-
OR
AL: A
cute
: 123
0 [R
at],
1360
[Mou
se],
1040
[Rab
bit]
DER
MAL
: Acu
te: 2
000
[Rab
bit]
INH
ALA
TIO
N:
Acut
e: >
4.17
8 4
hour
s [R
at]
-1
10
-Fl
amm
able
, Irr
itant
, Tox
ic
5.Be
nzyl
Ben
zoat
e12
0-51
-4Li
quid
Cle
ar
Col
orle
ssFa
int p
leas
ant
arom
atic
Inso
lubl
e1.
118
7.31
2132
3.5
147.
8-
--
OR
AL: A
cute
: 170
0 ul
/kg
[Rat
], 14
00 u
l/kg
[Mou
se],
DER
MAL
: Acu
te: 4
000
[Rab
bit]
----
11
0-
Irrita
nt, T
oxic
6.Be
nzyl
Ace
tate
140-
11-4
Liqu
idC
lear
C
olor
less
Frui
ty, F
lora
lVe
ry s
light
l yso
lubl
e1.
045.
1-5
121
090
--
-
OR
AL: A
cute
: 249
0 [R
at],
830
[Mou
se],
2200
[Gui
nea
pig]
DER
MAL
: Acu
te &
gt:
5000
[Rab
bit]
VAPO
R:A
cute
: 245
pp
m 8
hou
rs [c
at]
-1
10
-Irr
itant
, Tox
ic
7.Be
nzal
Chl
orid
e98
-87-
3Li
quid
Col
orle
ssPu
ngen
tN
one
1.25
4-
-16
207
92-
--
OR
AL: 3
249
-B3
--
--
Toxi
c8.
Benz
o Tr
i-chl
orid
e98
-07-
7Li
quid
Col
orle
ssPu
ngen
tN
one
1.38
6.77
17.5
220
976.
52.
1-
702
0.53
-0
30
-To
xic
9.C
hlor
ine
7782
-50-
5G
asG
reen
ish-
Yello
wPu
ngen
t0.
7 gm
/100
1.47
2.5
101
34-
--
0.5
293
0.07
-0
40
Cor
rosi
ve, T
oxic
10. C
inna
mic
Ald
ehyd
e10
4-55
-2Li
quid
Yello
w
Stro
ng, S
wee
t, Ba
lsam
ic,
Cin
nam
on
Bark
1.42
gm
/ltrs
1.05
--8
251
71-
--
OR
AL: A
cute
: 222
0 [R
at],
DE
RM
AL:
Acu
te: >
1500
[R
abbi
t]
---
--
--
-To
xic
11. C
alci
um C
hlor
ide
1004
3-52
-4So
lidC
olor
less
, W
hite
, Off-
whi
teO
dorle
ssSo
lubl
e2.
15-
772
1670
--
--
OR
AL: A
cute
: 100
0 [R
at],
1940
[Mou
se]
---
-0
22
-Irr
itant
, Tox
ic
12. D
iben
zyl e
ther
103-
50-4
Liqu
id
Cle
ar,
colo
rless
to
pale
ye
llow
ish
Cha
ract
eris
tic
odor
Inso
lubl
e1.
046.
9-
295
>93
--
-O
RAL
: Acu
te: 2
500
[Rat
]--
-1
10
-To
xic
13. H
ydro
chlo
ric A
cid
7647
-01-
0 &
7732
-18-
5Li
quid
Col
orle
ssPu
ngen
t Irr
itatin
g (S
trong
)So
lubl
e1.
1 -
1.19
1.26
7-6
2.25
108.
58-
--
2G
AS: A
cute
: 470
1 pp
m
0.5
hour
s [R
at]
-2
R0
31
-C
orro
sive
, Irr
itant
, Tox
ic
14. S
oda
Ash
497-
19-8
Pow
der,
Dus
tW
hite
Odo
rless
Solu
ble
2.50
9-
851.
11-
--
-3
OR
AL: A
cute
: 409
0 [R
at]
1200
mg/
m3/
2h
(inh-
mus
)-
--
--
Irrita
nt
15. S
odiu
m A
ceta
te12
7-09
-3
Solid
(G
ranu
lar,
crys
talli
ne
pow
der)
Col
orle
ss
Whi
teO
dorle
ss to
ac
etic
(Slig
ht)
Solu
ble
1.52
8-
324
--
--
---
---
--
12
0-
Irrita
nt
16. S
odiu
m B
enzo
ate
532-
32-1
Solid
Whi
teO
dorle
ssSo
lubl
e-
4.97
>300
--
--
-O
RAL
: Acu
te: 4
070
[Rat
], 16
00 [M
ouse
],20
00 [R
abbi
t]--
--
12
0-
Irrita
nt, T
oxic
17. T
olue
ne10
8-88
-3Li
quid
Col
orle
ssPl
easa
ntSl
ight
lyso
lubl
e0.
817
3.14
95 to
94
.511
0.4
12.7
1.2
710
0O
RAL
: Acu
te:6
3649
000
mg/
m fo
r 4
hrs
3*3
20
Flam
mab
le
*Not
e: F
: Fla
mm
able
, E: E
xplo
sive
, C: C
orro
sive
, T: T
oxic
, P: P
oiso
nous
, R: R
eact
ive,
**N
FPA
= N
atio
nal F
ire P
rote
ctio
n A
ssoc
iatio
n(F
: Fire
, H: H
ealth
, R: R
eact
ivity
, S: S
peci
fic)
Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.5
8.3.1 Safety Measures for Transportation, Storage & Handling of chemicals
� Chemicals are received by HDPE drums/ tanks/ bags/ cylinders (tonners)/ pipeline
in existing plant and it will be continued after the proposed expansion project.
� Chemical unloading standard procedure is in place and implemented for safe
unloading of road tanker.
� Static earthing provision has been made for tanker unloading.
� Flexible steel hose are used for unloading from the tanker.
� Flame proof electric motor is used during loading/unloading.
� NRV is provided on pump discharge line.
� Fixed pipeline with pumps are provided for transfer to vessel.
� TERM CARD will be provided to all transporters and they will be trained for
transportation Emergency of hazardous chemicals same as the current practice.
� Drum/tonner handling trolleys are used for transportation of drums up to plant.
� Muffler on the silencer of the tanker during entering in factory premises.
� Safety permit system is being followed for loading and unloading.
� Isolate storage as described in chapter-2 will be provided with dyke wall along with
transferring pumps around the storage tanks area of hazardous chemical.
� Only authorized person are permitted in storage area.
� Display Boards are provided on all storage tanks which include the name of the
chemicals and storage capacity.
� Caution note, hazardous identification board are provided.
� Chlorine gas used through pipelines from DCM industries in very safe manner to
minimized the hazards of chlorine tonner handling.
� Chlorine gas detector is installed in plant & chlorine tonner’s storage area in the
existing unit and the more will be installed as per the requirement during the
proposed expansion project.
� Hazardous Chemical storage area will be declared as “NO SMOKE ZONE”.
� Hazardous material handling will be carried out by using all PPE with proper ventilation
& under supervision.
8.3.2 Critical Safety Measures for Process Units
Critical safety measures are the most important aspect of selection of process
technology to ensure safety in production unit. For the safety in production area some
important critical safety measures are provided and additional will be provided after the

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk and Safety Management
Page | 8.6
proposed expansion within the process technology/ equipment itself & unit put continue
efforts for developing new technology/ equipment. Company ensures such provision in
the technology/ equipment/ machineries at time of purchase. The details of the critical
safety measures for process unit are as described below;
� Provision of all necessary equipment like portable detector, online detectors and other
laboratory equipments for regular monitoring of workplace air and other conditions
(VOC, Temperature, and Light Intensity etc.).
� Regular monitoring of work area is carried out through NABL approved laboratory to
measure airborne contamination and to control fugitive emissions and the same will be
continued after the proposed expansion project.
� Any reaction upsets has been confined to the reaction vessel itself as defined quantity
of raw materials are issued to the reaction vessel by metering pumps/load cells.
� Process parameters control has been provided vide Standard Operating Procedures.
� Materials are transferred by pumping through pipeline or by vacuum from drums.
� Hazardous materials are transferred by pipelines and in control manners.
� Trained person are engaged for handling of hazardous materials.
� Proper safety precautions are being taken during handling of hazardous materials.
� Solvents and flammable material storage area are kept away from the process plant
and required quantity of material is charged in reactor by pump or by gravity.
� All the vessels are examined periodically by a recognized competent person.
� All the vessels and equipments has been well earthed appropriately and well protected
against Static Electricity. Also for draining in drums proper earthing facilities has been
provided.
� Temperature indicators are provided near all the reactors.
� Caution note, safety posters, stickers, periodic training & updation in safety and
emergency preparedness plan are displayed and conducted.
� Flame proof light fittings have been installed in the plant.
� Same as the current practice, all the additional Plant Personnel will be provided with
Personal Protective Equipments like Helmets, Safety Shoes and Safety Glasses etc.
to protect against any adverse health effect during operations, leakage, spillages or
splash as required.
� Material Safety Data Sheets of raw materials & products are kept readily available at
the shop floor.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.7
8.3.3 Safety Measures For Preventive Maintenance
The safety measures in form of the general Do's & Don'ts for safety in process & other
plant area are as below:
� Make sure equipment is empty and fluxed with nitrogen and air.
� Check VOC content for flammable and make sure that no flammable vapour contents.
� Keep proper and adequate fire extinguisher near work area.
� Use proper PPEs.
� Check all motors are disconnected and fuse pulled out before maintenance.
� Work in any equipment must be conducted in presence of supervisor.
� Make sure all process lines are disconnected.
� Do not work on equipments without permission from plant head and maintenance
head.
� Do not allow any employment without pre-medical check-up or without checking
fitness.
Additional safety measures in form of the checklist covering Do's & Don'ts of preventive
maintenance, strengthening of HSE, manufacturing utility staff for safety related
measures will be updated timely and will be made available to all concern department &
personnel.
8.3.4 Safety measures to prevent spillage / leakage of toxic chemicals
The preventive maintenance will be planned and carried out as per plan to avoid the
failure of valve, pipe lines and other component of transferring line. The spillage will be
confined to the dyke area underneath the vessel. The resultant splash of such
chemicals will result in exposure of toxic chemicals to employees. Facilities like Safety
shower and eye wash fountains will be provided in the plant area, which can be used to
decontaminate the affected employees. Suitable decontamination procedure will be
used to decontaminate the spilled or leaked material. The SOP for decontamination will
be reared with all related department. The followings are some measures to be taken
for handling the toxic chemicals safely;
� Safety equipments like electric siren, safety belts, safety shower etc will be provided at
some places in plant as per the requirement and Suitable personal protective
equipment like splash goggles, gloves and protective clothes will be provided while
handling the toxic chemicals.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk and Safety Management
Page | 8.8
� The installation of all the equipment will be as per guidelines of provision of Gujarat
Factories Rule 1963.
� All the toxic chemicals will be stored under adequate safe condition.
� The storage of corrosive and toxic chemicals will be segregated from each other.
� The piping will be examined thoroughly every year for finding out any defects; and a
defect will be removed forthwith. The record of such examination will be maintained.
� Smoking is prohibited inside the factory and same practice will be continued after
proposed expansion also.
� Employees will be properly trained for handling of toxic and corrosive chemicals.
� All pipe joints will be provided with heavy duty gaskets to prevent any leakage.
� Self breathing apparatus will be provided and workers will be trained about their use
also.
� Dyke wall will be provided to the hazardous chemicals storage area.
� Spare barrels of sufficient quantity will be kept ready for any emergency spillage or
leakage.
� Drum trolley will be used for the movement of drums of hazardous chemicals.
� Liquid chemicals will be transferred by mechanical seal pump through closed pipeline.
8.4 OCCUPATIONAL HEALTH & SAFETY PROGRAM
The main effects of chemicals especially VOCs are anticipated in proposed expansion.
No other source of adverse effects on occupation health & safety is likely to occur.
However, MSDS of hazardous chemicals will be made available with the management
as well as concern personnel working with the materials or area likely to be affected by
the materials. Following are the key safety measure which has already been taken and
will be updated timely;
� Provision of drinking water supply for the employees as per the drinking water
standards
� Availability of proper sanitary facilities for the employees so that they do not suffer from
any health ailments.
.
� Provision of suitable personal protective equipment like safety gloves, helmets,
safety belts, as described below in Table 8.2 to personnel in the plant and
compulsory use of these PPEs for all workers.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.9
Table 8.2: Details of Personal Protective Equipments
Item Nos.Safety Helmet 50Safety Goggles 50Safety Shoes 50Rubber Gloves 50Eye Wash Fountain 20Gum Boots 15Nose Mask 50Safety Belt 20Self Contained Breathing Apparatus 12
� Provision of ear muffs/ ear plugs to the workers exposed to higher noise level.
� Provision of first –AID boxes (Containing Tincture iodine, Eye Drops, Burnol,
Soframycin (ointment), Sterilized cotton wool, Band-aid, Antiseptic Solution (Sevlon),
Bandage, Rose Water, etc) at various places in the premises.
� Organize training program for information on accident prevention, proper control and
maintenance of equipment, first aid training and safe material handling practices.
� Availability of MSDS and antidotes (i.e. Jaggery (Gud), Banana, Soda) for the
chemical used at the place of use.
� Provision of adequate ventilation in process area so that airborne contamination does
not exceed threshold limit value.
� Monitoring of occupational hazards like noise, ventilation, chemical exposure at
frequent intervals.
� Provision of proximity suits and self-breathing apparatus.
� Display various instruction boards, cautionary notices etc. at different locations.
� System of pre employment, periodical and post employment medical examination of all
the employees.
� As described in Chapter-6, unit has already made necessary tie-up with nearby
hospital for the medical assistance in case of any emergency. Medical officers are
appointed for the periodical health check-up of the employees.
� Periodical health check-up reports (Form – 32) of all the employees are being
maintained as per the factory act and the same will be continued after the proposed
expansion project. The medical reports of employees are given in Annexure – 25 for
reference.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk and Safety Management
Page | 8.10
8.5 RISK ASSESSMENT STUDY
Chemical process industries have undergone tremendous changes during last five
decades. Process conditions such as pressure & temperature have become severe;
concentration of stored energy has increased. The scale of possible fire, explosion,
toxic release, body injuries and occupational diseases has grown considerably. These
factors have greatly increased the risk for major industrial disasters, involving loss of
human lives, plant & property and environmental degradation.
Identification analysis and assessment of hazard and risk are very useful in providing
information to risk management. It provides basis for what should be the type and
capacity of its on-site and off-site emergency plan also what types of safety measures
are required. Risk and consequence analysis is carried out considering storage and
handling of various hazardous raw materials, intermediates and products as well as
manufacturing process. The objectives considered for Risk Assessment study are as
follows;
� To assess the risk involved in transporting, storing & processing raw material up to
final product.
� To define Emergencies including risk & Environment impact assessment.
� To evaluate the risk and to get the complete view of the available facilities.
� To take appropriate action to control the incidents.
� To safe guard employees and people in vicinity.
� To minimize damage to property and neighboring environment.
� To inform the employees, general public & Government authority about various
type of hazards, assessed risk, safe guards provided, residual risk if any, and role
to be played by them in the event of emergency.
� To inform Police, fire brigade, District authority and statutory authority for providing
help during emergency.
� To work out a plan with all provisions to handle emergencies and to provide training to
employees through mock rehearsals.
� To rescue and give treatment to the casualties and to count the number of injured
persons.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.11
8.5.1 Identification of High Risk Areas
It is observed that the storage areas pose fire/explosion hazards which may lead to
major accident event. In the process areas it is observed that inventories of chemicals
are very low & so there are not deemed to pose major off-site hazards. Thus, the
quantitative risk assessment studies are limited to unit and some extent in vicinity.
8.5.2 Modes of Failure
Storages system can fail in different ways depending on the materials stored, storage
conditions & may involve systems in their vicinity. Conditions such as over filling, over
pressure, missile, lightening or bomb attack, earthquake & resultant replier or release
scenarios have been identified. Outcomes of such incidents are determined by
presence of ignition either immediate or delayed. As can be seen depending upon
modes of failure different scenarios are possible viz:
1. Continuous release
2. Instantaneous release
This may be of gas / liquid depending upon type of material stored/released & its
characteristics. More examples, a liquid boiling at ambient conditions, will immediately
be converted to gas upon exposure to atmosphere.
An instantaneous release is any release occurring for a period less than 15 seconds.
Failure mode responsible for instantaneous releases may be catastrophic failure of
chemical storage tank / drum. For an instantaneous gas release important parameters
are release height & quantity released whereas for instantaneous liquid release,
important parameters are amount spilled, spill area & pool temperature, evaporation
rate, vapour mass etc.
Continuous release occurs when the material is released over a period greater than 15
seconds. For a continuous gas release, important parameters include height of leak
above ground, emission rate & total time of release. For continuous liquid release
important parameters are spill rates, duration, area & pool temperature, evaporation
rate and vapor mass or Gas mass.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk and Safety Management
Page | 8.12
8.5.3 Maximum Credible Accident Analysis and Its Mitigation Measures
A Maximum Credible Accident (MCA) can be characterized as the worst credible
accident. In other words: an accident in an activity, resulting in the maximum
consequence distance that is still believed to be possible. A MCA-analysis does not
include a quantification of the probability of occurrence of the accident. Another aspect,
in which the pessimistic approach of MCA studies appears, is the atmospheric condition
that is used for dispersion calculations.
The Maximum Credible Loss (MCL) scenarios have been developed for the Facility.
The MCL cases considered, attempt to include the worst “Credible” incidents-what
constitutes a credible incident is always subjective. Nevertheless, guidelines have
evolved over the years and based on basic engineering judgment, the cases have been
found to be credible and modeling for assessing vulnerability zones is prepared
accordingly.
The objective of the study is Emergency planning, hence only holistic & conservative
assumptions are used for obvious reasons. Hence, though the outcomes may look
pessimistic, the planning for emergency concept should be borne in mind whilst
interpreting the results.
In Consequence analysis, geographical location of the source of potential release plays
an important role. Consideration of a large number of scenarios in the same
geographical location serves little purpose if the dominant scenario has been identified
and duly considered.
The Consequence Analysis has been done for selected scenarios by ALOHA (version
5.4.1.2) of EPA. The details of software used for MCA analysis are described below.
� A computer based version ALOHA 5.4.1.2 is used to calculate toxic and explosive
effect of the accidental release of liquid chemicals within the plant area.
� ALOHA (Areal Locations of Hazardous Atmosphere) is a computer program
designed especially for use by people responding to chemical release as well as for
emergency planning and training.
� ALOHA was jointly developed by the National Oceanic and Atmospheric
Administration (NOAA) and the Environment Protection Agency (EPA).
Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.13
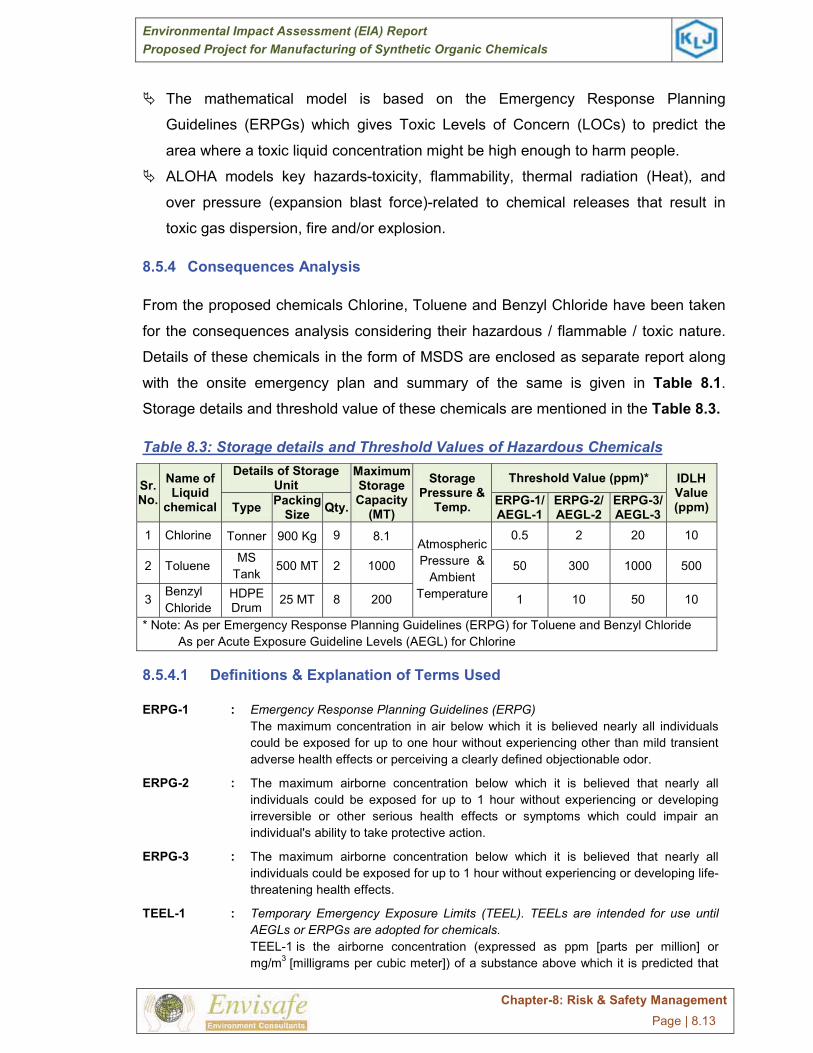
� The mathematical model is based on the Emergency Response Planning
Guidelines (ERPGs) which gives Toxic Levels of Concern (LOCs) to predict the
area where a toxic liquid concentration might be high enough to harm people.
� ALOHA models key hazards-toxicity, flammability, thermal radiation (Heat), and
over pressure (expansion blast force)-related to chemical releases that result in
toxic gas dispersion, fire and/or explosion.
8.5.4 Consequences Analysis
From the proposed chemicals Chlorine, Toluene and Benzyl Chloride have been taken
for the consequences analysis considering their hazardous / flammable / toxic nature.
Details of these chemicals in the form of MSDS are enclosed as separate report along
with the onsite emergency plan and summary of the same is given in Table 8.1.
Storage details and threshold value of these chemicals are mentioned in the Table 8.3.
Table 8.3: Storage details and Threshold Values of Hazardous Chemicals
Sr. No.
Name of Liquid
chemical
Details of Storage Unit
MaximumStorage Capacity
(MT)
Storage Pressure &
Temp.
Threshold Value (ppm)* IDLH Value (ppm)Type Packing
Size Qty. ERPG-1/AEGL-1
ERPG-2/AEGL-2
ERPG-3/AEGL-3
1 Chlorine Tonner 900 Kg 9 8.1 Atmospheric Pressure &
Ambient Temperature
0.5 2 20 10
2 Toluene MS Tank 500 MT 2 1000 50 300 1000 500
3 Benzyl Chloride
HDPE Drum 25 MT 8 200 1 10 50 10
* Note: As per Emergency Response Planning Guidelines (ERPG) for Toluene and Benzyl Chloride As per Acute Exposure Guideline Levels (AEGL) for Chlorine
8.5.4.1 Definitions & Explanation of Terms Used
ERPG-1 : Emergency Response Planning Guidelines (ERPG)The maximum concentration in air below which it is believed nearly all individuals could be exposed for up to one hour without experiencing other than mild transientadverse health effects or perceiving a clearly defined objectionable odor.
ERPG-2 : The maximum airborne concentration below which it is believed that nearly all individuals could be exposed for up to 1 hour without experiencing or developing irreversible or other serious health effects or symptoms which could impair an individual's ability to take protective action.
ERPG-3 : The maximum airborne concentration below which it is believed that nearly all individuals could be exposed for up to 1 hour without experiencing or developing life-threatening health effects.
TEEL-1 : Temporary Emergency Exposure Limits (TEEL). TEELs are intended for use until AEGLs or ERPGs are adopted for chemicals.TEEL-1 is the airborne concentration (expressed as ppm [parts per million] or mg/m3 [milligrams per cubic meter]) of a substance above which it is predicted that

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk and Safety Management
Page | 8.14
the general population, including susceptible individuals, when exposed for more than one hour, could experience notable discomfort, irritation, or certain asymptomatic, nonsensory effects. However, these effects are not disabling and are transient and reversible upon cessation of exposure.
TEEL-2 : TEEL-2 is the airborne concentration (expressed as ppm or mg/m3
TEEL-3
) of a substance above which it is predicted that the general population, including susceptible individuals, when exposed for more than one hour, could experience irreversible or other serious, long-lasting, adverse health effects or an impaired ability to escape.
: TEEL-3 is the airborne concentration (expressed as ppm or mg/m3
AEGL-1
) of a substance above which it is predicted that the general population, including susceptible individuals, when exposed for more than one hour, could experience life-threatening adverse health effects or death.
: Acute Exposure Guideline Levels (AEGL)The airborne concentration of a substance above which it is predicted that the general population, including susceptible individuals, could experience notable discomfort, irritation, or certain asymptomatic nonsensory effects. However, the effects are not disabling and are transient and reversible upon cessation of exposure.
AEGL-2 : The airborne concentration of a substance above which it is predicted that the general population, including susceptible individuals, could experience irreversible or other serious, long-lasting adverse health effects or an impaired ability to escape.
AEGL-3 : The airborne concentration of a substance above which it is predicted that the general population, including susceptible individuals, could experience life-threatening health effects or death.
IDLH : IDLH is an estimate of the maximum concentration in the air to which a healthy worker could be exposed without suffering permanent or escape-impairing health effects.
LEL : LEL is the minimum concentration of fuel in the air needed for a fire or an explosion to occur if an ignition source is present. If the concentration is below the LEL, there is not enough fuel in the air to sustain a fire or an explosion -- it is too lean.
UEL : UEL is the maximum concentration of fuel in the air that can sustain a fire or an explosion if an ignition source is present. If the concentration is above the UEL, there is not enough oxygen to sustain a fire or an explosion -- it is too rich (much likean engine that cannot start because it has been flooded with gasoline).
STEL : The concentration to which workers can be exposed continuously for a short period of time without suffering from (1) Irritation (2) Chronic or Irreversible tissue damage (3) Narcosis of sufficient degree to increase injury, impair self-rescue or materially reduce work efficiency and provide that the daily TLV-TWA is not exceeded.
TWA : The time-weighted average concentration for a normal 8-hour workday and a 40-hour workweek, to which nearly all workers may be repeatedly exposed, day by day, without adverse effect.
Source Strength
: The source strength is either the rate the chemical enters the atmosphere or the burn rate, depending on the scenario. A chemical may escape very quickly (so that source strength is high), as when a pressurized container is ruptured, or more slowly over a longer period of time (so that source strength is low), as when a puddle evaporates.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.15
Threat zone : It represents the area within which the hazard level (toxicity, flammability, thermal radiation, or overpressure) is predicted to exceed the Level of Concern (LOC) at some time after a release begins.
Evaporation Puddle
: Choose Puddle from the Source submenu under the set up menu to model a liquidthat has spilled and formed a puddle on the ground. ALOHA can model the puddle either as an evaporating puddle or, if the chemical is flammable, as a Pool Fire.Choose Puddle when a puddle has already formed on the ground and is not changing in area. If liquid is continuing to leak from a tank and spilling into a puddle (so that the puddle's area and volume are increasing) choose Tank from the Source submenu instead. Check the "Tank source" help topic to learn more about this option.
Toxic Threat zone
: A Toxic Level of Concern (LOC) is a threshold concentration of an airborne pollutant, usually the concentration above which a hazard may exist.
Flammable Threat zone
: A Flammable Level of Concern (LOC) is a threshold concentration of fuel in the air above which a flammable hazard may exist. Generally, this LOC will be some fraction of the Lower Explosive Limit (LEL).
Threat zone of thermal radiation from jet fire
: The thermal radiation effects that people experience depend upon the length of time they are exposed to a specific thermal radiation level. Longer exposure durations, even at a lower thermal radiation level, can produce serious physiological effects. The threat zones displayed by ALOHA represent thermal radiation levels; the accompanying text indicates the effects on people who are exposed to those thermal radiation levels but are able to seek shelter within one minute.Below are some effects at specific thermal radiation levels and durations (on bare skin):� 2 kW/(sq m) -- people will feel pain after 45 seconds and receive second-degree
burns after 3 minutes;� 5 kW/(sq m) -- people will feel pain after 13 seconds and receive second-degree
burns after 40 seconds; and� 10 kW/ (sq m) -- people will feel pain after 5 seconds and receive second-
degree burns after 14 seconds.
Threat at point
: It represents the specific information about the hazards at point of interest (such as schools and hospitals) in and around the threat zones.
8.5.4.2 Possible Accident Scenario
Different possible ways of occurrence of any accidents due to storage/usage of above
hazardous chemicals are prescribed here below;
Scenario-A: Release of chemical due to leakage and form evaporating puddle (Not
burning)
Scenario-B: Release of chemical due to leakage and form burning puddle (Pool fire)
Scenario-C: Release of chemical due to catastrophic failure (BLEVE)
Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk and Safety Management
Page | 8.16
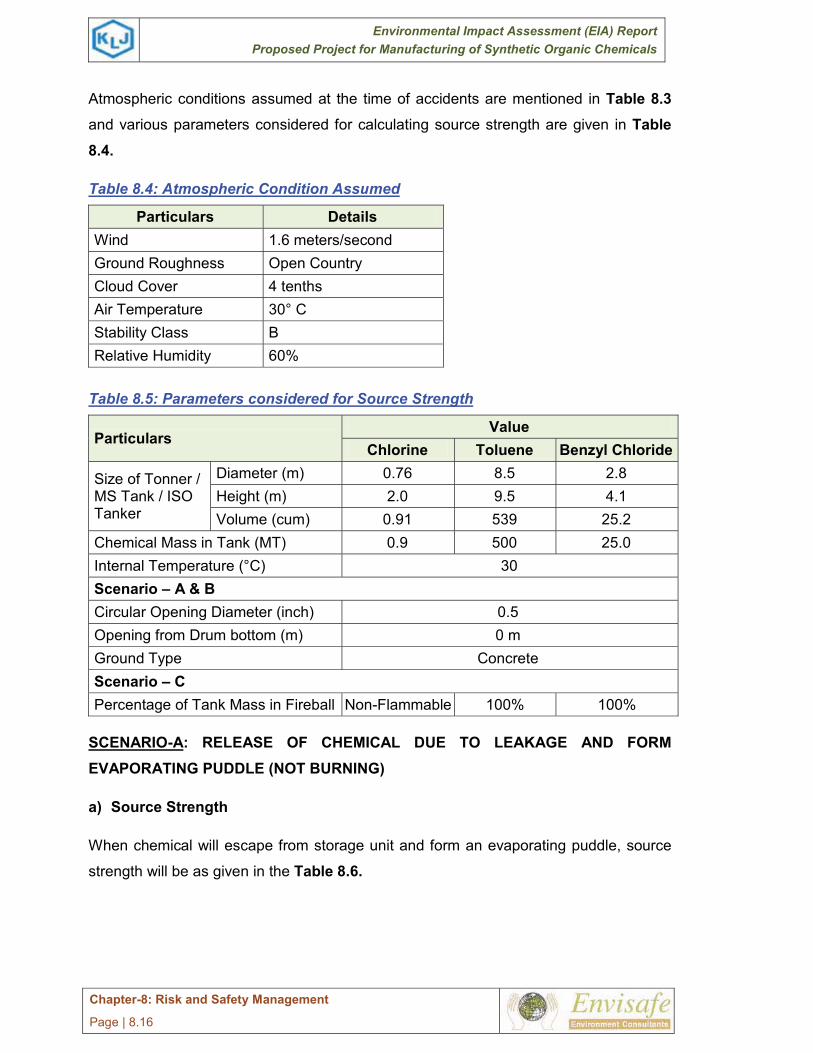
Atmospheric conditions assumed at the time of accidents are mentioned in Table 8.3and various parameters considered for calculating source strength are given in Table 8.4.
Table 8.4: Atmospheric Condition Assumed
Particulars DetailsWind 1.6 meters/secondGround Roughness Open CountryCloud Cover 4 tenthsAir Temperature 30° CStability Class BRelative Humidity 60%
Table 8.5: Parameters considered for Source Strength
ParticularsValue
Chlorine Toluene Benzyl Chloride
Size of Tonner / MS Tank / ISO Tanker
Diameter (m) 0.76 8.5 2.8Height (m) 2.0 9.5 4.1Volume (cum) 0.91 539 25.2
Chemical Mass in Tank (MT) 0.9 500 25.0Internal Temperature (°C) 30Scenario – A & BCircular Opening Diameter (inch) 0.5Opening from Drum bottom (m) 0 mGround Type ConcreteScenario – CPercentage of Tank Mass in Fireball Non-Flammable 100% 100%
SCENARIO-A
a) Source Strength
: RELEASE OF CHEMICAL DUE TO LEAKAGE AND FORM EVAPORATING PUDDLE (NOT BURNING)
When chemical will escape from storage unit and form an evaporating puddle, source
strength will be as given in the Table 8.6.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.17
Table 8.6: Source Strength (Evaporating Puddle)
ParticularsValue
Chlorine Toluene Benzyl Chloride
Maximum average sustained release rate (Kg/min) 223 9.63 0.145
Release duration (min) 5 60 60Total amount released (Kg) 900 349 4.98
Diameter of evaporating Puddle (m) Escape as mixture of gas and aerosol 21 9.8
Isopleths results for source strength of Chlorine, Toluene and Benzyl Chloride are
shown in Figure 8.1, Figure 8.2 and Figure 8.3 respectively.
Figure 8.1: Source Strength in case of Chlorine escape
Figure 8.2: Source Strength in case of Toluene escape

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk and Safety Management
Page | 8.18
Figure 8.3: Source Strength in case of Benzyl Chloride escape
b) Threat Zone
�
Model outputs of the Toxic threat zone for all three chemicals are given in Table 8.7.Isopleths result for Chlorine, Toluene and Benzyl Chloride are shown in Figure 8.4,Figure 8.5 and Figure 8.6 respectively.
Toxic threat zone
Table 8.7: Toxic Threat zone Threat Zone Concentration Threat Zone (Horizontal & Vetical Direction)
Chlorine Toluene Benzyl ChlorideRed AEGL-3/ ERPG-3 1600 m 34 m < 10 mOrange AEGL-1/ ERPG-2 3700 m 71 m 17 mYellow AEGL-1/ ERPG-1 5900 m 204 m 69 m* Note: Emergency Response Planning Guidelines (ERPG) for Toluene and Benzyl Chloride and Acute Exposure Guideline Levels (AEGL) for Chlorine

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.19
Figure 8.4: Isopleths result of toxic threat zone for Chlorine
Figure 8.5: Isopleths result of toxic threat zone for Toluene

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk and Safety Management
Page | 8.20
Figure 8.6: Isopleths result of toxic threat zone for Benzyl Chloride
�
Model outputs of the Flammable threat zone for Toluene and Benzyl Chloride release
are given in Table 8.8. Isopleths results for these chemicals were not drawn because
effect of near field patchiness makes dispersion prediction less reliable for short
distance. As Chlorine is non-flammable, this case is not applicable to it.
Flammable threat zone:
Table 8.8: Flammable area of vapour cloud (LEL Value)
ParticularsChemical
Chlorine Toluene Benzyl Chloride
Red(60 % LEL)
Concentration, ppmNot applicable as Chlorine is non-
flammable chemical
7,200 6,600Threat Zone(Horizontal & Vertical), m < 10 < 10
Yellow(10 % LEL)
Concentration, ppm 1,200 1,100Threat Zone(Horizontal & Vertical), m 31 < 10

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.21
�
� Chlorine is a non-flammable so such threat is not applicable.
Overpressure (Blast Force) threat zone:
� In case of Toluene escape and ignited by spark or flame, no part of the vapor cloud
is above the LEL at any time. Thus, there will be no chance of overpressure (blast
force) from vapor cloud explosion.
� In case of Benzyl Chloride, ambient saturation concentration is below its lower
explosive limit so it is unlikely that a vapor cloud explosion will occur.
c) Observations of Scenario-A
For the assumed conditions for leakage of Chlorine, Toluene and Benzyl Chloride,
following are the observations in case of evaporating puddle;
� In case of Chlorine escape as a mixture of gas and aerosol, toxic threat will be upto
the distance of 5900 meters (5.9 km) from the source where maximum
concentration of Chlorine in air will be 0.5 ppm. At this concentration, it is predicted
that the general population, including susceptible individuals, could experience
notable discomfort, irritation, or certain asymptomatic nonsensory effects. However,
the effects are not disabling and are transient and reversible upon cessation of
exposure.
� In case of Toluene escape as a liquid, toxic threat will be within the distance of 204
meters from the source i.e. within the premises and may be some extent in vicinity.
Maximum threat i.e. ERPG-3 with a concentration 1000 ppm (The maximum
airborne concentration below which it is believed that nearly all individuals could be
exposed for up to 1 hour without experiencing or developing life-threatening health
effects) will be within the 34 meters distance from the source means within the
premises and may be some extent in vicinity. Flammable threat will be within the 31
meters distance from the source.
� In case of Benzyl Chloride escape as a liquid, toxic threat will be within the distance
of 69 meters from the source i.e. within the premises and may be some extent in
vicinity. Maximum threat i.e. ERPG-3 will be within the 10 meters distance from the
source. Flammable threat will be within the 10 meters distance from the source.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk and Safety Management
Page | 8.22
SCENARIO-B
a) Source Strength
: RELEASE OF CHEMICAL DUE TO LEAKAGE AND FORM BURNING PUDDLE (POOL FIRE)
When Toluene will escape from storage unit as a liquid and form a burning puddle,
source strength will be as given in the Table 8.9.
Chlorine is non-flammable chemical and hence Scenario-B is not applicable. For Benzyl Chloride, in case of leaking tank chemical is below its flash point and therefore it is unlikely to catch on fire.
Table 8.9: Source Strength (burning Puddle-pool fire)
Particulars TolueneMaximum flame length (m) 15Burn duration (min) 60Maximum burn rate (Kg/min) 31Total amount burned (Kg) 1840Diameter of burning puddle (m) 2.8
An Isopleths result for source strength of Toluene is shown in Figure 8.7.
Figure 8.7: Source Strength in case of Toluene escapes (pool fire)
b) Threat zone of thermal radiation from pool fire
Model output of the threat zone of thermal radiation from pool fire for Toluene is given
in Table 8.10 and Isopleths results for the same is shown in Figure 8.8.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.23
Table 8.10: Threat zone of thermal radiation from pool fire
Threat Zone Thermal Radiation from fire ball, kw/m2 Threat Zone Radial Distance for Toluene
Red 10 (Potentially lethal within 60 sec) < 10 mOrange 5 (2nd < 10 mdegree burns within 60 sec)Yellow 2 (Pain within 60 sec) 13 m
Figure 8.8: Isopleths result of thermal radiation threat zone in case of Toluene escapes (pool fire)
c) Observations of Scenario-B
For the assumed conditions for leakage of Toluene, in case of pool fire Thermal
radiation threat will be within the 13 meters distance from the source i.e. within the
premises.
SCENARIO-C
a) Threat Zone of thermal radiation
: RELEASE OF CHEMICAL DUE TO CATASTROPHIC FAILURE (BLEVE)
Chlorine is non-flammable chemical and hence Scenario-C is not applicable.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk and Safety Management
Page | 8.24
Model output of the threat zone of thermal radiation due to catastrophic failure for
Toluene and Benzyl Chloride are given in Table 8.11. Isopleths results of Toluene and
Benzyl Chloride are shown in Figure 8.9 and Figure 8.10.
Table 8.11: Threat zone of thermal radiation (BLEVE)
Threat Zone
Thermal Radiation from fire ball, kw/m2
Threat Zone Radial Distance, mToluene Benzyl Chloride
Red 10 (Potentially lethal within 60 sec) 870 280Orange 5 (2nd 1200degree burns within 60 sec) 399Yellow 2 (Pain within 60 sec) 1900 626
Figure 8.9: Isopleths result of thermal radiation threat zone (BLEVE) for Toluene

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.25
Figure 8.10: Isopleths result of thermal radiation threat zone (BLEVE) for BenzylChloride
b) Observations of Scenario-C
For the assumed conditions for leakage of Toluene and Benzyl Chloride, following are
the observations in case of catastrophic failure of chemical storage unit;
� In case of Toluene, effect of Thermal radiation (yellow threat zone: pain within 60
second) will be occurred upto 1900 meters radius from the source i.e. limited to the
surrounding area and mostly within the industrial estate.
� Effect of Thermal radiation (yellow threat zone: pain within 60 second) will be
occurred upto 626 meters radius from the source for Benzyl Chloride i.e. within the
premises and some extent in vicinity.
8.6 RISK MITIGATIVE MEASURES
Unit has already taken all the risk mitigative measures in the existing plant.
Photographs showing the fire & safety management system in existing unit are given in
Annexure – 26. However, following measures are recommended for the proposed
expansion.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk and Safety Management
Page | 8.26
� Layout and location of hazardous chemical storage should be based on natural and
mechanical ventilation.
� For any case of fire emergency, fire hydrant line along with standard type of fire
extinguishers have been provided in the storage area as well as required places in
the plant.
� Regular inspection of all tanks/ drums of hazardous chemicals should be carried out
before it is taken to the storage area and damaged drums should be separated and
disposed to avoid the possibility of catastrophic rupture.
� All equipments related to hazardous chemical storage should be maintained and
calibrated regularly.
� A trained person should be deployed for handling operation.
� First-aid facility and first-aid trained person should be available at the time of
handling operation.
� The adequate and suitable personnel protective equipments should be provided to
the operating workers.
� SOP for handling should be displayed in local language for safe operating
procedure.
8.6.1. Fire Fighting System
Adequate system is provided by the unit for firefighting as described below;
� Sufficient numbers of Fire extinguishers are installed in all plants and storage area.
Additional fire extinguishers will be provided in new plants & storage area as per fire
load calculation and Rule - 66A requirements after the proposed expansion project.
� An above ground Fire Hydrant System as described below has been installed in the
plant with rings around all blocks to achieve maximum coverage.
o Type of Hazard- Chemical, Ordinary Hazard
o Total no. of Fire Hydrant including landing Values, Water monitor – 07 Nos.
o 3 Nos. of fire pumps each of 30 HP, 40 HP & 60 HP capacity.
o No. of Hoses- 14 reels
o CO2
o Dry Powder Type Extinguishers – 23 Nos.
Extinguishers – 6 Nos.
� Separate Water storage tank of 600 KL each are provided for fire water as well as
process water requirement. In addition to that, unit will provide one additional

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.27
underground water tank of 900 KL for proposed expansion which will be utilized for
both i.e. fire water as well as process water requirement.
� D.G. Sets are provided for emergency power.
� Manual alarm system has been provided on the ground floor near the utility building
for emergency in the existing unit. However; after the proposed expansion project,
on-site detectors for fire based on heat &/or smoke detection with alarm system will
be provided as per the requirement.
� Fire extinguishers and fire hydrant system has been provided and the same will be
amended as per the requirement after the proposed expansion.
� Mock drill & training is conducted at scheduled intervals.
� Third Party Periodic Fire Hazard Analysis is being carried out annually.
� Additional First aids boxes will be provided at different places wherever required.
� Water showering system will be provided to the flammable chemicals storage area,
wherever required to avoid the vaporization due to increase in atmosphere
temperature.
In addition to this, in case of any emergency help will be taken from the GIDC fire
station which is only at a distance of 2 km from the unit.
8.7 ONSITE EMERGENCY PLAN AND DISASTER MANAGEMENT PLAN
Unit has prepared on-site emergency plan and same has been regularly updated. After
the proposed expansion also all the required safety measures will be implemented as
well as on-site emergency plan will be revised and updated with respect to the
proposed expansion. On-site emergency plan for the existing unit along with MSDS of
all the products and raw materials for the proposed project is enclosed as separate
report with the EIA report.
8.8 OFF SITE EMERGENCY PLAN
The Offsite emergency plan is made based on events, which could affect people and
Environment outside the premises. The off site plan is largely a matter of ensuring the
co-ordination of proposed services and their readiness as far as possible, for the
specific hazards and problems, which may arise in as incident. Briefly two main
purposes of the plan are as under:
� To provide the local district authorities, police, fire brigade, doctors etc. the basic
information of risk and environmental impact assessment and to appraise them of

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk and Safety Management
Page | 8.28
the consequences and the protection / prevention measures and control plans and
to seek their help to communicate with the public in case of major emergency.
� To assist the district authorities for preparing the offsite emergency plan for the
district or particular area. We have made our key personnel and other fully aware
about this aspect. The function of the offsite plans are as under:
Structure of the offsite emergency plan includes the following:-
� Organizational set up-Incident controller /Site main controller, Key personnel, etc
� Communication facilities - List of important telephones
� Specialized emergency equipment - Firefighting equipment
� Specialized Knowledge - Trained people
� Voluntary Organization - Details of organization
� Chemical information - MSDS of hazardous substances
� Meteorological information - Weather condition, Wind velocity etc
� Humanitarian arrangement - Transport, First aid, Ambulance
Role of the factory management
The onsite and offsite plans are come together so that the emergency services are call
upon at the appropriate time and are provided with accurate information and a correct
assessment of situation.
Role of local authority
Generally the duty to prepare the off-site plan lies with the local authority. They may
have appointed an emergency planning officer (EPO) to prepare whole range of
different emergency within the local authority area.
Role of fire authority
The control of a fire is normally the responsibility of the senior fire brigade officer who
would take over the handling of fire from the Incident Controller on arrival at the site.
Role of police
The overall control of an emergency is normally assumed by the police with a senior
officer designated as emergency coordinating officer. Formal duties of the police during
emergency include protection of life and property and controlling traffic movements.

Environmental Impact Assessment (EIA) ReportProposed Project for Manufacturing of Synthetic Organic Chemicals
Chapter-8: Risk & Safety ManagementPage | 8.29
Role of health authorities
Health authorities, including doctors, surgeons, hospitals, ambulances etc. have a vital
role to play following a major accident and they should form an integral part of the
emergency plan. Major off site incidents are likely to require medical equipments and
facilities in addition to those available locally.
Role of the “mutual aid” agencies
Some types of mutual aids are available from the surrounding factories, as per need, as
a part of the onsite and offsite emergency plan.
The role of the factory inspectorate
In the event of an accident, the factory inspector will assist the District Emergency
Authority for information and help in getting mutual aid from surrounding factories.
Unit maintains the records of details of emergency occur, corrective preventive
measures taken and in future the same practice will be continue. Unit has displayed the
details like list of assembly points, name of the persons involve in the safety team like
site controller, incident controller etc.