geometallurgical estimation of comminution indices for ...1149944/fulltext01.pdf ·...
TRANSCRIPT

Geometallurgical estimation of
comminution indices for porphyry copper
deposit applying mineralogical approachAitik Mine, New Boliden
Danish Bilal
Natural Resources Engineering, master's level (120 credits)
2017
Luleå University of Technology
Department of Civil, Environmental and Natural Resources Engineering

Preface
This is the final report of my master thesis “Geometallurgical estimation of comminution indices for
porphyry copper deposit applying mineralogical approach” at Luleå University of Technology. The
presentation of this work has been done on 19th June 2017 at Luleå University of Technology. This work is
a part of PREP project (Primary resource efficiency by enhanced prediction). All members of PREP and
Aitik Boliden are gratefully acknowledged for their support during this work. EMERALD (Erasmus Mundus
Master Program) is thanked for scholarship and support.
This work would not have been possible without support and help of
• Prof. Pertti Lamberg (LTU), supervisor
• Prof. Jan Rosenkranz (LTU), examiner
• Cecilia Lund (LTU) (LTU) Associate Senior Lecturer, co-supervisor
• Pierre-Henri Koch (LTU) PhD, co-supervisor
• Viktor Lishchuk (LTU) PhD, co-supervisor
My family is thanked for their full support during whole master program.

1
List of abbreviation
BWi: Bond ball mill work index
EMC: Element to mineral conversion
GCT: Geometallurgical comminution test
MLA: Mineral liberation analysis
MSE: Mean square error
PCA: Root men square error
PLI: Point load index
PLT: Point load strength test
PREP: Primary resource efficiency by enhanced prediction
PSD: Particle size distribution
RMSE: Root mean square error
RWi: Bond rod mill work index
SDP: Senior design project
SPI: Sag power index
UCS: Uniaxial compressive strength
2
1 INTRODUCTION ..................................................................................................................7
2 LITERATURE REVIEW ...........................................................................................................8
2.1 AITIK MINE ....................................................................................................................................... 8
2.5 GEOLOGY OF AITIK DEPOSIT ................................................................................................................. 8
2.2 COMMINUTION ............................................................................................................................... 11
2.3 COMMON COMMINUTION INDICES ..................................................................................................... 13
2.4 EXISTING COMMINUTION TEST METHODS ............................................................................................. 14
2.5 GEOMETALLURGICAL COMMINUTION TEST (GCT) ................................................................................. 18
2.6 CORRELATIONS BETWEEN COMMINUTION TEST METHODS ...................................................................... 20
2.7 ESTIMATION OF COMMINUTION INDICES BASED ON MINERALOGY, CHEMICAL ASSAYS, LITHOLOGY AND
ALTERATION ................................................................................................................................... 24
2.8 PRINCIPLE COMPONENT ANALYSIS ...................................................................................................... 27
2.9 ELEMENT TO MINERAL CONVERSION ................................................................................................... 28
3 METHODS ......................................................................................................................... 29
3.1 SAMPLES ........................................................................................................................................ 29
3.2 GCT SAMPLE PREPARATION ............................................................................................................... 34
3.3 SAMPLING ERROR ............................................................................................................................ 36
3.4 SAMPLE COLLECTION FROM AITIK REGRINDING CIRCUIT (PROCESS SAMPLES) .............................................. 37
3.5 ELEMENT TO MINERAL CONVERSION ................................................................................................... 39
2.10 MINERAL LIBERATION ANALYSIS ......................................................................................................... 43
2.11 MULTIPLE LINEAR REGRESSION FOR PREDICTION OF BOND WORK INDEX .................................................... 43
4 RESULTS AND DISCUSSIONS .............................................................................................. 48
4.1 PARTICLE SIZE DISTRIBUTION .............................................................................................................. 48
4.2 BOND BALL MILL WOK INDEX ............................................................................................................. 49
4.3 ELEMENT TO MINERAL CONVERSION ................................................................................................... 50
4.4 REGRINDING CIRCUIT AITIK (PEBBLE MILL) ........................................................................................... 52
4.5 AUTOMATED MINERALOGY RESULTS OF REGRINDING CIRCUIT .................................................................. 53
4.6 CLASSIFICATION OF SAMPLES ............................................................................................................. 59
5 CONCLUSIONS .................................................................................................................. 64
6 REFERENCES ..................................................................................................................... 67
7 APPENDICES ..................................................................................................................... 69
4.7 APPENDIX A.................................................................................................................................... 69
4.8 APPENDIX B .................................................................................................................................... 79
4.9 APPENDIX C .................................................................................................................................... 80
4.10 APPENDIX D: ELEMENT TO MINERAL CONVERSION DATA: ....................................................................... 83

3
List of figures
Figure 1 (A) Bedrock in horizontal view at 2300 m level, (B) Bedrock in vertical section at profile Y4500. Local
coordinate system in meters.(Sammelin et al. 2011) .................................................................................................... 9 Figure 2: Plan view of the Aitik deposit (100 m level) with the spatial occurrence of mineralization styles outlined
schematically ............................................................................................................................................................... 10 Figure 3: typical interlocking of valuable mineral in gangue mineral; regular (a), vein (b), frame(c), and occlusion (d)
(Kelly 1982) .................................................................................................................................................................. 11 Figure 4: Optical range of particle size for separation (Drzymala 2007) ..................................................................... 11 Figure 5: The shattering process (King 2012) .............................................................................................................. 12 Figure 6: Fracture by cleavage (King 2012) ................................................................................................................. 13 Figure 7: Attrition and chipping (King 2012) ................................................................................................................ 13 Figure 8: Frequency Distribution of Axb ((Mcken and Williams 2005) ......................................................................... 17 Figure 9: Correlations to Bond Work Index: (A) Effect of modulus of elasticity of the different studied materials on
Bond work index, (B) Effect of compressive strength of the different studied materials on Bond work index, (C) Effect
of abrasion of the different S ....................................................................................................................................... 21 Figure 10: Correlation between Bwi and Friability ...................................................................................................... 22 Figure 11: Correlation between Measured Bond work index and calculated bond work index using Hardgrove
grindability ................................................................................................................................................................... 22 Figure 12 The relationship between (a) grindability index G, (b) work index Wi and friability valueS20, where G is the
average value net grams of undersize produced per mill revolution in last three cycles of standard bond test ......... 23 Figure 13 Correlation between bond work index and Axb parameter in various lithologies and alterations ............. 23 Figure 14 correlation between BWi and Axb parameter ............................................................................................ 24 Figure 15 Correlation of predicted and calculated BWi in two classes (Keeney and Walters 2011) ........................... 25 Figure 16 A- Measured VS estimated BWI, B and C, Correlation between where mica and SPI in two different
lithologies (Hunt et al. 2013) ....................................................................................................................................... 26 Figure 17 Correlation between measured and calculated Axb and BWI (Keeney et al. 2011) .................................... 26 Figure 18 PCA scatter plot of samples ........................................................................................................................ 27 Figure 19 PCA plot of samples and direction of abundance of mineralogy ................................................................ 28 Figure 20 Core pictures of Sample 14 and sample 15: Fine grain Diorite ................................................................... 30 Figure 21 Core pictures of Sample (10, 12 and 13) Coarse grain diorite ..................................................................... 31 Figure 22 Core pictures of sample 1 and 1A, Pegmatite ............................................................................................. 31 Figure 23 Core pictures of sample (3, 4 and 6), High Ccp, Py Feldspar biotite rich, .................................................... 32 Figure 24 Core pictures of Sample 16, 17 and 18 ....................................................................................................... 33 Figure 25 Pictures of sample 8(Muscovite Schist) and sample 2(barren) ................................................................... 33 Figure 26 Core pictures of sample 7A, 7B and 9 ......................................................................................................... 34 Figure 27 Sample preparation flowsheet ..................................................................................................................... 35 Figure 28 Aitik concentration circuit, regrinding circuit is indicated in a rectangle (HSC Chemistry) ......................... 37 Figure 29 Aitik's regrinding circuit .............................................................................................................................. 38 Figure 30 (A) Microscopic picture of Polished section of Rougher concentrate (106-150 micron), (B) Hydrocyclone
Overflow (106-150 micron), (C) Hydrocyclone Underflow (106-150), (D) Mill product (75 to 106 microns) ............... 39 Figure 31 Comparison of modal minerology for SDP samples (quartz, actinolite, orthoclase, chalcopyrite,
pyrrhotite/pyrite and albite) ........................................................................................................................................ 41 Figure 32 Comparison of modal mineralogy of barite Molybdenite and other minerals (biotite, annite, muscovite,
chlorite, epidote, andradite, calcite, anhydrite, magnetite and scapolite) .................................................................. 42 Figure 33 Prediction of BWi on basis of modal mineralogy ........................................................................................ 45 Figure 34 MLR results in main ore zone samples ......................................................................................................... 46 Figure 35 MLR results for diorite samples ................................................................................................................... 47 Figure 36 Particle size distribution at different grinding times .................................................................................... 48

4
Figure 37 Standard deviation based on two repeats at different grinding times ........................................................ 49 Figure 38 BWi along with twice standard deviation (4, 8, 11, 14, 16 and 18 comes from SDP) .................................. 50 Figure 39 Modal Mineralogy of Aitik mine samples calculated by EMC ..................................................................... 51 Figure 40 Particle size distribution of Aitik regrinding circuit ...................................................................................... 53 Figure 41 Modal mineralogy of rougher concentrate .................................................................................................. 54 Figure 42 Modal mineralogy of mill product ............................................................................................................... 54 Figure 43 Modal mineralogy of hydrocyclone underflow ............................................................................................ 55 Figure 44 Modal mineralogy of hydrocyclone overflow .............................................................................................. 55 Figure 45 Mode of occurrence of chalcopyrite in rougher concentrate ...................................................................... 56 Figure 46 Mode of occurrence of chalcopyrite in Mill product .................................................................................... 56 Figure 47 Liberation graphs of chalcopyrite in Hydrocyclone overflow ....................................................................... 57 Figure 48 Liberation data of chalcopyrite in hydrocyclone underflow ......................................................................... 58 Figure 49 particles in fraction 0-75µm ........................................................................................................................ 59 Figure 50 Cumulative variability of factors .................................................................................................................. 61 Figure 51 Contribution of different properties to the first two factors. ....................................................................... 61 Figure 52 Contribution of different properties to the first two factors along with the samples .................................. 62 Figure 53 Clustering of samples in PCA ........................................................................................................................ 63 Figure 54 Particle Size distribution at different grinding times ................................................................................... 69 Figure 55 Standard deviation based on two repeats at different grinding times ........................................................ 69 Figure 56 Particle Size distribution at different grinding times ................................................................................... 70 Figure 57 Standard deviation based on two repeats at different grinding times ........................................................ 70 Figure 58 Particle Size distribution at different grinding times ................................................................................... 71 Figure 59 Standard deviation based on two repeats at different grinding times ........................................................ 71 Figure 60 Standard deviation based on two repeats at different grinding times ........................................................ 72 Figure 61 Particle Size distribution at different grinding times ................................................................................... 72 Figure 62 Standard deviation based on two repeats at different grinding times ........................................................ 73 Figure 63 Particle Size distribution at different grinding times ................................................................................... 73 Figure 64 Standard deviation based on two repeats at different grinding times ........................................................ 74 Figure 65 Particle Size distribution at different grinding times ................................................................................... 74 Figure 66 Standard deviation based on two repeats at different grinding times ........................................................ 75 Figure 67 Particle Size distribution at different grinding times ................................................................................... 75 Figure 68 Particle Size distribution at different grinding times ................................................................................... 76 Figure 69 Standard deviation based on two repeats at different grinding times ........................................................ 76 Figure 70 Standard deviation based on two repeats at different grinding times ........................................................ 77 Figure 71 Particle Size distribution at different grinding times ................................................................................... 77 Figure 72 Standard deviation based on two repeats at different grinding times ........................................................ 78 Figure 73 Particle Size distribution at different grinding times ................................................................................... 78 Figure 74 Standard deviation based on two repeats at different grinding times ........................................................ 79 Figure 75 Particle Size distribution at different grinding times ................................................................................... 79 Figure 76 EMC for remaining Minerals ........................................................................................................................ 80

5
List of tables
Table 1: Resources and reserves of Aitik Mine on 2016-12-31 modified from (Boliden 2016) ...................................... 8 Table 2: Summary of characteristics for the mineralization styles ............................................................................. 10 Table 3: Common Bond Ball Work Index values for different types of rocks ............................................................... 14 Table 4: Common Bond Rod Work Index values for different types of rocks ............................................................... 14 Table 5: common values of Axb and ta of different rocks. .......................................................................................... 16 Table 6: Common fracture test methods having potential for geometallurgical tests. -(1) Simplicity, (2)
repeatability, (3) sample preparation, (4) time exposure and cost, (5) sample amount, (6) parameters can be used in
modelling and simulation, (7) can be extended to mineral liberation (Mwanga et al. 2015) ..................................... 19 Table 7: Parameters for downscaling the bond mill test (Mwanga et al. 2015).......................................................... 20 Table 8: Description of Aitik mine samples .................................................................................................................. 30 Table 9: List of masses of samples at different stage of sample preparation ............................................................. 36 Table 10 Parameters of Gy sampling Error calculations ............................................................................................. 36 Table 11 Gy sampling error ......................................................................................................................................... 37 Table 12: List of minerals in Aitik (SEM results) ........................................................................................................... 40 Table 13: Details of minerals and elements used in different rounds in EMC .............................................................. 40 Table 14: Grouping of minerals ................................................................................................................................... 43 Table 15: Pearson correlation coefficients with BWi ................................................................................................... 44 Table 16 Skewness and kurtosis for all samples .......................................................................................................... 44 Table 17: Model fitting results ..................................................................................................................................... 44 Table 18: Results of linear regression .......................................................................................................................... 45 Table 19 skewness and kurtosis in main ore zone samples ......................................................................................... 46 Table 20 Goodness of the fit in main ore zone samples .............................................................................................. 46 Table 21 skewness and kurtosis values in diorite samples .......................................................................................... 47 Table 22 Goodness of fit in diorite samples ................................................................................................................. 47 Table 23: Bond ball mill work Index (sample ID 4, 8, 11, 14, 16 and 18 comes from SDP) ......................................... 49 Table 24: EMC modal minerology of Aitik Mine samples ........................................................................................... 51 Table 25 Average Standard deviation calculated by Monte carlo Simulation in HSC software ................................... 52 Table 26: Classification of samples based on BWi values ........................................................................................... 59 Table 27: Correlation matrix (Pearson (n)): ................................................................................................................. 60 Table 28: Groups based on PCA .................................................................................................................................. 63 Table 29 SAG/AG mill comminution test methods (Verret et al. 2011) ....................................................................... 66 Table 30: ALS elemental grades ................................................................................................................................... 81 Table 31 Uncertainty of ALS elemental grades calculation ......................................................................................... 82 Table 32 Chemical assays part 1 from SDP samples .................................................................................................... 83 Table 33 chemical assays Part 2 from SDP samples .................................................................................................... 84 Table 34 Modal minerology of samples from SDP calculated by SEM ......................................................................... 85 Table 35 Modal Minerology of SDP samples calculated by EMC ................................................................................. 86 Table 36 Residues from EMC of SDP samples (Part 1) ................................................................................................. 86 Table 37 Residues from EMC of SDP samples (Part 2) ................................................................................................. 87 Table 38 Residues of Aitik mine samples after EMC ................................................................................................... 88

6
Abstract:
Geometallurgy is a tool which combines knowledge of geology and mineral processing to develop a spatial
based model for mineral processing. Mineral processing performance could be derived with a help of so
called geometallurgical tests. Geometallurgical tests are small-scale lab tests which aim at measurements
of metallurgical response of the samples. Informational about response of ore in comminution circuit can
be obtained with a help of geometallurgical comminution test (GCT). Classification of ore body into
different geometallurgical domains based of comminution behavior, leads to a better management and
design of comminutions circuits.
This work presents results of geometallurgical comminution tests of Aitik samples and classification of
samples into different classes depending on their comminution properties (BWi …). The samples are
further classified into different groups based on modal mineralogy using principle component analysis
(PCA). Experimental work includes sample preparation for GCT, chemical assays, geometallurgical
comminution test, mineralogical characterization including mineralogy, modal mineralogy, mineral
liberation, element to mineral conversion and sampling of Aitik’s regrinding circuit for liberation analysis.
EMC helped to make a recipe for conversion of elemental assays into modal mineralogy. BWi results
revealed that the main ore zone has lower grindability as compared to foot wall and diorites. Multiple
linear regression gave models for prediction of BWI in whole deposit, ore zone and diorites separately.
PCA classified samples into hanging wall, footwall, main ore zone and diorites. Liberation analysis of Aitik
regrinding circuit showed that the mill feed already has liberated chalcopyrite and most of the pyrite is
recirculated in hydrocyclone underflow to the mill.
Keywords: Geometallurgy, Grindability, liberation analysis, Aitik mine, porphyry ore

7
1 Introduction Geometallurgy is a tool that combines knowledge of geology and mineral processing to develop a spatial based model for mineral processing. Geometallurgical tests are small scale lab tests which aim at measuring of metallurgical response (Lamberg 2011). Performance and throughput of a comminution circuit depends on comminution property of the ore. Mapping of comminution properties within ore body, provide room for better management and prediction of comminution circuit (Alruiz et al. 2009). The objectives and research questions of this thesis are as follows:
1. Measurement of grindability indices for Aitik ore using geometallurgical comminution test method.
2. Establishing Element-to-Mineral conversion routine for porphyry copper ore. 3. Estimation of bond work index using modal mineralogy. 4. Mineralogical characterization of samples. 5. Liberation Analysis of Aitik regrinding circuit.
Measurement of grindability indices for Aitik ore using geometallurgical comminution test method: Comminution is the most energy consuming process in mineral processing and accounts for 75% beneficiation energy (States et al. 2004). Grinding consumes 90% of total comminution energy, crushing consume 5-7% and blasting consume 3-5% (Alvarado et al. 1998). Since mineral processing properties within ore body may vary significantly, which effect efficiency and throughout of the plant. Alruiz et al (2009) developed a geometallurgical model for grinding circuit of Collahuasi porphyry copper mine, where plant throughput significantly varies between the geometallurgical domains. Mapping the variability of comminution properties within the ore body, leads to a better modelling, optimization and management of comminution circuit. In geometallurgy, large number of comminution tests are required and conventional comminution test methods require more than 10 kg of material and are uneconomical and time consuming especially when large number of tests are required. Geometallurgical comminution test (GCT) is a method simplified from standard bond method and it requires small amount of sample (220g) and less time than a standard procedure for measuring bond work index (Mwanga et al. 2015). GCT will be used for measurement of bond work index of Aitik ore samples. Establishing Element-to-Mineral conversion routine for porphyry copper ore: Measurement of chemical assays is cheaper and time efficient as compared to automated mineralogy (MLA, QEMSCAN) so elemental assays can be used to calculate modal minerology of the samples (Whiten 2007). Element to mineral conversion becomes more complex when there are multiple minerals containing common elements like Si, S, Fe, Na, Mg etc. HSC chemistry software will be used to calculate modal mineralogy for Aitik samples using chemical assays. Estimation of bond work index using modal mineralogy: There is a possibility of having a good correlation between comminution properties and geological properties of the sample that could be used for prediction of comminution behavior of the sample (Keeney and Walters 2011). Prediction of comminution properties by geological description and physical properties, will enhance precision in cost estimates and throughput rates (Harbort et al. 2013). The possibility of BWi being function of modal mineralogy will be studied. Multiple linear regression will be used to model BWi using multiple linear regression. Mineralogical characterization of samples: Mineralogical characterization helps to classify the samples into different classes. In this study, the Aitik samples will be classified using principle component analysis (PCA) based on modal mineralogy. Liberation Analysis of Aitik regrinding circuit: Aitik has installed a regrinding pebble mill for rougher concentrate. Investigation of regrinding circuit of Aitik will help to know effectiveness of the circuit and

8
degree of improvement in the processing. Samples from regrinding pebble mill will be collected and automated mineralogy will be used to study the liberation.
2 Literature review
2.1 Aitik mine The Aitik mine is situated 60 km north of the Arctic Circle, and 15 km southeast of Gällivare in northernmost. The Aitik open pit has production of 36 million tonnes of ore in 2015 (Boliden 2014). Boliden started the survey in 1930 for exploration of Aitik ore body. In 1968 the production of Aitik mine was started with the production rate of 2 million tonnes per year (Zweifel 1976). Aitik have production of 36 million tonnes of ore in 2015. Since this high production and large quantity of remaining reserves shows the potential for further investigations and improvements in the processing. The distribution of mineral resources and reserves in Aitik are shown in Table 1.
Table 1: Resources and reserves of Aitik Mine on 2016-12-31 modified from (Boliden 2016)
Quantity in million tonnes Au Ag Cu
Year 2016 2015 g/t g/t %
Proven Reserve 823 850 0.15 1.2 0.23
Probable Reserve 371 377 0.14 1.2 0.23
2.5 Geology of Aitik deposit Geology of Aitik deposit is important for this study because, geology effects comminution properties of
the ore. Many authors, who studied effect of alteration, lithology and type of ore deposit on comminution
properties of ore e.g. Bond published a list of bond ball mill indices for different lithologies and alterations
(Bond 1949; Bond 1961). List of bond work indices of different commodity types was published by (Levin
1989) containing 248 tests. Pilot plant test has been conducted by (Bachman et al. 1970) for autogenous
mill grinding energy requirements for different lithologies and alterations of Kennecott ore. Harbort et al.
(2013) in porphyry copper deposit found a trend in term of mineralization regarding to harness and
competency e.g. Hypogene > supergene, skarn > oxide ≥ leached cap.
2.2.1 General geology Porphyry deposits are formed by complex interactions and overprinting of many processes, where copper
bearing sulphides exist in a network of stockwork veinlets controlled by fractures and in adjacent altered
rocks as disseminated grains. Mineralization and alteration are related to the magma reservoirs,
intermediate to silicic in composition. Potassic alteration (K-feldspar) is overlapped or surrounded by the
zones of phyllic-argillic and marginal propylitic alterations (USGS, 2008). Porphyry copper deposits are
famous for large volume along with low Cu grades. In porphyry deposits, primary minerals are structurally
controlled and are related to the porphyritic intrusions. The Aitik Cu-Au-Ag deposit is hosted by strongly
altered and deformed 1.9 Ga old Svecofennian volcanoclastic rocks. Mining area is divided into different
types, depending on copper grades (footwall zone, hanging wall zone and structural boundaries), as
shown in Figure 1. The footwall zone and ore zone are separated by fault zone. The rocks along the fault
zones are highly altered to the K-feldspar and epidote. Footwall is mainly formed by the feldspar, biotite,
amphibole gneiss and porphyritic quartz monzodiorite containing less than 0.26 % of Cu. The ore zone
contains garnet bearing biotite and muscovite schist, gneiss towards hanging wall. The biotite schist is
gneiss towards footwall. While hanging wall mainly contains un-mineralized feldspar biotite amphibole
gneiss, separated by ore zone by mean of thrust.

9
Pegmatite dykes are found in hanging wall and ore zone in both cross cutting the foliation and along strike. The main ore minerals are chalcopyrite and pyrite with chalcocite, molybdenite, bornite, pyrrhotite and magnetite as minor minerals, occurring as disseminated and veinlets. Metals are unevenly distributed in the ore body. Same low economic mineralization is present in footwall rocks. Stockwork veining occurs in south eastern part of the open pit containing chalcopyrite and pyrite, near contact between ore zone and footwall. Pegmatite dykes in the ore zone contain chalcopyrite, pyrite and molybdenite. Sparse sulfide minerals occur in epidote altered rock and K-feldspar at the contact between the ore zone and footwall, also in small restricted areas of fine grained massive tourmaline.
Figure 1 (A) Bedrock in horizontal view at 2300 m level, (B) Bedrock in vertical section at profile Y4500. Local coordinate system in meters.(Sammelin et al. 2011)
2.2.2 Ore genesis Aitik Cu-Au-Ag deposit is a metamorphosed and deformed porphyry copper deposit related to 1.9 Ga quartz monzodiorite with 160 Ma of post modifications having overprinting of mineralization event of IOCG-type. The IOCG-mineralization event occurred about 100 Ma later. Extensive deformation and redistribution of metals in Aitik occurred. The Aitik deposit has mixed origin having major part of copper ore originating from porphyry copper system and second minor part, originating from an overprinting of IOCG-type. Copper mineralization is associated with potassic alteration, occurs throughout the altered intrusion in disseminated form. Which is an indication of early stage mineralization. The copper pattern is zoned in the intrusions, same zoning reported in porphyry copper deposits (lower grade inner parts and higher grade outer part). Furthermore, the stockwork system is developed in apex of the intrusion, which is the typical feature of young porphyry systems. Yngström et al (1986) suggested that the origin of the origin of the ore is magmatic. The study of fluid inclusions showed medium and low salinity NaCl ± CaCl2± MgCl2-fluid inclusions in samples <1.8 Ga, reflecting the continuously hydrothermal processes until 1.73 Ga. (Wanhainen 2005).
2.2.3 Mineralization The mineralization of Aitik Cu-Ag-Au deposit is mainly disseminated and veinlets. Ore minerals are
chalcopyrite, pyrite and pyrrhotite and lesser amount of magnetite, molybdenite and bornite. Depending
on geological features and Cu and Au grades, four types (A, B, C and D) of mineralization styles are
recognized by Wanhainen et al(2003) within ore body, shown in figure 2. Summary of Characteristics of
mineralisation styles is shown in Table 2.

10
Table 2: Summary of characteristics for the mineralization styles
Mineralization style A (characterized in Table 2, and shown in Figure 2) has relatively high grade of copper
and gold, found in cores from 100-500 m level.
Figure 2: Plan view of the Aitik deposit (100 m level) with the spatial occurrence of mineralization styles outlined schematically
Mineralization style B (characterized in Table 2, and shown in Figure 2) has copper and gold grades below the average values, found in drill cores from 200-600m levels. Mineralization style c (characterized in Table 2, and shown in Figure 2) is found in drill cores from 200-600 m level. Garnet bearing biotite and schist are found at level of 100 and 200m, like mineralization style a but with foliation of various intensities. Mineralization style d (characterized in Table 2, and shown in Figure 2) is represented in drill cores at the 200, 400, 500 and 600m levels. The rock type is garnet bearing biotite schist.
2.2.4 Alterations There are multiple main phases of alterations in Aitik. A pre-metamorphic potassic alteration comprises the replacement of amphibile by biotite and K-feldspar, which is preserved in quartz monzodiorite. Second phase of alteration is retrograde conditions with minerals like calcite, epidote, chlorite, sericite, and biotite. Biotisations and sericitization is dominate in ore zone while chlorotozation and sericitization is dominant in footwall and hanging wall rocks. The next main phase of alteration is hydrotherma in origin in which quartz, allanite, , apatite, muscovite, tourmaline, actinilite, scapolite, garnet, magnetite, amphibole, K-feldspar and epidote occur in all rock types togther with pyrite and cahalcopyrite.Another alteration phase has minerals characteristics of amphibolite facies high metamorphic conditions, like garnet and amphibole and garnet (Wanhainen 2005). Alterations within orebody may effect comminution properties e.g harbort et al. (2013) found following trend in porphry copper deposit in term of alteration regarding to hardness and competancy e.g. propylytic > potassic ≥ phyllic > argillic.

11
2.2 Comminution Comminution is the process of particle size reduction under application of forces. There are two purposes
of comminution process, liberation of ore minerals from gangue minerals and making suitable particle
size for downstream separation process (Drzymala 2007). The typical interlocking of ore minerals with
gangue particle is shown in Figure 3. The optimal range of size of particles for different unit operations is
shown in Figure 4.
Figure 3: typical interlocking of valuable mineral in gangue mineral; regular (a), vein (b), frame(c), and occlusion (d) (Kelly 1982)
Figure 4: Optical range of particle size for separation (Drzymala 2007)
(* low intensity (LI), ** high intensity (HI), *** high gradient magnetic field (HG))
Materials are primarily fractured by applying compressive stress rapidly by impact. Fractures are caused
by the high shear stress at the surface of particle. The former leads to cleavage and shattering while latter

12
to attrition and wear. All materials have their own ability to resist the propagation of fractures till a certain
level of stresses. (King 2012)
2.2.1 Patterns of fractures when single particle breaks Brittle materials are fractured when placed under sufficient stress. There are several patterns of fracture
when a single particle breaks. The fracturing pattern depends on level of stresses and physical properties
of the particle (pre-existing fractures, cracks, cleavage etc.). The product particles vary from smaller to
bigger in size depending on fracturing pattern. The common fracture mechanisms are shatter, cleavage,
attrition and chipping.
2.2.1.1 Shatter
This mechanism of fracture is caused by the rapid application of compressive stress. This process is
unselective and multiple product sizes are formed. This is a multiple fracturing process in which parent
particles are fractured, followed by successive fracturing of daughter particles, shown in Figure 5. This
multiple fracturing process takes place very quickly in micro time scale. The size distribution of progeny
population forms for modelling of breakage functions. Hence shattering is the common mode of fracturing
in autogenous, rod and ball mills (King 2012).
Figure 5: The shattering process (King 2012)
2.2.1.2 Cleavage
When a particle breaks along preferred surfaces, cleavage occurs. Fracture propagates along those preferred surfaces. In cleavage, parent particle breaks down in larger particle reflects the grain size of the material. Usually there is no further fracturing of the daughter particles. These daughter particles are produced along with very small particles, produced at the point of stress application. The particle size distribution is usually bimodal, having one distribution of population of coarse daughter particles and other is the population of fines produced at point of application of stress (King 2012). This is shown on Figure 6.

13
Figure 6: Fracture by cleavage (King 2012)
2.2.1.3 Attrition and chipping
Attrition and chipping occur when the stress is not enough to break the particle. This phenomenon is common in SAG mill where the large particles act as media. Parent articles hardly changes the size while a number of small particles are generated, called birth process, shown in Figure 7. Since there is no corresponding death process because the parent particles hardly change their size (just move to the lower particle size class). The size distribution is bimodal having two peaks. The peak of residual parent particles is narrow and far from the distinct peak of progeny particles at small size. Two peaks are well separated by the size range of zero particles, shown in Figure 7 (King 2012).
Figure 7: Attrition and chipping (King 2012)
2.3 Common comminution indices There indices are derived from grindability tests, are used in simulation and designing of the grinding
circuits. Most commonly used grindability indices are; bond ball mill work index, bond rod mill work index,
macpherson autogenous work index and sag power index

14
2.4.1 Bond ball mill work index (BWi) The bond ball Mill Work Index provides a measure of energy required to grind a mineral in a ball mill. It is
expressed as kWh needed to grind one tonne of mineral. Bond ball mill work index is calculated using the
standard procedure derived by Bond (1961). The BWi is used to design new grinding circuits. BWi also
used in the simulation and optimization of existing comminution circuits. Bond ball mill work index is
normally distributed with an average of 14.6 and a median of 14.8 kWh/t (Mcken and Williams 2005). The
common BWi values are shown in Table 3.
Table 3: Common Bond Ball Work Index values for different types of rocks
Property Soft Medium Hard Very Hard
Bond WI (kWh/t) 7 – 9 9 - 14 14 – 20 >20
2.4.2 Bond rod mill work index (RWi): The bond Rod mill work index provides measure of energy used by rod mill. RWi indicates the resistance of the material to crushing and grinding (Rod et al. 1961). RWi also used along with the other Bond tests (BWI and CWI) for SAG mill design using semi-empirical relationship (Barratt et al. 1996). The average and median of RWi are both 14.8 kWh/t (MacPherson Consultants (ARMC) database). The
average is same as BWi but the median is different. The reason is the variation in hardness with size of
feed of both tests (13 mm for RWI and 3.35 mm for BWI) (Mcken and Williams 2005). The common RWi
values are given Table 4.
Table 4: Common Bond Rod Work Index values for different types of rocks
Property Soft Medium Hard Very Hard
Bond WI (kWh/t) 7– 9 9 - 14 14– 20 >20
2.4.3 MacPherson autogenous work index: MacPherson is a small-scale AG/SAG steady state mill test. MacPherson autogenous work index is
calculated by the procedure of MacPherson autogenous grindability test, derived by MacPherson and
Turner (1978). After completion of whole procedure, mill power draw, particle size distribution and
throughput is used to compute the specific energy input and Macpherson autogenous work index(AWi).
Around 750 tests of 250 different deposits of World show that 90% of AWi values are in range 3 and 7
KWh/t (Mcken and Williams 2005).
2.4.4 SAG power index (SPI) SPI was first developed by John Starkey (Starkey and Dobby 1996). SPI is expressed in time in minutes which is required to reduce an ore sample from a P80 of 12.7mm to P80 of 1.7mm. Higher SPI values indicates harder the ore (Mcken and Williams 2005). The SPI is transformed in KWh/t and then it is used by MinnovEX for production forecast and circuit design using CEET software (Dobby et al. 2001).
2.4 Existing comminution test methods To find most easy and economic comminution test method, the existing comminution methods are studied in context of Geometallurgy. These methods are divided into three major groups
• rock mechanical tests
• particle brakeage tests
• bench scale grindability tests.

15
Each group is sub-divided into further methods (Mwanga et al. 2015).
2.4.1 Rock mechanical tests Rock mechanical tests are used to measure rock strength using drill core samples. In these methods, stress
is applied on the sample under specific conditions and the maximum stress and strain is noted by device
before sample fails. These methods include uniaxial compressive test, point load test, Brazilian test, tri-
axial compressive test and hardness test. These tests have same breakage mechanism under stress.
2.4.1.1. Uniaxial compressive strength tests (UCS)
UCS is widely used in rock engineering (Cargill and Shakoor 1990). Drill core piece having length to diameter ratio of 2-2.5 (ASTM standards), is used (Ergün and Tuncay 2009). Sample is placed between two perpendicular plates and stress is applied through one movable plate until the sample is failed/broken. The Applied stress is uniformly increasing. The displacement in the sample is measured to compute elasticity of the sample. This is unconfined uniaxial compressive test, for tri-axial compressive strength test, the core is enveloped in a membrane/oil which provide pressure in the radial direction, with increasing the axial load the pressure of oil in radial direction also increase until the specimen fails. The sample could be prepared by Both American Society for Testing and Materials (ASTM) and the International Society for Rock Mechanics (ISRM). Sample preparation for UCS contains; drilling of drill core from bulk sample using diamond drill core, cutting the core perpendicular to the axial direction having L/D ration according to the standards used, grinding and polishing of cross section of drill core and finally drying the core before testing (Cargill and Shakoor 1990).
2.4.1.2. Point load strength test (PLT)
A single point load strength index is obtained by sample in shape of core or bulk. This index correlates to the uniaxial compressive strength. In PLT, load is applied between tips of two cones, in form of point load. The maximum load applied and equivalent core diameter De(50mm) is used to find the Point load strength index (𝐼𝑠50), as shown in equation (1).
𝐼𝑠50 =
𝑃
𝐷𝑒2
(1)
𝐼𝑠50 is the point load strength index [Psi], P is the maximum point load applied [lbf], De is the equivalent
diameter [in]. Point load index is further used to calculate the uniaxial compressive strength UCS [Psi]
using a linear conversion factor K (having value of 16 – 24, [unitless]) (Rusnak and Mark 2000), shown in
equation (2).
𝑈𝐶𝑆 = 𝐾 × 𝐼𝑠50
(2)
2.4.1.3. Brazilian test
Brazilian test is indirect measure of tensile strength of brittle materials. Compressive stress is applied
along the diameter of the core between two plates, which induce the tensile load on the sample. The
indirect tensile strength is calculated based on the assumption that the failure occurs at maximum tensile
stress at the center of the disc. The formula for indirect tensile strength measurement is given in equation
(3).
𝜎𝑡 =2 ∙ 𝑃
𝜋 ∙ 𝐷 ∙ 𝑡
(3)

16
𝜎𝑡 is the tensile strength [𝑀𝑃𝑎], P is the applied compressive load at failure [N], D is the diameter of the
core [mm], t is the thickness of the specimen measured from the centers of the sample[mm] (Li and Wong
2013).
2.4.2 Particle breakage tests
2.4.2.1 Simple drop weight tests
In drop weight test, a certain weight is lifted and dropped on the sample. The broken simple is analyzed
in term of particle size distribution to study the breakage behavior. Different impact levels are tested by
varying the potential energy PE of the drop weight 𝑀𝑑𝑤 .Potential energy is dependent on the drop weight
𝑀𝑑𝑤 and drop weight height𝐻𝑑𝑤, as shown in equation (4).
𝑃𝐸 = 𝑀𝑑𝑤 × 𝑔 × 𝐻𝑑𝑤 (4)
PE is the potential energy [joules], 𝑀𝑑𝑤 is the mass of the drop weight [Kg], G is the gravitational
acceleration [9.8 𝑚/𝑠2] and 𝐻𝑑𝑤 is height of the drop weight [m].
The JKTech drop-weight test is developed in Julius Kruttschnitt Mineral Research Center (JKTech 1992).
This test is divided into three parts. First part is the measurement of resistance to the impact of coarse
particles, within the range of 63-13.2 mm (Five fractions). The second part is the evaluation of resistance
to abrasion breakage, within the range of 53 to 37.5mm. Final part is the measurement of the density of
20 particles, its average and its dispersion.
This test generates breakage pattern of ore under a range of impact and abrasion conditions, which is
reduced to three parameters: A, b (dimensionless, impact) and ta (abrasion), shown in Table 5. Axb
parameter is the slope of the t10 vs Espec curve. A is the significant for higher energy levels whereas b is
significant for lower energy levels. A is the maximum value of t10 achieved. A and b are dependent to each
other therefore one value of Axb is indicated as hardness of ore in term of impact breakage (JKTech 1992).
These parameters are used in JKSimMet modeling and simulation package to predict the response of ore
in comminution processes e.g. AG/SAG mill, ball mill and HPGR (Mcken and Williams 2005). The fragments
from all tests are collected and analyzed for particle size distribution. Which are normalized to t values
(percent weight of fragments that passes 1/t of its original size) showing the size reduction. The
percentage passing 1/n of the starting particle size can be related to the comminution energy by the
equation given in equation (5).
𝑡𝑛 = 𝐴 ∙ (1 − 𝑒−𝑏∙𝐸𝑐𝑠)
(5)
Ecs is the specific energy in kWh/t and A and b are ore-specific parameters. t10 is reduced to two variables
A and B along with Ecs using equation (5), by least squares fitting to drop weight test data.
Table 5: common values of Axb and ta of different rocks.
Property Very Hard Hard Mod. Hard Medium Mod. Soft Soft Very Soft
A×b < 30 30-38 38-43 43-56 56-67 67-127 >127
ta < 0.24 0.24-0.35 0.35-0.41 0.41-0.54 0.54-0.65 0.65-1.38 >1.38
A and b are determined by fitting the experimental data with different specific energies. Axb describes
the hardness of the ore. A higher value of Axb represents soft material and vice versa. The frequency

17
distribution of Axb from JKTech coming from great number of test over the years, given in Figure 8 (Mcken
and Williams 2005).
Figure 8: Frequency Distribution of Axb ((Mcken and Williams 2005)
2.4.2.2 Instrumental drop weight test
Drop weight test is further modified by adding different instrument for measurements during the test.
One of the instrumental drop weight test device is “Ultra-fast load cell device (UFLC)” developed by
university of Utah (Weichert and Herbst 1986). It contains a laser and a photo diode, as well as a strain
gauge to calculate actual load applied to the sample instead of the potential energy of the drop weight.
(Tavares 1999).
2.4.2.3 Twin pendulum test
A single particle is mounted between two pendulum hammers and the hammers are released from certain
heights unless the particle is broken. One of the instrument is bond twin pendulum tester which works on
the same principle. The sample preparation is easy and consist on the crushing and sieving between two
close size ranges e.g. Sahoo et al. (2004) used three particle sizes (9.5-11.2mm, 11.2-13.2 mm and 13.2-
16mm) of two types of coal. Crusher work index, defined by the bond is given in equation (6) (Narayanan
1985).
𝐶𝑊𝑖 =
53.5 ∙ 𝐶𝐵
𝜌𝑝
(6)
𝐶𝑊𝑖 is the crushing work index [KWh/t], 𝐶𝑏 =117∙(1−𝜃)
𝑑𝑝 , is the impact energy per particle thickness 𝑑𝑝
[j/mm] and 𝜌𝑝 is the particle density [𝑔 𝑐𝑚3]⁄ and θ in [degree].

18
2.4.2.4 Split hopkinson pressure bar test
Split hopkinson pressure bar apparatus consists of two bars, incident bar and transmitted bar. The sample
(single particle) is placed between two steel bars. A gas gun is used as a stress loading system. The
deformation wave travel through the steel bars and sample, recorded by the strain gauges. Cylindrical
specimens are used mostly for the test (Kaiser et al. 1998).
2.4.2.5 Rotary single impact tester
The principle of rotary single impact tester is the collision of single particle with impact surface. For
collision, either sample is accelerated against static plate or advancing sample in rotor-stator impact
system. The particles are fed in the rotor and make impact to the perpendicular saw tooth profile of the
stator by centrifugal force. This test is based on the single collision of particle against static perpendicular
surface, while in a mill a particle faces multiple collisions between other particles, grinding bodies and mill
surface but relatively with low velocity. This method has ability to test more samples as compared to other
methods. The results from the rotary breakage tester are used for the energy-size reduction profile,
further used in process design (Schönert and Marktscheffel 1986).
2.4.3 Bench scale grindability tests
2.4.3.1 Bond ball mill Test
Bond test is used to measure the grindability of the sample at the lab scale, using a bond ball mill. It
consists on dry locked cycle, until the circulation load reaches to 250% (Bond 1952, Bond 1961 and Bond
1949). This is often possible after 7-10 cycles. After each cycle, fines are replaced by the equal amount of
fresh feed. The standard bond ball mill has same length and diameter of 305mm. The bulk material is
below 3.35mm having volume of 0.7x 10−3 𝑚3 . For single test, around 10 kg of sample is required
(Magdalinovic 1989).
The bond ball mill work index 𝐵𝑊𝑖 [kWh/t] is defined in equation (7).
𝐵𝑊𝑖 = 1.1 ∙
44.5
𝑃0.23 ∙ 𝐺0.82 ∙ (10
√𝑃−
1
√𝐹)
(7)
Pc is screen aperture [µm], G is the mass of product per mill revolution [g], P and F are 80% passing size
[µ] of Product and feed respectively [wt.%].
The relation between grinding work index W[kWh/t] and particle size during the grinding is given in
equation (8) (Bond, 1952).
𝑊 = 𝐵𝑊𝑖 ∙ (10
√𝑃80
−10
√𝐹80
) (8)
Bond Work index is mostly used to represent the behavior of ore in grinding circuit; energy consumption
during the comminution. Bond work index is repeatable all over the world and used most of the years for
designing the comminution circuits.
2.5 Geometallurgical comminution test (GCT) A comparison was made by Mwanga et al.(2015) between comminution tests having potential for
geometallurgy, shown in Table 6.

19
Table 6: Common fracture test methods having potential for geometallurgical tests. -(1) Simplicity, (2) repeatability, (3) sample preparation, (4) time exposure and cost, (5) sample amount, (6) parameters can be used in modelling and simulation, (7) can be extended to mineral liberation (Mwanga et al. 2015)
Fracture Test Method Suitable Criteria for Geometallurgical test (-=adverse, 0=acceptable, +=advantage)
1 2 3 4 5 6 7
Unconfined compressive strength test + 0 - 0 + - -
Point load test + 0 0 0 + - -
Brazilian test + 0 - 0 + - -
Drop weight test 0 0 - - - + 0
Ultra Fast load cell test - 0 0 0 - + 0
Twin pendulum test - - 0 0 0 + 0
Split Hopkinson test - 0 - - - 0 0
Rotary breakage test - + 0 0 0 + 0
Bond ball mill test 0 + 0 - - + +
Bond rod mill test 0 + 0 - - + +
Single pass test e.g. Morgan mill + + 0 0 - + +
Unconfined compressive strength test has a shortcoming of intense work in sample preparation (drilling,
cutting, grinding, polishing core according to the standards). While parameters calculated by UCS cannot
be used directly in modelling and simulation (Rusnak and Mark 2000). Whereas UCS test cannot be
extended to the liberation study. Point load test doesn’t fulfill the criteria of using of parameters in
modelling and simulation directly and extension of product to liberation analysis. Brazilian test has same
shortcoming as point load test with additional shortcoming of intense sample preparation. Drop weight
test has shortcoming of sample preparation, time exposure, cost and sample amount. Ultrafast load cell
test has shortcoming of simplicity and sample amount. Twin pendulum test has shortcoming of simplicity
and repeatability. Split Hopkinson bar test has many shortcomings for having potential for
geometallurgical tests. Bond ball and rod mill test have negative points in term of time exposure, cost and
sample amount. Mergan mill is a simplified test with single pass but still it has one shortcoming of Size of
sample. This comparison shows that none of the test fulfills all the required criteria required for
geometallurgical tests.
Considering Bond test as basic method, a new procedure (GCT) is developed for comminution test having
potential to fulfill all criteria of geometallurgical tests. GCT provides the estimation of BWi, particle size
distribution at different grinding energies and time along with the possibility that the mill product could
be used for liberation analysis (Mwanga et al. 2015).
This method is derived by considering the same mechanisms of standard bond test. Because of down-
scaling, parameters are changed and different correction factors are used to obtain same phenomena
inside the mill. Scale factor for geometrical relationship between two mills is 1.63 (square root of ratio of
the diameter of bond mill to small ball mill). To get the same fracture effects between two mills, a
dimensionless factor λimpact(β) called Froude number is sued, shown in equation (9).
𝜆𝑖𝑚𝑝𝑐𝑡(𝛽) =
𝜈𝑖𝑚𝑝(𝛽)𝐿
√𝑔 × 𝐷𝐿
÷𝜈𝑖𝑚𝑝(𝛽)𝑆
√𝑔 × 𝐷𝑠
(9)
𝜆𝑖𝑚𝑝𝑐𝑡(𝛽) is a dimensionless factor for impact velocity between two mills, 𝜈𝑖𝑚𝑝(𝛽)𝐿 is impact
velocity [m/s] of bond mill at any thrown angle β, 𝜈𝑖𝑚𝑝(𝛽)𝑆 is impact velocity [m/s] of the small mill

20
at any throw angle β, g is the gravity constant [m/s2], 𝐷𝐿 is the diameter of large mill (Standard bond
mill) [m] and 𝐷𝑠 is the diameter of small mill [m].
The bond energy equation for calculation of BWi is given in equation (10).
𝐵𝑊𝐼 =
𝐸
𝐾 × 𝐸𝑓1 × 𝐸𝑓2 × 𝐸𝑓3 × 𝐸𝑓4 × 10 × (1
√𝑃80−
1
√𝐹80)
(10)
BWI is bond work index (estimated ) [kWh/t], E is measured specific energy in the small mill [kWh/t],
P80 is the product 80% passing size (µm), F80 is the mill feed 80% passing size (µm), k is the scale
factor defined by square root of the ratio of the diameter of bond mill to small ball mill equal (1.63),
Ef1 is correction factor for dry grinding, Ef2 is the correction factor efficient diameter (usually 1.842 is
taken), Ef3 is the ball mill efficiency factor (0.835), Ef4 is the efficiency factor for fineness (0.95).
The parameters used for downscaling bond mills are given in Table 7:
Table 7: Parameters for downscaling the bond mill test (Mwanga et al. 2015)
Parameters Conditions for downscaling
Standard Bond Ball Mill
Small ball mill
Mill dimension 1 Diameter (mm) To be changed 305 115 2 Length (nm) To be changed 305 132
Ball Charge 3
Percentage mill volume filling by ball charge (%)
Fixed 19 19
4 Average ball size (mm) Fixed 27 27 5 Ball charge (Kg) Scaled by filling (3) 21.9 1.33
Sample 6 Sample to ball ratio (w/w) Fixed 0.16 0.16 7 Sample size (Kg) Scaled by ratio (6) 3.4 0.220 8 Sample particle size distribution (mm) Fixed <3.35 <3.35
Operational conditions
9 Speed, vs critical (%) Fixed 91 91
10 Grinding time (minutes) To be changed 10.5 17.0
11 No. of revolution/ minute To be changed 70 114
12 Test type To be changed Locked Cycle Single pass
13 Mill product sizing Fixed Standard sieve series
Standard sieve series
Finally, it is obvious that GCT is the easiest, less time consuming (required small amount of sample)
comminution test methods which can be used for the study of grindability of the ore. Bond work index is
calculated by GCT.
2.6 Correlations between comminution test methods Correlation between comminution test methods may helpful for prediction of comminution indices, suing
available indices.
2.6.1 Correlation between bond work index and mechanical properties Standard method of bond work index is time consuming and require a significant mass of sample. Many
people tried to find correlation between BWi and mechanical properties of rocks. Haffez (2012) compared
different mechanical properties of some Saudi ores (bauxite, kaolinite, granodiorite, magnetite, granite,
feldspar and quartz) to bond work index. He concluded that the bond work index is positively correlated

21
with modulus of elasticity (𝑅2 = 0.90), shown in Figure 9A. Compressive strength (UCS) is also positively
correlated with Bond work index (𝑅2 = 0.81), shown in Figure 9B. Abrasion is negatively correlated to the
Bond work index (𝑅2 = 0.80), shown in Figure 9C. Correlation between bond work index and hardness
value was positively correlated (𝑅2 = 0.75), shown in figure 9D.
Figure 9: Correlations to Bond Work Index: (A) Effect of modulus of elasticity of the different studied materials on Bond work index, (B) Effect of compressive strength of the different studied materials on Bond work index, (C) Effect of abrasion of the different S
2.6.2 Correlation between BWi, friability and grindability index G Swain and Rao (2009) compared bond work index and friability (tendency of a material to break by duress
or contact e.g. by rubbing). They found a good correlation between BWi and friability, shown in Figure 10.
The R square value was 0.93, showing good correlation. One can predict value of bond work index with
small error using this correlation for same ore type.

22
Figure 10: Correlation between Bwi and Friability
.
Swain and Rao (2009) were also calculated the bond work index using Hardgrove grindability index
(measurement of grindability of coal, [unitless]), Shown in Figure 11. The R2 value was 0.99, showing very
strong correlation between measured and calculated bond work index.
Figure 11: Correlation between Measured Bond work index and calculated bond work index using Hardgrove grindability
Ozkahraman (2005) found a good correlation among Bond work index, friability and grindability index G,
shown in Figure 12. A correlation coefficient of 0.99 is found between grindability index G and friability
value. A correlation coefficient of 0.97 is found between bond work index and friability values.

23
Figure 12 The relationship between (a) grindability index G, (b) work index Wi and friability valueS20, where G is the average
value net grams of undersize produced per mill revolution in last three cycles of standard bond test
2.6.3 Correlation between bond work Index and Axb parameter of drop weight test Harbort et al. (2013) found a correlation between bond work index and Axb parameter in different
lithologies, shown in Figure 13.
Figure 13 Correlation between bond work index and Axb parameter in various lithologies and alterations
T.J. Napier-Munn in his book; Mineral Comminution Circuits also tries to compare bond work index and
Axb parameter and found a correlation, shown in Figure 14.

24
Figure 14 correlation between BWi and Axb parameter
The aim of correlations is to study the opportunity for prediction of other parameters using available
parameters. These correlations are associated to specific deposits. E.g. Figure 13 and figure 14 have
slightly different correlation model because of different deposits.
2.7 Estimation of comminution indices based on mineralogy, chemical assays, lithology
and alteration Comminution test methods require time, equipment and specific sample. Many people put their efforts
in estimation of comminution indices from data which is available on mine site or which can be obtainable
easily and cheaply. These authors used multiple linear regression to generate models, having chemical
assays, modal mineralogy, lithology and alteration as input parameters.
Keeney and Walters (2011) made models for prediction of bond work index in two different classes,
hematite-pyrite and feldspar class. They also used multiple regression to generate models. The model
prediction relative errors were 7.4 and 2.1% respectively to the class. Results are shown in Figure 15,
showing good correlations to the actual BWi values. They used fluorite, hematite, pyrite, specific gravity,
sulphide, hardness and chlorite as independent variables for prediction of BWi. Models are shown in
equation (11Error! Reference source not found.) and (12). These models are just an example for
prediction of BWi and are only valid for a specific deposit.
Model for hematite-Pyrite class:
Bond Workindex [KWh/t]= −66.65 + 1.24 × Fluorite(%)0.61 − 0.27 × Hematite(%) −1.49 × Pyrite(%) + 19.23 × SG + 8.39 × (Pyrite(%)/Sulphide(%))0.84 + 0.72 ×QHard1.22 + 0.72 × (Chlorite(%)/Sulphide(%))1.31
(11)
R2=0.84, Model prediction relative error =7.4%
Model for Feldspar class:
Bond work Index [KWh/t]= -104.4 -0.17×K-feldspar(%) -0.88×Quartz(%) -0.12×Siderite(%) -0.47×Fluorite(%) -0.43×Sulphide(%) -0.54× (Sericite(%)/K-feldspar(%)) + 0.88× (Sulphide(%)/Hematite(%)) +8.56×QHard
(12)
R2=0.83, Model prediction relative error =2.1%

25
Figure 15 Correlation of predicted and calculated BWi in two classes (Keeney and Walters 2011)
Hunt et al. (2013) modelled comminution parameters using modal minerology, chemistry and drill core
logging. They also used multiple linear regression for modelling. They modelled BWi, AXb and SPI. They
found a good model with error of ±6% in calculation of BWi, Axb ±12% and SPI ±10-15%. They used Al2O3,
Na2O, SiO2, K2O, TiO2, Zn, quartz, orthoclase, chlorite, lithology and alteration as independent variables
in the model. The measured and estimated BWi values are shown in Figure 16A. The effect of lithologies
on correlations was highlighted e.g. different correlation between SPI and white mica in different
lithologies, shown in Figure 16B and Figure 16C.

26
Figure 16 A- Measured VS estimated BWI, B and C, Correlation between where mica and SPI in two different lithologies (Hunt et
al. 2013)
Keeney et al. (2011) used multiple linear regression to model BWi and Axb using modal minerology,
hardness and density information. They found average relative error of 3.2 and 4.7% for BWI and Axb
respectively, plots between measured and predicted BWi and Axb are shown in Figure 17.
Figure 17 Correlation between measured and calculated Axb and BWI (Keeney et al. 2011)
A
B C

27
2.8 Principle component analysis Principle component analysis is used to reduce the dimensions of the data. The larger number of variables
are replaced by smaller numbers, called principle components. which are formed by linear combination
of the original variables. The first principle component is calculated in the direction of maximum
variability. The second principle component is always orthogonal to the first principle component,
covering the second highest variability in the data set and so on. The original variables are converted into
lower number of principle components and maximum variability in the dataset is covered (Jolliffe, 2002).
Keeney et al. (2011) used PCA (based on minerology) to classify samples (La Colosa porphyry Au deposit,
Colombia) into different 7 classes. Where, first principle component was dominated by pyrite,
chalcopyrite and feldspar while second component was distinctly dominated by magnetite and chlorite.
On PCA scatter plot the classes were made manually by considering the hardness, density and minerology
of the samples. PCA scatter plot is shown in Figure 18.
Figure 18 PCA scatter plot of samples
Keeney and Walters (2011) also used PCA to classify 500 samples on basis of modal minerology and
comminution indices (BWi and d Axb). The PCA scatter plot along with direction of increasing of
mineralogical abundance, is shown in Figure 19.

28
Figure 19 PCA plot of samples and direction of abundance of mineralogy
Considering these examples, PCA seems a useful method for classification of Aitik samples into different
classes
2.9 Element to mineral conversion Element to mineral conversion is a traditional method in which mineral grades are calculated using
elemental grades and chemical formula of minerals (% each element in the mineral). This method has
simple mass balance equations of mineral grades, elemental grades and chemical composition of mineral.
This method is simple having limitation; number of minerals should not be greater than the analyzed
components and chemical composition of minerals. Mathematically shown in equation (13).
A × x = b; [
a11 ⋯ a1n
⋮ ⋱ ⋮an1 ⋯ ann
] × [
x1
⋮xn
] = [b1
⋮bn
] (13)
Where matrix A is the matrix of chemical composition of minerals, x is the matrix of unknown mass
proportion of minerals and b is the vector of known chemical assays (elemental grades). This system of
matrices can be solved using non-negative least square method. Electron probe micro-analysis (EPMA) is
used to analyze the chemical composition of minerals, if we have right chemical composition of minerals
we can improve EMC much more (Parian et al. 2015).
Geometallurgical comminution test (GCT) is as easy and quick method to calculate bond work index. GCT
will be used for calculation of BWi, because of simplicity and availability of apparatus in the lab. Element

29
to mineral conversion will be studied for calculation of modal minerology of Aitik. Bond work index will
be compared with modal minerology to calculate possible correlations. Bond work index will be modelled
using multiple linear regression, considering modal minerology chemical assays as independent variables.
There will be a study of liberation analysis of Aitik regrinding circuit. PCA will be used to classification of
samples on basis of modal mineralogy.
3 Methods Samples from Aitik deposit have been taken for PREP project. Samples are in the form of half cut drill
cores, 40 to 60kg roughly. Each sample is visually observed for texture, rock type, alteration and rough
idea bout minerology. GCT requires a sample having size below 3.35mm and mass 220g, for chemical
assays 20g pulverized sample is require, so sample preparation is required. Sampling process will contain
crushing, splitting and sieving. GCT will be run on each sample along with two replicates to calculate BWi
and standard deviation for BWi. A sub-sample of 20g is taken from each sample and pulverized for
chemical assays. Chemical assays and SEM modal minerology for six samples (4, 8, 11, 14, 16 and 18) from
same sampling campaign, are already available from Senior design project at LTU. This data will be used
to develop a suitable recipe for element to mineral conversion, for calculation of modal mineralogy. PCA
based on modal mineralogy, will be used for classification of samples. One of the objectives of thesis is
the liberation analysis of Aitik regrinding circuit. Samples from regrinding circuits will be taken for
liberation analysis.
3.1 Samples
For this study, three types of samples from two different sampling campaigns were used. During first
sampling campaign (Aitik mine samples), 21 samples were taken from Aitik mine during PREP project. In
second sampling campaign (process samples) four samples were taken from Aitik regrinding circuit during
internship.
1 Aitik Mine Samples: Samples 4, 8, 11, 14, 16 and 18 are Aitik mine samples, were already used in
senior design project. Chemical assays and modal mineralogy (already available) of these samples
are be used for making a recipe for element to mineral conversion. These samples are also named
as SDP samples.
2 Aitik Mine samples: Samples: 1, 1A, 2, 3, 6, 7A, 7B, 8, 9, 10, 12,13,15 and 17 are also Aitik mine
samples, were available as drill core pieces, roughly 60 Kg each. Each sample comes from a specific
drill hole from a specific depth to cover most of the variability of the deposit. These samples come
from same sampling campaign as samples 4, 8, 11, 14, 16 and 18. Sample 1, 1A, 2, 3, 6, 7A, 7B, 8,
9, 10, 12,13,15 and 17’s details are given in Table 8. The objectives of these sample are
measurement of BWi, EMC, classification of samples into different ore types using PCA and
multiple linear regression for prediction of BWi.
3 Process Samples: Samples from Aitik regrinding circuit were taken during internship for liberation
analysis, are addressed as process samples and named as rougher concentrate, mill product,
hydrocyclone overflow and hydrocyclone underflow.

30
Table 8: Description of Aitik mine samples
Sample No.
Mass (Kg)
Lithology Grain Size Texture Description Mineralization description
1 41.58 Pegmatite-tourmaline crystals
Fine phaneritic crystals
1A 42.54 Pegmatite Fine phaneritic crystals Ccp, Py
2 63.57 Hornblende banded gneisses
Fine Equigranular
3 61.34 Biotite Schist, Biotite gneiss
Fine to intermediate preferential orientation Veins and disseminated (Ccp, Py, Po)
6 30.55 Amphibole-biotite gneiss Fine to intermediate preferential orientation Veins and disseminated (Ccp, Py, Po, Mgt)
7A 28.51 Biotite Gneiss Fine Equigranular, preferential orientation
disseminated ccp, Py and Mgt
7B 56.46 Biotite Gneiss Fine to intermediate Equigranular, preferential orientation
Chalcopyrite, pyrite
8 44.9 Muscovite Schist, Biotite Gneiss
medium Banded texture with preferential orientation
Qtz veins, disseminated and veins Ccp, Py
9 92.94 Biotite gneiss Fine to intermediate Equigranular veins and disseminated ccp and Py
10 79.35 Diorite coarse phaneritic texture Qtz veins, disseminated Ccp, Py
12 56.61 Diorite coarse phaneritic texture Qtz veins, disseminated Ccp, Py
13 68.39 Diorite coarse phaneritic texture Qtz veins, disseminated Ccp, Py
15 110.09 Diorite coarse phaneritic texture Ccp, Py, Po, Mgt
17 47 Amphibole Biotite Gneiss medium to coarse Equigranular, preferential orientation
veins and disseminated (Ccp.Py, Mgt)
Two types of diorites are found in the samples, fine grain and coarse grain diorite. Sample 14 and sample 15 is fine grain diorite, shown in Figure 20. Coarse grain diorites are found in sample 10 12 and 13, shown in Figure 21. A quartz vein can be seen in sample 12 in Figure 21.
Figure 20 Core pictures of Sample 14 and sample 15: Fine grain Diorite

31
Figure 21 Core pictures of Sample (10, 12 and 13) Coarse grain diorite
Sample 1 and sample 1A come from the host rock; pegmatite. The core pictures of sample 1 and sample
1A are shown in Figure 22. This pegmatite in samples is not mineralized.
Figure 22 Core pictures of sample 1 and 1A, Pegmatite
Sample 3 and sample 4 have same textures; biotite schist and gneiss. While sample 3 shows more gneiss
as compared to sample 4. These samples have fine disseminated sulfides and veinlets follows the direction

32
of foliation. Sample 6 seems to have same lithology as sample 3 and 4 but with more quartz, veinlets and
pyrite shown in Figure 23.
Figure 23 Core pictures of sample (3, 4 and 6), High Ccp, Py Feldspar biotite rich,
Sample 16 have high quartz content and feldspar alteration. Chalcopyrite, pyrite and quartz veins are
visible in sample 16. Sample 17 and sample 18 seems to have same lithology having hornblende gneiss
and coming from footwall. Disseminated and massive chalcopyrite and pyrite can be seen in sample 17.
Sample 16, 17 and 18 are shown in Figure 24.

33
Figure 24 Core pictures of Sample 16, 17 and 18
Sample 8 contains muscovite schist and biotite gneiss having disseminated chalcopyrite and other sulfides.
Muscovite schist with preferential orientation can be seen in Figure 25. Sample 2 is hornblende gneiss
and have no mineralization. Sample 2 comes from hanging wall and classified as barren shown in Figure
25.
Figure 25 Pictures of sample 8(Muscovite Schist) and sample 2(barren)

34
Sample 7A, 7B and 9 are classified in one class. These samples are strongly altered with k-feldspar
epidote alteration, shown in Figure 26.
Figure 26 Core pictures of sample 7A, 7B and 9
3.2 GCT sample preparation For GCT the required amount of sample is 220g with size -3.35mm (Mwanga et al. 2015). The primary sample of 60 Kg drill cores is reduced to 220g having size -3.35mm using the following steps:
• Each primary sample having drill cores, was crushed in a laboratory jaw crusher with CSS
approximately 20mm.
• After crushing, crushed material was sieved using a hand sieve of 18.85mm.
• The oversize (+18.85mm) material was crushed again in jaw crusher until it was below 18.85mm.
• This material(-18.85mm) was split into secondary sample of mass around 20Kg using a laboratory
rotary splitter.
• This secondary sample of mass 20Kg was crushed gain in jaw crusher with CSS of 3.35mm
approximately.
• After crushing, crushed material was sieved using a hand sieve of 3.35mm.
• The oversize (+3.35mm) material was crushed again in jaw crusher until it was below 3.35mm.
• This secondary sample of mass 20Kg is split again using laboratory rotary splitter and a tertiary
sample with mass 3Kg was prepared.

35
• Three GCT samples (GCT-A, GCT-B and GCT-C) of mass 220g were prepared by splitting the tertiary
sample having mass around 3 Kg.
During sample preparation, extra material was stored as backup for future use if required. The
flowsheet of sample preparation is shown in figure 27. Masses of samples are shown in Table 9.
Backup, -18.85mm, 40 Kg
Screen, -18.85mm, 60 Kg
Primary Sample, Drill cores
Drill cores,
Crushing, Jaw Crusher, 60 Kg
Splitting, Rotary Splitter, 60 Kg
Sample, -18.85mm, 20 Kg
Crushing, Jaw Crusher, 20 Kg
Screening, -3.35mm, 20 Kg
Splitting, Rotary Splitter, 20 Kg
Backup, -3.35mm, 17 Kg
Sample, -3.35mm, 3 Kg
Splitting, Riffle Splitter, 3 Kg
Backup, -3.35mm, GCT, 2.2
Kg
Sample, -3.35mm, GCT-C, 220g
Sample, -3.35mm, GCT-B, 220g
Sample, -3.35mm, GCT-A, 220g
+18.85m
mm
+3.35mm
Figure 27 Sample preparation flowsheet

36
Table 9: List of masses of samples at different stage of sample preparation
Sample ID. Primary sample Secondary sample Tertiary Sample GCT samples (g)
Mass(Kg) Size (mm) Mass(Kg) Size(mm) Mass(Kg) Size(mm) A B C
1 41.58 Drill-Cores 18.66 -18.85 3.64 -3.35 220.47 221 221
1A 42.54 Drill-Cores 16.94 -18.85 3.36 -3.35 2 63.57 Drill-Cores 18.88 -18.85 3.7 -3.35 220.37 219.6 220.5
3 61.34 Drill-Cores 3 -3.35 3 -3.35 6 30.55 Drill-Cores 2.98 -18.85 1.5 -3.35
7A 28.51 Drill-Cores 20.58 -18.85 3.73 -3.35 220.4 220.39 220.55
7B 56.46 Drill-Cores 18.61 -18.85 3.4 -3.35 8 44.9 Drill-Cores 2.28 -18.85 1.13 -3.35 9 92.94 Drill-Cores 23.49 -18.85 3.05 -3.35 220.9 220.75 220.86
10 79.35 Drill-Cores 19.94 -18.85 3.62 -3.35 220.47 220.12 220.9
12 56.61 Drill-Cores 19.7 -18.85 3.9 -3.35 220.3 220.13 220.2
13 68.39 Drill-Cores 20.26 -18.85 2.94 -3.35 219.5 221.1 220.4
15 110.09 Drill-Cores 28 -18.85 3.36 -3.35 17 47 Drill-Cores 18.53 -18.85 3.59 -3.35 220 220.52 219.98
3.3 Sampling error The Fundamental sampling error is calculated by Gy sampling theory using HSC 7 software. The parameters used in calculation of sampling error are shown in Table 10. Sampling errors for GCT and chemical assay samples are shown in Table 11.
Table 10 Parameters of Gy sampling Error calculations
Parameter Value Remarks
Form factor (f) 0.5 Common value
Granulometric distribution factor (g) 0.25 Common value
Grain size of mineral (L) ccp 100 µm In optical microscopy
Alpha 34.60% Cu in Ccp.
a (%Cu in Ccp) 0.22% Cu in sample
Rho1 4.35 g/cm3 Density of Ccp.
Rho2 2.7 g/cm3
Density of Sample

37
Table 11 Gy sampling error
Sample ID. Total relative standard deviation (%)
GCT sample (220g) Chemical assay sample (20g)
1 6.08 16.24
1A 6.28 16.32
2 6.34 15.17
3 4.99 16.59
6 12.18 19.97
7A 5.51 16.75
7B 6.3 15.15
8 13.96 19.61
9 6.16 15.1
10 6.35 15.17
12 6.2 16.33
13 6.25 15.13
15 5.99 15.03
17 6.18 15.11
3.4 Sample collection from Aitik regrinding circuit (process samples) Samples are taken from regrinding pebble mill of Aitik concentration plant, where rougher concentrate is
re-grinded in the pebble mill before it goes for further processing. Shown in Figure 28.
Figure 28 Aitik concentration circuit, regrinding circuit is indicated in a rectangle (HSC Chemistry)
The regrinding circuit is shown in Figure 29. The other streams seen in regrinding circuit in Figure 28 were
closed or, were auxiliary lines which were closed during the sample collection.

38
Figure 29 Aitik's regrinding circuit
The samples are taken from rougher concentrate, mill product, hydrocyclone underflow and hydrocyclone
overflow. Samples are collected using a sampler and buckets. Samples were dewatered using vacuum
filters in Aitik Lab. These samples were dried in the oven. Flowrates and pulp densities were measured for
each stream at same time of sample collection.
Each sample was split using riffle splitter to make secondary sample for sieving (200g). After sieving a
tertiary sample (3g) is prepared from each size class for polish sections. Polish sections are prepared for
each size class to study mineral liberation in SEM.
Each polished section is observed under optical microscope to get an idea of quality of polishing,
minerology, grain size and liberation. Figure 30 shows picture of polished section of each sample. These
pictures show that most of the mineral grains are liberated, because these samples taken after first stage
of flotation. Figure 30A shows that some chalcopyrite particles are locked with pyrite particles. Figure 30B
also shows some interlocked grains f chalcopyrite.

39
Figure 30 (A) Microscopic picture of Polished section of Rougher concentrate (106-150 micron), (B) Hydrocyclone Overflow (106-
150 micron), (C) Hydrocyclone Underflow (106-150), (D) Mill product (75 to 106 microns)
A sub-sample of 20g was prepared from each sample using riffle splitter. Each sample was pulverized using
ring mill. All the samples were sent to ALS laboratory Lulea for measurement of chemical assays. The
results are stated in the appendix c. These results of elementals grader are further used in EMC for
calculation of modal minerology.
3.5 Element to mineral conversion Element to mineral conversion was used to transform elemental grades into modal mineralogy. HSC
chemistry software was used for element to mineral conversion. Since Aitik ore has complex minerology
with several silicates and sulfides micas and various alteration minerals.
The first step in element to mineral conversion is the investigation of list of minerals which are present in
that deposit. Some samples from Aitik, coming from same sampling campaign were used during the senior
design project at LTU. The elemental assays of the samples were calculated by chemical analysis. Same
samples were subjected to scanning electron microscope for liberation analysis. Results from SEM were
classified using the mineral list shown in Table 12. There were few particles left as unclassified, showing
the effectiveness of this mineral list, same mineral list is used in element to mineral conversion.
The list of chemical assays and modal minerology of samples used in senior design project are shown in
appendix D.
A B
C D

40
Table 12: List of minerals in Aitik (SEM results)
List of Minerals at Aitik
Magnetite Quartz Chlorite
Ilmenite Albite Epidote
Chalcopyrite Orthoclase Scapolite
Sphalerite Actinolite Pyrite
Bornite Biotite Barite
Chalcocite Annite Molybdenite
Pyrrhotite Muscovite
A recipe was developed and modal minerology of SDP samples is calculated by EMC in HSC. The modal
minerology results are shown in Appendix D. The recipe used in EMC is shown in Table 13.
Table 13: Details of minerals and elements used in different rounds in EMC
Round 1 Round 2 Round 3
Mineral Phases Elements Mineral Phases Elements Mineral Phases Elements Ccp Cu Ab Na Mgt Fe
Mlb Mo Or K Py S Act Ca Qtz Si Bt Mg Ilm Ti Ann Be Brt Ba Ms Y
Chl Sr
Ep Sc
Adr W
Cal V
Anh Nb
Scp Cr
Sp
Chalcopyrite was the unique mineral having copper and molybdenite having molybdenum. Chalcopyrite
and molybdenite was put in round one with copper and molybdenum. In second round, the minerals are;
albite, orthoclase, actinolite, biotite, annite, muscovite, chlorite, epidote, andradite, calcite, anhydrite,
scapolite and spherite with elements; sodium, potassium, calcium, magnesium, beryllium, yttrium,
strontium, scandium, tungsten, vanadium, niobium and chromium. In third round magnetite was
calculated on basic on remaining iron, pyrite was calculated on basis of remaining Sulphur. Quartz,
ilmenite and barite were calculated on basis of remaining silica, titanium and barium respectively.
The residues of elements found at end of the EMC showed that the Si, Al, Fe, Na, Ti, Ba, Cd, Cu, Hg, Mo
and S was fully depleted in EMC.
The modal mineralogy calculated by EMC and SEM was compared to analyze the results of EMC. The
comparison is shown in Figure 31 and Figure 32. There is a good correlation between chalcopyrite
calculated by SEM and chalcopyrite calculated by EMC. Chalcopyrite was a unique mineral having copper
(bornite and chalcocite were recorded zero in SEM results) so chalcopyrite calculated by EMC is
considered more reliable than the one calculated by SEM because SEM has high sampling error and least

41
count as compared to chemical assays along with EMC. EMC modal mineralogy of Quartz and albite also
got good correlation SEM modal mineralogy.
Figure 31 Comparison of modal minerology for SDP samples (quartz, actinolite, orthoclase, chalcopyrite, pyrrhotite/pyrite and
albite)
R² = 0.8484
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
0.000 1.000 2.000 3.000
SEM
Mo
dal
min
ero
logy
(%
)
EMC Modal minerology (%)
Chalcopyrite
R² = 0.8393
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
0.000 10.000 20.000 30.000 40.000
SEM
Mo
dal
min
ero
logy
(%
)
EMC Modal minerology (%)
Quartz
R² = 0.8719
0.00
10.00
20.00
30.00
40.00
50.00
60.00
0.000 10.000 20.000 30.000 40.000 50.000
SEM
Mo
dal
min
ero
logy
(%
)
EMC Modal minerology (%)
Albite
R² = 0.6531
0.00
5.00
10.00
15.00
20.00
25.00
0.000 5.000 10.000 15.000 20.000
SEM
Mo
dal
min
ero
logy
(%
)
EMC Modal minerology (%)
Orthoclase
R² = 0.7744
-5.00
0.00
5.00
10.00
15.00
20.00
25.00
0.000 5.000 10.000 15.000 20.000 25.000SEM
Mo
dal
min
ero
logy
(%
)
EMC Modal minerology (%)
Actinolite
R² = 0.7401
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
4.50
5.00
0.000 1.000 2.000 3.000
SEM
Mo
dal
min
ero
logy
(%
)
EMC Modal minerology (%)
pyrite + pyrrhotite

42
Orthoclase and actinolite also got good correlation but slightly lower than the correlation observed in
quartz, chalcopyrite and albite. In EMC, it is difficult to differentiate between pyrite and pyrrhotite. Pyrite
calculated from EMC is considered as sum of pyrite and pyrrhotite, EMC results of pyrite plus pyrrhotite
have good correlation to the SEM data. Correlation of barite mineralogy is shown in Figure 32. In SEM, the
barite particles did not get enough opportunity to get appear on the surface of polished sections so barite
grade calculated by EMC is considered as more reliable as compared to SEM. Other minerals (biotite,
annite, muscovite, chlorite, epidote, andradite, calcite, anhydrite, magnetite and scapolite) could not get
good results in EMC, since most of them have common elements, cause under or overestimation. These
minerals are grouped together as other minerals and were compared with SEM results, shown in figure
32. Other minerals contain micas from 50 to 85%. No or very small molybdenite was detected in
automated mineralogy (SEM), while in EMC, molybdenite was estimated as low as 3-85ppm. Chemical
assays have smaller sampling error as compared to the sampling error in SEM sample. Molybdenite
quantity calculated by EMC is more accurate as compared to molybdenite calculated the SEM.
molybdenite was not found in SEM results due to small content and small sample size used for resin mount
and because of being soft mineral (could be removed from surface of polished section during polishing).
Figure 32 Comparison of modal mineralogy of barite Molybdenite and other minerals (biotite, annite, muscovite, chlorite,
epidote, andradite, calcite, anhydrite, magnetite and scapolite)
R² = 0.592
-0.50
0.00
0.50
1.00
1.50
2.00
2.50
0.000 0.500 1.000 1.500 2.000 2.500 3.000
SEM
Mo
dal
min
ero
logy
(%
)
EMC Modal minerology (%)
Barite
R² = 0.3869
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
40.00
45.00
0.000 10.000 20.000 30.000 40.000 50.000
SEM
Mo
dal
min
ero
logy
(%
)
EMC Modal minerology (%)
Other Minerals
R² = #N/A
0.00
0.20
0.40
0.60
0.80
1.00
0.000 0.002 0.004 0.006 0.008 0.010SEM
Mo
dal
min
ero
logy
(%
)
EMC Modal minerology (%)
Molybdenite

43
2.10 Mineral liberation analysis Mineral liberation was calculated using scanning electron microscope (Zeiss Merlin FEG-SEM) subjected
with oxford instrument EDS detector. INCA mineral software was used with SEM for liberation analysis.
Polished sections of similar size fractions were placed together in one run. SEM generated mdb. format
files which were further processed before importing in HSC format. Grain classifier software was used to
classify the mdb. format files according the available mineral list, formulated earlier. Grain classified
generated modal minerology of samples along with their counts. These mdb. format files were further
imported in grain analyzer software to export these files in txt format, importable in HSC chemistry 7
software.
These text files are imported in HSC chemistry software. These minerals are grouped together according
to following criteria shown in Table 14.
Table 14: Grouping of minerals
Group Name Minerals included in group
1 Quartz quartz
2 Feldspar Albite and orthoclase
3 Pyrite Pyrite and pyrrhotite
4 chalcopyrite chalcopyrite
5 Fe-Oxides Magnetite and ilmenite
6 Silicates Epidote, Andradite, Actinolite and scapolite
7 Mica Biotite, Muscovite, Annite and chlorite
8 Other sulfides Sphalerite and molybdenite
9 Other minerals Calcite, barite and anhydrite
Quartz is important mineral in context of grindability so quartz was considered as one group mineral.
Albite and orthoclase were grouped as feldspars. Pyrite and pyrrhotite were classified as one group named
pyrite, because pyrite was major mineral in this group. Chalcopyrite was placed as separated mineral in
one group. Magnetite and ilmenite were placed in group named Fe-oxide, where magnetite content was
more than ilmenite. Epidote, andradite, actinolite and scapolite were grouped as silicates. Biotite,
muscovite, annite and chlorite were classified as micas. Sphalerite and molybdenite were considered as
group named other sulfides. Calcite, barite and anhydrite were considered as other minerals. Stream files
were exported from HSC for simulation.
2.11 Multiple linear regression for prediction of bond work index Multiple Linear regression is a method in which a depending variable is predicted using independent
variables called predictors (Aiken et al. 2003). In this case dependent variable was bond work index
(grindability index) and predictors were chemical assays and modal minerology. Good predictors always
have a good correlation with the dependent variables. Pearson Correlation coefficients of bond work
index with minerals were calculated. The minerals having reasonable correlation with Bond work index
were considered as independent variables for prediction of Bond work index, shown in Table 15.

44
Table 15: Pearson correlation coefficients with BWi
Correlation with Bond Work Index
Minerals Pearson correlation coefficient
other minerals -0.605
Quartz 0.456
Orthoclase 0.639
Actinolite -0.561
Ilmenite -0.508
For multiple linear regression data should be normal distribute. The skewness and kurtosis values are shown in Table 16. The Zskew and Zkurt values are in between -2 and 2, so here we can consider that the data is normally distributed and can be used in multiple linear regression.
Table 16 Skewness and kurtosis for all samples
Bwi Qtz % Or % Act % Ilm % Other Minerals
skewness 0.032 0.159 0.574 0.332 0.412 0.268
kurtosis -1.184 -0.751 -1.056 -0.790 -1.701 -0.839
Zskew (skewness/SES) 0.059 0.295 1.063 0.615 0.763 0.496
Zkurt (kurtosis/SEK) -1.265 -0.802 -1.129 -0.844 -1.818 -0.896
According to the correlation coefficients between bond work index and modal minerology, modal minerology has a potential to be used for prediction of bond work index. Quartz, orthoclase, actinolite, ilmenite and other minerals were used in multiple linear regression as independent variable for prediction of dependent variable (Bwi). It can be analyzed in Table 17 that these five independent variables covered around 57% variance in BWi having root mean square error of 0.95(𝑘𝑊ℎ/𝑡). where p value of the model was 0.048, lower than 0.05 showing that the model was effective.
Table 17: Model fitting results
Goodness of fit and model
Observations 18
R² 0.57
MSE 0.9
RMSE 0.948
P 0.048
The model is shown in equation (14). The predicted values of BWi and their residues are shown in Table
18.
BWi [𝑘𝑊ℎ/𝑡] = 15.752-0.1187*Quartz(%)-0.0494*Orthoclase(%)-0.204088*Actinolite(%) -2.11583*Ilmenite(%) +0.0349*Other Minerals(%)
(14)

45
Table 18: Results of linear regression
Sample ID.
BWi (𝑘𝑊ℎ/𝑡) Predicted BWi (𝑘𝑊ℎ/𝑡) Residuals (𝑘𝑊ℎ/𝑡)
2 8.31 9.29 -0.98
3 9.41 10.52 -1.11
4 11.34 10.98 0.36
6 10.70 9.71 0.99
7 10.57 9.23 1.34
8 11.45 10.57 0.88
9 10.05 9.85 0.20
10 8.34 8.90 -0.56
11 10.31 9.64 0.67
12 8.48 9.01 -0.53
13 7.99 8.44 -0.45
14 10.76 9.95 0.81
15 9.17 9.79 -0.62
16 8.88 8.58 0.30
17 7.48 7.24 0.24
18 8.18 9.46 -1.28
20 9.63 9.15 0.48
21 9.94 10.68 -0.74
Figure 33 shows the graph between predicted and actual bond work index values. There is a clear trend
between predicted and actual BWi values.
Figure 33 Prediction of BWi on basis of modal mineralogy
Figure 33 shows that the results of model are good with small residuals and 57% coverage of total
variance. This model is effective with less than 5% probability of random results. This model is useful in
future for prediction of BWi for Aitik samples using modal minerology and chemical assays.
4
6
8
10
12
14
16
18
4 6 8 10 12 14 16 18
Bw
i(𝑘𝑊
ℎ/𝑡
)
Preicted BWi (𝑘𝑊ℎ/𝑡)
Results of multiple linear regression

46
2.11.1 Multiple linear regression on Main ore zone samples PCA factor plot in Figure 53 shows that the mineralogy of ore zone, footwall, diorites and pegmatite is
different significantly. Main ore zone has seven samples so there is a opportunity to model BWi in main
ore zone. Table 19 shows that the Z value for skewness and kurtosis is between -2 and 2 so we can consider
that out data is normally distributed.
Table 19 skewness and kurtosis in main ore zone samples Bwi Qtz % Or % Ilm % Other inerals
skewness -0.846 -0.174 -0.386 0.509 -0.422
kurtosis 0.190 -1.745 -1.496 -1.936 -0.308
Zskew (skewness/SES) -0.892 -0.184 -0.407 0.536 -0.444
Zkurt (kurtosis/SEK) 0.184 -1.694 -1.452 -1.880 -0.299
Around 99% variance of the BWi is covered by thesis minerals with RMSE of 0.222 [KWh/t]. P value of
mode is also in acceptable range. The model is shown in equation (15).
BWi = 14.949-0.34365×Qtz+3.820007E-02×Or-5.407762×ilm+0.336116×other minerals (15)
Table 20 Goodness of the fit in main ore zone samples
Observations 7
R² 0.987
MSE 0.049
RMSE 0.222
Pr > F 0.026
Figure 34 MLR results in main ore zone samples
5
7
9
11
13
15
17
19
5 7 9 11 13 15 17 19
Bw
i[K
Wh
/t]
Predicted BWi [KWh/t]

47
The results show more good results from modelling of BWi in main ore zone separately. There are only
seven samples so it is recommended to get more samples in this zone to get more good results from
modelling.
2.11.2 Multiple linear regression in diorites In diorites there are six samples, due to low number of samples, Table 21 shows that some Z values are
not in the acceptable range of -2 and 2. This probably because of lower number of samples, the further
samples in diorites may solve this problem otherwise there is a need of data transformation before MLR.
Table 21 skewness and kurtosis values in diorite samples
Bwi Qtz % Ilm % Other Minerals
skewness 0.106 1.308 2.447 -0.397
kurtosis -2.303 1.864 6.177 -2.407
Zskew (skewness/SES) 0.112 1.379 2.579 -0.418
Zkurt (kurtosis/SEK) -2.236 1.810 5.998 -2.337
Table 22 shows the results of model. (4% variance of BWi is covered in this model. RMSE is also lower as
0.4 [KWh/t], P values is also in acceptable range. The model is shown in equation (16).
Table 22 Goodness of fit in diorite samples
R² 0.941
MSE 0.159
RMSE 0.399
Pr > F 0.024
BWi = -10.8132+0.3195*Qtz+3.058374*ilm+0.474156*other minerals
(16)
Figure 35 MLR results for diorite samples
5
7
9
11
13
15
17
19
5 7 9 11 13 15 17 19
BW
i [K
Wh
/t
Predicted BWi [KWh/t

48
Figure 35 shows the comparison of BWI and predicted BWi. The results are quite satisfactory and have
good fit to the line.
4 Results and discussions
4.1 Particle size distribution Geometallurgy comminution test method contains multiple grinding and sieving steps. The particle size
distribution along with standard deviation for different grinding times is shown in appendix A. where the
particle size distribution of sample 1 is shown Figure 36. It can be observed that with the increase in
grinding time the size distribution becomes finer. It can also be observed from the graph that same
grinding time give less grinding when there are more fine particles, because of increase in surface area of
particles in fine size.
Figure 36 Particle size distribution at different grinding times
For each sample two repeats were run to calculate the deviation. The relative standard deviation for all
grinding times are shown in Figure 37. For this sample, the maximum standard deviation was around 0.4%
which shows the good repeatability of the experiment with very low variability. It can be observed that
the standard deviation for fine size fractions is higher as compared to the coarse sizes fractions. Higher
standard deviation can also be observed at highest sieve 840 microns.
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
10 100 1000 10000
Acc
um
ula
ted
per
cen
t m
ass
pas
s
Sieve sizes (microns)
Particle Size distribution sample # 1
0 Min.
2-Min.
5 Min
8 Min.
11 Min.

49
Figure 37 Standard deviation based on two repeats at different grinding times
4.2 Bond ball mill wok Index Geometallurgical comminution test method was used to calculate bond work index, shown in Table 23.
BWi values vary from 7.48 [𝑘𝑊ℎ/𝑡] and 14.7[𝑘𝑊ℎ/𝑡]. Sample 17 has minimum BWi value of
7.48[𝑘𝑊ℎ/𝑡] among all samples. Sample 1 (pegmatite) has highest value of BWi 14.7 [𝑘𝑊ℎ/𝑡], due to
high content of quartz. Diorite samples (sample id: 10, 11, 12, 113, 14 and 15) have average BWi value of
9.18[𝑘𝑊ℎ/𝑡] . Ore zone samples (sample id: 3, 4, 5, 6, 7,8 and 9) have average BWi value of
10.26[𝑘𝑊ℎ/𝑡] . Footwall samples (sample id: 16, 17 and 18) have average BWI value of 8.31[𝑘𝑊ℎ/𝑡] .
Hanging wall sample (sample id: 2) has BWI value of 8.31[𝑘𝑊ℎ/𝑡].One sample with two replicates were
used for calculation of mean BWi and standard deviation.
Table 23: Bond ball mill work Index (sample ID 4, 8, 11, 14, 16 and 18 comes from SDP)
Sample ID. Mean BWi (𝒌𝑾𝒉/𝒕) Standard deviation (𝒌𝑾𝒉/𝒕)
1 14.70 0.15
2 8.31 0.05
3 9.41 0.17
4 11.34 0.26
6 10.70 0.06
7 10.57 0.22
8 11.45 0.41
9 10.05 0.02
10 8.34 0.06
11 10.31 0.29
12 8.48 0.08
13 7.99 0.03
14 10.76 0.29
15 9.17 16 8.88 0.07
17 7.48 0.05
18 8.18 0.31
20 9.63 0.11
21 9.94 0.05
0.00%
0.10%
0.20%
0.30%
0.40%
0.50%
840 425 212 106 75 0
Stan
dar
d D
evia
tio
n
Sieve Size
Standard deviation (%)Time 0MIn
Time 2Min.
Time 5Min
Time 8Min
Time 11Min
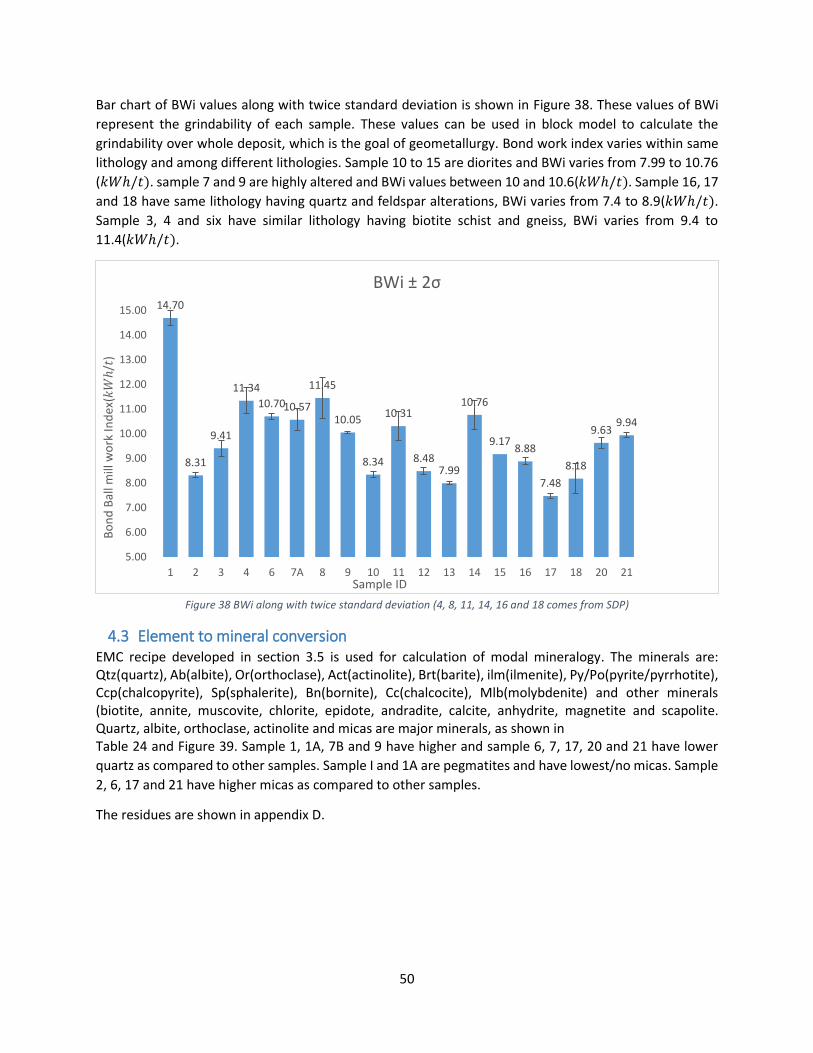
50
Bar chart of BWi values along with twice standard deviation is shown in Figure 38. These values of BWi
represent the grindability of each sample. These values can be used in block model to calculate the
grindability over whole deposit, which is the goal of geometallurgy. Bond work index varies within same
lithology and among different lithologies. Sample 10 to 15 are diorites and BWi varies from 7.99 to 10.76
(𝑘𝑊ℎ/𝑡). sample 7 and 9 are highly altered and BWi values between 10 and 10.6(𝑘𝑊ℎ/𝑡). Sample 16, 17
and 18 have same lithology having quartz and feldspar alterations, BWi varies from 7.4 to 8.9(𝑘𝑊ℎ/𝑡).
Sample 3, 4 and six have similar lithology having biotite schist and gneiss, BWi varies from 9.4 to
11.4(𝑘𝑊ℎ/𝑡).
Figure 38 BWi along with twice standard deviation (4, 8, 11, 14, 16 and 18 comes from SDP)
4.3 Element to mineral conversion EMC recipe developed in section 3.5 is used for calculation of modal mineralogy. The minerals are: Qtz(quartz), Ab(albite), Or(orthoclase), Act(actinolite), Brt(barite), ilm(ilmenite), Py/Po(pyrite/pyrrhotite), Ccp(chalcopyrite), Sp(sphalerite), Bn(bornite), Cc(chalcocite), Mlb(molybdenite) and other minerals (biotite, annite, muscovite, chlorite, epidote, andradite, calcite, anhydrite, magnetite and scapolite. Quartz, albite, orthoclase, actinolite and micas are major minerals, as shown in Table 24 and Figure 39. Sample 1, 1A, 7B and 9 have higher and sample 6, 7, 17, 20 and 21 have lower
quartz as compared to other samples. Sample I and 1A are pegmatites and have lowest/no micas. Sample
2, 6, 17 and 21 have higher micas as compared to other samples.
The residues are shown in appendix D.
14.70
8.31
9.41
11.34
10.7010.57
11.45
10.05
8.34
10.31
8.487.99
10.76
9.178.88
7.48
8.18
9.639.94
5.00
6.00
7.00
8.00
9.00
10.00
11.00
12.00
13.00
14.00
15.00
1 2 3 4 6 7A 8 9 10 11 12 13 14 15 16 17 18 20 21
Bo
nd
Bal
l mill
wo
rk In
dex
(𝑘𝑊
ℎ/𝑡
)
Sample ID
BWi ± 2σ

51
Figure 39 Modal Mineralogy of Aitik mine samples calculated by EMC
Table 24: EMC modal minerology of Aitik Mine samples
ID Qtz % Ab % Or % Act % Brt % Ilm % (Py+Po)
% Ccp % Sp % Bn % Cc % Mlb % Other
Minerals
1 37.52 39.29 23.65 0.61 0.23 0.12 0.00 0.03 0.01 0.00 0.00 0.00 0.00
1A 39.89 33.76 24.59 0.00 0.43 0.10 0.00 0.02 0.00 0.00 0.00 0.00 1.22
2 29.27 25.27 5.72 2.96 0.11 1.57 0.00 0.02 0.01 0.00 0.00 0.00 35.08
3 21.23 29.28 22.87 0.00 1.42 1.08 3.64 0.41 0.01 0.00 0.00 0.00 20.08
6 16.18 25.38 19.74 1.78 0.26 1.83 3.20 0.49 0.01 0.00 0.00 0.00 31.15
7 13.70 40.84 7.63 9.92 0.44 1.60 0.19 0.27 0.01 0.00 0.00 0.00 25.42
7B 30.39 17.94 21.44 0.00 0.75 0.99 0.56 1.18 0.01 0.00 0.00 0.00 26.74
9 30.65 12.52 24.79 0.00 0.64 0.97 0.00 1.25 0.01 0.00 0.00 0.00 29.18
10 22.76 34.87 11.45 10.45 0.15 1.00 0.15 0.17 0.01 0.00 0.00 0.00 19.01
12 21.99 42.38 3.37 11.45 0.16 1.08 0.32 0.38 0.01 0.00 0.00 0.00 18.85
13 22.39 39.96 4.71 13.77 0.22 1.05 0.20 0.24 0.01 0.00 0.00 0.00 17.46
15 17.65 38.19 9.02 9.36 0.25 1.11 0.16 0.20 0.00 0.00 0.00 0.00 24.06
17 8.89 30.80 0.00 23.73 0.25 1.78 1.01 0.45 0.01 0.00 0.00 0.00 33.09
20 12.01 44.14 2.72 14.31 0.12 1.42 0.00 0.03 0.02 0.00 0.00 0.00 25.25
21 11.90 28.85 20.74 0.00 0.31 1.82 0.74 0.77 0.04 0.00 0.00 0.00 34.86
The average standard deviation of modal mineralogy calculated by monte carlo simulation is shown in
Table 25. Monte carlo simulation used the default value of standard deviation (4%) in chemical assays.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
1 1A 2 3 6 7 7B 9 10 12 13 15 17 20 21
Mo
dal
min
ero
logy
Sample ID
EMC Modal Minerology
Qtz % Ab % Or % Act % Brt % Ilm % (Py+Po) % Ccp % Sp % Bn % Cc % Mlb % other minerals

52
After fifty rounds the average standard deviation was calculated. Quartz has a higher standard deviation
because quartz is calculated on basis of remaining sulfur and sulfur is present in most of the minerals.
Molybdenite has zero standard deviation because of low quality and molybdenum was unique mineral for
calculation of molybdenite. The lower standard deviation for chalcopyrite, pyrite and pyrrhotite show
good results from EMC. The standard deviation for chalcocite and bornite is zero because all copper was
taken by chalcopyrite and these minerals were in very low quantity and counts in SEM results.
Table 25 Average Standard deviation calculated by Monte carlo Simulation in HSC software
Sample ID
Qtz Ab Or Act Brt Ilm (Py+Po) Ccp Sp Bn Cc Mlb Other
Minerals
± % ± % ± % ± % ± % ± % ± % ± % ± % ± % ± % ± % ± %
1 3.50 1.94 2.82 0.00 0.02 0.00 0.00 0.00 0 0 0 0 4.35
1A 2.26 1.34 2.30 0.91 0.01 0.08 0.00 0.00 0 0 0 0 2.88
2 2.85 1.18 2.79 0.00 0.16 0.22 0.74 0.03 0 0 0 0 4.23
3 2.42 1.18 4.48 1.38 0.02 0.12 0.20 0.03 0 0 0 0 5.38
6 2.31 1.82 2.40 1.18 0.02 0.10 0.00 0.02 0 0 0 0 3.13
7 2.94 0.75 1.98 0.00 0.05 0.05 0.08 0.07 0 0 0 0 3.43
7A 3.07 0.99 2.82 0.00 0.05 0.05 0.10 0.06 0 0 0 0 3.83
8 2.57 0.55 2.52 0.00 0.04 0.05 0.04 0.07 0 0 0 0 3.36
9 2.57 1.72 2.36 0.68 0.01 0.05 0.02 0.01 0 0 0 0 2.83
10 2.85 2.54 2.32 0.94 0.01 0.06 0.03 0.02 0 0 0 0 3.35
12 3.28 1.94 2.48 0.92 0.01 0.06 0.02 0.02 0 0 0 0 4.17
13 3.11 1.28 2.70 0.68 0.03 0.28 0.00 0.01 0 0 0 0 4.60
15 2.46 11.64 0.00 1.79 0.01 0.09 0.06 0.02 0 0 0 0 3.00
17 3.66 2.20 2.09 1.54 0.01 0.48 0.00 0.00 0 0 0 0 5.26
20 2.68 1.18 7.02 0.44 0.02 0.09 0.08 0.05 0 0 0 0 6.71
21 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0 0 0 0 0.00
4.4 Regrinding circuit Aitik (Pebble mill) To plot particle size distribution of regrinding samples, sieving was used. Dry sieving was used in the
laboratory with minimum sieve size of 75µm and highest sieve size of 212µm with 106 µm, 150µm
intermediate sieves. In Figure 40, it is easy to observe that the overflow of the hydrocyclone has fine
particle size distribution while underflow of the hydrocyclone has coarse particle size distribution. Mill
product has more coarse and less fine particles as compared to the rougher concentrate. The reason is
the recirculation of underflow of the hydrocyclone to the mill. Underflow of hydrocyclone has coarser size
distribution and high solid flowrate as compared to rougher concentrate.

53
Figure 40 Particle size distribution of Aitik regrinding circuit
4.5 Automated mineralogy results of regrinding circuit
4.5.1 Modal mineralogy Modal Mineralogy of Rougher concentrate is shown in Figure 41. Rougher concentrate has 69.5% pyrite,
21% chalcopyrite and 10% other minerals. There is low pyrite and higher chalcopyrite in size fraction 150-
425µm as compared to other size fractions. Mill product has 75.8% pyrite, 15.9% chalcopyrite and 8%
other minerals roughly, shown in Figure 42. Size fraction 106-212µm has higher chalcopyrite and lower
pyrite in mill product. Underflow of hydrocyclone has 81.5% pyrite, 13.4% chalcopyrite and 5% other
minerals roughly, shown in Figure 43. Size fraction 75-106µm has higher pyrite and size faction 150-425
µm has higher chalcopyrite in hydrocyclone underflow. Overflow has 61.5% pyrite, 22.5% chalcopyrite
and 16% other minerals roughly, shown in Figure 44. Size fraction 106-150µm has higher chalcopyrite and
size fraction 150-212 µm has lower pyrite in hydrocyclone overflow.
Underflow of hydrocyclone is recirculated to the mill for re-grinding along with rougher concentrate.
Underflow is recirculating around 82% pyrite and 13% chalcopyrite to the mill.
0
0.2
0.4
0.6
0.8
1
1.2
0 50 100 150 200 250
cum
ula
ted
mas
s p
ass
Sieve size (micron)
Particle size distribution
Over Flow HC
Under-Flow HC
Rougher Conc.
Mill Product

54
Figure 41 Modal mineralogy of rougher concentrate
Figure 42 Modal mineralogy of mill product
0
20
40
60
80
100
Bulk 0-75 75-106 106-150 150-425
Wei
ght
per
cen
t m
iner
al (
%)
Size fraction (µm)
Modal mineralogy of rougher Conc.
Quartz
Mica
Chalcopyrite
Fe-Oxides
Feldspar
Pyrite
other sulphides
silicates
other minerals
0
20
40
60
80
100
Bulk 0-75 75-106 106-212 212-425
Wei
ght
per
cen
t m
iner
al (
%)
Size fraction (µm)
Modal mineralogy of mill product
Quartz
Mica
Chalcopyrite
Fe-Oxides
Feldspar
Pyrite
othersulphides

55
Figure 43 Modal mineralogy of hydrocyclone underflow
Figure 44 Modal mineralogy of hydrocyclone overflow
4.5.2 Liberation analysis Liberation graph of chalcopyrite is shown in Figure 45. Chalcopyrite is highly liberated in size faction 75-
106µm. Size fraction 150-425µm have higher binary chalcopyrite with pyrite and micas. Around 5%
chalcopyrite in size factions 75-106µm and 106-50µm is binary with micas. Size faction 0-75µm shows
over estimation of binary chalcopyrite due to agglomeration and presence of ultra-fine particles.
0
20
40
60
80
100
Bulk 0-75 75-106 106-150 150-425
Wei
ght
per
cen
t m
iner
al (
%)
Size fraction (µm)
Modal mineralogy of HC-UnderflowQuartz
Mica
Chalcopyrite
Fe-Oxides
Feldspar
Pyrite
othersulphidessilicates
0
20
40
60
80
100
Bulk 0-75 75-106 106-150 150-212 212-425
Wei
ght
per
cen
t m
iner
al (
%)
Size fraction (µm)
Modal mineralogy of HC-Overflow
Quartz
Mica
Chalcopyrite
Fe-Oxides
Feldspar
Pyrite
othersulphidessilicates
other minerals

56
Figure 45 Mode of occurrence of chalcopyrite in rougher concentrate
Liberation data of chalcopyrite in mill product is shown in Figure 46. Size fraction 0-75µm shows
underestimation of liberated chalcopyrite. In size fraction 75-106µm, results are strange, since this
fraction has no ultra-fine particles but still it shows underestimation of liberated chalcopyrite, one reason
could be the lower number of particles in this size fraction. Size fraction 106-212 and 212-425µm shows
good liberation of chalcopyrite.
Figure 46 Mode of occurrence of chalcopyrite in Mill product

57
Liberation data of chalcopyrite in hydrocyclone overflow is shown in Figure 47. The highest liberated
chalcopyrite is in size fraction 106-150µm. Chalcopyrite in hydrocyclone overflow is binary and tertiary
with other minerals, binary and tertiary particles of chalcopyrite get lower densities, hence recovered in
overflow. Size fraction 0-75µm also shows underestimation of liberated chalcopyrite due to
agglomeration and presence of ultra-fine particles.
Figure 47 Liberation graphs of chalcopyrite in Hydrocyclone overflow
Liberation results of chalcopyrite in hydrocyclone underflow are shown in Figure 48. It can be analyzed
that most of the chalcopyrite in underflow is liberated. Binary chalcopyrite with pyrite and mica is present

58
in some size fractions. Size fraction 0-75µm shows under estimation of liberated chalcopyrite because of
agglomeration and presence of ultra-fine particles, shown in figure 48.
Figure 48 Liberation data of chalcopyrite in hydrocyclone underflow
4.5.3 Ultra fine particules in fraction 0-75µ Size fraction 0-75 microns have underestimation of liberated particles and overestimated of non-liberated
particles because of segregation and presence of ultra-fine particles. A group of particles was considered
as single particles by SEM, can be seen in Figure 49. Density segregation during preparation of polished
section is most difficult to avoid and detect (Kwitko-Ribeiro 2011). Very fine particles are making
connection between bigger particles because of which a group of particles was taken as single particle by
SEM, hence overestimation of non-liberated and underestimation of liberated particles.

59
Figure 49 particles in fraction 0-75µm
4.6 Classification of samples
4.6.1 Classification based on bond work Index We can classify Aitik samples into different classes based on BWi values. Using Table 3, Aitik samples can
be classified into soft (7-9 𝑘𝑊ℎ/𝑡), medium (9-14 𝑘𝑊ℎ/𝑡) and hard (14-20 𝑘𝑊ℎ/𝑡) rocks. Classification
is shown in Table 26. Sample 2, 10, 12, 13, 16, 17 and 18 (mostly diorites and foot-wall) are classified as
soft samples. Sample 3, 4, 6, 7A, 8, 9, 11, 14, 15, 20 and 21 (ore zone and diorites) are classified as medium
samples. Sample 1 is classified as hard sample.
Table 26: Classification of samples based on BWi values
Soft (BWi 7-9 𝒌𝑾𝒉/𝒕) Medium (BWi 9-14 𝒌𝑾𝒉/𝒕) Hard (BWi>14 𝒌𝑾𝒉/𝒕)
Sample ID. Mean BWi (𝒌𝑾𝒉/𝒕)
Sample ID.
Mean BWi (𝒌𝑾𝒉/𝒕)
Sample ID. Mean BWi (𝒌𝑾𝒉/𝒕)
2 8.31 3 9.41 1 14.70
10 8.34 4 11.34 12 8.48 6 10.70 13 7.99 7A 10.57 16 8.88 8 11.45 17 7.48 9 10.05 18 8.18 11 10.31
14 10.76
15 9.17
20 9.63
21 9.94

60
4.6.2 Principal component analysis Principle component analysis is used to reduce the dimensions and classification of data. The larger
number of variables are replaced by smaller number called principle components which are linear
combination of the original variables. The first PC is obtained in the direction of maximum variability in
the data set. The second PC is the orthogonal to the first PC covering the second highest variability in the
data set and so on. The original variables are converted into lower number of principle components and
maximum variability in the dataset is covered (Jolliffe, 2002).
Here, the purpose of principle analysis was to reduce the dimensions of data and classify samples into
different ore types. The input data for PCA is the modal mineralogy of the Aitik mine samples calculated
by EMC. The minerals are: Qtz(quartz), Ab(albite), Or(orthoclase), Act(actinolite), Brt(barite),
ilm(ilmenite), Py/Po(pyrite/pyrrhotite), Ccp(chalcopyrite), Sp(sphalerite), Bn(bornite), Cc(chalcocite),
Mlb(molybdenite) and other minerals (biotite, annite, muscovite, chlorite, epidote, andradite, calcite,
anhydrite, magnetite and scapolite).
The correlation matrix is shown in Table 27. Where Pearson correlation coefficient is calculated between
each entity.
Table 27: Correlation matrix (Pearson (n)):
Variables Bwi Qtz % Ab % Or % Act % Brt % Ilm % (Py+Po)
% Ccp % Sp % Other
Minerals
Bwi 1 0.456 0.051 0.639 -0.561 0.067 -0.508 0.008 -0.050 0.073 -0.560
Qtz % 0.456 1 -0.232 0.443 -0.533 0.060 -0.787 -0.240 -0.041 -0.338 -0.569
Ab % 0.051 -0.232 1 -0.551 0.508 -0.348 -0.209 -0.289 -0.733 -0.072 -0.513
Or % 0.639 0.443 -0.551 1 -0.869 0.533 -0.331 0.396 0.498 0.197 -0.201
Act % -0.561 -0.533 0.508 -0.869 1 -0.411 0.232 -0.291 -0.317 -0.216 0.079
Brt % 0.067 0.060 -0.348 0.533 -0.411 1 -0.108 0.645 0.366 -0.064 -0.045
Ilm % -0.508 -0.787 -0.209 -0.331 0.232 -0.108 1 0.280 0.187 0.373 0.901
(Py+Po) % 0.008 -0.240 -0.289 0.396 -0.291 0.645 0.280 1 0.174 -0.012 0.151
Ccp % -0.050 -0.041 -0.733 0.498 -0.317 0.366 0.187 0.174 1 0.277 0.405
Sp % 0.073 -0.338 -0.072 0.197 -0.216 -0.064 0.373 -0.012 0.277 1 0.315
Other Minerals -0.560 -0.569 -0.513 -0.201 0.079 -0.045 0.901 0.151 0.405 0.315 1
Figure 50 shows the cumulative variability coved by factors (new derived dimensions) calculated in PCA.
Where 100% variability was covered by 10 possible factors which is difficult to interpret. We can take only
some factors which cover the large amount of variability in the data. Factor 1 and factor 2 covered around
69% of variability inside dataset. While first three factors covered around 81 % of the variability in the
data. For classification of data we used first two factors which covered 69% variability in the data.

61
Figure 50 Cumulative variability of factors
Figure 51 shows the contribution of minerals and BWi to the first two factors. Factor 1 and Factor 2 were
derived from linear combination modal mineralogy. Quartz and orthoclase were contributing positively
to the factor 1. Actinolite, ilmenite, albite and other minerals were contributing negatively to the factor
one. Ilmenite, chalcopyrite and other minerals were contributing positively to the factor 2. Albite, quartz
and actinolite were contributing negatively to the factor 2.
Figure 51 Contribution of different properties to the first two factors.
Figure 52 shows the position of each sample on the factors plot. Figure 52 can be used to classify the data,
based on first two factors which cover 69% variability in the data. We can observe in Figure 53, the position
0
20
40
60
80
100
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
F1 F2 F3 F4 F5 F6 F7 F8 F9 F10
Cu
mu
lati
ve
va
ria
bil
ity %
)
Eig
en
va
lue
axis
Scree plot
Qtz %
Ab %
Or %
Act %
Brt %
Ilm %(Py+Po) %
Ccp %
Sp %
Other Minerals
-1
-0.75
-0.5
-0.25
0
0.25
0.5
0.75
1
-1 -0.75 -0.5 -0.25 0 0.25 0.5 0.75 1
F2
(2
9,6
8 %
)
F1 (39,67 %)
Variables (axes F1 and F2: 69,35 %)

62
of different samples on factors plot and the clustering of samples. Sample 1 and 1A shows a high value of
quartz. Sample 1 and 1A seems alone having high BWi since these samples are identified as pegmatites.
Where sample 3, 9, 4, 8 and 7b has high contribution of orthoclase, barite, pyrite and chalcopyrite, with
lower contribution of albite and actinolite. These samples also have medium to higher value of quartz.
Sample 16, 17 and 18 have high contribution of actinolite and lower quartz. Sample 6 and 21 have higher
contribution of either pyrite or chalcopyrite. There is a big cluster of sample 10, 11, 12, 13, 14 and 15 near
origin of the graph. This cluster shows lower contribution both factors. Sample 7 and 20 have same
mineralogy as sample 2. Sample 20 have higher actinolite.
Figure 52 Contribution of different properties to the first two factors along with the samples
1
2
3
6
7
9
1012
13
15
17
20
21
4 8
11
14
1618
1A
7B
Qtz %
Ab %
Or %
Act %
Brt %
Ilm %(Py+Po) %
Ccp %
Sp %
Other Minerals
-4
-3
-2
-1
0
1
2
3
4
-5 -4 -3 -2 -1 0 1 2 3 4 5 6
F2
(2
9,6
8 %
)
F1 (39,67 %)
Biplot (axes F1 and F2: 69,35 %)
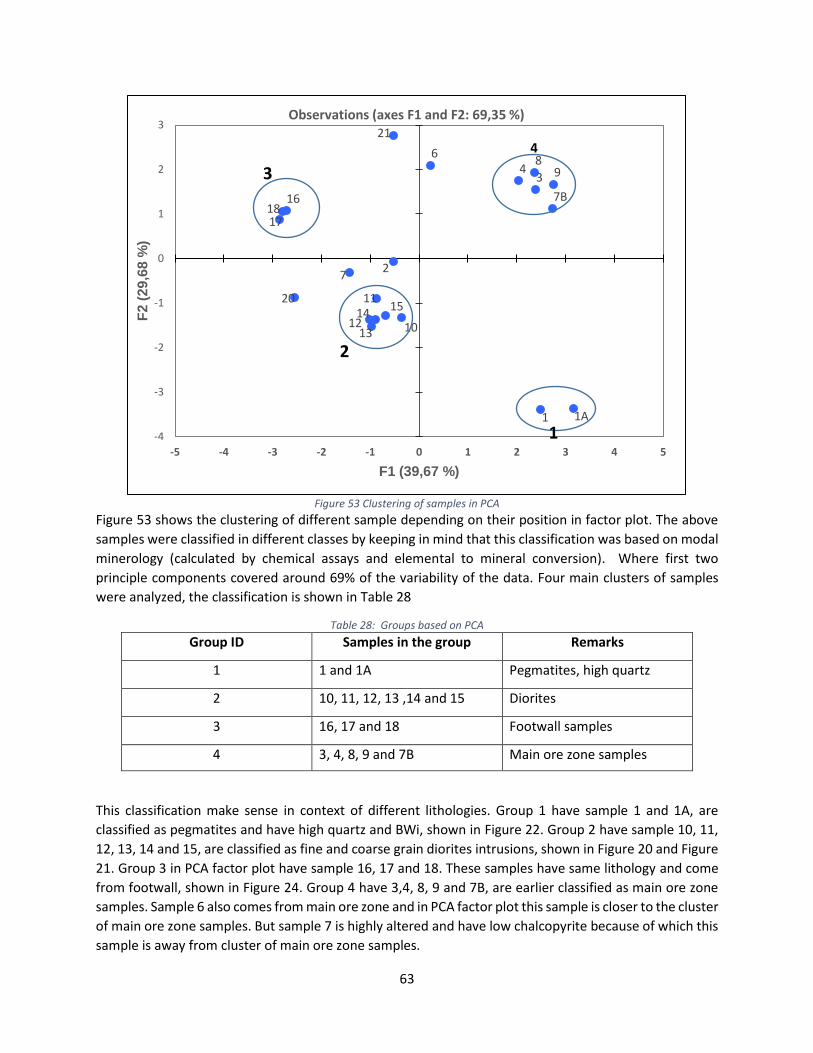
63
Figure 53 Clustering of samples in PCA
Figure 53 shows the clustering of different sample depending on their position in factor plot. The above
samples were classified in different classes by keeping in mind that this classification was based on modal
minerology (calculated by chemical assays and elemental to mineral conversion). Where first two
principle components covered around 69% of the variability of the data. Four main clusters of samples
were analyzed, the classification is shown in Table 28
Table 28: Groups based on PCA
Group ID Samples in the group Remarks
1 1 and 1A Pegmatites, high quartz
2 10, 11, 12, 13 ,14 and 15 Diorites
3 16, 17 and 18 Footwall samples
4 3, 4, 8, 9 and 7B Main ore zone samples
This classification make sense in context of different lithologies. Group 1 have sample 1 and 1A, are
classified as pegmatites and have high quartz and BWi, shown in Figure 22. Group 2 have sample 10, 11,
12, 13, 14 and 15, are classified as fine and coarse grain diorites intrusions, shown in Figure 20 and Figure
21. Group 3 in PCA factor plot have sample 16, 17 and 18. These samples have same lithology and come
from footwall, shown in Figure 24. Group 4 have 3,4, 8, 9 and 7B, are earlier classified as main ore zone
samples. Sample 6 also comes from main ore zone and in PCA factor plot this sample is closer to the cluster
of main ore zone samples. But sample 7 is highly altered and have low chalcopyrite because of which this
sample is away from cluster of main ore zone samples.
1
2
3
6
7
9
101213
15
17
20
21
48
1114
1618
1A
7B
-4
-3
-2
-1
0
1
2
3
-5 -4 -3 -2 -1 0 1 2 3 4 5
F2
(2
9,6
8 %
)
F1 (39,67 %)
Observations (axes F1 and F2: 69,35 %)
4
3
2
1

64
PCA indicate that the mineralogy of footwall, main ore zone, pegmatites and diorites is significantly
different because of which we can see clear cluster of similar ore type sample.
5 Conclusions Comminution tests are important in context of geometallurgy for making proper geometallurgical process
models, production planning and management. In this study, different comminution methods were
reviewed to find a suitable comminution test method. Geometallurgical comminution test method was
used to estimate the bond work index for Aitik’s samples. In literature review some good correlations
were found between different comminution tests methods which are useful for conversion between
different indices.
BWi values varies from 7.48 [𝑘𝑊ℎ/𝑡] and 14.7[𝑘𝑊ℎ/𝑡]. Sample 13 has minimum BWi value of
7.48[𝑘𝑊ℎ/𝑡] among all samples. Sample 1 (pegmatite) has highest value of 14.7 [𝑘𝑊ℎ/𝑡] because of
presence of highest quartz as compared to other samples. Main ore zone has less grindability (high BWi)
as compared to diorites, hanging wall and footwall because of presence of medium to high value of quartz.
Footwall has highest grindability which indicate and footwall is weaker as compared to ore zone and
hanging wall. Footwall has lower quartz and higher micas (other minerals). These values of grindability
can be used in future study for mapping of grindability over whole deposit. Which will be useful for Aitik
to better optimize and manage the comminution circuit.
Element to mineral conversion gave good results for calculation of modal mineralogy of Aitik ore. The modal mineralogy calculated by element to mineral conversion was compared with modal mineralogy calculated by automated mineralogy for same samples. Results indicated that the 𝑅2 value for quartz, chalcopyrite, albite, orthoclase, actinolite, (pyrite+ pyrrhotite), and barite were 0.84, 0.85, 0.87, 0.65, 0.77, 0.74 and 0.6 respectively. These 𝑅2 values are not really good but still there is a strong correlation between modal mineralogy of element to mineral conversion and automated mineralogy. Correlations were found between BWi and modal mineralogy. Multiple linear regression was used to predict the BWI values. Results indicated that the selected minerals have covered 57% variance of BWi. This model gave RMSE of 0.948[𝑘𝑊ℎ/𝑡] with P value of 0.048 showing that model was effective and there was less than 5% probability that the results from this modal are random. Multiple linear regression in main ore zone samples provides good results by covering of 98.7% variability in BWI by the selected minerals. The RMSE values is 0.222 [𝑘𝑊ℎ/𝑡] with p value of 0.026. Modelling of BWi in diorites are gave good results but there is a chance of multicollinearity between the data, where 95% variance of BWi is covered with RMSE of 0.4 [𝑘𝑊ℎ/𝑡] and p value of 0.025. Multiple linear regression gives more good prediction of BWi in different type of ore, instead of modelling of BWi on whole deposit Principle component analysis classified Aitik mine samples into different classes based on modal mineralogy. This classification was based on scatter plot of first two factors which covered 69 percent variance of data. Groups are; pegmatites, diorites, main ore zone and foot wall, showing the significant difference in their mineralogy. It is concluded from liberation analysis of Aitik regrinding circuit that the rougher concentrate already has good liberation of chalcopyrite. Rougher concentrate also has binary particles of chalcopyrite-micas and chalcopyrite-pyrite. Hydrocyclone underflow (in regrinding circuit) is recirculating around 82% pyrite to the re-grinding mill, containing binary particles of chalcopyrite-pyrite and chalcopyrite-micas. When we put element to mineral conversion, models from linear regression and principle component analysis together, we can conclude that the elemental assays can be used to calculate modal mineralogy using recipe made in element to mineral conversion. Element to mineral conversion results can further be used in principle component analysis to classify sample into proper ore type and select the proper

65
multiple linear regression model for prediction of BWi. Then selected model from linear regression can be used to predict the BWi value for that sample. By following this whole path, the elemental assays will end up in grindability information of the samples.
5.1 Future work
• Integration of comminution data with geology, recovery data and resource model to get a global
domain which will be more effective for mine planning and mill design.
• The available comminution information (BWi) can be used in a spatial model to make
geometallurgical comminution domains. Variograms and kriging can be used for interpolation of
BWi over whole deposit, which will end up in a block model which fits more in mining
environment. Since location of all Aitik mine samples were confidential for this study but in future
before spatial study the sampling should be statistically verified (enough number of samples for
being representative) to be used in block model. For current study, there are only 21 samples
having BWi values, are not enough to represent whole deposit in term of comminution so there
is a need for further sample collection for measurement of BWi. There are two possibilities for
measurement of BWi: first is the use of GCT to calculate BWi for all new samples, second is the
use of EMC and models from linear regressions to predict BWi values for all new samples (EMC --
Modal mineralogy –linear regression models). Once there are enough number of representative
samples, we can go for spatial models (variograms, kriging, wireframe domains and block models)
to map the comminution variability over whole deposit and can make geometallurgical
comminution domains.
• The available comminution information is in form of bond ball mill work index (BWi) but Aitik has
AG/SAG mills in their grinding circuits and BWi is mostly used for modelling and sizing of ball mills.
In context of mapping and comparison of comminution properties, bond work index can be used.
But when it comes to the modelling (throughput, PSD, energy requirement) of AG/SAG mills, we
need AG/SAG mill comminution tests. There are two ways to get these information: First way is
to find out the possible correlations between BWi and indices from AG/SAG comminution tests
(as discussed in literature review, section 2.6) and then converting BWi values into other AG/SAG
indices using the linear models, coming from linear fitting of their scatter plots. For this modelling,
there is a requirement of calculation of AG/SAG indices and BWi for same samples. The second
way is to do separate comminutions tests for AG/SAG mill. Comminution tests for AG/SAG mill
will be a sort of extensive work (because of sample size, cost and time), as shown in Table 29.
There is a suggested solution to reduce this work by making spatial geometallurgical comminution
domains using BWi and then running couple of SAG/AG comminution tests in each comminution
domain to get this information over whole deposit. So, in this case we can go with both AG/SAG
comminution indices and BWi. Verret et al. (2011) made a comparison of details of all
commminution test methods for AG/SAG mill, shown in Table 29.

66
Table 29 SAG/AG mill comminution test methods (Verret et al. 2011)
5.2 Recommendations
• Collection of more samples for BWi measurements for better representation of the deposit.
• Study of mineral composition to improve element to mineral conversion.
• EMC may give good results if done in each zone (classification results from PCA) separately.
• Standard deviation of chemical assays should be used in monte carlo simulation in HSC software for calculate the possible error in calculated modal mineralogy (the error which results due to the standard deviation of chemical assays).
• For multiple linear regression in each ore type, more samples should be collected for better modelling of BWi with higher confidence level.
• Use of geological data in PCA to get better geological domains.
• Use of wet sieving for -75µm fraction (for all samples) to remove fines and split this fraction into sub-fractions (in overflow 65% particles by weight are in this size fraction). Size fraction 75-106µm in mill product showed underestimation of liberated minerals, this sample should be prepared and restudied n SEM.

67
6 References Aiken LS, West SG, Pitts SC (2003) Multiple linear regression. Alruiz OM, Morrell S, Suazo CJ, Naranjo A (2009) A novel approach to the geometallurgical modelling of
the Collahuasi grinding circuit. Miner Eng 22:1060–1067. doi: 10.1016/j.mineng.2009.03.017 Alvarado S, Alguerno J, Auracher H, Casali A (1998) Energy and Exergy Optimization of Comminution.
Energy 23:153–158. Bachman WD, Last AW, Nabbs SW (1970) Autogenous grinding of disseminated copper ores. TRANS SOC
Min ENG AIME 247:251–255. Barratt DJ, Matthews BD, deMull T (1996) Projection of AG/SAG mill sizes, mill speeds, ball charges and
throughput variation from Bond work indices. Proc Int autogenous semiautogenous Grind Technol 2:541–558.
Boliden (2014) Annual Report 2014. Boliden (2016) Boliden ’ s mineral reserves and resources 2016.
http://www.boliden.com/globalassets/bolidens-mineral-reserves-2016_eng.pdf. Bond FC (1961) Crushing and grinding calculations. Allis-Chalmers Manufacturiing Company Bond FC (1952) The 3rd theory of comminution. Trans Am Inst Min Metall Eng 193:484–494. Bond FC (1949) Standard Grindability Tests Tabulated. Trans Am Inst Min Metall Eng 183:313–329. Cargill JS, Shakoor A (1990) Evaluation of empirical methods for measuring the uniaxial compressive
strength of rock. Int J Rock Mech Min Sci Geomech Abstr 27:495–503. doi: 10.1016/0148-9062(90)91001-N
Dobby G, Bennett C, Kosick G (2001) Advances in SAG circuit design and simulation applied: The mine block model. Proc Int autogenous semiautogenous Grind Technol 4:221–234.
Drzymala J (2007) Mineral Processing, Foundations of theory and practice of minerallurgy. Ergün Tuncay NH (2009) The effect of length to diameter ratio of test specimens on the uniaxial
compressive strength of rock. F.O. VERRET GCAAM (2011) SAG MILL TESTING - AN OVERVIEW OF THE TEST PROCEDURES AVAILABLE TO
CHARACTERIZE ORE GRINDABILITY. Haffez GSA (2012) Correlation between work index and mechanical properties of some Saudi Ores. Mater
Test 54:108–112. Harbort GJ, Lam K, Sola C (2013) The use of Geometallurgy to Estimate Comminution Parameters within
Porphyry Copper Deposits. 217–230. Hunt J, Kojovic T, Berry R (2013) Estimating Comminution Indices from Ore Mineralogy , Chemistry and
Drill Core Logging. 173–176. JKTech (1992) JK Drop Weight Test in detail. 7–9. Kaiser M a, Dr. Alfred Wicks, Leonard Wilson, Dr. William Saunders (1998) Advancements in the Split
Hopkinson Bar Test. Mech Eng Master:94. Keeney L, La Montoya P, Montoya PA, et al (2011) Geometallurgical Modelling Applicable to Pre
Techniques Applicable to Prefeasibility Projects – La Colosa Case Study. Keeney L, Walters SG (2011) A Methodology for Geometallurgical Mapping and Orebody Modelling
COMMON PROBLEMS IN CURRENT. 5–7. King RP (2012) Modeling and simulation of mineral processing systems. Elsevier Kwitko-Ribeiro R (2011) New sample preparation developments to minimize mineral segregation in
process mineralogy. … 10th Int Congr Appl Mineral … 1–5. doi: 10.1007/978-3-642-27682-8 Lamberg P (2011) Particles–the bridge between geology and metallurgy. In: Proceedings of the
Conference in Minerals Engineering, Luleå, Sweden. Citeseer, pp 8–9 Levin J (1989) Observations on the Bond standard grindability test , and a proposal for a standard
grindability test for fine materials. J South African Inst Min Metall 89:13–20. doi: 10.1016/0148-

68
9062(89)91143-1 Li D, Wong LNY (2013) The brazilian disc test for rock mechanics applications: Review and new insights.
Rock Mech Rock Eng 46:269–287. doi: 10.1007/s00603-012-0257-7 MacPherson AR, Turner RR (1978) Autogenous grinding from test work to purchase of a commercial unit.
Miner Process plant Des 279–305. Magdalinovic N (1989) A procedure for rapid determination of the Bond work index. Int J Miner Process
27:125–132. doi: 10.1016/0301-7516(89)90010-0 Mcken A, Williams S (2005) An Overview of the Small-scale Tests Available to Characterize Ore Grindability
for Design Purposes. SGS Miner Tech Bull 2005:8. Mwanga A, Lamberg P, Rosenkranz J (2015) Comminution test method using small drill core samples.
Miner Eng. doi: 10.1016/j.mineng.2014.12.009 Narayanan SS (1985) Development of a laboratory single particle breakage technique and its application
to ball mill modelling and scale-up. The University of Queensland Ozkahraman HT (2005) A meaningful expression between bond work index, grindability index and friability
value. Miner Eng 18:1057–1059. doi: 10.1016/j.mineng.2004.12.016 Parian M, Lamberg P, Möckel R, Rosenkranz J (2015) Analysis of mineral grades for geometallurgy:
Combined element-to-mineral conversion and quantitative X-ray diffraction. Miner Eng. doi: 10.1016/j.mineng.2015.04.023
Rod B, Index M, Brmwi T (1961) JKTech Laboratory Services. 6:6–7. Rusnak J, Mark C (2000) Using the Point Load Test To Determine the Uniaxial Compressive Strength of
Coal Measure Rock. 19th Int Conf Gr Control Mining, 8-10 August 362–371. Sahoo RK, Weedon DM, Roach D (2004) Single-particle breakage tests of Gladstone Port Authority ’ s coal
by a twin pendulum apparatus. Adv Powder Technol 15:263–280. doi: 10.1163/156855204773644472
Sammelin M, Wanhainen C, Martinsson O (2011) Gold mineralogy at the Aitik Cu – Au– Ag deposit, Gällivare area, northern Sweden. GFF 133:19–30.
Schönert K, Marktscheffel M (1986) Liberation of composite particles by single particle compression, shear and impact loading. In: Proceedings of the 6th European Symposium Comminution, Nürnberg, Germany. pp 16–18
Starkey J, Dobby G (1996) Application of the Minnovex Sag Power Index At Five Canadian Sag Plants. Autogenous Semi-Autogenous Grind 345–360.
States U, Efficiency E, Energy R (2004) Industrial Technologies Program — Boosting the Productivity and Competitiveness of U . S . Industry.
Swain R, Rao RB (2009) Alternative Approaches for Determination of Bond Work Index on Soft and Friable Partially Laterised Khondalite Rocks of Bauxite Mine Waste Materials. 8:729–743.
Tavares LM (1999) Energy Absorbed in Breakage of Single Particles in Drop Weight Testing. Miner Eng 12:43–50.
USGS (2008) Preliminary Model of Porphyry Copper Deposits. Wanhainen C (2005) On the Origin and Evolution of the Palaeoproterozoic Aitik Cu-Au-Ag Deposit,
Northern Sweden. Wanhainen C (2003) Copper and gold distribution at the Aitik Deposit, Gällivare Area, Northern Sweden.
Trans Inst Min Metall Sect B Appl Earth Sci 112:260–267. doi: 10.1179/037174503225011289 Weichert R, Herbst JA (1986) An ultra fast load cell device for measuring particle breakage. In: 1st World
Congress of Particle Technology. Nürnberg. Whiten B (2007) CALCULATION OF MINERAL COMPOSITION FROM CHEMICAL ASSAYS. Miner Process Extr
Metall Rev 29:83–97. doi: 10.1080/08827500701257860 Zweifel H (1976) Aitik-geological documentation of a disseminated copper deposit: a preliminary
investigation. SGU

69
7 Appendices
4.7 Appendix A Particle Size distributions:
Sample 1:
Figure 54 Particle Size distribution at different grinding times
Figure 55 Standard deviation based on two repeats at different grinding times
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
10 100 1000 10000
Acc
um
ula
ted
per
cen
t m
ass
pas
s
Sieve sizes (microns)
Particle Size distribution
0 Min.
2-Min.
5 Min
8 Min.
11 Min.
0.00%
0.10%
0.20%
0.30%
0.40%
0.50%
840 425 212 106 75 0
Stan
dar
d D
evia
tio
n
Sieve Size
Standard Deviation (%)Time 0 MIn
Time 2 Min.
Time 5 Min
Time 8 Min
Time 11Min

70
Sample 2:
Figure 56 Particle Size distribution at different grinding times
Figure 57 Standard deviation based on two repeats at different grinding times
Sample 3:
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
10 100 1000 10000
Acc
um
ula
ted
per
cen
t m
ass
pas
s
Sieve Sizes (micron)
Particle size distribution
0 Min.
2-Min.
5 Min
8 Min.
0.00%
0.20%
0.40%
0.60%
0.80%
1.00%
1.20%
840 425 212 106 75 0
Stan
dar
d D
evia
tio
n
Sieve Size
Standard Deviation (%)
Time 0 MIn
Time 2 Min.
Time 5 Min
Time 8 Min
Time 11 Min

71
Figure 58 Particle Size distribution at different grinding times
Sample 7A:
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
10 100 1000 10000
Acc
um
ula
ted
per
cen
t m
ass
pas
s
Sieve sizes (microns)
Prticle size distribution
0 Min.
2-Min.
5 Min
8 Min.
Figure 59 Standard deviation based on two repeats at different grinding times
0.00%
0.20%
0.40%
0.60%
0.80%
1.00%
1.20%
1.40%
840 425 212 106 75 0
Stan
dar
d D
evia
tio
n
Sieve Size
Standard Deviation (%)
Time 0 MIn
Time 2 Min.
Time 5 Min
Time 8 Min
Time 11 Min

72
v
Standard deviation based on two repeats at different grinding times
Figure 61 Particle Size distribution at different grinding times
Sample 9:
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
10 100 1000 10000
Acc
um
ula
ted
Per
cen
t m
ass
pas
s
Sieve sizes (microns)
Particle size distribution
0 Min.
2-Min.
5 Min
8 Min.
11 Min.
0.00%
0.10%
0.20%
0.30%
0.40%
0.50%
0.60%
0.70%
0.80%
840 425 212 106 75 0
Stan
dar
d D
evia
tio
n
Sieve Size
Standard Deviation (%)Time 0 MIn
Time 2 Min.
Time 5 Min
Time 8 Min
Time 11 Min
Figure 60 Standard deviation based on two repeats at different grinding times

73
Figure 62 Standard deviation based on two repeats at different grinding times
Figure 63 Particle Size distribution at different grinding times
Sample 10:
0.00%
0.10%
0.20%
0.30%
0.40%
0.50%
0.60%
0.70%
0.80%
840 425 212 106 75 0
Stan
dar
d D
evia
tio
n
Sieve Size
Standard Deviation (%)
Time o Min
Time 2 Min.
Time 5 Min
Time 8 Min
Time 11 Min
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
10 100 1000 10000
Acc
um
ula
ted
per
cen
t m
ass
pas
s
Sieve Sizes (microns)
Particle size distribution
0 Min.
2-Min.
5 Min
8 Min.
11 Min.

74
Figure 64 Standard deviation based on two repeats at different grinding times
Figure 65 Particle Size distribution at different grinding times
Sample 12:
0.00%
0.10%
0.20%
0.30%
0.40%
0.50%
0.60%
0.70%
840 425 212 106 75 0
Stan
dar
d D
evia
tio
n
Sieve Size
Standard Deviation (%)Time 0 MIn
Time 2 Min.
Time 5 Min
Time 8 Min
Time 11 Min
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
10 100 1000 10000
Acc
um
ula
ted
per
cen
t m
ass
pas
s
Sieve Sizes (microns)
Chart TParticle size distributionitle
0 Min.
2-Min.
5 Min
8 Min.
11 Min.

75
Figure 66 Standard deviation based on two repeats at different grinding times
Figure 67 Particle Size distribution at different grinding times
Sample 13:
0.00%
0.20%
0.40%
0.60%
0.80%
1.00%
840 425 212 106 75 0
Stan
dar
d D
evia
tio
n
Sieve Size
Standard Deviation (%)Time 0 MIn
Time 2 Min.
Time 5 Min
Time 8 Min
Time 11 Min
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
10 100 1000 10000
Acc
um
ula
ted
per
cen
t m
ass
pas
s
Sieve Sizes (microns)
Prticle size distribution
0 Min.
2-Min.
5 Min
8 Min.
11 Min.

76
Figure 68 Particle Size distribution at different grinding times
Figure 69 Standard deviation based on two repeats at different grinding times
Sample 17:
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
10 100 1000 10000
Acc
um
ula
ted
per
cen
t m
ass
pas
s
Sieve Sizes (microns)
Particle size distribution
0 Min.
2-Min.
5 Min
8 Min.
11 Min.
0.00%
0.20%
0.40%
0.60%
0.80%
1.00%
1.20%
1.40%
840 425 212 106 75 0
Stan
dar
d D
evia
tio
n
Sieve Size
Standard Deviation (%)Time 0 MIn
Time 2 Min.
Time 5 Min
Time 8 Min
Time 11 Min

77
Figure 70 Standard deviation based on two repeats at different grinding times
Figure 71 Particle Size distribution at different grinding times
Sample 20:
0.00%
0.20%
0.40%
0.60%
0.80%
1.00%
1.20%
840 425 212 106 75 0
Stan
dar
d D
evia
tio
n
Sieve Size
Standard Deviation (%)
Time 0 MIn
Time 2 Min.
Time 5 Min
Time 8 Min
Time 11 Min
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
10 100 1000 10000
Acc
um
ula
ted
per
cen
t m
ass
pas
s
Sieve Size (microns)
particle size distribution
0 Min.
2-Min.
5 Min
8 Min.
11 Min.

78
Figure 72 Standard deviation based on two repeats at different grinding times
Figure 73 Particle Size distribution at different grinding times
Sample 21:
0.00%
0.10%
0.20%
0.30%
0.40%
0.50%
0.60%
0.70%
0.80%
840 425 212 106 75 0
Stan
dar
d D
evia
tio
n
Sieve Size
Standard Deviation (%)
Time 0 MIn
Time 2 Min.
Time 5 Min
Time 8 Min
Time 11 Min
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
10 100 1000 10000
Acc
um
ula
ted
per
cen
t m
ass
pas
s
Sieve sizes (microns)
Particle size distribution
0 Min.
2-Min.
5 Min
8 Min.
11 Min.

79
Figure 74 Standard deviation based on two repeats at different grinding times
Figure 75 Particle Size distribution at different grinding times
4.8 Appendix B Modal minerology calculated for remaining minerals.
0.00%
0.20%
0.40%
0.60%
0.80%
1.00%
840 425 212 106 75 0
Stan
dar
d D
evia
tio
n
Sieve Size
Standard Deviation (%)Time 0 MIn
Time 2Min.
Time 5 Min
Time 8 Min
Time 11Min
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
10 100 1000 10000
Acc
um
ula
ted
per
cen
t m
ass
pas
s
Sieve Size (microns)
Particle size distribution
0 Min.
2-Min.
5 Min
8 Min.
11 Min.

80
Figure 76 EMC for remaining Minerals
4.9 Appendix C Elemental assays calculated at ALS laboratory.
R² = 0.0547
-0.10
0.00
0.10
0.20
0.30
0.40
0.000 1.000 2.000 3.000 4.000SEM
Mo
dal
Min
ero
lagy
EMC Modal Minerolagy
Ilmenite
R² = 0.2953
0.00
0.01
0.01
0.02
0.02
0.03
0.03
0.04
0.000 0.010 0.020 0.030 0.040
SEM
Mo
dal
Min
eral
ogy
EMC Modal Mineralogy
Sphalerite
R² = 0.106
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
16.00
18.00
0.000 5.000 10.000 15.000 20.000 25.000
SEM
Mo
dal
Min
eral
ogy
EMC Modal Mineralogy
Scapolite
R² = 0.3548
-4.00
-2.00
0.00
2.00
4.00
6.00
8.00
10.00
12.00
14.00
16.00
0.000 10.000 20.000 30.000SEM
Mo
dal
Min
eral
ogy
EMC Modal Mineralogy
Muscovite
R² = 1E-05
0.00
0.50
1.00
1.50
2.00
2.50
0.000 0.020 0.040 0.060 0.080 0.100
SEM
Mo
dal
Min
eral
ogy
EMC Modal Mineralogy
Barite
R² = 0.1332
0.000
5.000
10.000
15.000
20.000
25.000
30.000
0.000 10.000 20.000 30.000
SEM
Mo
dal
Min
eral
ogy
EMC Modal Mineralogy
Bt+Ms %

81
Table 30: ALS elemental grades
Sample # 1 1A 2 3 6 7A 7B 8 9 10 12 13 15 17 20 21
Name Unit
TS % 99.90 99.90 99.90 99.90 99.90 99.80 99.70 99.90 99.80 99.80 99.80 99.80 99.80 99.80 99.90 99.80
SiO2 % 82.90 81.90 64.80 64.50 55.10 60.40 68.00 70.50 66.60 68.50 70.10 70.40 64.00 57.30 61.30 56.40
Al2O3 % 14.30 13.30 17.00 16.20 15.30 16.60 16.10 16.80 15.60 16.40 18.00 17.30 17.00 17.00 17.30 17.20
CaO % 0.68 0.50 4.89 1.85 5.64 3.82 2.43 1.69 2.33 3.23 3.78 3.59 3.74 6.26 4.85 4.63
Fe2O3 % 0.80 0.90 8.54 8.11 13.60 10.10 7.46 7.32 6.37 4.43 5.39 4.71 5.26 9.84 9.16 11.10
K2O % 4.63 4.61 3.60 4.73 4.20 2.72 4.82 5.20 5.53 3.92 3.04 3.26 3.70 2.19 2.42 3.51
MgO % 0.35 0.28 2.62 1.56 3.67 3.89 2.22 1.66 1.85 2.67 2.87 2.87 2.30 4.79 3.97 3.37
MnO % 0.02 0.03 0.19 0.28 0.29 0.20 0.30 0.33 0.26 0.09 0.09 0.06 0.07 0.08 0.14 0.32
Na2O % 4.65 3.99 3.02 3.46 3.02 4.94 2.12 2.18 1.48 4.24 5.14 4.88 4.62 3.91 5.38 3.41
P2O5 % 0.03 0.03 0.17 0.16 0.60 0.24 0.16 0.19 0.17 0.16 0.16 0.17 0.17 0.22 0.21 0.22
TiO2 % 0.06 0.05 0.75 0.51 0.87 0.77 0.47 0.52 0.46 0.48 0.52 0.50 0.53 0.85 0.68 0.87
Summa % 108.40 105.60 105.60 101.40 102.30 103.70 104.10 106.40 100.70 104.10 109.10 107.70 101.40 102.40 105.40 101.00
LOI 1000°C % 0.60 0.50 0.90 2.20 1.80 2.10 2.30 2.00 2.10 1.10 1.10 1.10 1.30 1.60 0.70 1.30
As ppm <3 <3 <3 5.74 6.72 <3 <3 <3 <3 <3 <3 <3 <3 <3 3.72 <3
Ba ppm 1420 2590 692 8330 1540 2580 4400 4780 3770 863 950 1280 1490 1450 723 1810
Be ppm 4.22 3.17 1.94 2.27 1.54 3.34 2.11 2.31 1.70 1.85 1.95 2.02 1.75 0.96 1.36 2.34
Cd ppm 0.10 <0.1 0.13 <0.1 <0.1 <0.1 <0.1 <0.1 0.13 <0.1 <0.1 <0.1 <0.1 <0.1 <0.1 0.88
Co ppm 2.20 1.72 22.50 28.80 66.90 23.90 24.30 11.20 12.20 12.40 25.70 14.30 13.70 39.20 16.50 19.90
Cr ppm 237 200 252 183 175 130 212 166 221 211 225 205 166 152 132 122
Cu ppm 88.60 52.30 78.60 1420.00 1690.00 920.00 4100.00 3220.00 4320.00 594.00 1330.00 841.00 679.00 1550.00 115.00 2680.00
Hg ppm <0.01 0.03 <0.01 0.07 0.07 0.08 0.32 0.91 0.48 <0.01 0.04 0.04 0.02 0.08 <0.01 0.09
Mo ppm 2.06 1.63 1.48 18.40 15.70 10.80 14.70 79.90 6.77 6.55 12.70 9.36 22.70 23.10 19.90 10.20
Nb ppm 44.10 20.40 7.42 7.28 9.37 6.90 5.62 7.88 6.67 6.08 5.05 5.65 6.04 4.94 5.00 8.11
Ni ppm 39.70 18.10 63.00 47.40 49.80 41.40 28.60 21.30 47.60 50.60 54.80 56.70 27.10 54.90 45.20 55.80
Pb ppm 15.40 12.40 11.80 69.90 10.20 5.62 6.36 6.11 11.20 8.93 9.30 9.77 6.49 8.72 9.61 39.70
S ppm 97 317 61 22900 19200 2600 8180 11500 5230 1610 3320 2260 1940 7370 238 7220
Sc ppm 7.90 4.42 17.10 9.23 24.30 20.70 8.72 8.00 7.15 9.06 9.37 9.12 9.22 23.70 17.50 21.20
Sn ppm 6.60 1.90 3.46 5.80 6.81 3.46 3.09 2.90 3.64 2.76 3.11 2.83 1.52 3.40 4.40 6.62
Sr ppm 83.90 59.50 223.00 465.00 331.00 355.00 452.00 507.00 549.00 448.00 463.00 617.00 617.00 554.00 527.00 360.00
V ppm 6.92 4.42 151.00 78.00 184.00 162.00 84.20 80.30 71.10 79.50 80.70 79.10 85.40 185.00 172.00 183.00
W ppm <50 <50 <50 <50 <50 <50 <50 <50 <50 <50 <50 <50 <50 <50 <50 <50
Y ppm 19.60 14.00 17.00 9.09 22.40 16.10 9.26 9.79 10.60 7.78 7.47 8.40 8.95 17.10 12.90 20.10
Zn ppm 34.30 12.30 97.40 94.00 83.40 69.50 41.00 41.00 67.50 48.40 55.90 54.20 27.30 69.50 118.00 256.00

82
Zr ppm 45 26 138 111 130 104 115 142 129 109 117 112 114 93 93 90
Table 31 Uncertainty of ALS elemental grades calculation
Analysis Unit
Uncertainty (±)
1 1A 2 3 6 7A 7B 8 9 10 12 13 15 17 20 21
SiO2 %
12.50 12.30 9.70 9.50 8.10 9.00 10.10 10.40 10.20 10.40 10.40 10.30 9.60 8.50 9.10 8.40
Al2O3 %
2.50 2.30 2.90 2.80 2.70 2.80 2.70 2.90 2.70 3.00 3.10 3.00 2.90 2.90 3.00 3.00
CaO %
0.12 0.09 0.84 0.32 1.00 0.65 0.43 0.29 0.41 0.55 0.64 0.61 0.64 1.09 0.82 0.79
Fe2O3 %
0.15 0.17 1.64 1.54 2.60 1.90 1.42 1.42 1.22 0.83 1.01 0.90 1.00 1.89 1.75 2.10
K2O %
0.93 0.94 0.75 0.94 0.84 0.55 0.96 1.03 1.11 0.78 0.63 0.65 0.75 0.44 0.48 0.70
MgO %
0.07 0.06 0.55 0.32 0.76 0.82 0.47 0.34 0.39 0.56 0.60 0.60 0.48 1.00 0.83 0.70
MnO %
0.00 0.00 0.03 0.04 0.04 0.03 0.04 0.04 0.04 0.01 0.01 0.01 0.01 0.01 0.02 0.04
Na2O %
0.87 0.76 0.60 0.65 0.57 0.92 0.41 0.40 0.28 0.83 0.98 0.91 0.87 0.76 1.00 0.63
P2O5 %
0.00 0.00 0.03 0.03 0.09 0.04 0.03 0.03 0.03 0.02 0.03 0.03 0.03 0.04 0.03 0.04
TiO2 %
0.01 0.01 0.13 0.10 0.15 0.14 0.09 0.09 0.09 0.09 0.09 0.09 0.10 0.15 0.12 0.16
LOI 1000°C %
5% 5% 5% 5% 5% 5% 5% 5% 5% 5% 5% 5% 5% 5% 5% 5%
As %
7.74 8.11 7.89
Ba ppm
237 432 120 1360 249 425 716 784 610 140 161 209 242 236 122 296
Be ppm
0.71 0.60 0.32 0.38 0.29 0.55 0.34 0.44 0.32 0.36 0.32 0.45 0.30 0.19 0.29 0.37
Cd ppm
0.14 0.13 0.15 0.21
Co ppm
0.66 0.56 5.10 6.50 15.10 5.40 5.50 2.60 2.90 2.80 5.80 3.20 3.10 8.80 3.70 4.50
Cr ppm
44 37 46 33 31 24 38 30 40 38 40 37 30 28 24 22
Cu ppm
19 12 17 309 369 200 893 702 941 129 289 183 148 336 25 583
Hg ppm
0.01 0.01 0.02 0.02 0.07 0.19 0.10 0.01 0.01 0.01 0.02 0.02
Mo* ppm
Nb ppm
7.00 3.10 1.07 1.04 1.34 0.98 0.81 1.13 0.96 0.93 0.74 0.80 0.89 0.70 0.71 1.19
Ni ppm
9.50 4.80 15.10 11.40 11.90 9.90 6.90 5.10 11.40 12.40 13.00 13.70 6.50 13.10 10.90 13.60
Pb ppm
3.50 2.90 2.80 14.10 2.60 1.92 1.96 1.96 2.70 2.35 2.41 2.49 2.00 2.35 2.44 8.30
S* ppm
Sc ppm
1.62 0.98 3.40 1.95 4.70 4.10 1.72 1.55 1.35 1.84 1.95 2.02 1.93 4.50 3.50 4.00
Sn* ppm
Sr ppm
12.60 10.00 36.00 73.00 52.00 54.00 74.00 76.00 83.00 67.00 72.00 92.00 94.00 84.00 80.00 55.00
V ppm
1.07 0.71 19.00 10.20 24.00 21.00 11.80 10.40 9.10 10.60 10.40 10.10 11.00 24.00 22.00 24.00
W ppm
Y ppm
2.80 2.10 2.50 1.30 3.20 2.40 1.35 1.41 1.50 1.11 1.11 1.26 1.34 2.50 1.90 2.90
Zn ppm
7.70 4.30 19.40 19.40 16.70 14.10 9.20 8.70 13.60 10.10 11.40 11.20 6.30 14.50 23.00 51.00

83
Zr ppm
11.30 6.50 34.00 28.00 32.00 26.00 29.00 35.00 32.00 27.00 29.00 28.00 28.00 23.10 23.70 22.70
4.10 Appendix D: Element to mineral conversion data: Table 32 Chemical assays part 1 from SDP samples
ID SiO2 %
Al2O3 %
CaO %
Fe2O3 %
K2O %
MgO % MnO %
Na2O %
P2O5 %
TiO2 %
As ppm
Ba ppm
Be ppm
Cd ppm
A4 GCT <38 67.8 17.4 2.65 7.2 4.01 1.3 0.32 3.56 0.332 0.45 6.39 14600 1.54 0.726
A4 GCT 38-75 63.1 14.2 1.9 6.11 4.29 1.54 0.271 2.92 0.352 0.541 3.51 10100 1.6 0.233
A4 GCT 75-106 64.6 17.7 1.87 5.8 4.57 1.67 0.266 2.88 0.226 0.53 2.92 8190 1.6 0.126
A4 GCT 106-212 68.8 18.5 1.96 5.18 4.14 1.51 0.227 3.55 0.129 0.458 3.32 7710 1.84 0.103
A4 GCT +212 56.3 14.7 1.79 6.15 4.62 1.49 0.296 3 0.148 0.488 4.38 7350 1.56 0.094
A8 GCT <38 59.6 15.9 2.56 7.2 4.57 1.38 0.416 1.93 0.292 0.432 2.32 7130 2.94 0.15
A8 GCT 38-75 68.5 16.6 1.96 6.32 4.46 1.45 0.35 1.58 0.254 0.414 1.32 6410 2.63 0.0358
A8 GCT 75-106 65.2 14.7 1.45 6.07 4.59 1.59 0.278 1.58 0.234 0.477 1.45 6230 2.07 0.0871
A8 GCT 106-212 66.1 16 1.75 5.83 5.26 1.53 0.261 1.48 0.159 0.446 0.818 6400 2.55 <0.03
A8 GCT +212 65.5 17.7 2.22 6.27 4.02 1.44 0.545 2.16 0.105 0.425 1.81 4840 3.14 0.0283
A11 GCT <38 63.2 15.6 4.36 4.2 3.46 2.01 0.0676 4.48 0.27 0.673 5.84 1290 1.76 0.204
A11 GCT 38-75 64.1 14.8 3.55 4.29 3.57 2.34 0.0584 3.47 0.262 0.619 2.09 1060 1.65 <0.02
A11 GCT 75-106 69.1 15.8 3.52 4.27 3.39 2.46 0.0545 4.18 0.185 0.482 1.52 962 1.36 <0.02
A11 GCT 106-212 64.9 16.8 3.53 5.13 3.8 2.82 0.0653 4.86 0.13 0.445 1.94 812 1.36 0.0603
A11 GCT +212 60.6 18.5 4.05 5.1 3.17 2.49 0.0691 4.55 0.0536 0.38 1.12 785 1.38 <0.02
A14 GCT <38 68.9 17.9 5.14 4.56 3.22 1.74 0.0697 4.64 0.282 0.637 2.52 2340 1.96 0.0576
A14 GCT 38-75 64.5 15.9 4.13 4.88 3.97 2.14 0.0583 3.79 0.306 0.66 2.21 2360 1.74 0.118
A14 GCT 75-106 59.1 15.1 3.55 5.23 3.84 2.5 0.0554 3.26 0.275 0.528 1.57 1930 1.8 0.0527
A14 GCT 106-212 67.7 17.4 3.6 5.36 3.09 2.61 0.0563 4.36 0.154 0.458 0.976 1590 1.37 0.0438
A14 GCT +212 66.8 18.8 3.76 3.83 2.88 1.72 0.0403 6.05 0.0822 0.351 1.9 1480 2.4 0.0483
A16 GCT <38 55.3 14.4 7.08 10 1.63 3.39 0.104 4.12 0.784 1.34 6.38 805 1.23 0.249
A16 GCT 38-75 54.1 13.7 5.57 9.93 2.32 3.9 0.1 3.67 0.449 0.957 3.07 921 1.37 0.156
A16 GCT 75-106 49.7 15.6 4.88 8.64 2.59 3.9 0.0964 3.74 0.174 0.665 1.83 913 1.39 0.0496
A16 GCT 106-212 54.9 19.7 5.68 9.23 2.74 4.25 0.106 4.42 0.0959 0.631 1.16 944 1.4 0.036
A16 GCT +212 51.7 16.1 5.32 12.6 3.43 6.25 0.153 2.38 0.11 0.952 1.33 1270 1.04 0.0844
A18 GCT <38 55.4 15.5 7.69 9.43 1.8 3.15 0.0864 4.11 0.738 1.65 7.41 1210 1.36 0.532
A18 GCT 38-75 50.9 13.8 5.64 7.79 1.98 3.3 0.0723 3.95 0.359 0.775 3.71 1040 1.18 0.206
A18 GCT 75-106 51.8 16.1 5.71 8.31 2.53 3.62 0.0764 4.5 0.168 0.596 1.69 1010 1.36 0.0552
A18 GCT 106-212 45.9 15.2 4.99 7.7 2.38 3.26 0.0723 3.49 0.0815 0.468 1.38 847 1.06 <0.02
A18 GCT +212 50.5 17.7 6.92 13 2.81 5.13 0.12 3.13 0.159 0.901 1.64 1090 1.09 0.0441

84
Table 33 chemical assays Part 2 from SDP samples
ID Cr ppm
Cu ppm
Hg ppm
Mo ppm
Nb ppm
Ni ppm
Pb ppm S ppm
Sc ppm
Sn ppm
Sr ppm
V ppm
W ppm
Y ppm
Zn ppm
Zr ppm
A4 GCT <38 161 4060 0.812 35 6.59 109 91.9 17900 7.89 9.48 546 75.3 213 19.6 241 257
A4 GCT 38-75 80.8 2120 0.381 34.3 7.21 30.9 30.7 12700 8.35 5.3 406 76.6 18.2 12.9 94.1 108
A4 GCT 75-106 65.6 1360 0.349 32.8 6.66 19.8 29.1 11000 9.3 5.42 373 85 12.9 9.04 87.1 83.4
A4 GCT 106-212 80.2 1230 0.401 13.8 5.96 14.5 20.2 11700 8.58 5 394 76.1 10.7 6.74 78.9 86.9
A4 GCT +212 67.7 1840 0.462 11.4 22.4 17.7 17.8 20700 8.21 5.22 414 62.7 10.1 10 81.9 98.3
A8 GCT <38 217 9200 2.13 11 7.24 134 30 13400 6.04 7.95 758 73.1 20.3 16 127 368
A8 GCT 38-75 138 5330 1.63 6.08 7.14 32 9.52 9070 6.3 3.73 624 78.4 13.1 11.2 61 137
A8 GCT 75-106 130 3410 1.59 2.9 8.7 20.2 5.97 6580 7.15 3.83 553 78.5 17.1 9.07 47.5 77.1
A8 GCT 106-212 151 2820 1.01 2.05 8.81 19.5 12.5 6060 6.01 3.84 568 101 18.7 7.14 53.1 86.1
A8 GCT +212 135 2780 1.73 1.85 9.92 15.7 7.22 11000 8.96 4.38 598 80.2 16.1 10.5 46.4 101
A11 GCT <38 167 2430 0.18 11.3 10.5 123 72 4270 8.65 8.93 539 85.8 34.1 15.2 146 372
A11 GCT 38-75 87.3 1070 0.0298 7.44 8.35 34.3 10.5 2560 8.67 2.58 453 92.5 5.99 11.3 52.8 107
A11 GCT 75-106 137 778 0.0291 4.6 5.2 23.5 7.36 2200 8.3 1.71 468 93.3 3.63 7.25 43.7 66.2
A11 GCT 106-212 123 594 0.031 1.98 <5 22.2 7.12 2950 7.3 2.01 523 92.8 6.67 5.05 41.6 57.9
A11 GCT +212 138 915 0.0908 3.59 <5 25.8 5.91 6210 7.44 1.39 544 98.6 154 4.52 49.9 62.9
A14 GCT <38 197 1020 0.0263 20.5 12 101 21.2 1400 11.2 6.48 754 98.7 14.1 18.2 79 392
A14 GCT 38-75 81.6 629 <0.02 22.3 11.5 52.4 9.47 1120 10.1 3.62 683 98.6 9.1 16.7 48.2 182
A14 GCT 75-106 99.1 400 <0.03 13 7.17 26.8 4.7 794 10.1 2.55 590 111 1.94 9.9 42 55.5
A14 GCT 106-212 94.4 348 <0.02 17 5.07 25 5.37 856 8.93 1.74 673 106 3.87 6.78 36.9 62.9
A14 GCT +212 79.6 272 0.0242 3.91 <5 14.3 5.11 942 6.2 1.37 893 73.1 103 5.52 25.2 65.4
A16 GCT <38 165 3890 0.32 49.7 13.9 111 20.6 7730 21.6 8.84 443 199 27.3 43.8 119 174
A16 GCT 38-75 106 1520 0.0891 24.1 8.33 27.1 7.84 3830 19.8 3.69 403 194 13.7 24.6 59.9 86.2
A16 GCT 75-106 109 1060 0.0894 11.3 <5 18.8 4.84 3280 16.9 2.49 433 185 22.4 13.6 52.5 79.8
A16 GCT 106-212 95.8 1270 0.105 8.53 <5 17.7 9.1 4460 19.8 2.05 469 194 9.01 10.4 50.3 78.6
A16 GCT +212 94.2 2940 0.23 25.4 <5 43.8 6.57 23400 26.3 2.59 273 286 24.6 14 66.2 72.3
A18 GCT <38 194 2440 0.202 50.2 15.8 114 30.3 5160 22.3 5.91 599 218 72.2 45.2 246 158
A18 GCT 38-75 99.1 1100 0.0761 32.2 6.25 28.2 12.5 2980 18.6 7.38 571 167 7.88 17.2 87.8 79.3
A18 GCT 75-106 78.5 762 0.0656 17.6 <5 22.9 6.32 2450 18.7 1.55 633 178 7.77 10.7 68.1 80.7
A18 GCT 106-212 62.5 741 0.07 11.1 <5 24.3 6.62 3620 14.6 1.24 504 159 5.9 6.91 55.9 58.1
A18 GCT +212 86.9 1320 0.171 13.2 <5 32.1 7.82 9960 25.7 1.92 470 284 10.4 13.6 71.7 79.4

85
Table 34 Modal minerology of samples from SDP calculated by SEM
ID A
4_<
38
µm
A4
_75
_10
6µm
A4
_10
6_2
12µ
m
A8
_<3
8µ
m
A8
_38-
75
µm
A8
_75
_10
6µm
A8
_10
6-2
12µ
m
A1
1_<
38
µm
A1
1_7
5_1
06µ
m
A1
1_1
06
_21
2µ
m
A1
4_<
38
µm
A1
4_3
8_7
5µm
A1
4_7
5_1
06µ
m
A1
4_1
06
_21
2µ
m
A1
6_<
38
µm
A1
6_3
8-7
5µm
A1
6_1
06
_21
2µ
m
A1
8_<
38
µm
A1
8_3
8-7
5µm
A1
8_7
5_1
06µ
m
A1
8_1
06
_21
2µ
m
Quartz 18.74 20.83 15.32 24.80 29.21 32.22 30.66 17.00 20.33 13.36 15.76 20.76 19.83 14.70 9.87 11.05 5.66 7.88 10.05 6.46 3.81
Albite 31.88 27.96 38.92 13.72 9.93 8.58 10.22 46.82 42.23 49.37 46.01 38.70 35.69 45.54 30.93 26.97 32.96 32.87 34.94 41.51 39.42
Orthoclase 20.44 15.56 15.10 19.59 17.20 14.81 13.70 12.94 13.13 10.33 15.49 16.64 12.59 10.21 0.96 0.69 0.58 5.53 4.33 4.52 4.80
Actinolite 0.90 0.57 0.43 0.27 0.04 0.05 0.08 5.05 3.40 5.22 5.19 5.98 7.36 5.40 14.45 15.69 14.01 16.61 17.76 16.73 20.79
Biotite 10.11 16.13 14.21 8.91 12.14 13.06 11.86 10.49 16.44 16.69 7.76 10.74 17.74 18.66 17.95 22.72 25.36 9.69 14.95 17.47 18.30
Annite 1.76 0.66 0.87 0.74 0.41 0.14 0.17 0.12 0.06 0.03 0.09 0.08 0.06 0.04 0.38 0.19 0.18 0.62 0.07 0.12 0.10
Muscovite 2.41 2.82 2.52 7.94 9.15 11.91 14.39 0.22 0.05 0.06 0.05 0.09 0.01 0.05 0.05 0.02 0.01 0.00 0.02 0.04 0.01
Chlorite 1.90 1.81 0.59 3.06 3.03 2.36 2.02 0.26 0.16 0.06 0.72 0.52 0.51 0.36 0.50 0.23 0.23 0.73 0.11 0.24 0.25
Epidote 0.54 0.39 0.55 1.73 1.43 0.90 0.85 2.03 1.07 0.81 3.86 2.68 2.15 1.67 4.69 2.75 0.93 5.05 2.36 1.19 1.19
Scapolite 3.15 2.29 2.53 11.52 9.27 8.48 10.16 1.81 1.30 1.95 1.30 1.01 0.86 0.66 10.88 11.72 15.92 9.53 7.75 8.87 8.01
Zircon 0.14 0.01 0.00 0.06 0.00 0.01 0.20 0.04 0.01 0.05 0.04 0.01 0.00 0.02 0.00 0.00 0.01
Barite 1.62 1.81 2.09 0.25 0.09 0.08 0.32 0.01 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Magnetite 1.84 3.47 1.37 2.83 3.78 3.61 2.42 0.45 0.18 0.21 0.59 0.50 0.88 0.92 4.00 4.46 1.35 6.06 2.06 1.27 1.67
Ilmenite 0.36 0.30 0.05 0.08 0.04 0.05 0.01 0.00 0.00 0.00 0.00 0.00 0.00 0.01 0.01 0.01 0.00 0.00 0.00 0.00 0.00
Chalcopyrite 1.22 0.89 0.75 2.94 2.71 1.52 1.53 0.59 0.21 0.24 0.24 0.24 0.29 0.23 1.36 0.83 0.74 0.35 0.23 0.22 0.29
Sphalerite 0.02 0.00 0.01 0.00 0.00 0.00 0.00 0.03 0.00 0.00 0.00 0.00 0.00 0.00 0.01 0.00 0.00 0.00 0.00 0.00 0.00
Bornite 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.02 0.00 0.00 0.00 0.00 0.00 0+V41 0.00 0.00 0.00 0.00
Chalcocite 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.01 0.00 0.00 0.00 0.00 0.00 0.00
Pyrrhotite 0.34 0.59 0.18 0.01 0.01 0.00 0.07 0.01 0.02 0.03 0.00 0.00 0.00 0.00 0.05 0.04 0.02 0.00 0.00 0.00 0.03
Molybdenite 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Pyrite 1.75 2.85 4.21 0.80 0.75 1.50 0.82 0.44 0.51 0.97 0.35 0.05 0.06 0.34 0.80 0.66 1.38 0.62 0.30 0.38 0.70

86
Table 35 Modal Minerology of SDP samples calculated by EMC
ID
A4 G
CT
<38
A4 G
CT
75-1
06
A4 G
CT
106-2
12
A8 G
CT
<38
A8 G
CT
38-7
5
A8 G
CT
75-1
06
A8 G
CT
106-2
12
A11 G
CT
<38
A11 G
CT
75-1
06
A11 G
CT
106-2
12
A14 G
CT
<38
A14 G
CT
38-7
5
A14 G
CT
75-1
06
A14 G
CT
106-2
12
A16 G
CT
<38
A16 G
CT
38-7
5
A16 G
CT
106-2
12
A18 G
CT
<38
A18 G
CT
38-7
5
A18 G
CT
75-1
06
A18 G
CT
106-2
12
Qtz % 17.64 15.70 17.61 16.07 26.46 25.51 23.26 9.58 16.95 7.28 12.00 12.00 10.09 13.38 3.35 4.08 0.00 1.36 1.45 0.00 0.00
Ab % 30.12 24.37 30.04 16.33 13.37 13.37 12.52 37.91 35.37 41.12 39.26 32.07 27.59 36.89 34.86 31.05 37.40 34.78 33.42 38.08 29.53
Or % 23.70 27.01 24.47 27.01 26.36 27.13 31.08 20.45 20.03 22.46 19.03 23.46 22.69 18.26 9.63 13.71 16.19 10.64 11.70 14.95 14.06
Act % 9.47 8.80 8.55 9.50 8.38 7.65 8.14 15.22 14.64 15.67 16.17 15.08 14.82 15.24 25.07 23.19 18.19 25.73 21.65 18.63 16.94
Bt % 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Ann % 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Ms % 18.76 20.87 21.30 20.26 23.89 18.57 20.50 11.68 13.68 12.22 17.66 13.98 14.53 17.92 15.26 13.42 20.95 17.68 13.43 13.09 16.03
Bt+Ms % 18.76 20.87 21.30 20.26 23.89 18.57 20.50 11.68 13.68 12.22 17.66 13.98 14.53 17.92 15.26 13.42 20.95 17.68 13.43 13.09 16.03
Chl % 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Ep % 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Scp % 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Zrn % 0.05 0.02 0.02 0.07 0.03 0.02 0.02 0.07 0.01 0.01 0.08 0.04 0.01 0.01 0.03 0.02 0.02 0.03 0.02 0.02 0.01
Brt % 2.48 1.39 1.31 1.21 1.09 1.06 1.09 0.22 0.16 0.14 0.40 0.40 0.33 0.27 0.14 0.16 0.16 0.21 0.18 0.17 0.14
Mgt % 4.80 4.01 3.38 5.14 4.80 4.79 4.66 2.94 3.43 4.20 3.67 4.00 4.50 4.68 7.48 8.25 7.81 6.95 6.46 7.20 6.58
Ilm % 0.85 1.01 0.87 0.82 0.79 0.91 0.85 1.28 0.92 0.85 1.21 1.25 1.00 0.87 2.55 1.82 1.20 3.13 1.47 1.13 0.89
Ccp % 1.17 0.39 0.36 2.66 1.54 0.98 0.81 0.70 0.22 0.17 0.29 0.18 0.12 0.10 1.12 0.44 0.37 0.70 0.32 0.22 0.21
Sp % 0.04 0.01 0.01 0.02 0.01 0.01 0.01 0.02 0.01 0.01 0.01 0.01 0.01 0.01 0.02 0.01 0.01 0.04 0.01 0.01 0.01
Bn % 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Cc % 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Po % 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
Mlb % 0.01 0.01 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.01 0.00 0.00 0.01 0.01 0.00 0.00
Py % 1.95 1.45 1.64 0.45 0.41 0.32 0.32 0.27 0.22 0.41 0.00 0.00 0.00 0.02 0.67 0.39 0.56 0.43 0.30 0.27 0.50
sum 111.04 105.04 109.54 99.54 107.12 100.31 103.27 100.35 105.65 104.53 109.79 102.48 95.69 107.66 100.18 96.52 102.85 101.70 90.42 93.77 84.92
Table 36 Residues from EMC of SDP samples (Part 1)
ID Si % Al % Ca % Fe % K %
Mg %
Mn % Na % P % Ti % As % Ba % Be % Cd % Co %
A4 GCT <38 -2.50472E-15 -9.2374E-16 0.96 1.77592E-16 -1.84 -0.63 0.25 0 0.14 3.55347E-17 -0.0005 -2.84169E-16 0.00015 7.26E-05 -0.007
A4 GCT 38-75 -5.48888E-15 5.50775E-16 0.52 8.89046E-17 -1.21 -0.34 0.21 -5.68339E-16 0.15 7.10423E-17 -0.0006 0 0.00016 2.33E-05 -0.005
A4 GCT 75-106 -1.77636E-15 1.42247E-16 0.47 -1.2425E-16 -2.05 -0.31 0.21 -2.84278E-16 0.10 2.48689E-16 -0.0006 0 0.00016 1.26E-05 -0.005
A4 GCT 106-212 -1.5632E-15 -1.42247E-16 0.56 2.48716E-16 -2.09 -0.37 0.18 -5.68339E-16 0.06 4.61843E-16 -0.0006 0 0.00018 1.03E-05 -0.006
A4 GCT +212 -4.88498E-15 -6.39462E-16 0.48 -4.79651E-16 -1.22 -0.32 0.23 -5.68339E-16 0.06 2.84224E-16 -0.0015 1.42085E-16 0.00016 9.4E-06 -0.012
A8 GCT <38 -1.81192E-15 -2.84061E-16 0.89 5.33427E-17 -1.99 -0.59 0.32 0 0.13 -1.06577E-16 0.0000 1.42085E-16 0.00029 1.5E-05 -0.001
A8 GCT 38-75 -7.97582E-15 -1.17224E-15 0.57 1.13689E-15 -2.35 -0.38 0.27 -2.84169E-16 0.11 -3.55212E-17 -0.0001 0 0.00026 3.58E-06 -0.001
A8 GCT 75-106 -9.1305E-15 -4.97432E-16 0.28 1.2425E-16 -1.82 -0.19 0.22 -1.42139E-16 0.10 3.55347E-17 0.0000 -7.10695E-17 0.00021 8.71E-06 -0.001
A8 GCT 106-212 -1.91839E-15 -6.74807E-16 0.45 5.8612E-16 -2.01 -0.30 0.20 -1.42139E-16 0.07 -3.55347E-17 -0.0001 0 0.00025 0 -0.001

87
A8 GCT +212 -2.84213E-15 -9.94864E-16 0.71 -6.21682E-16 -2.50 -0.47 0.42 -2.84169E-16 0.05 0 -0.0006 0 0.00031 2.83E-06 -0.005
A11 GCT <38 -2.30935E-15 -2.04285E-15 1.61 -1.4203E-16 -1.15 -1.06 0.05 -5.68339E-16 0.12 7.10423E-17 0.0004 -8.88233E-17 0.00018 2.04E-05 0.000
A11 GCT 38-75 -3.41068E-15 -3.1984E-16 1.12 -4.44089E-16 -1.34 -0.74 0.05 -5.68339E-16 0.11 4.26335E-16 0.0001 -1.77606E-17 0.00017 0 0.000
A11 GCT 75-106 -3.83677E-15 -1.40339E-15 1.07 1.4203E-16 -1.34 -0.71 0.04 -5.68339E-16 0.08 4.26335E-16 0.0000 -1.77606E-17 0.00014 0 0.000
A11 GCT 106-212 -1.70523E-15 -2.66497E-16 0.98 -1.95373E-16 -1.20 -0.64 0.05 -1.13689E-15 0.06 4.61843E-16 0.0000 0 0.00014 6.03E-06 0.000
A11 GCT +212 -2.34491E-15 -1.35005E-15 1.33 5.33427E-17 -1.94 -0.88 0.05 -5.68339E-16 0.02 4.97378E-16 -0.0005 -2.66443E-17 0.00014 0 -0.001
A14 GCT <38 -4.72495E-15 -1.01243E-15 2.08 2.48716E-16 -1.73 -1.37 0.05 5.68339E-16 0.12 -4.26335E-16 0.0003 -7.10559E-17 0.00020 5.76E-06 0.001
A14 GCT 38-75 -2.87791E-15 -2.04285E-15 1.46 5.32994E-16 -1.37 -0.97 0.05 -1.13689E-15 0.13 4.26335E-16 0.0002 0 0.00017 1.18E-05 0.001
A14 GCT 75-106 -2.09598E-15 -1.29671E-15 1.08 4.08527E-16 -1.43 -0.71 0.04 -2.84278E-16 0.12 0 0.0002 0 0.00018 5.27E-06 0.001
A14 GCT 106-212 -2.59341E-15 -1.06577E-15 1.07 3.37404E-16 -1.76 -0.71 0.04 -1.13689E-15 0.07 4.97378E-16 0.0001 -5.32885E-17 0.00014 4.38E-06 0.001
A14 GCT +212 -3.19753E-15 3.02059E-16 1.40 -3.1984E-16 -1.46 -0.92 0.03 -5.68556E-16 0.04 7.10559E-17 0.0002 0 0.00024 4.83E-06 0.001
A16 GCT <38 -2.59341E-15 -2.30935E-15 2.59 4.26308E-16 -1.50 -1.71 0.08 -5.68339E-16 0.34 0 0.0002 1.954E-16 0.00012 2.49E-05 0.000
A16 GCT 38-75 -1.27892E-15 -2.41582E-15 1.69 1.81192E-15 -1.32 -1.12 0.08 -5.68339E-16 0.20 4.26308E-16 0.0001 -1.77606E-17 0.00014 1.56E-05 0.001
A16 GCT 75-106 -0.27474516 0.285986922 1.58 -2.13371E-16 -1.56 -0.54 0.07 0 0.08 7.10423E-17 0.0000 -7.10559E-17 0.00014 4.96E-06 0.001
A16 GCT 106-212 -0.722006167 0.751548531 2.26 -1.42247E-16 -2.06 -0.16 0.08 -5.68339E-16 0.04 0 -0.0002 -1.77606E-17 0.00014 3.6E-06 0.000
A16 GCT +212 -0.2680429 0.279010425 1.14 -4.26308E-16 -2.03 -0.26 0.12 -5.68447E-16 0.05 0 -0.0022 4.61857E-16 0.00010 8.44E-06 -0.010
A18 GCT <38 -3.19623E-16 -2.7001E-15 2.96 7.11237E-17 -1.74 -1.95 0.07 -5.68339E-16 0.32 1.42085E-16 0.0005 2.13161E-16 0.00014 5.32E-05 0.001
A18 GCT 38-75 1.27892E-15 -1.24336E-15 1.89 -1.17224E-15 -1.32 -1.25 0.06 0 0.16 1.42112E-16 0.0002 -5.32885E-17 0.00012 2.06E-05 0.001
A18 GCT 75-106 -0.473248054 0.492611969 2.24 -3.55618E-17 -1.29 -0.60 0.06 -5.68339E-16 0.07 4.97378E-16 0.0000 -7.10559E-17 0.00014 5.52E-06 0.001
A18 GCT 106-212 -0.369067745 0.384168909 1.90 0 -1.57 -0.57 0.06 0 0.04 0 -0.0002 -1.77606E-17 0.00011 0 0.001
A18 GCT +212 -0.752682314 0.783479855 2.66 -1.70523E-15 -2.05 -0.37 0.09 -2.84278E-16 0.07 2.84224E-16 -0.000785572 0 0.00011 4.41E-06 -0.003
Table 37 Residues from EMC of SDP samples (Part 2)
ID Cr % Cu % Hg % Mo % Nb % Ni % Pb % S % Sc % Sn % Sr % V % W % Y % Zn % Zr %
A4 GCT <38 0.016 0 8.12E-05 -1.66527E-18 0.00066 0.011 0.009 -1.24358E-16 0.0008 0.0009 0.0546 0.0075 0.0213 0.0020 0 4.44015E-18
A4 GCT 38-75 0.008 7.10559E-17 3.81E-05 4.44089E-16 0.00072 0.003 0.003 8.43509E-17 0.0008 0.0005 0.0406 0.0077 0.0018 0.0013 0 -5.55112E-17
A4 GCT 75-106 0.007 0 3.49E-05 1.33282E-15 0.00067 0.002 0.003 -8.43509E-17 0.0009 0.0005 0.0373 0.0085 0.0013 0.0009 1.11046E-18 2.22007E-18
A4 GCT 106-212 0.008 0 4.01E-05 4.43257E-16 0.00060 0.001 0.002 1.06577E-16 0.0009 0.0005 0.0394 0.0076 0.0011 0.0007 0 0
A4 GCT +212 0.007 0 4.62E-05 4.44089E-16 0.00224 0.002 0.002 -2.04264E-16 0.0008 0.0005 0.0414 0.0063 0.0010 0.0010 0 -5.32911E-17
A8 GCT <38 0.022 0 0.000213 8.8804E-16 0.00072 0.013 0.003 -4.31878E-16 0.0006 0.0008 0.0758 0.0073 0.0020 0.0016 0 -2.17603E-16
A8 GCT 38-75 0.014 0 0.000163 4.4402E-16 0.00071 0.003 0.001 -2.50911E-16 0.0006 0.0004 0.0624 0.0078 0.0013 0.0011 0 2.22045E-16
A8 GCT 75-106 0.013 0 0.000159 -9.02064E-19 0.00087 0.002 0.001 -2.25379E-16 0.0007 0.0004 0.0553 0.0078 0.0017 0.0009 5.5523E-19 2.2205E-18
A8 GCT 106-212 0.015 0 0.000101 8.88144E-16 0.00088 0.002 0.001 -3.40833E-16 0.0006 0.0004 0.0568 0.0101 0.0019 0.0007 0 1.11046E-18
A8 GCT +212 0.014 3.55347E-17 0.000173 -1.70003E-18 0.00099 0.002 0.001 1.33248E-16 0.0009 0.0004 0.0598 0.0080 0.0016 0.0010 0 -5.55112E-17
A11 GCT <38 0.017 -3.55212E-17 1.8E-05 4.5311E-16 0.00105 0.012 0.007 6.40601E-16 0.0009 0.0009 0.0539 0.0086 0.0034 0.0015 -2.22007E-18 2.22058E-17
A11 GCT 38-75 0.009 0 2.98E-06 1.11025E-18 0.00084 0.003 0.001 -6.60028E-16 0.0009 0.0003 0.0453 0.0093 0.0006 0.0011 1.11004E-18 -2.22007E-18
A11 GCT 75-106 0.014 0 2.91E-06 4.45061E-16 0.00052 0.002 0.001 -4.74623E-16 0.0008 0.0002 0.0468 0.0093 0.0004 0.0007 0 -1.4433E-17
A11 GCT 106-212 0.012 0 3.1E-06 -7.97971E-19 0.00000 0.002 0.001 -7.83824E-16 0.0007 0.0002 0.0523 0.0093 0.0007 0.0005 1.11004E-18 -1.11004E-18
A11 GCT +212 0.014 3.55279E-17 9.08E-06 0 0.00000 0.003 0.001 -1.03026E-15 0.0007 0.0001 0.0544 0.0099 0.0154 0.0005 5.5523E-19 -1.4433E-17

88
A14 GCT <38 0.020 0 2.63E-06 4.35485E-16 0.00120 0.010 0.002 -0.022824217 0.0011 0.0006 0.0754 0.0099 0.0014 0.0018 2.22007E-18 0
A14 GCT 38-75 0.008 2.66443E-17 0 8.88456E-16 0.00115 0.005 0.001 -0.010440596 0.0010 0.0004 0.0683 0.0099 0.0009 0.0017 5.5523E-19 0
A14 GCT 75-106 0.010 0 0 0 0.00072 0.003 0.000 -0.00896317 0.0010 0.0003 0.0590 0.0111 0.0002 0.0010 0 1.11004E-18
A14 GCT 106-212 0.009 4.44184E-18 0 -8.32633E-19 0.00051 0.002 0.001 -1.10377E-15 0.0009 0.0002 0.0673 0.0106 0.0004 0.0007 0 -5.55112E-17
A14 GCT +212 0.008 4.44015E-18 2.42E-06 0 0.00000 0.001 0.001 -9.87266E-16 0.0006 0.0001 0.0893 0.0073 0.0103 0.0006 0 -2.66455E-17
A16 GCT <38 0.016 7.10423E-17 3.2E-05 5.5523E-19 0.00139 0.011 0.002 1.53198E-16 0.0022 0.0009 0.0443 0.0199 0.0027 0.0044 0 -3.3307E-17
A16 GCT 38-75 0.011 1.77674E-17 8.91E-06 -2.19824E-16 0.00083 0.003 0.001 -1.26567E-16 0.0020 0.0004 0.0403 0.0194 0.0014 0.0025 1.11004E-18 -2.22007E-18
A16 GCT 75-106 0.011 3.55279E-17 8.94E-06 1.24895E-18 0.00000 0.002 0.000 1.088E-16 0.0017 0.0002 0.0433 0.0185 0.0022 0.0014 1.11004E-18 0
A16 GCT 106-212 0.010 0 1.05E-05 1.94288E-18 0.00000 0.002 0.001 -4.68511E-16 0.0020 0.0002 0.0469 0.0194 0.0009 0.0010 0 0
A16 GCT +212 0.009 0 2.3E-05 4.44644E-16 0.00000 0.004 0.001 -2.30935E-16 0.0026 0.0003 0.0273 0.0286 0.0025 0.0014 0 3.33053E-18
A18 GCT <38 0.019 3.55212E-17 2.02E-05 1.11004E-18 0.00158 0.011 0.003 1.41E-16 0.0022 0.0006 0.0599 0.0218 0.0072 0.0045 0 -2.4425E-17
A18 GCT 38-75 0.010 0 7.61E-06 -5.55018E-19 0.00062 0.003 0.001 -5.32885E-17 0.0019 0.0007 0.0571 0.0167 0.0008 0.0017 0 1.11046E-18
A18 GCT 75-106 0.008 8.88368E-18 6.56E-06 -8.32633E-19 0.00000 0.002 0.001 2.22045E-16 0.0019 0.0002 0.0633 0.0178 0.0008 0.0011 1.11004E-18 -1.11046E-18
A18 GCT 106-212 0.006 0 7E-06 2.22183E-16 0.00000 0.002 0.001 -5.79533E-16 0.0015 0.0001 0.0504 0.0159 0.0006 0.0007 0 1.11004E-18
A18 GCT +212 0.009 0 1.71E-05 4.43257E-16 0.00000 0.003 0.001 -1.13689E-15 0.0026 0.0002 0.0470 0.0284 0.0010 0.0014 1.11004E-18 -1.55431E-17
Table 38 Residues of Aitik mine samples after EMC
ID 1 1A 2 3 6 7A 7B 8 9 10 12 13 15 17 20 21
Si % -7.39E-15 -5.27E-15 -3.80E-15 -4.60E-15 -1.17E-15 6.75E-16 6.22E-16 -3.96E-15 -6.75E-16 -1.42E-16 -2.98E-15 -4.16E-15 -1.03E-15 -1.21E-15 -3.91E-16 3.20E-16
Al % -8.44E-17 -2.62E-16 -8.88E-16 -8.17E-16 -4.26E-16 2.49E-16 4.09E-16 -9.59E-16 -5.33E-17 6.57E-16 -4.09E-16 -7.28E-16 3.20E-16 4.26E-16 -1.87E-15 1.10E-15
Ca % 2.43E-01 1.72E-01 1.71E+00 4.89E-01 1.79E+00 8.24E-01 5.95E-01 3.82E-01 6.48E-01 8.69E-01 1.09E+00 9.92E-01 1.23E+00 1.79E+00 1.32E+00 1.37E+00
Fe % 8.44E-17 7.11E-17 5.69E-16 9.06E-16 -1.99E-15 1.31E-15 -1.42E-16 7.46E-16 6.39E-16 -1.24E-16 1.01E-15 3.56E-17 1.42E-16 7.10E-16 2.84E-16 -6.40E-16
K % -4.19E-01 -4.46E-01 -2.08E+00 -1.38E+00 -1.48E+00 -1.41E+00 -1.89E+00 -1.94E+00 -1.84E+00 -1.32E+00 -1.60E+00 -1.47E+00 -1.38E+00 -2.10E+00 -1.49E+00 -1.99E+00
Mg % -1.61E-01 -1.13E-01 -1.13E+00 -3.23E-01 -1.18E+00 -5.44E-01 -3.92E-01 -2.52E-01 -4.27E-01 -5.73E-01 -7.17E-01 -6.55E-01 -8.08E-01 -1.18E+00 -8.67E-01 -9.05E-01
Mn % 1.67E-02 2.19E-02 1.43E-01 2.18E-01 2.26E-01 1.53E-01 2.29E-01 2.54E-01 2.04E-01 6.61E-02 6.87E-02 4.38E-02 5.31E-02 6.33E-02 1.12E-01 2.47E-01
Na % -5.68E-16 0.00E+00 -2.84E-16 0.00E+00 -2.84E-16 -1.14E-15 -5.68E-16 0.00E+00 -2.84E-16 -5.68E-16 -1.14E-15 -5.68E-16 -5.68E-16 0.00E+00 0.00E+00 -2.84E-16
P % 1.16E-02 1.19E-02 7.24E-02 7.07E-02 2.62E-01 1.03E-01 6.94E-02 8.07E-02 7.46E-02 6.81E-02 6.81E-02 7.46E-02 7.46E-02 9.56E-02 9.34E-02 9.73E-02
Ti % 4.49E-16 4.44E-18 2.84E-16 0.00E+00 2.13E-16 1.42E-16 0.00E+00 0.00E+00 0.00E+00 4.62E-16 4.62E-16 4.62E-16 4.97E-16 -4.26E-16 1.42E-16 7.11E-17
As % 0.00E+00 0.00E+00 0.00E+00 -1.64E-03 -1.28E-03 -1.17E-04 -3.40E-04 -8.05E-04 0.00E+00 -8.90E-05 -1.96E-04 -1.23E-04 -1.00E-04 -6.18E-04 3.72E-04 -4.51E-04
Ba % -1.78E-17 0.00E+00 -1.78E-17 -1.42E-16 -5.33E-17 0.00E+00 0.00E+00 0.00E+00 -7.10E-17 1.78E-17 -3.55E-17 -3.55E-17 -5.33E-17 -3.55E-17 -7.11E-17 -7.11E-17
Be % 4.22E-04 3.17E-04 1.94E-04 2.27E-04 1.54E-04 3.34E-04 2.11E-04 2.31E-04 1.70E-04 1.85E-04 1.95E-04 2.02E-04 1.75E-04 9.59E-05 1.36E-04 2.34E-04
Cd % 1.04E-05 0.00E+00 1.33E-05 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 1.34E-05 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 8.84E-05
Co % 2.20E-04 1.72E-04 2.25E-03 -1.67E-02 -1.05E-02 1.35E-03 -5.76E-04 -5.99E-03 1.22E-03 4.54E-04 8.38E-04 3.43E-04 4.86E-04 -1.54E-03 1.65E-03 -2.00E-03
Cr % 2.37E-02 2.00E-02 2.52E-02 1.83E-02 1.75E-02 1.30E-02 2.12E-02 1.66E-02 2.21E-02 2.11E-02 2.25E-02 2.05E-02 1.66E-02 1.52E-02 1.32E-02 1.22E-02
Cu % 3.33E-18 0.00E+00 2.22E-18 5.33E-17 7.11E-17 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 1.78E-17 0.00E+00 2.66E-17 0.00E+00 0.00E+00 0.00E+00
Hg % 0.00E+00 2.67E-06 0.00E+00 6.91E-06 7.04E-06 7.77E-06 3.15E-05 9.08E-05 4.81E-05 0.00E+00 3.83E-06 3.69E-06 2.14E-06 8.01E-06 0.00E+00 9.27E-06
Mo % 4.51E-19 0.00E+00 4.42E-16 0.00E+00 1.39E-18 4.44E-16 8.88E-16 8.88E-16 8.86E-16 4.46E-16 2.78E-18 1.11E-18 2.22E-18 4.43E-16 -2.78E-19 -3.47E-18
Nb % 4.41E-03 2.04E-03 7.42E-04 7.28E-04 9.37E-04 6.90E-04 5.62E-04 7.88E-04 6.67E-04 6.08E-04 5.05E-04 5.65E-04 6.04E-04 4.94E-04 5.00E-04 8.11E-04
Ni % 3.97E-03 1.81E-03 6.30E-03 4.74E-03 4.98E-03 4.14E-03 2.86E-03 2.13E-03 4.76E-03 5.06E-03 5.48E-03 5.67E-03 2.71E-03 5.49E-03 4.52E-03 5.58E-03
Pb % 1.54E-03 1.24E-03 1.18E-03 6.99E-03 1.02E-03 5.62E-04 6.36E-04 6.11E-04 1.12E-03 8.93E-04 9.30E-04 9.77E-04 6.49E-04 8.72E-04 9.61E-04 3.97E-03
S % -3.42E-02 -3.48E-02 -2.28E-02 -5.42E-16 -4.71E-16 -3.01E-16 -6.02E-16 2.22E-16 -4.78E-03 -6.47E-16 -2.39E-16 -7.16E-16 -7.43E-16 -1.92E-15 -1.18E-02 -9.86E-16
Sc % 7.90E-04 4.42E-04 1.71E-03 9.23E-04 2.43E-03 2.07E-03 8.72E-04 8.00E-04 7.15E-04 9.06E-04 9.37E-04 9.12E-04 9.22E-04 2.37E-03 1.75E-03 2.12E-03

89
Sn % 6.60E-04 1.90E-04 3.46E-04 5.80E-04 6.81E-04 3.46E-04 3.09E-04 2.90E-04 3.64E-04 2.76E-04 3.11E-04 2.83E-04 1.52E-04 3.40E-04 4.40E-04 6.62E-04
Sr % 8.39E-03 5.95E-03 2.23E-02 4.65E-02 3.31E-02 3.55E-02 4.52E-02 5.07E-02 5.49E-02 4.48E-02 4.63E-02 6.17E-02 6.17E-02 5.54E-02 5.27E-02 3.60E-02
V % 6.92E-04 4.42E-04 1.51E-02 7.80E-03 1.84E-02 1.62E-02 8.42E-03 8.03E-03 7.11E-03 7.95E-03 8.07E-03 7.91E-03 8.54E-03 1.85E-02 1.72E-02 1.83E-02
W % 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00 0.00E+00
Y % 1.96E-03 1.40E-03 1.70E-03 9.09E-04 2.24E-03 1.61E-03 9.26E-04 9.79E-04 1.06E-03 7.78E-04 7.47E-04 8.40E-04 8.95E-04 1.71E-03 1.29E-03 2.01E-03
Zn % 0.00E+00 1.39E-19 2.22E-18 1.11E-18 0.00E+00 0.00E+00 0.00E+00 0.00E+00 1.11E-18 5.55E-19 -1.11E-18 1.11E-18 0.00E+00 1.11E-18 0.00E+00 4.44E-18
Zr % -5.55E-19 -3.89E-18 0.00E+00 2.22E-18 2.66E-17 -5.33E-17 4.44E-16 -2.22E-18 2.24E-16 -1.78E-17 -1.78E-17 1.11E-17 -4.44E-18 2.22E-18 1.55E-17 -1.11E-18