hazard analysis and critical control point (haccp) - u.s
TRANSCRIPT

6774 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
DEPARTMENT OF AGRICULTURE
Food Safety and Inspection Service
9 CFR Parts 308, 310, 318, 320, 325,326, 327, and 381
[Docket No. 93–016P]
RIN 0583–AB69
Pathogen Reduction; Hazard Analysisand Critical Control Point (HACCP)Systems
AGENCY: Food Safety and InspectionService, USDA.ACTION: Proposed rule.
SUMMARY: The Food Safety andInspection Service (FSIS) is proposingrequirements applicable to all FSIS-inspected meat and poultryestablishments that are designed toreduce the occurrence and numbers ofpathogenic microorganisms in meat andpoultry products and to reduce theincidence of foodborne illnessassociated with the consumption ofthose products. The proposals would (1)clarify the responsibility ofestablishment management to ensurecompliance with sanitationrequirements; (2) require at least oneantimicrobial treatment during theslaughter process prior to chilling of thecarcass; (3) establish enforceablerequirements for prompt chilling ofcarcasses and parts; (4) establish interimtargets for pathogen reduction andmandate daily microbial testing inslaughter establishments to determinewhether targets are being met orremedial measures are necessary; and(5) require that all meat and poultryestablishments develop, adopt, andimplement a system of preventivecontrols designed to improve the safetyof their products, known as HACCP(Hazard Analysis and Critical ControlPoints). FSIS is also announcing itsintent to initiate rulemaking jointly withthe Food and Drug Administration(FDA) to establish Federal standards forthe safe handling of food duringtransportation, distribution, and storageof the products prior to delivery to retailstores, as well as further efforts toencourage adoption and enforcement byStates of consistent, science-basedstandards to ensure food safety at theretail level. These proposals andinitiatives are part of a comprehensivestrategy to improve the safety of meatand poultry products when they aredelivered to the consumer.DATES: Comments must be received onor before June 5, 1995.ADDRESSES: Submit written commentsin triplicate to Diane Moore, Docket
Clerk, Room 3171 South Building, FoodSafety and Inspection Service, U.S.Department of Agriculture, Washington,DC 20250. Oral comments, as permittedunder the Poultry Products InspectionAct, should be directed to theappropriate person listed under FORFURTHER INFORMATION CONTACT.FOR FURTHER INFORMATION CONTACT: (1)GENERAL: Dr. Judith A. Segal, Director,Policy, Evaluation, and Planning Staff,(202) 720–7773; (2) SANITATION: Dr.Isabel Arrington, Staff Officer,Inspection Management Program,Inspection Operations, (202) 720–7905;(3) ANTIMICROBIAL TREATMENTS:Dr. William O. James, II, Director,Slaughter Inspection Standards andProcedures Division, Science andTechnology, (202) 720–3219; (4)TEMPERATURE CONTROLS: Carl S.Custer, Staff Officer, Processed ProductsInspection Division, Science andTechnology, (202) 501–7321; (5)MICROBIAL TESTING: Dr. Richard A.Carnevale, Assistant DeputyAdministrator, Scientific Support,Science and Technology, (202) 205–0675; (6) HACCP: Dr. DorothyStringfellow, Director, HACCP Office,Science and Technology, (202) 690–2087; (7) TRANSPORTATION ANDRETAIL: Patrick J. Clerkin, Director,Evaluation and Enforcement Division,Compliance Program, RegulatoryPrograms, (202) 254–2537, Food Safetyand Inspection Service, U.S. Departmentof Agriculture, Washington, DC 20250.OBTAINING COPIES OF THIS DOCUMENT:Paper or diskette copies of thisdocument may be ordered from theNational Technical Information Service(NTIS), U.S. Department of Commerce,5285 Port Royal Road, Springfield, VA22161. Orders must reference NTISaccession number PB95–166021 for apaper copy and PB95–502217 for thediskette version. For telephone orders orfurther information on placing an order,call NTIS at (703) 487–4650 for regularservice or (800) 533–NTIS for rushservice. To access this documentelectronically for ordering anddownloading via FedWorld, dial (703)321–8020 with a modem or Telnetfedworld.gov. For technical assistanceto access FedWorld, call (703) 487–4608.SUPPLEMENTARY INFORMATION:
Table of ContentsI. Background
Purpose of this DocumentOrigins and History of the FSIS ProgramFoodborne Illness in the United StatesConsumer Knowledge and BehaviorExternal Studies and Recommendations for
ChangeFSIS Agenda for Change
FSIS Food Safety GoalFSIS Food Safety Regulatory Strategy
II. Discussion of Regulatory ProposalsOverviewA. Transition to HACCPSanitation Standard Operating ProceduresAntimicrobial TreatmentsTemperature ControlsB. Microbial Testing; Interim TargetsCurrent Testing ProgramProposed Interim Targets and TestingC. Hazard Analysis and Critical Control
Point SystemsBackgroundDiscussion of HACCP ProposalIllustrations of HACCP ApplicationsD. Effective Dates
III. Other Issues and InitiativesA. Legal AuthorityB. Improving Food Safety at the Animal
Production StageC. Transportation, Distribution, Storage,
RetailD. Health-Based Standards for Pathogenic
MicroorganismsE. FSIS Technology StrategyF. FSIS Inspectional Roles
IV. Economic Impact Analysis and ExecutiveOrders
V. ReferencesVI. Proposed RulesVII. Appendix—Generic HACCP for Raw BeefVIII. Supplement—Preliminary Regulatory
Impact Assessment
I. Background
Purpose of This DocumentThe mission of the Food Safety and
Inspection Service (FSIS) is to ensurethat meat and poultry products are safe,wholesome, and accurately labeled.Current FSIS regulatory requirementsand inspection procedures contributemuch to the achievement of these goals,but there is a critical gap in the FSISprogram. The current program does notdirectly target pathogenicmicroorganisms, which frequentlycontaminate otherwise wholesomecarcasses. It also does not make meatand poultry establishments legallyresponsible for taking systematic,preventive measures to reduce oreliminate the presence of pathogenicmicroorganisms in meat and poultryproducts. This gap in the FSIS programhas important public healthimplications because a significantportion of the cases of foodborne illnessin the United States is associated withthe consumption of meat and poultryproducts that are contaminated withpathogenic microorganisms.
To protect public health and reducethe risk of foodborne illness, FSISproposes to fill the gap in its currentsystem by requiring new measures thatwill target and reduce the presence ofpathogenic microorganisms in meat andpoultry products. FSIS is also beginninga fundamental shift in the paradigmgoverning its inspection program. FSIS

6775Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
will begin to build the principle ofprevention into its inspection programby requiring all meat and poultryestablishments to adopt the HazardAnalysis and Critical Control Point(HACCP) approach to producing safemeat and poultry products. FSIS willalso take steps to encourage preventivemeasures on the farm, requirepreventive controls duringtransportation, and support State-basedHACCP controls at retail.
The purpose of this document is toinitiate the rulemaking required to bringabout these changes in the FSISprogram. This document will alsoexplain these changes in the context ofa broad and long-term strategy toimprove the safety of meat and poultryproducts. The safety of any food productcan be affected—positively ornegatively—at virtually every step in theprocess of producing the agriculturalcommodity on the farm, converting theagricultural commodity into a foodproduct through slaughter and otherprocessing, distributing the product tothe consumer, and preparing theproduct for consumption. While thisdocument focuses on changes that areneeded within FSIS-inspectedestablishments, these changes are part ofa broader food safety strategy. Thisstrategy addresses each step in theprocess and takes a long-term approachto building a comprehensive food safetysystem that works effectively to protectconsumers by preventing food safetyproblems.
To place the regulatory program incontext, this document will firstdescribe the origins and history of theFSIS program, the problem of foodborneillness in the United States, and FSIS’sfood safety objectives and proposedstrategy for achieving them.
Origins and History of the FSIS ProgramThe following historical account
briefly describes the purposes andoperation of the inspection programfrom its late-nineteenth centuryinception through the current efforts toimprove the program.
1890–1945Federal meat inspection legislation
dates from 1890, when countries inEurope raised questions about the safetyof American beef. Congress gave theU.S. Department of Agriculture (USDA)responsibility for ensuring that exportswould meet European requirementsand, in 1891, for conducting ante- andpostmortem inspection of livestockslaughtered for meat intended fordistribution in the United States.
In 1906, the graphic picture ofinsanitary conditions in meat-packing
establishments described in UptonSinclair’s novel The Jungle outraged theU.S. public. Congress responded bypassing the Federal Meat Inspection Act(FMIA), one of the first Federalconsumer protection measures. Itestablished sanitary standards forslaughter and processingestablishments, and mandatedantemortem inspection of animals(cattle, hogs, sheep, and goats) andpostmortem inspection of every carcass.
It also required the continuouspresence of Government inspectors inall establishments that manufacturedmeat products for commerce. Becausethe program depended heavily onveterinary skills, it was implemented byUSDA’s Bureau of Animal Industrywhich, during that first year, oversawthe inspection of nearly 50 millionanimals.
The companion Food and Drug Act of1906 was implemented by a differentsection of USDA, the Bureau ofChemistry. It covered the safety of allfood products except meat and poultry,but it did not require continuousinspection. The Food and DrugAdministration (FDA), which nowimplements the law, was formed inUSDA in 1930 and transferred to thePublic Health Service in 1940. Meatinspection, which primarily focused oncarcass inspection by veterinarians,remained in USDA.
The meat inspection program thatdeveloped early in this century usedorganoleptic methods, based on sight,touch, and smell. The major publichealth concerns of the time were thepotential for transmission of diseasesfrom sick animals to humans and thelack of sanitary conditions for animalslaughter and production of processedproducts. The purpose of carcassinspection was to keep meat fromdiseased animals out of the food supply.Federal inspectors under thesupervision of veterinarians checkedevery live animal and every carcass forsigns of disease. They also watched forinsanitary practices and the use ofdangerous preservatives.
In addition to requiring carcass-by-carcass inspection in slaughterestablishments, the 1906 meatinspection law provided for continuousUSDA inspection of processingoperations. Processing, which for themost part consisted of cutting andboning whole carcasses and theproduction of sausages, ham, and bacon,was usually done in or near theslaughterhouse. Processing was viewedas an extension of slaughter and wasconducted by the same FSIS personnel.From the inception of the Program,however, the Agency recognized that, in
processing inspection, the inspectorfocused on the operation of the overallproduction line, not on each productionunit (in contrast to slaughter inspection,where inspectors focused on eachcarcass).
The FMIA covered all meat and meatproducts in interstate commerce. It didnot cover poultry. At that time, chickensand turkeys were produced mainly onsmall farms for personal consumption orsale in the immediate area. They wereinspected only by the purchaser.
1946–1975Developments after World War II had
a major impact on the meat and poultryindustry. New establishments opened,beginning a surge of growth thatcontinued through the 1950’s and1960’s. The market for dressed, ready-to-cook poultry expanded rapidly, andboth the meat and the poultry industriesbegan turning out many new kinds ofprocessed products. An increasingproportion of the total meat and poultrysupply was being processed into hams,sausages, soups, frankfurters, frozendinners, pizza, and so forth. Between1946 and 1976, the volume of suchproducts almost quadrupled.
New technology, new ingredients, andspecialization added complexity to theonce-simple processing industry. Smallestablishments, many producing solelyfor intrastate commerce, beganproducing new products outside theslaughterhouse environment. Processinginspection could no longer be managedas an extension of slaughter inspection.
The growth of the processing sectorpresented the inspection program withmajor challenges. First, the skillsneeded by the Agency calledincreasingly on the disciplines of foodtechnology and microbiology, alongwith those of veterinary medicine. TheAgency began to recruit and developmore people with the specialized skillsnecessary to design processinginspection systems.
Second, more inspectors were neededto meet the industry’s growingproduction and geographic expansion.A system of ‘‘patrol’’ inspectionassignments, with one inspector visitingseveral processing establishments daily,was devised to fulfill the statutoryrequirement for continuous inspectionin those establishments.
Third, new technologies made itdifficult for consumers to check levelsof fat, water, and other ingredients usedas fillers, increasing the risk ofeconomic adulteration. As a result,USDA inspectors were increasinglycalled on to protect consumers in thistechnically complex area. Controllingthe use of certain vegetable proteins as

6776 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
ingredients in meat food products, forexample, became important, becausevegetable proteins can mask theaddition of water to a product. Thedevelopment of equipment to salvageformerly discarded high-protein tissuefrom bones and fatty tissue made time-temperature requirements necessary toguard against the growth of spoilageorganisms. Standards had to be set forthe use of these ingredients and thelabeling of products containing them.
Meanwhile, better animal husbandrypractices had improved animal healthand reduced the public health risk fromdiseased carcasses. The Agency’sextensive, statutorily mandated carcass-by-carcass inspection continued,however, with the important objectiveof eliminating from commerce theunpalatable signs of disease (such astumors and lesions), meat from animalswith diseases that could pose a humanhealth risk (such as salmonellosis orcysticercosis), fecal contamination ofmeat and poultry carcasses, and visibledamage (such as bruises). Establishmentsanitation also remained an importantobject of inspection in both slaughterand processing facilities.
The Poultry Products Inspection Act(PPIA) of 1957 made inspectionmandatory for all poultry productsintended for distribution in interstatecommerce. It was modeled after theFederal Meat Inspection Act.
The potential for unseen healthhazards in the food supply also attractedincreasing regulatory attention. In 1962,Rachel Carson’s Silent Spring raisedpublic awareness of the possibleharmful effects of pesticides and otherchemical contaminants in food. In 1967,the Agency established the NationalResidue Program, the FederalGovernment’s principal regulatorymechanism for determining andcontrolling the presence and level ofthose chemicals in meat and poultrythat may present a public healthconcern.
Because of the increasing volume andcomplexity of food production and thepotential for various forms ofadulteration that consumers could not,by themselves, determine, Congressenacted new legislation during thisperiod to assure the safety andwholesomeness of all foods, includingmeat and poultry products. The 1958Food Additives Amendment of theFederal Food, Drug, and Cosmetic Act(FFDCA) provided for FDA approval ofnew food additives and their conditionsand levels of use.
The Wholesome Meat Act of 1967 andthe Wholesome Poultry Products Act of1968 amended the basic laws governingmandatory meat and poultry inspection
to assure uniformity in the regulation ofproducts shipped in interstate,intrastate, and foreign commerce. TheseActs provide the statutory basis for thecurrent meat and poultry inspectionsystem. Both Acts gave USDA newregulatory authority over alliedindustries, including renderers, foodbrokers, animal food manufacturers,freezer storage concerns, transporters,retailers, and other entities. Both Actsincorporated adulteration andmisbranding prohibitions tied toimportant provisions of the FFDCArelating to food and color additives,animal drugs, and pesticide chemicals.Both Acts provided strongerenforcement tools to USDA, includingwithdrawal or refusal of inspectionservices, detention, injunctions, andinvestigations. Both Acts extendedFederal standards to intrastateoperations, provided for State-Federalcooperative inspection programs, andrequired that State inspection systemsbe ‘‘at least equal to’’ the Federalsystem.
Also, under these Acts, meat andpoultry products from foreign countriesthat are sold in the United States musthave been inspected under systems thatare equivalent to that of USDA.
1970s–Present: Increasing Demand forInspection
By the 1970s, the need to focus on‘‘invisible’’ hazards to public health hadraised the ratio of analytical toorganoleptic activities, and the ratio ofout-of-plant to in-plant activities. Thebulk of the Agency’s resourcescontinued to be allocated, however, toin-plant activities addressing the issuesof animal disease and establishmentsanitation. During the 1970s, nationalbudget constraints reduced the fundsavailable for inspection throughout theUnited States. As individual Statesexercised their right to request that theAgency take over their inspectionprograms, FSIS had either to eliminatesome inspection activities or change theway they were performed, to providethe additional coverage.
The driving force behind FSIS’sprogram changes from the 1970s on wasthe need to keep up with industry’sexpansion and its productivity gains,including the incorporation ofautomation in the slaughter process thatincreased the rate at which carcassescould move through the slaughterfacility (typically referred to as ‘‘linespeed’’). Automation has had aparticularly great impact on poultryoperations, where inspectors have hadto face faster and faster line speeds,which today can be as high as 91 birdsper minute.
The industry changed in many waysduring this period. The poultry industrybecame, to a large extent, verticallyintegrated, with large companiescontrolling each step of the process fromproduction of birds to slaughter,processing, distribution, and marketingof chicken and turkey products underbrand names. The beef and porkindustries grew, but generally did notbecome vertically integrated. Beef cattleand swine continued to be produced bya large number of independent farmingbusinesses. Consolidation occurred inslaughter and processing operations,and production increased. Increasedproduction meant more meat andpoultry products awaited inspection byFSIS inspectors.
The Agency strained to keep pacewith an industry radically different inscale and scope from what it had beenin 1906. In September 1976, the Agencyhired the management consulting firmof Booz, Allen and Hamilton, Inc., toperform an in-depth study to find lesscostly ways to inspect meat and poultrythat would not reduce the level ofconsumer protection. The studyrecommended, among other things, thatFSIS:
• Use quality control mechanisms toshift responsibilities from inspectors tothe establishment, giving inspectors averification responsibility.
• Establish microbiological criteriafor finished products.
• Explore substitution of air chillingfor water chilling of poultry carcasses.
• Require chlorination of chillerwater for poultry.
• Expand food safety education forconsumers and food handlers.
The study elicited a generallynegative response from consumergroups and some members of FSIS’sworkforce, who interpreted therecommended role changes as anabdication of Agency responsibility.Anticipating higher costs andconcomitant price hikes, industry alsoobjected to the recommendations. FSISdecided to pursue only some of therecommendations.
One that it did pursue in processingestablishments, the voluntary TotalQuality Control (TQC) program, wasimplemented in 1980. The GeneralAccounting Office (GAO) hadrecommended a TQC-type program inDecember 1977, to afford the Agencyflexibility to tailor inspection frequencyto individual establishments’ needs.This program applied a different kind ofinspection to establishments that FSISapproved for a self-monitoredproduction control program designed toassure that processed products wouldmeet regulatory requirements. In those

6777Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
establishments, the inspector, instead ofpersonally generating productionprocess information, used establishmentproduction records on the productionprocess, supplemented by in-plantobservations, to verify that product wasin compliance. In many establishments,TQC reduced the time needed forinspection, but the statutory provisionfor ‘‘continuous’’ inspection meant that,even under TQC, an inspector had tovisit the establishment at least daily.
In 1978, the Agency issued its ownreport, ‘‘A Strengthened Meat andPoultry Inspection Program.’’ Amongother things, the report observed thatthe poultry postmortem system hadbeen designed before both the verticalintegration of the poultry industry andthe increasing attention to productioncontrol, which had helped producersovercome major animal and poultryhealth problems. With the introductionof high-speed production lines, thetraditional inspection system hadbecome ‘‘severely stressed,’’ withinspectors ‘‘forced to work at speedswell over those at which peakeffectiveness is expected.’’ Scientificevidence indicated that with theimprovement in animal health, little ofthe carcass examination performed byinspectors was necessary to protectpublic health. However, carcass-by-carcass inspection continued to addressthe wholesomeness and quality aspectsof meat and poultry that consumersdemanded.
Between 1980 and 1986, the Agencyintroduced what became known asstreamlined inspection systems (SIS) inhigh-speed poultry slaughter operations.These systems shifted routine tasks thatcontrolled for quality, rather than safety,from inspectors to establishmentemployees. Since an increasing amountof the poultry (and meat) supply wasbeing produced under brand names, theAgency believed that establishmentswould be motivated to protect thereputation of their products byperforming systematic quality controlfor visible, unpalatable defects. Understreamlined inspection, establishmentemployees, working under FSISsupervision, would perform detectionand trimming of carcass defects thataffect the ‘‘quality,’’ but not the ‘‘safety’’of the product—functions previouslyperformed by FSIS inspectors. Theattempt to streamline carcass inspectionby shifting non-public health tasks to
the industry was criticized by consumergroups and inspectors, who interpretedthe modernization initiative as a pretextfor deregulation.
In 1986, Congress granted the Agencythe authority to vary the frequency andintensity of inspection in processingestablishments on the basis of the riskpresented by the particularestablishment and process. Again,FSIS’s proposal to implement thisauthority was interpreted by consumergroups as an effort to reduce inspection.They opposed it, as did some Agencyemployees. Industry memberssupported the concept but wereskeptical about how it would beimplemented. For lack of support, theAgency withdrew its proposal, and thelegislative authority for it expired in1992.
Each of the foregoing modernizationinitiatives aroused the same concerns:Increased line speeds compromised jobperformance; new procedures had notbeen adequately or objectively tested;and, generally, streamlined slaughterinspection policies would not protectconsumers. While SIS for poultrysurvived, the controversy blockedFSIS’s attempt to extend SIS to cattle. Aspecial review in 1990 by the NationalAcademy of Sciences (NAS) pointed outdeficiencies in the current system’shandling of microbiological hazards butconcluded that a SIS for cattle would beat least as effective as traditionalinspection. However, consumers andthe Agency’s inspection workforceequated SIS for cattle withderegulation—license for industry toincrease line speeds at the expense ofpublic health. Congress ordered theAgency to stop the pilot tests then inprogress in five cattle operations.
Today, FSIS inspectors performhundreds of tasks during slaughter andprocessing operations. Slaughterinspection occurs in two phases: ante-and postmortem. During antemorteminspection, the inspectors observe allred meat animals at rest and in motion,segregating any abnormal animals theydetect before the animals enter theslaughter facility. Based on furtherexamination by a Veterinary MedicalOfficer (VMO), abnormal animals areeither condemned or allowed to enterthe slaughter process under specialhandling.
Because the large number of chickensand turkeys FSIS inspects (more than 6
billion slaughtered annually) makesantemortem bird-by-bird inspectionimpracticable, inspectors or VMO’sconduct the antemortem inspection ofpoultry on a flock or lot basis. Thepoultry are observed while in coops orgrouped for slaughter, before or afterthey are removed from trucks. Abnormalbirds are condemned.
Antemortem inspection can detectsome diseases (for example, rabies,listeriosis, and heavy metal toxicosis)through distinct clinical signs thatcannot be detected by gross postmorteminspection. Additionally, some types ofmicrobial diseases that can seriouslycontaminate the slaughter environment,such as abscesses and anthrax, can bedetected by antemortem inspection. Inthose cases, the affected animals areprevented from entering theslaughterhouse.
During the postmortem phase ofFederal inspection, the viscera andcarcasses of all animals and birdsslaughtered are examined by an FSISinspector on the processing line. (SeeFigures 1 and 2 for illustrativeschematics of beef and broiler chickenslaughter.) Many of the bacteriaimplicated in cases of foodborne illnesslive in the intestinal tracts of meatanimals and poultry, present noevidence of overt pathologies in theanimal, and can be shed in the feces.For this reason, line inspectors requirephysical removal of visible fecal andingesta contamination of flesh.
For red meat, inspectors examine theheads, viscera, and carcass at one ormore postmortem inspection stations.For poultry the viscera, carcasses, and,for older poultry, heads are examined ata single postmortem inspection station.To detect abnormalities at thesestations, the red meat inspectorperforms a sequence of observations,palpations, and incisions of tissues; thepoultry inspector, a sequence ofobservations and palpations. For bothred meat and poultry, visiblecontaminants (such as feces), damage,and other abnormalities are detectedand eliminated to ensure only meat andpoultry that appear fit for humanconsumption ‘‘pass’’ inspection. OnlyVMO’s and VMO-supervised inspectorsmake the final determination.
BILLING CODE 3410–DM–P

6778 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules

6779Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
BILLING CODE 3410–DM–C

6780 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
The prevention of ingesta and fecalcontamination of beef and poultrycarcasses in slaughter establishments isa focal point of the current inspectionsystem, because contamination of theflesh with feces and ingesta is apotential cause of contamination ofmeat and poultry products with harmfulbacterial pathogens, such as Salmonella,Campylobacter and E. coli 0157:H7.Contamination can occur as a result offeces entering the slaughter facility onthe external surface of the animal andcontaminating the carcass during theskinning or defeathering process or as aresult of ingesta or feces being spilledfrom the intestinal tract duringevisceration or other steps in theprocess. Meat and poultry carcassesfound to bear fecal contamination mustbe condemned or, if possible, reworkedto remove the contamination in anaccepted manner. Removing visiblefecal contamination is important, but itdoes not assure the absence of harmfulbacteria that cannot be detectedvisually.
The law requires inspected meat andpoultry products to bear an officialinspection legend (21 U.S.C. 601(n)(12),453(h)(12)). Specifically, the words‘‘inspected and passed’’ must appear onmeat products found not to beadulterated (21 U.S.C. 606, 607; 9 CFR312.2, 312.3); ‘‘inspected forwholesomeness by U.S. Department ofAgriculture’’ must appear on poultryproducts (9 CFR 381.96). The term‘‘wholesome’’ has traditionally beenapplied to meat or poultry found uponvisual inspection to be free of disease,not decomposed, and to be otherwise fitfor human consumption. While‘‘wholesome’’ as used in this context isnot intended to be synonymous with‘‘safe,’’ consumers could reasonablyinfer a connection between‘‘wholesomeness’’ and food safety.Similarly the words ‘‘inspected andpassed’’ on meat products could beunderstood by consumers as a statementabout safety, despite the fact thatorganoleptic inspection does notaddress invisible hazards, such aspathogenic microorganisms.
This problem concerning the meaningof the inspection legend arises in partfrom the fact that the requirement toplace an inspection legend on everyproduct that passes inspection wasadopted before the safety concernsposed by pathogenic microorganisms,drug residues, and other invisiblehazards came to the fore. Visualinspection does not directly addressthese safety issues on a carcass-by-carcass or product-by-product basis.Thus, some contend that the inspectionlegends serve only to mislead
contemporary consumers and should bediscontinued. FSIS invites publiccomment on this issue.
Of the 129,831,110 meat-animalcarcasses inspected during Fiscal Year1993, 384,543 (or .3 percent) werecondemned for disease, contamination,or adulteration during ante- orpostmortem inspection. Of the7,085,491,852 poultry carcassesinspected that year, 63,926,693 (or .9percent) were condemned. Today, morethan 7,300 FSIS inspectors enforce theinspection laws in approximately 6,200meat and poultry establishments.Inspection activities start prior toslaughter and continue throughoutprocessing, handling, and packaging.
FSIS ensures compliance withinspection laws and regulations outsideinspected establishments throughcontrol and condemnation ofmisbranded or adulterated products.Specifically, during FY 1993, FSISdetained suspect products 796 times(involving 13,081,409 pounds ofproduct) and monitored product recalls36 times (involving 5,726,378 pounds ofproduct). During the same period,145,526 meat and poultry product labelswere reviewed; 10,154 were notapproved. Other measures FSIS uses toenforce the regulations includewithholding inspection pendingcorrection of serious problems,controlling product distribution,working with companies to recallviolative products, and seeking court-ordered product seizures whennecessary.
The Performance-Based InspectionSystem (PBIS) is a modernizationinitiative implemented in processingestablishments during 1989. PBIS is astructured, automated informationsystem that helps the Agency documentfindings resulting from inspector tasks;record deficiencies found and actionstaken; and discuss deficient findingsand corrective actions withestablishment management. PBIS isintended to make processing inspectionmore uniform nationwide and providesFSIS with its first easily accessibledatabase on establishment performance.It enables the Agency to capture, store,and sort the vast quantities ofinformation generated by the 13 millioninspection tasks performed inprocessing establishments each year.These data allow the Agency to examinethe long-term operation of a particularestablishment or the performance of aparticular control point nationwide.Decisions on inspection intensity arebased on these data, although thefrequency is never less than one visitper day.
FSIS expects to implement PBIS inslaughter operations during FY 1996.
Foodborne Illness in the United StatesThe safety of the meat and poultry
supply has been widely discussedduring the past few years. Althoughfood safety can be affected by multiplefactors, including animal drug andpesticide residues and unintentionalenvironmental contaminants, thefollowing discussion focuses onpathogenic microorganisms that areassociated with foodborne illness,including the illness and preventabledeaths associated with meat and poultryconsumption. Pathogenicmicroorganisms are widely recognizedby scientists to be the most significantcauses of foodborne illness.
Foodborne illness can strikeindividuals of all ages, sexes,nationalities, and socioeconomic levels.The most common types of foodborneillness associated with pathogenicmicroorganisms typically appear asacute gastroenteritis with sudden onsetof vomiting or diarrhea, or both, withaccompanying abdominal pain.However, the exact combination ofsymptoms may vary widely, dependingon the type of microorganism and theimmune status of the person infected.For example, certain types of bacteriaoften cause bloody diarrhea, includingE. coli 0157:H7 and, in a smallerpercentage of cases, Campylobacterjejuni. E. coli 0157:H7 produces a strongtoxin (‘‘shiga-like’’ toxin) which canlead to blood clotting abnormalities andkidney failure (hemolytic uremicsyndrome) and can cause death,especially in young children and theelderly. Even if recovery from the acuteillness is complete, 15–30 percent ofpersons with hemolytic uremicsyndrome will have evidence of chronickidney disease. While Salmonellaordinarily causes transitory and non-life-threatening acute gastroenteritis,Salmonella can get into the bloodstreamof some infected patients, particularlypatients who are very young, very old,or immunosuppressed (such as personswith AIDS); these bloodstreaminfections can have seriouscomplications, including death.Infections caused by Salmonella mayalso trigger autoimmune phenomena,such as reactive arthritis, which mayresult in long-term disability.
While there is general consensus thatfoodborne illness is a major cause ofmorbidity and mortality in this country,estimates of the incidence of foodborneillness vary widely. The Centers forDisease Control and Prevention (CDC)maintains a national foodborne diseasesurveillance system, but the data in this

6781Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
system are recognized not to provide anaccurate estimate of foodborne diseaseincidence. With the exception of a fewpathogens, the data deal only withoutbreaks (two or more cases of illnesslinked to a common source); are basedon voluntary reporting by State healthdepartments; and are dependent almostentirely on passive surveillance (that is,cases and outbreaks voluntarily reportedto local health authorities).
A somewhat better picture of diseaseincidence can be obtained throughnational laboratory-based reportingsystems. The model for this is the CDCsystem for reporting of salmonellosis.Again, however, data are in mostinstances passively collected, and aredependent on physicians submittingcultures; if a patient does not see a
doctor, or the doctor does not collect astool culture, the case does not enter thereporting system. Further, of the majorfoodborne pathogens, laboratory-basedsurveillance is available only forSalmonella. Recognizing thesedeficiencies, a number of groups haveattempted to estimate actual rates ofdisease occurrence, drawing both fromCDC databases (with their inherentlimitations, discussed above) andextrapolating from population-basedstudies in specific geographic areas.‘‘Best estimates’’ of the incidence ofspecific diseases, and the percentage ofthese diseases thought to be foodborne,are provided in Table 1, below (togetherwith the source of these estimates).These estimates are in basic agreement
with compilations put together byexpert committees of the NationalAcademy of Sciences and, mostrecently, by the Council for AgriculturalScience and Technology.
Taken together, these data suggest thatfoodborne pathogens account for up to7 million cases of foodborne illness eachyear, and up to 7,000 deaths. Of these,nearly 5 million cases of illness andmore than 4,000 deaths may beassociated annually with meat andpoultry products contaminated withpathogenic microorganisms. Even theseestimates may be low; at least oneinvestigator has suggested that totalcases of foodborne illness may reach 33million cases a year, with up to 9,000deaths.
TABLE 1.—SOURCES OF DATA FOR SELECTED FOODBORNE PATHOGENS, 1993
Pathogen Total cases (#) Total deaths(#)
Source(s) for case anddeath estimates
Percentfoodborne
(%)Source
Bacteria:Campylobacter jejuni or coli 2,500,000 200–730 Tauxe .................................. 55–70 Tauxe et al.Clostridium perfringens ...... 10,000 100 Bennett et al ....................... 100 Bennett et al.Escherichia coli O157:H7 ... 10,000–20,000 200–500 AGA Conference ................ 80 AGA Conf./CDC comm.Listeria monocytogenes ..... 1,795–1,860 445–510 Roberts and Pinner ............ 85–95 Schuchat.Salmonella .......................... 800,000–4,000,000 800–4,000 Helmick et al./Bennett et al 87–96 Bennett et al./Tauxe &
Blake.Staphylococcus aureus ...... 8,900,000 7,120 Bennett et al ....................... 17 Bennett et al.
Parasite:Toxoplasma gondii ............. 4,111 82 Roberts et al ....................... 50 Roberts et al.
Sources:American Gastroenterological Association Consensus Conference on E. coli O157:H7, Washington, DC, July 11–13, 1994.Bennett, J.V., S.D. Holmberg, M.F. Rogers, and S.L. Solomon. 1987. ‘‘Infectious and Parasitic Diseases,’’ In R.W. Amler and H.B. Dull (Eds.)
Closing the Gap: The Burden of Unnecessary Illness. Oxford University Press, New York.Helmick, C.G., P.M. Griffin, D.G. Addiss, R.V. Tauxe, and D.D. Juranek. 1994. ‘‘Infectious Diarrheas.’’ In: Everheart, JE, ed. Digestive Dis-
eases in the United States: Epidemiology and Impact. USDHHS, NIH, NIDDKD, NIH Pub. No. 94–1447, pp. 85–123, Wash, DC: USGPO.Roberts, T., K.D. Murrell, and S. Marks. 1944. ‘‘Economic Losses Caused by Foodborne Parasitic Diseases,’’ Parasitology Today. vol. 10, no.
11: 419–423.Schuchat, Anne, CDC, personal communication with T. Roberts at the FDA Science Forum on Regulatory Sciences, Washington, DC, Septem-
ber 29, 1994.Tauxe, R.V., ‘‘Epidemiology of Campylobacter jejuni infections in the United States and other Industrialized Nations.’’ In Nachamkin, Blaser,
Tompkins, ed. Campylobacter jejuni: Current Status and Future Trends, 1994, chapter 2, pages 9–19.Tauxe, R.V. and P.A. Blake, ‘‘Salmonellosis’’ rest of reference unknown.Tauxe, R.V., N. Hargrett-Bean, C.M. Patton, and I.K. Wachsmuth. 1988. ‘‘Campylobacter Isolates in the United States, 1982–1986,’’ Morbidity
and Mortality Weekly Report, vol 31, no. SS–2: page numbers unknown.
TABLE 2.—MEDICAL COSTS AND PRODUCTIVITY LOSSES ESTIMATED FOR SELECTED HUMAN PATHOGENS, 1993
Pathogen
Foodborne illness
Foodborne*costs (bil $)
Per-centfrommeat/poultry
(%)
Meat/poultry related Totalcosts*meat/poultry(bil $)
Cases (#) Deaths (#) Cases (#) Deaths (#)
Bacteria:Campylobacter jejuni or
coli .................................. 1,375,000–1,750,000
110–511 0.6–1.0 75 1,031,250–1,312,500
83–383 0.5–0.8
Clostridium perfringens** ... 10,000 100 0.1 50 5,000 50 0.1Escherichia coli 0157:H7 ... 8,000–16,000 160–400 0.2–0.6 75 6,000–12,000 120–300 0.2–0.5Listeria monocytogenes ..... 1,526–1,767 378–485 0.2–0.3 50 763–884 189–243 0.1–0.2Salmonella ......................... 696,000–
3,840,000696–3,840 0.6–3.5 50–75 348,000–
2,880,000348–2,610 0.3–2.6
Staphylococcus aureus** ... 1,513,000 1,210 1.2 50 756,500 605 0.6
Subtotal .......................... 3,603,526–7,130,767
2,654–6,546 2.9–6.7 N/A 2,147,513–4,966,884
1,395–4,191 1.8–4.8

6782 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
TABLE 2.—MEDICAL COSTS AND PRODUCTIVITY LOSSES ESTIMATED FOR SELECTED HUMAN PATHOGENS, 1993—Continued
Pathogen
Foodborne illness
Foodborne*costs (bil $)
Per-centfrommeat/poultry
(%)
Meat/poultry related Totalcosts*meat/poultry(bil $)
Cases (#) Deaths (#) Cases (#) Deaths (#)
Parasite:Toxoplasma gondii ............ 3,056 41 2.7 100 2,056 41 2.7
Total ............................... 3,606,582–7,133,823
2,695–6,587 5.6–9.4 N/A 2,149,569–4,968,940
1,436–4,232 4.5–7.5
The costs of the foodborne illnesses (seeTable 2, above) are borne by those whobecome ill and their families,coworkers, and employers, as well asthe food industries, and taxpayers. Coststo stricken individuals include medicalbills, time lost from work, pain andinconvenience. Food industry costsinclude possible product recalls,establishment closings and cleanup, andhigher premiums for product liabilityinsurance. Perhaps most costly in thelong term is loss of product reputationand reduced demand when an outbreakis traced back and publicized. Theseand other ‘‘defensive’’ industry costs offoodborne disease run in the millions ofdollars annually and are, for the mostpart, entirely avoidable. Taxpayer costsinclude medical treatment for those whocannot afford it and higher healthinsurance premiums.
Other taxpayer costs include publichealth-sector expenses to operate adisease surveillance system and toinvestigate and eliminate diseaseoutbreaks. Approximately $300 millionis spent on microbial foodborne diseaseannually by the Federal public health-sector. Federal costs average about$200,000 per foodborne illnessoutbreak.
The Department’s Economic ResearchService and CDC estimate the cost of allfoodborne illness in 1993 to have beenbetween $5.6 and $9.4 billion. Meat andpoultry products were associated withapproximately $4.5–$7.5 billion; theremaining $1.1 to $1.9 billion wasassociated with non-meat and poultrysources. Table 2 summarizes data on apathogen-by-pathogen basis.
Foods contaminated with pathogenicmicroorganisms can lead to infectionand illness in two major ways. The firstis by direct consumption of thecontaminated food under conditionsthat allow the survival of the pathogenor its toxin, such as when a meat orpoultry product is consumed raw orundercooked, or products precookedduring processing are recontaminatedand consumed directly. The second is
through cross-contamination in thekitchen or other food-handling areas, forexample, when raw chicken or beef witha Salmonella-contaminated exteriorcontaminates a person’s hands, a cuttingboard, countertop, or kitchen utensil,which then comes into contact withcooked product or foods consumed raw,such as salad. For some pathogens, suchas Salmonella, it is likely that morecases of illness result from cross-contamination than from directconsumption of undercooked product.
Microbiological surveys of meat andpoultry products have been conductedby FSIS over several decades. In cooked,ready-to-eat products, the frequency ofpathogenic microorganisms has beenrelatively low. In regulatory testingprograms of domestically produced,cooked, ready-to-eat meat and poultryproducts, for example, Salmonella hasgenerally been found to be present inonly about 0.1 percent of the samplestested and Listeria monocytogenes inabout 1.5–3 percent of samples tested.
The frequency of pathogenicmicroorganisms in raw, ready-to-cookproducts has been greater. For example,FSIS has conducted surveys on theprevalence of Salmonella in various rawproducts, including broiler chickens,beginning as early as 1967. In thesesurveys, Salmonellae were isolated from28.6 percent of 597 samples in 1967;from 36.9 percent of 601 samples in1979; from 35.2 percent of 1693 samplesin the 1982–1984 study; and fromapproximately 25 percent of the samplesin the 1990–1992 study. FSIS studies onfresh pork sausage involved retail-sizesamples. Salmonellae were isolatedfrom 28.6 percent of 566 samples in1969, and from 12.4 percent of 603samples in 1979. A benchmark study onraw beef was initiated in January 1987and completed in March 1990. Theprevalence of Salmonella in 25 gramportions was found to be 1.6 percent,the prevalence of Listeriamonocytogenes was 7.1 percent and theprevalence of E. coli 0157:H7 was 0.1percent.
In 1992, FSIS began a series ofNationwide Microbiological BaselineData Collection Programs designed toprovide a microbiological profile ofvarious classes of inspected product.The first, on steer and heifer carcasses,was reported in January 1994.Clostridium perfringens was recoveredfrom 2.6 percent of 2,079 carcasses;Staphylococcus aureus from 4.2 percentof 2,089 carcasses, Campylobacterjejuni/coli from 4.0 percent of 2,064carcasses; E. coli 0157:H7 from 0.2percent of 2,081 carcasses; andSalmonella from 1.0 percent of 2,089carcasses.
The ongoing outbreaks ofsalmonellosis, attributed toconsumption of contaminated meat,poultry and other food products, andthe recent outbreaks of illness caused byE. coli 0157:H7 in undercooked groundbeef, illustrate how serious the publichealth threat can be, even when theincidence of contamination of carcassesis relatively low.
For example, on January 13, 1993, aphysician in Washington State reportedto the Washington State Department ofHealth a cluster of children withHemolytic Uremic Syndrome, a seriouscondition that is the major cause ofacute kidney failure in children. Alsoreported was an increase in emergencyroom visits for bloody diarrhea. Thisoutbreak was reported to CDC.
Cultures taken from symptomaticpatients indicated that E. coli 0157:H7was the causative organism. DuringJanuary 16–17 an epidemiological case-control study conducted by WashingtonState and CDC strongly suggested theconsumption of hamburgers at a chainof fast food restaurants as the source ofthe infection. The investigation revealedthat the hamburger patties were cookedby the restaurants to a temperaturebelow the Washington State standard of155°F, and in some instances below the140°F then recommended by FDA.
By February 4, 350 people inWashington State had contractedillnesses of the kind associated with E.

6783Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
coli 157:H7 and, of these cases, 230were culture-confirmed. In addition, 12people had become ill in Idaho and 30in Nevada. It was also learned thatillness had occurred among 34 personsin San Diego, California, in Decemberand January. The outbreaks in each ofthese States all had in common theconsumption of hamburger at the samechain of fast food restaurants. Thegreater proportion of these cases wereprimary infections, that is, the personsaffected became ill directly from eatingcontaminated hamburgers. The othercases were secondary infections—theaffected persons contracted theirillnesses through contact with a personwho was infected with the pathogen.
Eventually, four people died andmore than 500 other persons became illduring the course of the epidemic.
An important aspect of theDepartment’s review of this experiencewas the finding that the winter 1992–93outbreak was not caused by a failure inthe operation of the inspection systemas currently designed. Rather, itstemmed in part from an inspectionsystem that does not directly require thereduction, minimization, or elimination,if possible, of pathogenicmicroorganisms in raw product leavinginspected establishments. The specificpathogen in this example was highlyvirulent, meaning that a very low dosewas sufficient to cause illness. Duringthe beef-grinding process, harmfulbacteria can easily be spread throughouta large volume of product. When suchproduct becomes widely distributed andis cooked inadequately to kill anypathogens that might be present,preventable deaths may result.
The Relationship Between FoodborneIllness and Consumer Knowledge andBehavior
The National Academy of Sciences’Cattle Inspection: Committee onEvaluation of USDA StreamlinedInspection System for Cattle (SIS–C)(1990) reiterated the theme of numerousother studies, ‘‘* * * the public expectsthe government to ensure zero risk ofmeat-borne disease through inspection.The [NAS] committee heard littleevidence that the public is aware thatsome bacterial contamination of rawmeat is inevitable and no mention of thecrucial role of food handling,preparation, and serving methods inlimiting foodborne diseases.’’ Thedisturbing but real fact that consumersfail to make a connection between theirfood handling behavior and safe foodrecurs throughout the literature on thesubject.
Behavioral research shows that foodhabits are the most difficult of all forms
of human behavior to change. Thisfinding is supported by research ofconsumer knowledge and practices,which indicates that a large portion ofthe U.S. population lacks basic foodsafety information and skills andengages in food handling andpreparation practices thatepidemiological studies have linkedwith a significant number of foodborneillness outbreaks. Moreover, littlecorrelation exists between consumers’food safety knowledge and their foodhandling and preparation practices.Even people who characterizethemselves as ‘‘knowledgeable’’ do notnecessarily follow good food safetyprocedures.
These findings about consumerbehavior related to safe food handlingand preparation support the need for acomprehensive pathogen reductioneffort. Food safety can best be assuredonly if each participant in the foodsystem—from the producer all the waythrough to the consumer—understands,accepts, and acts on his or herresponsibility for food safety. WhileFSIS will pursue and support allpossible means of consumer educationand outreach, the Agency realizes thatconsumer education alone will notcontrol pathogen-related foodborneillness. This is truer today than everbefore, as more people in our society areassuming responsibility for foodhandling and preparation in the homeand elsewhere, without experience infood preparation and knowledge of safefood handling and storage methods.These people include:
• Food service workers, many ofwhom are high-turnover, part-time, orteenaged workers who receiveinadequate training;
• Men and women in the workplace,who have minimal time for foodpreparation and often little experienceor interest in food preparation;
• Children, who are increasinglyexpected to shop for and prepare theirown meals;
• Immigrants, who might not be ableto read food handling instructions, orwhose cultural practices include eatingraw or rare meat and poultry products.
Vulnerable sectors of the population,more severely affected by foodborneillness, are also increasing in size:
• Immunocompromised persons (i.e.,persons with diabetes, cancer, chronicintestinal diseases, organ transplants,and AIDS);
• Persons 65 years and older—agrowing proportion of the population—who, due to the normal decline inimmune response, are at increased risk.
In 1993, to increase awareness aboutpathogens, FSIS promulgated a
regulation requiring safe handling labelson most raw meat and poultry products.The Agency’s Meat and Poultry Hotlineprovides consumers with immediateresponses to questions about meat andpoultry handling and safety. These stepsand other education activities areimportant but they are not a substitutefor building into the meat and poultryproduction and regulatory systemmeasures to reduce to the maximumextent possible the presence ofpathogenic microorganisms in meat andpoultry products purchased by U.S.consumers.
External Studies and Recommendationsfor Change
During the past decade, the NationalAcademy of Sciences (NAS), theGeneral Accounting Office (GAO), theNational Advisory Committee onMicrobiological Criteria for Food(NACMCF), and consumer groups haveevaluated and called for change in thecurrent inspection system.
In 1983, FSIS asked NAS to evaluatethe scientific basis of its inspectionsystem and recommend a modernizationagenda. The resulting report, Meat andPoultry Inspection: The Scientific Basisof the Nation’s Program, was issued in1985. This was the first comprehensiveevaluation of the scientific basis for theFederal meat and poultry inspectionsystem. The report provided a blueprintfor change, recommending that FSISfocus on pathogenic organisms andrequire that all official establishmentsoperate under a Hazard Analysis andCritical Control Point (HACCP) systemto control pathogens and other safetyhazards. This report ‘‘encourages FSISto move as vigorously as possible in theapplication of the HACCP concept toeach and every step in establishmentoperations, in all types of enterprisesinvolved in the production, processing,and storage of meat and poultryproducts.’’
Two later NAS studies reinforcedthese recommendations, urging theAgency to focus on public health goals:
• Poultry Inspection: The Basis for aRisk Assessment Approach (1987)concluded that a risk-assessmentapproach is needed to evaluate healthhazards associated with poultry. Criticalcontrol points at which knownpathogenic microorganisms may beintroduced into the poultry productionsystem should be identified andmonitored, preferably as part of aHACCP program.
• The most recent NAS report, CattleInspection: Committee on Evaluation ofUSDA Streamlined Inspection Systemfor Cattle (SIS–C) (1990) stated thattraditional meat inspection, relying on

6784 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
organoleptic examinations, is not fullyeffective in protecting the public fromfoodborne health hazards. FSIS wasurged to move to a risk-based inspectionsystem targeted at significant publichealth risks, especially those associatedwith pathogenic microorganisms.
The GAO has also been advocatingimprovements in the present inspectionsystem in reports and Congressionaltestimony. In numerous reports (see listbelow), GAO endorses HACCP as ascientific, risk-based system to betterprotect the public from foodborneillness. This sentiment is most clearlyexpressed in the 1994 Food Safety: Risk-Based Inspections and MicrobialMonitoring Needed for Meat andPoultry, which states:
A HACCP system is generally consideredthe best approach currently available toensure safe foods because it focuses onpreventing contamination rather thandetecting contamination once it hasoccurred.* * * To better protect the publicfrom foodborne illnesses, we believe FSISmust now move to a scientific, risk-basedinspection system. Such a system wouldallow FSIS to target its resources towards thehigher risk meat and poultry products andestablishments by increasing inspection ofsuch products and establishments,developing methods or tools that would helpinspectors detect microbial contamination,increasing product testing, and helpingestablishments develop and operatemicrobial testing programs.
This report further recommends thatCongress ‘‘revise the meat and poultryacts to provide FSIS with the flexibilityand discretion to target its inspectionresources to the most serious food safetyrisks.’’
These basic recommendations areechoed in the five GAO reportsdescribing the current inspection systemand recommending changes to improveits effectiveness, listed below:
‘‘Meat Safety: Inspection System’s Abilityto Detect Harmful Bacteria Remains Limited’’(1994);
‘‘Food Safety: A Unified, Risk-BasedSystem Needed to Enhance Food Safety’’(1993);
‘‘Food Safety: Building a Scientific Risk-Based Meat and Poultry Inspection System’’(1993);
‘‘Food Safety: Inspection of Domestic andImported Meat Should be Risk-Based’’(1993);
‘‘Food Safety and Quality: Uniform, Risk-Based Inspection System Needed to EnsureSafe Food Supply’’ (1992).
A third major proponent of HACCP isthe National Advisory Committee onMicrobiological Criteria for Foods(NACMCF), which was established in1988 by the Secretary of Agriculture toadvise and provide recommendations tothe Secretaries of Agriculture and of
Health and Human Services ondeveloping microbiological criteria toassess food safety and wholesomeness.Since 1989, NACMCF has prepared aseries of reports on the developmentand implementation of HACCP. As oneof its first tasks, the Committeedeveloped ‘‘HACCP Principles for FoodProduction’’ in November 1989. In thisreport the Committee endorsed theHACCP system as a rational approach toensure food safety and delineated sevenHACCP principles to standardizeHACCP in the Committee’s own work,as well as in industry, regulatoryapplications, and training. In 1992, theCommittee issued an updated guide,‘‘Hazard Analysis and Critical ControlPoint System.’’
To describe the HACCP system moreconcretely, in 1993 NACMCF publishedThe Role of Regulatory Agencies andIndustry in HACCP. In that report,NACMCF articulated the roles ofregulatory agencies and industry inimplementing HACCP, andrecommended what the responsibilitiesof FDA, USDA, other agencies andindustry should be during variousphases of HACCP implementation.
In June 1993, NACMCF developed amodel, ‘‘Generic HACCP for Raw Beef,’’which provides a HACCP plan for beefslaughter and processing (seeAppendix). It focuses on the slaughterand processing portions of the total‘‘farm to consumption’’ scope of acomplete HACCP program.
Similar recommendations for programchange have come from consumer,industry, State, and local governmentrepresentatives, as well as otherconstituent groups. Consumerrepresentatives at recent public hearingsand the HACCP Round Table held inMarch 1994 supported implementationof HACCP throughout the meat andpoultry industry.
Industry groups, in clarifying theirsupport for HACCP to controlpathogens, contend that HACCP-basedfood production, distribution, andpreparation by industry can do more toprotect public health than any Federalinspection program. They recommendedthat HACCP be used to anticipatemicrobiological hazards in food systemsand to identify risks in new andtraditional products. State departmentsof health and agriculture also endorsedthe HACCP approach.
FSIS Agenda for ChangeThe meat and poultry inspection
program currently addresses manymatters of great importance to the safetyand quality of the food supply,including supervision of industrycompliance with sanitation standards,
exclusion of diseased animals from thefood supply, examination of carcassesfor other visible defects that can affectsafety and quality, inspecting foreconomic adulteration, and monitoringfor chemical residues. These activitiesrespond to some of the public’s mostbasic expectations regarding the safetyand quality of the food supply andreflect the standards and requirementsestablished by Congress in the lawsFSIS administers. FSIS is stronglycommitted to effectively implementingthese statutory requirements.
As the experience of recent years andthe many external studies and reportsindicate, however, there is a need forfundamental change in the FSISprogram. The most critical reason forchange is the need to ensure that theFSIS inspection program is fullymeeting its paramount obligation toprotect public health. To meet thisobligation, there is a pressing need tobetter address the public health problemof foodborne illness associated with theconsumption of meat and poultryproducts.
As documented in the precedingsections, many cases of foodborneillness are caused annually bypathogenic microorganisms that enterthe food supply during the slaughterand processing of meat and poultryproducts. With respect to raw meat andpoultry products, the current system ofinspection addresses this problem onlyindirectly, by enforcing sanitationrequirements and inspecting for visiblefecal and ingesta contamination andother visible defects that can bepathways for contamination of carcassesby pathogenic microorganisms.
The current system must be enhancedto deal more directly with pathogenicmicroorganisms. In particular, thesystem needs to be changed to makebetter use of the science and tools ofmicrobiology to reduce, and wherepossible eliminate, pathogenicmicroorganisms. Such change is neededto protect public health.
Change is also needed to clarify therespective responsibilities of the meatand poultry industries and the FSISinspection program when it comes tothe safety of the food supply.Companies producing meat and poultryproducts are responsible for ensuringthat their products are safe and do notviolate any of the statutory provisionsdefining adulteration and misbranding.FSIS is responsible for inspectingproducts and facilities to verify thatthese requirements have been met andfor taking appropriate remedial andenforcement actions when therequirements have not been met.

6785Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
This line between industry and FSISresponsibility has become blurred. Thismay be due in part to the continuouspresence of FSIS inspectors in meat andpoultry establishments and thestatutorily mandated USDA inspectionlegend, which together may haveencouraged some establishments to relyon FSIS to ensure the safety of theestablishment’s products rather thantake full responsibility themselves forthe safety of their products. Because theFSIS inspector is obligated to preventadulterated product from leaving theestablishment, some establishments mayoperate on the assumption that what isnot specifically prohibited or detectedby the FSIS inspector may continue.This is not acceptable.
Likewise, the FSIS inspectionprogram has too often taken on theburden of expending significantinspectional resources to bringestablishments into compliance—suchas in cases of repeat violators ofsanitation standards—rather thanfinding efficient means to holdestablishments accountable forcomplying with applicable standards.As a result, the inspection resourcesneeded to ensure that all establishmentshave appropriate production controlsare frequently spent on intensifiedinspection of poor performers. For thesereasons, the lines of responsibility forfood safety must be clarified.
Finally, change is needed to movetoward a more preventive approach toensuring the safety of food. The currentsystem relies too heavily on FSISinspectors to detect and correctproblems after they have occurred,whether in establishments or after theproduct has left the establishment. Thisis not the most efficient use of FSISresources, and, especially in the case ofpathogenic microorganisms, it is noteffective in protecting public health.Many meat and poultry establishments,as well as other segments of the foodindustry, have found that safety can bestbe ensured by systems designed toprevent food safety problems. To protectpublic health and make the best use ofits resources, FSIS needs to build theprinciple of prevention into itsinspection system.
The changes FSIS plans in itsinspection program—targetingpathogenic microorganisms, settingpriorities on the basis of public healthrisk, clarifying roles andresponsibilities, and building in theprinciple of prevention—constitute aninstitutional paradigm shift that cansignificantly enhance the effectivenessof the FSIS program and reduce the riskof foodborne illness.
To achieve such change, FSIS mustarticulate its food safety goal in broadterms and adopt a food safety strategythat will work to achieve both a realreduction of pathogens in the near termand, in the long term, the fundamentalchanges in the inspection program thatare needed to better protect publichealth.
FSIS Food Safety GoalIt is tempting to think of food safety
as an absolute. In an ideal world, therewould be no cases of foodborne illness.The world we live in is, however, farfrom ideal. The production of the foodthat feeds 250 million Americans everyday is an enormously complex task. Itis undertaken in a natural environmentwhere hazards, including pathogenicmicroorganisms, are common. Itrequires a level of technologicalintervention—in the form of machinery,chemicals, and processing—that itselfcan introduce hazards. And it is anenterprise that depends, in the end, ona vast array of human interventions andactivities, which means that humanerror is a constant factor that cancontribute to food safety hazards.
FSIS believes the public canunderstand that safety is not anabsolute, and the laws FSIS administersdo not speak in absolute terms. FSISalso believes, however, that publicexpectations are justifiably high when itcomes to measures the food productionsystem should take to reduce risk andensure the safety of food. Furthermore,the laws FSIS administers set highstandards—for example, meat andpoultry products are deemed‘‘adulterated’’ and thus unlawful if theyare for any reason ‘‘unhealthful’’—andthey empower FSIS to take actionsneeded to meet those standards andmeet the public’s high expectationsconcerning the safety of the foodsupply.
FSIS believes its food safety goalshould be to reduce the risk offoodborne illness associated with theconsumption of meat and poultryproducts to the maximum extentpossible by ensuring that appropriateand feasible measures are taken at eachstep in the food production processwhere hazards can enter and whereprocedures and technologies exist orcan be developed to prevent the hazardor reduce the likelihood it will occur.
There is no single technological orprocedural solution to the problem offoodborne illness, and the Agency’sfood safety goal will not be achievedovernight. Indeed, inherent in thenature of the Agency’s goal is theconcept that food safety requirescontinuous efforts to improve how
hazards are identified and prevented. Itis based on the public health principlethat, on a continuing basis, societyshould seek out and take preventivemeasures to reduce the risk of illness. Itreflects the Agency’s belief that stepsthat can be taken today to reduce therisk of foodborne illness should be takentoday, but that steps judged adequatetoday may not be judged adequatetomorrow.
In the case of the major entericpathogens that contaminate meat andpoultry products during the slaughterprocess, FSIS believes that the risk offoodborne illness associated with thesepathogens is largely avoidable and canbe minimized by proper implementationof HACCP. This does not necessarilymean absolute elimination of suchpathogens, but it does mean preventingand reducing contamination with thesepathogenic microorganisms to a degreethat very substantially reduces andminimizes the risk of foodborne illness.
Achieving this food safety goalrequires long-term commitment andaction by Government and industry. Italso requires general agreement on aregulatory strategy that can achieve thegoal.
FSIS Food Safety Regulatory StrategyFSIS believes that to achieve its food
safety goal, and bring about the changedescribed above, a new regulatorystrategy is needed. The major elementsof the Agency’s proposed strategy areoutlined in this section, with a briefexplanation of how the regulatorychanges FSIS is proposing in thisdocument will advance the strategy.
1. FSIS must clearly define theminimum requirements allestablishments must meet to producesafe meat and poultry products andmake establishments readilyaccountable for meeting them. Goodsanitation and basic good manufacturingpractices (GMP’s) are generally regardedas essential prerequisites for theproduction of safe food. The currentFSIS program includes sanitationregulations that set out certain standardsof cleanliness establishments arerequired to meet; and the Agency hasprovided guidance, in the form of aSanitation Handbook, on how sanitationrequirements can be met. FSIS also haspromulgated regulations that imposevarious specific requirements,especially regarding processingoperations, that might be characterizedas GMPs.
In the sanitation area, however, FSIShas not spelled out clearly theresponsibility every establishment hasto install procedures that ensuresanitation requirements are met every

6786 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
day, both before operations commenceand during operation. In the GMP area,certain important food safety-relatedpractices that have emerged in recentyears have become recognized by themajority of the industry as appropriateGMPs, but they have not been made partof the basic regulatory requirement allestablishments must meet.
FSIS believes it is important,especially for the near term, to codifycertain minimum practices allestablishments must observe to producesafe meat and poultry products and toimprove the Agency’s ability to holdestablishments accountable forfollowing those practices. Thus, FSIS isproposing: (1) to require that allestablishments develop and adoptstandard operating procedures for theirsanitation programs, (2) to require thatall slaughter establishments incorporateat least one effective antimicrobialtreatment to reduce the levels ofmicroorganisms on carcasses before theyenter the chilling step, and (3) to codifyspecific time and temperaturerequirements for cooling of carcassespost-slaughter.
The majority of meat and poultryestablishments already observe some orall of the practices FSIS is proposing torequire. They are basic to producing asafe product, and FSIS believes allestablishments should observe them. Bycodifying these practices in theAgency’s regulations, FSIS will have aneffective means to hold allestablishments accountable for meetingthem. Codifying these basicrequirements is by no means a completeor long-term solution to the food safetyproblem but rather is part of theAgency’s effort to ensure, as morefundamental improvements are beingdeveloped, that readily availableimprovements are incorporated into thesystem in the near term. FSIS invitescomment on whether elements ofcurrent GMP’s should be mandated bythe Agency.
2. FSIS must stimulate improvementin food safety practices by setting publichealth-oriented targets, guidelines, orstandards all establishments must meet.This is the centerpiece of the FSIS foodsafety strategy and the most importantdeparture from the Agency’s currentregulatory approach. In its pastregulation of the slaughter process andof raw, ready-to-cook meat and poultryproducts, FSIS has not clearly definedwhat safety means or set public healthtargets, guidelines, or standards forreducing the incidence of contaminationof these products with humanpathogens (pathogens that cause illnessin humans). Consequently, there hasbeen no basis for evaluating from an
objective, public health standpointwhether the measures establishmentshave taken to prevent harmfulcontamination are adequate or shouldbe deemed acceptable. FSIS has insteadfocused on managing its current systemof visual inspection and encouragingindustry efforts to reduce pathogens, butwithout an effective tool for requiring orevaluating those efforts.
FSIS believes that setting publichealth targets, guidelines, or standardsis the most powerful and effective toolavailable for bringing about changes inFSIS-inspected establishments,especially slaughter establishments, thatwill reduce levels of pathogenicmicroorganisms and improve the safetyof meat and poultry products. Theconcept is simply that, by establishingtargets, guidelines, or standardsestablishments are required to meet,FSIS can stimulate the innovation andchange needed to reduce risk from allsources of foodborne hazards—whetherbiological, chemical, or physical—and,at the same time, have a tool for holdingall establishments accountable forachieving an acceptable level of foodsafety performance.
FSIS realizes that this new approachraises some new and difficult scientificand policy issues and thus may becontroversial in some quarters. Themost important issues concern the basisupon which the targets, guidelines, orstandards (hereafter referred to generallyas ‘‘microbial limits’’) will be set andthe consequences for an establishmentthat does not meet them.
There are many possible approachesfor setting and using microbial limits.One approach is to set specificquantitative limits for each significantpathogenic microorganism on the basisof a scientific risk assessment, and touse this limit as the basis for excludingfrom commerce any raw product thatexceeds the limit. This is the approachtypically taken in the regulation of foodadditives, chemical contaminants, andphysical defects, and provides the mostdirect and perhaps most effective meansof ensuring that standards necessary toprotect public health are being met. Onedifficulty with this approach topathogenic microorganisms is that thescientific data and understandingconcerning the link between specificlevels of many pathogens and the risk offoodborne illness that would be neededto set such limits based solely onconsiderations of public health are notcurrently available. A second, perhapsmore significant difficulty is the factthat the levels of additives and otherchemicals generally remain stable,whereas levels of microorganisms canchange over time, due to growth and
destruction. As explained in a latersection of this document, FSIS intendsto work with the scientific and publichealth communities to develop thescientific basis for setting quantitativelimits for specific pathogens.
Another approach to pathogenreduction is to set targets for reductionbased on what is judged achievable withavailable science and technology, and torequire individual establishments tomeet such targets on a consistent basis,by adoption of appropriate processcontrols. Even with this approach, thereare difficult issues concerning the basisupon which such targets should be set.FSIS believes, however, that enough isknown today and can be learned duringthe course of this rulemaking to makethis approach viable and very useful inthe near term.
Later in this document, FSIS isproposing to set interim targets forpathogen reduction, using as the startingpoint the current baseline incidence ofSalmonella contamination of finishedcarcasses in all raw meat and poultryslaughter operations and in raw groundmeat or poultry products, and requiringreductions in Salmonella in relation tothe current baseline. FSIS believes thatsignificant reductions in the incidenceof contamination with this humanpathogen are achievable in the relativelynear term, and that the processimprovements some establishments willhave to make to reach the goal will alsoreduce the levels of other pathogens.
Key to the FSIS strategy for usingpublic health-based microbial limits toreduce pathogens is the recognition thatwhat is scientifically supportable andappropriate will evolve over time. FSISbelieves the interim step it is proposingin this new area to target and reduce theincidence of Salmonella is feasible andcan be effective in the near term, but itis just a first step. As knowledge andmethodologies improve, additionalpathogens could be targeted, targetscould be lowered, and the use of thetargets could expand eventually toinclude their use in some cases as legalstandards for products.
FSIS will be working closely in thecoming years with the scientific andpublic health communities, theindustry, and public interest groups toconsider how microbial limits can bestbe used to reduce the risk of foodborneillness. Later in this document, FSISdiscusses some of the difficult scientificissues that need to be resolved to makethe fullest use of microbial limits.
3. FSIS must make meat and poultryestablishments responsible for microbialtesting of their products to ensureproper process control and verifyachievement of microbial limits. To

6787Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
reduce pathogens and protect publichealth, FSIS believes that microbialtesting must become an integral part ofthe operation of every meat and poultryestablishment and that the primaryresponsibility for testing should restwith the establishment, not FSIS. Overthe long term, microbial testing willplay a key role in verifying thesuccessful implementation of anestablishment’s HACCP plan. FSIS alsobelieves that establishments should beresponsible for testing their products toverify achievement of any microbiallimits that FSIS establishes forregulatory purposes. Later in thisdocument, FSIS is proposing to requiredaily microbial testing to determinewhether, over time, the proposedinterim targets for pathogen reductionare being met in all establishments thathave slaughter operations or produceraw ground meat or poultry products.
4. FSIS must foster scientific andtechnological innovation within themeat and poultry industries to reducepathogens and the risk of foodborneillness and must remove anyunnecessary regulatory obstacles toinnovation. In the past, innovation inthe meat and poultry industries hasbeen directed primarily to developingnew products and increasingproductivity. This innovation has beenbeneficial because it has responded toconsumer demand and need for adiverse, convenient, and economicalfood supply. One of the principleadvantages of holding establishmentsaccountable for meeting public health-driven microbial limits is to provide anincentive for establishments to innovateas they reduce the risk of foodborneillness.
FSIS believes that scientific andtechnological innovation in the meatand poultry industry will play a key rolein meeting the Agency’s food safetygoal. FSIS will, therefore, be reviewingits current procedures for evaluatingand approving new pathogen reductiontechnologies for use in meat and poultryestablishments, and is committed tomodifying or eliminating anyprocedures or requirements that standas unnecessary obstacles to the promptimplementation by industry ofinnovations that can reduce the risk offoodborne illness. FSIS invites publiccomment on how FSIS can improve itsprogram to facilitate beneficialinnovation.
5. FSIS must build the principle ofprevention into the operations of meatand poultry establishments and into theFSIS inspection program. As discussedearlier in this document, food safety canbe ensured most effectively andeconomically by installing systems that
prevent problems from occurring ratherthan relying on end product testing orgovernment inspection to detect andcorrect problems after they occur. Thereis wide agreement on this amonggovernment and industry officials,consumers and the scientificcommunity. FSIS is proposing to buildthe principle of prevention into theinspection system by requiring that allmeat and poultry establishments adoptand operate under HACCP systems.
6. FSIS must approach its food safetymission broadly, and address potentialhazards that arise throughout the foodproduction and delivery system,including before animals enter FSIS-inspected establishments and after meatand poultry products leave thoseestablishments. There is wide agreementthat ensuring food safety requires takingsteps throughout the chain ofproduction, processing, distribution,and sale to prevent hazards and reducethe risk of foodborne illness. Althoughnot the subject of this document, FSISwill work with producers and others todevelop and implement ‘‘preharvest’’food safety measures—measures thatcan be taken on the farm to reduce therisk of harmful contamination of meatand poultry products.
FSIS is also announcing in thisdocument initiatives it plans toundertake in cooperation with the Foodand Drug Administration to developFederal standards that will help ensurethe safe handling of meat and poultryproducts during transportation fromFSIS-inspected establishments to theretail level. FSIS and FDA will alsowork together to encourage adoptionand enforcement by State governmentsof consistent, science-based standards atthe retail level.
FSIS believes that its food safety goalcan be achieved and legitimate publicexpectations met only by building achain of responsibility for food safety,extending all the way from the farm tothe consumer.
In the next part of this document,FSIS proposes a set of regulatorychanges that it believes will advance theAgency’s food safety regulatory strategy.
II. Discussion of Regulatory Proposals
Overview
Because the safety of any meat orpoultry product can be positively oradversely affected at virtually every stepin the manufacturing process, FSIS isproposing the series of regulatorychanges discussed in this section.Collectively, these changes wouldreduce the incidence of pathogenicmicroorganisms on meat and poultryproducts, not only by reducing their
numbers at critical points duringprocessing, but also by denying thosepathogens that are present theopportunity to grow.
As independent measures, standardoperating procedures for sanitation,antimicrobial treatments, and time andtemperature requirements for chillingand cooling finished carcasses and partscould have only limited impact on foodsafety. Together, they can make asignificant contribution to reducingpathogenic microorganisms and othercontaminants throughout themanufacturing process. These measuresare a precursor to HACCP, whichensures process control throughcarefully selected critical control points.The above-listed measures, discussed atlength in II A, have in fact beenimplemented in many establishments,including many now operating underHACCP systems. By effecting immediatepathogen reduction in meat and poultryproducts during the period of transitionto HACCP, these interdependentmeasures would address urgent publichealth needs. Additionally,implementing these measures wouldintroduce into non-HACCPestablishments the concept andactuality of process control, which is theessence of HACCP. Each proposedmeasure can be reasonably expected toconstitute a critical control point undermost HACCP plans so, while theproposed regulatory provisions may nolonger need to be mandated uponimplementation of HACCP,establishments would likely retain themas critical elements of process control.
The second component of this three-part regulatory package, themicrobiological testing program(discussed under II B), would also beimplemented during the transition toHACCP. It, too, is integral to theregulatory strategy, because microbialtesting will establish a tangible,achievable, measurable target: areduction in the incidence ofSalmonella in raw product. As with thenear-term interventions discussedabove, the microbial testing programwould effect pathogen reduction almostimmediately upon implementation. Asis the case with the near-terminterventions, microbial testing can beexpected to constitute an element ofprocess control under HACCP.
The third component of this three-part regulatory package is HACCP(discussed under III C). As indicatedearlier, the interim measures which, asproposed, would be implementedduring the transition to HACCP wouldlikely continue under HACCP aselements of process control, selected on

6788 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
the basis of each establishment’s hazardanalysis.
The proposed sanitation SOP’s,antimicrobial treatment, cooling, andmicrobial testing requirements arecompatible with and establish importantparts of the foundation forestablishments’ subsequent adoption ofHACCP procedures. It is expected thatHACCP controls will giveestablishments the flexibility to meetthe objectives reflected in FSIS’sexisting requirements for meat andpoultry products. Once HACCP systemsare integrated fully into allestablishments, many existingregulations may be redundant.Anticipating the implementation ofHACCP proposed in this document,FSIS has initiated a review of existingregulations, with the intention ofremoving those no longer needed, aswell as of ensuring that regulations thatremain are sufficiently flexible to beHACCP-compatible. FSIS invitescomment on which regulations shouldbe eliminated or modified. Even now, itmay be possible to identify means toachieving prescribed regulatory endsthat are as effective as the means setforth in current regulations—that are, inother words, ‘‘equivalent’’ to provisionsset forth in regulations. FSIS invitescomment on specific regulations forwhich such performance standardsmight be appropriate, eitherimmediately or upon implementation ofHACCP.
A. Transition to HACCPThe following is a discussion of
regulations being proposed which,together, are intended to reducesignificantly the level and frequency ofconsumers’ exposure to foodborneillness associated with pathogenicmicroorganisms and other biological,chemical, and physical hazards in meatand poultry products.
The transitional regulations proposedin this document would be madeeffective 90 days after publication of thefinal rule (near-term initiatives). Theproposed HACCP requirements wouldbe implemented in phases during thethree years following the publication ofthe final rule. As noted above, the near-term initiatives are designed to reducethe level and frequency of consumers’exposure to pathogenic microorganismsnow, pending the more comprehensivecontrols that will be in place in eachestablishment under the proposedHACCP regulations.
The proposed regulations, roughly inorder of their sequence in slaughter andprocessing operations, are as follows:
• A requirement that all federallyinspected establishments develop and
adhere to written standard operatingprocedures (SOP’s) specifically relatingto direct contamination or adulterationof product;
• A requirement that slaughterestablishments use an antimicrobialtreatment on all carcasses;
• A requirement to meet specific timerequirements for chilling and cooling ofall finished carcasses and parts;
• A requirement that certain rawproduct be tested for Salmonella, arepresentative pathogen, and thatestablishments achieve targetedreductions in the incidence ofSalmonella, in relation to the currentnational baseline incidence, in 2 years(discussed under II B, below);
• A requirement that allestablishments adopt HACCP systems(discussed under II C, below).
FSIS intends to proceed to finalrulemaking on the specific changesproposed in this document as soon aspossible. After comments are reviewedand analyzed, if it is determined thatsome portions of this proposal can bemade into final rules sooner than othersafter the close of the comment period,they will be separated from the otherportions so as to not delay regulatoryaction on this important public healthmatter.
These proposals reflect ideas andsuggestions generated from many peopleand organizations. Recent events haveprompted a beneficial, ongoing dialoguebetween FSIS and consumerorganizations, trade associations, andother Government agencies, amongothers, as well as among FSISemployees and their bargainingrepresentatives, on what regulatorychanges the Agency should undertake.FSIS values and relies greatly on theinput from all these sources, andintends to continue this dialoguethroughout this rulemaking and in itsfuture regulatory activities.
1. Sanitation Standard OperatingProcedures (SOP’s)
Need for SOP’sProper sanitation is an important and
integral part of every food process anda fundamental requirement under thelaw. Insanitary facilities and equipment,and poor food handling and personalhygiene practices among employeescreate an environment in whichpathogens can flourish. The law is quiteclear: product produced or held underinsanitary conditions is deemedadulterated, without any furthershowing required by the Government.FSIS inspectors are expressly chargedwith ensuring that product inspectedand passed was in fact produced undersanitary conditions.
FSIS recognizes that currentsanitation practices and performancesvary widely among the diverse array ofplants FSIS regulates. Well-run meatand poultry establishments have tightquality control and sanitation programs,including written sanitation SOP’s,premised in large part on the direct andsubstantial link between the existence ofinsanitary conditions during productionof meat and poultry products and thelikelihood that bacteria—includingpathogenic bacteria—will contaminatethe finished product. Someestablishments, however, do not haveadequate programs and do notconsistently maintain good sanitation.FSIS is nearing completion of its projectto conduct unannounced reviews of1,000 federally inspected meat andpoultry establishments. The findings,based on 551 reviews so far, show that60 percent (820) of 1,340 seriousdeficiencies were found in sanitation.Poor sanitation is the most frequentlyobserved problem in meat and poultryestablishments.
FSIS is proposing to require that allinspected establishments developwritten sanitation SOP’s to preventdirect contamination or adulteration ofproduct before and during operations.Establishments would be required tomaintain daily records to documentadherence to the SOP’s. The proposedsanitation SOP’s would be compatiblewith the proposed HACCP requirement.Like HACCP, the sanitation SOP’sreflect a commitment by establishmentmanagement to consistently controloperations in the interests of publichealth. The SOP’s demonstrate thatestablishment owners know theiroperations and how to keep the facilitiesand equipment clean. FSIS encouragesboth innovation and self-reliance in theachievement of good sanitation in allinspected establishments.
Self-reliance is important becauseidentification of sanitation requirementshas been viewed by some establishmentowners and personnel as the inspector’sresponsibility. Such establishmentsoften fail to take the initiative to findand remedy insanitary conditions,relying instead on the inspector to finddeficiencies.
Mandatory sanitation SOP’s areintended to clarify that sanitation isindustry’s responsibility, not theinspector’s. The sanitation SOP’s reflectthe establishment’s commitment toaccomplish those activities consistently,independent of the inspector.
Written SOP’s would make it easierfor FSIS inspectors to perform theirproper role of verifying thatestablishment management isconducting its operations in a sanitary

6789Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
environment and manner. Failure toadhere to the ‘‘core elements’’ of an SOP(the proposed regulatory requirements)would be presumptive evidence ofinsanitation and enforcement action,where necessary, would be taken. As isnow the case, inspectors will not permitan establishment to operate underinsanitary conditions. Falsification ofrecords designed to document dailysanitation activities would, in additionto indicating insanitation, be treated asa criminal act subject to prosecution.
As a more efficient tool for ensuringthat establishments are carrying outtheir sanitation responsibilities,sanitation SOP’s can provide the basisfor improved utilization of FSISinspectional resources. Sanitation SOP’sthus support the transition to HACCPbecause, under HACCP, FSIS inspectorswill be called upon to perform a numberof additional safety-related inspectionaltasks to verify that HACCP plans areworking properly. If less time can bespent ensuring that basic sanitationrequirements are being met, more timewill be available for these new tasks.
Some plants already have SOP’s, taketheir sanitation responsibilitiesseriously, and require a relativelymodest investment of inspector time toensure sanitation requirements are met.Other plants do not consistentlyperform well in the sanitation area andfrequently require a substantialinvestment of inspector time to ensurebasic sanitation compliance before dailyoperations begin.
In plants where proceduralrequirements are consistently followedand inspectional observations verifythat good sanitation is beingconsistently achieved, FSIS expects thatsanitation SOP’s will provide the basisfor adjusting the manner and frequencyof FSIS preoperational sanitationinspection.
FSIS invites comment on the rolesanitation SOP’s should play inallocating responsibility betweenestablishment employees and FSISinspectors for preoperational sanitation,including the role FSIS employeesshould play in authorizing daily startupof operations.
Content of SOP’sSanitation SOP’s would, at a
minimum, detail procedures theestablishment will conduct to preventdirect contamination or adulteration ofproduct before and during operations.Such procedures would constitute therequired, core elements of an SOP. TheSOP’s would also identify establishmentpersonnel responsible for evaluating theconduct and effectiveness of thesanitation SOP’s, and for making
corrections when needed. FSISencourages establishments toincorporate additional sanitationprocedures that provide increasedassurance that insanitary conditionswill be prevented.
Each establishment would maintain adaily record of the actions prescribed inthe SOP, and make such recordsavailable to Program employees forinspection audit and verification.Records would, at a minimum, recorddeviations from the core elements of theSOP (the proposed regulatoryrequirements), along with correctiveactions taken in conjunction with themonitoring of daily sanitation activities.Production could not start until the coreelements of the sanitation SOP’s that areapplicable to preoperational sanitationhave been completed.
The daily monitoring of the sanitationprogram by the establishmentrepresentative could includemicrobiological tests, routineorganoleptic inspection of areas andequipment, and direct observation ofsanitation procedures while beingperformed by designated employees.
FSIS will provide guidance materials,including examples, on development ofsanitation SOP’s prior to theimplementation of this requirement.
The following are specific practicesrelating to sanitation that might beincluded in an SOP:
• Preoperational microbiologicaltesting: Tests for verifying the efficacy ofcleaning, sanitizing, and disinfectingprocedures. Many establishments alsocurrently perform preoperationalmicrobiological testing for qualitycontrol purposes. The technology forpreoperational sanitationmicrobiological testing is readilyavailable and easy to use.
• Disinfection of equipment prior tostartup: Some data exist to indicate thatequipment should be sanitizedimmediately prior to the startup ofoperations.
• Use of an automated hand washerwith approved sanitizing solutioneffective for up to six hours. This hasbeen proven to be an important sanitarypractice.
• Handwashing between each carcassin skinning and evisceration operation.
• Cleaning cattle prior to slaughter:Washing and drying, clipping,dehairing, and any other acceptablemethod to remove dirt, fecal matter andother potential sources of contaminationfrom the exterior of animals before theedible portions of the carcasses areexposed. The hides of animals are aknown source of carcass contamination.Feedlot cattle in general and mostbovines during the winter and ‘‘mud
season’’ carry heavy loads of mud, fecalmaterial and bacterial contamination onthe hide. Sanitary removal of the hideunder these conditions is very difficult.One method to control this source ofcontamination is washing animals priorto slaughter. Another possibility isclipping the hair over the areas whereopening cuts will be made andsanitizing the hide prior to cutting. Yetanother procedure being tested is thecomplete removal of hair from the hideusing a chemical hair remover(depilatory).
The Agency has been asked toconsider making mandatory certainGMP’s for sanitary slaughter by, amongothers, the American Meat Institute. TheAgency is requesting comments onwhether GMP’s or other sanitationpractices should be made mandatoryelements of the sanitation SOP.
The adoption of HACCP systems byestablishments would not replace theneed for establishments to maintainsanitation SOP’s. The proposed HACCPregulations require sanitation SOP’s as aprerequisite to a HACCP plan.Sanitation activities that directly affectthe control of a processing hazardwould be determined according to thecriteria discussed in the HACCP portionof this document, and would, whereappropriate, be identified as criticalcontrol points in individual HACCPplans. Sanitation activities notidentified as critical control pointsunder HACCP should remain in thesanitation SOP’s. Any SOP requirementincorporated into a HACCP plan couldbe removed from the SOP’s forsanitation.
2. Antimicrobial Treatments
This proposed rulemaking wouldrequire, for the first time, thatslaughtering establishments applyantimicrobial treatments orinterventions to livestock and poultrycarcasses. Under the proposal, any oneor more of the treatments would have tobe applied prior to the chilling orcooling operation. Mandatingantimicrobial treatments is a newapproach for FSIS. It reflects thejudgment that, at least until significantprogress is made in reducing oreliminating the presence of pathogenicmicroorganisms in livestock and poultryat the preharvest stage and in sanitarydressing techniques and practices, someamount of contamination of beef andpoultry carcasses with pathogenicmicroorganisms is likely to occur—evenin establishments that attempt to followthe best current practices. To reduce thefood safety hazard posed by suchpathogens, establishments should be

6790 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
required to take affirmative measures toreduce or eliminate contamination.
One concern regarding the use ofantimicrobial treatments is that suchtreatments will be relied on as asubstitute for careful sanitary dressingtechniques which provide the bestopportunity to prevent contaminationfrom occurring in the establishment.Other concerns are that some treatmentsare ineffective at least for certainorganisms, and certain treatments, suchas carcass washes or soaks, might makematters worse by spreadingcontamination and can cause economicadulteration.
FSIS agrees that antimicrobialtreatments must not be allowed tosubstitute for careful sanitary dressingprocedures, and that any interventionsmust be effective and not result ineconomic adulteration. FSIS also agreesthat no one treatment will be effectivefor all pathogens of possible publichealth concern. FSIS believes that thebest way to prevent harmfulcontamination of meat and poultryproducts is by adopting multipleapproaches throughout production,slaughter, and processing that willcontribute to preventing or reducing thelikelihood and degree of microbialcontamination, especially by pathogens.
FSIS believes that mandating at leastone antimicrobial treatment prior to thechilling process is an integral part—butonly one part—of the strategy forreducing pathogens on meat and poultryproposed in this document. Product notproperly treated with at least oneantimicrobial treatment would beretained; the Inspector in Charge woulddetermine its disposition. FSIS invitespublic comment on this approach, aswell as on the issues raised in thediscussion below concerning whattreatments are effective and appropriate.
Past and Current Agency PolicyDespite establishment’s best efforts to
reduce or eliminate contaminationduring slaughter and dressingprocedures, livestock and poultrycarcasses still may harbor pathogenicmicroorganisms. The sources of theseorganisms, most of which are associatedwith the living livestock and poultry,are not fully understood, and fullyeffective preharvest preventivemeasures, while under study, are notcurrently available. Thus, introductionof pathogenic microorganisms intoestablishments along with the animalscannot be absolutely prevented at thistime. The use of the best slaughter andsanitary dressing procedures andtechnologies can reduce the likelihoodthat product will be contaminated bythese invisible pathogens, but they
cannot guarantee the absence ofpathogenic bacteria on raw meat orpoultry product.
FSIS recognizes that the technologiesnow available for reducing bacterialcontamination on raw carcasses arelimited. Indeed, the inspectionregulations currently have no listings forantimicrobial agents as such. However,FSIS has over the years permitted anumber of such treatments to be used ininspected establishments on a case-by-case basis, and is proposing to includesome of these in the regulations throughthis rulemaking. Some currentlyavailable treatment methods aredescribed below.
New antimicrobial procedures,including variations on those listedbelow, will be approved for use by FSISto meet the proposed requirement for anantimicrobial treatment, provided dataare submitted demonstrating they aresafe and effective for that purpose.Current interventions generally provideat least a one order of magnitude (i.e.,a 90-percent) reduction in the numbersof bacteria of concern on treatedcarcasses.
Antimicrobial treatments areinterventions that decreasemicroorganisms present on the surfacesof meat and poultry carcasses.Antimicrobial treatments are notdesigned to compensate for sloppysanitary dressing procedures on theslaughter floor, and under this proposal,will not be permitted to be used for thatpurpose.
Thus, the proposed use ofantimicrobial treatments does not implya change in current FSIS policyregarding removal of physicalcontaminants from meat and poultrycarcasses. Fecal, ingesta, or milkcontamination on cattle carcasses mustbe removed by trimming. Wash/trimstudies are underway to determine thebest way to remove these visiblecontaminants. Public comment anddiscussion, including peer review, ofthe data from these studies will besolicited and reviewed as part of theAgency’s evaluation anddecisionmaking process on this issue.
FSIS policy concerning visiblecontaminants on poultry continues torequire carcasses to be free of fecalcontamination before entering thechillers. The process control programset forth in the current regulationsprovides Finished Product Standards(FPS) for poultry where feces are one ofthe ‘‘nonconformances’’ that aresummed with other nonconformances todetermine compliance with the standard(9 CFR 381.76). This is only a measureof the presence of this nonconformance,not a tolerance. Finished poultry
carcasses are subject to the samerequirements as are finished livestockcarcasses, with no visible fecal matterpermitted. Because of confusion on thispoint, FSIS is proposing to remove fecesfrom the FPS for poultry to make clearthe current policy that there is notolerance for feces.
The Agency’s proposal to codify thezero tolerance policy for fecalcontamination was one of a number ofrecently proposed changes to its poultryinspection regulations, designedprimarily to address concerns aboutpathogens (July 13, 1994, 59 FR 35639).The proposal drew more than 400comments. Although many criticalcomments were received, a greatmajority of the comments on pointsupported the use of antimicrobialtreatments and removal of feces fromthe Finished Product Standards.Because these two elements of the July13 proposal are incorporated in thisproposal, comments are again beingsolicited. This does not, however,preclude completion of the Julyrulemaking on these two issues and theissuance of final rules based on thatproposal.
One part of the July proposal that wascriticized in the comments is therequirement that the antimicrobialtreatment be limited to application priorto the chilling or cooling system. Somecommenters indicated that certainantimicrobial treatments for use in thechilling or cooling systems are moreeffective than treatments applied beforethis point. Additionally, some held thatcertain post-chill treatments, such asirradiation, may provide a moreeffective treatment option. FSIS’s intentwas, and is, that poultry entering chilltanks be as clean as possible. However,FSIS invites comments on whethermandated antimicrobial treatmentsshould be restricted to pre-chillapplication, as proposed above.
Irradiation is another issue related tothis proposal on antimicrobialtreatments. Irradiation is statutorilydefined as a ‘‘food additive’’ under theFederal Food, Drug, and Cosmetic Act(FFDCA) and thus its safety is evaluatedby FDA, which must approve its use asa food additive in a regulationspecifying safe and lawful conditions ofuse. FDA has approved irradiation foruse in controlling foodborne pathogenson uncooked poultry (21 CFR 179.26),and FSIS has promulgated regulationsunder the PPIA specifying inspectionrequirements for establishments usingthat process (9 CFR 181.149). FDAcurrently is considering a petition topermit use of irradiation to controlpathogens on uncooked meat.Irradiation is not being considered an

6791Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
antimicrobial treatment for purposes ofthis proposal because irradiationfacilities are to date extrinsic, stand-alone operations that cannot easily beintegrated into a slaughter operation—the focus of the present effort.Furthermore, although irradiation hasbeen shown to be a highly effectivepathogen control mechanism, it is acapital-intensive process largelyunavailable to most inspected slaughterestablishments. Notwithstanding theseconsiderations, firms would be able touse irradiation on raw poultry underexisting regulations, in addition to theantimicrobial treatments now beingproposed.
Approved Antimicrobial Treatments
A number of methods for reducing thenumber of bacteria that may be oncarcasses have been suggested, e.g.,exposing the carcass to hot water,chemical sanitizers, such as chlorine ortrisodium phosphate (TSP), and shortchain food grade acids, such as lactic,acetic, and citric acids.
Antimicrobial treatments currentlypermitted by FSIS are techniquesinvolving the rinsing of carcasses witha wash or spray, normally using eitherhot water or a solution of water and asubstance approved by FSIS for that useon the basis that it has been found to beeffective and its use is consistent withapplicable FDA regulations governingfood additives. Some mechanicalprocess modifications currently in usehave been shown to enhance the resultsof rinsing procedures. Countercurrentscald tanks with a postscale spray havebeen shown to be effective in reducingbacterial levels on poultry carcasses.
Equipment and utensils used inpreparing or handling meat and poultryproducts in inspected establishmentsare subject to inspection to ensure thattheir use will not result in adulterationor misbranding of the finished product.To promote efficiency and uniformity inthis element of FSIS’s inspection duties,FSIS reviews newly developedequipment and utensils intended for usein inspected establishments andpublishes a listing of equipment andutensils found to be acceptable for thatuse (9 CFR 380.5, 381.53).Establishments and other manufacturersof mechanical devices designed forantimicrobial treatments, such asscalding tanks and spray cabinets anddevices, must obtain approval of theirequipment from the Facilities,Equipment and Sanitation Division,Science and Technology, Food Safetyand Inspection Service, U.S. Departmentof Agriculture, Washington DC 20250. Acopy of the current list of approved
equipment and utensils also is availablefrom that office.
The use of an antimicrobial treatmenton raw meat and poultry carcasseswould reduce the levels of bacteria onthe product, but it would not eliminatethe need for continued careful handlingof those products before and after theantimicrobial treatment. The followingare available antimicrobial treatmentsthat FSIS tentatively concludes couldsatisfy its proposed requirements for amandatory antimicrobial treatment.FSIS invites comment on each of these.
(a) Hot water. Hot potable water orsteam may be used to reducemicrobiological counts on meat andpoultry. Washing carcasses with hotwater has been shown to be effective inreducing the level of bacteria on carcasssurfaces.
The decontamination of carcassesusing hot water has a number ofadvantages. These include: (1) reliablereduction of contaminants, (2) removalof loose extraneous material, (3) noimpairment of meat properties, (4) nochemical reaction with equipment, suchas the corrosive effects associated withacetic acid, (5) no disposal problems,and (6) readily available and easilyaccomplished.
Disadvantages with hot water spraysinclude: (1) the need for greaterpumping pressures, (2) less recoverableheat energy from the outlet water steam,(3) the likelihood of nozzle blockage ifwater is recirculated, and (4) theproduction of mist which condenses onsurfaces in the vicinity of the cabinet ifbaffles are not used.
Scientific studies over the course ofthe past twenty years have investigatedwhether the use of hot water (74°–95°C,165°–201°F) instead of the commonlyused lower water temperatures (30°–35°C, 85°–95°F) can reduce the generalmicroflora of aerobic mesophilespresent on the carcass, includingmembers of the familyEnterobacteriaceae. This taxonomicgroup includes some of the mostimportant foodborne pathogens. Hotwater rinses have been shown to beeffective against a number of foodbornepathogens including Escherichia coliO157:H7, Salmonella, Yersiniaenterocolitica, and Listeriamonocytogenes. Quantitative studiesassessing the impact of hot watertreatment on the survival of E. coliO157:H7 have suggested that it canreduce the levels present on thecarcasses by 84–99.9 percent, as well asthe number of contaminated carcasses.Other studies with E. coli biotype 1 (E.coli O157:H7 is one of hundreds of E.coli serovars) have indicated that hot
water can reduce levels by 99–99.9percent.
The effects of hot water washing aredependent on two separate mechanisms.The first is simply the physical washingaction of the rinsing. This can accountfor a significant portion of the overalleffect, particularly if the bacteria areonly loosely attached to the carcasssurface. In addition, the thermal effectsof the elevated temperatures producesome degree of heat inactivation. Aswith any thermal processing, the extentof the inactivation will be directlyproportional to both the duration andtemperature of the heating material (i.e.,water temperature). A hot water rinsecan achieve up to a 99.9 percent (3 log)decrease in the levels of variouspathogenic and non-pathogenic bacteria.It potentially can achieve up to a 99.9percent reduction in E. coli O157:H7.
Hot water sprays are most effectivewhen applied in a manner that raisesthe water film on the surface of thecarcass (surface temperature of thecarcass) to 82°C (180°F) for 10 seconds.Exposure of beef carcasses to 80°C(176°F) water results in a greying of themeat surfaces; however, the colorreturns to its normal appearance afterchilling. When the carcass surface isexposed to 82°C (180°F) for more than20 seconds, tissue discolorationbecomes permanent.
Researchers have tested theeffectiveness of hot water using spraysor dips and using decontaminationcabinets, with hot water only and withchemical sanitizers.
One study found that treating beefcarcasses with a steam and hot waterspray at 176°F–205°F (80°C–96°C) for 2minutes, sprayed from one foot (25 cm.),lowered bacterial numbers. A volume of18.9 liters of water was sprayed for eachcarcass. Some discoloration of thecarcass surface occurred initially, butnormal color returned after cooling for24 hours.
Another study found a hot watertreatment of beef and mutton samplesinoculated with E. coli more effective inreducing bacterial numbers than anaked flame, steam chamber, steamejection, or washing with water at 37°C(99°F). When hot water temperatureswere below 60°C (140°F), no significantcolor change was noted. Above 85°C(185°F), the color change was markedand permanent. Permanent colorchanges of the surface tissues caused byusing water at 95°C (203°F) for threeminutes did not extend more than about0.5 mm below the surface. Temperaturesof 70°C (158°F) and above gave at leasta two log (99 percent) reduction ofinoculated E. coli on samples.

6792 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
The hot water spray cabinet used onlamb carcasses had water leaving thenozzles at 95°C, but the temperature ofthe water reaching the carcass could notbe raised above 74°C (165°F). They wereable to obtain a 99 percent decrease ininoculated E. coli at all sites when sheepcarcasses were immersed in 80°C(176°F) water for 10 seconds. Immersionfor 30 seconds gave little extra kill ofinoculated bacteria. In-plant immersiontests on carcasses that had not beeninoculated showed a 98 percentreduction in bacterial numbers.
Researchers have found that pouringhot water at 169°F (77°C) on beef (tissueslices) and mutton (carcass) samples for10 seconds destroyed more than 99percent of E. coli and Salmonellainoculated (10 6.5/cm2) onto the samples.Tissues surfaces were not permanentlydiscolored. When beef slices (2.5 cmthick) swabbed with bacterial culturewere exposed to hot water (60°, 65°, 70°,80°, 90°C) for intervals of 10, 30, 60, and120 seconds, it was found that the timeof exposure was not a factor, but aprogressive decrease in E. coli countsfrom >101 at 60°C to >104 at 90°C wasnoted. Coliform and aerobic mesophilicbacteria counts on six naturallycontaminated sheep carcasses werereduced from 100 cells/cm2 to belowdetectable limits and 8,500 to 310 cells/cm2 respectively.
A 1979 study applied cold water(16°C, 60°F)(<14 kg/cm2), hot water76°C–80°C [168°C–176°F])(14 kg/cm2),and steam (95°C) to previously frozenbeef plate strips. Treatment with coldwater alone reduced the counts by aboutone log. Steam alone only reduced thecount by 0.06 log. Initial reduction incounts by hot water alone was 2.0 log.Samples held at 3.3°C were cultured forseveral days after treatment. After aninitial lag phase of less than a day forsamples treated with cold water orsteam, the rates of bacterial growth weregreater on the treated samples than onuntreated controls. By the fifth day theaerobic plate counts for steam and coldwater treated samples exceeded theaerobic plate count on the controlsamples. Presumably this was due to thegreater surface moisture from thetreatment. The rate of bacterial growthon samples treated with hot water wassimilar to that on controls, but theinitial 2-log difference was maintainedthrough 12 days of storage resulting innearly 5 additional days for counts toreach 108/cm2.
A 1981 study reported that lambcarcasses sprayed with hot water attemperatures >169°F (77°C) causedsignificant decreases (1.0 log10/cm2) inAPC. As temperature was increased the
reduction in bacterial numbers observedby spray washing was increased.
Another researcher used a delugemethod instead of conventionalpressure spraying. Advantages citedinclude: construction simplicity,cheaper running cost, and greaterreduction in bacteria. However, unlikespray decontamination, coverage of theabdominal and thoracic cavities wasonly about 65 percent. He found asignificant (<0.05) linear relationbetween the log reduction in inoculatedE. coli and average water filmtemperature which varied withexposure time immediately aftertreatment. Longer exposure (20 sec vs 10sec) produced significantly greaterreduction at higher temperatures (44.5°,66.0°, 74.2°, 83.5°C). There was nosignificant growth of E. coli between 24and 48 hours, which is consistent withthe findings of several other researchers.After chilling for 48 hours, sidesexposed to 83.5°C had a slight andapparently permanent bleaching of thefat and meat tissue in the area of theupper thoracic cavity.
In a 1993 study, carcasses weresprayed with 2 liters of hot (95°C) waterfor 40 seconds with the intent of raisingthe meat surface temperature to 82°C for10 seconds before final wash and afterfinal wash. The apparatus was designedto raise the temperature within 30seconds and maintain it at 82°C for 10seconds. Culture samples taken from hotwater-treated carcasses before finalwash had a mean log10/cm2 of 1.1 whilecontrols had log10/cm2 of 2.4. Culturesamples taken from hot water-treatedcarcasses after the final wash had amean log10/cm2 of 1.5 while controlshad log10/cm2 of 2.3. It was unclear whya greater reduction in bacterial numbersoccurred when carcasses were sprayedwith hot water before the final carcassrinse. A 15–20 minute elapsed timebetween hot water and final wash mayhave allowed more bacterial attachmentto take place. The volume of the sprayand the size of droplets were found tohave a profound effect on thetemperature of the water contacting thecarcass surface.
In view of this research, FSIS isproposing that hot water treatmentsused to meet the intent of this regulationbe applied such that the temperature ofthe water at the surface of the carcass is≥ 165°F (≥ 74°C) for ≥ 10 seconds. Ifapplied by a spray, this is likely torequire that the water be heated to asomewhat higher temperature. The hotwater would have to contact all carcasssurfaces. Other combinations of timeand temperature of hot water also maybe effective. FSIS would like commentson this point.
FSIS considers the final beef carcasswash to be an appropriate point atwhich to apply hot water as anantimicrobial treatment. The finalcarcass wash occurs at the end of theslaughter and dressing process, aftertrimming and FSIS postmorteminspection is completed. The finalcarcass wash is usually the last step inthe dressing process before the carcassenters the cooler for chilling. The finalcarcass wash removes blood, bone dust,hair, dirt, and other accidentalcontamination. On November 1, 1994,FSIS announced that hot water rinseswill be allowed at the final beef carcasswash without prior approval. Anestablishment wishing to apply hotwater to beef carcasses at the final washno longer must obtain prior approval byFSIS. However, FSIS notes that a hotwater wash used pre-evisceration mightalso meet the intent of this regulationand therefore has the potentialadvantage of removing/destroyingbacteria before they have had time tobecome tightly attached to carcasstissues. FSIS invites comments onwhether the use of hot water wash tosatisfy the proposed requirement of anantimicrobial treatment should belimited to the final carcass wash orshould be permitted at other stages ofthe slaughter and dressing process.
A list of studies on various methodsof applying hot water to meat andpoultry carcasses is on file in the FSISDocket Clerk’s office, and is availablefrom the Director, Slaughter InspectionStandards and Procedures Division,FSIS, U.S. Department of Agriculture,Washington, DC 20250. FSIS welcomesadditional data on the effectiveness ofhot water as an antimicrobial treatment,especially regarding the effectiveness ofvarying temperatures and times ofexposure.
(b) Lactic, acetic, and citric acidsolution sprays.
Lactic, acetic and citric acids are weakacids that have long been consumed byhumans in a variety of foods. Theyoccur naturally (e.g., citric acid inlimes), have been added in theprocessing of a broad variety of foods(e.g. acetic acid in mayonnaise), anddevelop in the fermentation of foods(e.g., lactic acid in cheese).
FDA lists acetic acid as GenerallyRecognized As Safe (GRAS) as a directfood substance in 21 CFR 184.1005 ifused at levels not exceeding currentgood manufacturing practice (CGMP).The acetic acid listing specifies that theCGMP results in a maximum level inmeat of 0.6 percent as served. While theuse of acetic acid on fresh meat was notreviewed by the Select Committee onGRAS Substances in reaching its

6793Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
conclusion on the safety of food use ofacetic acid, FDA believes that use ofacetic acid as proposed in this rule willresult in residual levels on product ‘‘asserved’’ below the most restricted uselevels specified in § 184.1005 for aceticacid (FDA November 29, 1982), 0.15percent for ‘‘all other food categories.’’
Lactic acid is approved as GRAS at 21CFR 184.1061 with no limitations otherthan good manufacturing practice. Inaddition, lactic acid is listed for use asan antimicrobial agent in foods, also ata level not to exceed goodmanufacturing practice.
Citric acid is listed for multiplepurpose use in 21 CFR 182.1033, whenused in accordance with goodmanufacturing practices.
In addition, sections 318.7(c)(4) and381.147(f)(4) of the regulations (9 CFR318.7(c)(4) and 381.147(f)(4)) currentlyallow the use of acetic, lactic, and citricacids as acceptable ingredients invarious meat and poultry productswhen used as acidifiers or as esterifiersin margarine. Citric acid may also beused as an anticoagulant, a flavoringagent, and a synergist at various levelsin various meat and poultry foodproducts. Citric acid is acceptable as acuring accelerator to speed up colorfixing or preserve color during storage ofcured pork and beef cuts and curedcomminuted meat food products.
In 1990, FSIS determined that lactic,acetic and citric acids can be safely andeffectively used as antimicrobialtreatments on meat and poultrycarcasses and by-products duringslaughter and dressing procedures. Thatdetermination was based on anextensive review of the scientificliterature on methods of reduction ofbacteria on meat surfaces.
During the past twenty years the useof organic acid rinses to reduce spoilageand pathogenic microorganisms onfoods has been studied extensively.Numerous researchers havedemonstrated that organic acid rinsescan produce a significant reduction inbacterial levels on the surfaces of meatand poultry. Although most of thesestudies have been conducted underlaboratory conditions, there have beensome studies that have specificallyassessed the efficacy of theseantimicrobial systems under productionconditions. Also, some of the laboratoryresearch has been conducted undersimulated in-plant conditions.
The results achieved in the variousresearch trials have not beenunequivocal, in part because theeffectiveness of the compounds isdependent on their interactions with anumber of other factors. Some of thefactors that have been identified include
(1) pre- versus post-rigor tissue, (2) pre-washing prior to treatment, (3) tissuetype, (4) method for acid delivery, (5)droplet size, (6) flow rate/pressure, (7)temperature, (8) pH, (9) contact time,(10) bacterial species, (11) type of acid,(12) buffering capacity, and (13)moisture content. Differences in studydesign, especially factors such asmethods used to collect tissue samplesand analyze for bacterial species or thepreadaptation of bacterial cells to anacid environment, affect results.Interpretation of research results canalso be confounded by difficulty inobtaining valid microbiological databecause of large carcass to carcassvariations, as well as differences inmicroflora associated with differentslaughter facilities, carcasses, andsample sites on individual carcasses.
The literature suggests it is importantto lower the pH of the meat surface ifbacteria are to be controlled effectivelyby using an organic acid. Most organicacids are effective only at low pH valuesof pH 5.5. Apparently the anion exertssome effect on bacteria at pH values ofpH 5.5. The pH affects the extent ofdissociation. Undissociated weak acidsare more effective than the dissociatedform and dissociate to produceacidification of the cell interior.
Overall, the available scientific dataindicate that washing of carcasses withorganic rinses or sprays can achieve a90–99.9 percent reduction in levels ofspoilage bacteria (e.g., Pseudomonasfluorescens) though in some cases thereductions were not statisticallysignificant and in others noimprovement was noted. In addition,acid sprays and dips have also beenshown to decrease the levels of specificpathogens, as well as the incidence ofcarcasses that are positive for specificpathogens. This includes activityagainst Salmonella spp.,Staphylococcus aureus, Campylobacterjejeuni, Yersina enterocolitica, andListeria monocytogenes. However, thesetechniques do not and cannot beexpected to completely inactivate oreliminate pathogens.
One of the bacterial species thatappears to be among the more resistantto the effects of organic acids is E. coliO157:H7. A number of investigatorshave found that O157:H7 has arelatively high acid tolerance. Again, theextent of inactivation achieved with E.coli O157:H7 has varied among thevarious studies. For example, oneresearcher found that E. coli O157:H7reductions were similar to thoseobserved for Salmonella spp. andListeria monocytogenes, with up to a99.9 percent reduction in the levels ofall three bacteria from inoculated tissues
and concluded that an acetic acidcarcass sanitizer could be used as aneffective method to control thesebacterial pathogens. Conversely, anotherreported that up to 1.5 percent acidtreatments did not appreciably reduce E.coli O157:H7, whether at 20° or 55°Cand ‘‘was of little value in disinfectingbeef of E. coli O157.’’ It has beenreported that there are differencesamong E. coli O157:H7 isolates inrelation to their acid tolerances. Theseinvestigators also found thatinactivation was dependent on acidconcentration (5 percent gave greatestreductions), and tissue type (reductionsgreater on adipose tissue than lean).Some investigators have suggested thatlactic acid is more effective than aceticor citric acid against E. coli. It has beensuggested that the primary determinantsof effectiveness were the pH achieved atthe surface of the carcass and thecorresponding period of exposure.
Organic acids apparently are moreeffective when applied as soon afterslaughter as feasible, and when they areat elevated temperatures (53°–55°C).The bacteria found on a carcass soonafter slaughter are believed to be presentin a water-film on the surface and,therefore, are relatively easy to remove,contrasted with bacteria that havebecome attached to the carcass surfaceitself by the time chilling is completeand are therefore more difficult toremove.
Overall, organic acid rinses appear tobe a generally effective antimicrobialintervention that have several distinctadvantages. Specifically, the advantagesinclude: (1) the technique can achieveup to a 99.9 percent (3 log) decrease inthe levels of specific pathogenic andnon-pathogenic bacteria; (2) theeffectiveness of the application can bereadily monitored; (3) the technologycan be implemented through a relativelystraightforward modification of existingequipment; and (4) this is a process forwhich there are no apparent ‘‘tradeoffs’’in relation to other risks or negativeattributes (e.g., the presence of residuesor the need to eliminateenvironmentally sensitive byproducts).The primary disadvantage is that theeffectiveness of acetic acid rinsesagainst E. coli O157:H7 is not as greatas against other pathogens, and at leastsome studies indicate that these rinsesmay not achieve the results desired.
In 1992, FSIS issued a directive (FSISDirective 6340.1, 11/24/92) thatprovided guidance to FSIS employeeson conditions of use, and how toevaluate and respond to livestockestablishments’ requests for approval ofpre-evisceration carcass spray systemsusing an acid spray to reduce the

6794 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
microbial population and retard furthermicrobial growth on livestock carcasses.For beef carcasses, FSIS also recentlyauthorized establishments to use acetic,citric, or lactic acids on inspected andpassed carcasses before chilling inconjunction with the final wash withoutprior FSIS approval on anestablishment-by-establishment basis.
FSIS is proposing that, to satisfy theproposed requirement for at least oneantimicrobial treatment, acetic, lactic, orcitric acid could be applied to carcasssurfaces prior to entering the cooler.FSIS is preparing to propose in aseparate rulemaking that these organicacids be listed, as approvedantimicrobial agents, in 9 CFR 318.7 and381.147 for livestock and poultry uses,respectively, in a solution of 1.5–2.5percent concentration and in such afashion that all carcass surfaces wouldbe contacted.
FSIS invites comments on whetherthe use of these acids to satisfy theprogram requirements for anantimicrobial treatment should belimited to post-inspection application inconjunction with the final carcass washor should be permitted at earlier stagesof the slaughter and dressing process,such as after skinning but beforeevisceration and completion ofpostmortem inspection by FSISinspectors, or during chilling. FSIS alsoinvites comment on whether organicacid sprays should be considered anacceptable antimicrobial treatment inbeef slaughter establishments in light ofthe reported acid-resistance of E. coliO157:H7, which is a pathogen ofparticular public health concern in beef.
A list of studies on the application oforganic acids on meat carcasses is onfile with the FSIS Docket Clerk and maybe obtained from the Director, SlaughterInspection Standards and ProceduresDivision, FSIS, U.S. Department ofAgriculture, Washington, DC 20250.
(c) Trisodium phosphate (TSP). Theapplication of TSP to raw poultrycarcasses by spraying or dipping with asolution of water and food grade TSPwas recently approved by FSIS.Trisodium phosphate (TSP) is listed inthe FDA regulations as GRAS formultiple purpose use, in accordancewith good manufacturing practices. FDAhas affirmed that application of TSP toraw poultry carcasses is consistent withthe GRAS listing for TSP. Additionally,TSP (sodium phosphate, tribasic) islisted in the Food Chemicals Codex III(1981).
FSIS has granted interim approval foruse of TSP at pre-chill and post-chilllocations, and has begun rulemakingprocedures to include this compound in9 CFR 381.147(f)(4), Table 1, under the
new class of substances to be called‘‘antimicrobial agents’’ (59 FR 551). TSPreduces bacterial levels, includingpathogenic bacteria, on raw poultrycarcasses when applied by spraying ordipping the raw poultry carcasses for upto 15 seconds post-chill or for up to 30seconds pre-chill with an 8–12 percentsolution of TSP in water. TSP may beapplied to raw chilled poultry as asolution maintained at 45°F–55°F, andto raw poultry as a solution maintainedat 65°F–85°F.
Industry, university, and AgricultureResearch Service studies demonstrateTSP induced reductions in carcassSalmonella levels ranging from 90 to>99.9 percent (1.2 to 8.3 log10). Thehigher Salmonella reductions wereassociated with pre-chill TSPapplications. Mean carcass Salmonellaprevalence was reduced from up to 23percent to approximately 1 percent.Industry studies demonstrate medianreductions in carcassEnterobacteriaceae and E. coli levels ofapproximately 99.5 percent (2.5 log10).In a study conducted by an independentlaboratory, Campylobacter averageprevalence was reduced from 100percent to 30 percent with meannumerical reductions of >99.9 percent(4 log10) following TSP application toraw, unchilled poultry carcasses. TSPapplication to raw poultry, under theabove stated time, concentration, andtemperature conditions of use, therefore,causes statistically significantreductions in these most common gramnegative pathogens associated with rawpoultry.
As part of the poultry chillingprocess, poultry carcasses may gainmoisture up to the levels permitted in9 CFR 381.66(d). Poultry establishmentsusing TSP are not exempted from themoisture absorption and retention limitscontained in 9 CFR 381.66(d). Topreclude the potential for economicadulteration of poultry carcasses as aresult of TSP treatments, federallyinspected establishments applying TSPto raw poultry carcasses will include theTSP application in their washing,chilling, and draining method asoutlined in 9 CFR 381.66(d)(8).
Commercial use of TSP has onlyrecently begun in some poultryestablishments. It is not yet widelyused. A commercial study investigatingthe efficacy of TSP in reducing bacteriallevels on beef carcasses is in progress.
Federally inspected establishmentsusing TSP as an antimicrobial agent onraw poultry have consistently met localand State effluent phosphate dischargerequirements by making minormodifications to their effluentflocculation methods.
FSIS is proposing to permit TSP to beapplied to poultry carcass surfaces atany point prior to entering the chiller asone means to meet the proposedrequirement for an antimicrobialtreatment. FSIS intends to propose inanother rulemaking a regulation to listTSP in part 381.147(f)(4), Table 1, as anapproved antimicrobial agent. TSPwould be applied in a solution of 8–12percent concentration in such a fashionthat all carcass surfaces would becontacted.
A list of studies done on theapplication of TSP to poultry carcassesis on file in the FSIS Docket Clerk’soffice, and is available from theDirector, Slaughter Inspection StandardsDivision, FSIS, U.S. Department ofAgriculture, Washington, DC 20250.
(d) Chlorinated water. The washing ofcarcasses with chlorinated water toreduce the amount of spoilage andpathogenic microorganisms on carcassesis a longtime practice in the poultryindustry. As early as 1951, researchersnoted the effectiveness of in-plantchlorination in lowering bacteria countson product, increasing shelf life,reducing odors in the establishment,and reducing slime on equipment.
Chlorine is now used in most poultryestablishments, primarily in chill water,to minimize bacterial cross-contamination and as an effectivesanitizing agent on facilities andequipment, usually at FSIS-sanctionedlevels of 20 to 50 parts per million(ppm) available chlorine.
A FSIS study published in 1992showed significant microbial reductionson raw chicken carcasses and gibletsimmersed in chlorinated chill water. Inthis study, the addition of 25 ppm ofchlorine in the chill water resulted in asignificant decrease in aerobic platecounts, Enterobacteriaceae, and E. coli.Some reduction also occurred withoutchlorine in chill water indicating thatchilling carcasses in this manneractually reduces the bacterial load oncarcasses. The effect on Salmonella wasa reduction in the amount of cross-contamination. Without chlorine, thepercent of carcasses exiting the chillerwith Salmonella versus the percentgoing in increased significantly. Withthe addition of chlorine, the differentialwas not significant. The conclusion wasthat chlorine aids in the control of cross-contamination in the chillers.
Chlorinated water has long beenrecommended for reducing bacteria inpoultry processing establishments. Inone study 34 ppm chlorine reducedsalmonellae in broiler chill water tonon-detectable levels, and resulted insignificant reductions (10–13 percent) in

6795Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
the incidence of Salmonella on thecarcasses.
A 1968 study demonstrated that byincorporating chlorine (20 ppm) intosheep carcass wash water, bacterialnumbers were reduced significantly, butusually less than one log. Another studyshowed increased reductions inbacterial numbers were obtained as thechlorine level in water used to washlamb carcasses was increased up to 357ppm. Another researcher observedsimilar reductions when lamb carcasseswere washed with 150 and 250 ppmchlorine. A study in 1977 found that upto log100.7/cm2 reduction could beobtained by using water containing 200–250 ppm chlorine to spray beef tissue.
An initial mean reduction of 0.31 logon beef tissue has been achieved bytreating it with a 200–250 ppm chlorinewash. FSIS considers the application ofchlorine at levels up to 30 ppm onpoultry, including giblets and salvagedparts, and in poultry chiller water, to beprior sanctioned under the food additiveprovisions of the Federal Food, Drug,and Cosmetic Act. The comparable useof chlorine in sprays applied tolivestock carcasses is also a practice thathas long been permitted by FSIS.
The vast majority of poultryestablishments and a growing number ofmeat establishments apply chlorinesolutions during slaughter andprocessing. To meet the intent of theregulation, FSIS would allow theapplication of 20–50 ppm chlorine inthe final wash for livestock and poultrycarcasses.
Some environmental risks have beenassociated with the use of chlorine,most significantly from the formation ofbyproducts of chlorine reactions withorganic compounds in water. Thetrihalomethane (THM) byproducts arethe current focus of regulation ofdrinking water chlorination by theEnvironmental Protection Agency underthe Safe Drinking Water Act. It has beenreported that there is an associationbetween long-term exposure tochlorinated drinking water and a 9–15percent higher incidence of humanbladder and rectal cancer. Theresearchers were of the opinion,however, that the public health risksfrom microbial contamination inunchlorinated water ‘‘greatly exceed’’the risks of possible increased incidenceof bladder and rectal cancers.
Because one of the THMs, chloroform,is an animal carcinogen, FSIScontracted with a private firm toperform a quantitative cancer riskassessment on chloroform residuesrecovered from the fat and skin of wholebroiler chickens purchased at retail.Based on this assessment, estimates of
additional lifetime cancer risk in thepopulation from consumption ofchloroform residues in chicken rangedfrom two in one billion (2 × 10¥9) to fivein 100 million (5 × 10¥8) for fat, andfrom two in one billion (2 × 10¥9) tofour in 100 million (4 × 10¥8) in skinbased on estimates of chickenconsumption. These are well below thelevel of one in one million (1 × 10¥6)additional lifetime cancer risk generallyconsidered negligible by EPA and FDAin their regulation of pesticides andother chemicals, such as animal drugresidues.
FSIS believes that these extremelysmall risks are clearly outweighed bythe public health benefits of chlorine inreducing microbial contaminants onproduct. FSIS permits the use of nitritesin cured products on a similar basis; theantimicrobial safety benefits providedconsumers by its use greatly outweighthe very small risk posed by possiblecarcinogenic byproducts.
At the request of FSIS, ARS isstudying the possible risks from anymutagens that might be formed with theuse of chlorinated poultry chiller water.Early phases of this study indicate onlythat very low levels of mutageniccompounds are associated withchlorinated poultry chiller water andthat they increase as the chlorine levelsused increase.
FSIS will continue to monitor closelyall data on the safety of chlorine whenused on carcasses as an antimicrobialagent, and will continue to reevaluatethe risks and benefits associated withapproved use.
FSIS invites comments on the risksand benefits of chlorine used to reduceand control microbial levels on meatand poultry products.
Product for ExportApplication of antimicrobial
treatments under this proposedregulation might interfere with theexport of the products. This may beespecially true for products fromcarcasses treated with certain chemicals.For example, Canada limits the use ofchlorine on poultry products to amaximum of 20 ppm, and chlorine isnot permitted at all in some of thecountries of the European Union.
Therefore, so as not to interfere withthe export of meat and poultry products,and enable companies to meet theexpectations of their customers, FSIS isproposing to exempt from antimicrobialtreatment product designated for exportonly. This exemption would apply onlyto product being prepared for export toa country which will not accept productexposed to the antimicrobial treatmentinstalled in the establishment under this
proposed regulation. Exempted exportproduct must be properly identified,segregated, and labeled. FSIS invitescomments on this proposed exemption.
3. Temperature ControlsTemperature is one of the primary
factors affecting bacterial multiplication;the lower the temperature, the moreslowly the multiplication occurs.Carcass surfaces become contaminatedwith bacteria during the slaughter anddressing procedures, while carcassinteriors remain uncontaminated. Rapidcooling of carcasses prevents themultiplication of pathogenic bacteria onthe carcass surface, and thus reducesconsumer exposure and risk.
FSIS has concluded that most rawmeat and poultry products must berapidly chilled to 50°F and thenmaintained at 40°F or below tominimize the risk to public health frompathogens on those products. Thetechnology needed to achieve theproposed chilling standards is readilyavailable and for the most part alreadyinstalled in establishments. The changebeing proposed is that appropriate time-temperature controls for handling rawproduct, already generally adhered to bymany establishments, will becomemandatory for all establishments.
Accordingly, a new section 318.25would be added to the meat inspectionregulations requiring thatestablishments cool livestock carcassesand raw meat products so the productsreach a temperature of 50°F or belowwithin specified time periods andmaintain cooled carcasses and raw meatproducts at 40°F or below throughouthandling, holding, and shipping to otherofficial establishments, with certainexemptions. One exception is for rawproduct going directly into processingthat includes a pathogen-lethal heatingstep, and thereby results in a ‘‘ready-to-eat’’ product. Raw product would bepartially exempt from the time-temperature requirements applying tofresh carcasses because when productenters a ready-to-eat process, other time-temperature controls applicable to theraw ingredients would apply.Additionally, the processing treatmentrequired for ready-to-eat productsstabilizes the product by killing bothpathogens and spoilage bacteria.Another exception to the proposedcooling requirements is for ‘‘hot-boned’’product, that is, muscle tissue removedfrom the carcass before chilling, whichwould have to be cooled within 5 hours(meat) or 1.5 hours (poultry) to a surfacetemperature of 10°C (50°F). Any edibleparts removed from the carcass and notto be heat processed directly, e.g., livers,hearts, and heads with cheek meat, must

6796 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
enter a chiller within 1 hour and chillat the same rate as carcasses.
This proposal also would amendsection 381.66 of the poultry regulationsso they are substantially consistent withthe proposed meat inspectionregulations regarding temperature andchilling requirements. Section 381.66currently requires that all poultryslaughtered and eviscerated in anofficial establishment be chilledimmediately after processing so that theinternal temperature is reduced to 40 °For below within a time periodappropriate to the size of the carcass. Itfurther requires that eviscerated poultryto be shipped from the establishment inpackaged form be maintained at 40 °F orbelow, with certain exceptions. Section381.66 would be amended to includenew time/temperatures requirements, tomandate corrective actions when time/temperature controls fail, and toeliminate other provisions inconsistentwith those being proposed for meat.FSIS believes the proposed time-temperature cooling requirements formeat are equivalent to those in effectand being proposed for poultry in termsof their public health benefits and arereadily attainable under currentcommercial conditions.
Time-Temperature RequirementsFSIS is proposing that establishments
cool the surface of meat carcasses to 50°F or below within 5 hours and to 40 °For below within 24 hours from the timethat carcasses exit the slaughter floor.This cooling rate is based on the bestestimate of what is needed to minimizemultiplication of pathogenic organismsand what is achievable in a well-controlled meat establishment.Controlling the surface temperature alsoensures that the interior is cooling at areasonable rate.
Carcasses and raw meat productswould be required to be maintained atan internal temperature of 40 °F orbelow during handling, holding, andshipping. FSIS considered a highertemperature limit because attemperatures below 50 °F, spoilagebacteria generally multiply faster thanpathogens. Thus, meat below 50 °Fgenerally will spoil before excessivepathogenic bacterial multiplication canoccur. For example, spoilage bacteria,such as Pseudomonas spp., Pediococcusspp., and Lactobacillus spp., not onlyincrease faster than pathogenic bacteria,below 50 °F, but some also forminhibitory compounds. However, FSISrejected a higher temperature limit andis proposing 40 °F because: (1) Thelower temperature provides anadditional margin of safety against themultiplication of pathogenic bacteria,
(2) 40 °F has long been the maximumtemperature recommended, as set forthin Agriculture Handbook No. 412; (3)the U.S. industry generally uses muchlower temperatures (e.g., 30 °F (¥1.1 °C)to retard spoilage as well); and (4) 40 °Fwould be the same as the temperaturecurrently required for chilling poultryproducts (9 CFR 381.66).
Except for hot-boning operations,where muscle tissue is removed fromthe carcass before cooling, FSIS is notproposing a set time to attain an internaltemperature of 40 °F. This is because,when the surface temperature of aproduct reaches 40 °F within theproposed 24 hours and is maintained atthat temperature, the laws ofthermodynamics ensure that the interiorwill cool to a safe temperature within areasonable time frame. Since carcassweight and composition affect theinterior cooling rate, a set time to aninternal temperature would be too strictfor heavy carcasses and too lenient forlight carcasses.
There are additional reasons to usesurface temperatures. First, any bacterialpathogens on a fresh carcass areconcentrated on its surface. The deeptissue of carcasses, with few exceptions,is sterile. Thus, the control point shouldbe where the potential hazard exists.Second, the surface is the most prudentplace to measure temperatures. Probingthe deep muscle tissue of carcassesbefore they are fully cooled could causea public health problem by injecting anybacterial pathogens on the surface intothe sterile warm interior.
Hot-boned product, however, wouldbe controlled by internal temperature.Cutting into the carcass increases theprobability of deep tissue contaminationdue to tears in the muscle facia, flexing,punctures, and additional handling.Therefore, the internal temperature isthe critical control point. And, since theintegrity of the carcass has beenviolated, the internal temperature is theappropriate monitoring point.
The proposed cooling rates, holdingtemperature, and corrective actionsspecified in the proposed rule are basedprimarily on the thermodynamics ofcooling meat and the effect oftemperature on bacterial multiplication.Further information on how these werecalculated is available in ‘‘The ScientificBasis for Proposed Time-TemperatureRequirements,’’ a paper on file in theFSIS Docket Clerk’s office and availableupon request from Director, ProcessedProducts Inspection Division, FSIS, U.S.Department of Agriculture, Washington,D.C. 20250.
This proposed rule would also requirethat carcasses and raw meat productsreach a temperature of 40 °F or below
prior to leaving the establishment.Requiring a temperature of 40 °F orbelow prior to entering commerceprovides added assurance that duringtransportation the product will bemaintained at 40 °F and bacterialmultiplication will be restricted.Carcasses or raw meat products arepermitted, however, to enter a ready-to-eat process at the establishment, beforebeing cooled to an internal temperatureof 40 °F.
Slaughtering establishments would berequired to begin cooling raw meatproducts other than carcasses within 1hour of removal of the tissues from thecarcass. Establishments generallyremove raw meat products, such aslivers, hearts, heads, and cheek meat,before the carcass exits the slaughterfloor. These products have a history ofpoor microbiological quality because theproducts are packed in boxes beforecooling or are moved to the cooler onlyafter a delay. The requirement thatcooling of these products begin within1 hour of removal from the carcasswould reduce the opportunity forpathogenic bacterial multiplication andimprove the microbiological quality ofthese products. The cooling rateproposed for these products is the sameas that for the carcass surface—50 °Fwithin 5 hours and 40 °F within 24hours.
The method used to measure thesurface temperature of a carcass or a rawmeat product would be at the discretionof the establishment. Pressing the sideof a temperature probe against the meatsurface is the easiest and mostinexpensive method. Because air haslow heat capacity relative to meat, thismethod should give a good estimation ofthe meat surface temperature. Shieldingthe probe from room air should increasethe measurement accuracy. Forshielding, one suggestion is to place twocarcasses together and measure thecontacting surfaces. Shielding the probefrom room air with a food contactmaterial having low heat conductanceand capacitance, such as a dry spongein a plastic bag, after proper sanitizing,would also be effective.
The time-temperature profiles beingproposed might be modified for certainraw products if other factors such asdryness or acidity are factored in.Therefore, it is possible that anestablishment’s designated processingauthority could develop alternative timeand temperature procedures for cooling,shipping, receiving, and, or holdingcarcasses and raw meat products thatwould produce microbial profilesequivalent to or better than thoseproduced under the proposedrequirements. The Agency is therefore

6797Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
proposing to allow use of time andtemperature limits equivalent to thosespecified in the proposed requirements.Any such alternate procedures would,however, be difficult to monitor forregulatory purposes. FSIS welcomescomment on this point.
Written Plan for Meeting Time andTemperature Requirements
Establishments would be required todevelop, implement, and place on file awritten plan for meeting the time andtemperature requirements eitherprescribed in this proposed rule or inalternative procedures developed by aprocessing authority. The plan wouldinclude the establishment’s designatedcontrol points, i.e., the points within anestablishment’s operation wheretemperatures would be measured;monitoring procedures; records to bekept; standards for the control points,including the cooling rate, holdingtemperature, and shipping temperature;corrective actions to be followed ifdeviations occur, including a system forseparating and identifyingnoncomplying product; and, whenapplicable, the name of the processingauthority. The plan would be requiredto be maintained at the establishmentfor as long as the plan is being used bythe establishment. The plan andmonitoring records must be madeavailable to Program employees uponrequest.
Establishments would be required tomonitor and record the maximumtemperature of a representative numberof carcasses and raw meat productsperiodically during the establishments’operation, as set forth in their writtenplan for doing so. The frequency ofmonitoring temperatures in a day’soperation by establishments would vary,depending on the size and type of anestablishment’s operations.Establishments would include in thiswritten plan the control points and thefrequency of measuring thetemperatures in a day’s operation.Establishments would be required to usetemperature measuring devices readableand accurate to 2 °F (0.9 °C). Themonitoring records would bemaintained for up to 6 months after thetemperature measurement, or until suchtime that may otherwise be specified bythe Administrator. Program employeeswould verify the frequency oftemperature measurement to ensure thatthe establishment’s written plan is beingfollowed. Inspection personnel wouldalso measure temperatures at variouscontrol points and compare thesetemperatures with those measured andrecorded by the establishment.
Effect on Commercial MeatManufacturing
Because raw poultry is already subjectto chilling regulations, it is expectedthat this proposed regulation primarilywill affect meat establishments.
Present commercial meatmanufacturing and distributionpractices are diverse. Someestablishments slaughter animals,prepare raw meats, and process andship ready-to-eat products. Others mayonly slaughter and dress animals,debone meat, or prepare raw meats asingredients for ready-to-eat products.This proposed rule would cover allofficial establishments that slaughter,receive, store, transport or otherwisehandle carcasses and raw meatproducts.
The following is a brief discussion ofpresent commercial meat manufacturingand distribution operations and howthis proposal would affect thoseoperations.
(a) Slaughter establishments.Slaughter establishments receive liveanimals and produce raw meat. Theestablishment’s task is to remove theanimal’s hide and viscera in a mannerthat results in meat with as few bacteriaas possible. This task is called ‘‘sanitarydressing.’’ After dressing,establishments cool carcasses to retardthe multiplication of any pathogenic orspoilage bacteria.
The primary means of cooling is tomove the carcass into a cold roomwhere the temperature and airmovement reduce carcass temperature.Some establishments use variousprocedures to enhance carcass cooling.The carcass spray chill methodincreases the cooling rate through directheat absorption and enhancedevaporative cooling. The sprayed waterdirectly absorbs some carcass heat oncontact then absorbs even more when itevaporates. Spray chilling is alsoadvantageous to the manufacturer inthat it reduces the amount of weight lostfrom the carcass by evaporation. Thedisadvantage is that the increasedsurface moisture facilitatesmultiplication of bacteria.
A related practice is hot-boning,which involves the removal of the meatbefore the carcass is fully cooled. Theadvantage of hot-boning is that the meatis reduced to smaller, more easilycooled pieces, and the meat is availablefor processing sooner than if it wereremoved only after the carcass is fullycooled. However, hot-boning poses ahazard if exposed warm meat surfacesremain at warm temperatures longenough to allow bacterialmultiplication.
This proposal would permit any ofthese cooling procedures as long as theproposed cooling temperatures and timeperiods are met.
(b) Shipping and receiving. Slaughterestablishments may ship meat foodproducts in several forms, such ascarcasses, cuts, manufacturing meat, orground meat. In the past 20 years, thegeographic concentration of raw meatprocessing has made boxed meat theprimary form in which raw meat isshipped. Boxed meat is often shipped in60-pound containers of bonelessmanufacturing meat, cuts, primal cuts,or subprimal cuts.
However, establishments still shipcarcasses and larger containers ofmanufacturing meat weighing 500pounds or more.
Processing establishmentsmanufacture raw meat products, ready-to-eat meat products, or both. Processingestablishments that are not alsoslaughter establishments must receiveraw meat products from otherestablishments. This proposed rulewould affect such processingestablishments by requiring them toensure that raw product received is atthe required internal temperature of 40°F or below, and to maintain the rawmeat product ingredient at thattemperature in conformance with theproposed requirements.
This proposed rule would require thatestablishments cool the carcasses andraw meat products to an internaltemperature of 40 °F or below prior toshipping such products to help ensurethat, if the products are shipped to otherofficial establishments, the productsarrive at the receiving establishments atan internal temperature of 40 °F orbelow.
The shipping establishment would berequired to record the date and time ofshipment on the waybill, running slip,conductor’s card, shipper’s certificate,or any other such papers accompanyinga shipment. This is necessary to enablethe receiving establishment todetermine the number of hours theproducts have been in shipment.
Compliance with the requirementends when the raw meat product entersa ready-to-eat process at theestablishment or is no longer in thepossession or under the control of theestablishment. Product in thepossession of or under the control of theestablishment remains the responsibilityof the establishment. Establishmentsmust undertake all reasonableprecautions to ensure that such productis maintained as required under theproposed rule, even when it is in atransport vehicle or otherwise notphysically at the establishment.

6798 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
Although this proposal directly affectsonly FSIS-inspected establishments,FSIS encourages adherence to theproposed time/temperaturerequirements by all who handle or storeraw meat and poultry products. At theend of this preamble, the Agencydiscusses plans to consider increasingoversight of the commercial handling ofmeat and poultry at locations outsideinspected establishments, includingduring transportation, distribution andstorage to the retail level. FSIS will beconsidering measures to ensure properhandling and cooking of raw andpoultry products throughout the foodsafety continuum.
B. Microbial Testing; Interim PathogenReduction Targets
As discussed earlier, the centerpieceof the FSIS food safety strategy is toarticulate what constitutes an acceptablelevel of food safety performance by ameat or poultry establishment and holdthe establishment accountable forachieving that level of performance. Inthe case of pathogenic microorganismson raw product, this means establishingtargets, guidelines, or standards andrequiring establishments to conductregular microbial testing to verifycurrent processes and practices areachieving those targets, guidelines, orstandards, or whether further measuresare required.
FSIS is proposing interim targets forpathogen reduction and microbialtesting in slaughter establishments. Thisis an initial step toward measurablereductions in the incidence ofcontamination of meat and poultryproducts with pathogenicmicroorganisms. It also is a first steptoward the eventual incorporation ofmicrobial testing as an integral part ofprocess control and verification infacilities operating under the HACCPapproach proposed later in thisdocument.
Before describing the proposal forinterim targets and microbial testing, abrief description of the Agency’s currentuse of microbial testing is provided.
1. Current Testing ProgramFSIS’s current regulatory use of
microbial testing is generally directed atdetecting product that is contaminatedwith bacteria of particular public healthconcern.
FSIS has made and will continue tomake, on a case-by-case basis,determinations that a meat or poultryproduct presents an unacceptable publichealth risk, and is adulterated, due tothe presence of specific pathogenicmicroorganisms in or on the product.Affected product may be processed or
raw. The discretionary authority to takeimmediate action in such cases toprotect public health is an essential partof the Agency’s food safety mandate.
Processed products that purport to befully cooked and/or ready-to-eat havebeen and will continue to be deemedadulterated if found to containpathogenic bacteria or toxic metabolites.These are products that consumers arelikely to eat without further cooking.Consumers should be able to rely onprocessor’s claims, implicit or explicit,that the product is fully cooked and/orready-to-eat. Such product should infact be ready to eat; further cookingshould not be required to protect theconsumer from pathogens.
FSIS currently operates programs totest various products for specifiedpathogens. Before establishing microbialtesting programs, and if there isevidence of a potential public healthrisk from a pathogen being in or on aparticular processed, ready-to-eatproduct, FSIS performs a risk evaluationthat focuses primarily on thepathogenicity of the organism and theseriousness of the resulting disease.
If it is determined that there is apublic health threat due to the risk ofserious illness from consumption of acontaminated product, the Agencyundertakes three related actions. First,product tested and found positive forthe prohibited organism or toxin isretained and any implicated product incommerce is recalled voluntarily by theproducing establishment. Second, theAgency undertakes a testing program todetect other products similarlycontaminated and acquires data todecide if further actions are required.FSIS works with the manufacturer anddistributors to return all implicatedproducts to the inspected establishment.Appropriate public notices are given.Recalled product is destroyed or, ifappropriate, reprocessed to destroy thecontaminant, under FSIS oversight.Third, FSIS works with theestablishment to determine the cause(s)of the contamination and to ensure thatappropriate processing or other changesare made by the establishment toprevent a recurrence.
FSIS has made numerousdeterminations in the past thatparticular pathogens will, if found on aparticular processed, fully cooked and/or ready-to-eat product, cause thatproduct to be considered adulteratedunder the law, and has instituted testingprograms accordingly. The followingready-to-eat products are tested for thepresence of the microorganisms or theirtoxins, which, if found, will cause theproduct to be deemed adulterated, asindicated:
—Cooked beef: Listeria monocytogenes,Salmonella
—Sliced ham: Listeria monocytogenes,Salmonella
—Cooked meat patties: E. coli O157:H7—Dry and semi-dry fermented sausages:
Staphylococcal enterotoxin—Jerky: Listeria monocytogenes,
Salmonella—Large diameter cooked sausages (e.g.,
bologna, salami): Listeriamonocytogenes, Salmonella
—Small diameter cooked sausages (e.g.,hot dogs, kielbasa, bratwurst): Listeriamonocytogenes, Salmonella
—Meat and poultry salads and spreads:Listeria monocytogenes, Salmonella
—Cooked poultry products: Listeriamonocytogenes, SalmonellaMost recently, FSIS determined that
raw ground beef found to containEscherichia coli O157:H7 is consideredadulterated. This determination wasmade based on several factors. First,only small numbers of the O157:H7strain of E. coli are required to causeserious illness or death, especiallyamong children and the elderly. Second,traditional and accepted cookingpractices for raw ground beef (e.g., amedium rare or slightly pinkhamburger) do not kill E. coli O157:H7.Third, the illness caused by the bacteriacan be transmitted to others (especiallyamong highly susceptible smallchildren). FSIS is conducting limitedsampling and testing of raw ground beefin establishments and in themarketplace for the presence of E. coliO157:H7.
The key characteristic of current FSISmicrobial testing programs is thatsampling and testing is conducted byFSIS to detect violations and dangerousproduct contamination and to stimulatepreventive measures by industry.Current programs do not involvemicrobial testing by establishments aspart of an effort to verify process controland evaluate the adequacy of anestablishment’s efforts to control andreduce pathogens. FSIS believes itscurrent testing programs serve a usefulpurpose but are not adequate bythemselves to protect consumers.Microbial testing by companies to verifyprocess control and demonstrateprogress toward pathogen reduction isan integral part of FSIS’s food safetystrategy.
2. Proposed Targets and TestingOne approach to regulating
pathogenic microorganisms in meat andpoultry slaughter operations would beto determine, based on risk assessments,the levels of specific pathogens on rawmeat and poultry products that do notpose a significant risk of illness and

6799Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
prohibit distribution of productsexceeding such levels. The acceptablelevel of pathogens would be effectivelyzero (<1 per 25 grams) in at least somecases. The establishment of suchstandards is the approach generallytaken for the regulation of chemicaladditives in food. It provides a verydirect means of controlling and avoidingsubstances in food that present a publichealth concern.
FSIS has not taken this approach inthe past with respect to pathogenicmicroorganisms on raw meat andpoultry. FSIS has been constrained bythe lack of a scientific basis fordetermining the levels at which specificpathogens do or do not present a safetyhazard, particularly in regard to thepotential for pathogens to increase ordecrease during distribution, marketingand consumption. FSIS also has reliedin part on the fact that proper cookingkills pathogens present on raw product.The closest FSIS has come to thisapproach is its recent decision to treatraw ground beef contaminated with anyamount of E. coli O157:H7 asadulterated within the meaning of theFMIA, but this was based on the factthat traditional and accepted cookingmethods for raw ground beef (such as ina ‘‘medium rare’’ hamburger) do not killthis dangerous pathogen.
FSIS believes that determining thelevels of specific pathogens that pose apublic health risk and using those levelsfor regulatory purposes is a desirablegoal because it provides a very directmeans of defining an acceptable level offood safety performance by a meat orpoultry establishment and for holdingthe establishment accountable forachieving it. As a general matter,however, this approach currently is notavailable to FSIS to deal with the broadarray of pathogens in raw meat andpoultry. There are large gaps in thescientific knowledge required todetermine levels of specific pathogensthat do and do not pose a hazard. Forexample, with certain infectiouspathogens where the primary mode oftransmission involves cross-contamination, it is currently notpossible to correlate pathogen levelswith risk of disease (e.g., Campylobacterjejuni in raw poultry).
FSIS intends to continue to work withthe scientific and public healthcommunities and the meat and poultryindustry toward determining whatlevels of specific pathogens on specificproducts pose public health concernsrequiring regulatory action and toreduce pathogens below those levels tothe maximum extent possible. However,the scientific and public health policyissues involved are complex and their
resolution will require a concerted,long-term effort. Some of the issues andFSIS’s plans for public meetings tobegin addressing them are describedbelow in Part III.
For the present, FSIS has decided topursue an alternative strategy forpathogen reduction that is based on thesame principle of articulating anacceptable level of food safetyperformance and holdingestablishments accountable for meetingit, but that also takes account of what isachievable today. Specifically, FSIS isproposing interim targets for reducingthe incidence of contamination of meatand poultry carcasses and ground meatand poultry products with Salmonella,coupled with requirements for allaffected establishments to conductmicrobial testing to determine whethertheir targets are being achieved. FSISbelieves that significant progress can bemade in pathogen reduction by takingadvantage of current technologies andindustry capabilities, even as theAgency’s HACCP program develops andthe scientific basis for setting moredefinitive targets, guidelines orstandards evolves.
The proposed Salmonella testingprogram is an important element ofFSIS’s food safety strategy because itwill:
(1) reduce the prevalence ofpathogens of public health concern;
(2) induce process changes by someestablishments that are needed toachieve both the target for Salmonellaand a reduction in the frequency andlevel of contamination of raw meat andpoultry with other pathogens;
(3) establish the principle that theFSIS’s inspection program andestablishment process control programsmust begin directly targeting andreducing pathogenic microorganisms ofpublic health concern;
(4) begin building the foundation forHACCP, which will rely on microbialtargets, guidelines, and standards tohelp define the process controls thatwill be needed to achieve the desiredlevel of food safety performance; and
(5) begin building a database on theprevalence of Salmonellacontamination, which will be used fornational trend analysis and as anessential tool for setting future pathogenreduction goals.
The Agency’s interim target andmicrobial testing proposal includes thefollowing major elements:
(1) selection of Salmonella as thetarget pathogen;
(2) identification of a nationalbaseline occurrence of Salmonellacontamination for each major speciesand for ground meat and poultry;
(3) adoption of, as an interim targetfor pathogen reduction, the requirementthat within two years, or some otherperiod specified by FSIS through thisrulemaking, each establishment achievean incidence of contamination belowthe current mean national baseline;
(4) a requirement that eachestablishment conduct daily testing forSalmonella to determine whether theestablishment’s process controls are,over a specified period of time,achieving the interim target; and
(5) prompt development andimplementation of remedial plans byestablishments not meeting the targetwithin a specified period.
The Agency invites public commenton its proposal to establish interimtargets for pathogen reduction andrequire microbial testing. The proposal’smajor elements are outlined belowfollowing a brief discussion of thepublic health rationale for targetingreduction in incidence of a specificpathogen as a step toward reducing therisk of foodborne illness associated withmeat and poultry products.
3. Public Health Benefit of InterimPathogen Reduction
As noted in earlier portions of thisdocument, Salmonella, Campylobacter,E. coli O157:H7, Listeriamonocytogenes, Staphylococcus aureus,and Clostridium perfringens constitutethe major bacterial pathogens associatedwith foodborne illness. Healthy People2000 outlines goals for reducing theincidence of each of these pathogens.Salmonella, Campylobacter, E. coliO157:H7, and Clostridium perfringensappear to be introduced into meat andpoultry primarily at the time ofslaughter. Public health concerns arisefrom this initial contamination, incombination with other variablesincluding subsequent handling byindustry and the consumer,opportunities for cross-contamination,cooking practices, and the like. Thesevariables have been described in detailin the 1987 National Academy ofSciences report, Poultry Inspection: TheBasis for a Risk Assessment Approach.
While FSIS cannot quantify thereduction in disease incidence whichwill occur with specific interimreductions in bacterial contamination ofraw product, simply reducing thepercentage of product containing apathogen should result in a reduction indisease incidence, althoughmishandling may still occur.
Each pathogen has a somewhatdifferent epidemiology, and responds todifferent interventions in different ways;for example, some interventions may bevery effective for Salmonella, but have

6800 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
a minimal effect on E. coli O157:H7. Forthese reasons, it will be important forthe long term that testing be pathogen-specific: i.e., establishments should lookfor what is known to be important in aparticular product line, and targetinterventions and monitoring to thatparticular pathogenic microorganism.As a part of implementing HACCP,processors will need to determine whatpathogens are a major risk for theirproduct, and design interventions andmonitoring accordingly.
Even under HACCP, it will not bepractical or necessary to test allproducts for all pathogens. Nonetheless,there are certain pathogens, such asSalmonella, which are present onvirtually all raw food products.Salmonella is the leading cause ofbacterial foodborne illness in thiscountry, and causes the greatesteconomic burden. As such, it is likelythat virtually any HACCP based testingprogram for pathogens on raw productwould identify Salmonella during thehazard analysis as an organism ofprimary concern. Based on theseconsiderations, FSIS is proposingreduction in the incidence of productcontamination with Salmonella as aninterim target for pathogen reduction.
FSIS recognizes that reductions inincidence of Salmonella contaminationdoes not guarantee equal reduction inother pathogens. Nonetheless, insofar asinterventions designed to decrease theincidence of contamination withSalmonella reduce overall levels of fecaland ingesta contamination, which is thelargest single avenue for contaminationof meat and poultry by pathogenicmicroorganisms, those interventionsshould have a beneficial effect on otherhuman pathogens of animal intestinalorigin. The Agency recognizes that thereare other foodborne human pathogens ofpublic health concern that can beisolated from raw meat and poultryproduct. The Agency would welcomecomments on the targeting of otherpathogens in addition to or in lieu ofSalmonella.
The following sections discuss themajor elements of the proposed interimtargets for pathogen reduction andrequirements for microbial testing.
4. Use of Salmonella as a TargetPathogen
FSIS proposes to require that eachestablishment that conducts slaughteroperations or produces raw, groundmeat or poultry products sample andtest representative product daily for thepresence of Salmonella.
Due to logistical problems involvedwith attempting to test for all possiblepathogens, the Agency is proposing the
use of Salmonella at this stage as atarget organism. Salmonella wasselected for this purpose because: (1)intervention strategies aimed atreducing Salmonella can be expected tohave comparable effects against mostother human enteric foodbornepathogens, (2) current methodologiesare available to recover Salmonella froma variety of products, (3) FSIS baselinedata suggest that Salmonella colonizes avariety of animals and birds oftenenough for changes to be detected andmonitored, and (4) Salmonella is themost common cause of foodborneillness.
5. The Identification of NationalBaseline Levels as Reference Points forPathogen Reduction
FSIS proposes that all establishmentsthat conduct slaughter operations orproduce raw ground meat or poultryproducts produce such products suchthat the frequency of occurrence ofSalmonella is at or below the currentnational baseline average. Theseproposed baseline levels tentativelyidentified by FSIS are provided in thechart below, showing the frequency ofoccurrence in terms of the percent oftests expected to be positive forSalmonella:
Commodity
Frequencyof occur-rence of
Salmonella(% +)
Steers/Heifers ............................. 1Broilers ........................................ 25Raw Ground Beef ....................... 4Fresh Pork Sausages ................. 12Cows/Bulls .................................. 1Hogs ........................................... 18Turkeys ....................................... 15Ground Poultry ........................... .................
To the extent possible, FSIS has useddata from its NationwideMicrobiological Baseline DataCollection Program as the basis for theproposed baselines assigned to theseraw commodities. This programprovides data on the prevalence ofmajor pathogens and indicatormicroorganisms associated with meatand poultry. The data generated fromthese programs provide acomprehensive microbiological profileof the raw commodities studied. Thebaseline studies on steers and heifersand ground beef are completed. Studieson cows and bulls, market hogs, andground turkey and broilers are inprogress, while studies are planned forground chicken and turkeys.
The pathogen reduction baselines forthose commodities where FSIS baselinestudies have not been completed are
estimates based on the best datacurrently available to the Agency. FSISrecognizes that the data available forsome species are limited. The Agencybelieves, however, that this rulemakingwill generate additional data that willhelp refine the baselines tentativelyidentified here.
The following is a summary of howthe baselines were determined for eachof the raw products of concern.
The baseline established forSalmonella frequency of occurrence onsteer and heifer carcasses is based onthe FSIS Nationwide MicrobiologicalBaseline Data Collection studyconducted from 1992 to 1993. In thisprogram, 2,089 samples were analyzedfor Salmonella, as well as othermicroorganisms, and 1 percent of thesamples were found to containSalmonella.
Raw ground beef from federally-inspected establishments was tested byFSIS. Out of 563 samples taken in thisbaseline study, 4 percent were positivefor Salmonella.
FSIS has also conducted several, morelimited studies which help provide anestimate of the frequency of occurrenceof Salmonella in regulated commodities,such as broilers, where baseline studiesare underway or planned. The data forSalmonella on broilers is from a FSISnationwide study conducted from 1990to 1992. This survey found Salmonellain 25 percent of the 1,874 birdssampled.
A 1979 FSIS study of retail-size, freshpork sausages showed Salmonella in 12percent of the 603 samples tested. The12 percent frequency of occurrence forSalmonella as a baseline in freshsausages was derived from this study.
The 1 percent frequency of occurrenceof Salmonella on cow and bull carcassesis an estimate based on the completedbaseline study on steers and heifers. Thebaseline study for cows and bulls is inprogress.
As noted above, FSIS has notcompleted nationwide surveys for hogs,turkeys, or ground poultry, but suchstudies are in progress or scheduled for1995. There have been no studiesconducted for Salmonella in groundpoultry, so revelant data was notavailable to establish a baseline. Fewstudies have been conducted forSalmonella on hog carcasses. Anindustry group’s recent review of theliterature reported several studies ofSalmonella on pork carcasses conductedbetween 1961 and 1973. The studiesreported wide ranges in the incidence ofSalmonella, from 49 percent to 56percent, due in large part to the varietyof sampling procedures used. FSISbelieves that in the absence of more

6801Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
recent and comprehensive U.S. data onhogs, the best available data is thatprovided by a Canadian NationalSurvey, which FSIS believes to beadequate to establish a baseline forSalmonella applicable to hogs in theU.S. In the Canadian survey,salmonellae were isolated from 17.5percent of the pork carcasses sampled.
The Canadian study also reported aSalmonella frequency of 69.1 percent ofthe turkey carcasses sampled. However,several U.S. surveys had conflictingresults. A study conducted in 1979showed 6.3 percent of the 79 turkeycarcasses sampled were positive forSalmonella. Another U.S. surveycompared Salmonella prevalence inthree different establishments. Theturkey carcasses positive for Salmonellawere 13 out of 40 samples (32.5percent), 6 out of 39 samples (15.4percent), and 8 out of 40 samples (12.5percent). Finally, an industry surveyconducted from 1987–1988 showed a 15percent frequency of Salmonella onturkey carcasses from the 25 plants thatwere sampled. The Agency believesthese U.S. industry surveys to be themost representative of currentconditions and is tentatively proposingto use the figure obtained from the U.S.industry surveys as the proposedbaseline for Salmonella on turkeycarcasses.
The Agency has no data upon whichto establish baselines for the otherspecies of food animals subject tomandatory inspection. As such, it is notproposing pathogen reduction targetlevels for minor livestock species—sheep, lambs, goats, equines—or forminor poultry species—ducks, geese,and guineas—at this time. The minorlivestock species together comprise 4–5percent of all livestock slaughtered, andthe minor poultry species comprise onlya fraction of 1 percent of domestic birdsslaughtered. Assuming that the publicrisk of foodborne illness from theseanimals is comparably small, FSIS hasdecided to focus this rulemaking on themajor food species, and deferrulemaking on these minor species.Comment is welcomed on whether FSISshould include these species in itstesting program and, if so, on what basisit should do so.
FSIS recognizes that the datacurrently available to the Agency fordetermining the current baseline andthe appropriate interim target forreduction in Salmonella incidence arelimited. FSIS is also aware that manymeat and poultry companies have beenconducting microbial testing, in somecases for many years. The Agencybelieves that the industry possesses asignificant body of data that would help
better define the current baseline levelsin various products prior to makingfinal decisions on these issues. FSISstrongly encourages the industry and allthose who possess relevant data tosubmit those data to the Agency inresponse to this proposal and to assistthe Agency in adopting appropriatebaselines as the reference points forpathogen reduction.
FSIS is also considering and invitescomment on alternative approaches toidentifying baselines against whichpathogen reduction would be measured.One alternative would be to require theuse of pathogens other than Salmonellaas the target organism for certainproducts. For example, it could beargued that Campylobacter jejuni/colioccurs at a greater frequency in poultrythan Salmonella and as such would bea more pertinent target pathogen.Likewise, according to the availableFSIS baseline survey data, beefcarcasses have a relatively lowincidence of Salmonella contamination,suggesting the possibility that otherpathogenic microorganisms, such asCampylobacter jejuni/coli, might bepreferable target organisms for pathogenreduction. FSIS would be prepared toadopt such alternatives if the commentsreceived on this proposal demonstratethat alternative organisms wouldprovide a more effective basis forachieving measurable pathogenreduction in the near term.
Another alternative, discussed furtherbelow, would be to use the currentperformance of a specific establishmentas that establishment’s baseline forpathogen reduction in lieu of a nationalbaseline.
FSIS also is interested in receivingdata showing any correlation betweenfactors other than the species ofslaughtered animals and the incidenceof pathogenic bacteria. For example,there are suggestions that old animals(e.g., spent hens and culled cows) aremore likely than younger animals of thesame species to harbor pathogenicbacteria and should be addressedseparately.
6. The Interim TargetsFSIS is proposing that each
establishment, at a minimum, achieveprocess control that will bring theirincidence of Salmonella contaminationbelow the current national baselineincidence of Salmonella found on thatproduct within two years of the effectivedate of this proposed rule.
The baseline levels were chosen as abasis for initial targets in part becausethey are by definition averages thatreflect a distribution of levels among abroad range of establishments. Some
establishments have incidences ofcontamination above the nationalbaseline, while others are achievingrates of contamination below thenational baseline. FSIS believes that it isreasonable and feasible to require, as aninterim pathogen reduction measure,that all establishments control theirprocesses so that their Salmonellaincidence is no greater than the currentnational average.
FSIS is also considering a requirementthat, for one or more species, the targetfor pathogen reduction be somepercentage reduction in Salmonellabelow the national baseline, such as a25 or 50 percent reduction. This optionis suggested by statements made bymembers of industry that manyestablishments already are achieving aprevalence of contamination well belowFSIS’s estimated national baselineincidence of Salmonella contaminationusing currently available methods andtechnologies. In the case of poultry, forexample, some companies arereportedly achieving a frequency ofoccurrence of Salmonella contaminationas low as 5 percent or less, well belowthe tentatively identified baseline forbroilers and turkeys. The principleunderlying FSIS’s effort to establishappropriate interim targets for pathogenreduction is that establishments shouldbe moving to adopt process controls andproduction practices that the industryitself has demonstrated in actualpractice are available and effective forreducing the incidence of contaminationwith pathogenic microorganisms. Ifreductions 25 or 50 percent below thenational baseline are reasonablyachievable in the near term for aparticular species, all companies shouldwork to achieve them. At the final rulestage, FSIS will adopt specificpercentage reductions below thenational baseline to the extent they aresupported by the administrative recorddeveloped in response to this proposal.
FSIS also invites comment on theappropriateness of the proposed twoyear time period for reaching theinterim target following adoption of thefinal rule. Two years allows ample timefor establishments to determine theircurrent performance through themicrobial testing FSIS is proposing andimplement process controls andinterventions that are already available.FSIS may determine on the basis ofcomments that different time periods,shorter or longer, may be appropriate forone or more species, depending on whatis feasible for that species and on thedegree of pathogen reduction FSISadopts as the target. FSIS invitescomments on these issues.

6802 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
7. Requirement for Daily Testing
Each establishment would beexpected to collect a minimum of onespecimen for testing each day from eachslaughter class and/or class of rawground product, beginning 90 daysfollowing publication of the final rule.Once-a-day sampling is based on thenatural daily cycle in productionprocesses, starting with daily cleanup.Contamination builds up as operationsprogress throughout the day. Therequired sanitation/cleanup returns thelevel of contamination to essentiallyzero, thus starting a new cycle. Asexplained in the next section, FSISconsiders one sample a day to bestatistically adequate to verify processcontrol.
As alternatives to the one sample perday being proposed in this document,FSIS considered requiring a samplingplan based on establishment productionvolume, or by lot, which would havemeant, for most plants, many more thanone sample per species per day. It alsoconsidered a sampling plan based onless than one sample per species perday, particularly for small plants. FSISinvites comment on its sampling plan,including the frequency of sampling.
FSIS recognizes that someestablishments are currently conductingbroader microbial testing than FSIS isproposing, and broader microbial testingwill play an important role in anestablishment’s implementation ofHACCP. More than once-a-day testingwould have the advantage of providingmore rapid analytical verification ofprocess control. However, the Agency isproposing to require only one sampleper species per day to achieve the dualpurposes of using a statistically validmethod and reducing the cost of testing.The Agency believes that maintaining arequirement for species-based testing isneeded to provide analytical verificationof process control.
As a general matter, single qualitativetests (positive or negative) provideadequate but minimum acceptableinformation regarding the level ofprocess control. These singular resultsneed to be accumulated over time forprocess verification. Daily testing (onetest per day) was considered to be theminimum sampling required to deliveracceptable sensitivity for detection ofprocess deviations within a realistictimeframe.
FSIS is not proposing at this time touse these testing results for makingdecisions on the disposition of specificlots of product. The amount of testingFSIS is proposing is not adequate toassure a specific lot is free ofSalmonella. The purpose of the testing
is to verify the performance of anestablishment’s system of processcontrols. As explained below,establishments not meeting the targetwithin the specified time will berequired to take remedial measuresunder FSIS inspection.
As proposed, each establishmentwould develop a written protocol,available for review by Programemployees, outlining specimencollection and handling. It would, at aminimum, include:
• Designation of a responsibleindividual;
• The number of specimens to becollected from each slaughter class and/or species of ground meat and/orpoultry;
• Description of random samplingprocedure (i.e., how to determine whichcarcasses are to be sampled to ensurethat specimens are representative of thatday’s production);
• Who will conduct the analysis (e.g.,in-house laboratory, commerciallaboratory, etc.; and
• Moving sum verification procedure(chart or table).
The designated representative of theestablishment would collect thespecimen at the end of the productionprocess. For meat this would be prior tothe carcass leaving the cooler; forpoultry this would be immediately post-chiller; for raw ground meat andpoultry, this would be prior topackaging. Samples would be taken asfollows:
Poultry: whole bird rinse with thecarcass selected after the chiller, at theend of the drip line.
Beef: excised brisket skin tissue, 4inches (10.2 cm)×4 inches (10.2 cm)×1⁄2inch (1.3 cm) in depth, collected in thecooler, after chilling.
Hogs: excised belly skin tissue, 3inches (7.6 cm)×5 inches (12.7 cm)×1⁄2inch (1.3 cm) in depth, collected in thecooler, after chilling.
Raw ground meat and poultryproducts: 1⁄2-pound (0.4 kg) sample,collected prior to packaging.
The analytical sample size and themethod used would give a resultequivalent to the result that would beobtained using the FSIS Procedure forIsolation and Identification ofSalmonella from Food. (Requests forthis document should be sent to theDirector, Microbiological Division, FSIS,U.S. Department of Agriculture,Washington, DC 20250.) Samples wouldbe drawn randomly, from all productproduced. Samples would be taken forregulatory purposes and, therefore,would be required to meet all of theattributes of an official method(approved for use by Association of
Official Analytical Chemists or otherrecognized scientific body). The methodchosen must be verified by in-housedata within the testing laboratory.
An establishment would be allowedto test the specimens in its ownlaboratory or in a commercial/contractlaboratory. However, the laboratory thatis selected must demonstrate experiencein testing meat and poultry forSalmonella spp. Either an internal orexternal laboratory quality assurance/quality control (QA/QC) program withcheck sample analysis would berequired. QA/QC records must beavailable to FSIS personnel, with FSISreserving the right to send officialsamples to the laboratory to verifylaboratory capabilities.
The laboratory would record theresults and provide the results daily tothe establishment, which would enterthe results in a chart or table daily todetermine whether the process inquestion is meeting pathogen reductiontarget levels.
The establishment would provide allthe test results at least weekly toProgram employees for entry into theFSIS’s database. Electronic transmissionof test results would be allowed.
8. Determining Compliance With TargetLevels
In accordance with the FSIS foodsafety strategy of articulating whatconstitutes an acceptable level of foodsafety performance by a meat or poultryestablishment and holding theestablishment accountable to thatperformance, a moving sum statisticalprocedure is being proposed to evaluatewhether establishments are achievingthe interim targets for pathogenreduction. The moving sum procedureis a tool for evaluating whether theprocess control system is functioningand is designed to assess theeffectiveness of a system in relation toa specified target level of performance.It focuses on a specific number of days(window) within a production processand evaluates that process to determinewhether its performance meets or failsto meet that target level over that periodof time.
Using this moving sum procedure,establishments will track the results ofend-product testing to evaluate theeffectiveness of their productionsystems for controlling pathogens inrelation to the interim target FSIS willbe establishing for each specificcommodity. This method of evaluationwas chosen because it provides aneffective means of utilizing themicrobiological assessment of endproducts to verify process control, basedon a single sample per slaughter class

6803Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
and/or class of raw, ground product perday.
FSIS believes the specific approach itis proposing for use of the moving sumprocedure will provide an effectivemeans of ensuring that establishmentsmeet the interim targets for pathogenreduction. Any establishment withpositive Salmonella results at afrequency exceeding that allowed forthe product will be readily identified asfailing to meet the targets so thatremedial measures can be implemented.
As proposed, the microbiologicaltesting laboratory will supply the testresults on a daily basis to theestablishment. Results would be passedat least weekly to a Program employeefor transmission to the headquarters
database. Alternatively, theestablishment could transmit the datadirectly to the headquarters databaseelectronically, under the supervision ofa Program employee. In addition tobeing used to verify establishmentparticipation in the program, thisinformation will be used, in addition tobaseline data, for national trendanalysis.
The establishment would beresponsible for entering the results intoa moving sum verification table or chart(see sample of moving sum table below).The moving sum is a procedure whereresults are summed over apredetermined period of time. Themoving sum consists of two basicelements, a specified length of time over
which results are summed (n) and amaximum number of positives that areallowable within that time frame (AL).These two parameters are based on thetarget frequency of occurrence ofSalmonella in that particularcommodity and the statistical decisioncriteria built into the procedure.
An advantage of a moving sum is oncethe criteria are set, all that is requiredis a count of the positive results over themost recent window of results.
For example, a chart where thenumber of days to be summed is 8(n=8), and the maximum permittednumber of positives during that timeframe is 3 (AL=3), showing whether theAcceptable Limit is met or exceeded,might look like the following:
Day No. Testresult
Movingsum Comparison to AL Days in-
cluded
1 ....................................................................................... 0 0 Meets ............................................................................... 1.2 ....................................................................................... 0 0 Meets ............................................................................... 1, 2.3 ....................................................................................... 0 0 Meets ............................................................................... 1 to 3.4 ....................................................................................... 1 1 Meets ............................................................................... 1 to 4.5 ....................................................................................... 0 1 Meets ............................................................................... 1 to 5.6 ....................................................................................... 0 1 Meets ............................................................................... 1 to 6.7 ....................................................................................... 1 2 Meets ............................................................................... 1 to 7.8 ....................................................................................... 0 2 Meets ............................................................................... 1 to 8.9 ....................................................................................... 0 2 Meets ............................................................................... 2 to 9.10 ..................................................................................... 0 2 Meets ............................................................................... 3 to 10.11 ..................................................................................... 0 2 Meets ............................................................................... 4 to 11.12 ..................................................................................... 0 1 Meets ............................................................................... 5 to 12.13 ..................................................................................... 0 1 Meets ............................................................................... 6 to 13.14 ..................................................................................... 0 1 Meets ............................................................................... 7 to 14.15 ..................................................................................... 0 0 Meets ............................................................................... 8 to 15.
The daily result is recorded as a 1 fora Salmonella positive test and a 0 for anegative Salmonella test (e.g., the testfor day 4 was positive). The value of themoving sum for day 10, for example, isthe sum of the daily results for days 3through 10. This value is merely thenumber of positives in this window
(two). It meets the Acceptable Limit,AL=3.
Several features of moving sumprocedures can be noted in the example:(1) There is a startup period (days 1 to7) in which there are fewer than n=8results in the sum; (2) a positive affectsthe moving sum value for n=8consecutive days; and (3) the moving
sum gives equal weight to all days in thewindow, from the most remote to mostcurrent.
FSIS is proposing to specify themoving sum rules for each productclass. The chart below specifies theinitial time window values (n) andAcceptable Limit (AL) for each productclass:
Commodity
Moving sum rules
Target(percentpositivefor sal-
monella)
Windowsize (n)in days
Accept-ablelimit(AL)
Steers/Heifers ............................................................................................................................................................. 1 82 1Cows/Bulls .................................................................................................................................................................. 1 82 1Raw Ground Beef ...................................................................................................................................................... 4 38 2Fresh Pork Sausages ................................................................................................................................................ 12 19 3Turkeys ....................................................................................................................................................................... 15 15 3Hogs ........................................................................................................................................................................... 18 17 4Broilers ....................................................................................................................................................................... 25 16 5
These moving sum rules are based ontwo assumptions: That the productionprocess is running in-control at thetarget level specified for the commodity;and that specimens are randomly
selected from the end of the productionprocess. They also reflect an effort byFSIS to ensure that an establishmentoperating consistently within the targetwill not exceed the Acceptable Limit for
positive samples during the windowperiod (and thus trigger remedial action)while providing a high likelihood thatestablishments regularly failing to meetthe target will be detected.

6804 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
It is important to recognize that thisapproach to verifying process control inmeat and poultry production isdesigned to assess the effectiveness of asystem over time in relation to aspecified target level of performance. Itis not a means of evaluating andapproving individual product lots. Theassumptions of an in-control processand randomly selected specimens allowthe performance assessment to beseparated from production volumeconsiderations.
A number of alternative statisticalcriteria were considered as the basis forthe proposed moving sum procedures,ranging from an 80 to a 99 percentprobability of meeting the limit if theprocess is operating at the target level.The following table shows thesealternatives with their correspondingwindow sizes and Acceptable Limits forSalmonella positives. For reasonsdiscussed below, the 80 percentprobability was selected.
Probability ofpassing at
targetTarget
Windowsize (indays)
Accept-ablelimit
80 ................ 1 82 14 38 2
12 19 315 15 318 17 425 16 5
90 ................ 1 53 14 28 2
12 15 315 12 318 14 425 15 5
95 ................ 1 36 14 21 2
12 12 315 10 318 12 425 11 5
99 ................ 1 15 14 12 2
12 8 315 7 318 8 425 9 5
The alternative procedures differ inthe probability they give for notexceeding the moving sum limit whena production process is operating at thecommodity target. These probabilitiesrange from 80 to 99 percent.
There are at least four considerationsinvolved in selecting a verificationprocedure: (1) Sampling and testingcosts; (2) the nature of the penalties forfailing the verification procedure; (3)having a low probability of exceedingverification limits when the producer ismeeting the target; and (4) having a highprobability of exceeding limits when theproducer is not meeting the target. Theprocedures based on a 99 percent
probability of not exceeding the movingsum limit at the target satisfyconsideration (3), but do not satisfyconsideration (4). Establishmentpersonnel would be very limited in theirability to detect production processesnot meeting the target.
There are two ways to improve theability of the verification procedure todetect when the production process isnot meeting the target. One is toincrease the number of specimensrequired to be tested each day, and theother is to lower the probability ofpassing at the target. In view of theincrease in costs to producers that ahigher sampling rate would entail andthe fact that failing the test does notcondemn product (considerations (1)and (2)), FSIS selected the proceduresbased on an 80 percent probability ofpassing at the commodity target. The 80percent probability was selectedbecause it enhanced the chance ofdetecting marginal performers andprovides establishments with anincentive to gear their process controlsto achieve frequencies of Salmonellacontamination well below the proposedinterim targets. FSIS retains thediscretion to not require remedialmeasures by establishments thatdemonstrate they were meeting theinterim targets but exceeded theAcceptable Limits by chance.
To further evaluate the moving sumverification procedures, the Agencysimulated their performance at percentpositive levels greater than the interimtarget. As an example, the Agencylooked at the distribution of the numberof days from startup to the firstexceedance of the AL for broilers (targetof 25 percent) assuming a processpercent positive rate of 30 percent. Thefirst exceedance occurred within 22days in 50 percent of the trials, and itoccurred within 70 days in 95 percentof the trials. In other words, a processrunning at 30 percent positive rate (5percent above the target of 25 percent)is very likely to be detected within nomore than 70 days.
Under the proposed moving sumrules, an establishment operating just atthe target would have approximately an80 percent long-run probability ofsatisfying (not exceeding) the movingsum limit. Over the long term, themoving sum value will not exceed theAL about 80 percent of the days,assuming that the production processstays on target. The proposed rules alsomean that an establishment operatingjust at the target has a 20 percent chanceof exceeding the Acceptable Limit andtriggering remedial action. This isconsistent with the Agency’s objectivein establishing interim targets as a first
step toward holding establishmentsaccountable for meeting acceptablelevels of food safety performance,because, due to the variability inpathogen levels, establishmentsconsistently operating at or just belowthe target are likely to exceed the targetfrom time to time.
The selection of 80 percent as thecriterion for establishing the proposedmoving sum rules is intended to provideestablishments with an incentive todesign their process controls in amanner that will achieve pathogenreduction significantly below thedesignated interim target. As in anyrandom sampling scheme, there is achance of actually having positiveresults, even if the process is meetingthe criteria. However, an establishmentcan decrease its probability of exceedingthe AL (by chance alone) by targeting itsprocess to produce product with a lowerfrequency of positive samples. Forinstance, the establishment could gearits process controls toward a 20 percenttarget as opposed to the 25 percenttarget specified for broilers. This wouldbenefit the establishment by providing agreater assurance of not exceeding theAL, since its own target is lower thanthe designated one.
A document giving a more detailedexplanation of the moving sumverification procedure will be madeavailable by FSIS to those wishing moreinformation on this aspect of theproposal. Requests should be sent toAssistant Deputy Administrator forScience, FSIS, U.S. Department ofAgriculture, Washington, DC 20250.FSIS welcomes comments on alternativeways by which the Agency andestablishments may ascertain how wellprocess controls are achieving nationaltarget levels.
9. Establishment Action Required forExceeding Target Limits
The establishment will have 90 daysfrom the effective date of the rule toestablish microbiological testingregimes. Six months from promulgationof the regulations establishments will berequired to track these interim targetresults using a moving sum verificationprocedure and report the results to FSIS.Two years after promulgation of therules, establishments that are notachieving the interim targets forpathogen reduction will be required totake corrective action under FSISsupervision. In such instances, a reviewby the establishment of its productionpractices and process controls isrequired. A written report of theevaluation, including any identifiedprocess failures and proposed correctiveactions, would be submitted to the

6805Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
Inspector in Charge within 14 days fromthe day the process exceeded the limits.This report would have to be updatedon a weekly basis until the process isback within the Acceptable Limit.
During the time the results exceed themoving sum limit, sampling should beconducted at a higher rate of at least twospecimens per day. This will providemore accurate and timely data foreffective decisionmaking. Thisincreased sampling has the advantagethat, assuming that the problem causingthe initial deviation from the target limithas been identified and corrected, theextra samples per day will shorten thetime frame (window) during which theestablishment would be consideredoperating above targets. The samplingrate would return to normal when themoving sum value meets the AL.Additional testing may be conducted byFSIS, at the Agency’s discretion, asnecessary to assist firms in meetingpathogen reduction targets.
10. Relationship to HACCPOnce an operation has a history of
consistent control and is operatingwithin the established limits,improvements in technology andincreased understanding of processcontrol can be used to further enhancepathogen reduction efforts. Thecontinuous review of the productionprocess with correspondingimprovements should set the stage forimplementation of state-of the-artprocess controls, namely HACCP.
FSIS is aware of and continues toencourage establishments to implementeffective HACCP programs as soon aspossible. Establishments that candemonstrate that their HACCP processcontrols produce only products thatmeet or exceed the proposed targets forpathogen reduction, and have analternate verification program may,upon approval by the Administrator,continue their current operatingprocedure in lieu of the proposedverification program.
All establishments that have slaughteroperations or produce raw, ground beefor poultry are required to participate inthis program unless prior approval isgranted by the Administrator, in asituation where an establishment hasinstituted a HACCP system. That systemincludes pathogen testing which, in thejudgment of the Administrator, meets orexceeds the testing requirements in theproposed regulations.
11. Alternative Approaches toEstablishing Pathogen ReductionBaselines and Targets
The principle underlying theproposed approach to pathogen
reduction outlined above is thatproduction of raw meat and poultrywith an incidence of Salmonella at orbelow the national incidence level isreadily achievable with availabletechnology and production methods andthat all establishments should berequired in the relative near term toperform at this level. This wouldestablish a national standard for foodsafety performance on which futurepathogen reduction efforts could bebuilt. One potential disadvantage of thisapproach is that it does not take accountof the likelihood that current incidencelevels of Salmonella contamination varywidely. In the case of broilers, forexample, FSIS believes that someestablishments are already performingwell below the 25 percent baselineincidence found in the FSIS survey—ata 5 percent incidence level or lower—while many establishments areperforming well above that level. Someof the poorer performing establishmentsmay not be able to achieve reductions tothe targeted prevalence ofcontamination in the near-term. Thebetter performing companies—onesalready performing well below thenational baseline—may feel economicpressure to relax their pathogenreduction efforts to compete under astandard that is less strict than they arealready achieving.
An alternative approach would be toestablish the initial baseline forpathogen reduction on anestablishment-specific basis and torequire significant interim reductions ineach establishment from its baseline.Such baselines would be established onthe basis of either reliable existing datafrom that establishment or on a briefrequired period of sampling and testingin each establishment for the targetpathogen.
This approach would have someadvantages. It would take account of thelikelihood that current performance interms of incidence of Salmonellacontamination varies widely. Requiring,for example, a 50 percent reductionfrom the establishment-specific baselinewould ensure that some pathogenreduction is achieved by allestablishments and a larger reduction,in absolute terms, would be required byestablishments that currently havehigher incidences of contamination.This approach might achieve a greateroverall reduction in incidence ofcontamination, depending on thepercent reduction required for eachestablishment and the actual currentdistribution of incidence rates across allestablishments.
The establishment-specific baselineapproach has disadvantages. It would be
more difficult to administer because itwould require the creation ofapproximately 2,500 establishment-specific baselines, and it would not bebased on the principle that there shouldbe a nationally recognized measure offood safety performance, regardless ofthe establishment in which a product isproduced. The establishment-specificapproach would also fail to recognizethat some establishments are alreadyoperating in accordance with thecurrent state of the art and may havedifficulty achieving significantadditional reduction in the near term.
The latter concern might be addressedby hybrids of the two basic alternativesoutlined above. For example,establishments currently above thenational baseline could be required toreduce the incidence of contaminationto some level at or below the nationalbaseline, while the better performingestablishments could be required tomaintain their current level ofperformance, perhaps within someappropriate range.
FSIS invites public comment on theseand other possible alternatives to itsproposed approach. At the final rulestage FSIS intends to adopt an approachto setting interim targets for pathogenreduction that takes into account itsproposal, the alternatives outlined here,and the comments received during thecourse of this rulemaking.
C. Hazard Analysis and Critical ControlPoint (HACCP) Systems
1. Background
Overview of Rationale for AdoptingHACCP
After having introduced key HACCPconcepts and controls into federallyinspected establishments through theproposed near-term interventions andmicrobial testing program discussedearlier in this document, FSIS wouldsecure its long-term strategy forimproving the safety of meat andpoultry products by requiring that allsuch establishments adopt HACCPsystems. HACCP is a systematicapproach to the identification andcontrol of hazards associated with foodproduction that is widely recognized byscientific authorities, such as the NASand the NACMCF and internationalorganizations, such as the CodexAlimentarius Commission, and theInternational Commission onMicrobiological Specifications for Foods(ICMSF), and used in the food industryto produce product in compliance withhealth and safety requirements. HACCPprovides assurances and documentationthat processes used in manufacturingmeat and poultry products are in control

6806 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
and producing safe, wholesome,unadulterated products.
FSIS is proposing these regulationsbecause a system of preventive controlswith documentation and verification ofsuccessful operation is the mosteffective approach available forproducing safe food. Emphasis by theregulated industry on improving thecontrol of microbiological hazards inraw and cooked products in conjunctionwith process control will reduce the riskof disease resulting from the presence ofpathogenic microorganisms in meat andpoultry products.
HACCP is a conceptually simplesystem by which meat and poultryestablishments can identify andevaluate the hazards that could affectthe safety of their products, institutecontrols necessary to keep these hazardsfrom occurring, monitor theperformance of these controls, andmaintain records of this monitoring as amatter of routine. The HACCP systemsmandated in these proposed regulationswill be limited to attributes affectingproduct safety, as opposed to economicadulteration and quality parameters. Ifthese regulations are adopted, FSIS willverify HACCP system operations as partof its program of continuous inspection.
FSIS is proposing to make HACCPmandatory for the meat and poultryindustry for the following reasons:
(1) Adoption of HACCP controls bythe meat and poultry industry, coupledwith FSIS inspection activities designedto verify the successful operation of theHACCP system, will produce a moreeffective and more efficient system forensuring the safety of meat and poultryproducts than currently exists. HACCPappropriately places responsibility onmeat and poultry establishments todemonstrate an understanding ofhazards and risks associated with theirproducts and an ability to control theprocesses they use.
(2) A federally mandated HACCPsystem will provide the basis for amodernized process control systemcapable of dealing with all the hazardsthat might be associated with meat andpoultry products currently and in thefuture—biological, physical, andchemical.
(3) The expertise for applying HACCPto meat and poultry processes andproducts is in an advanced state ofdevelopment. Considerable progress inapplying HACCP to meat and poultryprocesses has already been achieved byFSIS and other USDA agencies (e.g., theExtension Service). Work has also beendone by other Federal agencies, severalStates, by academic institutions, byindustry trade associations andindependent industry members.
(4) HACCP has a broad base ofsupport. In March 1994, a variety ofconstituent interest groups includingconsumers, the regulated industry,scientists and other professionals,producers, employee representatives,and other Federal and Stategovernmental representatives endorsedthe HACCP approach as embodied inthe seven principles set forth by theNACMCF.
Meat and poultry industryrepresentatives have urged the Federalgovernment to institute the mandatoryuse of a HACCP-based productionsystem for their products. In a recentletter, the American Meat Institute(AMI) has petitioned the Agency tobegin rulemaking to mandate HACCP.
Members of the International Meatand Poultry HACCP Alliance stronglysupport implementation of a mandatoryHACCP program. The Alliance consistsof approximately 30 industryassociations, 10 professionalassociations, 32 university affiliates, 6service groups, 6 Governmentrepresentatives and 5 foreigngovernment representatives.
In its 1993 report, Creating aGovernment That Works Better andCosts Less, Vice President Gore’sNational Performance Reviewrecommended that: ‘‘[USDA] require allfood processing establishments toidentify the danger points in theirprocesses on which safety inspectionswould focus * * * also [to] developrigorous, scientifically based systems forconducting inspections. * * *’’
(5) A federally mandated HACCPsystem of preventive process controlsappears to be a prerequisite tocontinued access to world markets. Forexample, the United States’ largesttrading partner, Canada, has announcedits intention to implement HACCP formeat and poultry processes by 1996.Australia and New Zealand are alsoimplementing HACCP-based programs.
(6) Use of the limited public resourcesavailable to assure the wholesomenessof the meat and poultry supply can besignificantly more effective if all meatand poultry establishments arecontrolling their processes throughHACCP systems. HACCP systems focusattention on hazards to product safetyand steps critical for their effectivecontrol. HACCP systems generate datathat can be used to continuously assesswhether the process is in control, and,when deviations occur, what was doneto correct the problem. These twocharacteristics of HACCP systems willmean that inspector attention can bedirected to the safety related elements ofthe process and that inspector review
can utilize objective measures of howwell the controls have been working.
(7) Implementation of mandatoryHACCP systems in inspectedestablishments permits separation andclarification of the differing roles ofestablishment and inspection personnel.HACCP is an industry process controlsystem. Holding the industryresponsible for the development andeffective operation of HACCP systemsmakes it clear that production ofwholesome meat and poultry productsis industry’s responsibility, not theresponsibility of the inspection service.The role of the regulatory agency underHACCP is verification that theestablishment is controlling itsprocesses and consistently producingcomplying products.
Since all raw meat and poultryproducts contain microorganisms thatmay include pathogens, raw food andthe products made from it unavoidablyentail some risk of pathogen exposureand foodborne illness to consumers.However, since pathogens are notvisible to the naked eye, consumershave no way to determine whether thefood they buy is safe to handle and eat.When foodborne illness does occur,consumers often cannot relate thesymptoms they experience to a specificfood—or any food—because symptomsmay appear after some time has passed.Thus, food safety attributes are often notapparent to consumers either beforepurchase or immediately afterconsumption of the food. Thisinformation deficit also applies towholesalers and retailers who generallyuse the same sensory tests—sight andsmell—to determine whether a food issafe to sell or serve.
The societal impact of this food safetyinformation deficit is a lack ofaccountability for foodborne illnessescaused by preventable pathogenicmicroorganisms. When consumerscannot trace an illness to any particularfood or even be certain it was caused byfood, food retailers and restaurateurs arenot held accountable by their customersfor selling pathogen-contaminatedproducts and they, in turn, do not holdtheir wholesale suppliers accountable.
This lack of marketplaceaccountability for foodborne illnessmeans that meat and poultry producersand processors may have little incentiveto incur costs for more than minimalpathogen and other hazard controls. TheAgency believes that today about asmuch process control exists as currentmarket incentives are likely to generate.The existence of significant foodborneillness demonstrates the inadequacy ofthe status quo. Thus, if foodborneillness is to be reduced, there must be

6807Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
an increase in systematic processcontrol throughout the industry. FSISbelieves this need is best satisfied by amandated HACCP program.
The Agency invites comment on itsrationale for mandating HACCP ratherthan relying on market incentives toinduce voluntary adoption of HACCP.FSIS also invites comment on whethermarket incentives can be increased orharnessed to improve food safety as asupplement or alternative to themeasures proposed in this rulemaking.FSIS invites comment specifically onthe role label claims about the safety orsafety-related processing of meat andpoultry products might play inencouraging and responding to marketdemand for safer food products.
The Principal Hazards Addressed byHACCP
Meat and poultry products maypresent physical, chemical or biological(including microbiological) hazards toconsumers.
Physical hazards may includeextraneous materials of various kindsthat could be introduced into productduring slaughtering and processingoperations. Usually, these extraneousmaterials (e.g., ‘‘buckshot’’; barbed wire,glass or metal pieces) are easilyprevented from getting into the productat all and can be detected while theproduct is still in the inspectedestablishment. Other physical hazardsresult directly from slaughtering andprocessing operations (e.g., bone chipsand feathers). Random productexaminations and finished productstandards are presently used to controlthese hazards.
Chemical hazards might result fromresidue contamination, improperformulations, or use of compounds notintended for food purposes. The resultsfrom the past several years of FSIS’sresidue-monitoring program suggest thatcontamination of the meat and poultrysupply with violative levels of chemicalresidues is relatively rare; although FSIStest results cannot be extrapolatedconclusively to all chemicals in allproducts, 0.29 percent of analysesdetected violative residues in 1993.Chemical contamination from improperformulations and inadvertent orincorrect use of non-food compounds isusually prevented by in-plant controlactivities.
The issue of responsibility for primarycontrol of hazards presented bychemical residues was raised by GAO inits recent report, ‘‘Food Safety: USDA’sRole Under the National ResidueProgram Should be Re-evaluated’’(RCED–94–158). GAO reported thatwhile Federal resources for residue
control cannot keep pace with theindustry’s growth, the industry hasrecognized that it must ensure, anddocument that its products comply withapplicable residue standards.* * * the Congress may wish to consider[:]—Requiring FSIS to establish scientific, risk-
based HACCP systems with the industryfor residue prevention, detection andcontrol;
—Having FSIS shift primary responsibilityfor day-to-day residue prevention,detection and control to the industry; and
—Requiring FSIS to adopt a regulatoryoversight role designed to ensure theeffectiveness of the industry’s efforts.
FSIS accepts and agrees with thedirection of these recommendations andbelieves that mandatory HACCP forslaughter and processing operationspresents the opportunity to make thisshift so that the industry is morecompletely responsible for the safety ofits products with respect to thechemical hazards presented by residues,especially animal drugs.
Biological hazards associated withdisease conditions in animals arepresently addressed by specific FSISdisease inspection techniques. Hazardsinclude such disease conditions asanthrax, tuberculosis, brucellosis,leukosis, cysticercosis, and othersepticemic and toxemic conditions. Thedetection and control of these hazards isaccomplished through ante- andpostmortem inspection performed byFSIS employees on livestock andpoultry. When, upon examination,livestock and poultry display signs orsymptoms of disease, they arecondemned or subject to restrictions,such as ‘‘passed for cooking only.’’Parasitic conditions are also the subjectof inspection procedures.
Several human pathogens of entericorigin do not normally produce signs orsymptoms of disease in animals or birdsbut will produce foodborne illness inhumans. These microorganisms areamong the most significant contributorsto foodborne illness associated withconsumption of meat and poultryproducts, but present inspectiontechniques are not effective in detectingand controlling the presence ofpathogens on raw products.
Processing procedures used tomanufacture ready-to-eat products aredesigned to destroy pathogenicmicroorganisms and, if properlyconducted, are effective.Microbiological testing is used to verifythese processing procedures. In 1993,there were 11 voluntary recallsinvolving 1.7 million pounds of productfor bacterial contamination in ready-to-eat products. These recalls wereprincipally the result of detecting
Listeria monocytogenes, which isfrequently a post-processingenvironmental contaminant, and not anindication of a failure of the heattreatment procedure to produce apathogen-free product.
As explained in earlier sections of thisdocument, there is a compelling publichealth need to establish systematicprocess controls for raw meat andpoultry products, to prevent theircontamination by pathogenicmicroorganisms and to reducecontamination when it unavoidablyoccurs. These proposed rules will, forthe first time, mandate adoption of asystem of control for all federallyinspected meat and poultryestablishments, build on the foundationof the food safety initiatives proposedearlier in this document, provide FSISan effective means to verify thatestablishments are meeting their foodsafety responsibility with respect topathogenic microorganisms, andprovide the basis for the science-basedinspection system of the future.
Overview of HACCP PrinciplesThe HACCP approach to food safety
was first developed by the PillsburyCompany as a means of assuring thesafety of foods produced for the U.S.space program. The NationalAeronautics and Space Administration(NASA) wanted a ‘‘zero defects’’program to guarantee safety in the foodsastronauts would be consuming inspace. When NASA and Pillsburycritically evaluated available systems forensuring food safety, they found that,even when very large numbers offinished product samples were tested, arelatively large percentage of potentiallyhazardous product could still beaccepted. Pillsbury then introduced andadopted HACCP as a system that couldprovide the greatest assurance of safetywhile reducing the dependence onfinished product sampling and testing.HACCP, by virtue of identifying thehazards inherent in the product andprocess, and devising preventivemeasures that could be monitored,would control the process. Pillsburyrecognized that HACCP offered real-time control of the process as farupstream as possible by utilizingoperator controls and continuousmonitoring. Through this approach,Pillsbury dramatically reduced the riskof microbiological, chemical, andphysical hazards by anticipation andprevention rather than inspection.
The presentation of the HACCPsystem by the Pillsbury Company at the1971 U.S. National Conference on FoodProtection led to gradual recognition ofthe value of the HACCP approach. This

6808 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
was reflected in the incorporation of theHACCP principles into FDA’sregulations for low-acid canned foods in1973 to address serious botulismproblems in the canning industry.During the intervening years, theconcepts and rationale for utilizing theHACCP approach have slowly gainedacceptance throughout the food industryand scientific community.
The USDA and the Department ofHealth and Human Services (HHS)established the NACMCF in 1988 at therecommendation of the NAS to advisethe two departments on food safetyissues. In 1992, the NACMCF endorsedHACCP as an effective and rationalmeans of assuring food safety fromharvest to consumption.
The Committee formulated sevenprinciples to be employed in thedevelopment of HACCP plans. Theseprinciples include hazard assessment,critical control point identification,establishing critical limits, monitoringprocedures, corrective actions,recordkeeping, and verificationprocedures. Under such a system, if adeviation occurs indicating that controlhas been lost, appropriate steps aretaken to reestablish control in a timelymanner to assure that potentiallyhazardous product does not reach theconsumer. A complete description ofthe seven HACCP principlesrecommended by the NACMCF can befound in the Committee’s March 20,
1992, publication, ‘‘Hazard Analysisand Critical Control Point System.’’ Asoutlined in a later section, FSIS hasadopted the seven HACCP principles asarticulated by the NACMCF, and isproposing that all HACCP plans includethe principles. A discussion of the sevenHACCP principles and associatedHACCP plan elements follows:
Principle No. 1: Conduct a hazardanalysis. Prepare a list of steps in theprocess where significant hazards occur,and describe the preventive measures.
The first step in establishing a HACCPsystem for a food production process isthe identification of the hazardsassociated with the product. NACMCFdefined a hazard as any biological,chemical, or physical property that maycause a food to be unsafe forconsumption. For inclusion in the list,the hazard must be of such a nature thatits prevention, elimination, or reductionto acceptable levels is essential to theproduction of a safe food. Hazards thatinvolve low risk and severity and thatare not likely to occur need not beconsidered for purposes of HACCP.Examples of several questions to beconsidered in a hazard analysis include:(1) Does the food contain any sensitiveingredients? (2) Does the food permitsurvival or multiplication of pathogensor toxin formation during processing?(3) Does the process include acontrollable processing step thatdestroys pathogens? (4) Is it likely that
the food will contain pathogens and arethey likely to increase during thenormal time and conditions underwhich the food is stored prior toconsumption? (5) What product safetydevices are used to enhance consumersafety (e.g., metal detectors, filters,thermometers, etc.)? (6) Does themethod of packaging affect themultiplication of pathogenicmicroorganisms and/or the formation oftoxins? and (7) Is the productepidemiologically linked to a foodbornedisease?
Principle No. 2: Identify the CCP’s inthe process.
A critical control point (CCP) isdefined as a point, step, or procedure atwhich control can be applied and a foodsafety hazard can be prevented,eliminated, or reduced to an acceptablelevel. All significant hazards identifiedduring the hazard analysis must beaddressed.
The information developed during thehazard analysis should enable theestablishment to identify which steps intheir processes are CCP’s. To facilitatethis process, the NACMCF developed aCCP decision tree which can be appliedto an identified hazard at each step ofthe process (see Figure 3, below). Thedecision tree asks a series of ‘‘yes’’ or‘‘no’’ questions to assist in determiningwhether a particular step is a CCP.BILLING CODE 3410–DM–P

6809Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
BILLING CODE 3410–DM–C

6810 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
Examples of CCP’s may include, butare not limited to: cooking, chilling,specific sanitation procedures, productformulation controls, prevention ofcross contamination, and certain aspectsof employee and environmentalhygiene. All CCP’s must be carefullydeveloped and documented.
Consistent with the principles of theNACMCF, FSIS is proposing to requirethat establishments identify CCP’s forfood safety hazards in their HACCPplans. All three types of hazards(physical, chemical and biological,including microbiological) must beaddressed and controlled.
FSIS believes that implementation ofmandatory HACCP, in conjunction withrelated changes described elsewhere inthis document, will result in less risk offoodborne illness being associated withthese products. Therefore, identificationof CCP’s throughout the productionprocess for controlling microbialhazards is particularly important.
Principle No. 3: Establish criticallimits for preventive measuresassociated with each identified CCP.
A critical limit is defined as acriterion that must be met for eachpreventive measure associated with aCCP. Another way of consideringcritical limits is that they serve asboundaries of safety for each CCP.
Critical limits are most often based onprocess parameters, such astemperature, time, physical dimensions,humidity, moisture level, water activity,pH, titratable acidity, salt concentration,available chlorine, viscosity,preservatives, or sensory information,such as texture, aroma, or visualappearance in relation to the growth orsurvival of target pathogens or chemicalor physical hazards. Establishment ofcritical limits should be justifiable inrelation to knowledge available fromsuch sources as the meat and poultryregulations or guidelines, literature,surveys, experimental studies, or fromrecognized experts in the industry,academia, or trade associations.
In accordance with the principles setforth by NACMCF, FSIS is proposingthat processors identify critical limits intheir HACCP plans that must be met ateach CCP to be certain that the hazardis controlled. Critical limits must reflectrelevant FSIS regulations, FDAtolerances, and action levels whereappropriate. Processing establishmentsare encouraged to establish criticallimits more stringent than those now inFSIS regulations or related documentsto ensure that regulatory requirementsare routinely met even when deviationsoccur. If critical limits more stringentthan regulatory limits or requirements
are set, then the establishment mustmeet those more stringent limits.
Principle No. 4: Establish CCPmonitoring requirements. Establishprocedures for using the results ofmonitoring to adjust the process andmaintain control.
Monitoring is observations ormeasurements taken to assess whether aCCP is under control. Monitoring isused to determine when a deviationoccurs at a CCP; therefore, monitoringprocedures must be effective. There aremany ways to monitor CCP criticallimits on a continuous or batch basis;however, continuous monitoring isalways preferred. When continuousmonitoring is not feasible, frequenciesmust be sufficient to ensure that theCCP is under control. Statisticallydesigned data collection or samplingplans need to be developed in suchinstances.
Assignment of the responsibility formonitoring is an importantconsideration for each CCP. Personnelassigned the monitoring activities mustbe properly trained to report all results,including any unusual occurrences, sothat adjustments can be made and anyprocesses or products that do not meetcritical limits are identified so thatimmediate corrective actions may betaken.
Monitoring activities are necessary toassure that the process is in fact undercontrol at each critical control point.Some monitoring procedures could beaccomplished by automatic instrumentsand devices such as time/temperaturerecording devices. Some monitoringprocedures could consist of checksperformed, with outcomes recorded.Other monitoring procedures mightinvolve rapid testing technologies thatprovide feedback within appropriatetime frames, for example, the use ofquick tests to verify levels of chlorine inpoultry chillers.
HACCP requires establishments tosystematically monitor, control, and,where necessary, adjust theirproduction processes to meet a specifiedstandard. Process monitoring maynecessitate materials or devices tomeasure, test, or otherwise evaluate theprocess at critical control points.Examples would be such items asthermometers and test kits.
FSIS is proposing to require thatprocedures for monitoring each CCP beidentified in the HACCP plan. Thesemonitoring procedures should assurethat the monitoring systems are capableof detecting process deviations,including product segregation andholding procedures, effect of deviationson product safety, indicators formodification of the HACCP plan, and
the establishment employee responsiblefor monitoring activities.
Principle No. 5: Establish correctiveaction to be taken when monitoringindicates that there is a deviation froman established critical limit.
A HACCP system is designed toidentify potential health hazards and toestablish strategies to prevent theiroccurrence. However, idealcircumstances will not always prevail ina processing operation and deviationswill occur. In such instances, theNACMCF points out that correctiveaction plans must be in place to: (1)determine the disposition of the non-compliant product and (2) identify andcorrect the cause of the deviation toregain control of the CCP. Individualswho have a thorough understanding ofthe process, product, and HACCP planshould be identified and assignedresponsibility for making decisions.When appropriate, scientific expertsmust be consulted to determinedisposition of the product.
FSIS is proposing to require thatestablishments describe in their HACCPplans the corrective actions that will betaken if a critical limit is not met.Corrective actions must be specified insufficient detail to ensure that no publichealth hazard exists after these actionshave been taken. Although the processof developing a HACCP planemphasizes organized and preventivethinking about what is occurring as themeat or poultry product is beingmanufactured, the existence of a HACCPplan does not guarantee that problemswill not arise. For this reason, theidentification of a planned set ofactivities to address deviations is animportant part of a HACCP plan.
Principle No. 6: Establish effectiverecordkeeping procedures thatdocument the HACCP system.
The NACMCF points out that anestablishment’s HACCP plan and allassociated records must be maintainedon file at the establishment, andprovides several examples of recordsthat could be maintained, such as thoserelating to incoming ingredients,product safety, processing, packaging,storage, and distribution, deviations andcorrective actions, and employeetraining.
A HACCP system will not workunless records are generated during theoperation of the plan, and those recordsare maintained and available for review.One of the principal benefits of aHACCP process control system to bothindustry and regulatory officials is theavailability of objective, relevant data.Thus, FSIS is proposing to require thatthe HACCP plan provide for arecordkeeping system that will

6811Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
document the establishment’s CCPmonitoring, verification activities, anddeviation records. FSIS has alsoconcluded that recordkeeping systemsare much more effective when theyinclude the actual values obtained, asopposed to terms such as ‘‘satisfactory’’or ‘‘unsatisfactory,’’ which reflect ajudgment about the values and do notpermit trend analysis.
Principle No. 7: Establish proceduresto verify that the HACCP system isworking correctly.
The NACMCF defines verification asthe use of methods, procedures, or testsin addition to those used for monitoring,to determine if the HACCP system is incompliance with the HACCP plan and/or whether the HACCP plan needsmodification and revalidation. Fourprocesses are identified as steps in theestablishment’s verification of itsHACCP system.
The first process is the scientific andtechnical process to verify that allcritical limits at CCP’s are adequate andsufficient to control hazards that arelikely to occur in their specificprocess(es). This is commonly referredto as ‘‘validating’’ the process.
The second process is to ensure thatthe HACCP plan functions properly.Establishments should rely on frequentreviews of their HACCP plan,verification that the HACCP plan isbeing correctly followed, review of CCPrecords, and determinations thatappropriate management decisions andproduct dispositions are made whendeviations occur.
The third process consists ofdocumented periodic reviews to ensurethe accuracy of the HACCP plan. Suchreviews should include an on-sitereview and verification of all flowdiagrams, CCPs, critical limits,monitoring procedures, correctiveactions, and records maintained.
The fourth and final verificationprocess deals with the regulatoryagency’s responsibility and actions toensure that the establishment’s HACCPsystem is functioning satisfactorily. Thisverification can be viewed as an overallprocess validation and can consist ofany and all of the verification activitiesmentioned above, plus final producttesting to demonstrate compliance withregulatory as well as other desiredperformance standards.
FSIS is proposing to require that theHACCP plan include a set of verificationtasks to be performed by establishmentpersonnel. Verification tasks will also beperformed by FSIS personnel. However,an important benefit of HACCP is forestablishments to take full responsibilityfor producing a safe product. Thus, it isenvisioned that establishments, as well
as the regulatory agency, will undertakefinal product testing as one of severalverification activities. Verification tasksprovide an opportunity to demonstratethat a well-functioning HACCP systemis in fact controlling a process so thatsafe product is being produced underconditions that minimize preventablerisks.
The verification principle also linksHACCP with the key element of theFSIS regulatory strategy for pathogenicmicroorganisms, which is theestablishment of public health-orientedtargets, guidelines, or standardsestablishments must meet to engage incommerce. Without some objectivemeasure of what constitutes anacceptable level of food safetyperformance with respect to pathogenicmicroorganisms, it would be impossibleto determine whether an establishment’sHACCP plan is acceptable andfunctioning effectively. FSIS is takingthe first step toward implementation ofsuch objective measures with theproposed interim targets for pathogenreduction, which focus on Salmonella.As data become available, these targetswill be refined, and possibly expandedin slaughter operations and extended inprocessing operations, to support theAgency’s implementation of HACCP.Verification might well include requiredmicrobial testing for all processes andspecies. Eventually, such testing can beexpected to be an integral part ofHACCP verification.
FSIS Experience With HACCP(1) FSIS HACCP Study, 1990–1992.In 1990, FSIS initiated a study of
HACCP that focused on how this systemof process control could be appliedwithin the meat and poultry industriesand what the implications might be forregulatory inspection activities. Thisstudy was not designed to establish theefficacy or benefit of the HACCPapproach as a process control system.Recognition of HACCP as a provenmethod for preventing and controllingfood safety hazards has been achievedthrough practical application of theconcepts to food production operationssince 1971.
Recognizing that acceptance ofHACCP within the meat and poultryindustries would be dependent on abroad range of constituent support, theFSIS study involved consultations andpublic hearings; technical workshopswith representatives of industry,academia, and trade associations todevelop generic HACCP models; andtesting and evaluation of in-plant trialsthrough case studies. In-plant testinginvolved operational application ofgeneric models for refrigerated foods,
cooked sausage, and poultry slaughterin nine volunteer establishments.
The study underscored thesignificance of the change in roles andresponsibilities that use of a HACCPsystem brings both to the regulatedindustry and to the inspection service.This finding would later be supportedby observations at a Round Tablemeeting on HACCP in 1994 thatsuccessful HACCP implementation willdemand a culture change within theinspection service and within theindustry. Additionally, the Agency’searlier experiences with HACCP-basedregulations, such as those for low-acidcanned foods, cooked roast beef, and,more recently, for cooked, uncuredpatties had demonstrated theadvisability of technical collaboration.The study experience confirmed theseearlier conclusions that technicalcollaboration was essential to successfulimplementation of HACCP.
(2) HACCP Round Table, 1994.FSIS was proceeding during 1993 to
develop a HACCP regulation when agroup of concerned constituentorganizations requested greater pre-proposal involvement and publicconsultations prior to publication ofproposed regulations. USDA agreed tohave a public event at which theapplication of HACCP in the meat andpoultry industry could be discussed.This event became known as theHACCP Round Table.
On March 30 and March 31, 1994,FSIS held a two-day Round Tablemeeting in Washington, D.C.Participants in the Round Table wereprimarily selected by a procedureannounced in the Federal Register onJanuary 13, 1994. Participants includedpublic health officials, representativesfrom the meat and poultry industry,consumer groups, scientists andprofessional scientific organizations,producer and farmer groups, USDA andother Federal, State, and localemployees. Prior to the Round Table, asteering committee of nine of the RoundTable participants determined the keyissues to be addressed during the forum.For each key issue, a particular questionwas developed to focus thedeliberations. Each issue, question, anddeliberation is summarized below.FSIS’s views on those issues addressedby this regulation are covered under‘‘Discussion of HACCP Proposal’’ below.A report on the HACCP Round Tablehas been published and is availablefrom the FSIS Docket Clerk at theaddress provided under ADDRESSES.
HACCP Plan Approval: What is thebest way to ensure that HACCP planseffectively incorporate the sevenHACCP principles?

6812 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
There was broad support forincorporating the seven HACCPprinciples into HACCP plans. Differentperspectives were expressed concerningthe means by which this might beachieved. These perspectives rangedfrom having plans developed bycertified experts, to the use of objectivebaseline data from industry operations,and to the use of generic models. Havingand applying generic models andguidelines to plant specific situationswas considered desirable.
Training/Certification: What shouldbe the role of FSIS with regard toindustry HACCP training?
This question generated discussion onthree components: (1) HACCP curricula,(2) training approaches, and (3)certification requirements. Thecentrality of training to successfulimplementation of HACCP is reflectedin the broad range of perspectivesoffered. Curricula concerns ranged fromthe need for uniform training onprinciples, to the need for specifictraining on application of the principleswithin a particular establishmentoperation, to the need for joint trainingbetween inspectors and industryemployees. Training approachestouched on the need for training to beboth available and affordable, and thepotential for training development anddelivery to occur within various privatesector organizations as well asacademia. Certification requirementsaddressed the alternatives of havingHACCP-trained personnel inestablishments, having HACCPconsultants available on-call, andhaving some type of certificationprocess for such individuals.
Phase-in: Should the mandatoryHACCP requirement be phased-in and,if so, how?
There was broad support for thenotion of phasing-in HACCPrequirements, since allowing enoughtime for the HACCP program to developand grow is deemed critical for itssuccess. Proceeding on a deliberateschedule allows for an orderly transitionwithin the industry and permitsadjustments of the regulatoryinfrastructure to suit the HACCPstructure within inspectedestablishments. A variety of approachesto phase-in and timing were offered. Asecond point raised was that the phase-in should take advantage of existingHACCP knowledge and expertise,advancing first those industry segmentswhose process control operations aremore closely aligned with HACCP. Athird point offered was that the phase-in should provide for a transition or trialperiod as application of HACCP occurswithin a particular establishment.
Measures of Effectiveness: How can itbe determined initially, and on acontinuing basis, that HACCP plans areworking effectively?
Participants discussed the need todevelop measures of effectiveness forHACCP plans. These ranged from theuse of baseline data on the process,establishment, and product level; to theuse of microbial, physical, and chemicalguidelines; to the use of in-process, aswell as end-product testing; to theopenness and accessibility of data andrecords on selected measures ofeffectiveness. There was considerablediscussion concerning the need forfinished product testing to supportverification of a HACCP program. Thearea of greatest controversy was theneed for microbial testing and thedevelopment of microbial guidelines inconjunction with the need for finishedproduct testing. Different perspectiveswere offered on these issues, on howsuch testing could be accomplished, andon the practical limits of detection,sample collection, and testing.
Compliance/Enforcement: What arethe best ways to adequately enforce andensure compliance with HACCPrequirements?
Participants presented views on thetypes of regulatory authority that wouldbe appropriate in a mandatory HACCPsystem. Viewpoints ranged from thosewho believed that current enforcementauthorities are adequate, to those whostated a need for new authorities (e.g.,civil penalties) and those who believeda review of enforcement authoritiesshould be undertaken to reflect thechanges in roles and responsibilitiesbetween the industry and the inspectionservice. There was significantdiscussion concerning deviations fromHACCP requirements and how thesedeviations should be handled, includingappropriate enforcement responses torepeated deviations from the HACCPplan. Here, two major points of viewwere articulated. The first view was thatany deviation from a HACCP plan couldresult in a regulatory remedy (ratherthan criminal remedy) and that adeviation from a CCP, while a foodsafety concern, should result in aregulatory response related to the levelof severity (in terms of risk to humanhealth) of the deviation. The secondview was that any deviation from theHACCP plan constitutes adulteration,hence a violation of law subject toenforcement action. This view holdsthat, since HACCP is intended toaddress potentially serious food safetyhazards, a deviation is a violation. Afinal point of discussion on this issuewas employee protection from reprisalsfor reporting food safety hazards (e.g.,
whistleblower protection for industryemployees).
Relationship and Effect of HACCP onCurrent Inspection Procedures: To whatextent will the possible changes in theregulated industry impact on possiblechanges in the current inspectionsystem?
Discussion on this issue centered onfive points: Modification of inspectionprocedures to take advantage of HACCPplans; advantages and disadvantages ofcontinuing current regulatory programsuntil HACCP is fully implemented;ways to combine HACCP and thecurrent inspection system; the extent towhich changes in industry will affectchanges in inspection; and the potentialeffects of HACCP on smallestablishments. Modification ofinspection procedures to take advantageof HACCP plans generally followNACMCF recommendations thatregulatory verification of HACCP planscan be accomplished in lieu of, ratherthan adding to, existing procedures.This would permit reallocation ofinspection resources to food safetyconcerns and away from qualityattributes and aesthetic concerns.HACCP should not invite an arbitraryreduction in the inspection force andthe numbers of inspectors should not betied to HACCP implementation. Thepotential effects of HACCP on smallestablishments were noted, along withthe view that some accommodationduring implementation should beafforded to these establishments.
All issues raised and discussed duringthe HACCP Round Table were takeninto account in formulating thisproposal.
FSIS Experience With Process Control
(1) Current Application of HazardAnalysis to Meat and PoultryProcessing.
The principle of hazard analysis hasbeen utilized to prevent foodborneillness associated with specific meatand poultry products and to supportregulatory process control for certainvoluntary procedures. The examplesdiscussed below represent FSIS’s earlyefforts using hazard analysis to identifyCCP’s in a production process and toestablish stringent regulatoryrequirements for controlling productionprocesses. Whereas the earlierregulations were prescriptive, thecurrent proposal is performance based,and holds the industry fully responsiblefor conducting the hazard analysis andidentifying the CCP’s and critical limitsassociated with producing products thatminimize the risk of foodborne illness.

6813Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
(a) Low-Acid Canned Foods
The low-acid canned food industryhas had a remarkably good record overthe past 50 years, during which morethan 1 trillion cans of commerciallycanned foods were consumed.Beginning in 1970, however, botulinumtoxin and C. botulinum were found incommercially canned product producedunder the jurisdiction of both FDA andUSDA. From 1970 until 1990, nineincidents of botulinum outbreaksoccurred, resulting in death on sixoccasions. The products implicatedincluded mushrooms, peppers, salmon,boned turkey, chicken vegetable soup,tuna, and bean salad.
In response to the botulism outbreaks,the canning industry identified CCPsthat must be controlled and monitoredto ensure that canning operationsproduce safe canned foods. For productsunder its jurisdiction, FDA in 1973codified the CCPs into a goodmanufacturing practice regulation forthermally processed low-acid cannedfoods packed in hermetically sealedcontainers(21 CFR 110).
Since FDA’s promulgation of thatregulation (revised in 1978), the threatof botulism in canned product has beengreatly reduced. While sporadicincidents continue, investigations ofsuch incidents have attributed thecauses to establishments’ failure tocomply with the regulation rather thaninadequacies in the regulation.
To address problems in the cannedmeat and poultry industry, in 1986 FSISpromulgated HACCP-based low acidcanned food regulations similar to thoseof the FDA. CCPs identified in thoseregulations were incorporated into theAgency’s Performance Based InspectionSystem, so that inspectors’ tasks includeverification of establishments’compliance with the regulations.Incidents of foodborne illness involvingcanned meat and poultry products thatoccurred following the publication ofthe rules have been attributed toestablishments’ noncompliance with theregulations.
(b) Commercially Processed CookedRoast Beef
Five outbreaks of salmonellosisassociated with the consumption ofcommercially processed cooked beefproducts occurred in the northeasternUnited States from 1975 until 1981.These outbreaks resulting from fivedifferent serotypes of Salmonella,caused up to 200 reported cases ofillness per incidence.
FSIS responded to the outbreaks bysupervising the voluntary recall anddestruction of thousands of pounds of
affected product on a case-by-case basis.Additionally, whole, intact, cookedroast beef products from severalestablishments were sampled and foundpositive for salmonellae. As a result ofthe outbreaks, it became apparent thatsalmonellae contamination of cookedbeef products needed to be addressed onan industry-wide basis.
In 1977, FSIS promulgated aregulation requiring that all cooked beefproducts be prepared by ‘‘a cookingprocedure that produces a minimumtemperature of 145 degrees F in all partsof each roast’’ to destroy anysalmonellae that might be present. Thisregulation was amended in 1978 toprovide alternate cooking times andtemperatures to preserve the rareappearance of the product but stilldestroy all salmonellae. (See 9 CFR381.17.)
During the summer of 1981, eightadditional outbreaks of the disease werelinked to the consumption of roast beefproduced by four separateestablishments in the northeasternUnited States.
Epidemiologic investigations revealedthat inadequate cooking times andtemperatures were not the majorproblems. A new regulation wasimplemented in 1983 that addressed thenecessary handling, processing, coolingtimes and temperatures, and storagerequirements to ensure thewholesomeness of cooked roast beef.
In total, the changes that evolved inthe roast beef regulations represented aHACCP approach in identifying theCCP’s in roast beef processing that mustbe monitored and controlled by anestablishment to ensure production ofunadulterated product. These HACCP-based CCP’s have subsequently beenincorporated into the FSIS-PBIS systemfor scheduling inspectors’ tasks inestablishments that produce cookedroast beef. Since 1983, no confirmedsalmonellae outbreaks have been tracedto commercially prepared roast beef.
(c) Uncured Cooked Meat PattiesIn response to recent outbreaks of
foodborne illness caused by E. coli0157:H7, FSIS promulgated a ruledealing with the heat-processing,cooking, cooling, handling, and storagerequirements for uncured meat patties.HACCP principles were used to identifyCCP’s, critical limits, and correctiveactions; as a result, cooking times andtemperatures, cooling requirements,sanitary handling and storage practices,and requirements for the handling ofheating or cooling deviations wereestablished. The CCP’s identified in thatrule have been incorporated into theAgency’s PBIS for scheduling inspector
tasks to ensure establishments’compliance with the regulations.
The ‘‘Heat Processing Procedures,Cooking Instructions, Cooling, Handlingand Storage Requirements for UncuredMeat Patties’’ (8/2/93 at 58 FR 41151)incorporated HACCP concepts (CCPs,critical limits, corrective actions, etc.)associated with the manufacture ofuncooked, partially cooked, char-marked, comminuted products.
(d) Current Process Control SystemsThe development and implementation
of standardized process controlprocedures, such as Total QualityControl (TQC) systems and PartialQuality Control (PQC) programs havebeen part of an effort to focus theresponsibility for compliance on theprocessing establishment. FSIS firstbegan approving industry operatedquality control programs in the mid1970’s. The QC policy evolvedthroughout the late 1970’s until in 1980when it was codified in 9 CFR 318.4 and381.145 providing a regulatory basis forFSIS policies for PQC and TQC. Atpresent, there are over 9,000 approvedPQC programs in operation in inspectedestablishments and 361 approved andoperating TQC systems.
TQC systems are defined byregulation as plans or systems forcontrolling product after antemortemand postmortem inspection throughoutall stages of preparation adequate toresult in product being in compliancewith the regulations (9 CFR 318.4(c) and381.145(c)). This definition hadtraditionally been interpreted to meanthat an establishment’s TQC systemmust include control for all aspects ofa process. By regulation, PQC programsmay be approved for controlling theproduction of individual products,individual operations within theestablishment, or parts of operations (9CFR 318.4(d) and 381.145(d)).
In processing establishments, mostapproved PQC programs are designed tocontrol economic and quality aspects ofmeat and poultry products, such as netweight and label claims. Such PQCprograms are generally voluntary or area condition of label approval. A smallernumber of procedures operate to controlproduct wholesomeness factors and aremandated in current regulations. Theseinclude the production of cooked roastbeef (§ 318.17), mechanically debonedproduct (§ 319.5), and irradiated poultryproduct (§ 381.145). In addition, somePQC programs are approved asalternative procedures to regulatoryrequirements such as handling thermalprocessing deviations (§§ 318/381.308)and finished product inspections(§§ 318/381.309) of shelf stable canned

6814 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
meat and poultry products. In slaughterestablishments, PQC programs aredesigned to control economic, quality,and some product wholesomenessaspects of production. Such programsinclude finished product standards,preoperational sanitation and carcasspresentation. All slaughter PQCprograms are voluntary.
Preventive systems of process controlhave been formally employed in theslaughter of broilers and Cornish gamehens since 1983, and in the slaughter ofturkeys since 1984. These processcontrol approaches are integral featuresof inspection systems known as the NewLine Speed (NELS) inspection systemfor broilers and cornish game hens, andthe New Turkey Inspection System(NTIS) for turkeys (9 CFR 381.76). Forty-five establishments operate under NELStoday, and 27 establishments operateunder NTIS.
Under these slaughter process controlsystems, the establishment demonstratescompliance with regulatoryrequirements by identifying the pointsin the slaughter process that areimportant to regulatory compliance. Theestablishment then sets realisticstandards for these points, and observesthem often enough to detect deviationfrom a standard before non-complianceoccurs. The establishment alsoidentifies action it will take if a standardis not met. The written program and thegenerated records of observations andactions are evidence of the degree ofprocess control and regulatorycompliance. By reviewing andevaluating establishment records andverifying them with processobservations as necessary, FSISinspection personnel ensure anestablishment is meeting itsresponsibility to produce safe andwholesome product.
The principal difference betweenslaughter process control systems inplace in NELS and NTIS establishmentstoday, and the proposed HACCP systemis the focus of the systems. NELS andNTIS were designed not only to addresssafety hazards associated with rawpoultry carcasses, but quality factors aswell. The proposed HACCP systemfocuses on hazards associated withsafety of product.
International Efforts on HACCPBetween 1990 and 1992, a working
group of the Codex Committee on FoodHygiene developed a guidelinedocument that covered the principlesand application of HACCP to all sectorsof the food chain from producer toconsumer. The Codex AlimentariusCommission in 1993 adopted theHACCP document that now serves as a
benchmark for countries to incorporateHACCP principles into their foodindustries. The seven HACCP principlesadopted by the Codex AlimentariusCommission are identical to thoseproposed in this rule with the exceptionthat HACCP principles six (i.e.,recordkeeping) and seven (i.e.,verification) are reversed.
In 1993, Agriculture Canadaimplemented a Food SafetyEnhancement Program, which isdesigned to encourage the adoption ofHACCP principles across all agri-foodprocessed commodity groups and shelleggs. The food industry will be requiredto control and monitor itsmanufacturing process and maintainrecords at CCP’s. FSEP will also providea means to help government inspectorsprioritize their responsibilities andfocus their attention on CCP’s in theprocess to ensure the production of safefood. Full implementation of the FSEPprogram is scheduled to be completedby September 1996.
Recently, the European Union (EU)adopted two Directives that madereference to the HACCP system. OneDirective (93/43/EEC) focuses on thehygiene of foodstuffs and specifies thatfood business operations must identifyand control any step in their processcritical for ensuring food safety usingthe HACCP system. The other Directive(92/5/EEC) is one specific to meatproducts, which also embraces HACCPprinciples. These Directives wereadopted on June 14, 1993 and February10, 1992, respectively. EU membershave up to 30 months from the date ofadoption to implement the provisions ofthe Directives into national law.Detailed guidelines are now underdevelopment for meat products.
New Zealand has also been proactivein adopting HACCP principles in thefood industry. Through the publicationof Guide to the Implementation ofHazard Analysis and Critical ControlPoint Systems in the Meat Industry, theMinistry of Agriculture and Fisheriesprovided: (1) a generic model fromwhich an understanding of the HACCPapproach to food safety can be obtained;(2) a guide to the application of HACCPsystems, especially in the case of rawfoods; and (3) specific examples ofapplication.
Adopting a HACCP system couldpotentially enhance international tradeopportunities for the United States.Although enhancing trade has no directeffect on public health, participation ininternational trade in food products iscritical to the U.S. economy. The UnitedStates is by far the world’s major foodexporter, with exports of rawagricultural and processed food
products of over $40 billion per year.The United States also imports asubstantial quantity of food productseach year from many countries aroundthe world. HACCP will improve FSIS’sability to monitor imports and thusensure greater confidence in their safety.Also, HACCP is becoming the world-wide standard to ensure the safety offood and will thus serve as the basis forharmonizing U.S. food safetyregulations with those of other nations.
The Uruguay Round Negotiationsunder the General Agreement on Tariffsand Trade (GATT) has resulted infurther focus on this area. TheAgreement on the Application ofSanitary and Phytosanitary Measuresstates the desire of member countriesincluding the United States, to further‘‘* * * the use of harmonized sanitaryand phytosanitary measures betweenmembers, on the basis of internationalstandards, guidelines, andrecommendations developed by therelevant international organizations,including the Codex AlimentariusCommission * * *’’. This trend towardharmonization coupled with the currentrecommendations of the CodexAlimentarius Commission encouragingthe international use of HACCP, providefurther support for FSIS’s proposal for amandatory HACCP program for theproduction of all meat and poultryproducts.
FSIS Guidance on Development ofHACCP Plans
FSIS believes that it can facilitatedevelopment of HACCP plans in variousways without compromising theprinciple that these are industry processcontrol plans and, as such, plandevelopment is the responsibility of theregulated establishment. Therefore, FSIShas underway a series of plannedassistance efforts, which will continueand be completed over the next 6–12months.
(a) Generic Models: FSIS haspublished the generic models developedat Agency workshops and will publishgeneric models developed by NACMCFas they become available. An example,the ‘‘Generic HACCP for Raw Beef,’’ isprovided in the Appendix.
FSIS has categorized in this proposedregulation all processes carried out inthe establishments it regulates. BecauseFSIS pilot-testing has shown genericplans to be useful to establishments asthey develop plans specific to their ownprocesses and products, FSIS willpublish and make widely available ageneric model for each of the nineprocess categories at least six months inadvance of the due date for each processcategory. FSIS believes that use of

6815Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
generic plans will assist in assuring thebasic level of uniformity necessary tohave inspection activities based onestablishment HACCP plans, and thatthe provision of generic models willhelp to communicate the level of detailexpected in the elements of the plan.FSIS also believes that generic modelscan help identify the kinds of hazardsthat should be considered at variousCCP’s, without interfering with theestablishment’s hazard analysis.
(b) NACMCF Materials: FSIS ispublishing and will make widelyavailable guidance materials developedby NACMCF describing the optimumsteps to be followed in developingHACCP plans. In addition, FSIS iscurrently exploring the most effectiveand economical approach to developinga HACCP videotape.
(c) Computer Packages: FSIS is awareof commercially available softwareprograms that might assist foodprocessors in developing HACCP plans.FSIS has made a commitment to workwith companies developing theseprograms to make them more applicableto meat and poultry processes.
2. Discussion of HACCP ProposalRegulatory Considerations
Process control is neither FSIS’sresponsibility nor a sharedresponsibility between the Agency andindustry. Each USDA inspectedestablishment must assume fullresponsibility for making safe andwholesome products. FSIS isresponsible for assuring that products inmarketplace distribution areunadulterated, wholesome, andaccurately labeled. From a public healthperspective, the more that industryprocess controls anticipate and preventproblems, the less likely productsproduced under such systems are tobecome adulterated.
HACCP is not an inspection system; itis an industry process control systemthat provides opportunities to makeinspection more effective. Currently,FSIS performs inspection by havinginspectors generate information aboutthe establishment’s production processand environment to evaluate theconditions under which meat andpoultry products are being produced.This activity permits oversight ofestablishment efforts at the time ofinspection. In contrast to this relativelysmall amount of information, HACCPrecords will enable inspectors to seehow the establishment’s processes haveoperated on a continuing basis overtime. The Program employee will beable to determine whether problemshave occurred and, if so, how they wereaddressed.
In addition to providing a greaterquantity of information and in effectextending the scope of regulatoryobservations, the presence of functionalHACCP plans for all products andprocesses will also produce morerelevant data. This is because themonitoring and recordkeepingrequirements of a HACCP plan areorganized around identified hazards,CCP’s, critical limits, and the actionstaken to ensure that defects arecorrected before they become a risk.Finally, HACCP systems will yield datathat are more objective and morescientific.
(1) Definitions
For the purposes of this discussionand within this proposed rule, FSIS hasadopted some definitions of termsrelated to HACCP and HACCP systemsfrom the NACMCF in the publicationtitled ‘‘Hazard Analysis and CriticalControl Point System,’’ dated March 20,1992; these definitions are noted by ‘‘*’’.Other definitions are specific to FSISand its activities.
Corrective action. Procedures to befollowed when a deviation occurs.*
Criterion. A requirement on which ajudgment or decision can be based.*
Critical Control Point (CCP). A point,step, or procedure at which control canbe applied and a food safety hazard canbe prevented, eliminated, or reduced toacceptable levels.*
Critical Control Point (CCP) failure.Inadequate control at a CCP resulting inan unacceptable risk of a hazard.
Critical limit. A criterion that must bemet for each preventive measureassociated with a CCP.*
Deviation. Failure to meet a criticallimit.*
HACCP. A hazard analysis andcritical control point system (HACCP)that identifies specific hazards andpreventive measures for their control toensure the safety of food.
HACCP plan. The written documentwhich is based upon the principles ofHACCP and which delineates theprocedures to be followed to assure thecontrol of a specific process orprocedure.*
HACCP-trained individual. A personwho has successfully completed arecognized HACCP course in theapplication of HACCP principles tomeat and poultry processing operations,and who is employed by theestablishment. A HACCP-trainedindividual must have sufficientexperience and training in the technicalaspects of food processing and theprinciples of HACCP to determinewhether a specific HACCP plan isappropriate to the process in question.
HACCP system. The result of theimplementation of the HACCP plan.*
Hazard. A biological, chemical, orphysical property that may cause a foodto be unsafe for consumption.*
Hazard Analysis. The identification ofany biological, chemical, or physicalproperties in raw materials andprocessing steps and an assessment oftheir likely occurrence and seriousnessto cause the food to be unsafe forconsumption.
Monitor. To conduct a plannedsequence of observations ormeasurements to assess whether a CCPis under control and to produce anaccurate record for future use inverification.*
Preventive measures. Physical,chemical, or other factors that can beused to control an identified healthhazard.*
Process. A procedure consisting ofany number of separate, distinct, andordered operations that are directlyunder the control of the establishmentemployed in the manufacture of aspecific product, or a group of two ormore products wherein all CCP’s areidentical, except that optionaloperations or CCP’s, such as packaging,may be applied to one or more of thoseproducts within the group.
Product. Any carcass, meat, meatbyproduct, or meat food product,poultry, or poultry food product capableof use as human food.
Recognized HACCP course. A HACCPcourse available to meat and poultryindustry employees, which satisfies thefollowing: consists of at least three days,one day devoted to understanding theseven principles of HACCP, one daydevoted to applying these concepts tothis and other regulatory requirementsof FSIS, and one day devoted tobeginning development of a HACCPplan for a specified process.
Responsible Establishment Official.The management official located on-siteat the establishment who is responsiblefor the establishment’s compliance withthis part.
Validation. An analysis of verificationprocedures, HACCP plan components,and an evaluation of records associatedwith the HACCP system to determine itsefficacy for the production ofwholesome product for which theprocess was designed.
Verification. The use of methods,procedures, or tests in addition to thoseused in monitoring to determine if theHACCP system is in compliance withthe HACCP plan and/or whether theHACCP plan needs modification andrevalidation.*

6816 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
(2) HACCP Plans
(a) Basis of Required Elements
The question of adherence to theseven principles of HACCP as definedby the NACMCF has been considered byFSIS since it began HACCP activities.
FSIS has determined that thescientific and conceptual integrity ofHACCP as articulated by NACMCF iscritical to its success and to publicacceptance of inspection systems basedon it. FSIS believes that each principleis important to achieving the objectivesof HACCP and that the support of thescientific, technical, and industrycommunities for HACCP rests on itsoverall integrity. Furthermore, theexternal advice from such bodies asNAS and GAO recommending HACCPimplementation assumed adoption of allseven principles. Therefore, the Agencyhas determined that its regulatoryrequirements will be founded onHACCP principles as articulated byNACMCF. Comments are invited on thisfundamental premise of the FSISproposed regulation.
(b) Required Elements
FSIS is proposing to require thatinspected establishments developHACCP plans that include:identification of the processing stepsthat present hazards; identification anddescription of the CCP for eachidentified hazard; specification of thecritical limit, which may not beexceeded at the CCP and, if appropriate,a target limit; description of theestablishment monitoring procedure ordevice to be used; description of thecorrective action to be taken if the limitis exceeded and the individualresponsible for taking corrective action;description of the records that will begenerated and maintained regarding thisCCP; and description of theestablishment verification activities andthe frequency at which they are to beconducted. Critical limits currently apart of FSIS regulation or otherrequirements must be met. FSIS invitescomment on permitting approval ofalternative procedures if soundscientific reasons and data are provided.
FSIS is proposing that the HACCPplan be signed by the responsibleestablishment official as an indication ofhis or her accountability for the plan.Comment is invited on the merits ofsuch a requirement as a method ofensuring and demonstratingestablishment commitment to, andformal adoption of, the plan.
(3) Overview of Plan Content andFormat; Consistency With FDA
FSIS is aware that a large number offood producing companies are regulatedby both FDA and USDA. Earlier thisyear, FDA proposed to mandate HACCPfor seafood processors (59 FR 4142,January 28, 1994). In formulating theproposal presented in this document,FSIS has tried to assure conceptualuniformity and consistency with FDAon the practical details to the greatestextent possible. However, differingstatutes are administered by the twoagencies and each species—livestock,birds and fish and shellfish—differsignificantly.
In many important respects, the FSISand FDA HACCP programs are fullyconsistent. The same underlyingprinciples of HACCP form thefoundation of the two programs. Bothprograms have the goal of improving themicrobial profile of regulated foodproducts and, thereby, reducing theincidence of foodborne illness thatmight be associated with these foods.
Both programs require thatestablishments: develop HACCP plansthat address the health and safetyaspects of their processes; have access toat least one HACCP-trained individual;and recognize and carry out theirresponsibility to control sanitation as aprerequisite to HACCP.
In addition, both regulatory programsare similar in that operational success isthe mechanism for acceptance ofestablishment HACCP plans;verification tasks of all types will beconducted by regulatory officials; andFSIS and FDA will attempt to provideassistance to establishments through thedevelopment of guidance materials orgeneric models from which industryefforts can begin.
FSIS is recommending that the formatused in its generic models and those ofthe NACMCF be followed by allestablishments; however, Agencypersonnel will be flexible in this matterand consider alternative formats thatensure that both establishment andinspection personnel can readilyidentify the hazards, the CCP’s and thespecific critical limits, plus actions andrecords that should be associated witheach. The generic models are to provideguidance, not serve as blueprints, andnot substitute for process controls. FSISproposes to publish and make widelyavailable both its generic models andthe NACMCF models. Comments areinvited on this approach.
FSIS is proposing to require that eachinspected establishment have andimplement a HACCP plan that isspecific to each kind of meat or poultry
processing activity conducted in thatestablishment. Establishments comingunder inspection after theimplementation date appropriate for theprocess(es) to be conducted will berequired to develop their HACCP plansin conjunction with the application forthe grant of inspection. FSISacknowledges that such establishmentsmay need some practical experienceoperating under their HACCP plan tofinalize their plans. FSIS invitescomments on whether newestablishments coming under inspectionshould be granted a reasonable amountof time, for example, six months, tofinalize their HACCP plans undercommercial conditions.
(4) Sanitation as a Prerequisite toHACCP Plan Development
FSIS believes that there are certainprerequisites that must be met beforesuccessful HACCP plan developmentcan be accomplished. An importantfoundation is the successful control ofthe cleanliness and sanitation of thefacilities and equipment, and adequacyof employee sanitation and hygienicpractices necessary in producing meatand poultry products. FSIS is proposingthat this be accomplished throughStandard Operating Procedures forsanitation. (See ‘‘Near-termInterventions’’ section of ‘‘DISCUSSIONOF REGULATORY PROPOSALS,’’above).
These proposed regulations reflect thedecision that HACCP plans shouldaddress food safety factors only. FSISinvites comment on this approach.
(5) Participation of HACCP-TrainedIndividuals
The Agency believes thatestablishments will vary widely in theirfamiliarity and experience with HACCP.All establishments will need to haveaccess to persons who have been trainedin HACCP and its application to meatand poultry production processes. Someestablishments have already chosen tosecure HACCP training for their staff orto secure consulting services. Othersmust accomplish this before they beginthe hazard analysis that will initiatetheir plan development process. FSISwill consider an individual who hassuccessfully completed a recognizedHACCP training course, as defined in§§ 326.1 and 381.601, to be a HACCP-trained individual.
A recognized HACCP course wouldconsist of at least three days: one daydevoted to understanding the sevenprinciples of HACCP; one day devotedto meshing these concepts with this andother regulatory requirements of FSIS;and one day devoted to development of

6817Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
a HACCP plan for a specified process.As discussed below, the Agency expectsthat many organizations will beknowledgeable about such courses andmay serve as legitimate sources of suchtraining. It is the responsibility of theestablishment sending its employee(s) toa particular training course to ascertainthat the course meets the minimumrequirements described above.
FSIS is aware that, through industry-sponsored training courses, severalhundred industry employees havealready received the necessary training.It is not expected that such trainingneeds to be repeated. Individuals whopreviously received HACCP trainingshould be able to supplement theirknowledge through guidelines andinformational materials made availableby FSIS, NACMCF, professionalassociations, and trade associations.FSIS invites comments on this approachfor supplementing knowledge levels ofpreviously trained individuals. In caseswhere a consulting expert serves as theHACCP-trained individual for anestablishment, it is the responsibility ofthe establishment to assure that thisindividual has the requisite training.
FSIS is also proposing that theHACCP-trained individual participate inthe hazard analysis and subsequentdevelopment of the HACCP plans, andassist in addressing product safety insituations where there have beendeviations from critical limits andjudgment is needed to determine theadequacy of the response. HACCP-trained individuals must also beavailable to establishments toparticipate in plan modification andrevalidation. FSIS does not believe itneeds to prescribe details about thehours or days on which the HACCP-trained individual is to be onestablishment premises, or what shouldbe done in establishments having multi-shift operations, other than to requirethat the HACCP-trained individual beavailable to the establishment toaccomplish the prescribed role. FSIS isproposing that the establishment haveon file the name and a brief resume ofthe HACCP-trained individual on whomit is relying.
The Agency has determined that aHACCP-trained individual must beemployed by each establishment. Thisindividual will be responsible foraddressing and performing functionsrelated to hazard analysis, plandevelopment, plan validation, reviewand assessment of critical limits, andresponses to deviations. The HACCPtrained individual will be pivotal in anestablishment’s ability to successfullyassure process control in an operationalHACCP system. The Agency recognizes
that employment of a HACCP trainedindividual could also be accomplishedthrough acquisition of the services of aHACCP consultant. The Agency doesnot intend to be overly prescriptive byspecifying the conditions ofemployment between the establishmentand the HACCP trained individual. It is,however, the determination of theAgency that the services of a HACCP-trained individual able to carry out theactivities described above is essential tosuccessful operation of a HACCPsystem. Comments are invited on thisapproach.
This proposed requirement forinvolvement by a HACCP-trainedindividual is an alternative to requiringthat there be such an individual in eachestablishment. FSIS recognizes that, formany establishments, securing HACCPexpertise by training one employee in arecognized HACCP course is the bestmeans to meet this requirement.Comments are invited on this approach.
(6) Hazard Analysis
FSIS believes that success in HACCPplan development is founded on ahazard analysis that is thorough andforces the establishment to criticallythink about and analyze its processes.Guidance materials prepared by theNACMCF for carrying out Principle 1address this issue. Especially forestablishments without HACCPexperience, this is a critical andchallenging first step. Because FSIS isconcerned that each establishmentproperly begin its application of theconcepts of HACCP, the Agency isproposing to specify a time frame priorto the due date for any HACCP plan,during which hazard analysis should beconducted.
The proposed time frame is sixmonths; this means that six monthsbefore any HACCP plan is required to becompleted, establishments should beginthe hazard analysis process. Activitiesconstituting the hazard analysis include:accurately and completely describingproduct composition, developing a flowdiagram, listing of all hazards associatedwith each processing step, andcollecting of necessary scientific data toassess and validate the effectiveness andvariability of process controls. Duringthe six-month hazard analysis period,there should be regular meetingsbetween inspection personnel and theestablishment HACCP team on thesubject of the hazard analysis.
Once the hazard analysis has beencompleted, it is expected thatidentification of CCP’s will begin andthe activities related to the remainingprinciples will be carried out so that the
plan can be ready and validated by thedue date.
In only one circumstance willProgram employees be expected toreport on the progress of theseestablishment activities with respect toplan development; that is, if there hasbeen no effort to initiate hazardanalysis, and the subsequent applicationof remaining HACCP principles, at leastone month prior to the due date for theHACCP plan. FSIS believes that, in sucha circumstance, there is a considerablelikelihood that the plan will beinsufficient and that regulatory actionwill be necessary. Therefore, Programemployees will report such a situationthrough their supervisory channels.FSIS invites comment on this particularfeature of the proposed implementationschedule.
(7) Establishment-Specific HACCP PlanAcceptance
The question of HACCP planacceptance has been long andthoroughly considered by the Agency.In reviewing various options, theAgency has maintained severalobjectives:
• Any acceptance system should notinclude a requirement that HACCPplans be physically forwarded to theAgency and remain in its possession atone or a few central locations.
• The acceptance system mustaccommodate varying establishment-specific HACCP plans for similarproducts, but maintain uniformity onbasic standards.
• The acceptance system shouldinvolve Agency in-plant Programemployees to the maximum extentpossible, after they have been providedthe requisite education and training inHACCP.
The Agency gave seriousconsideration to requiring formal planacceptance prior to full plan operation,either by formal FSIS approval or by an‘‘expert’’ computer system. However,advice from colleagues at FDAsuggested that any system of acceptanceprior to operational validation waslikely to be administratively complexand irrelevant to successfulimplementation. Therefore, the Agencyhas decided that plan acceptance willnot be a one-time administrative eventbut a process. Successful processcontrol, as evidenced by the existence ofa plan having all the features requiredby the seven principles plus thecapacity of the plan to result inproduction of complying products, willmean that the plan is acceptable.
Inspection activities will be designedto verify that the plan has all therequired features, that the plan and the

6818 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
records it generates are a reflection ofwhat has occurred during processing ofproducts, that deviations have elicitedappropriate responses, and thatcontinually complying products havebeen produced. Whenever any of theseconditions are not met, the plan will bejudged to need revision andrevalidation.
In essence, establishment-specificHACCP plans will be developed,reviewed, and validated at theestablishment level on a continuingbasis, with activities by bothestablishment and Program employees.This has emerged as the most viable andefficient approach for both the Agencyand industry.
Responding to Deviations From CriticalLimits
FSIS is proposing to require thatdeviations from critical limits trigger aprescribed set of actions by anestablishment.
First, under this proposed provision,product affected by the deviation fromthe critical limit must be segregated andheld until the significance of thedeviation can be determined. Second,the establishment must make thenecessary determination of the effect ofthe deviation on product safety. Thisdetermination must be made inconsultation with a HACCP-trainedindividual and any other subject-matterexperts needed to deal with thedeviation in question. In consultationwith this person or team, theestablishment should also determinewhether the deviation reveals the needto modify either the process itself or theHACCP plan.
Finally, FSIS is proposing to requirethat establishments record all stepstaken in response to a deviation from acritical limit and include thatinformation as part of the HACCPrecord. Documentation of deviationsshould be brought to the attention ofFSIS personnel.
HACCP RecordkeepingMaintenance of accurate HACCP
records is fundamental to a HACCPsystem and is the cornerstone of itsusefulness to regulators. Therefore, FSISis proposing to require that theserecords contain certain necessaryinformation; that the records besystematically reviewed by theestablishment; that the records bemaintained for a specific period of time;and that FSIS Program personnel begiven access to these records.
First, FSIS is proposing that therecords involving measurements duringslaughter and processing, correctiveactions, verification check results, and
related activities contain the identity ofthe product, the product code orslaughter production lot, and the datethe record was made. The purpose ofthis proposed requirement is to assurethat both the establishment and theregulator can readily link a record to aproduct and the period during whichthe product was processed. FSIS is alsoproposing to require that theinformation be recorded at the time thatit is observed and that the record besigned by the operator or observer.
Second, FSIS is proposing to requirethat the HACCP records associated withthe product to be shipped be reviewedby an establishment employee otherthan the one who produced the record,before the product is distributed incommerce. The purpose of this reviewis to verify that the HACCP system hasbeen in operation during the productionof the product, that it has functioned asdesigned, and that the establishment istaking full responsibility for the productmeeting applicable food safetyregulatory requirements. If a HACCP-trained individual is on-site, that personshould be this second reviewer. Thereviewer should sign the records. FSISprogram personnel will be performingsimilar reviews of HACCP records on aregular basis, but their oversight cannotbe substituted for the establishment’sreview.
Third, FSIS is proposing that HACCPrecords generated by the establishmentbe retained on site for at least one yearand for an additional two years on-siteor at another location. HACCP recordswill be necessary in the revalidationprocess. Further, FSIS’ experience withother recordkeeping requirementsindicates this is a manageable timeframe. FSIS invites comments on theappropriateness of these recordsretention requirements.
Finally, FSIS is proposing to requirethat HACCP plans and records beavailable for review and copying byprogram personnel at reasonable times.Industry records are reviewed byProgram personnel as part of theirassigned tasks. Comprehensive recordsaccess is necessary to permitverification of all aspects of a HACCPsystem. However, FSIS does not intendto routinely copy or take possession ofsuch records. It is the Agency’s intent togenerate its own records of itsverification tasks and results rather thanduplicate the records of theestablishment. Data collectioninstruments for program employeeverification tasks are being developedand will become the Agency’sverification record that the HACCPsystem is functioning as intended.
Extensive copying of records isanticipated only in cases where therewas evidence of non-compliance withrequirements or deviations from criticallimits that resulted in product safetyproblems. In such instances, completeaccess to all pertinent records would benecessary. FSIS invites comments onthis issue.
TrainingThere is significant interest by the
Agency in HACCP training for Agencyand industry personnel. FSIS takes fullresponsibility for the training of its ownpersonnel within time frames thatpermit the orderly implementation ofHACCP. The Agency’s interest inHACCP training for the regulatedindustry is based on the need to assurethat both industry and Agencypersonnel are receiving training that isfounded on a single vision of HACCPand how it is to operate.
Two areas concerning trainingrequirements were considered by theAgency in determining how training forHACCP-trained individuals should beevaluated: The availability of trainingand whether to require acceptance oraccreditation for training programs.
Upon review the Agency determinedthat there are a number of options forthe industry when selecting theappropriate training course for theiremployee(s). Among these are coursesoffered by industry trade associations,such as AMI, the National FoodProcessors’ Association, and others.Academia also offers courses in HACCPprinciples and application. Groups suchas the HACCP Alliance, The NationalCenter for Food Safety and Technology,and accredited universities are amongthe available sources for HACCPtraining. Private consultants andconsulting firms also offer HACCPtraining. Other available resourcesinclude a list of HACCP coursesprepared by USDA’s Extension Service.These training sources are all availableto the regulated industry although thecost, length, and to some extent, thecontent of these courses differ.Recognizing that there are differingneeds for technical knowledge andability to pay for these courses amongthe regulated industry, FSIS hasdetermined that each responsibleestablishment official should beresponsible for deciding which providerof training best meets theestablishment’s needs.
A second concern is whether theAgency should stipulate that the coursestaken by a HACCP-trained individual besubject to acceptance or accreditation.This accreditation could be conductedby the Agency, by an outside body (e.g.,

6819Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
scientific body or professionalassociation) under the auspices of anindustry-sponsored accreditationsystem, or a decision to require noaccreditation for courses could beadopted. An outside source foraccreditation could be created by theindustry as is the case in thermalprocessing where a nationallyrecognized course is offered by industry.A scientific body or a professionalassociation could serve such a function.
FSIS considered the implications ofserving as an accrediting body forHACCP training courses. This optionafforded three choices. First, the Agencycould provide accreditation review ofall available HACCP courses. This couldbe accomplished by contracting out thefunction. Second, the Agency couldprovide this service to the regulatedindustry through staff resources. Thiswould require a significant diversion ofAgency resources from regulatoryactivities to servicing the industry byapproving a large volume of requests forreview of HACCP courses. Third, FSIScould publish a periodic list ofunacceptable HACCP courses based onthe training received by HACCP-trainedindividuals in establishments withproven histories of poor performance.This would serve only to identify thosecourses the Agency determined throughestablishment performance to beinadequate preparation for a HACCP-trained individual.
To assure that training is timely, toreduce cost requirements for the Agencyand industry, and to assure that a widerange of options is available to theindustry, the Agency has tentativelyconcluded that the adequacy of coursesfor a HACCP-trained individual shouldbe evaluated by each responsibleestablishment official. FSIS is notproposing to establish an accreditationprocess to evaluate training courses,because the Agency believes that itsevaluation of the establishment’sHACCP performance is the mostresource-efficient means to reveal anytraining deficiencies or mistakes in thecourse selections made by theestablishment. The Agency is solicitingcomment on this approach and willconsider other viable options forensuring appropriate training ofindustry personnel.
Implementation ScheduleSince mandatory HACCP was first
considered by FSIS, the Agency hasbeen considering the significant issuessurrounding orderly implementation.Public discussions regarding phase-inhave alternated between the need forcaution in implementing so significant achange too quickly and a sense of
urgency because of the food safetybenefits associated with HACCP. Thetime frame for implementation in theseproposed regulations attempts tobalance these competing concerns. Thefirst phase-in of a process begins 12months from the publication of the finalrule and ends at 36 months. Thisbalanced phase-in approach will permitthe regulated industry time toaccomplish the training of personneland adjust their activities to includenecessary HACCP activities.
FSIS proposes to establish a timetablefor phasing in HACCP based on industryproduction process categories. Inidentifying process categories for phase-in of mandatory HACCP, the Agency hastaken a number of factors into account.These include the knowledge of areaswhere controls similar to HACCPpresently exist; consideration of allactivities conducted by regulatedestablishments; consideration of thewide variety of products produced bythe regulated industry that are difficultto sort into separate product categories;and the nature of changing and constantproduct development activitiesconducted by the industry. Also inkeeping with the process controlprinciples inherent in HACCP, FSIS hasselected process as the basis for phase-in, rather than product category. TheAgency has identified process categoriesthat appear to encompass all theprocesses of the regulated industry.They are:
01 Raw, Ground: This categoryincludes ground red meat (beef, pork,sheep, etc.), ground poultry, allmechanically separated species, andmechanically deboned poultry.
02 Raw, Other: This categoryincludes all red meat species andpoultry classes not fully cookedincluding non-intact muscle products(shaped, formed, separated, etc.), allintact raw muscle products includingprocessed (injected, coated, breaded,tenderized, etc.) and all cut, or bonedproduct both bone-in and boneless.
03 Thermally Processed/Commercially Sterile: Included in thiscategory are retortable pouches andcanned meat and poultry products.
04 All Other Shelf Stable, Not HeatTreated: This category includes allproducts that are shelf stable includingdried, controlled by water activity, pH,dehydrated, freeze dried, fermented,and products that meet the requirementfor a maximum pH of 4.6, for examplefreeze dried soup or meals, shelf stablesalami, jerky, or dried beef.
05 Fully Cooked, Not Shelf Stable:This includes all keep refrigerated orfrozen products including those that aresliced and packaged, and products
prepared by central kitchens, forexample cooked sausage, hams, frozenfully cooked beef patties, pizzas.
06 All Other Shelf Stable, HeatTreated Product: This includes renderedproducts, for example lard and oils.
07 All Non-Shelf Stable, HeatTreated, Not Fully Cooked Product: Thiscategory includes ready-to-cook poultry,cold smoked and products smoked as atrichinae treatment, partially cooked,battered, breaded, char-marked, batterset, and low temperature renderedproducts, for example partially cookedpatties and nuggets, partially defattedbeef, ready-to-cook barbecued chicken,mettwurst, etc.
08 Non-Shelf Stable, with SecondaryInhibitors: This includes products thatare irradiated, fermented, salted, andbrine treated, for example, orientalsausages, pressed duck, and irradiatedpoultry.
09 Slaughter: This includes all redmeat species, all poultry classes, and allvoluntarily inspected species andclasses.
Special considerations for phasingHACCP into small establishments arediscussed below.
The proposed effective dates for eachcategory are expressed in relation topublication of a final HACCP regulation;the six month Hazard Analysis period isto precede the effective date for eachprocess category.
In determining the phase-in sequencefor these categories, four options wereconsidered.
The first proposed phase-in optionconsidered is based on the public healthand safety risk inherent in theproduction process. Risk considerationsdictate that raw ground product be inthe initial implementation period,followed by slaughter since theseprocesses result in products that havebeen shown to pose the greatest risk forfoodborne illness. The processcategories were then ranked accordingto the food safety process controlsapplied during the manufacturingprocess. This option would havephased-in Shelf Stable, Heat Treatedand Thermally Processed/CommerciallySterile processes in the final groups.Those processes include areas in whichsignificant interventions take placeduring production to assure productsafety.
The second option considered thecontrols that currently exist inregulation mandating critical controlpoints and critical limits related tohealth and safety. This method wouldhave phased-in those processes wherethe greatest process control experienceand regulatory standards exist for theearliest implementation dates. The

6820 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
burden for the development of a HACCPplan and hazard analysis would nothave been as great for theseestablishments due to past experience.This option would initially havephased-in processes such as ThermallyProcessed/Commercially Sterile and endwith Raw, Ground; Raw, Other, andSlaughter processes. Phase-in wouldoccur in an inverse order from the firstoption considered.
The third phase-in scenarioconsidered by the Agency utilized anevaluation of the number ofestablishments producing productscovered by a process and the knownvolumes of industry production for eachof these processes. In this option,process category Raw, Other would havebeen implemented first since thiscomprises a large sector of industryproduction both by volume and thenumber of producing establishments.The second process for phase-in wouldhave been slaughter, since again, thiscomprises a large portion of theregulated industry both in the numberof establishments and the volume ofproduct produced. ThermallyProcessed/Commercially Sterile wouldhave been the final process phased-inunder this option since this processconstitutes a small segment of theregulated industry both in the numberof producing establishments and thevolume of production.
The fourth option for phase-in, andthe one proposed by the Agency,incorporates considerations from eachof the above-discussed options,beginning with the processes thatconstitute the greatest public healthrisks, combining some other processeswhere the volume of production in theregulated industry is lower, using theoption for processes where a large bodyof experience and regulatory criteriapresently exist, and combining these forthe existing time frame of totalimplementation over a 1-to-3-yearperiod from the publication of a finalHACCP regulation. In all optionsconsidered, the category encompassingsmall establishments will be phased-inlast. FSIS selected the fourth optionbecause it takes into considerationproduction, experience with processcontrol, and public health risk. FSISinvites comments on the proposedphase-in schedule.
The Agency envisions that, upon therequired implementation date for phase-in, establishments will be completelyready to operate their HACCP systemand that FSIS will conduct inspectionactivities according to HACCPprinciples, including verification andvalidation, to ensure that the HACCPsystem as operating is acceptable.
The proposed phase-in schedule 4 isas follows:
Final rule plus 12 months: RawGround; Thermally Processed/Commercially Sterile; and all OtherShelf Stable, Heat Treated Products.
Final rule plus 18 months: All NonShelf Stable, Heat Treated, Not FullyCooked; all Other Shelf Stable, NonHeat Treated.
Final rule plus 24 months: FullyCooked, Non Shelf Stable; all Non ShelfStable with Secondary Inhibitors.
Final rule plus 30 months: AllSlaughter; all Raw Other Product.
Final rule plus 36 months: SmallEstablishments.
Special Consideration for SmallEstablishments
FSIS believes that planned technicalassistance activities offer benefits tosmall establishments. Among these arethe provision of generic models fromwhich to begin HACCP plandevelopment and the provision of otherguidance material. Additionally, FSIS isproposing that small establishments,regardless of the processes performedand products produced, be permitted 36months from the date of publication ofthe final rule in the Federal Register tocomplete plan development. Indetermining which establishmentsshould be eligible for thisimplementation schedule, FSISconsidered three ways of defining‘‘small.’’ The object was to distribute theeconomic burden equitably amongvarious segments of the industry.
(1) Defining ‘‘small’’ on the basis ofunits produced (number of headslaughtered, number of birdsslaughtered, or pounds of productproduced). Because of the difficulty ofmaking meaningful economiccomparisons among unlike species andprocesses, the Agency decided againstdefining small establishments on thebasis of production volume.
(2) Defining ‘‘small’’ according to thenumber of establishment employees.The Agency rejected this approachbecause the number of employees is nota good indicator of the ability of theestablishment to undertake additionalfinancial burdens.
(3) Definitions based on annual salesin dollars. This simple, across-the boardmeasure appears both reasonable,simple, and fair. For this reason, theAgency selected this approach, ratherthan either of the others discussed,alone or in combination.
For the purposes of HACCPimplementation scheduling, FSIS isproposing that small establishments bedefined as those with annual productionvalued at or below $2.5 million.
Defining a small business as one with amaximum of $2.5 million in annualsales allows the maximum time forcompliance with the HACCPrequirement for a significant number ofestablishments, with approximatelyone-third of all establishments fallinginto the ‘‘small’’ category. Further, usingthe amount of $2.5 million thepercentage of slaughter establishmentsconsidered small is roughly the same asthe percentage of processingestablishments falling into this category.The proposed definition of a smallestablishment will not significantlyaffect achievement of the Agency’s foodsafety objectives, because slaughter andprocessing establishments in thiscategory together account for less thanone percent of annual meat and poultryproduction in the United States.
FSIS invites comment on its approachto defining small establishments.
Regulatory Oversight of the HACCPSystem
The NACMCF has specificallyaddressed the subject of the roles ofregulatory agencies with respect toestablishments in which HACCP is thesystem of process control for food safety(‘‘The Role of Regulatory Agencies andIndustry in HACCP’’). FSIS is in generalagreement with that discussion,especially the part that emphasizes that,with respect to food safety,establishments must operate effectiveHACCP systems and the governmentrole should focus on verification thatHACCP plans are working as intended.If the regulatory agency were to take onhazard identification, determination ofCCP’s or critical limits, responsibilityfor corrective actions or monitoringresponsibilities, it would beundermining the need for theestablishment to assume fullresponsibility for the processing of safeproduct through the HACCP system ofprocess control.
Verification procedures the Agencymight use include:(1) Review of the HACCP plan;(2) Review of CCP records;(3) Review of deviations and responses
to deviations;(4) Visual inspections of operations to
see if CCP’s are under control;(5) Random sample collection and
analysis (including microbial testing);(6) Review of critical limits;(7) Review of written records of
establishment verification tasks;(8) Revalidation of HACCP plans
including on-site observations andcomplete records review.FSIS intends to review and revise
existing inspection tasks to assure that

6821Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
they are focused on the CCP’s for eachof the processes that will be controlledby HACCP plans. These revised taskswill be incorporated into the PBIS andbecome part of regular assignments forprogram personnel.
Public Access to Records
There is a broad policy question aboutpublic access to establishment recordsgenerated under HACCP. Some groupsbelieve that any records used byregulatory agencies for making adetermination about the safety of meatand poultry products produced shouldbe made public to the maximum extentpossible. Others take the position thatsuch broad-scale access compromisesestablishments’ rights to protectsensitive commercial information frombusiness competitors.
FSIS believes that public access toany records which it generates itself andany establishment records copied byFSIS as part of its verification taskswould be governed by the Freedom ofInformation Act (FOIA) (5 U.S.C. 552)and the implementing regulations ofUSDA (7 CFR Part 1, Subpart A). FOIAexempts particular commercial andfinancial information from mandatoryrelease by government agencies. As apreliminary matter, it appears that atleast some elements of HACCP plansand monitoring records would beconsidered commercial information ofthe kind exempt from disclosure. FSISis committed to meeting fully the publicdisclosure objectives and requirementsof the Freedom of Information Act.
It should be noted that the FOIApresumes that the governmental agencyhas both possession and control of therecord. Therefore, when information isobtained from an establishment and ismaintained by FSIS, that informationbecomes an agency record subject toFOIA. As previously discussed, theAgency is not proposing that HACCPplans be submitted for approval. HACCPplans which have been accepted byvirtue of successful process controlswill be on file in the establishment andavailable for review by FSIS programpersonnel. Therefore, the informationmaintained by the establishments,including monitoring records, wouldnot be subject to a FOIA request.However, if during validation of anestablishment’s HACCP plan, or duringan investigation of an alleged violation,HACCP records are obtained from anestablishment, those records becomeagency records subject to FOIA.
FSIS invites public comment on theissue of whether broader publicaccessibility to an establishment’srecords is in the public interest, and, if
so, to what extent the records should berequired to be disclosed.
Relationship to Other Process ControlSystems
To eliminate duplication,redundancy, and confusion, FSIS isconsidering proposing that themandatory HACCP plan become theonly Agency recognized process controlsystem for health and safety aspects ofthe processes/products of eachestablishment. Those portions ofexisting TQC systems or PQC programsthat address health and safety issueswould be encompassed within themandatory HACCP plan. Those aspectsof an establishments operations that arenot health-and-safety related and,therefore, not covered by the HACCPplan would be monitored by tasksassigned through PBIS at frequenciesdetermined by the demands of HACCPverification activities. Comments areinvited on this approach.
EnforcementThe enforcement provisions would
require that establishments haveverified HACCP plans for theirprocessing operations by the datesspecified for the establishment andprocess. As noted, the HACCPrequirements would be phased in byhaving different effective dates—12months, 18 months, 24 months, 30months, or 36 months from the date thefinal rule is published, depending onthe establishment and the product(s)being produced.
Establishments that fail to have averified HACCP plan in place for aprocessing operation by the daterequired for that operation would haveits inspection for that processsuspended. Similarly, newestablishments and establishmentsapplying for inspection of newprocessing operations would be deniedinspection services after those datesunless and until a HACCP plan is inplace for that process.
The enforcement provisions alsoprovide that, once adopted, HACCPplans would still be subject toverification by FSIS. If a HACCP plan isfound by FSIS to be invalid, inspectionwould be suspended from existingoperations, pending correction of theHACCP plan.
A HACCP plan might be foundinvalid for one or more of three reasons:(1) The HACCP plan does not meet theessential requirements set forth in theregulation; (2) HACCP records are notbeing maintained as required by theregulation and/or the plan, preventingvalidation of the plan and/orverification of process controls as may
be required, and (3) a processing failureresults in the production of adulteratedproduct.
Suspension of all or a part of anestablishment’s inspection services willbe made under rules of practice,proposed in Part 335 of the Federal meatinspection regulations and Subpart W ofthe poultry products inspectionregulations, requiring notice by FSIS tothe establishment of the reasons for thesuspension. The notice also wouldspecify the processing operationsaffected (if not the entire establishment)and the corrective action(s) requiredbefore inspection service would beresumed.
While inspection is suspended, thefacilities identified in the suspensionnotice could not be used for theproduction of meat or poultry products.Furthermore, if product produced priorto the suspension were suspected ofbeing adulterated, such product wouldbe retained at the establishment pendingdisposition by the Program, and ifalready shipped, such product would besubject to recall as necessary to protectpublic health.
A suspension would be lifted andinspection service restored upon thedesignated Program official providingwritten acknowledgement of receipt of amodified plan, coupled with a detailedvalidation of that plan by a HACCP-trained individual. The modified planmust have been developed inconsultation with that HACCP-trainedindividual. In the case of suspensioncaused by a processing deficiencyresulting in production of adulteratedproduct, a written testing plan wouldalso be required. The plan must providefor the testing of finished productproduced under the modified plan forchemical or microbial characteristics, asappropriate, to demonstrate that theprocess under the modified plan wouldcorrect the identified problem.
Failure to prepare a valid HACCPplan as specified in the notice, by thetime specified in the notice, will resultin service on the establishment of acomplaint in accordance with theUniform Rules of Practice. Effectiveupon service of the complaint,inspection service will be refused orwithdrawn pending resolution of anyhearing.
Failure to adhere to a modifiedHACCP plan, and, if applicable, testingplan, resulting in a repeat of thesuspension for the same or a relateddeficiency, would in addition to therequirement for another modified plan,require a Program review of theestablishment’s performance underother provisions of the inspection lawsbefore inspection would be restored.

6822 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
Recurring violations of fundamentalHACCP requirements would be viewedas indicating an increased likelihoodthat other violations of inspectionrequirements exist and that additionalenforcement actions may be required byFSIS.
Finally, in the event theAdministrator finds that HACCP recordshave been deliberately falsified, theAgency would in addition to anysuspension in effect, issue a complaintfor withdrawal of inspection from theestablishment and would refer the caseto the Department of Justice for criminalprosecution.
3. Illustrations of the Application ofHACCP
The HACCP approach to processcontrol is systematic and establishmentspecific. The generic models preparedby FSIS and NACMCF to assist federallyinspected establishments to developHACCP plans would serve as guides forthe processes described earlier in thisdocument. In order to clarify theseconcepts, some examples are includedto explain the contrast in operationsconducted under the HACCP systemfrom those conducted under thetraditional mode of industry operation.Since each HACCP system is developedby an individual establishment to fitwith its process(es), the followingexamples are meant to serve only asillustrations, and are not intended toserve as prescriptive blueprints for aspecific HACCP plan.
When developing a HACCP plan, allaspects of a food’s production must beconsidered. The development of aHACCP plan begins with theidentification of the product, itsdistribution, and the intended consumerof the product. A hazard analysis isconducted, and the plan is developed byidentifying critical control points,monitoring procedures, critical limits,and the remainder of the sevenprinciples discussed earlier in thisdocument.
The HACCP system places theresponsibility for production of a safeand unadulterated product with theindustry. The HACCP approach allowsthe establishment to focus on theprocess as it is occurring. Ifcontamination is occurring, it should beimmediately identified, allowing forprompt corrective action as well asproviding an opportunity to determinethe cause and take action to prevent afuture recurrence of the problem. In anon-HACCP approach, theestablishment may not discovercontamination until much later in theprocess, if at all, resulting in delays, thepossibility of producing and distributing
unsafe product, and difficulty inimplementing preventive measures.
The following are illustrations of theapplication of existing generic modelsand how they can be used by anestablishment.
The HACCP System for Beef Slaughter
For beef slaughtering establishments,a generic HACCP plan which reviewsthe processing steps of slaughteroperations can provide general guidancefor developing an establishment’sspecific plan. The goal of HACCP forslaughter operations is to prevent,eliminate, or reduce both the incidenceand levels of microorganismspathogenic to humans. While beefslaughter operations do not include alethal treatment (e.g., thermal process)that ensures the elimination ofpathogenic microorganisms, a numberof the processing steps can be controlledto minimize microbiological hazards.
A beef slaughter establishmentperforming a hazard analysis of itsoperation may identify several hazards,particularly enteric pathogens, such asSalmonella. CCP’s where Salmonellacontamination might occur can beidentified and then controlled byestablishing critical limits, monitoringthose limits at an appropriate frequency,and taking corrective actions whendeviations occur. Recordkeeping andverification procedures would also beidentified for these CCP’s in theestablishment’s specific HACCP plan.
For example, the intestinal tracts ofanimals can harbor large populations ofenteric pathogens, such as Salmonella,even though the animals themselves areasymptomatic. As the slaughteredanimals are eviscerated (removal of theintestinal tract and other organs), thereis potential for spreading theSalmonella from the intestinal tract tothe carcass, operator, or equipment, ifthe intestines are accidentally cut.Therefore, evisceration would beconsidered a CCP in a HACCP plan forbeef slaughter.
Critical limits for the evisceration CCPmight be zero percent occurrence of thefollowing defects for a single carcass:fecal material, ingesta, urine orabscesses. The establishmentemployee(s) working at eviscerationwould monitor by observing carcassesfor contamination defects and wouldtake corrective actions if the criticallimits were exceeded. Corrective actionsmight include: immediate trimming ofdefects on carcasses, additionalestablishment employees added to theslaughter line, a reduction in line speed,sanitization of evisceration tools in180°F water, and sanitization of
contaminated clothing in 120°F water orappropriate sanitizer.
Records resulting from this CCP mightinclude a random post-eviscerationcarcass examination log. Verificationmight consist of supervisory review ofrecords and operations, and randomexamination of carcasses afterevisceration using a sampling plansufficient to assure process control.
In a non-HACCP approach, theestablishment may discovercontamination from evisceration muchlater in the process, causing delaysbefore the contamination is removedand making implementation ofpreventive measures difficult.
Removing the hide from cattle is amajor source of microbial contaminationduring the slaughtering process. Cattleentering the slaughter establishmentcarry with them microbial populationsindicative of what occurred during thecare and handling of the live animals.Salmonella and other types of bacteriacan be spread during the skinningprocess through contact with hide,hands, and various pieces of equipment.Therefore, skinning would be a CCP ina beef slaughter HACCP plan.
Methods for control of contaminationat skinning might include adequatetraining of the person doing theskinning to minimize contamination,including pulling the hide down andout from the carcass as opposed toupward and away; positivereinforcement through appropriatesupervision; and proper cleaning andsanitization of equipment and carcasscontact surfaces.
Monitoring at this CCP might includeobservation of the effectiveness of theskinning process for each carcass. Waysto ensure this is working would be to setcritical limits. Critical limits forskinning might include less than orequal to 20 percent of carcasses withdressing defects.
If this critical limit is exceeded,corrective actions would be required.These could include: immediatetrimming of defects on carcasses,additional establishment employeesadded to the slaughter line, and/or areduction in line speed.
Records resulting from this CCP mightinclude a random post-skinning carcassexamination log. Verification mightconsist of a supervisory review ofrecords, examination of randomcarcasses after skinning is completeusing a sampling plan sufficient toassure process control, and reviewingcontrol charts to confirm that samplingfrequency is sufficient to detect 20percent defect criteria. Additionally,baseline data might be established forexpected bacterial numbers. Periodic

6823Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
follow-up analyses and trend analysismight be performed to verify processcontrol.
Other possible CCP’s in beef slaughterare described in the ‘‘Generic HACCPfor Raw Beef’’ (see Appendix).
The HACCP System for PoultrySlaughter
The current systems of postmorteminspection for poultry share elements ofa HACCP system approach, such ascritical limits, monitoring, correctiveaction plans, recordkeeping, verificationtasks, critical limits or tolerance levels,monitoring tasks, corrective actions, andrecordkeeping. However, thesecomponents are not arranged in thehighly organized systematic manner thatis evidenced in a HACCP system.
Major differences between a HACCPsystem and the present poultryslaughter systems are hazardidentification and analysis, and thespecific identification of critical controlpoints which are not a part of currentpoultry slaughter systems. Theprogression to a HACCP system inpoultry slaughter would cause somesignificant changes to emerge. Thesechanges would include more industryinvolvement and responsibility forcontrol of processes executed toproduce an end product that is safe,wholesome, and unadulterated.
Under HACCP, the establishmentwould define processing steps wherecontrol can be exerted to effectivelyprevent, eliminate, or reduce food safetyhazards. Because Salmonella is asignificant microbial hazard in rawpoultry, establishments would beexpected to target measures that preventcontamination and control the growth ofSalmonella throughout the slaughterprocess.
For example, under a HACCP system,the establishment may set criteria formaximum permissible levels ofSalmonella in a flock presented forslaughter. CCP’s for control of thisenteric pathogen may include requiringthat flock health records be reviewed,that the level of Salmonella on eachflock brought for slaughter bemonitored, and that corrective action betaken when appropriate levels are notmet.
At evisceration, critical limits wouldbe set for fecal or other intestinalcontamination present on the carcass.Monitoring would be conducted at a setfrequency, the results would berecorded after observing the carcasses,and corrective action would be taken ifthe limits were exceeded.
In addition, control of Salmonellamay include targeting the chlorine levelin the rinse water required for automatic
evisceration equipment, the level ofantimicrobial treatment in the chiller,and/or the temperature of the chillwater. These would constitute CCP’sidentified by the establishment.
Critical limits would be set based onallowable levels and types ofantimicrobials used, monitored bytesting at appropriate frequency, andrecorded in a log or other record.
Corrective action taken may includemore frequent changes of chill water,better temperature control to precludethe growth of pathogens, or use of analternate antimicrobial rinse.
Currently, some establishments relyon FSIS personnel to detectcontamination by visual examination ofthe carcass or by using chiller watertemperatures as an indicator of less thansatisfactory conditions. This wouldoccur as a result of end productexamination. The HACCP approachrequires the establishment to implementeffective preventive measures.
Industry would follow a similarprotocol for all points in the poultryslaughter process where a potentialhazard can be prevented, eliminated, orreduced to an acceptable level. Thisdemonstrates CCP’s in an establishment-controlled HACCP system.
The HACCP System for Cooked SausageFor the development of a HACCP
plan, an establishment producing acooked sausage must evaluate the entiremanufacturing process. The focus of aHACCP plan on the prevention of foodsafety hazards requires defining whereunsafe conditions can occur, settingtarget limits, and defining correctiveaction.
Cooked sausage is a broad categorywhich includes frankfurters (hot dogsand wieners), vienna sausage, bologna,knockwurst, braunschweiger (liversausage), and similar products. In thisexample, assume that the establishmentproduces bologna.
Because HACCP is a hazardprevention process control system,processing hazards must now beidentified. The finished product—bologna—is a fully cooked product thatcan be consumed without further safetytreatment (i.e., cooking).
Consequently, raw materials (meatand other ingredients) must be handledto reduce the opportunity formicrobiological growth. CCP’s requiringlimits would include ensuring thatincoming ingredients are adequatelypackaged to prevent contamination, andperishable ingredients are kept withintemperature limits that assure theirsafety.
Cooking is considered a primary killstep in processed products where
microbiological hazards can becontrolled. Critical limits must be set byan establishment to assure that theproduct has been sufficiently heattreated to preclude the growth ofpathogenic microorganisms. Themanufacturer of a poultry bologna mayset 160 °F as the critical limit for theinternal temperature and test a setamount of product, recording theinternal temperature, time thetemperature was recorded, and the lotnumber and size.
If the product does not meet thecritical limit set by the establishment,corrective action can be instituted thatcould include recooking the lot ofproduct or chilling and reworking thelot into subsequent production.
The cooling process is anotherexample of a CCP in the processing ofa cooked sausage product. Improperchilling after the lethal heat treatment isapplied can result in the growth ofmicroorganisms (particularly vegetativespores) which may have survived theheating process. Improper chilling willpermit the growth of these microbes andrender the product unsafe.
The HACCP approach would ensurethat an establishment targets chilling asa CCP, sets critical limits including timeand temperature parameters (e.g., 5hours to reach and maintain 40°Finternally), monitors the temperature atfrequent intervals, records the results,and takes appropriate corrective actionif the critical limit is exceeded.Corrective action might includerecooking the lot of product andrecooling.
In addition to microbial hazards,physical and chemical hazards must beidentified. The use of nitrite in cookedsausages serves two functions—colordevelopment and some protectionagainst the outgrowth of anaerobicorganisms. Under HACCP, anestablishment would set a critical limitfor nitrite in the product, monitor theformulation of each batch of productproduced, record the exact amount ofeach ingredient used, and takeappropriate corrective action if the limitwere exceeded. Corrective action mightinclude the addition of otheringredients, such as meat, to offset theaddition of excess nitrite.
Therefore, it becomes theresponsibility of the establishmentunder HACCP to identify CCP’s,monitoring procedures, and correctiveaction that specifies what would happento product that is or may be affected andwhat would happen to prevent theviolation from recurring. Finally, allHACCP plans must identify thedocumentation that would occur to

6824 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
verify that the process is operatingappropriately.
D. Effective Dates
The proposed requirements forSanitation SOP’s, antimicrobialtreatments, cooling standards forlivestock carcasses, and microbialtesting would be effective 90 days afterthe date of the final rule’s publication inthe Federal Register. This would affordthose establishments not yet performingthe proposed interventions the time tomake necessary adjustments. Minimalpreparation would be required to beginmicrobial testing. The requirement tobegin tracking test results in accordancewith the moving sums process-controlprocedures and reporting the results toFSIS would be effective 6 months afterpromulgation of the final rule. FSIS isproposing to hold establishmentsaccountable for meeting the interimtargets for pathogen reduction beginning2 years after promulgation of the finalrule.
The 6-month Hazard Analysis periodwould begin no less than 6 monthsbefore the HACCP phase-in date, as setforth for each of nine process categoriesand for small establishments, asprovided in the proposed 9 CFR 326.7and 381.607.
FSIS invites comment on theseproposed effective dates.
III. Other Issues and Initiatives
A. Legal Authority
The Poultry Products Inspection Act(PPIA) (21 U.S.C. 451 et seq.) and theFederal Meat Inspection Act (FMIA) (21U.S.C. 601 et seq.) were enacted toprotect the health and welfare ofconsumers by assuring that meat andpoultry products distributed incommerce are ‘‘wholesome, notadulterated, and properly marked,labeled and packaged’’ (21 U.S.C. §§ 451and 602). The term ‘‘adulterated’’ isdefined in the Acts to include any meator poultry product that is ‘‘unsound,unhealthful, unwholesome, or otherwiseunfit for human food’’ (21 U.S.C. §§ 453(g)(3) and 601(m)(3)). Meat and poultryproducts that bear or contain anypoisonous or deleterious addedsubstance which may render theminjurious to health, and meat andpoultry products that bear or containinherent substances in sufficientquantity to ordinarily render theminjurious to health are also‘‘adulterated’’ within the meaning of theActs (21 U.S.C. §§ 453(g)(1) and601(m)(1)).
The term ‘‘adulterated’’ is alsodefined to include meat and poultryproducts that have been ‘‘prepared,
packed, or held under insanitaryconditions whereby [they] may havebecome contaminated with filth, orwhereby [they] may have been renderedinjurious to health’’ (21 U.S.C.§§ 453(g)(4) and 601(m)(4)). The FMIAspecifically authorizes the Secretary to‘‘prescribe the rules and regulations ofsanitation under which establishmentsshall be maintained’’ and to refuse toallow meat or meat food products to belabeled, marked, stamped, or tagged as‘‘inspected and passed’’ if the sanitaryconditions of the establishment are suchthat the meat or meat food products arerendered adulterated (21 U.S.C. § 608).Similarly, the PPIA requires all officialestablishments to be operated ‘‘inaccordance with such sanitary practices,as are required by regulationspromulgated by the Secretary’’ andauthorizes the Secretary ‘‘to refuse torender inspection to any establishmentwhose premises, facilities, orequipment, or the operation thereof, failto meet the requirements of thissection’’ (21 U.S.C. § 456).
In addition to this specific authority,the Secretary has broad authority underboth Acts to promulgate rules andregulations necessary to carry out theActs (21 U.S.C. § 463, 621).
Based on these statutory provisions,FSIS is proposing that establishmentstake affirmative action, includingadherence to sanitation standardoperating procedures, the application ofantimicrobial treatments and microbialtesting, the adherence to coolingrequirements for livestock carcasses,and the development and adherence toHACCP plans, to reduce the occurrenceand levels of pathogenic bacteria onmeat and poultry products and toprotect the health and welfare ofconsumers. FSIS is also proposing,based on these statutory provisions, toestablish interim targets for quantitativereductions in the incidence ofcontamination of meat and poultry withmicrobial pathogens. These actions toprotect public health and improve thesafety of meat and poultry products areauthorized by the various provisions ofthe Acts referenced above.
B. Improving Food Safety at the AnimalProduction Stage
There is wide agreement that ensuringfood safety requires taking stepsthroughout the continuum ofproduction, slaughter, processing,distribution, and sale of livestock andpoultry carcasses and meat and poultryproducts to prevent hazards and reducethe risk of foodborne illness. The U.S.food safety continuum begins on thefarm. From there, animals are
transported to markets and then toslaughtering establishments.
While FSIS is proposing significantenhancement in its regulatory oversightof FSIS-inspected slaughter andprocessing establishments, improvingfood safety at the animal productionstage would require a differentapproach. Many producers recognizethe need to play an active role inreducing microbiological and chemicalhazards that originate on the farm. FSISwill work with producers and others todevelop and foster implementation offood safety measures that can be takenon the farm and prior to the animalsentering the slaughter facility to reducethe risk of harmful contamination ofmeat and poultry products. Within thiscontext, the voluntary application ofHACCP principles can be useful inestablishing the CCP’s within the farmmanagement and live animaltransportation arenas where pathogenicorganisms can enter the food chain.
HACCP principles can be utilized alsoto structure voluntary national animalhealth programs that focus on riskreduction and producer incentives toreduce the prevalence of a givenpathogen. Such voluntary programs canbe built upon similar, successful foodsafety efforts presently in use. Theseinclude industry-sponsored qualityassurance programs, such as the Milkand Dairy Beef Quality AssuranceProgram, a ten-point grassrootseducation effort by the National MilkProducers Federation and the AmericanVeterinary Medical Association; porkand beef quality assurance programsdeveloped by the National PorkProducers Council and the NationalCattlemen’s Association; the AmericanVeal Association’s quality assuranceprogram; the GMP guidelines developedby the National Broiler Council andseveral quality assurance efforts by theUnited Egg Producers; the chemical-residue avoidance program of theNational Turkey Federation; and theflock health-certification program of theAmerican Sheep Industry Association.All these programs focus on actions thatindividual producers can take toimprove the quality and safety of theproducts they market. These programsprovide a foundation for building futureon-farm food safety initiatives.
There may also be a link between on-farm control measures and the proposedmandatory implementation of HACCPin FSIS-inspected meat and poultryestablishments. For example,establishments may determine that theexternal cleanliness or degree ofexternal contamination of animals withpathogenic microorganisms at the timethe animals enter the slaughter

6825Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
establishment is a critical control point.This would require that theestablishment and the producer worktogether to ensure that an appropriatecritical limit has been met. This possiblelinkage between in-plant mandatoryHACCP and the control practices ofproducers simply reflects the reality thatimproving the safety of meat andpoultry products will requirecooperative action across the entire foodsystem from production on the farm allthe way to the consumer. The expertiseand commitment of the producercommunity will be critical to makingreal progress.
FSIS invites comment on the role itcan best play to improve food safety atthe animal production stage. BecauseFSIS resources in this area are limited,the private sector must continue andperhaps expand its efforts andinitiatives. One role FSIS expects toplay is as a facilitator of research andother activities designed to defineproblems and opportunities forimprovement and develop animalproduction technologies and practicesthat can improve food safety. FSISintends to work closely with academicresearchers, other government agencies,producer groups, and consumerorganizations to help shape anappropriate research agenda and deviseeffective on-farm food safety strategies.
FSIS also intends to work closely andcooperatively with producers and withState health and agricultural officialswhen outbreaks of foodborne illnessnecessitate investigations to trace asafety problem to its origins which mayin some cases be at the animalproduction stage. Such investigationsare a problemsolving tool intended toassist public health authorities incontrolling an ongoing food safetyproblem and finding means to preventor reduce the likelihood of occurrenceof the problem in the future. Tracebackinvestigations are resource-intensiveand difficult to conduct. They requirecooperation among government agenciesat all levels and with the animalproduction and processing industries.FSIS invites comment on theappropriate role of tracebackinvestigations and how they can best beconducted and used to improve foodsafety.
C. Transportation, Distribution, Storage,Retail
Just as food safety hazards can arisebefore animals enter the slaughterhouseso too can they arise after meat andpoultry products leave FSIS-inspectedslaughter and processingestablishments. The transporter, thewholesaler, the retailer, and the food
service industry are important links inthe chain of responsibility for foodsafety that extends from the farm to theconsumer. FSIS has historically focusedon the manufacturing of meat andpoultry products, but the Agency’spublic health mandate requires that italso work with the animal production,transportation, distribution, and retailsectors to implement effectiveprevention strategies and ensure that thewhole system is working effectively toprevent food safety problems.
FSIS and FDA share authority andresponsibility for overseeing the safetyof meat and poultry products after theyleave FSIS-inspected facilities. In accordwith the Administration’s NationalPerformance Review, FSIS and FDAhave agreed to work together to ensureeffective oversight and the adoption ofpreventive approaches through thechain of transportation, distribution,storage, and retail.
FSIS exercises regulatory oversight ofmeat and poultry products intransportation, storage, and distributionchannels through the activities of about130 compliance officers who conduct anationwide monitoring program toprevent adulterated or misbrandedproduct from reaching consumers. FDAalso conducts regulatory activities inthis sector. In addition to monitoringretail food safety programs at the Statelevel, FDA provides technical assistanceto States in the form of a uniform code(the Food Code discussed below) thatprescribes appropriate food handlingpractices in distribution and retailchannels.
FSIS and FDA will review theirrespective programs to determine howthey can, considering all of theresources being devoted to this sector,reconfigure the program or initiateactivities to increase programeffectiveness. Two specific areas ofreview will be transportation of productin commerce and handling andpreparation of food products by retailstores, restaurants, and institutions.
In the area of transportation, FSIS iscurrently working with FDA on thedevelopment of guidelines forconveyances used to transport foodproducts. FSIS and FDA have agreed to:
• Ask a group of experts to providesystematic information on the hazardsand controls that currently exist;
• Develop practical standards ofperformance for establishments andcarriers with respect to the transport offood;
• Develop a list of GoodManufacturing Practices and options forencouraging their use;
• Initiate joint rulemaking to establishappropriate standards to ensure the
safety of meat and poultry products andother foods during transport;
• Work with the Department ofTransportation to implement theNational Food Safety TransportationAct, and investigate whether additionalauthority is needed to carry out theshared food safety mission of FDA andFSIS.
In the area of retail distribution, FSIShas worked closely with FDA in therecent updating of the Food Code, a setof model ordinances that serve as aguide for State and local authorities whohave primary responsibility for theregulation of retail stores andrestaurants. FSIS and FDA will continueto work on making the codecomprehensive, focusing on areas ofgreatest concern, and using existingFDA mechanisms such as seminars,workshops, and evaluations for gettingthe word out in a timely manner onimportant changes and assuring goodunderstanding of the practices involved.FSIS and FDA will collaborate inpresenting issues to the Conference forFood Protection and in responding tothe Conference’s recommendations, onwhich the States vote. In addition, thetwo agencies will work together tofacilitate State audits, and to provideassistance for whatever changes theaudit results indicate.
FSIS and FDA will also work togetherto encourage State adoption of the FoodCode as a means to ensure thatconsistent, science-based food safetystandards are being observed at theretail level across the country.
D. Health-Based Standards forPathogenic Microorganisms
Overview
As explained elsewhere in thisdocument, the FSIS food safetyregulatory strategy rests on articulatingwhat constitutes an acceptable level offood safety performance by meat andpoultry establishments and holdingestablishments accountable forachieving that level of performance. Theproposed HACCP regulations willprovide the framework for adoption byall meat and poultry establishments ofthe science-based preventive controlsthat will be necessary to achieve thefood safety objectives established byFSIS.
As an initial step toward articulatingan acceptable level of food safetyperformance and reducing the frequencyand degree of contamination of meatand poultry products with pathogenicmicroorganisms, FSIS is proposing torequire reductions in the incidence ofone pathogenic microorganism ofsignificant public health concern,

6826 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
Salmonella, based on what is achievablein the near term with available scienceand technology. FSIS may in the futureadjust the interim targets for Salmonelladownward, as experience warrants, andmay consider adopting similartechnology-based interim targets forother pathogens.
As explained earlier in this document,FSIS also intends to pursue over thelong term development of science-basedfood safety performance standards thatare based on what is necessary andappropriate to protect public health.This is the approach typically taken inthe regulation of chemical residues infood: tolerances are established thatlimit the amount of residue that can belawfully present based on an assessmentof what limit is necessary to ensure thesafety of the food. For certain cooked,ready-to-eat products, and more recentlyin the case of E. coli 0157:H7 in rawground beef, FSIS has determined thatpathogens at any level pose a safetyconcern and legally adulterate theproduct, in effect setting a zerotolerance for such pathogens.
Other than E. coli 0157:H7 in rawground beef, a potential hazard thatsurvives traditional cooking practicesfollowed by many people, FSIS has nottaken this approach with pathogenicmicroorganisms contaminating rawmeat and poultry products. FSIS hasrelied in part on the fact that proper andgenerally accepted cooking practices killmost pathogens present in most rawproducts. It is also believed that forsome important pathogens, such asSalmonella, Staphylococcus aureus andBacillus cereus, some minimum numberof organisms may be required to pose asignificant threat of illness, althoughthere is much scientific uncertainty inthis area and susceptibility to illnessvaries among individuals.
The task of establishing science andpublic-health based food safetyperformance standards for meat andpoultry products, such as by identifyinglevels of specific pathogens that pose athreat to public health and requiringthat those levels not be exceeded, raisesdifficult scientific and public healthpolicy issues. These includedetermining the nature of the hazardposed by particular pathogens and theactual threat to health posed undervarious conditions of exposure to thepathogen—an inquiry commonlyreferred to as risk assessment. In settingsuch standards, it also must bedetermined how protective the standardis to be: how strong must the assuranceof safety be? Is any degree of riskacceptable? How can potential risks bemanaged by quantitative limits, labelingor some combination of measures?
Addressing these public health policyissues is sometimes referred to as riskmanagement.
FSIS invites public comment on theutility of health-based food safetyperformance standards and the issuesinvolved in developing them. FSIS alsointends to hold one or more publicmeetings to explore this topic withinterested persons and experts in theindustry, scientific, consumer andpublic health communities. Details onthe time, place, and agenda for suchmeetings will be published in a futureissue of the Federal Register. While thepublic health policy issues in this areaare difficult and important, it isnecessary first to consider the scientificbasis for setting health-based food safetyperformance standards. The followingparagraphs describe the current state ofknowledge in this area and some of thescientific issues that need to beaddressed.
Quantitative Risk Assessment forMicrobial Pathogens
Integral to development of publichealth-based food safety performancestandards is an understanding of therelationship between bacterial levelsand the incidence of disease. Thelikelihood that an exposure to afoodborne pathogen will produce adisease response in an individual isdependent on the pathogenicity of themicroorganism, the level of exposure(i.e., number of microorganismsingested), and the susceptibility of thehost. Qualitative and quantitativeconsideration of these factors is thebasis for conducting a microbial riskassessment.
Pathogenicity describes the overalldisease-causing capability of amicroorganism. The inherent potentialfor a microorganism to cause disease isassociated with one or more geneticcharacteristics (i.e., virulence factors).The virulence of a species is reflected inthe levels of the microorganism that areneeded to colonize a host and producean infection or toxigenic response, aswell as the severity (i.e., medicalconsequences) of the disease. However,pathogens must always be considered inthe context of their host, since diseaseprocesses are dependent on host/pathogen interactions. In anypopulation, individuals will have avaried response to any specificpathogen. This includes both the levelsof the pathogen needed to elicit aninfection or morbidity, and the extentand duration of symptoms. Typically,there will be a distribution ofsusceptibilities as a function of thelevels of ingested pathogen.
This distribution of the host andpathogen characteristics means that thepotential for infection must be treated asa probability function. This approach isreplacing the older concept of minimuminfectious dose, which fails to take intoaccount the distribution ofsusceptibility within the hostpopulation. As the number of pathogencells to which the host population isexposed increases, there is acorresponding increase in theprobability of infection among thepopulation.
The amount of data on thequantitative dose-response relations forhuman and various foodbornepathogens is severely limited. However,available data do allow estimation ofinfection rates for many foodbornepathogens. In many instances this maybe sufficient since, barring exceptionalpathogenic resistance or hostsusceptibility, the key data for amicrobial risk assessment in foods areestimates of exposure (i.e., the numbersof pathogens ingested by consumers)and their correlation with infectionrates.
A key limitation on the application ofrisk assessment techniques to microbialfood safety issues has been that, unlikemost chemical toxins, the levels ofbacteria in food are not constant. Theycan change drastically as the result ofgrowth or inactivation. The ability torun risk assessment scenarios to studythe potential impact of changing foodprocessing or food preparation protocolsis dependent on acquiring a reasonableestimate of the levels of a pathogenconsumers are ingesting. The ability toestimate exposure is, in turn, dependenton being able to estimate (1) Theprobability that the pathogen is presentin the food ingredients, (2) the initiallevels of the pathogen that can beexpected if the microorganism ispresent, and (3) how these levels arelikely to change as a result of operationsassociated with the processing,preparation, and storage of the food.While there are still methodologicallimitations, recent advances inpredictive microbiology and thesystematic collection of baseline data onthe presence of pathogenic bacteria infoods have begun to allow the firstquantitative microbial risk assessments.
In the case of some significantfoodborne illness sources, such ascontamination of raw poultry withSalmonella and Campylobacter, theillness is more often caused not bydirect consumption of the contaminatedfood but by cross-contamination of otherfoods during handling and preparation.FSIS is not aware of research havingbeen done to correlate levels of specific

6827Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
pathogens in raw meat or poultry withthe risk of cross-contamination andconsequent illness. Whetherexperimentally derived or acquiredthrough correlation of communitydisease rates and pathogen levels inmeat or poultry, FSIS would beinterested in reviewing any availabledata. At the same time, recognizing thekey nature of such data, FSIS iscommitted to working with the CDC andthe research community to obtain thenecessary information.
Finally, quantitative risk assessmentfor pathogenic microorganisms iscomplicated by the wide variability insusceptibility to particular pathogensamong individuals and groups ofindividuals in the population. It is wellknown, for example, that the young andthe elderly are at significantly greaterrisk of serious illness or death fromconsumption of E. coli 0157:H7 than thegeneral population. Any person with aweakened or compromised immunesystem, whether due to age or illness, isgenerally more vulnerable to foodborneillness associated with pathogenicmicroorganisms. Thus, in developingthe scientific basis for risk assessment,attention must be paid to thesesubpopulations so that any resultinghealth-based standard will beadequately protective of the populationas a whole.
Future ActivitiesFSIS intends to work closely with the
Centers for Disease Control andPrevention, the Food and DrugAdministration, other public healthagencies, academic scientists, and theindustry and consumer communities todevelop the scientific basis for microbialrisk assessment and the creation ofhealth-based performance standards forpathogenic microorganisms. FSISrecognizes that the scientific issues aredifficult and that it may not be possiblein the near term to establish health-based standards for all pathogens. It isimportant to begin this effort, however,because, as progress is made in the nearterm toward pathogen reduction on thebasis of available technology, it will beincreasingly important to know whatconstitutes an acceptable level of foodsafety performance from a public healthperspective. Health-based performancestandards can provide an incentive forfurther improvement and progress inreducing pathogenic microorganismsand an indication of the point beyondwhich further reduction would beunlikely to yield a public health gain.
FSIS will seek to stimulate—and to alimited extent conduct and support—the scientific research needed todevelop quantitative risk assessment
methods and databases for pathogenicmicroorganisms. This will likelyinclude laboratory research, in-plantstudies and community-basedepidemiological studies to evaluatehealth outcome in meat and poultryinspection. FSIS intends to use thepublic meetings mentioned above tocanvass the current state of knowledgein this area and encourage developmentof a coherent research agenda that cancontribute to progress in this importantarea.
E. FSIS Technology Strategy
Overview
FSIS has a longstanding interest in thetechnologies used in meat and poultryestablishments. The facilities,equipment, and processes used duringslaughter and processing of meat andpoultry can significantly affect thesafety, quality and wholesomeness ofthe finished product. The safety of theproduct can be affected adversely by thewrong technology, such as equipmentwhose food contact surfaces cannot beadequately cleaned, or by misuse of atechnology, such as a chemical sanitizeror preservative that is used aboveestablished safe limits.
There are also many technologies thatcan be used in meat and poultryestablishments to help protect productfrom physical, chemical, and biological,especially microbiological, hazards.These include laboratory and in-plantmethods to test for chemicals, animaldrugs and bacteria; technologies forpreventing harmful contamination bypathogenic microorganisms; chemicalsor physical treatments that can beapplied to carcasses to reducepathogens; and equipment to verifypathology diagnoses.
FSIS currently regulates virtually allsubstances, processes, and pieces ofequipment found in meat and poultryestablishments that might affect thesafety, quality, or wholesomeness of theproduct, through either prior approvalon a plant-by-plant basis or publicationof generic approvals or lists of approveditems. The principle objectives FSISpursues with these mechanisms are toensure that the technology does what itis claimed to do (especially if the claimis safety related) but does not jeopardizethe safety or wholesomeness of theproduct, cause or contribute toeconomic adulteration, interfere withFSIS inspection, or jeopardize the safetyof inspectors.
Recently, members of the regulatedindustry have complained that theAgency’s control mechanisms,especially its prior approval processes,stifle innovation and may retard
technological progress that can improvefood safety in such important areas aspathogen reduction. At the same time,representatives of consumer groupshave expressed concern thattechnologies claimed to be effective forpathogen reduction and other importantfood safety purposes be proven effectivefor that purpose and that the scientificprocesses used by FSIS to evaluatetechnologies be more open to publicscrutiny and participation.
FSIS believes that the developmentand proper use of technology cancontribute significantly to improving thesafety of the food supply, especiallywith regard to reducing the threat posedby pathogenic microorganisms; and can,in general, improve the Agency’s abilityto carry out its mission. The FSIS foodsafety strategy depends heavily onestablishing food safety objectives forthe meat and poultry industry, which inturn provide an incentive for industry toinnovate to meet those objectives. Tomake this strategy work, FSIS must notbe an obstacle to beneficial innovation.
Therefore, FSIS is reviewing itscurrent policies and proceduresgoverning review and approval of in-plant technologies with the intention ofsimplifying them to the maximumextent possible, while ensuring thatimportant safety and efficacy issues areconsidered. FSIS invites comment on itstechnology strategy, including the issuesand activities outlined below. FSIS alsointends to convene one or more publicmeetings to gain further input on howit can improve its role in fostering andoverseeing the implementation of newtechnologies to improve the safety ofmeat and poultry products. Some of theAgency’s current perspectives andactivities in the area of technologydevelopment and evaluation areoutlined below.
Current Perspectives and ActivitiesAs a general rule, the development of
technologies required to produce safeand wholesome products is aresponsibility of the meat and poultryindustry and allied enterprises, such asequipment designers andmanufacturers, pharmaceuticalcompanies, analytical laboratories,manufacturers of non-food compounds,and many others. Innovativetechnologies are continually developedby these entities to enhanceproductivity and profitability in themeat and poultry industry. FSISbelieves that industry innovation canalso be directed to improving foodsafety if the right incentives exist. FSISintends as part of its long-term foodsafety strategy to increase the incentivefor such innovation by establishing

6828 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
public health-driven targets, guidelines,or standards that establishments will beheld accountable for meeting. Thisshould have its greatest impact inslaughter establishments, where suchtargets, guidelines, or standards do notgenerally exist today.
FSIS will focus its own limitedtechnology development efforts on toolsthat can assist the Agency in detectingand evaluating food safety hazards oraddressing other issues within itsstatutory responsibility, such aseconomic adulteration. These effortshave traditionally included, and willcontinue to include, the development ofsensitive and reliable analyticalmethods and diagnostics that can assistthe Agency in verifying the safety ofmeat and poultry products anddetecting product characteristics ofregulatory interest. FSIS will alsocontinue its efforts to develop tools thatit can use to advance its food safetymission but that require long-termcommitment to develop, such as variouscomputer models on pathogen behavior.In these cases, the Agency has (1)carried out its own technologydevelopment efforts, as it did indeveloping quick tests for antibioticsand species identification; (2) securedthe assistance of the AgriculturalResearch Service and Cooperative StateResearch Service, as it has done withcomputer modeling of pathogen growthunder various times and temperatures;and (3) occasionally, supported specificwork by academic institutions or otherprivate entities through use ofcompetitive bidding processes, as it didrecently by awarding more than$700,000 in contracts for developmentof methods to detect pathogenicmicroorganisms.
The resources available to FSIS forsuch technology development activitiesare very limited. Moreover, FSIS hasfound that there is often considerableinterest within the regulated industry inusing technologies that were originallydeveloped by FSIS. FSIS intends toexplore mechanisms for stimulatingprivate sector investment in analyticalmethods and other technologies that canassist the Agency in its regulatory rolebut that also can assist the industry incarrying out its food safetyresponsibilities.
FSIS believes that its primary rolewith respect to new in-planttechnologies developed by industryshould be to ensure that thetechnologies do not interfere withinspection, threaten the safety of theproduct, or violate other statutorystandards, such as those concerningeconomic adulteration.
In some circumstances, the FSISevaluation of a new technology mayneed to consider the efficacy of thetechnology, that is, its success inaccomplishing its intended objective.For example, if FSIS has a regulatoryrequirement for the use of anantibacterial treatment, as is proposedelsewhere in this document, the Agencywill take an evaluative interest inwhether a specific treatment in fact hasthe intended and required effect. Inaddition, if a company intends to makea marketing claim for a process ortechnology used in an establishment—such as a claim that its product is‘‘pathogen free’’—FSIS will require ademonstration that the claim is valid.
On the other hand, in circumstanceswhere industry interest in thetechnology is not based on required orclaimed health and safety effects, but ona productivity concern, FSIS interestwill be limited to ensuring that relevantsafety questions have been addressed.
When FSIS makes significantdecisions about the safety oreffectiveness of an in-plant technology,it must ensure that its decisions arescientifically sound and open toappropriate public scrutiny andparticipation. An example of how thiscan be achieved is the approach takenin an earlier section of this document toinviting public comment on the possibleantimicrobial treatments that mightsatisfy the proposed requirement that allmeat and poultry establishments adoptat least one antimicrobial treatment.FSIS invites comment on this approachand other means for ensuring that itsscientific decisions are sound and opento public scrutiny.
During the past several years, staffs inthe Agency have begun efforts thatwould permit technological change toproceed more readily from thedevelopment to the implementationstage. The Facilities, Equipment andSanitation Division has explained manyof the principles and criteria that it usesto make decisions in publicly availabledocuments so that they can be readilyunderstood and used by companies asthey plan changes in their physicalplants. The Microbiology Division hasprovided public notice about thecircumstances under which it willformally evaluate analytical methodsthat may be useful in the FSIS program,and it has negotiated a Memorandum ofUnderstanding with the AOAC ResearchInstitute that will permit manufacturersof test kits designed for use by theindustry to have their technologiesevaluated for that purpose. TheProcessed Products Inspection Divisionhas developed guidelines to be used inpreparing various required QC
programs. The Slaughter InspectionStandards and Procedures Division hasdeveloped and made available protocolguidelines so that companies that wantto conduct in-plant demonstrations ofantimicrobial treatments will knowwhat is necessary to secure Agencyapproval.
Providing clear guidance of this kindassists companies in meeting theAgency’s requirements and willcontinue to be an important part ofFSIS’s effort to improve its technologyreview function. As outlined below,however, FSIS intends to take a numberof additional steps to help fosterdevelopment, appropriate review, andprompt implementation of beneficialnew technologies, especially those thatcan help improve the safety of meat andpoultry products.
Future Agency ActivitiesAs already noted, FSIS is reviewing
all of its existing systems of priorapproval or other proceduralrequirements that are now in placeregarding the development andimplementation of technologies in meatand poultry establishments. The Agencyintends to eliminate, streamline, orotherwise modify its systems andprocedures, as appropriate, to ensurethat its legitimate oversight obligationsare met without unduly delaying theintroduction of beneficial newtechnologies or imposing unnecessaryburdens on establishments seeking toadopt such technologies.
One approach FSIS is considering isa simplified single-stop approvalmechanism for industry-wideapplication of proven pathogenreduction technologies, once necessarylaboratory and in-plant trials have beencompleted and the data have beenevaluated. The generic approvals FSISrecently granted for use of hot water andorganic acids in conjunction with thefinal carcass wash in beef slaughterestablishments could provide aworkable model for expediting theadoption of pathogen-reducingtechnological developments. TheAgency’s scientific evaluation would befor the purpose of ensuring that efficacyis demonstrated, that conditions of useare specified so the technology can bewidely replicated, and that verificationtechniques are available. Once thisscientific evaluation has beencompleted on a generic basis, approvalfor industry-wide use without furtherconstraints, such as plant-by-plantreview, could be granted by theAdministrator or his/her designee. FSISinvites comment on this approach,including what public process would beappropriate in making such decisions.

6829Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
FSIS is also establishing a single pointof contact in the Agency regardingtechnology development andimplementation. This will be the newlyconstituted office of technologydevelopment in the Science andTechnology Program. This office willserve as the initial point of contact forall inquiries about technologydevelopment, and it will helpcoordinate evaluations that involvemultiple divisions in the Agency so thatresponses to inquiries will be timelyand complete.
This office will also coordinatedevelopment of, and make available tointerested parties, a single guideline forexperimental protocols to be submittedto the Agency prior to commencing anin-plant study of a new technology.Some new technologies need to beevaluated in in-plant trials to determinetheir safety and effectiveness before theycan be appropriately evaluated by FSIS.The Agency does not intend to impedethose trials, but it must be assured thatthey produce data that will be adequateto address the Agency’s concerns. Thus,one important element of the guidelinewill be a description of the informationthat must be submitted to satisfy theAgency’s basic safety concerns. Forthose circumstances in which theAgency will be evaluating the efficacy ofa technology, the guideline will providedetailed information about the Agency’sexpectations for data offered todemonstrate efficacy. This informationwill address such areas as the quality ofthe experimental design, the necessaryquantity and quality of data, the plan fordata analysis, and other relevantelements.
Finally, FSIS intends to interactpublicly with the regulated industry andall interested parties to foster thedevelopment of beneficial new foodsafety technologies and to improve howthe Agency plays its role in this criticalarea. In areas where FSIS is engaged intechnology development of its own toadvance its regulatory objectives, theAgency intends to identify research thatis needed to support its efforts. FSIS isalso interested in learning more aboutthe opportunities that exist forimproving food safety through theadoption by establishments ofscientifically sound processes andtechnologies in both slaughter andprocessing operations, and the Agencyseeks public input on its effort toimprove its systems for reviewing andapproving new technologies. As a firststep, FSIS intends to hold a publicmeeting on these topics during thecomment period on the regulationsproposed elsewhere in this document.Details on the time, place and agenda
for this meeting will be published in afuture issue of the Federal Register.
F. FSIS Inspectional RolesThe current FSIS program, as
described in Part I of this document, isfundamentally an inspection program. Itis a program designed to ensure throughinspection that proper sanitary practicesare observed, that organolepticallydetectable defects, including diseasedand contaminated carcasses, areexcluded from the food supply, and thatother requirements and standardsrelated to safety, economic adulteration,and misbranding are met.
The long-term FSIS food safetystrategy and the HACCP proposal setforth in this document will bring aboutsubstantial change in industry practiceand in the FSIS program, as the Agencyclarifies and reinforces the industry’sresponsibility for producing safe food,prepares to play its oversight role toensure companies are implementingHACCP properly, and works to ensurethat all participants in the foodsystem—producers, processors,distributors and retailers—are meetingtheir food safety responsibilities.
With these changes, inspection ofproducts and practices will remaincentral to the FSIS program. HACCPverification will necessarily expand theroles in-plant inspectors will be calledupon to play, and HACCP will enhancethe contribution in-plant inspection canmake to ensuring the safety of food. Inaddition, the need to address food safetyacross the continuum from the farm tothe consumer, as discussed in thepreceding sections of this document,raises the question of the role FSISinspectional oversight should playoutside of slaughter and processingestablishments.
Although the demands that will beplaced on the FSIS inspection force byHACCP and other elements of theAgency’s food safety strategy willdevelop over the next two to four years,it is important that FSIS beginconsidering now the future roles of theFSIS inspection program and how FSIScan maximize the contribution itsinspectors make to ensuring the safetyof the food supply. One of the Agency’smost important challenges andobligations is, by means of training anda clear definition of roles andresponsibilities, to prepare its workforceto meet the demands of the future.
In the course of developing the foodsafety strategy and regulatory proposalsset forth in this document, FSIS hasconsulted with the National JointCouncil (NJC) of Food Inspection Localsof the American Federation ofGovernment Employees, which
represents the Agency’s food inspectors,as well as organizations representing theAgency’s veterinarians (NationalAssociation of Federal Veterinarians(NAFV)) and technical and supervisorypersonnel (Association of Technical andSupervisory Personnel (ATSP)). TheAgency will continue this consultationthroughout the pathogen reduction andHACCP rulemaking process. FSIS alsointends to work closely with thebargaining unit and the employeeorganizations in formulating a plan forthe optimal utilization of the Agency’sinspectional workforce, and FSIS willcomply fully with its obligations underthe Basic Agreement with the NJC tobargain on matters that impactinspectors.
The Agency’s employees and theirrepresentatives are strongly committedto ensuring the safety of the food supplyand building the best possible foodsafety program. They have a criticallyimportant expertise and perspective thatmust be brought to bear in developingoptimal roles and responsibilities forFSIS employees.
Many of the current roles of FSISinspectors are controlled by thestatutory mandates for: (1) Carcass-by-carcass inspection in slaughterestablishments; (2) continuous FSISinspectional presence in all processingestablishments; and (3) inspectionalresponsibilities for non-safetywholesomeness and economicadulteration. FSIS is committed tocarrying out these existing mandates.Moreover, changes in FSIS inspectionalroles will be constrained by the level ofresources available to support theinspection program. Nevertheless, someof the inspectional issues FSIS expectsto be addressing are outlined below.
FSIS recognizes that food safetybegins at the original point ofproduction of the food animal—thefarm—and can be affected at every stepalong the way, including each step ofanimal production and transportationleading to delivery of the animal to theslaughterhouse. Many in the agriculturalproducer community have recognizedthe potential for applying qualityassurance principles, including HACCP,on the farm to prevent the introductionof potential food safety hazards at theirsource. Although the Agency welcomesthis initiative, FSIS does not currentlyhave and does not anticipate on-farminspectional authority.
As discussed in Part I, the first pointof FSIS inspection is the antemorteminspection that occurs just beforeanimals enter the slaughter process. It isappropriate to consider whether FSISshould broaden its antemorteminspectional oversight of conditions

6830 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
under which animals are held in theperiod immediately before slaughterwithin its current authority. This is aperiod during which the health of theanimal and its external cleanliness anddegree of external microbialcontamination can be affected in a waythat may adversely affect food safety.
The FSIS in-plant inspectional rolewill certainly be affected by adoptionand implementation of HACCP. Asexplained above in the portion of thispreamble relating to the HACCPproposal, FSIS inspectors will beplaying a verification role to ensure thatappropriate HACCP plans are in place,are being implemented properly by theestablishment, and are achieving thedesired food safety results. This rolewill require increased activity by FSISinspectors in the areas of recordsreview, visual process verification, andproduct sampling. FSIS inspectors will,in some cases, have to develop newskills to carry out these activities withinthe HACCP framework. FSIS will befocusing on the specific additional tasksFSIS inspectors should be performingunder HACCP and the training andskills that will be required.
FSIS is considering, in concert withFDA, the need for additional standardsand Federal oversight to ensure thatfood is handled safely duringtransportation and distribution fromprocessing establishments to the retaillevel. In the case of meat and poultryproducts, it is critical that products beshipped and stored in sanitaryconditions and, in many cases, underrefrigeration. If Federal standards aredeveloped in this area, FSIS will haveto consider what the role of Federalinspectors should be in ensuring suchstandards are met. No Federal agencywould have the inspectional resourcesto inspect on a regular basis all of thehundreds of thousands of trucks, trains,vessels, planes, and storage/distributionfacilities in the United States. FSIS willbe considering whether there is anappropriate role for a targeted approachto inspection or random surveillanceinspection, perhaps in collaborationwith State and local food safetyauthorities, that would help ensure thatsafe practices are being observed atthese critical stages of the food safetycontinuum. FSIS is interested indetermining whether technologies, suchas recording thermometers ortemperature indicators on refrigeratedtrucks, could be adopted to enhance theroles of some relatively limited, periodicinspectional oversight and enable FSISinspectors to work effectively in thisarea with inspectors from FDA and fromcounterpart agencies at the State andlocal levels.
At the retail level, FSIS intends towork closely with FDA and State andlocal officials and will continue to relyprimarily on State and local authoritiesfor inspectional coverage of restaurants,grocery stores and other conventionalretail outlets. FSIS will be exploringhow FSIS inspectors and fieldcompliance officers can bettercollaborate with State and local foodsafety inspectors and other officials.
The FSIS inspection program forimported products relies on review offoreign inspection systems andexporting establishments to ensure thattheir approaches to food safety are equalto the U.S. approach, coupled withlimited reinspection of incomingproduct at the U.S. border by FSISinspectors. FSIS currently reinspectsapproximately 10 percent of importshipments, relying largely onorganoleptic inspection techniques.Foreign establishments exporting to theUnited States will be required to adoptthe pathogen reduction measures andHACCP requirements FSIS imposes ondomestic establishments pursuant tothis rulemaking. As HACCP develops,FSIS will be considering what effectadoption of HACCP should have on thenature and frequency of importinspection, including whether microbialtesting should be incorporated, whetherthe periodic inspections FSIS currentlyconducts of foreign establishmentsshould change, and how FSIS could bestgain assurance on a continuing basisthat establishments exporting to theUnited States are properlyimplementing appropriate HACCPplans.
Finally, some groups advocateamendment of the FMIA and PPIA toalter or repeal the current requirementsfor carcass-by-carcass and continuousinspection in meat and poultryestablishments. This is necessarily anissue Congress would have to decide. Asdiscussed in Part I of this document,carcass-by-carcass and continuousinspection play an important role inensuring sanitation compliance ismaintained, excluding diseased animalsfrom the food supply, and detecting andremoving other defects, such as fecalcontamination, which are directlyrelated to food safety. FSIS believes that,under any model of inspection, theseobjectives must continue to be met iffood safety is to be ensured and thelegitimate expectations of the publicconcerning the safety and quality of thefood supply are to be satisfied.
Some propose that, with or withoutany statutory change in the carcass-by-carcass and continuous inspectionmandates, establishments take moreinitiative in these areas. FSIS must
consider how FSIS inspectors couldverify with an acceptable degree ofconfidence that functions currentlyperformed by a Federal inspector arebeing performed consistently, with thesame rigor and effectiveness, byestablishment employees. Ifestablishment employees take on suchfunctions currently performed by FSISemployees, consideration will have tobe given as to whether ‘‘whistleblower’’protection, which would shield themfrom retaliation of any kind forreporting problems, should be extendedto them.
In general, under its proposedpathogen reduction and HACCPregulatory initiatives, FSIS will beconsidering what new inspectional toolsand techniques FSIS should adopt tooversee the safety of meat and poultryproducts in a regulatory environmentwhere greater responsibility for safety isbeing placed on establishments andtheir employees.
FSIS invites comment on these issuesand on all aspects of how FSIS can bestmake use of its inspectional resources toimprove the safety of meat and poultryproducts, both within currentlyinspected establishments andthroughout the continuum from thefarm to the consumer.
IV. Economic Impact Analysis andExecutive Orders
A. Executive Order 12866
This proposed rule has beendetermined to be economicallysignificant and was reviewed by OMBunder Executive Order 12866.
Summary: Preliminary RegulatoryImpact Assessment HACCP and RelatedNear-Term Initiatives Produce NetBenefit to Society
FSIS has prepared a PreliminaryRegulatory Impact Assessment (PRIA)that evaluates the costs and benefits ofa mandatory HACCP regulatory programand related near-term initiatives for allmeat and poultry establishments underinspection. The PRIA concludes thatmandating HACCP systems would resultin net benefits that far exceed industryimplementation and operation costs.Mandatory HACCP Programimplementation at a cost of $2 billionover 20 years is projected to produce adirect reduction in foodborne illnesswith public health benefits estimated at$6–24 billion over 20 years.
The proposed near-term requirements,which would be incorporated intoHACCP, would target pathogenreduction on carcasses and raw product,currently the products with the leastsystematically controlled hazards. The

6831Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
benefits are calculated for the three mostcommon enteric pathogens of animalorigin: Campylobacter jejuni/coli, E. coli0157:H7, Salmonella and oneenvironmental pathogen Listeriamonocytogenes. The minimization ofrisk from these pathogens which cancontaminate meat and poultry duringslaughter and processing would producea 90 percent reduction in the foodborneillness attributed to these pathogenicmicroorganisms. Ten percent ofcontamination occurs after the productleaves the manufacturing sector.
Industry costs to develop, implement,and operate HACCP processing controlsystems are estimated to total $2 billionover 20 years. The proposed regulationwould redistribute costs in a mannermore acceptable to societal valueswhich have always given priority toeliminating controllable diseases.Establishments that now have goodprocessing controls would haverelatively few implementation costs,while establishments that have little orno process control would need to spendmore for compliance.
Market Failure Justifies Regulation ofPathogens
Since all raw meat and poultryproducts contain microorganisms whichmay be pathogens, raw foodunavoidably entails some risk toconsumers of pathogen exposure andfoodborne illness. The presence andlevel of this risk cannot be determinedby a consumer since pathogens are notvisible to the naked eye. The societalimpact of this food safety informationdeficit is a lack of accountability forfoodborne illnesses caused bypathogenic microorganisms. Consumersoften cannot trace a transitory illness toany particular food or even be certain itwas caused by food. Thus, food retailersand restaurateurs are generally not heldaccountable by their customers forselling pathogen-contaminated productsand they, in turn, do not hold theirwholesale suppliers accountable either.
This lack of marketplaceaccountability for foodborne illnessmeans that meat and poultry producersand processors have little incentive toincur extra costs for more than minimalpathogen controls. The widespread lackof information about pathogen sourcesmeans that businesses at every levelfrom farm to final sale can marketunsafe products and not suffer legalconsequences or a reduced demand fortheir product.
The science and technology requiredto reduce meat and poultry pathogens iswell established, readily available, andcommercially practical. FSIS hasconcluded that the lack of consumer
information about meat and poultryproduct safety and the absence ofadequate incentives for industry toprovide more than minimal levels ofprocessing safety represents a marketfailure requiring Federal regulatoryintervention. The present combinationof market regulation and industry self-policing has not resolved increasinglyapparent problems with meat andpoultry pathogens. Documented cases offoodborne illness each year, some ofwhich have resulted in death, representa public health risk that FSIS hasdetermined to be unacceptable. AFederal regulatory program that reachesevery level of meat and poultryprocessing for commerce is the onlymeans available to society for loweringfoodborne pathogen risks to anacceptable level. FSIS further concludesthat a mandatory HACCP regulatoryprogram is the only means to attain thisgoal.
Alternatives
Process Control Regulatory Strategy
FSIS has determined that effectiveprocess control is needed throughoutthe meat and poultry industry in orderto minimize pathogen contamination offood products and lower the risk ofsubsequent foodborne illness.
The process control regulatorystrategy was evaluated using five factorsfor effectiveness:
1. Controls production safety hazards;2. Reduces foodborne illness;3. Makes inspection more effective;4. Increases consumer confidence;
and5. Provides the opportunity for
increased productivity.Using these factors, FSIS has
determined that mandatory HACCPprovides the greatest effectiveness.
FSIS examined six other processcontrol approaches before determiningthat mandatory HACCP was the mosteffective means for industry to eliminatepathogens in meat and poultry:
1. Status quo;2. Intensify present inspection;3. Voluntary HACCP regulatory
program;4. Mandatory HACCP regulation with
exemption for very smallestablishments;
5. Mandatory HACCP regulation onlyfor ready-to-eat products; and
6. Modified HACCP—negative recordsonly.
Each of these alternatives wasassessed using the five effectivenessfactors for process control presented inthe previous section. None wasdetermined to meet all five criteria; eachwas found to be flawed in meeting oneor more of the target factors.
The full text of the PreliminaryRegulatory Impact Assessment ispublished as a supplement to thisdocument.
B. Executive Order 12778This proposed rule has been reviewed
pursuant to Executive Order 12778,Civil Justice Reform. States and localjurisdictions are preempted under theFMIA and PPIA from imposing anyrequirements with respect to federallyinspected premises and facilities, andoperations of such establishments, thatare in addition to, or different from,those imposed under the FMIA or PPIA.States and local jurisdictions may,however, exercise concurrentjurisdiction over meat and poultryproducts that are outside officialestablishments for the purpose ofpreventing the distribution of meat orpoultry products that are misbranded oradulterated under the FMIA or PPIA, or,in the case of imported articles, whichare not at such an establishment, aftertheir entry into the United States. Underthe FMIA and PPIA, States thatmaintain meat and poultry inspectionprograms must impose requirements onState-inspected products andestablishments that are at least equal tothose required under the FMIA and thePPIA. These States may, however,impose more stringent requirements onsuch State-inspected products andestablishments.
C. Effect on Small EntitiesThe Administrator, Food Safety and
Inspection Service, has determined thatthis proposed rule will have asignificant economic impact on asubstantial number of small entities. Forpurposes of this proposal, a small entityis defined as an establishment with asales volume of meat and/or poultryproducts of no more than $2.5 millionper year. Based on this criterion, as ofNovember 1994, there are 6,827 smallslaughter and/or processingestablishments that would be affectedby this proposed rule. This analysisassumes that 5 percent of these smallestablishments or 341 establishmentsare currently operating under all theproposed requirements. Therefore, forthese 341 establishments, this proposedrule would impose no additional costs.
For the remaining 6,486 smallestablishments, costs would be incurredas follows:
Near-Term Requirements
1. Sanitation Standard OperatingProcedures
Establishments would be required todevelop a written plan addressing therequired operating procedures, monitor

6832 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
the plan, record the results ofmonitoring, and store any recordsgenerated under the operatingprocedures. Establishments would alsobe required to train one or moreindividuals to carry out the operatingprocedures. Costs for this activity areestimated at $50.4 million.
2. Use of an Antimicrobial Treatment
Establishments would be required touse an antimicrobial treatment on allmeat and poultry carcasses. Of the 1,923small slaughter establishments, it isestimated that approximately 70 percentnow apply an antimicrobial treatment tomeat and/or poultry carcasses.Therefore, for these establishments, noadditional costs should be incurred. Forthose establishments that do not nowuse an antimicrobial treatment, costs areestimated at $2.7 million.
3. Time/Temperature Requirements
Establishments would be required toprovide written plans for complyingwith the proposed time, temperature,and monitoring requirements forcarcasses and raw meat products, orwith alternative procedures whichwould be permitted under this proposal.The written plan would include theestablishment’s designated controlpoints, corrective actions, and, whenapplicable, the name of the processingauthority. Some establishments maydecide to hire a processing authority todevelop such plans, while others mayprepare their own plan. If anestablishment chooses to followalternative procedures, theestablishment must hire a processingauthority to develop the alternativeprocedures.
The refrigeration requirements setforth in this proposed rule may result incosts associated with purchases ofrefrigeration facilities. Although allestablishments must have cooler roomsand most have refrigerated vehicles forshipping product, some smallestablishments may not have existingrefrigeration facilities that would meetthe proposed refrigeration requirements.The number and size of refrigerationunits that may be required woulddepend on cooler room sizes andslaughter volumes of individualestablishments.
Establishments would be required tomonitor the temperatures of carcassesand raw meat products throughout theiroperations to ensure compliance withtheir plan, and maintain ongoingmonitoring records for the previous 6months. Costs for time/temperaturerequirements are estimated at $28.8million.
4. Microbiological Testing forSalmonella
Each establishment that slaughterslivestock or poultry or produces raw,ground meat or poultry products wouldbe required to collect and test onespecimen of product per day at the endof the production process. Thespecimen would be tested for thepresence of Salmonella (the targetorganism). Testing could be conductedin the establishment’s own laboratory orin a commercial/contract laboratory.Results of the testing would be recordeddaily. Costs for this activity areestimated at $91.1 million.
As a general matter, this approach toprocess control verification testingprovides a very efficient means ofdetermining whether a slaughterestablishment is consistently achievingthe interim target for pathogenreduction. Many slaughterestablishments currently conductvoluntarily, for a variety of purposes,significantly more frequentmicrobiological testing, and for manyestablishments the cost of testing asingle sample per species per day willbe relatively small (approximately $30–35 per sample) in relation to the volumeof a day’s production.
For some small FSIS-inspectedestablishments, however,microbiological testing may be entirelynew, and the cost of testing will be moresignificant in relation to the volume ofproduction. For example, somespecialty slaughter plants may slaughteronly a few head of livestock per day andmay slaughter multiple species, thusrequiring multiple tests, despite a lowvolume of production.
FSIS has considered the potentialimpact of its proposed microbiologicaltesting requirement on small businesses.FSIS is considering alternatives tominimize the burden on smallestablishments while still achieving thegoal of verifying that the establishment’sprocess control is achieving the interimtarget for pathogen reduction.
One alternative would be to allowcertain small establishments additionaltime to prepare for and begin testing.FSIS is proposing that testing begin 90days after publication of the final rule.By extending this period for smallestablishments, such establishmentswould have additional time to preparefor the testing and to find an efficientmeans of accomplishing it. In addition,as the testing gets underway in mostestablishments and the demand forefficient testing increases, FSIS expectsthat the market will respond byproducing increasingly economical testmethods for use by establishment
personnel and increasingly low-costlaboratory services for establishmentsthat choose to contract outside theestablishment for microbiologicaltesting.
Another alternative for reducing thecost burden on small establishmentswould be to require less than dailytesting to verify process control. Forexample, every-other-day testing couldreduce costs by half. This would extendthe time required to detect that anyestablishment is not achieving the targetand to begin corrective measures.
FSIS invites comment on whetherspecial consideration should be given tosmall establishments to reduce the costburden of testing and on the alternativesoutlined above, as well as any otherpossible alternatives. FSIS isparticularly interested in comment onthe criteria that should govern eligibilityfor such special consideration. Asdiscussed above, for the purpose ofallowing small establishments themaximum 3-year period to comply withthe proposed HACCP regulation, FSIS isproposing to define a ‘‘small’’establishment as one with annual salesof $2.5 million or below. FSIS invitescomment on whether this would be theright criterion for any special reliefregarding testing or whether analternative criterion, such as the numberof head or a different dollar volume ofsales, should be used.
Long-Term Requirement
Implementation of HACCP Systems
Establishments would be required todevelop and implement HACCPsystems. Costs to develop, implement,and monitor HACCP plans for smallestablishments are estimated to be$157.6 million. FSIS has determinedthat it is reasonable to allow smallestablishments additional time to meetthe proposed HACCP requirements.Therefore, small establishments wouldhave 36 months from the publicationdate of the regulation to implement theirHACCP plan(s).
D. Paperwork Requirements
The paperwork requirements in thecurrent proposal, namely records andplans, represent an alternative to thecurrent process of inspection. Theindustry’s documentation of itsprocesses, first in a plan and thereafterin a continuous record of processperformance, is a more effective foodsafety approach than the sporadicgenerating of information by aninspector. It gives inspectors a muchbroader picture of production than theycan generate on their own and givesthem time to perform higher priority

6833Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
tasks. At the same time it gives themanagers a better view of their ownprocess and more opportunity to adjustit to prevent safety defects.
To produce this documentation, allindustry managers must learn about theoptions and methods for making theirprocesses safer, which they do not haveto do if the inspector appears to be theonly one responsible for finding defects.Therefore, while the proposal containsincreased paperwork burden, it isbalanced by a reduction in the numberof face-to-face contacts betweenmanagement and the inspector that arerequired to assure the process is beingcontrolled, so that the opportunity forbetter control is accompanied by anincrease in productivity for bothinspectors and managers.
In order not to increase the paperworkburden unnecessarily, the Agency hasnot required that plans be submitted forprior approval. In addition, the Agencyis considering changing some existingprior approval programs, which wouldfurther reduce the paperwork burden onindustry.
As part of establishments’ sanitationrequirements, each establishment woulddevelop and maintain an SOP thatwould be used by inspection personnelin performing verification tasks. TheSOP’s would specify the cleaning andsanitizing procedures for all equipmentand facilities involved in the productionof every product. As part of the SOP,establishment employees(s) wouldrecord results of daily sanitation checkson a checklist at the frequencies statedin the SOP. The checklist would includeboth preoperational sanitation checksand operational sanitation checks. Thischecklist would be made available toProgram employees, upon request.
As part of the time and temperaturerequirements, establishments woulddevelop, implement, and place on file awritten plan to meet the time andtemperature requirements. The planwould include the establishmentsdesignated control points wheretemperatures would be measured;monitoring procedures; howrecordkeeping activities would beperformed; standards for control points(e.g., cooling rate, holding temperature,and shipping temperature); correctiveactions; and, when applicable, the nameof the processing authority.
Establishment employees would alsohave to maintain records that report themaximum temperature of carcasses andraw meat and poultry productsthroughout the establishment’soperations on a daily basis with thefrequency of monitoring based on theestablishment’s size and type ofoperation. These records would be
required to be maintained on file for 6months after the temperaturemeasurement, and the records would bemade available to Program employees,upon request. Additionally, theshipping establishment would berequired to record the date and time ofshipment of product on the waybill,running slip, conductor’s card, shipper’scertificate, or any other such papersaccompanying the shipment.
As part of microbiological testing,each establishment would developwritten procedures outlining specimencollection and handling. Anestablishment may test the specimens intheir own laboratory or in a commercial/contract laboratory. Either an internal orexternal QA/QC program with checksample analysis would be required. QA/QC records must be available to Programemployees, upon request.
The laboratory would supply theresults on a daily basis to theestablishment. The establishment wouldbe responsible for entering the resultsdaily into a statistical process controlchart. The data and chart would beavailable for review by the Inspector inCharge upon request.
The establishment would notify theInspector in Charge if the results of thetesting exceed the process controllimits. In such instances, a completereview by the establishment of theproduction process would be required.A written report of the evaluation,including the reason for process failureand proposed corrective actions, wouldbe submitted to the Inspector in Chargewithin 14 days from the day the processexceeded the limits. This report wouldbe updated on a weekly basis until theprocess is in control.
For the implementation of HACCP,the establishment would maintain onfile the name and a brief resume of theHACCP-trained individual(s) whoparticipates in the hazard analysis andsubsequent development of the HACCPplans. Establishments would developwritten HACCP plans that include:Identification of the processing step(s)presents hazard(s); identification anddescription of the CCP for eachidentified hazard; specification of thecritical limit which may not beexceeded at the CCP, and, ifappropriate, a target limit; description ofthe monitoring procedure or device tobe used; description of the correctiveaction to be taken if the limit isexceeded; description of the recordswhich would be generated andmaintained regarding this CCP; anddescription of the establishmentverification activities and the frequencyat which they are to be conducted.Critical limits which are currently a part
of FSIS regulations or otherrequirements must be included.
Establishments would keep recordsfor measurements during slaughter andprocessing, corrective actions,verification check results, and relatedactivities that contain the identity of theproduct, the product code or slaughterproduction lot, and the date the recordwas made. The information would berecorded at the time that it is observed,and the record would be signed by theoperator or observer.
The HACCP records would bereviewed by an establishment employeeother than the one who produced therecord, before the product is distributedin commerce. If a HACCP-trainedindividual is on-site, that person shouldbe this second reviewer. The reviewerwould sign the records. Lastly, HACCPrecords generated by the processorwould be retained on site for at least 1year and either on site or in a nearbylocation for an additional two years.
The paperwork and recordkeepingrequirements contained in this proposedrule have been submitted to the Officeof Management and Budget for approvalunder the Paperwork Reduction Act (44U.S.C. 3501 et seq.). Send writtencomments to: Office of Management andBudget, Desk Officer for FSIS, Office ofInformation and Regulatory Affairs,Room 3208, New Executive OfficeBuilding, Washington, DC 20503, and tothe Clearance Officer, Room 404–W,Administration Building, Washington,DC 20250.
Imports and ExportsThe proposed rules will affect
importers and exporters of meat andpoultry to the U.S. The inspectionstatutes require that imported productbe produced under an inspection systemthat is equivalent to the U.S. inspectionsystem. The equivalence of a country’ssystem must be established by theUnited States before product can beexported to the United States. Thenotion of equivalence has been clarifiedunder the World Trade Organization(WTO) Agreement on Sanitary andPhytosanitary measures. Under theWTO all members have an obligation toapply the principle of equivalence onimporting countries. Equivalencedeterminations are based on scientificevidence and risk assessmentmethodologies.
In light of the WTO emphasis on theuse of science to determine equivalence,a number of countries are movingtoward implementation of HACCPsystems.
HACCP and the related near-terminitiatives proposed in this documentrepresent science-based regulation.

6834 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
Upon implementation of theseregulations, FSIS will review othercountries’ meat and poultry systems toensure that exporting countries haveadopted comparable measures, whichwould entitle them to continueexporting product to the United States.As other countries improve theirregulations by adopting provisionscomparable to those proposed in thisdocument, it is expected that U.S.exports will similarly be affected.
FSIS is soliciting comments from allinterested parties on how the proposedrule would affect international trade.FSIS believes that these improvedscientific measures will facilitate trade.
Comments
Interested persons are invited tosubmit written comments concerningthis proposal and the PRIA. Writtencomments should be sent in triplicate toDiane Moore, Docket Clerk, Food Safetyand Inspection Service, U.S. Departmentof Agriculture, Room 3171–S,Washington, DC 20250. Any persondesiring an opportunity for an oralpresentation of views as provided by thePoultry Products Inspection Act shouldmake such request to the appropriateparty listed under FOR FURTHERINFORMATION CONTACT so thatarrangements can be made for suchviews to be presented. A record will bemade of all views orally presented. Allcomments submitted in response to thisproposal will be available for publicinspection in the Docket Clerk’s officefrom 8:30 a.m. to 1:00 p.m. and 2:00p.m. to 4:00 p.m., Monday throughFriday.
Copies of documents listed under‘‘References,’’ below, are available forpublic inspection in the FSIS DocketRoom, USDA, 14th and IndependenceAvenue, SW, Room 3175, SouthAgriculture Building, Washington, DC20250.
V. References
1. Booz, Allen, and Hamilton, Inc. Study ofthe Federal Meat and Poultry InspectionProgram, Volume 1—Description of theMeat and Poultry Inspection Program,June 1977, Volume II—Opportunities forChange—An Evaluation of SpecificAlternatives, June 1977, Volume III—Executive Summary, July 1977.
2. General Accounting Office Report,December 9, 1977, CED–78–11. A BetterWay for the Department of Agriculture toInspect Meat and Poultry ProcessingPlants.
3. FSIS, 1978. A Strengthened Meat andPoultry Inspection Program.
4. NAS, 1990—Committee on Evaluation ofUSDA Streamlined Inspection Systemfor Cattle (SIS–C). 1990. CattleInspection. Food and Nutrition Board,Institute of Medicine, National Academyof Sciences. National Academy Press,Washington, DC.
5. Council for Agricultural Science andTechnology publication Food BornePathogens: Risk and Consequences, TaskForce Report 122, September 1944,Chapter 6, Risk Characterization:Economic cost of food borne diseases.
6. FSIS, January 1994. Nationwide BeefMicrobiological Baseline Data CollectionProgram—Steers and Heifers—October1992 —September 1993.
7. NRC 1985. Committee on the ScientificBasis of the Nation’s Meat and PoultryInspection Program. Meat and PoultryInspection: The Scientific Basis of theNation’s Program. Food and NutritionBoard, Committee on Life Sciences,National Research Council, NationalAcademy Press, Washington, D.C.
8. NRC 1987, Committee on Public HealthRisk Assessment of Poultry InspectionPrograms. Poultry Inspection: The Basisfor a Risk-Assessment Approach. Foodand Nutrition Board, Commission onLife Sciences, National ResearchCouncil, Washington, D.C.
9. General Accounting Office Report, May,1994, GAO/RCED–94–110. Food Safety:Risk-Based Inspection and MicrobialMonitoring Needed for Meat & Poultry.
10. General Accounting Office Report,February 10, 1994, GAO/TCED–94–123.Meat Safety: Inspection System’s Abilityto Detect Harmful Bacteria RemainsLimited.
11. General Accounting Office Report,November 4, 1993, GAO/RCED–94–71.Food Safety: A Unified, Risk-BasedSystem Needed to Enhance Food Safety.
12. General Accounting Office Report, March16, 1993, GAO/RCED–93–27. FoodSafety: Building a Scientific Risk-BasedMeat and Poultry Inspection System.
13. General Accounting Office Report GAO/T–RCED–93–10, February 18, 1993. FoodSafety: Inspection of Domestic andImported Meat Should be Risk-Based.
14. General Accounting Office Report GAO/RECD–92–152, June 1992. Food Safetyand Quality: Uniform Risk-BasedInspection System Needed to EnsureSafe Food Supply.
15. James, W.O.; J.C. Prucha; Brewer R.L.;W.O. Williams; W.A. Christensen; A.M.Thaler; and A.T. Hogue. 1992. Effects ofcountercurrent scalding and postscaldspray on the bacteriologic profile of rawchicken carcasses. J.A.V.M.A. 201:705–708.
16. Blankenship, L.C.; J.S. Baily; N.A. Cox;M.T. Musgrove; M.E. Berrand; R.L.Wilson; M.J. Rose; and S.K. Dua. 1993.Broiler carcass reprocessing, a furtherevaluation. J. Food Prot. 56:983–985.
17. Patterson, J.T. 1969. Hygiene in meatprocessing plants. 4. Hot water washingof carcasses. Record of Agr. Res. Ministryof Agr. Northern Ireland. 18-pp. 85–87.
18. Smith, M.G. and Graham, A. 1974.Advanced meat science techniques I:Meat chilling and handling. Brisbane,CSIRO Div. Food Res. Lab. 5pp.
19. Smith, M.G. and Graham. A. 1978.Destruction of Escherichia coli andSalmonella on mutton carcasses bytreatment with hot water. Meat Sci.2:119–128.
20. Davey, K.R. 1990. A model for the hotwater decontamination of sides of beef ina noval cabinet based on laboratory data.Int. J. Food Sci. 25:88–97.
21. Davey, K.R. 1989. Theoretical analysis oftwo hot water cabinet systems fordecontamination of sides of beef. Int. J.Food Sci. 24:291–304.
22. Kelly, C.A.; J.F. Dempster; and A.J.McLoughlin. 1981. The effect oftemperature, pressure and chlorineconcentration of spray washing water onnumber of bacteria on lamb carcasses. J.Appl. Bacteriol. 51:415–424.
23. Graham, A.; I.J. Eustace; and V.H. Powell.1978. Surface decontamination—A newprocessing unit for improved hygiene oncarcass meat. Proc. 24th Eur. Meet MeatRes. Work., Kulmbach 1:B8:3–B8:6.
24. Cain, B.P. and V.H. Powell. 1983. Aprototype cabinet for thedecontamination of beef sides. MeatResearch Report 3/83 P. 8. CSIRODivision of Food Research, MeatResearch Laboratory, Australia.
25. Anderson, M.E.; R.T. Marshall; and W.C.Stringer. 1982. U.S. Patent 4,337,549 (6July).
26. Smith, M.G. 1992. Destruction of bacteriaon fresh meat by hot water. Epidemol.Infect. 109:491–496.
27. Smith, M.G. and K.R. Davey. 1990.Destruction of E. coli on sides of beef bya hot water decontamination process.Food Australia. 42(4):195–198.
28. Smith, G.C. et. al. Fecal-material removaland bacterial-count reduction bytrimming and/or spray-washing of beefexternal-fat surfaces. Submitted forpublication to Proceedings of 1994American Meat Industry Conference, SanFrancisco, CA.
29. Reagan, J.O. et. al. 1995. Trimming andwashing of beef carcasses as a method ofimproving the microbiological quality ofmeat. J. Food Prot. (Submitted forpublication.)
30. Davey, K.R. and M.G. Smith. 1989. Alaboratory evaluation of a noval hotwater cabinet for the decontamination ofsides of beef. Int. J. Food Sci. 24:305–316.
31. Barkate, M.L.; G.R. Acuff; L.M. Lucia; andD.S. Hale. 1993. Hot waterdecontamination of beef carcasses forreduction of initial bacterial numbers.Meat Science, 35:397–401.
32. Anderson, M.E.; R.T. Marshall; W.C.Stringer; and H.D. Nauman. 1979.Microbial growth on plate beef duringextended storage after washing andsanitizing. J. Food Prot. 42:389–392.
33. Kotula, A.W.; W.R. Lusby; J.D. Crouse;and B. de Vries. 1974. Beef carcasswashing to reduce bacterialcontamination. J. Anim. Sci. 39:674–679.

6835Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
34. Kelly, C.A.; Dempster, J.F. andMcLoughlin, A.J. 1981. The effect oftemperature, pressure and chlorineconcentration of spray washing water onnumber of bacteria on lamb carcasses. J.Appl. Bacteriol. 51:415–424.
35. Smith, M.G. 1985. The generation time,lag time, and minimum temperature ofgrowth of coliform organisms on meat,and the implications for codes ofpractice in abattoirs. J. Hyg. Camb.94:289–300.
36. Shaw, M.K.; A.G. Marr; and J.L.Ingraham. 1971. Determination of theminimal temperature for growth ofEscherichia coli., J. Bacteriology.105:683–684.
37. Mackey, B.M.; T.A. Roberts; J. Mansfield,and G. Farkas. 1980. Growth ofSalmonella on chilled meat. J. Hyg.85:115–124.
38. Barkate, M.L.; G.R. Acuff; L.M. Lucia; andD.S. Hale. 1993. Hot waterdecontamination of beef carcasses forreduction of initial bacterial numbers.Meat Science, 35:397–401.
39. Bulter, J.L.; J.C. Stewart; C. Vanderzant;Z.L. Carpenter; and G.C. Smith. 1979.Attachment of microorganisms to porkskin and surfaces of beef and lambcarcasses. J. Food Prot. 42:401–406.
40. Dickson, J.S. 1990. Surface moisture andosmotic stress as factors that affect thesanitizing of beef tissue surfaces. J. FoodProt. 53:674–679.
41. Greer, G.G. and B.D. Dilts. 1992. Factorsaffecting the susceptibility of meatbornepathogens and spoilage bacteria toorganic acid. Food Res. Inter. 25:355–364.
42. Dickson, J.S. and M.E. Anderson. 1992.Microbiological decontamination of foodanimal carcasses by washing andsanitizing systems: A review. J. FoodProt. Vol. 55:133–140.
43. Ingram, M. and T. A. Roberts. 1976. TheMicrobiology of the red meat carcass andthe slaughterhouse. Royal Society ofHealth Journal. 96:270–276.
44. Roberts, T.A. and B. Pharm. 1980.Contamination of meat: The effects ofslaughter practices on the bacteriology ofthe red meat carcass. Royal Soc. HealthJ. 100:3–9.
45. Eklund, T. 1983. The antimicrobial effectof dissociated and undissociated sorbicacid at different pH levels. J. Appl.Bacteriol 54:383–389.
46. Baird-Parker, A.C. 1980. Microbialecology of foods. Factors affecting lifeand death of microorganisms by theInternational Commission onMicrobiological Specifications for Foods.Chap. 7. In Organic Acids, Vol. 1.Academic Press, New York.
47. Hunter, D.R. and I.H. Segel. 1973. Effectof weak acids on a minoacid transport byPenicillium chrysogenum. Evidence forproton or change gradient as the drivingforce. J. of Bacteriology, 113:1184–1192.
48. Quartey-Papafio, E.A., R.T. Marshall, andM.E. Anderson. 1980. Short-chain fattyacids as sanitizers for beef. J. Food Prot.43:168–171.
49. Woolthuis, C.H.J., D.A.A. Mossel, J.G.V.Logtestijn, J.M. de Kruijf, and F.J.M.Smulders. 1984. Microbialdecontamination of porcine livers withlactic acid and hot water. J. Food Prot.48:832–837.
50. Hamby, P.L., J.W. Savell, G.R. Acuff, C.Vanderzant, and H.R. Cross, 1987. Spray-chilling and carcass decontaminationsystems using lactic and acetic acid.Meat Science 21:1–14.
51. Van Der Marel, G.M., J.G. VanLogtestijn,D.A.A. Mossell. 1988. Bacteriologicalquality of broiler carcasses as affected byin-plant lactic acid decontamination. Int.J. Food Microbiology. 31:31–42.
52. Prasai, R.K., G.R. Acuff, L.M. Lucia, D.S.Hale, J.W. Savell, and J.B. Morgan. 1991.Microbiological effects of aciddecontamination of beef carcasses atvarious locations in processing. J. FoodProt. 54:868–872.
53. Acuff, G.R., C. Vanderzant, J.W. Savell,D.K. Jones, D.B. Griffin, and J.G. Ehlers.1987. Effect of acid decontamination ofbeef subprimal cuts on themicrobiological and sensorycharacteristics of steaks. Meat Sci.19:217–226.
54. Osthold. W.H., K. Shin, J. Dresel, and L.Leistner. 1984. Improving the storage lifeof carcasses by treating their surfaceswith an acid spray. Fleischwirtschaft.64:828–830.
55. Bell, M.F., R.T. Marshall, and M.E.Anderson. 1986. Microbiological andsensory test of beef treated with aceticand formic acids. J. Food Prot. 49:207–210.
56. Smulders, F.J.M., P. Barendsen, J.G. vanLogtestijn, D.A.A. Mossel and G.M. vander Marel. 1986. Review: Lactic acid:considerations in favor of its acceptanceas a meat decontaminant. J. FoodTechnol. 21:419–436.
57. Anderson, M.E., H.E. Huff, H.D.Naumann, R.T. Marshall, J. Damare, R.Johnston, and M. Pratt. 1987. Evaluationof Swab and Tissue Excision Methods forRecovering Microorganisms fromWashed and Sanitized Beef Carcasses. J.Food Protection. 50:741–743.
58. Dickson, J.S. 1991. Control of Salmonellatyphimurium, Listeria monocytogenesand Escherichia coli 0157:H7 on beef ina model spray chilling system. J. FoodSci. 56:191–193.
59. Siragusa, G.R. and J.S. Dickson. 1992.Inhibition of Listeria monocytogenes onbeef tissue by application of organic acidimmobilized in calcium alginate gel. J.Food Sci. 57:293–296.
60. Cutter, N.C., and G.R. Siragusa. 1994.Efficancy of organic acids againstEscherichia coli 0157:H7 attached to beefcarcass tissue using a pilot scale modelcarcass washer. J. Food Prot. 57:97–103.
61. Woolthuis, C.H., and F.J.M. Smulders.1985. Microbial decontamination of calfcarcasses by lactic acid spray. J. FoodProt. 48:832–837.
62. Anderson, M.E. and R.T. Marshall. 1990.Reducing microbial populations on beeftissues: Concentration and temperatureof lactic acid. J. Food Sci. 55:903–905.
63. Anderson, M.E. and R.T. Marshall. 1989.Reducing microbial populations on beeftissues: Concentration and temperatureof an acid mixture. J. Food Safety10:181–190.
64. Acuff, G.R., J.W. Savell, and M.D. Hardin,1994. Preliminary Results, Comparisonof methods for contamination removalfrom beef carcass surfaces. In response toFederal Register Notice, Beef carcasstrimming versus washing study, Vol 58.No 118, pp. 33925–31.
65. Notermans, S. and M. VanSchotorst.Dickson,. 1977. DieGeflugelverarbeiiitung: Ein besonderesProblem der Betriebshygiene.Fleischwirtschaft. 57:248–252.
66. Brackett, R.E., Y.Y. Hao, and M.P. Doyle.1993. Ineffectiveness of hot acid spraysto decontaminate Escherichia coli0157:H7 on Beef. J. Food Prot. 57:198–203.
67. Food Safety and Inspection ServiceAdministrator: 10/13/92 Cross letter; 2/4/94 Cross letter; 3/29/94 Medley letter.
68. Food Chemical Codes III, 1981, pp. 293–295.
69. Tamblyn, K.C., D.E. Conner, S.F. Bilgili,and G.S. Hill. 1993. Utilization of theSkin Attachment Model (SAM) toDetermine the Antibacterial Activity ofPotential Carcass Treatments. PoultrySci. 72 supplement (1):298.
70. Dickson, J.A. and A.D. Whittemore. 1993.The effect of dipping processed broilercarcasses in a trisodium phosphatesolution on total aerobes,Enterobacteriaceae, and inoculatedSalmonella. Poultry Sci. 72 supplement(1):S35.
71. Lillard, H.S. 1994. Effect of trisodiumphosphate on Salmonella attached tochicken skin. J. Food Prot. 57:465–469.
72. Rhone-Poulenc pre-chill petition(HC015), January 13, 1994.
73. ABC Research Laboratories, Gainsville,FL.
74. Gorseline H. 1951. In-plant chlorine doesa 3-way job. U.S. Egg and PlantMagazine. April. Pp. 12, 13, 29–31.
75. USDA, FSIS, January 1, 1994. List ofProprietary Substances and NonfoodCompounds, Miscellaneous PublicationNo. 1419. Page II-vi.
76. James, W.O., R.L. Brewer, J.C. Prucha,W.O. Williams, and D.P. Parham. 1992.Effect of chlorination of chill water onthe bacteriologic profile of raw chickencarcasses and giblets. J.A.V.M.A. 200:60–63.
77. Drewniak, E.E., M.A. Howe, Jr., H.E.Goresline and E.R. Baush. 1954. Studieson sanitizing methods for use in poultryprocessing. U.S.D.A. Circular No. 930.
78. Ranken, M.D., G. Clewlow, D.H.Shrimpton, and B.J. H. Stevens. 1965.Chlorine in poultry processing. Brit.Poult. Sci. 6:331– .
79. Patterson, J.T. 1968. Chlorination of waterused for poultry processing. Brit. Poul.Sci 9:129– .
80. Lillard, H.A. 1979. Levels of chlorinedioxide of equivalent bactericidal effectin poultry processing water. J. Food Sci.44:1594–1597.

6836 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
81. Patterson, J.T. 1968. Hygiene in meatprocessing plants. 3. Methods ofreducing carcass contamination. Recordof Agr. Res. Ministry of AgricultureNorth Ireland. 17:7.
82. Bailey, C. 1971. Spray washing of lambcarcasses. pp. 175–181. In Proceeding of17th European Meeting of Meat ResearchWorkers. Bristol, England.
83. Stringer, W.C., M.E. Bilskie, and H.D.Naumann. 1969. Microbial proviles offresh beef. Food Technol. 23:97– .
84. Marshall, R.T., M.E. Anderson, H.D.Naumann, and W.G. Stringer. 1977.Experiments in sanitizing beef withsodium hypochlorite. J. Food Prot.40:246–249.
85. Anderson, M.E., R.T. Marshall, W.C.Stringer, and H.D. Nauman. 1977.Efficacies of three sanitizers under sixconditions of application to the surfaceof beef. J. Food Sci. 42:326–329.
86. Documentation supporting the priorsanction finding is available for reviewin the FSIS Docket Clerk’s office.
87. Morris R.D., A.M. Audet, I.F. Angelillo,et al. 1992. Chlorination, chloriantionby-products, and cancer: a meta-analysis.Am. J. Public Health 82 (7): 955–63.
88. ENVIRON Corporation, Arlington,Virginia. 1994. A risk assessment toevaluate the potential human healtheffects from the presence of chloroformin chicken fat and skin. Prepared forFSIS, USDA.
89. Gill, C.O. and C. McGinnis. 1993.Changes in the microflora on commercialbeef trimmings during their collection,distribution and preparation for retailsale as ground beef. Int. J. FoodMicrobiology. 18:321–332.
90. Ingham, S.C., R.A. Alford and P.McCown. 1990. Comparative growthrates of Salmonella typhimurium andPseudomonas fragi on cooked crab meatstored under air and modifiedatmosphere. J. Food Prot. 53:566–567,625.
91. Lee, C.Y., D.Y.C. Fung and C.L. Kastner.1985. Computer-assisted identificationon microflora on hot-boned andconventionally processed beef: effect ofmoderate and slow chilling rate. J. FoodSci. 50:553–567.
92. Ray, B., C. Johnson and A. Field. 1984.Growth of indicator, pathogenic andpsychrotrophic bacteria in mechanicallyseparated beef, lean ground beef and beefbone marrow. J. Food Prot. 47:672–677.
93. Smith, M.G. 1985. The generation time,lag time and minimum temperature ofgrowth of coliform organisms on meatand the implications for codes ofpractice in abattoirs. J. Hygiene Camb.94:289–300.
94. Smith, M.G. 1987. Calculation of theexpected increases of coliformorganisms, Escherichia coli andSalmonella typhimurium, in rawblended mutton tissue. EpidemiologyInfection. 99:323–331.
95. Mattila-Sandholm, T., and E. Skytta.1991. The effect of spoilage flora on thegrowth of food pathogens in mincedmeat stored at chilled temperature.Lebensm. Wiss. u. Technol. 24:110–120.
96. Mattila-Sandholm, T., A. Haikara and E.Skytta. 1991. The effect of Pediococcusdamnosus and Pediococcus pentosaceuson the growth of pathogens in mincedmeat. International J. Food Micr. 13:87–94.
97. Skytta, E., W. Hereijgers and T. Mattila-Sandholm. 1991. Broad spectrumantibacterial activity of Pediococcusdamnosus and Pediococcus pentosaceusin minced meat. Food Microbiology.8:231–237.
98. Vanderzant, C. and C.S. Custer. 1968.Interactive inhibitory activities amongcertain psychrotrophic bacteria fromdairy foods. Journal Milk and FoodTechnology. 31:302–305.
99. Agriculture Handbook No. 412.100. Hippe, C.L., R.A. Field, B. Ray and W.C.
Russel. 1991. Effect of spray-chilling onquality of beef from lean and fattercarcasses. Journal of Animal Science.69:178–183.
101. Retrum, R. 1958. Beef carcass chillingand holding. Refrigerating Engineering.66:63–64, 74–80.
102. Gill, C.O. 1979. A review—Intrinsicbacterial in meat. J. Appl. Bacteriol.47:367–378.
103. Vanderzant, C. and R. Nickelson. 1969.A microbiological examination of muscletissue of beef, pork and lamb carcasses.Journal Milk and Food Technology.32:357–361.
104. Whiting, R.C. and R.L. Buchanan. 1992.Use of microbial modeling in a HACCPprogram, Proceedings of the SecondASEPT International Conference,Predictive Microbiology and HACCP.Laval, France. 125–141.
105. Hanna, M.O., G.C. Smith, F.K. McKeithand C. Vanderzant. 1982. Microbial floraof livers, kidneys and hearts from beef,pork and lamb: Effects of refrigeration,freezing and thawing. J. Food Prot.45:63–73.
106. Centers for Disease Control andPrevention. 1994. Healthy People 2000.Atlanta, GA.
107. Nationwide Beef MicrobiologicalBaseline Data Collection Program: Steersand Heifers, 1992–1993. U.S. Departmentof Agriculture/Food Safety InspectionService.
108. Food Safety Inspection Service.Salmonella in Broilers, a National Study:1990–1992. U.S. Department ofAgriculture.
109. Food Safety Inspection Service.Nationwide Retail Ground BeefMicrobiological Survey. U.S. Departmentof Agriculture.
110. Johnston, R.W., S.S. Green, J. Chui, M.Pratt, and J. Rivera. 1982. Incidence ofSalmonella in fresh pork sausage in 1979compared with 1969. J. Food Sci.47(4):1369–1371.
111. Estimate based on: Nationwide BeefMicrobiological Baseline Data CollectionProgram: Steers and Heifers, 1992–1993.U.S. Department of Agriculture/FoodSafety Inspection Service.
112. Lammerding, A.M., M.M. Garcia, E.D.Mann, Y. Robinson, W.J. Dorward, R.B.Truscott, and F. Tittiger. 1988.Prevalence of Salmonella andthermophilic Campylobacter in freshpork, veal, and poultry in Canada. J.Food Prot. 51(1):47–52.
113. Campbell, D.F., S.S. Green, C.S. Custer,and R.W. Johnston. 1982. Incidence ofSalmonella in fresh dressed turkeysraised under Salmonella-controlled anduncontrolled environments. Poultry Sci.61:1962–1967.
114. Campbell, D.F., R.W. Johnston, M.W.Wheeler, K.V. Nagaraja, C.D.Szymansaki, and B.S. Pomeroy. 1984.Effects of evisceration and coolingprocesses on the incidence of Salmonellain fresh dressed turkeys grown underSalmonella-controlled and uncontrolledenvironments. Poultry Sci. 63:1069–1072.
115. National Turkey Federation NationalSurvey of the Turkey Industry.
116. Cox, N.A., J.E. Thomson, and J.S. Bailey.1981. Sampling of broiler carcasses forSalmonella with low volume rinse water.Poultry Sci. 60:768–770.
117. ICMFS. 1974. Microorganisms in Foods2: Sampling for Microbiological analyses,principles, and specific applications.
118. FSIS, HACCP–6 Review of HACCPSystems Literature (April, 1994).
119. FSIS, HACCP–7 HACCP WorkshopsReport Summary (April, 1994).
120. FSIS, HACCP–8 HACCP WorkshopsReport—Overview and Summary of theFive HACCP Workshops (April, 1994).
121. FSIS, HACCP–9 HACCP WorkshopsReports—Overview of the FiveWorkshop Steering Committee Reports(April, 1994).
122. FSIS, HACCP–10 HACCP WorkshopsReport—Overview of Plant AdaptionActivities (April, 1994).
123. National Advisory Committee onMicrobiological Criteria for Foods(NACMCF). November 1989—HazardAnalysis and Critical Control PointSystem.
124. National Advisory Committee onMicrobiological Criteria for Foods(NACMCF). March 1992—HazardAnalysis and Critical Control PointSystem. Int. J. Food Micr. 16:1–23.
125. National Advisory Committee onMicrobiological Criteria for Foods(NACMCF). June 1993—Report onGeneric HACCP for Raw Beef. FoodMicr. 10: 449–488.
126. National Advisory Committee onMicrobiological Criteria for Foods(NACMCF). June 1993—Report onHACCP for Regulatory Agencies andIndustry. Int. J. Food Micr. 21: 187–195.
127. March 1994—Comments on the FDAProposed Rule to Establish Proceduresfor the Safe Processing and Importing ofFish and Fishery Products.

6837Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
128. FSIS—HACCP Round Table, March 30–31, 1994—Summary Report (April 1994).
129. Office of the U.S. Trade Representation,Executive Office of the President.General Agreement on Tariffs and Trade;Final Text of Uruguay RoundAgreements as signed April 15, 1994(GPO: Washington, D.C. ISBN 0–16–045022–5): p. 69.
VI. Proposed Rules
List of Subjects
9 CFR Part 308
Meat inspection, Sanitation.
9 CFR Part 310
Antimicrobial treatment, Microbialtesting, Reporting and Recordkeepingrequirements.
9 CFR Part 318
Meat inspection, Reporting andRecordkeeping requirements,Reinspection, Processed products,Microbial testing.
9 CFR Part 320
Meat inspection, Reporting andrecordkeeping requirements.
9 CFR Part 325
Meat inspection, Reporting andrecordkeeping requirements,transportation.
9 CFR Part 326
Hazard Analysis and Critical ControlPoint (HACCP) systems, Meatinspection, Reporting andrecordkeeping requirements.
9 CFR Part 327
Imported products, Hazard Analysisand Critical Control Point (HACCP)systems.
9 CFR Part 381
Sanitation, Antimicrobial treatment,Microbial testing, Reinspection,Processed products, Reporting andrecordkeeping, Hazard Analysis andCritical Control Point (HACCP) systems,Imports, Transportation.
For the reasons set forth in thepreamble, 9 CFR chapter III is proposedto be amended as follows:
PART 308—SANITATION
1. The authority citation for part 308would continue to read as follows:
Authority: 21 U.S.C. 601–695; 7 CFR 2.17,2.55.
2. Section 308.3 would be amendedby redesignating paragraphs (b) through(i) as paragraphs (c) through (j), andadding a new paragraph (b) to read asfollows:
§ 308.3 Establishments; sanitaryconditions; requirements.
* * * * *(b) The establishment shall develop
and maintain written SanitationStandard Operating Procedures(Sanitation-SOP’s) which must beavailable to program employees forverification and monitoring. Sanitation-SOP’s shall at a minimum detail dailysanitation procedures to be conductedbefore and during operations, to preventdirect contamination or adulteration ofproduct(s). Sanitation SOP’s must alsoidentify plant officials responsible formonitoring daily sanitation activities,evaluating the effectiveness of SOP’s,and initiating corrective actions whenneeded.
(1) A ‘‘U.S. Rejected’’ tag will beattached to the applicable equipment,utensil, room or compartment if aprogram employee determines that theestablishment has failed to adhere to thesanitation SOP’s specifically required byFSIS regulations. No equipment, utensil,room or compartment so tagged shall beused until reinspected and foundacceptable by a Program employee.
(2) The establishment owner oroperator shall be responsible for theestablishment’s adherence to the SOP’s,as well as for all sanitary requirementsspecified elsewhere in these regulations.Preoperational procedures prescribed inthe Sanitation-SOP’s must be completedbefore the start of operations.
(3) The establishment shall developand maintain a daily record ofcompletion of all sanitation StandardOperating Procedures. Daily records,including any deviations fromregulatory requirements and correctiveactions taken shall be maintained by theestablishment for a minimum of 6months.* * * * *
PART 310—POSTMORTEMINSPECTION
3. The authority citation for part 310would continue to read as follows:
Authority: 21 U.S.C. 601–695, 7 CFR 2.17,2.55.
4. Part 310 would be amended byadding §§ 310.24 and 310.25 to read asfollows:
§ 310.24 Treating carcasses to reducebacteria.
(a) General. Raw livestock carcassesshall be treated at least once at anypoint during the slaughter and dressingoperation, but prior to entering thecooler to reduce levels of bacteria oncarcass surfaces.
(b) Treatment methods. Officialestablishments may use any of the
following treatment methods to reducebacteria, provided that equipment hasbeen approved under § 308.5, and thatoperation of the method results in fullcompliance with the Act and thissubchapter.
(1) Any chlorine compound approvedby the Administrator and administeredto raw, uncooled whole livestockcarcasses or major carcass portions at 20to 50 parts per million (ppm) in theintake water at the final wash. Thechlorinated water must contact allcarcass surfaces. The Administrator willprepare a list containing compoundsapproved for use in officialestablishments. A copy of the list maybe obtained from the Compounds andPackaging Branch, Produce AssessmentDivision, Regulatory Programs, FoodSafety and Inspection Service, U.S.Department of Agriculture, Washington,DC 20250–3700.
(2) Hot water applied such that thetemperature of the water at the carcasssurface is ≥165 °F (≥74 °C) for ≥10seconds. The hot water must contact allcarcass surfaces.
(3) Any antimicrobial compoundlisted in the table in § 318.7(c)(4) andpermitted for use on livestock productsmay be used under the conditionsspecified therein. The antimicrobialcompound must be administered so thatit contacts all carcass surfaces.
(4) Any antimicrobial compoundpreviously approved for use in livestockor livestock products as a food additiveor processing aid by the Food and DrugAdministration and listed in title 21 ofthe Code of Federal Regulations, parts73, 74, 81, 172, 173, 182, or 184 may beused, provided the owner or operatorhas received approval for such use fromthe Administrator in accordance with§ 318.7(a) of this subchapter. Any suchantimicrobial compound must beadministered so that it contacts allcarcass surfaces.
(c) Exemptions for exported product.Product designated for export only to acountry which will not accept productexposed to the antimicrobial treatmentinstalled in the establishment will beexempted by the inspection programfrom the requirement for antimicrobialtreatment if the product is properlyidentified, segregated, and labeled.
§ 310.25 Microbial testing.(a) General. (1) Incidental sampling.
In the event of an outbreak of foodbornedisease or other evidence of a threat topublic health attributable to a meat ormeat food product, the Administratorwill conduct a sampling and testingprogram as may be required. Carcassesat official establishments may beincluded in such a sampling and testing

6838 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
program. Procedures and protocols willvary, depending on the pathogen ofconcern and other circumstances.
(2) Rountine sampling. (i) Allestablishments which have slaughteroperations or produce raw, ground meator raw sausages are required to collecta minimum of one sample for testingeach day from each slaughter class and/or species of ground meat.Establishments shall test the samples forSalmonella species. The results of theanalysis shall be provided to FSIS, aswell as to the establishment. The resultsof the analysis shall be entered by theestablishment in a moving sumverification chart or table as provided inparagraph (d)(2) of this section forreview by Program employees.
(ii) Establishment must evaluate andimprove their process controls whentheir performance, as indicated by thenumber of positive samples over aspecified time, exceeds establishedacceptable limits.
(iii) Establishments which haveadopted a Hazard Analysis and CriticalControl Point system documenting thatproduct being produced meets orexceeds the established targets forpathogen reduction may, upon approvalby the Administrator, continue theircurrent operating procedure in lieu ofthe proposed testing verificationprogram set forth in paragraph (a)(2)(i)of this section.
(b) Sample collection. (1) Eachestablishment shall prepare writtenprocedures outlining specimencollection. Procedures shall addresslocation(s) of sampling, how samplingrandomness is achieved, and handlingof the sample to ensure sample integrity.
The written procedure shall be madeavailable to Program employees forverification that it is being followed.
(2) The establishment will designatean employee or agent to collect thespecimen, as follows:
(i) Samples from raw carcasses mustbe taken from chilled product in thecooler, or if to be used for furtherprocessing without cooling, prior tosuch further processing. Samples will beexcised brisket skin tissue, 4 inches (10cm) × 4 inches (10 cm) × 1⁄2 inch (1 cm)for beef and belly skin tissue, and 3inches (7 cm) × 5 inches (12 cm) × 1⁄2inch (1 cm) for hogs.
(ii) Samples from raw, ground orcomminuted meat products should betaken prior to packaging. Samples willbe 1⁄2 pound (0.4 kg).
(c) Analysis. (1) An establishmentmay test the specimens in its ownlaboratory or in a commercial/contractlaboratory. However, the laboratorywhich is selected must demonstrateexperience in testing meat and poultryfor Salmonella spp. Either an internal orexternal quality assurance/qualitycontrol (QA/QC) program with checksample analysis is required. QA/QCrecords must be available to FSISpersonnel and FSIS reserves the right tosend official check samples to thelaboratory to verify laboratorycapabilities.
(2) The method used for analyzing asample for Salmonella must be one ofthe following:
(i) The method published by FSIS inthe current edition of the MicrobiologyLaboratory Guidebook. A copy of thismethod may be obtained fromMicrobiology Division, Science and
Technology, FSIS, Washington, DC20250.
(ii) Any method for Salmonellaspecies recognized by the Association ofOfficial Analytical Chemists or otherscientific body that may be approved bythe Administrator for this purpose. Theanalytic method used must be acceptedby this third party authority as being atleast as sensitive as the method used byFSIS for official samples.
(d) Reports and recordkeeping. (1)The designated laboratory orestablishment employee will record theresults and supply them on a daily basisto the establishment. The establishmentwill provide the results, at least weekly,to Program employees. The results maybe electronically transmitted.
(2) The establishment will beresponsible for entering the results intoa moving sum verification chart or table.The moving sum process verificationchart or table will be maintained by theestablishment for each type ofproduction (slaughter class and/orspecies of ground product). This table orchart will consist of a moving sum ofresults (i.e., a moving count of positives)that is updated with each new result.The moving sum procedure isdetermined by width of window (n) interms of number of days’ results toinclude, and maximum acceptablenumber of positive samples during thattime frame or the Acceptable Limit.
(i) An example of a moving sumprocess control chart with thecorresponding decision about processacceptability is given below. In theexample, the window is 8 days (n=8),and the maximum number of positivespermitted in that window is 3 (AL=3).
Day No. Testresult
Movingsum
Compari-son to AL
Days in-cluded
1 ................................................................................................................................................................ 0 0 Meets ..... 12 ................................................................................................................................................................ 0 0 Meets ..... 1, 23 ................................................................................................................................................................ 0 0 Meets ..... 1 to 34 ................................................................................................................................................................ 1 1 Meets ..... 1 to 45 ................................................................................................................................................................ 0 1 Meets ..... 1 to 56 ................................................................................................................................................................ 0 1 Meets ..... 1 to 67 ................................................................................................................................................................ 1 2 Meets ..... 1 to 78 ................................................................................................................................................................ 0 2 Meets ..... 1 to 89 ................................................................................................................................................................ 0 2 Meets ..... 2 to 910 .............................................................................................................................................................. 0 2 Meets ..... 3 to 1011 .............................................................................................................................................................. 0 2 Meets ..... 4 to 1112 .............................................................................................................................................................. 0 1 Meets ..... 5 to 1213 .............................................................................................................................................................. 0 1 Meets ..... 6 to 1314 .............................................................................................................................................................. 0 1 Meets ..... 7 to 1415 .............................................................................................................................................................. 0 0 Meets ..... 8 to 15
Note: Thus, the moving sum value for day 10 is the sum of the results in the 8 day window ending that day; it can be calculated simply bycounting the number of 1’s in the daily result column on days 3 through 10.

6839Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
(ii) The chart below specifies theinitial values of width of windows (n)and Acceptable Limit (AL) for eachproduct class.
Commodity
Moving sum rules
Target(per-centposi-
tive forSal-
monel-la)
Win-dow
size (n)in days
Ac-cepta-
blelimit(AL)
Steers/Heifers ... 1 82 1Raw Ground
Beef ............... 4 38 2Cows/Bulls ........ 1 82 1Hogs .................. 18 17 4Fresh Pork Sau-
sages ............. 12 19 3
(e) Corrective action. (1)Establishments failing to meetAcceptable Limits will be presumed tohave process control deficiencies. Insuch instances, a complete review bythe establishment of the productionprocess is required. A written report ofthe evaluation, including the reason forprocess failure and proposed correctiveactions, will be submitted to theInspector in Charge within 14 days fromthe day the process exceeded the limits.This report shall be updated on aweekly basis until the moving sumprocedure indicates the process is incontrol.
(2) During the time the results fail tomeet the Acceptable Limits, samplingshould be conducted at a rate of twospecimens or more per day. Thesampling rate will return to normalwhen the establishment meetsAcceptable Limits indicating theprocess is in control.
PART 318—ENTRY INTO OFFICIALESTABLISHMENTS; REINSPECTIONAND PREPARATION OF PRODUCTS
5. The authority citation for part 318would continue to read as follows:
Authority: 7 U.S.C. 138f; 7 U.S.C. 450,1901–1906; 21 U.S.C. 601–695; 7 CFR 2.17,2.55.
* * * * *6. Part 318 would be amended by
adding a new § 318.25 to read asfollows:
§ 318.25 Temperatures and chillingrequirements for carcasses and raw meatproducts.
(a) Definitions:Processing authority. A person or
organization having expert knowledgeof food processing procedures, havingaccess to facilities for evaluating thesafety of such procedures, and
designated by the establishment toperform certain functions as indicatedin this section.
Raw meat product. Any meat, meatfood product, or meat byproduct thathas not received treatment, such ascooking, to make it ready to eat.
Ready-to-eat-process. Any process,such as cooking, applied to a raw meatproduct that effectively inactivatesinfective pathogenic hazards that maybe in or on the product.
Ready-to-eat product. Any food that issafe for human consumption withoutadditional treatment.
(b) Time and temperaturerequirements. (1) All carcasses and rawmeat products from such carcasses shallbe cooled to surface temperatures of50°F (10°C) or below within 5 hours and40°F (4.4°C) or below within 24 hoursfrom the time the carcasses exit theslaughter floor, unless such productimmediately enters a ready-to-eatprocess or is part of a hot-boningoperation, as prescribed in paragraph(b)(2) of this section. Raw productremoved from the carcass on theslaughter floor not entering a ready-to-eat process or hot-boning operation, e.g.,livers, hearts, and heads with cheekmeat, shall be placed in a chiller within1 hour of removal from the carcass.
(2) Establishments that separate rawmeat from the bone before cooling thecarcasses (hot-boning) shall cool suchraw meat until it reaches an internaltemperature of 50°F (10°C) or belowwithin 5 hours of initial separation, and40°F within 24 hours, except that rawmeat from a hot-boning operation mayenter a ready-to-eat process at theestablishment within 5 hours of initialseparation.
(3) Carcasses or raw meat productsreceived at official establishments shallregister an internal temperature of 40°For below.
(4) Establishments shall maintaincarcasses or raw meat products in theirpossession or under their control at atemperature of 40°F or below. Productmay not be released into commerceunless chilled to this temperature.
(5) Establishments may use aprocessing authority to develop timeand temperature limitsmicrobiologically equivalent to thoseprovided in paragraphs 318.25 (b)(1)through (b)(4). Any such time andtemperature alternatives must beincluded in the establishment’s writtenplan, as provided in § 318.25(c) of thissection.
(c) Temperature monitoring andwritten plans. (1) Establishments shallmonitor the temperature of raw meat atthe control points as set forth in theestablishment’s written plan required by
paragraph (c)(3) of this section.Establishments shall make thetemperature monitoring recordsavailable to the Program employees andshall retain records up to 6 months afterthe temperature measurement or untilsuch time as may otherwise be specifiedby the Administrator.
(2) To demonstrate compliance withthe time and temperature requirementsset forth in this section, establishmentsshall use temperature measuring devicesreadable and accurate to 2°F (0.9°C).
(3) Establishments shall develop,implement, and place on file a writtenplan for complying with the time andtemperature requirements set forth inthis section. Establishments shall maketheir plans and records, created underthe plans, available to Programemployees upon request. Each planshall identify the establishment’scontrol points, i.e., points designated inthe production process after the chillingprocedure where temperatures aremeasured; monitoring procedures,including frequency within a day’soperation; records; standards for thecontrol points, including cooling rateand holding temperature; correctiveactions, including a system forseparating and identifyingnoncomplying products; and, whenapplicable, the name of the processingauthority.
PART 320—RECORDS,REGISTRATION, AND REPORTS
7. The authority citation for part 320would continue to read as follows:
Authority: 21 U.S.C. 601–695; 7 CFR 2.17,2.55.
8. Section 320.1 would be amendedby adding new paragraphs (b) (11), (12),(13) and (14) to read as follows:
§ 320.1 Records required to be kept.
* * * * *(b) * * *(11) Standard operating procedures
(SOP’s) for sanitation, and daily records,as prescribed in § 308.3 of thissubchapter.
(12) Temperature control plans andrecords, as required by § 318.25 of thissubchapter.
(13) A written protocol for samplingraw product for pathogen testing, asrequired by § 318.25 of this subchapter.
(14) HACCP plans and records, asrequired by part 326 of this subchapter.
9. Section 320.3 would be amendedby adding new paragraphs (c), (d) and(e) to read as follows:
§ 320.3 Record retention period.
* * * * *

6840 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
(c) The Sanitation Standard OperationProcedures for Sanitation shall beretained as required in § 308.3.
(d) Temperature monitoring plan andrecords shall be retained as required in§ 318.25(e)(1).
(e) Record of HACCP plans andsystems, shall be retained as required in§ 326.6(d).
10. Section 320.6 would be amendedby revising paragraph (a) to read asfollows:
§ 320.6 Information and reports requiredfrom official establishment operators.
(a) The operator of each officialestablishment shall furnish to Programemployees accurate information as to allmatters needed by them for making theirdaily reports of the amount of productsprepared or handled in the departmentsof the establishment to which they areassigned and such reports concerningsanitation, antimicrobial treatments,mandatory microbiological testing, andother aspects of the operations of theestablishment and the conduct ofinspection thereat, as may be requiredby the Administrator in special cases.* * * * *
PART 325—TRANSPORTATION
11. The authority citation for part 325would continue to read as follows:
Authority: 7 U.S.C. 450, 1901–1906; 21U.S.C. 601–695; 7 CFR 2.17, 2.55.
12. Section 325.9 would be added toread as follows:
§ 325.9 Shipment of carcasses and rawmeat products.
(a) Carcasses and raw meat products,as defined in § 318.25 of thissubchapter, shall have an internaltemperature of 40°F or below whenloaded on vehicles for shipping. Suchproducts that are shipped from anofficial establishment to another officialestablishment shall arrive at thereceiving establishment at an internaltemperature of 40°F or below.
(b) The date and time of shipment ofcarcasses and raw meat products froman official establishment to anotherofficial establishment shall be recordedon the waybill, running slip,conductor’s card, shipper’s certificate,or any other such papers accompanyinga shipment.
13. A new part 326 would be addedto read as follows:
PART 326—HAZARD ANALYSIS ANDCRITICAL CONTROL POINT (HACCP)SYSTEM
Sec.326.1 Definitions.326.2 Development of HACCP plan.
326.3 HACCP principles.326.4 Implementation of the HACCP plan.326.5 Operation of HACCP system.326.6 Record review and maintenance.326.7 Enforcement.
Authority: 21 U.S.C. 601–695; 7 CFR 2.17,2.55.
§ 326.1 Definitions.For purposes of this part, the
following definitions shall apply:Corrective action. Procedures to be
followed when a deviation occurs.Criterion. A requirement on which a
judgment or decision can be based.Critical control point (CCP). A point,
step, or procedure at which control canbe applied and a food safety hazard canbe prevented, eliminated, or reduced toacceptable levels.
Critical control point (CCP) failure.Inadequate control at a CCP resulting inan unacceptable risk of a hazard.
Critical limit. A criterion that must bemet for each preventive measureassociated with a CCP.
Deviation. Failure to meet a criticallimit.
HACCP. A hazard analysis andcritical control point (HACCP) systemthat identifies specific hazards andpreventive measures for their control toensure the safety of food.
HACCP plan. The written documentwhich is based upon the principles ofHACCP and which delineates theprocedures to be followed to assure thecontrol of a specific process orprocedure.
HACCP system. The result of theimplementation of the HACCP plan.
HACCP-trained individual. A personwho has successfully completed arecognized HACCP course in theapplication of HACCP principles tomeat processing operations, and who isemployed by the establishment. AHACCP-trained individual must havesufficient experience and training in thetechnical aspects of food processing andthe principles of HACCP to determinewhether a specific HACCP plan isappropriate to the process in question.
Hazard. A biological, chemical, orphysical property that may cause a foodto be unsafe for consumption.
Hazard analysis. The identification ofany biological, chemical, or physicalproperties in raw materials andprocessing steps and an assessment oftheir likely occurrence and seriousnessto cause the food to be unsafe forconsumption.
Monitor. To conduct a plannedsequence of observations ormeasurements to assess whether a CCPis under control and to produce anaccurate record for future use inverification.
Preventive measures. Physical,chemical, or other factors that can beused to control an identified healthhazard.
Process. A procedure consisting ofany number of separate, distinct, andordered operations that are directlyunder the control of the establishmentemployed in the manufacture of aspecific product, or a group of two ormore products wherein all CCPs areidentical, except that optionaloperations or CCPs, such as packaging,may be applied to one or more of thoseproducts within the group.
Product. Any carcass, meat, meatbyproduct, or meat food productcapable of use as human food.
Recognized HACCP course. A HACCPcourse available to meat and poultryindustry employees which satisfies thefollowing: consists of at least 3 days, 1day devoted to understanding the sevenprinciples of HACCP, 1 day devoted toapplying these concepts to this andother regulatory requirements of FSIS,and 1 day devoted to beginningdevelopment of a HACCP plan for aspecific process.
Responsible establishment official.The management official located on-siteat the establishment who is responsiblefor the establishment’s compliance withthis part.
Validation. An analysis of verificationprocedures, HACCP plan components,and an evaluation of records associatedwith the HACCP system to determine itsefficacy for the production of safe andwholesome product for which theprocess was designed.
Verification. The use of methods,procedures, or tests in addition to thoseused in monitoring to determine if theHACCP system is in compliance withthe HACCP plan and/or whether theHACCP plan needs modification andrevalidation.
§ 326.2 Development of HACCP plan.(a) Every official establishment shall
develop, implement, and operate aHACCP plan, as set forth in paragraph(d) of this section, for each processlisted below conducted by theestablishment.
Categories of Processes for HACCP:01 Raw-Ground02 Raw Other Inclusive03 Thermally Processed/Commercial Sterile04 All Other Shelf Stable, Not Heat Treated05 Fully Cooked—Not Shelf Stable06 All Other Shelf Stable, Heat Treated07 All Non-Shelf Stable, Heat Treated, Not
Fully Cooked08 Non-Shelf Stable, w/Secondary
Inhibitors09 Slaughter, All Meat Species
(b) At a minimum, the HACCP plan(s)shall be developed with the assistance

6841Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
of a HACCP-trained individualemployed by the establishment, whosename and resume is on file at theestablishment, and who isknowledgeable of each processconducted by the establishment. Theperson(s) developing the plan shall beknowledgeable of HACCP and theassociated recordkeeping procedures,and shall be capable of: identifying thehazards of the establishment’s processand understanding the source of suchhazards; establishing relevant CCP’sthroughout the process; and developingappropriate critical limits, monitoringprocedures, corrective actionprocedures, verification procedures andtheir frequency, and operatingprocedures to implement the HACCPplan.
(c) Prior to the initiation of the HazardAnalysis phase for HACCP plandevelopment, each establishment shallhave on file a copy of its procedures formaintaining adherence to recommendedStandard Operating Procedures forsanitation as set forth in § 308.3.
(d) The development of the HACCPplan shall consist of two stages: aHazard Analysis, as provided underPrinciple 1 in § 326.3(a); and thedevelopment of the remainder of theHACCP plan for each specific process,as defined in § 326.2(a), includingactivities designed to ensure that theHACCP plan as developed is valid.These steps shall be completed over aperiod not to exceed 6 months prior tothe phase-in date of the process categoryas prescribed in § 326.7, or uponapplication for the grant of inspection,or when a new process is intended forimplementation.
(1) The HACCP plan should be in aformat that is similar to the NationalAdvisory Committee on MicrobiologicalCriteria for Foods and FSIS genericmodels to ensure that both theestablishment and program employeescan readily identify the requirements in§§ 326.2(c) and 326.3.
(2) Each HACCP principle, asprescribed in § 326.3, must be includedin the HACCP plan.
§ 326.3 HACCP principles.The following principles and their
associated components shall beincluded in each HACCP plan:
(a) Principle No. 1. A hazard analysisshall be conducted to identify biological(including microbiological), chemical,and/or physical properties of rawmaterials and processing steps that maycause a product or products to be unsafefor consumption. A list of steps in theprocess where potentially significanthazards may occur and the preventivemeasures to be taken shall be prepared.
Hazard analysis should take intoconsideration factors such as:ingredients; physical characteristics andcomposition; processing procedures,microbial content of the product orproducts; facility and equipment design;packaging; sanitation; conditions ofstorage between packaging and the enduser; intended use; and intendedconsumer. All identified hazardsassociated with each step in the processmust be listed and its significant riskand severity evaluated. The preventivemeasures to control the identifiedhazards must be listed. The steps inapplication of this principle shall, at aminimum, include:
(1) A flow chart describing the stepsof each process and product flow in theestablishment; and
(2) Identification of the intended useand consumers of the product basedupon normal use by the general publicor a particular segment of thepopulation.
(b) Principle No. 2. Identify the CCP’sin the process using a decision tree andthe information derived from § 326.3(a).CCP’s shall be identified for purposes ofproduct safety only. They must includephysical, chemical, and biological(including microbiological and residue)hazards; must encompass the health andsafety process control points required byFSIS regulations, or their equivalents;and must be specified for eachidentified hazard.
(c) Principle No. 3. Establish specificcritical limits for preventive measuresassociated with each identified CCP.Critical limits which are a part of otherportions of relevant regulations must beincluded.
(1) All critical limits shall meet orexceed any requirement set forth in thissubchapter pertaining to a specificprocess and which are currently a partof FSIS regulations or other FSISrequirements.
(2) The responsible establishmentofficial shall ensure that the criticallimits are sufficient to control theidentified hazards through a validationprocess consisting of verification andmonitoring activities.
(d) Principle No. 4. Establish CCPmonitoring requirements. Establishspecific procedures for using the resultsof CCP monitoring to adjust andmaintain process control.
(1) The responsible establishmentofficial shall ensure that establishmentemployees are assigned to monitor eachCCP effectively, as determined byHazard Analysis.
(2) When monitoring is not possibleon a continuous basis, the monitoringinterval established shall reliablyindicate that the hazard can be
controlled as demonstrated by processvalidation performed during the HazardAnalysis and plan development.
(3) All records and documentsassociated with CCP monitoring shall bedated and signed or initialed by theperson(s) conducting the monitoring.
(e) Principal No. 5. Establishcorrective action(s) to be taken whenmonitoring indicates that there is adeviation from an established criticallimit.
(1) The corrective actions shalldescribe the step(s) taken to identify andcorrect the cause of noncompliance toassure that the CCP is under control,ensure that no safety hazards exist afterthese actions, and define measures toprevent recurrence.
(2) Corrective actions shall include adetermination of the effect of thedeviation(s) on product safety; hownoncompliant product will be handled,including segregation and holdingprocedures; a definition of lot size;whether the deviation indicates amodification or revision of the HACCPplan is required, and time frames formodification or revision of the HACCPplan.
(f) Principal No. 6. Establish effectiverecordkeeping and systematic reviewprocedures that document the HACCPsystem. The required records arespecified in § 326.6.
(g) Principal No. 7. Establishprocedures for verification by a HACCP-trained individual that the HACCPsystem is functioning effectively toensure product safety and processcontrol. This is the plan validationprocess and therefore includes methods,procedures, or tests in addition to thoseused for monitoring. Such validationshall ensure:
(1) The adequacy of the critical limitsat each CCP;
(2) The continuing effectiveness of theestablishment’s HACCP plan andsystem, including taking into accountchanges in product volumes,procedures, personnel, and product use;
(3) The accuracy of the HACCP planthrough the completion of all sevenprinciples and their associated actionsincluding revalidation wheneversignificant product, process, deviations,or packaging changes requiremodification of the plan; and
(4) The evaluation of product safety insituations where the establishmentidentifies deviations from critical limits,all steps taken in response to adeviation, and the adequacy of thecorrective response.

6842 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
§ 326.4 Implementation of the HACCPplan.
(a) Upon completion of the HazardAnalysis and development of theHACCP plan, a responsibleestablishment official shall review andapprove the written plan by signing it.
(b) Upon completion of the HazardAnalysis and development of theHACCP plan, the establishment shallconduct activities designed to determinethat the HACCP plan is functioning asintended, ensuring the adequacy of theCCP’s, critical limits, monitoring andrecordkeeping procedures, andcorrective actions. During this initialHACCP plan validation period, theestablishment shall conduct repeatedverifications and meet frequently withProgram employees to assure theHACCP system is functioning asintended, which shall include a reviewof the records generated by the HACCPsystem.
(c) When an ingredient change,product reformulation, manufacturingprocess or procedure modification,equipment change, or any other suchchange requires modifications to theestablishment’s HACCP plan, theresponsible establishment official, inconsultation with a HACCP-trainedindividual employed by theestablishment, shall ensure that theHACCP plan is modified to reflect suchchanges. The development of themodified HACCP plan shall beconducted in accordance with §§ 326.2and 326.3.
§ 326.5 Operation of HACCP system.(a) The establishment’s HACCP
system, as set forth in theestablishment’s HACCP plan, shall beoperated with the advice and guidanceof a HACCP-trained individual, asdefined in § 326.1.
(b) The responsible establishmentofficial shall be held responsible for theoperation of the HACCP system toensure compliance with the Act andregulations thereunder. In all respects,however, the Administrator shallcontinue to provide the Federalinspection necessary to carry out theprovisions of the Act.
§ 326.6 Record review and maintenance.(a) Each entry on a record maintained
under the HACCP plan shall be made atthe time the specific event occurs andinclude the time recorded, and therecord shall be signed or initialed by theestablishment employee making theentry. Prior to shipping productproduced under each process, theestablishment shall review, on adefined, systematic basis, all processingand production records associated with
the HACCP plan to ensurecompleteness, to determine whether allcritical limits were met and, ifappropriate, corrective action(s) weretaken, including proper disposition ofproduct. This review shall beconducted, dated, and signed by anindividual who did not produce therecord(s), preferably by the HACCP-trained individual, or the responsibleestablishment official.
(b) The following records supportingthe establishment’s HACCP plan shallbe maintained:
(1) The written HACCP planincluding all portions of the HazardAnalysis as prescribed in this part;
(2) Records associated with themonitoring of CCP’s, which include therecording of actual times, temperatures,or other quantifiable values, asprescribed in the establishment’sHACCP plan; corrective actions,including all actions taken in responseto a deviation; verification proceduresand results; product code(s), identity, orslaughter production lot; and date therecord was made; and
(3) Records associated withsupporting documentation for theHazard Analysis, development of theselected CCP’s, critical limits, frequencyof monitoring and verificationprocedures, and corrective actionstaken.
(c) All such records shall be madeavailable to any Program employeeupon request. A deviation from a criticallimit shall be brought to the attention ofthe appropriate Program employeepromptly.
(d) All records shall be retained at theestablishment at all times, except thatrecords for monitoring CCP’s, correctiveactions, and verification proceduresshall be retained at the establishment forno less than 1 year, and for anadditional 2 years at the establishmentor other location from which the recordscan be made available to Programemployees.
§ 326.7 Enforcement.(a) Implementation. (1) The following
establishments shall meet therequirements of this part by the dateprescribed:
(i) Estabishments that conduct thefollowing categories of processes shallcomply by [insert date 12 months afterpublication of final rule]: Raw, Ground(including mechanically separated(species)); Thermally Processed/Commercially Sterile; and All Other,Shelf Stable, Heat Treated.
(ii) Establishments that conduct thefollowing categories of processes shallcomply by (insert date 18 months afterpublication of final rule): Non-Shelf
Stable, Heat Treated, Not Fully Cooked;and Shelf Stable, Not Heat Treated.
(iii) Establishments that conduct thefollowing categories of processes shallcomply by [insert date 24 months afterpublication of final rule]: Fully Cooked,Non-Shelf Stable; and Non-Shelf Stable,with Secondary Inhibitors.
(iv) Establishments that conduct thefollowing categories of processes shallmeet the requirements of this part by[insert date 30 months after publicationof final rule]: Raw, other; and Slaughter,all livestock.
(v) Small entities that generate lessthan $2.5 million dollars of product peryear shall comply by [insert date 36months after publication of final rule].
(2) Any establishment that obtainsFederal inspection on or after theeffective date(s) for the processcategory(ies) to be conducted shallconduct a Hazard Analysis, and shalldevelop and validate its HACCP plan(s),as set forth in § 326.2(d) of this part,concurrent with the grant of inspection.Process analysis, as set forth in§ 326.4(c), shall commence afterobtaining Federal inspection to assurecompliance with the critical limits ofthe HACCP plan and that the HACCPsystem is functioning as intended.
(3) Any establishment that institutes anew process requiring development of aHACCP plan on or after the applicableeffective date(s) of this regulation shallconduct all activities required forhazard analysis, development, andvalidation of its HACCP plan(s) for theprocess category(ies) as set forth in§ 326.2(d) of this part, beforecommencing production and shallconduct process analyses, as set forth in§ 326.4(b), to assure compliance withthe critical limits of the HACCP planand that the HACCP system isfunctioning as intended.
(4) Commencing with the applicableeffective date(s), the Program shallrefuse new inspection servicesrequested for, or, using the proceduresin § 335.33, suspend inspection servicesfrom establishments or specificprocesses within establishments nothaving HACCP plans.
(b) Verification. The Program shallverify that HACCP plan(s) are effectiveand validated, and otherwise incompliance with this regulation. Suchverification and process validation mayinclude:
(1) Reviewing the HACCP plan,(2) Reviewing the CCP records,(3) Reviewing and determining the
adequacy of corrective actions takenwhen a deviation occurs,
(4) Conducting verification activitiesto determine whether CCP’s are undercontrol,

6843Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
(5) Reviewing the critical limits,(6) Reviewing other records pertaining
to the HACCP plan or system,(7) Random sample collection and
analysis to determine the safety of theproduct, and/or
(8) On-site observations and recordsreview for revalidation of HACCP plans.
(c) Suspension, correction of invalidplans. (1) If the Program finds a HACCPplan to be invalid, inspection service forthe process covered by the HACCP planwill be suspended using the proceduresin § 335.33. The processing facilitiesidentified shall not be used forproduction of meat or meat foodproduct pending completion of thespecified corrective action(s), asprescribed (c)(3) of this section andwritten acknowledgement thereof by thedesignated Program official. Productsproduced by the process prior to thesuspension suspected of beingadulterated shall be retained at theestablishment pending disposition bythe Program, and if such product hasbeen shipped, it shall be subject tovoluntary recall as necessary to protectpublic health.
(2) A HACCP plan may be foundinvalid if:
(i) The HACCP plan does not meet therequirements of this part,
(ii) HACCP records are not beingmaintained as required to validate theplan or verify process control under theplan, or
(iii) A processing failure results inproduction of adulterated product.
(3) Invalid HACCP plans must becorrected by:
(i) Submission to the designatedProgram official of a written, detailedverification by a HACCP-trainedindividual that a modified HACCP planhas been developed in consultation withthat individual and that, as modified,the plan corrects the deficiencies found,and
(ii) In the case of a processingdeficiency resulting in production ofadulterated product, submission to thedesignated Program official of andadherence to a written plan for finishedproduct produced under the modifiedHACCP plan to be tested by an externallaboratory for chemical or microbialcharacteristics, at the establishment’sexpense, as appropriate to demonstratethat the process under the modifiedHACCP plan corrects the identifiedproblem.
(4) If the establishment fails to adhereto the modified HACCP plan and, ifapplicable, the testing plan, resulting ina subsequent suspension of the sameprocess for the same or a relateddeficiency, the designated Programofficial will, upon receipt and before
acknowledgement of any subsequentmodified plan(s) under paragraph (c)(3)of this section, also review theestablishment’s performance under theinspection regulations generally andmake a written recommendation to theAdministrator whether any additionalinspection or enforcement measuresmay be required.
PART 327—IMPORTED PRODUCTS
14. The authority citation for Part 327would continue to read as follows:
Authority: 21 U.S.C. 601–695, 7 CFR 2.17,2.55.
15. Section 327.2 would be amendedby redesignating paragraph (a)(2)(ii)(h)as (a)(2)(ii)(i) and by adding a newparagraph a(2)(ii)(h) to read as follows:
§ 327.2 Eligibility of foreign countries forimportation of products into the UnitedStates.
* * * * *(a) * * *(2) * * *(ii) * * *(h) Development and maintenance of
a Hazard Analysis and Critical ControlPoint (HACCP) system pursuant to part326 of this subchapter in each certifiedestablishment;* * * * *
16. Subpart E of part 335 would beredesignated as subpart F, and a newsubpart E would be added to read asfollows:
Subpart E—Rules Applicable to theSuspension of Inspection for FailureTo Have a Validated HACCP Plan
Authority: 21 U.S.C. 601–695; 7 CFR 2.17,2.55.
§ 335.33 Refusal or suspension ofinspection service for failure to comply withHACCP requirements.
(a) In any situation in which theAdministrator determines that anestablishment which is applying forinspection or receiving inspection underTitle I of the Federal Meat InspectionAct does not have a valid HACCP planas required by § 326.7, he shall refuse toallow said meat or meat food productsto be labeled, marked, stamped, ortagged as ‘‘inspected and passed.’’ TheAdministrator shall notify the applicantor operator of the establishment, orallyor in writing, as promptly ascircumstances permit, of such refusal toinspect and pass the meat or meat foodproducts and the reasons therefor, andthe action which the Administratordeems necessary to have a valid HACCPplan. In the event of oral notification,written confirmation shall be given, aspromptly as circumstances permit, to
the applicant or operator of theestablishment in the manner prescribedin § 1.147(b) of the Uniform Rules ofPractice (7 CFR 1.147(b)).
(b) If any applicant or operator of anestablishment so notified fails to takethe necessary action to have a validHACCP plan within the period specifiedin the notice, the Administrator mayissue a complaint in accordance withthe Uniform Rules of Practice. Effectiveupon service of the complaint,inspection service shall be refused orwithdrawn from such establishmentpending final determination in theproceeding.
PART 381—POULTRY PRODUCTSINSPECTION REGULATIONS
17. The authority citation for Part 381would continue to read as follows:
Authority: 7 U.S.C. 138F; 7 U.S.C. 450; 21U.S.C. 451–470; 7 CFR 2.17, 2.55.
Subpart H—Sanitation
18. Section 381.45 would be revisedto read as follows:
§ 381.45 Minimum standards forsanitation, facilities and operatingprocedures in official establishments.
The provisions of §§ 381.45 through381.61, inclusive, shall apply withrespect to all official establishments.
(a) The establishment shall developand maintain written SanitationStandard Operating Procedures(Sanitation SOP’s) which must beavailable to program employees forverification and monitoring. SanitationSOP’s shall, at a minimum, detail dailysanitation procedures to be conducted,before and during operations, to preventdirect contamination or adulteration ofproduct(s). Sanitation SOP’s must alsoidentify plant officials responsible formonitoring daily sanitation activities,evaluating the effectiveness of SOP’s,and initiating corrective actions whenneeded.
(1) A ‘‘US Rejected’’ tag will beattached to the applicable equipment,utensil, room or compartment if aProgram employee determines that theestablishment has failed to adhere to theSanitation SOP’s specifically requiredby paragraph (a) of this section. Noequipment, utensil, room, orcompartment so tagged shall be useduntil reinspected and found acceptableby a Program employee. Theestablishment shall maintain dailyrecords for a minimum of 6 months.
(2) The establishment owner oroperator shall be responsible for theestablishment’s adherence to the SOP’s,as well as for all sanitary requirementsspecified elsewhere in these regulations.

6844 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
Preoperational procedures prescribed inthe Sanitation SOP’s must be completedbefore the start of operations.
(3) The establishment shall developand maintain a daily record ofcompletion of all sanitation StandardOperating Procedures. Daily records,including any deviations fromregulatory requirements and correctiveactions taken, shall be maintained bythe establishment for a minimum of 6months.
(b) [Reserved]
Subpart I—Operating Procedures
19. Section 381.66 would be amendedby revising paragraph (b) to read asfollows:
§ 381.66 Temperatures and chilling andfreezing procedures.
* * * * *(b) General chilling requirements—(1)
Definitions:Processing authority. A person or
organization having expert knowledgeof food processing procedures, havingaccess to facilities for evaluating thesafety of such procedures, anddesignated by the establishment toperform certain functions as indicatedin this section.
Raw poultry product. Any poultry orpoultry byproduct that has not receivedtreatment, such as cooking, to make itready to eat.
Ready-to-eat process. Any process,such as cooking, applied to a rawpoultry product that effectivelyinactivates infective pathogenic hazardsthat may be in or on the product.
Ready-to-eat product. Any food that issafe for human consumption withoutadditional treatment.
(2) Time and temperaturerequirements.
(i) All poultry and poultry productsthat are slaughtered and eviscerated inthe official establishment shall bechilled immediately after processing toreach surface temperatures of 50 °F(10°C) or below within 1.5 hours and40°F (4.4°C) or below within 24 hoursfrom the time that the carcasses exit theslaughter line, unless such productimmediately enters a ready-to-eatprocess or a hot-boning operation, asprescribed in paragraph (b)(2)(ii) of thissection. Raw product removed from thecarcass on the slaughter line, such asgiblets, shall be placed in a chillerwithin 1 hour of removal from thecarcass.
(ii) Establishments that separate rawpoultry from the bone before cooling thecarcasses (hot-boning) shall cool suchraw poultry until it reaches an internaltemperature of 50°F (10°C) or belowwithin 1.5 hours of initial separation,
except that raw poultry from a hot-boning operation may enter a ready-to-eat process at the establishment within1.5 hours of initial separation.
(iii) Carcasses or raw poultry productsreceived at official establishments shallregister an internal temperature of 40°For below.
(iv) Establishments shall maintain rawpoultry carcasses and products in theirpossession or under their control at atemperature of 40°F or below. Productmay not be released into commerceunless chilled to this temperature.
(v) Establishments may use aprocessing authority to develop timeand temperature limitsmicrobiologically equivalent to thoseprovided in paragraphs 381.66(b)(2)(i)through (b)(2)(iv). Any such time andtemperature alternatives must beincluded in the establishment’s writtenplan, as provided in § 381.66(b)(3) ofthis section.
(3) Temperature monitoring andwritten plans. (i) Establishments shallmonitor the temperature of raw poultryat the control points as set forth in theestablishment’s written plan required byparagraph (b)(3)(iii) of this section.Establishments shall make thetemperature monitoring recordsavailable to Program employees andshall retain records up to 6 months afterthe temperature measurement or untilsuch time as may otherwise be specifiedby the Administrator.
(ii) To demonstrate compliance withthe time and temperature requirementsset forth in this section, establishmentsshall use temperature measuring devicesreadable and accurate to 2°F (0.9°C).
(iii) Establishments shall develop,implement, and place on file a writtenplan for complying with the time andtemperature requirements set forth inthis section. Establishments shall maketheir plans and records, created underthe plans, available to Programemployees upon request. Each planshall identify the establishment’scontrol points, i.e., points designated inthe production process after the chillingprocedure where temperatures aremeasured; monitoring procedures,including frequency within a day’soperation; records; standards for thecontrol points, including cooling rateand holding temperature; correctiveactions, including a system forseparating and identifyingnoncomplying products; and, whenapplicable, the name of the processingauthority.* * * * *
20. Subpart I would be amended byadding a new § 381.69 to read asfollows:
§ 381.69 Treating carcasses to reducebacteria.
(a) General. Raw poultry carcassesshall be treated at least once at anypoint during the slaughter and dressingoperation, but prior to entering thechiller to reduce levels of bacteria oncarcass surfaces.
(b) Treatment methods. Officialestablishments may use any of thefollowing treatment methods to reducebacteria, provided that equipment hasbeen approved under § 381.53, and thatoperation of the method results in fullcompliance with the Act and this part.
(1) Any chlorine compound approvedby the Administrator and administeredto raw, unchilled whole poultrycarcasses or major carcass portions at 20to 50 parts per million (ppm) in theintake water at the final wash. Thechlorinated water must contact allcarcass surfaces. The Administrator willprepare a list containing compoundsapproved for use in officialestablishments. A copy of the list maybe obtained from the Compounds andPackaging Branch, Product AssessmentDivision, Regulatory Programs, FoodSafety and Inspection Service, U.S.Department of Agriculture, Washington,DC 20250–3700.
(2) Hot water applied such that thetemperature of the water at the carcasssurface is ≥165°F (≥74°C) for ≥10seconds. The hot water must contact allcarcass surfaces.
(3) Any antimicrobial compoundlisted in the table in § 381.147(f)(4) andpermitted for use on poultry productsmay be used under the conditionsspecified therein. The antimicrobialcompound must be administered so thatit contacts all carcass surfaces.
(4) Any antimicrobial compoundapproved for use in poultry or poultryproducts as a food additive orprocessing aid by the Food and DrugAdministration and listed in title 21 ofthe Code of Federal Regulations, parts73, 74, 81, 172, 173, 182, or 184 may beused, provided the owner or operatorhas received approval for such use fromthe Administrator in accordance with§ 381.147(f)(2) of this part. Any suchantimicrobial compound must beadministered so that it contacts allcarcass surfaces.
(5) If the application or use of anantimicrobial treatment is determinedby the Inspector in Charge to notconform to approved parameters, theestablishment shall make necessaryadjustments within 15 minutes. Ifadjustments are not made within 15minutes, the establishment shallsuspend the treatment and shall notprocess carcasses until appropriateadjustments are made. If a second

6845Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
antimicrobial treatment is in place andfunctioning properly, the use of thenonconforming antimicrobial treatmentmay be discontinued and processing ofcarcasses may continue. Product nottreated in conformance with approvedparameters shall be retained fordisposition by the Inspector in Charge.
(c) Exemptions for exported product.Product designated for export only to acountry which will not accept productexposed to the antimicrobial treatmentinstalled in the establishment will beexempted by the inspection programfrom the requirement for antimicrobialtreatment if the product is properlyidentified, segregated, and labeled.
Subpart K—Post Mortem Inspection:Disposition of Carcasses and Parts
21. In § 381.76, Table 1—Definitionsof Nonconformances, would beamended in paragraph A–1 by removingthe word ‘‘feces’’, by amendingparagraph A–2 to remove the end noteregarding feces, and by removingparagraph A–8, ‘‘Feces ≥1⁄8’’, andrenumbering paragraphs A–9 throughA–20 as A–8 through A–19.
22. Section 381.79 would be amendedby revising the heading, redesignatingthe existing text as paragraph (a), andadding a new paragraph (b) to read asfollows:
§ 381.79 Passing of carcasses; microbialtesting.
(a) * * *(b) Microbial Testing—(1) General.(i) Incidental sampling. In the event of
an outbreak of foodborne disease orother evidence of a threat to publichealth attributable to a poultry orpoultry food product, the Administratorwill conduct a sampling and testingprogram as may be required. Poultry atofficial establishments may be includedin such a sampling and testing program.Procedures and protocols will vary,depending on the pathogen of concernand other circumstances.
(ii) Routine sampling.(A) All establishments that have
slaughter operations or produce raw,ground poultry are required to collect aminimum of one sample for testing eachday from each slaughter class and/or
species of ground poultry. The samplewill be tested for Salmonella species.The results of the analysis will beprovided to FSIS, as well as to theestablishment. The results of theanalysis will be entered by theestablishment in a moving sumverification chart or table for review byProgram employees.
(B) FSIS will require producers toevaluate and improve their processcontrols when their performance, asindicated by the number of positivesamples over a specified time, exceedsestablished Acceptable Limits.
(C) Establishments that have adopteda Hazard Analysis and Critical ControlPoint system documenting that productbeing produced meets or exceeds theestablished targets for pathogenreduction may, upon approval by theAdministrator, continue their currentoperating procedure in lieu of theproposed testing verification program,set forth in paragraph (b)(1)(ii)(C) of thissection.
(2) Sample collection. (i) Eachestablishment will prepare writtenprocedures outlining specimencollection. Procedures will addresslocation(s) of sampling, how samplingrandomness is achieved, and handlingof the sample to ensure sample integrity.The written procedure will be madeavailable to Program employees forverification that it is being followed.
(ii) The establishment will designatean employee or agent to collect thespecimen, as follows:
(A) Whole birds will be collected atthe end of the chilling process, after thedrip line, and rinsed in an amount ofbuffer appropriate for the type of birdsampled.
(B) Samples from raw ground poultrywill be taken prior to packaging.Samples will be 1/2 pound (0.4 kg).
(3) Analysis. (i) An establishment maytest the specimens in its own laboratoryor in a commercial/contract laboratory.However, the laboratory which isselected must demonstrate experiencein testing poultry for Salmonella spp.Either an internal or external qualityassurance/quality control (QA/QC)program with check sample analysis isrequired. QA/QC records must be
available to FSIS employees and FSISreserves the right to send official checksamples to the laboratory to verifylaboratory capabilities.
(ii) The method used for analyzing asample for Salmonella must be one ofthe following:
(A) The method published by FSIS inthe current edition of the MicrobiologyLaboratory Guidebook. A copy of thismethod may be obtained from theMicrobiology Division, Science andTechnology, Food Safety and InspectionService, Washington, DC 20250.
(B) Any method for Salmonellaspecies recognized by the Association ofOfficial Analytical Chemists or otherrecognized scientific body that may beapproved by the Administrator for thispurpose. The analytic method usedmust be accepted by this third partyauthority as being at least as sensitive asthe method used by FSIS for officialsamples.
(4) Reports and recordkeeping. (i) Thedesignated laboratory or establishmentemployee will record the test resultsand supply them on a daily basis to theestablishment. The establishment willprovide the results, at least weekly, toProgram employees. The results may beelectronically transmitted.
(ii) The establishment will beresponsible for entering the results intoa moving sum verification chart or table.The verification chart or table will bemaintained by the establishment foreach type of production (slaughter classand/or species of comminuted product).This chart or table will consist of amoving sum of results (i.e., a movingcount of positives) that is updated witheach new result. The moving sumprocedure is determined by width ofwindow (n) in terms of number of days’results to include, and maximumacceptable number of positives duringthat time frame.
(A) An example of a moving sumprocess control chart with thecorresponding decision about processacceptability is given below. In theexample, the window is 8 days (n=8),and the maximum number of positivespermitted in that window is 3 (AL=3):
Day No. Testresult
Movingsum Comparison to AL Days in-
cluded
1 ....................................................................................... 0 0 Meets ............................................................................... 1.2 ....................................................................................... 0 0 Meets ............................................................................... 1, 2.3 ....................................................................................... 0 0 Meets ............................................................................... 1 to 3.4 ....................................................................................... 1 1 Meets ............................................................................... 1 to 4.5 ....................................................................................... 0 1 Meets ............................................................................... 1 to 5.6 ....................................................................................... 0 1 Meets ............................................................................... 1 to 6.7 ....................................................................................... 1 2 Meets ............................................................................... 1 to 7.8 ....................................................................................... 0 2 Meets ............................................................................... 1 to 8.9 ....................................................................................... 0 2 Meets ............................................................................... 2 to 9.

6846 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
Day No. Testresult
Movingsum Comparison to AL Days in-
cluded
10 ..................................................................................... 0 2 Meets ............................................................................... 3 to 10.11 ..................................................................................... 0 2 Meets ............................................................................... 4 to 11.12 ..................................................................................... 0 1 Meets ............................................................................... 5 to 12.13 ..................................................................................... 0 1 Meets ............................................................................... 6 to 13.14 ..................................................................................... 0 1 Meets ............................................................................... 7 to 14.15 ..................................................................................... 0 0 Meets ............................................................................... 8 to 15.
Note: Thus, the moving sum value for day 10 is the sum of the results in the 8 day window ending that day; it can be calculated simply bycounting the number of 1’s in the daily result column on days 3 through 10.
(B) The following chart specifies theinitial values of width of windows (n)and Acceptable Limits (AL) for eachproduct class:
Commodity
Moving sum rules
Target(percentpositivefor Sal-
monella)
Windowsize (n)in days
Accept-ablelimit(AL)
Broilers ........ 25 16 5Turkeys ....... 15 15 3Raw Ground
Poultry ..... ............. ............. .............
(5) Corrective action. (i)Establishments not meeting AcceptableLimits will be presumed to have processcontrol deficiencies. In such instances,a complete review by the establishmentof the production process is required. Awritten report of the evaluation,including the reason for process failureand proposed corrective actions, will besubmitted to the Inspector in Chargewithin 14 days from the day the processexceeded the limits. This report shall beupdated on a weekly basis until themoving sum procedure indicates theprocess is in control.
(ii) During the time the results fail tomeet the Acceptable Limits, samplingshould be conducted at a rate of twospecimens or more. The sampling ratewill return to normal when theestablishment meets Acceptable Limits,indicating the process is in control.
Subpart Q—Records, Registration, andReports
23. Section 381.175 would beamended by adding new paragraphs (b)(6), (7), (8) and (9) to read as follows:
§ 381.175 Records required to be kept.
* * * * *(b) * * *(6) Written Sanitation Standard
Operating Procedures, and dailyrecords, as prescribed in § 381.45 of thispart.
(7) Temperature control plans andrecords, as required by § 381.66 of thissubpart.
(8) Written protocol for sampling rawproduct for pathogen testing, as requiredby § 381.79 of this subpart.
(9) HACCP plans and records, asrequired by subpart Z of this part.
24. Section 381.177 would beamended by adding new paragraphs (c),(d) and (e) to read as follows:
§ 381.177 Record retention period.* * * * *
(c) Standard Operating Procedures(SOP) for sanitation shall be retained asrequired in § 381.45 of this subchapter.
(d) Temperature monitoring plan andrecords shall be retained as required in§ 381.66 of this subchapter.
(e) Records of HACCP plans andsystems, as required by subpart Z of thispart, shall be retained as required in§ 381.606(d).
25. Section 381.180 would beamended by revising paragraph (a) toread as follows:
§ 381.180 Information and reports requiredfrom official establishment operators.
(a) The operator of each officialestablishment shall furnish to Programemployees accurate information as to allmatters needed by them for making theirdaily reports of the amount of productsprepared or handled in the departmentsof the establishment to which they areassigned and such reports concerningsanitation, antimicrobial treatments,mandatory microbiological testing, andother aspects of the operations of theestablishment, and the conduct ofinspection thereat as may be required bythe Administrator in special cases.* * * * *
Subpart S—Transportation;Exportation; Sale of Poultry or PoultryProducts
26. Subpart S would be amended byadding a new § 381.188 to read asfollows:
§ 381.188 Shipment of raw poultry andpoultry products.
(a) Poultry carcasses and poultryproducts, as defined in § 381.66 of thispart, shall have an internal temperatureof 40°F or below when loaded onvehicles for shipping. Such products
that are shipped from an officialestablishment to another officialestablishment shall arrive at thereceiving establishment at an internaltemperature of 40°F or below.
(b) The date and time of shipment ofcarcasses and raw poultry products froman official establishment to anotherofficial establishment shall be recordedon the waybill, running slip,conductor’s card, shipper’s certificate,or any other such papers accompanyinga shipment.
Subpart T—Imported Poultry Products
27. Section 381.196 would beamended by redesignating paragraph(a)(2)(ii)(h) as paragraph (a)(2)(ii)(i) andby adding a new paragraph (a)(2)(ii)(h)to read as follows:
§ 381.196 Eligibility of foreign countriesfor importation of poultry products into theUnited States.
(a) * * *(b) * * *(ii) * * *(h) Development and maintenance of
a Hazard Analysis and Critical ControlPoint (HACCP) system pursuant tosubpart Z of this part in each certifiedestablishment; and* * * * *
Subpart W—Rules of PracticeGoverning Proceedings Under thePoultry Products Inspection Act
28. Subpart W would be amended byadding a new undesignated centerheading and a new § 381.237 to read asfollows:
Rules Applicable to the Suspension ofInspection for Failure To Have aValidated HACCP Plan
§ 381.237 Refusal or suspension ofinspection service under the PPIA forfailure to comply with HACCP requirements.
(a) In any situation in which theAdministrator determines that anestablishment which is applying forinspection or receives inspection underthe Poultry Products Inspection Actdoes not have a valid HACCP plan asrequired by § 381.607, he shall refuse torender inspection at the establishment.

6847Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
The Administrator shall notify theapplicant or operator of theestablishment, orally or in writing, aspromptly as circumstances permit, ofsuch refusal and the reasons therefor,and the action which the Administratordeems necessary to have valid HACCPplan. In the event of oral notification,written confirmation shall be given, aspromptly as circumstances permit, tothe applicant or operator of theestablishment in the manner prescribedin § 1.147(b) of the Uniform Rules ofPractice (7 CFR 1.147(b)).
(b) If any applicant or operator of anestablishment so notified fails to takethe necessary action to have a validHACCP plan within the period specifiedin the notice, the Administrator mayissue a complaint in accordance withthe Uniform Rules of Practice. Effectiveupon service of the complaint,inspection service shall be refused orwithdrawn from such establishmentpending final determination in theproceeding.
30. A new subpart Z would be addedto read as follows:
Subpart Z—Hazard Analysis and CriticalControl Points (HACCP) System
Sec.381.601 Definitions.381.602 Development of HACCP plan.381.603 HACCP principles.381.604 Implementation of the HACCP
plan.381.605 Operation of HACCP system.381.606 Record review and maintenance.381.607 Enforcement.
§ 381.601 Definitions.For purposes of this subpart, the
following definitions shall apply:Corrective action. Procedures to be
followed when a deviation occurs.Criterion. A requirement on which a
judgment or decision can be based.Critical control point (CCP). A point,
step, or procedure at which control canbe applied and a food safety hazard canbe prevented, eliminated, or reduced toacceptable levels.
Critical control point (CCP) failure.Inadequate control at a CCP resulting inan unacceptable risk of a hazard.
Critical limit. A criterion that must bemet for each preventive measureassociated with a CCP.
Deviation. Failure to meet a criticallimit.
HACCP. A hazard analysis andcritical control point (HACCP) systemthat identifies specific hazards andpreventive measures for their control toensure the safety of food.
HACCP plan. The written documentwhich is based upon the principles ofHACCP and which delineates theprocedures to be followed to assure the
control of a specific process orprocedure.
HACCP-trained individual. A personwho has successfully completed arecognized HACCP course in theapplication of HACCP principles topoultry processing operations, and whois employed by the establishment. AHACCP-trained individual must havesufficient experience and training in thetechnical aspects of food processing andthe principles of HACCP to determinewhether a specific HACCP plan isappropriate to the process in question.
HACCP system. The result of theimplementation of the HACCP plan.
Hazard. A biological, chemical, orphysical property that may cause a foodto be unsafe for consumption.
Hazard Analysis. The identification ofany biological, chemical, or physicalproperties in raw materials andprocessing steps and an assessment oftheir likely occurrence and seriousnessto cause the food to be unsafe forconsumption.
Monitor. To conduct a plannedsequence of observations ormeasurements to assess whether a CCPis under control and to produce anaccurate record for future use inverification.
Preventive measures. Physical,chemical, or other factors that can beused to control an identified healthhazard.
Process. A procedure consisting ofany number of separate, distinct, andordered operations that are directlyunder the control of the establishmentemployed in the manufacture of aspecific product, or a group of two ormore products wherein all CCP’s areidentical, except that optionaloperations or CCP’s, such as packaging,may be applied to one or more of thoseproducts within the group.
Product. Any carcass, poultry, poultrybyproduct, or poultry food productcapable of use as human food.
Recognized HACCP course. A HACCPcourse available to meat and poultryindustry employees which satisfies thefollowing: consists of at least 3 days, 1day devoted to understanding the sevenprinciples of HACCP, 1 day devoted toapplying these concepts to this andother regulatory requirements of FSIS,and 1 day devoted to development of aHACCP plan for a specified process.
Responsible establishment official.The management official located on-siteat the establishment who is responsiblefor the establishment’s compliance withthis part.
Validation. An analysis of verificationprocedures, HACCP plan components,and an evaluation of records associatedwith the HACCP system to determine its
efficacy for the production of safe andwholesome product for which theprocess was designed.
Verification. The use of methods,procedures, or tests in addition to thoseused in monitoring to determine if theHACCP system is in compliance withthe HACCP plan and/or whether theHACCP plan needs modification andrevalidation.
§ 381.602 Development of HACCP plan.(a) Every official establishment shall
develop, implement, and operate aHACCP plan, as set forth in paragraph(c) of this section, for each process listedbelow conducted by the establishment.
Categories of Processes for HACCP:01 Raw-Ground02 Raw Other—Inclusive03 Thermally Processed/Commercially
Sterile04 All Other Shelf Stable, Not Heat Treated05 Fully Cooked—Not Shelf Stable06 All Other Shelf Stable, Heat Treated07 All Non-Shelf Stable, Heat Treated, Not
Fully Cooked08 Non-Shelf Stable, w/Secondary
Inhibitors09 Slaughter—All Poultry Kind
(b) At a minimum, the HACCP plan(s)shall be developed with the assistanceof a HACCP-trained individualemployed by the establishment, whosename and resume is on file at theestablishment, and who isknowledgeable of each processconducted by the establishment. Theperson(s) developing the plan shall beknowledgeable of HACCP and theassociated recordkeeping procedures,and shall be capable of: identifying thehazards of the establishment’s processand of understanding the source of suchhazards; establishing relevant CCP’sthroughout the process; and developingappropriate critical limits, monitoringprocedures, corrective actionprocedures, verification procedures andtheir frequency, and operatingprocedures to implement the HACCPplan.
(c) Prior to the initiation of the HazardAnalysis phase of HACCP plandevelopment, each establishment shallhave on file a copy of its procedures formaintaining adherence to recommendedStandard Operating Procedures forsanitation as set forth in § 381.45.
(d) The development of the HACCPplan shall consist of two stages: aHazard Analysis, as provided underPrinciple 1 in § 381.603(a); and thedevelopment of the remainder of theHACCP plan for each specific process asdefined in § 381.602(a), includingactivities to ensure that the HACCPplan, as developed, is valid. These stepsshall be completed over a period not to

6848 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
exceed 6 months prior to the phase-indate of the process category, asprescribed in § 381.607, or uponapplication for the grant of inspection,or when a new process is intended forimplementation.
(1) The HACCP plan should be in aformat that is similar to the NationalAdvisory Committee on MicrobiologicalCriteria for Foods and FSIS genericmodels to ensure that both theestablishment and program employeescan readily identify the requirements in§§ 381.602(c) and 381.603.
(2) Each HACCP principle, asprescribed in § 381.603 must beincluded in the HACCP plan.
§ 381.603 HACCP principles.
The following principles andassociated components shall beincluded in each HACCP plan:
(a) Principle No. 1. A hazard analysisshall be conducted to identify biological(including microbiological), chemical,and/or physical properties of rawmaterials and processing steps that maycause a product or products to be unsafefor consumption. A list of steps in theprocess where potentially significanthazards may occur and the preventivemeasures to be taken shall be prepared.Hazard analysis should take intoconsideration factors such as:ingredients; physical characteristics andcomposition; processing procedures;microbial content of the product orproducts; facility and equipment design;packaging; sanitation; conditions ofstorage between packaging and the enduser; intended use; and intendedconsumer. All identified hazardsassociated with each step in the processmust be listed and its significant riskand severity evaluated. The preventivemeasures to control identified hazardsmust be listed. The steps in applicationof this principle shall, at a minimum,include:
(1) A flow chart describing the stepsof each process and product flow in theestablishment; and
(2) Identification of the intended useand consumers of the product basedupon normal use by the general publicor a particular segment of thepopulation.
(b) Principle No. 2. Identify the CCP’sin the process using a decision tree andthe information derived from§ 381.603(a). CCP’s shall be identifiedfor purposes of product safety only.They must include physical, chemical,and biological (includingmicrobiological and residue) hazards;must encompass the health and safetyprocess control points required by FSISregulations, or their equivalents; and
must be specified for each identifiedhazard.
(c) Principle No. 3. Establish specificcritical limits for preventive measuresassociated with each identified CCP.Critical limits which are a part of otherportions of relevant regulations must beincluded.
(1) All critical limits shall meet orexceed any requirement set forth in thispart pertaining to a specific process andwhich are currently a part of FSISregulations or other FSIS requirements.
(2) The responsible establishmentofficial shall ensure that the criticallimits are sufficient to control theidentified hazards through a validationprocess consisting of verification andmonitoring activities.
(d) Principle No. 4. Establish CCPmonitoring requirements. Establishspecific procedures for using the resultsof CCP monitoring to adjust andmaintain process control.
(1) The responsible establishmentofficial shall ensure that establishmentemployees are assigned to monitor eachCCP effectively, as determined byHazard Analysis.
(2) When monitoring is not possibleon a continuous basis, the monitoringinterval established shall reliablyindicate that the hazard can becontrolled as demonstrated by processvalidation performed during the HazardAnalysis and plan development.
(3) All records and documentsassociated with CCP monitoring shall bedated and signed or initialed by theperson(s) conducting the monitoring.
(e) Principle No. 5. Establishcorrective action(s) to be taken whenmonitoring indicates that there is adeviation from an established criticallimit.
(1) The corrective actions shalldescribe the step(s) taken to identify andcorrect the cause of noncompliance toassure that the CCP is under control,ensure that no safety hazards exist afterthese actions, and define measures toprevent recurrence.
(2) Corrective actions shall include adetermination of the effect of thedeviation(s) on product safety; hownoncompliant product will be handled,including segregation and holdingprocedures; a definition of lot size;whether the deviation indicates amodification or revision of the HACCPplan is required; and time frames formodification or revision of the HACCPplan.
(f) Principle No. 6. Establish effectiverecordkeeping and systematic reviewprocedures that document the HACCPsystem. The required records arespecified in § 381.606.
(g) Principle No. 7. Establishprocedures for verification by a HACCP-trained individual that the HACCPsystem is functioning effectively toensure product safety and processcontrol. This is the plan validationprocess and therefore includes methods,procedures, or tests in addition to thoseused for monitoring. Such validationshall ensure:
(1) The adequacy of the critical limitsat each CCP;
(2) The continuing effectiveness of theestablishment’s HACCP plan andsystem, including taking into accountchanges in production volumes,procedures, personnel, and product use;
(3) The accuracy of the HACCP planthrough the completion of all sevenprinciples and their associated actionsincluding revalidation wheneversignificant product, process, deviations,or packaging changes requiremodification of the plan; and
(4) The evaluation of product safety insituations where the establishmentidentifies deviations from critical limits,all steps taken in response to adeviation, and the adequacy of thecorrective response.
§ 381.604 Implementation of the HACCPplan.
(a) Upon completion of the HazardAnalysis and development of theHACCP plan, a responsibleestablishment official shall review andapprove the written plan by signing it.
(b) Upon completion of the HazardAnalysis and development of theHACCP plan, the establishment shallconduct activities designed to determinethat the HACCP plan is functioning asintended, ensuring the adequacy of theCCP’s, critical limits, monitoring andrecordkeeping procedures, andcorrective actions. During this initialHACCP plan validation period, theestablishment shall conduct repeatedverifications and meet frequently withProgram employees to assure theHACCP system is functioning asintended, which shall include a reviewof the records generated by the HACCPsystem.
(c) When an ingredient change,product reformulation, manufacturingprocess or procedure modification,equipment change, or any other suchchange requires modifications to theestablishment’s HACCP plan, theresponsible establishment official, inconsultation with a HACCP-trainedindividual employed by theestablishment, shall ensure that theHACCP plan is modified to reflect suchchanges. The development of themodified HACCP plan shall be

6849Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
conducted in accordance with§§ 381.602 and 381.603.
§ 381.605 Operation of HACCP system.(a) The establishment’s HACCP
system, as set forth in theestablishment’s HACCP plan, shall beoperated with the advice and guidanceof a HACCP-trained individual asdefined in § 381.601(i).
(b) The responsible establishmentofficial shall be held responsible for theoperation of the HACCP system toensure compliance with the Act andregulations thereunder. In all respects,however, the Administrator shallcontinue to provide the Federalinspection necessary to carry out theprovisions of the Act.
§ 381.606 Record review and maintenance.(a) Each entry on a record maintained
under the HACCP plan shall be made atthe time the specific event occurs andinclude the time recorded, and therecord shall be signed or initialed by theestablishment employee making theentry. Prior to shipping productproduced under each process, theestablishment shall review, on adefined, systematic basis, all processingand production records associated withthe HACCP plan to ensurecompleteness, to determine whether allcritical limits were met and, ifappropriate, corrective action(s) weretaken, including proper disposition ofproduct. This review shall beconducted, dated, and signed by anindividual who did not produce therecord(s), preferably by the HACCP-trained individual, or the responsibleestablishment official.
(b) The following records supportingthe establishment’s HACCP plan shallbe maintained:
(1) The written HACCP planincluding all portions of the HazardAnalysis as prescribed in this subpart;
(2) Records associated with themonitoring of CCP’s, which include therecording of actual times, temperatures,or other quantifiable values, asprescribed in the establishment’sHACCP plan; corrective actions,including all actions taken in responseto a deviation; verification proceduresand results; product code(s) identity, orslaughter production lot; and date therecord was made; and
(3) Records associated withsupporting documentation for theHazard Analysis, development of theselected CCP’s, critical limits, frequencyof monitoring and verificationprocedures, and corrective actionstaken.
(c) All such records shall be madeavailable to any Program employee
upon request. Documents associatedwith a deviation from a critical limitshall be brought to the attention of theappropriate Program employeepromptly.
(d) All records shall be retained at theestablishment at all times, except thatrecords for monitoring CCP’s, correctiveactions, and verification proceduresshall be retained at the establishment forno less than 1 year, and for anadditional 2 years at the establishmentor other location from which the recordscan be made available to Programemployees.
§ 381.607 Enforcement.(a) Implementation. (1) The following
establishments shall meet therequirements of this subpart by the dateprescribed:
(i) Establishments that conduct thefollowing categories of processes shallcomply by [insert date 12 months afterpublication of final rule]: Raw, Ground(including mechanically separatedpoultry); Thermally Processed/Commercially Sterile; and All Other,Shelf Stable, Heat Treated.
(ii) Establishments that conduct thefollowing categories of processes shallcomply by [insert date 18 months afterpublication of final rule]: Non-ShelfStable, Heat Treated, Not Fully Cooked;and Shelf Stable, Not Heat Treated.
(iii) Establishments that conduct thefollowing categories of processes shallcomply by [insert date 24 months afterpublication of final rule]: Fully Cooked,Non-Shelf Stable; and Non-Shelf Stablewith Secondary Inhibitors.
(iv) Establishments that have thefollowing categories of processes shallmeet the requirements of this part by[insert date 30 months after publicationof final rule]: Raw, Other; and Slaughter,All Poultry Kind.
(v) Small entities that generate lessthan $2.5 million dollars of product peryear shall comply by [insert date 36months after publication of final rule].
(2) Any establishment that obtainsFederal inspection on or after theeffective date(s) for the processcategory(ies) to be conducted shallconduct a Hazard Analysis, and shalldevelop and validate its HACCP plan(s),as set forth in § 381.602(d) of thissubpart, concurrent with the grant ofinspection. Process analysis, as set forthin § 381.604(c), shall commence afterobtaining Federal inspection to assurecompliance with the critical limits ofthe HACCP plan and that the HACCPsystem is functioning as intended.
(3) Any establishment that institutes anew process requiring development of aHACCP plan on or after the applicableeffective date(s) of this regulation shall
conduct all activities required forhazard analysis, development, andvalidation of its HACCP plan(s) for theprocess category(ies), as set forth in§ 381.602(d) of this subpart, beforecommencing production and shallconduct process analyses, as set forth in§ 381.604(b), to assure compliance withthe critical limits of the HACCP planand that the HACCP system isfunctioning as intended.
(4) Commencing with the applicableeffective date(s), the Program shallrefuse new inspection servicesrequested for, or, using the proceduresin § 381.237, suspend inspectionservices from establishments or specificprocesses within establishments nothaving HACCP plans.
(b) Verification. The Program shallverify that HACCP plan(s) are effectiveand validated, and otherwise incompliance with this regulation. Suchverification and process validation mayinclude:
(1) Reviewing the HACCP plan,(2) Reviewing the CCP records,(3) Reviewing and determining the
adequacy of corrective actions takenwhen a deviation occurs,
(4) Conducting verification activitiesto determine whether CCP’s are undercontrol,
(5) Reviewing the critical limits,(6) Reviewing other records pertaining
to the HACCP plan or system,(7) Random sample collection and
analysis to determine the safety of theproduct, and/or
(8) On-site observations and recordsreview for revalidation of HACCP plans.
(c) Suspension, correction of invalidplans. (1) If the Program finds a HACCPplan to be invalid, inspection service forthe process covered by the HACCP planwill be suspended using the proceduresin § 381.237. The processing facilitiesidentified shall not be used forproduction of poultry product pendingcompletion of the specified correctiveaction(s), as prescribed in paragraph(c)(3) of this section, and writtenacknowledgement thereof by thedesignated Program official. Productproduced by that process prior to thesuspension suspected of beingadulterated shall be retained at theestablishment pending disposition bythe Program, and if such product hasbeen shipped, it shall be subject tovoluntary recall as necessary to protectpublic health.
(2) A HACCP plan may be foundinvalid if:
(i) The HACCP plan does not meet therequirements of this subpart,
(ii) HACCP records are not beingmaintained as required to validate the

6850 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
plan or verify process control under theplan, or
(iii) A processing failure results inproduction of adulterated product.
(3) Invalid HACCP plans must becorrected by:
(i) Submission to the designatedprogram official of a written, detailedverification by a HACCP-trainedindividual that a modified HACCP planhas been developed in consultation withthat individual and that as modified theplan corrects the deficiencies found,and
(ii) In the case of a processingdeficiency resulting in production ofadulterated product, submission to thedesignated Program official of andadherence to a written plan for finishedproduct produced under the modifiedHACCP plan to be tested by an externallaboratory for chemical or microbialcharacteristics, at the establishment’sexpense, as appropriate to demonstratethat the process under the modifiedHACCP plan corrects the identifiedproblem.
(4) If the establishment fails to adhereto the modified HACCP plan and, ifapplicable, the testing plan, resulting ina subsequent suspension of the sameprocess for the same or a relateddeficiency, the designated Programofficial will, upon receipt and beforeacknowledgement of any subsequentmodified plan(s) under paragraph (c)(3)of this section, also review theestablishment’s performance under theinspection regulations generally andmake a written recommendation to theAdministrator as to whether anyadditional inspection or enforcementmeasures may be required.
(5) If the Administrator findsdeliberate falsification of HACCPrecords, the Administrator will issue acomplaint for withdrawal of inspectionservices from the establishment and willrefer the case to the Department ofJustice for criminal prosecution.
Done at Washington, DC, on January 25,1995.Michael R. Taylor,Acting Under Secretary for Food Safety.
Note: The following Appendix will notappear in the Code of Federal Regulations.
Appendix—Generic HACCP for RawBeef
National Advisory Committee onMicrobiological Criteria for Foods
Adopted June 17, 1993
Table of Contents
I. IntroductionII. Epidemiology of Foodborne Illness
Associated with Raw BeefIII. Microbiological Profile of Raw Beef
IV. Hazard AnalysisV. Generic HACCP
A. Farm Management PracticesB. Slaughter OperationsC. Distribution, Retailing, and Preparation
VI. Role of Regulators and Industry inHACCP-based Beef Processing
VII. New Technologies and ProceduresVIII. Research NeedsIX. Attachments
A. General Sanitation Guidelines for RawBeef Slaughter and FabricationOperations.
B. General Guidelines for the Handling ofRaw Beef Products in Retail Food Storesand Food Service Establishments.
C. General Guidelines for the Handling ofRaw Beef Products by Consumers.
D. Control Points and Critical ControlPoints for Beef Slaughter and FabricationOperations.
I. IntroductionThe following generic Hazard
Analysis Critical Control Point (HACCP)plan for beef slaughter and processingfocuses on the slaughter and processingportions of the total ‘‘farm toconsumption’’ scope of a completeHACCP program. The Committeerealizes that animal productionpractices can play a significant role incontrolling microorganisms of foodsafety concern. An overview of keyattributes of live animal managementthat significantly impact introduction orcontrol of foodborne pathogens inrelation to the ultimate microbiologicalsafety of raw beef products is includedin Section V.A. Likewise, specificpractices and procedures are required toensure the microbiological integrity ofbeef products while they are indistribution networks and duringretailing. Improper handling of productsduring processing, distribution, in foodservice establishments or in the home,can result in the introduction, survival,or growth of pathogenicmicroorganisms. A lack of adequatecontrols throughout the complex foodchain will increase the risk of foodbornedisease. This portion of the total HACCPprogram is introduced in Section V.C,and will be additionally discussed in amore general document that will bedeveloped to identify critical factorsthat must be controlled to ensure thesafe distribution and marketing of meatand poultry products.
The generic HACCP plan reviews theprocessing steps of slaughter operations.The goal of HACCP for slaughteroperations is to prevent, eliminate, orreduce both the incidence and levels ofmicroorganisms pathogenic for humans.While beef slaughter operations do notinclude a lethal treatment (e.g., thermalprocess) that ensures elimination ofpathogenic microorganisms, a numberof the processing steps can be controlled
to minimize microbiological hazards.The overall objective of the HACCPprogram is to ensure that processing isconducted in a manner that enhancesthe microbiological safety of theproduct. This is achieved through theeffective management of key operationsthat can be used to realistically preventor control the introduction or growth ofpathogens.
Integral to HACCP systems isadherence to the general practicescommon to all well controlled foodproduction facilities such as adequatesanitation, good manufacturingpractices (GMPs), effective equipment/facility design, and maintenance(ICMSF, 1988; Druce, 1988). Aknowledgeable, well trained workforceis essential in carrying out thesepractices. Important GMPs related tobeef slaughter operations are outlined inATTACHMENT A.
Several new technologies for beefslaughtering are in various stages ofdevelopment, testing, andimplementation. New technologies thatare likely to become operational in thenear future are included in the genericHACCP plan. A summary that discusseseach of the new technologies and theanticipated benefits of implementationis included (Section VII). Areas whereadditional research is required are alsodiscussed (Section VIII). Academic,government, and industry researchersshould be encouraged to address theseand related areas that provide newknowledge and technologies forenhancing the microbiological safety ofbeef products.
The generic plan provides generalguidance for developing plant-specificplans. Such individualized HACCPplans for specific products and facilitiesshould be developed and implementedby manufacturers as the optimal meansfor food safety management (NACMCF,1992). HACCP is also recommended foruse as a tool for inspection operations.The food processor has theresponsibility for developing andimplementing well-defined HACCPplans. The role of the regulatory agencyis to verify that the processor’s HACCPplans are effective and being followed.The USDA inspector should use theHACCP plan for monitoring andconducting verification as necessary. Adiscussion of the role of regulatoryagencies and industry is included inSection VI.
In addition, a generic documentwhich outlines the specific roles of theregulatory agencies and industry inHACCP has been prepared by a separateWorking Group of the Committee.
The Committee recommends theadoption of HACCP principles to reduce
6851Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
the risk of contamination by pathogenicmicroorganisms. In accordance with theNACMCF focus on safety (NACMCF,1992), the current plan specificallyaddresses microbiological safety.However, it is worth noting that theincreased process/product controlachieved through the adoption ofHACCP is also likely to enhance themicrobiological quality of raw beefproducts. Full implementation is criticalfor HACCP plans to be successful.Management’s commitment to theHACCP concept is imperative forsuccessful implementation. TheCommittee recommends that HACCPplans include consideration of specificmechanisms for facilitatingcommunication among all levels ofplant operations and management.
References1. Druce, E. 1988. Ensuring the compliance
of food manufacture with the design ofthe food. Food Sci. Technol. Today2(1):58–59.
2. ICMSF (International Commission onMicrobiological Specification for Foods).1988 ‘‘Microorganisms in Foods 4.Application of the Hazard AnalysisCritical Control Point (HACCP) Systemto Ensure Microbiological Safety andQuality.’’ Blackwell Scientific Pub.London.
3. NACMCF (National Advisory Committeeon Microbiological Criteria for Foods).1992. Hazard analysis and criticalcontrol point system. Int. J. FoodMicrobiol. 16:1–23.
II. Epidemiology of Foodborne IllnessAssociated With Raw Beef
A. IntroductionFoodborne disease is an important
cause of morbidity in the United Statesand throughout the world (Archer andKvenberg, 1985; Cliver, 1987).Surveillance of foodborne diseases andprospective studies have identifiedfoods of animal origin as importantvehicles for microorganisms causinghuman illness (Todd, 1983, 1989; Beanand Griffin, 1990). The live animal isexposed to a variety of potential sourcesof microorganisms (e.g., soil, water,feeds, air, other animals, etc.), and oftenacquires pathogenic microorganismsinitially as a result of exposure ‘‘on thefarm’’ or during transport (Galton, et al.,1954; Ayers, 1955; Linton, et al., 1974;Martin and Smith, 1984; Clegg, et al.,1986; Grau, 1987; Linton and Hinton,1987). In healthy animals,microorganisms are confined primarilyto the gastrointestinal tract and exteriorsurfaces (hooves, hide, hair). Duringslaughtering and dressing, the surface ofthe carcass and subsequent cuts of meatmay become contaminated with thesemicroorganisms (Ayers, 1955; Mackey
and Derrick, 1979; Smeltzer, 1984;Chandran, et al., 1986; Grau, 1987;Dixon, et al. 1991). Foods of animalorigin may also be contaminated bymicroorganisms persisting in theprocessing environment, or as a result ofcontact with food handling personnel orequipment during processing,distribution, retailing, and use (Empeyand Scott, 1939; Ingram, 1949; DeWitand Kampelmacher, 1981, 1982;Smeltzer, 1984; Smulders andWoolthuis, 1983; Druce, 1988;Ligugnana and Fung, 1990; Restaino andWind, 1990). The extent of thiscontamination will depend, to a largedegree, on the sanitary control exertedduring slaughtering and dressing (Ayers,1955; Empey and Scott, 1949; Ingram,1949; Smulders and Woolthuis, 1983;Chandran, et al., 1986; Dixon, et al.,1991). This section focuses on themicroorganisms that are the primarycause of morbidity and mortalityassociated with raw beef products.
B. Sources and Limitations of DataIn the United States, foodborne
disease data are derived from outbreakinvestigations, prospective studies, andoutbreak and sporadic diseasesurveillance conducted and reported bypublic health organizations such as theU.S. Centers for Disease Control andPrevention (CDC). The majority of thedata is acquired through passiveoutbreak surveillance programs. It isassumed that the incidence datarepresent only a fraction of the totalnumber of cases due to significant underreporting (Bean and Griffin, 1990;Buchanan and DeRoever, 1993). Suchprograms do not effectively record theincidence of sporadic disease. Assessingthe impact of raw beef products onfoodborne disease is complicated by thepotential for such foods to serve as anindirect source of pathogens. Further,most available outbreak data are forcooked beef products. Identification ofany relationship between an outbreakand the presence of pathogenicmicroorganisms in raw beef must bedetermined through adequateinvestigations that pinpoint foodhandling, processing, and preparationerrors. Typically, microbial foodbornedisease outbreaks involve errorsassociated with mishandling orinadequate processing of the raw beef,failure to control time and temperatureafter cooking, or post-processingcontamination.
C. Outbreak DataIn the United States between 1973
and 1987, beef products accounted for9% of reported outbreaks and 10% ofthe cases in which a food vehicle was
implicated (Bean and Griffin, 1990).Similar results were reported for Canada(Todd, 1989). Raw beef has beenreported to serve as a vehicle for avariety of disease causing organisms(i.e., viruses, protozoa, parasites, etc.);however, bacterial pathogens accountedfor 92% (159 of 172) of beef-associatedoutbreaks in which an etiologic agentwas identified (Bean and Griffin, 1990).The primary bacterial etiologic agentsfor beef-related outbreaks wereSalmonella spp. (48%), Clostridiumperfringens (32%), and Staphylococcusaureuas (14%). Recently, Escherichiacoli 0157:H7 has played an increasinglyimportant role as a cause of raw beefassociated foodborne illness.Contamination of the raw beefcombined with improper food handlingpractices is an important factor in asubstantial portion of the Salmonellacases (Silliker, 1982; Bryan, 1979).Clostridium perfringens outbreaks aregenerally associated with cookedproducts that are held at inadequateholding temperatures in institutionaland food service settings (Bryan, 1980).Spices and other dry ingredients canalso be a source of C. perfringens,enterotoxigenic Bacillus cereus, S.aureus, and Salmonella (NRC, 1985).Food handling personnel are theprimary source of S. aureus, andoutbreaks are generally associated withtemperature abuse after contaminationof the cooked products (Bryan, 1980).
D. Sporadic CasesFoodborne diseases that are
predominately associated with sporadiccases are under-represented by outbreakdata. A pertinent recent exampleassociated with beef is E. coli 0157:H7,a major agent of hemorrhagic colitis(Belongia, et al., 1991; Doyle, 1991;Griffin, et al., 1988; Riley, 1987; Wells,et al., 1991). A prospective study ofdiarrheal disease in the State ofWashington identified this organism asthe third most frequently isolated causeof bacterial diarrheal disease(MacDonald, et al., 1988). Of particularconcern is this organism’s associationwith hemolytic uremic syndrome(HUS), a sequela of hemorrhagic colitis.This life-threatening, chronic kidneydisease occurs in 2–7% of patients withshiga-like toxin E. coli-associateddisease (Griffin and Tauxe, 1991). HUShas a 6% rate of mortality, with childrenbeing the most susceptible.
Listeria monocytogenes is anotherpathogen where a substantial portion ofthe cases caused by this microorganismare sporadic. While foodbornetransmission appears to account formost human listeriosis cases, noepidemiological link to beef products

6852 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
has been established (Schuchat, et al.,1991, 1992; Farber and Peterkin, 1991;Ryser and Marth, 1991).
E. Mechanisms of Transmission andRisk Factors
Since beef products may be eaten aftercooking procedures that are insufficientto assure elimination of bacterialpathogens, intrinsic contamination ofthe raw product represents a potentialrisk. This is particularly true for groundbeef where contamination that wouldnormally be limited to the exterior ofmeat is spread throughout the productduring grinding (ICMSF, 1980). Thisproblem has also occurred when roastbeef that was internally contaminatedby restructuring or injection wasinadequately cooked (Bryan andMcKinley, 1979).
Food handling errors often contributeto foodborne disease outbreaks (Todd,1983, 1989). These include such factorsas improper holding temperatures,inadequate cooking, contaminatedequipment, and food handler hygiene.Inadequate cooking and improperholding temperatures are particularlypertinent for beef products. A number ofthese factors have been addressedsuccessfully. For example,undercooking in commercial plants hasbeen addressed through thestandardization of thermal processingrequirements, such as the guidelines forroast beef (USDA, 1983 NACMCF,1989). However, similar levels of controlhave not been achieved in the home orin all food service establishments.
Other factors that appear to influencethe incidence of foodborne disease arethe source, primary purpose, and healthof the animals. At least for E. coli0157:H7, there is a strong correlationwith meat from dairy cattle, but not‘‘fed’’ cattle (Wells, et al., 1991; Doyle,1991; Griffin and Tauxe, 1991). Theincidence was highest in young animals.Higher incidences of Salmonellacontamination of raw beef products alsoappears to be correlated with calfslaughter operations (Hogue, et al.,1993).
The beef industry is made up of twomajor segments. Animals for the fed-cattle market come through feedlots tothe slaughter plants. These are largelyanimals raised for higher quality meat,and are processed into wholesale cutsfor boxed beef. The trimmings go intomanufacturing ground beef or sausage.The majority of fed-cattle areslaughtered by a small number of largeoperators. Cow meat is produced fromculled dairy cattle or beef cowsadvanced in age. The primary use ofcow meat is ground beef and processedmeats. This segment of the industry is
characterized by a large number of smalloperators. A recent survey of the beefslaughter industry indicated that theoverall microbiological quality of rawbeef was inversely correlated toslaughter volume; however, no suchassociation was observed for Salmonellacontamination (Hogue, et al., 1993).Salmonella contamination was moreclosely related to the health of animalsbrought to slaughter. It is important tonote that surveys of this type onlyprovide broad statistical trends. Furtherwork is needed to determine theoperational differences both within andbetween large and small volumeoperations that could account for theobserved trends.
References1. Archer, D.L. and Kvenberg, J.E. 1985.
Incidence and cost of foodbornediarrheal disease in the United States. J.Food Protection 48:887–894.
2. Ayers, J.C. 1955. Microbiologicalimplications in the handling,slaughtering, and dressing of meatanimals. Adv. Food Res. 6:109–161.
3. Bean, N.H. and Griffin, P.M. 1990.Foodborne disease outbreaks in theUnited States, 1973–1987: Pathogens,vehicles, and trends. J. Food Protection53:804–817.
4. Belongia, E.A., MacDonald, K.L., Parham,G.L., White, K.E., Korlath, J.A., Lobato,M.N., Strand, S.M., Casale, K.A., andOsterholm, M.T. 1991. An outbreak ofEscherichia coli 0157:H7 colitisassociated with consumption ofprecooked meat patties. J. Infec. Dis.164:338–343.
5. Bryan, F.L. 1979. Prevention of foodbornediseases in food service establishments.J. Environ. Health 41:198–206. Bryan,F.L. 1980. Foodborne diseases in theUnited States associated with meat andpoultry. J. Food Protection 43:140–150.
6. Bryan, F.L. and T.W. McKinley. 1979.Hazard analysis and control of roast beefpreparation in foodserviceestablishments. J. Food Protection 42:4–18.
7. Buchanan, R.L. and DeRoever, C.M. 1993.Limits in assessing microbiological foodsafety. J. Food Protection (In Press).
8. Chandran, S.K., J.W. Savell, D.B. Griffin,and C. Vanderzant. 1986. Effect ofslaughter, dressing, fabrication, andstorage conditions on the microbiologicaland sensory characteristics of vacuumpackaged beef steaks. J. Food Sci. 51:37–39.
9. Clegg, F.G., Wray, C. Duncan, A.L., andAppleyard, W.T. 1986. Salmonellosis intwo dairy herds associated with a sewagefarm and water reclamation plant. J. Hyg.Camb. 97:237–246.
10. Cliver, D.O. 1987. Foodborne disease inthe United States, 1946–1986. Int. J.Food Microbiol. 4:269–277.
11. DeWit, J.C. and E.H. Kampelmacher.1981. Some aspects of washing hands inslaughter houses. Zbl. Bakt. Hyg. I Abt.Orig. B 172:390–406.
12. DeWit, J.C. and E.H. Kampelmacher.1982. Microbiological Aspects ofWashing Hands in Slaughterhouse. Zbl.Bakt. Hyg. I Abt. Orig. B 176:553–561.
13. Dixon, Z.R., G.R. Acuff, L.M. Lucia, C.Vanderzant, J.B. Morgan, S.G. Mayand,and J.W. Sevell. 1991. Effect of degree ofsanitation from slaughter throughfabrication on microbiological andsensory characteristics. J. FoodProtection 54:200–207.
14. Doyle, M.P. 1991. Escherichia coli0157:H7 and its significance in foods.Int. J. Food Microbiol. 12:289–302.
15. Empey, W.A. and W.J. Scott. 1939.Investigations on chilled beef. Part I.Microbial contamination acquired in themeatworks. Aust. Coun. Sci. Ind. Res.Bull. No. 126.
16. Farber, J.M. and Peterkin, P.I. 1991.Listeria monocytogenes, a food-bornepathogen. Microbiol. Rev. 55:476–511.
17. Galton, M.M., W.V.Smith, H.B. McElrathand A.B. Hardy. 1954. Salmonella inswine, cattle and the environment ofabattoirs. J. Infect. Dis. 95:236–245.
18. Grau, F.H. 1987. Prevention of microbialcontamination in the export beefabattoir. In: F.J.M. Smulders (ed.),‘‘Elimination of pathogenic organismsfrom meat and poultry, Proceedings ofthe international symposium: Preventionof contamination, and decontaminationin the meat industry.’’ Zeist, TheNetherlands. June 2–4, 1986. Elsevier,New York, pp.221–233.
19. Griffin, P.M., Ostroff, S.M., Tauxe, R.V.,Greene, K.D., Wells, J.G., Lewis, J.H., andBlake, P.A. 1988. Illnesses associatedwith Escherichia coli 0157:H7 infections.Ann. Intern. Med. 109:705–712.
20. Griffin, P.M. and Tauxe R.V. 1991. Theepidemiology of infections caused byEscherichia coli 0157:H7, otherenterohemorrhagic E. coli, and theassociated hemolytic uremic syndrome.Epidemiol. Rev. 13:60–98.
21. Hogue, A.T., D.W. Dreesen, S.S. Green,R.D. Ragland, W.O. James, E.A. Bergeron,L.V. Cook, M.D. Pratt, and D.R. Martin.1993. Bacteria on beef briskets andground beef: Correlation with slaughtervolume and antemortem condemnation.J. Food Protection 56:110–113.
22. ICMSF (International Commission ofMicrobiological Specifications forFoods). 1980. ‘‘Microbial Ecology ofFoods, Vol 2, Food Commodities.’’Academic Press, New York. pp.367–372.
23. Ingram, M. 1949. Benjamin WardRichardson lecture— Science inimported meat industry. Part III. Hygieneand storage. J. Roy. Sanit. Inst. 69:39–47.
24. Ligugnana, R. and Y.C. Fung. 1990.Training of food and dairy staff formicrobiological air and surface hygiene.Dairy Food Environ. Sanit. 10(3):130–135.

6853Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
25. Linton, A.H. and M.H. Hinton. 1987.Prevention of microbial contamination ofred meat in the ante mortem phase:epidemiological aspects. In: F.J.M.Smulders (ed.), ‘‘Elimination ofpathogenic organisms from meat andpoultry, Proceedings of the internationalsymposium: Prevention ofcontamination, and decontamination inthe meat industry.’’ Zeist, TheNetherlands. June 2–4, 1986. Elsevier,New York, pp.221–233.
26. Linton, A.H., K. Howe, S. Pethiyagoda,and A.D. Osborne. 1974. Epidemiologyof Salmonella infection in calves (1): itsrelation to their husbandry andmanagement. Vet. Rec. 94:581–585.
27. Mackey, B.M. and C.M. Derrick. 1979.Contamination of deep tissues bybacteria present on the slaughterinstruments or in the cut. J. Appl.Bacteriol. 46:355–366.
28. MacDonald, K.L., O’Leary, M.J., Cohen,M.L., et al. 1988. Escherichia coli0157:H7, an emerging gastrointestinalpathogen. J. Amer. Med. Assoc.259:3567–3570.
29. Martin, P.A.J. and Smith B.P. 1984.Control of salmonellosis in dairy calves.In Snoyenbos, G.H. (ed), ‘‘Proceedings ofthe International Symposium onSalmonella.’’ Amer. Assoc. AvianPathologists. University of Pennsylvania.pp.194–199.
30. NACMCF. 1989. National AdvisoryCommittee on Microbiological Criteriafor Foods Recommendation on the FoodSafety Inspection Service DocketNumber 86–041P, Processing Proceduresand Cooking Instructions for Cooked,Uncured Meat Patties. January 26, 1989.
31. NRC (National Research Council). 1985.‘‘An Evaluation of the Role ofMicrobiological Criteria for Foods andFood Ingredients.’’ National AcademyPress. Washington, D.C.
32. Restaino, L. and Wind, C.E. 1990.Antimicrobial effectiveness of handwashing for food establishments. DairyFood Environ. Sanit. 10(3):136–141.
33. Riley, L.W. 1987. The epidemiologic,clinical, and microbiologic features ofhemorrhagic colitis. Ann. Rev.Microbiol. 41:383–407.
34. Ryser, E.T. and Marth, E.H. 1991.‘‘Listeria, Listeriosis, and Food Safety.’’Marcel Dekker, Inc. New York.
35. Schuchat, A. Swaminathan, B. andBroome, C.V. 1991. Epidemiology ofhuman listeriosis. Clin. Microbiol. Rev.4:169–183.
36. Schuchat, A. Deaver, K.A., Wenger, J.D.,Plikaytis, B.D., Mascola, L., Pinner, R.W.,et al. 1992. Role of foods in sporadiclisteriosis. I. Case-control study ofdietary risk factors. J. Amer. Med. Assoc.267:2041–2045.
37. Silliker, J.H. 1982. The Salmonellaproblem: Current status and futuredirection. J. Food Protection 45:661–666.
38. Smeltzer, T.I. 1984. Salmonellacontamination of beef in the abattoirenvironment. In Snoyenbos, G.H. (ed),‘‘Proceedings of the InternationalSymposium on Salmonella.’’ Amer.Assoc. Avian Pathologists. University ofPennsylvania. pp.262–274.
39. Smulders, F.J.M. and C.H.J. Woolthuis.1983. Influence of two levels of hygieneon the microbiological condition of vealas a product of slaughtering/processingsequences. J. Food Protection 46:1032–1035.
40. Todd, E.C.D. 1983. Foodborne Disease inCanada—A 5-year summary. J. FoodProtection 46:650–657.
41. Todd, E.C.D. 1989. Food and waterbornedisease in Canada— 1983 annualsummary. J. Food Protection 52:436–442.
42. USDA. 1983. USDA Regulation9CFR318.17: Requirements for theproduction of cooked beef, roast beef,and cooked corned beef. First Issued onJune 1, 1983.
43. Wells, J.G., Shipman, L.D., Greene, K.D.,Sowers, E.G., Green, J.H., Cameron, D.N.,Downes, F.P., Martin, M.L., Griffin, P.M.,Ostroff, S.M., Potter, M.E., Tauxe, R.V.,and Wachsmuth, I.K. 1991. Isolation ofEscherichia coli Serotype 0157:H7 andother shiga-like-toxin-producing E. colifrom dairy cattle. J. Clin. Microbiol.29:985–989.
III. Microbiological Profile of Raw Beef
A. General Microbiological ParametersAssociated with Beef
Beef muscle is a nutrient-richsubstrate that can support the growth ofa wide range of microorganisms. It isgenerally assumed that the interior ofintact muscle is free of microorganisms.However, localized presence of bacteriacan occur in lymph nodes or the areaadjacent to bone joints, particularly ifthey are inflamed. Microorganisms areintroduced into the interior of meats asa result of the translocation of bacteriafrom the surface of the carcass. Theinitial microflora is diverse at the timeof slaughter; however, subsequentrefrigerated storage selects for a limitedgroup of aerobic psychrotrophic species,particularly those of the Pseudomonas-Moraxella-Acinetobacter group(Johnston and Tompkin, 1992). Thespecific genera encountered isdependent on the storage temperature,oxygen availability, pH, and moisturecontent (von Holy and Holzapfel, 1988).
1. Temperature
Microbial growth in beef is stronglydependent on environmentaltemperature. As storage temperaturesare lowered toward freezing there is asignificant decrease in the rate ofmicrobial growth as well as a reductionin the diversity of the microflora.
2. Moisture Content
Fresh meat has a water activity (aw) of≥0.99 which supports the growth of awide variety of bacteria, yeast, andmolds. At high aw values (aw >0.97), therapid growth rates characteristic ofbacteria allow them to predominate.However, as meat surfaces dry, thedifferential in growth rates becomes lessimportant. Below aw values of 0.94,fungal species play an increasinglyimportant role as the dominant type ofmicroorganism.
3. pH
The pH of fresh beef is dependent ona number of factors including feedingand handling practices at the time ofslaughter, and range from 5.3–6.5.Under normal conditions, the pH of beefafter slaughter and chilling is ≤5.8. Boththe rate of microbial growth and thediversity of the microflora will berestricted at the lower end of the pHrange (Grau, 1981).
4. Oxygen Availability
Unpackaged fresh beef actuallyrepresents two microbiologicalenvironments in relation to oxygenavailability. The surface is aerobic; anenvironment that permits the rapidgrowth of aerobic psychrotrophs such asPseudomonas. However, the poisingcapacity of meat tissue is high, and ananaerobic environment predominateswithin 2 mm of the surface. This selectsfor anaerobes, microaerophiles, andfacultative anaerobes. Restrictingoxygen availability through the use ofphysical barriers can substantially altermicrobial growth at the surface of meats.Fresh beef is an actively respiringsystem and even a partial restriction ofoxygen permeability across a plasticwrap results in a depletion of oxygenand an accompanying increase incarbon dioxide. This produces a shiftfrom aerobic species (e.g.,pseudomonads) to microaerophiles andfacultative anaerobes such asLactobacillus, Pediococcus,Leuconostoc, Streptococcus,Carnobacterium, and Brochothrix.Grinding raw beef increases the surfacearea exposed to oxygen, at the sametime distributing any contaminationpresent on the surface throughout themeat. However, the increased surfacearea also increases the amount ofactively respiring muscle tissue, leadingto rapid oxygen depletion withinpackaging material that restricts oxygenavailability.
There has been speculation thatvacuum packaging or modifiedatmosphere packaging (VP/MAP) couldlead to a situation where if a product

6854 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
was temperature abused, the normalaerobic spoilage microflora could besuppressed, but pathogenic facultativeanaerobes would grow unabated(Genigeorgis, 1985; Hintlian andHotchkiss, 1986; Gill and DeLacy, 1991).At present, there is littleepidemiological or other data availableindicating that there are any problemswith VP/MAP of raw beef. However, thepotential must be considered whenevaluating the hazards associated withbeef.
B. Potential for Foodborne PathogensLow levels of pathogenic bacteria can
be isolated from a varying percentage ofraw beef products. A number of studieshave examined raw beef products for L.monocytogenes worldwide, withreported incidence rates ranging from 0to >50% (Ryser and Marth, 1991). Theincidence rates for Salmonella on rawbeef are generally low (<5%); however,higher rates have been reported(Felsenfeld, et al., 1950; Weissman andCarpenter, 1969; Goo, et al., 1973; Nazerand Osborne, 1976; Stolle, 1981). Theincidence of E. coli 0157:H7 in raw beefappears to be low, and associated withdairy cattle (Doyle and Schoeni, 1987;Belongia, et al., 1991; Wells, et al.,1991).
The sources of pathogenicmicroorganisms vary. For example, S.aureus is generally associated with foodhandlers or mastitic cows. Salmonella,E. coli, and other enteric pathogens aretypically associated with fecal materialand can be commonly isolated from thehooves and hides of cattle (Stolle, 1981).There appear to be several means bywhich enteric pathogens becomeattached to raw beef, though there doesappear to be a preferential binding toconnective tissue (Benedict, et al.,1991). Recent research has indicatedthat the preferential binding ofSalmonella to connective tissueinvolves a genetically encoded cellsurface binding site (Sanderson, et al.,1991). L. monocytogenes can beendemic in cattle; however, recentEuropean studies (Ryser and Marth,1991) suggest that the food processingenvironment can be an important sourceof this pathogen. The presence of lowlevels of pathogenic bacteria on beefmay be unavoidable; however, caremust be exercised to ensure that thislevel is minimal. Further, beef productsshould be handled in a manner thatassures that pathogens of significancehave little or no opportunity toproliferate (Gill and DeLacy, 1991).
A variety of mesophilic foodbornepathogens are potentially capable ofgrowing in the microbiologicalenvironment associated with both the
surface or the interior if the meat is heldabove 8–10°C (Mackey, et al., 1980;Grau, 1981; Gibson and Roberts, 1986;Smith, 1987). The microflora of raw beefmay contain members thatcompetitively inhibit the growth ofenteric pathogens such as Salmonellaunder certain conditions (Gilliland andSpeck, 1977; Gill and Newton, 1980).However, a number of studies haveconcluded that the microflora of rawbeef cannot be relied on to prevent thegrowth of mesophilic pathogens intemperature-abused beef (Mackey, et al.,1980; Smith, 1985, 1987; Mackey andKerridge, 1988). Further, vacuum andmodified atmosphere packaged raw beefthat is temperature abused at ≥12°C and≥15°C may support significant growth ofSalmonella before overt spoilage isdetected (Gill and DeLacy, 1991). Initialstudies on the growth characteristics ofE. coli 0157:H7 (Buchanan andKlawitter, 1992c; Glass, et al., 1992)indicate that it is likely to behave in amanner similar to other serotypes of E.coli and Salmonella (Smith, 1985, 1987;Hughes and McDermott, 1989).
Psychrotrophic pathogenic species,including L. monocytogenes, Yersiniaenterocolitica, Aeromonas hydrophila,and some strains of Bacillus cereus,represent a special concern because theyare capable of growth at refrigerationtemperatures. While both Y.enterocolitica and B. cereus have beenepidemiologically linked to products ofanimal origin, typically they are notassociated with raw beef products.Aeromonas hydrophila can befrequently isolated from refrigerated rawbeef; however, the role of this organismin disease outbreaks involving non-immunocompromised individuals isstill poorly understood (Palumbo, et al.,1991).
While there have been no outbreaks oflisteriosis attributed to raw beefproducts, L. monocytogenes’ growthcharacteristics, increased thermalresistance compared to entericpathogens, and incidence in raw andcooked meat products (Ryser and Marth,1991) has prompted investigations of itsbehavior in raw beef. Listeriamonocytogenes is capable of growth intemperature-abused raw beef (Buchananand Klawitter, 1992a); however, thereare conflicting reports concerning theability of the organism to grow in rawbeef at ≥5°C (Kahn, et al., 1972; 1973:Johnson, et al., 1988a, b; Grau andVanderlinde, 1988; Buchanan, et al.,1989; Gill and Reichel, 1989; Glass andDoyle, 1989; Shelef, 1989; Dickson,1990; Buchanan and Klawitter, 1991;Kaya and Schmidt, 1989, 1991). Theobserved differences may be attributableto either the pH (Gill and Reichel, 1989;
Kaya and Schmidt, 1991) or the physicalform (cuts versus ground) (Buchananand Klawitter, 1991) of the meat. Theeffects of individual microorganisms ofmeat microflora on the growth of L.monocytogenes include none,inhibitory, and even stimulatory,depending on the specific species orstrain (Ingram, et al., 1990; Tran, et al.,1990; Mattila-Sandholm and Skytta,1991). A number of raw meat isolates oflactic acid bacteria, particularlyCarnobacterium and Lactobacillusspecies, have been reported to producebacteriocins against L. monocytogenes(Schillinger and Lucke, 1989; Ahn andStiles, 1990a, b; Mortvedt and Nes,1990; Lewus, et al., 1991; Buchanan andKlawitter, 1992a, b). While there arepotential applications for controllingfoodborne pathogens through the use ofa competitive microflora (Buchanan andKlawitter, 1992b), the current state ofknowledge does not allow this to berelied on as a primary means of control.The primary means for controllingpsychrotrophic pathogen growthremains the maintenance of storagetemperatures as low as possible (≤2°C)and a normal low pH (<5.8).
References
1. Ahn, C. and Stiles, M.E. 1990a. Plasmid-associated bacteriocin production by astrain of Carnobacterium piscicola frommeat. Appl. Environ. Microbiol.56:2503–2510.
2. Ahn, C. and Stiles, M.E. 1990b.Antibacterial activity of lactic acidbacteria isolated from vacuum-packagedmeats. J. Appl. Bacteriol. 69:302–310.
3. Belongia, E.A., MacDonald, K.L., Parham,G.L., White, K.E., Korlath, J.A., Lobato,M.N., Strand, S.M., Casale, K.A., andOsterholm, M.T. 1991. An outbreak ofEscherichia coli 0157:H7 colitisassociated with consumption ofprecooked meat patties. J. Infec. Dis.164:338–343.
4. Benedict, R.C., Schultz, F.J., and Jones,S.B. 1991. Attachment and removal ofSalmonella spp. on meat and poultrytissues. J. Food Safety 11:135–148.
5. Buchanan, R.L., Stahl, H.G., and Archer,D.L. 1987. Improved plating media forsimplified, quantitative detection ofListeria monocytogenes in foods. FoodMicrobiol. 4:269–275.
6. Buchanan, R.L. and Klawitter, L.A. 1991.Effect of temperature history on thegrowth of Listeria monocytogenes ScottA at refrigeration temperatures. Int. J.Food Microbiol. 12:235–246.
7. Buchanan, R.L. and Klawitter, L.A. 1992a.Characterization of a lactic acidbacterium, Carnobacterium piscicolaLK5, with activity against Listeriamonocytogenes at refrigerationtemperatures. J. Food Safety 12:199–217.

6855Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
8. Buchanan, R.L. and Klawitter, L.A. 1992b.Effectiveness of Carnobacteriumpiscicola LK5 for controlling the growthof Listeria monocytogenes Scott A inrefrigerated foods. J. Food Safety 12:219–236.
9. Buchanan, R.L. and Klawitter, L.K. 1992c.The effect of incubation temperature,initial pH, and sodium chloride on thegrowth kinetics of Escherichia coli0157:H7. Food Microbiol. 9:185–196.
10. Dickson, J.S. 1990. Survival and growthof Listeria monocytogenes on beef tissuesurfaces as affected by simulatedprocessing conditions. J. Food Safety10:165–174. Doyle, M.P. and Schoeni,J.L. 1987. Isolation of Escherichia coli0157:H7 from retail fresh meats andpoultry. Appl. Environ. Microbiol.53:2394–2396.
11. Felsenfeld, O., Young, V.M. andYoshimura, T. 1950. A survey ofSalmonella organisms in market meat,eggs, and milk. J. Amer. Vet. Med. Assoc.116:17–21.
12. Genigeorgis, C.A. 1985. Microbial andsafety implications of the use ofmodified atmospheres to extend thestorage life of fresh meat and fish. Int. J.Food Microbiol. 1:237–251.
13. Gill, C.O. and Delacy, K.M. 1991. Growthof Escherichia coli and Salmonellatyphimurium on high-pH beef packagedunder vacuum or carbon dioxide. Int. J.Food Microbiol. 13:21–30.
14. Gill, C.O. and Reichel, M.P. 1989. Growthof the cold-tolerant pathogens Yersiniaenterocolitica, Aeromonas hydrophila,and Listeria monocytogenes on high-pHbeef packaged under vacuum or carbondioxide. Food Microbiol. 6:223–230.
15. Gilliland, S.E. and Speck, M.L. 1977.Antagonistic action of Lactobacillusacidophilus toward intestinal andfoodborne pathogens in associativecultures. J. Food Protection 40:820–823.
16. Glass, K.A. and Doyle. M.P. 1989. Fate ofListeria monocytogenes in processedmeat products during refrigeratedstorage. Appl. Environ. Microbiol.55:1565–1569.
17. Glass, K.A., Loeffelholz, J.M., Ford, J.P.,and Doyle, M.P. 1992. Fate ofEscherichia coli 0157:H7 as affected bypH or sodium chloride and in fermented,dry sausage. Appl. Environ. Microbiol.58:2513–2516.
18. Goo, V.Y.L., Ching, G.Q.L. and Gooch,J.M. 1973. Comparison of brilliant greenagar and Hektoen enteric agar media inthe isolation of salmonellae from foodproducts. Appl. Microbiol. 26:288–292.
19. Grau, F.H. 1981. Role of pH, lactate andanaerobiosis in controlling the growth ofsome fermentative Gram-negativebacteria on beef. Appl. Environ.Microbiol. 42:1043–1050.
20. Grau, F.H. and Vanderlinde, P.B. 1990.Growth of Listeria monocytogenes onvacuum-packaged beef. J. FoodProtection 53:739–741, 746.
21. Hintlian, C.B. and Hotchkiss, J.H. 1986.The safety of modified atmospherepackaging: a review. Food Technol.40(12):70–76.
22. Hughes, A.H. and McDermott, J.C. 1989.The effect of phosphate, sodiumchloride, sodium nitrite, storagetemperature and pH on the growth ofenteropathogenic Escherichia coli in alaboratory medium. Int. J. FoodMicrobiol. 9:215–223. ′
23. Ingram, S. C., Escude, J. M., and McCown,P. 1990. Comparative growth rates ofListeria monocytogenes andPseudomonas fragi on cooked chickenloaf stored under air and two modifiedatmospheres. J. Food Protection 53:289–291.
24. Johnson, J.L., Doyle, M.P., Cassens, R.G.and Schoeni, J.L. 1988a. Fate of Listeriamonocytogenes in tissues ofexperimentally infected cattle and inhard salami. Appl. Environ. Microbiol.54:497–501.
25. Johnson, J.L., Doyle, M.P. and Cassens,R.G. 1988b. Survival of Listeriamonocytogenes in ground beef. Int. J.Food Microbiol. 6:243–247.
26. Johnston, R.W. and R.B. Tompkin. 1992.Meat and poultry products. In:‘‘Compendium of Methods for theMicrobiological Examination of Foods.3rd Ed. C. Vanderzant and D.F.Splittstoesser, eds. Washington, D.C.,American Public Health Association.
27. Kaya, M. and Schmidt, U. 1989.Verhlaten von Listeria monocytogenesim Hackfleisch bei Kuhl- undGefrierlagerung. Fleischwirtschaft69:617–620.
28. Kaya, M. and Schmidt, U. 1991. Behaviorof Listeria monocytogenes on vacuum-packed beef. Fleischwirtschaft 71:424–426.
29. Khan, M.A., Palmas, C.V., Seaman, A.and Woodbine, M. 1972. Survival versusgrowth of a facultative psychrotroph.Acta Microbiol. Acad. Sci. Hung.19:357–362.
30. Khan, M.A., Palmas, C.V., Seaman, A.and Woodbine, M. 1973. Survival versusgrowth of a facultative psychrotroph:Meat and products of meat. Zbl.Bakteriol. Hyg. Abt. Orig. B. 157:277–282.
31. Lewus, C.B., Kaiser, A. and Montville,T.J. 1991. Inhibition of food-bornebacterial pathogens by bacteriocins fromlactic acid bacteria isolated from meat.Appl. Environ. Microbiol. 57:1683–1688.
32. Mackey, B.M., Roberts, T.A., Mansfield,J. and Farkas, G. 1980. Growth ofSalmonella on chilled meat. J. Hyg.,Camb. 85:115–124.
33. Mackey, B.M. and Kerridge, A.L. 1988.The effect of incubation temperature andinoculum size on growth of salmonellaein minced beef. Int. J. Food Microbiol.6:57–65.
34. Mattila-Sandholm, T. and Skytta, E. 1991.The effect of spoilage flora on the growthof food pathogens in minced meat storedat chilled temperature. Lebensm. Wiss.U.-Technol. 24:116–120.
35. Mortvedt, C.I. and Nes, I.F. 1990.Plasmid-associated bacteriocinproduction by a Lactobacillus sakestrain. J. Gen. Microbiol. 136:1601–1607.
36. Nazer, A.H.K. and Osborne, A.D. 1976.Salmonella infection and contaminationof veal calves: a slaughterhouse survey.Brit. Vet. J. 132:192–201.
37. Palumbo, S.A., Bencivengo, M.M., DelCorral, F., Williams, A.C. and Buchanan,R.L. 1989. Characterization of theAeromonas hydrophila group isolatedfrom retail foods of animal origin. J. Clin.Microbiol. 27:854–859.
38. Ryser, E.T. and Marth, E.H. 1991.‘‘Listeria, Listeriosis, and Food Safety.’’Marcel Dekker, Inc. New York. pp.405–462.
39. Sanderson, K., Thomas, C.J. andMcMeekin, T.A. 1991. Molecular basis ofthe adhesion of Salmonella serotypes tochicken muscle fascia. Biofouling 5:89–101.
40. Schillinger, U. and Lucke, F.K. 1989.Antibacterial activity of Lactobacillussake isolated from meat. Appl. Environ.Microbiol. 55:1901–1906.
41. Shelef, L.A. 1989. Survival of Listeriamonocytogenes in ground beef or liverduring storage at 4 and 25°C. J. FoodProtection 52:379–383.
42. Smith, M.G. 1985. The generation time,lag time, and minimum temperature ofgrowth of coliform organisms on meat,and the implications for codes ofpractice in abattoirs. J. Hyg., Camb.94:289–300.
43. Smith, M.G. 1987. Calculation of theexpected increases of coliformorganisms, Escherichia coli andSalmonella typhimurium, in rawblended mutton tissue. Epidem. Inf.99:323–331.
44. Stolle, A. 1981. Spreading of salmonellasduring cattle slaughtering. J. Appl.Bacteriol. 50:239–245.
45. Tran, T.T., Stephenson, P. and Hitchins,A.D. 1990. The effect of aerobicmicrofloral levels on the isolation ofinoculated Listeria monocytogenes strainLM82 from selected foods. J. Food Safety10:267–275.
46. Von Holy, A. and Holzapfel, W.H. 1988.The influence of extrinsic factors on themicrobiological spoilage pattern ofground beef. Int. J. Food Microbiol.6:269–280. Wells, J.G., Shipman, L.D.,Greene, K.D., Sowers, E.G., Green,
47. J.H., Cameron, D.N., Downes, F.P.,Martin, M.L., Griffin, P.M., Ostroff, S.M.,Potter, M.E., Tauxe, R.V. andWachsmuth, I.K. 1991. Isolation ofEscherichia coli serotype 0157:H7 andother shiga-like-toxin-producing E. colifrom dairy cattle. J. Clin. Microbiol.29:985–989.
48. Weissmann, M.A. and Carpenter, J.A.1969. Incidence of salmonellae in meatand meat products. Appl. Microbiol.7:899–902.
IV. Hazard AnalysisEpidemiological data (section II. A–E)
indicate that three microorganisms haveaccounted for 94% of the outbreaks inwhich beef has been implicated. Rawbeef has been a major source forsalmonellae in the outbreaks. Raw beefhas been one of many potential sources

6856 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
for C. perfringens. Raw beef can be asource of S. aureus. This is a concern inthe manufacture of fermented and driedmeats. Raw beef is a source for sporadiccases and, occasionally, outbreaks ofillness due to E. coli 0157:H7.
The hazard analysis leads to theconclusion that raw beef can be animportant vehicle in the transmission oftwo important foodborne pathogens:salmonellae and E. coli 0157:H7. Thesepathogens are similar in a number ofrespects, such as:
a. Sensitivity to heat and cold,b. Sensitivity to chemicals,c. The ability to multiply
asymptomatically in the bovineintestinal tract, and
d. Potential for low infectious doses.E. coli 0157:H7 and certain
Salmonella serovars may causesecondary infections and chronicsequelae. Also, both pathogens maycause death, particularly with E. coli0157:H7.
The primary microbiological hazardsencountered during the beefslaughtering process are salmonellaeand E. coli 0157:H7. The followinggeneric HACCP plan will be directedprimarily at control of these pathogens.Efforts to improve slaughter hygienewill reduce the presence of otherpathogens (C. perfringens, S. aureus, L.monocytogenes) on carcass meat.
V. Generic HACCPThe factors that impact the
microbiological safety of raw beefproducts during its ‘‘farm to consumer’’lifetime can be subdivided into foursegments: (1) live animal practices, (2)slaughter and processing operations, (3)distribution and retailing operations,and (4) consumer food handlingpractices. Key factors associated withlive animal practices are introduced anddiscussed in Section V.A. Theindividual steps involved in slaughterand processing operations are detailedas a generic HACCP plan in Section V.B.The primary thrust of the first twosections is the control of entericbacteria, the class of pathogenicmicroorganisms associated with andamenable to control during these phasesof raw beef production and processing.The factors associated with distribution,retailing, and consumer practices thatimpact the safety of raw beef productsare introduced in Section V.C.
A. Farm Management Practices
Raw beef originates from severalsources of cattle. These can be classifiedinto two major categories, fed beef andmature beef. Fed beef typically comesfrom animals that have been raised todesired market weight, usually less than
two years of age. Mature beef comesfrom dairy or beef animals that havebeen marketed after being used for milkor calf production. Fed beef serves asthe major source of whole beef productsand some ground beef products. Maturedairy and beef animals are a primarysource of ground meat and patties toconsumers, including food serviceestablishments.
The husbandry practices under whichfed beef cattle and mature dairy andbeef cattle are managed are quitedifferent. However, potential formicrobial contamination of the finalproduct exists in both and they sharemany of the same risks. There are majoraspects in the production phase that caninfluence incidence, control, andprevention of potential humanpathogens in cattle.
1. Transportation
The production cycle, especially offed beef, typically involves time spenton two or more premises prior tomovement to processing facilities.Transportation is often necessary butcontributes to an increased incidence ofcontamination due to both the stressplaced upon animals and the increasedrisk of exposure of cattle to potentialhuman pathogens (Cole, et al., 1988;Hutcheson and Cole, 1986). Dairyanimals handled in a similar mannerwould experience similar risk.
Transport time should be such thatthe animals reach other productionfacilities and processing establishmentsin an expedient manner, with stresskept to a minimum. Transport vehiclesshould be free of injurious structuraldefects. Vehicles should be clean at thetime animals are loaded, and cleanedand sanitized following unloading at theslaughter facility.
2. Marketing
Marketing is accomplished through anumber of outlets that introduce varyingdegrees of risk. Cattle frequently aresold or moved through either auctionmarkets, direct selling from producer tobackgrounder or feedlot, video auctions,or collection points. Animals frommultiple sources are commonlycommingled at one or more pointsduring production, resulting in transferof potential pathogens between animals.
Inspectors at slaughter plants mustmaintain high standards regardingdiseased and otherwise inferior animals,including continued closecommunication with cattle producers toprovide information to improve qualityand safety standards in slaughteranimals.
3. Animal HusbandryNumerous management practices are
influenced by environmentalconditions. For example, excessivemoisture conditions generally result inhigher levels of hide contaminationwith mud, feces, and other extraneousmatter. Management systems thatminimize the impact of adverseenvironmental conditions would beexpected to decrease microbialcontamination. This may involve basicchanges in animal husbandry (Smithand House, 1992). Controlling exposureand contamination is especiallyimportant immediately prior toshipment to slaughter.
4. Role of StressStressed animals have lowered
disease resistance, making them moresusceptible to pathogens and atincreased risk of shedding potentialhuman pathogens (Breazile, 1988). Forexample, animals which are exposed tosalmonellae can become intermittentshedders of this organism. Variousforms of stress can result in increasedshedding and clinical disease, causingincreased exposure to pennates,increasing the risk also to humansthrough contaminated meat.
Management systems addressingincreased animal welfare and betterhusbandry decrease levels of stress, andwould be expected to decrease theincidence of pathogens. For example,improvements in cattle handlingsystems reduce stress-related immunesuppression associated with animalprocessing procedures (Grandin, 1984,1987). A number of other factors, suchas animal density, frequency of feedlotpen use, and commingling of sickanimals, can affect stress levels and thusrisk of human pathogen exposure.Salmonella is capable of survivingvariable, prolonged periods of time inanimal facilities (Rings, 1985).
5. Feed and Water ContaminationFeed and water are potential sources
of microbial contamination to cattle(Robinson, et al., 1991). Feedstuffsshould be documented free ofSalmonella and other enteric pathogens(Mitchel and McChesney, 1991). This isespecially critical for feeds containingrendered byproducts. Water must befrom clean, non-fecally contaminatedsources.
6. Antimicrobial UseTherapeutic and subtherapeutic use of
antimicrobials has long been a practicein the cattle industry. Recent emphasison regulations and resulting industryresponse, such as quality assuranceprograms, has resulted in more

6857Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
responsible use of antibiotics in cattle.Therapeutic use of antibiotics is used toreduce effects of clinical diseases incattle, including potential humanpathogens such as salmonellae.Additional information is neededregarding advisability of some currentlyaccepted practices, especially whenconsidering human health risks (Rings,1985; Kennedy and Hibbs, 1993).
7. Animal IdentificationThe beef and dairy industries, along
with state and federal agencies, mustcontinue to develop adequate means toidentify animals from the initialproduction unit through the slaughterprocess. Permanent animalidentification is essential so producerscan assume further responsibility for thebeef they market by being able to trackanimals through the entire production,slaughter, wholesale, and retailprocesses. Currently, mature animals areidentified by backtags as part of theBrucellosis eradication program.Retention of this portion of the programis suggested until better means ofidentification are implemented.Permanent identification is a criticalissue for improving the safety of rawbeef at the producer level.
Projected Needs: Current and futurestrategies that may be useful indecreasing the risk of microbialcontamination at production levelsinclude assessments of the prevalence ofhuman pathogens in cattle, permanentidentification of animals usingadvanced technology (USAHA, 1992;Maher 1991; Nelson, 1991), use of newand improved vaccines, use of improvedmanagement methods in reducingmicrobial contamination risk, andincorporation of biotechnologicaladvances in cattle production as theyare proven to be beneficial inminimizing or preventing microbialcontamination.
Producers should be encouraged tocarefully review production methodsand HACCP guidelines to decrease risksassociated with pathogenic microbialcontamination (Smith and House, 1992).Utilization of quality managementprincipals is recommended since theseconcepts will result in improved qualityassurance and pre-harvest food safetyprograms (Schmitz, 1993; FAPMC, 1992;AVMA, 1992). Implementation ofproduction practices suggested by theseprograms are critical at all phases ofcattle production regardless of unit sizeor type.
B. Slaughter OperationsUnit operations associated with the
slaughter and dressing of beef aresummarized in Figure 1. A more
detailed examination of each of thesteps is provided in ATTACHMENT D.
A CCP within a Hazard Analysis andCritical Control Point (HACCP) programis defined as any point, step, orprocedure at which control can beapplied and a food safety hazard can beprevented, eliminated, or reduced toacceptable levels (NACMCF, 1992).
Seven specific CCP process steps havebeen designated in the processing of rawbeef (Figure 1 and Table 1). Theseinclude (1) skinning, (2) post-skinningwash/bactericidal rinse, (3) evisceration,(4) final wash/bactericidal rinse, (5)chill, (6) refrigerated storage, and (7)labeling.
For each of these CCP steps criticallimits are defined for proper control.These CCPs must be monitored at afrequency sufficient to ensure processcontrol. Corrective actions to be takenwhen CCPs do not meet critical limitsshould be specified clearly in theHACCP plan. This should include thepriorities of actions to be taken and theindividuals to be notified of thedeviation. The HACCP system should beverified according to HACCP principle#7 (NACMCF, 1992).
The seven CCPs with proceduresassociated with the processing step areshown in the following outline.
Implementation and Management ofHACCP Critical Control Points
CCP 1: Skinning
The hide is the first major source ofmicrobial contamination on fresh beefcarcasses. Cattle leaving the farm, feedlot, or sales barn for delivery to theslaughter plant, carry with themmicrobial populations indicative ofwhat occurred during the care andhandling of the live animal. Salmonellaand other types of bacteria can bespread during the skinning processthrough contact with hide, hands andvarious pieces of equipment (Empeyand Scott, 1939; Newton, et al., 1978;Stolle, 1981; Grau, 1987). Currentskinning technology does not provide ameans for destroying enteric pathogensthat reside on the hide of animalscoming to slaughter. There also is noavailable means to remove all soil fromthe hide of animals prior to slaughter;however, preslaughter washing doeshave a positive effect (Empey and Scott,1939; Dixon, et al., 1991). Skinning,therefore, should be done in a mannerthat will minimize cross-contaminationfrom the hide to the carcass. Thiscontamination can be minimized bypulling the hide down and out from thecarcass as opposed to upward and away.In addition, equipment and carcasscontact surfaces must be properly
cleaned and sanitized. The operatorperforming the skinning process mustbe trained to minimize contamination.Management must reinforce the propertechniques through adequatesupervision.
The effectiveness of the CCPs outlinedin this document are based on theconcept of additive impact. Wash andbactericidal rinse steps will significantlyreduce the level of microbialcontamination resulting from theskinning or evisceration steps; however,the efficacy of these processes aredependent on control of skinning andevisceration. The procedures andcorrective actions outlined for CCP 1and CCP 3 minimize the level ofcontaminating material that must beremoved by the wash and rinse steps.
If critical limits for CCP 1 areexceeded, corrective actions must betaken prior to the carcasses beingsubjected to the post-skinning wash andbactericidal rinse. Corrections of CCP 1deviations can be achieved by addingadditional operators to the skinningprocedure, reducing the chain speed inthe skinning area, and/or conductingcarcass trimming prior to the post-skinning wash and bactericidal rinse.
CCP 2: Post-Skinning Wash andBactericidal Rinse
During the skinning process, newlyexposed carcass surfaces can becomecontaminated with dressing defects, i.e.,fecal material, hide and/or dirt, that mayintroduce bacterial pathogens. A post-skinning wash and bactericidal rinse isan effective means of reducing thiscontamination. Any pathologicconditions, i.e., abscesses, septicbruises, etc., should be removed prior toCCP 2.
Maximum benefit of post-skinningwash and bactericidal rinse can beachieved if the amount of contaminatingmaterial is minimized, emphasizing theimportance of CCP 1 (skinning). Properskinning procedures must be achievedfor effective post-skinning wash andbactericidal rinse.
Post-skinning wash and bactericidalrinse should occur as soon afterskinning as possible to limit irreversibleattachment of pathogens to the carcass.An in-line, post-skinning, potable waterwash at 90–100°F and a pressure of345–2070 kPa (50–300 psi) removesmuch of the visible surfacecontamination (hair, specks) andreduces microbial contamination tosome extent (DeZuniga, et al., 1991).The water wash should be followedimmediately by a bactericidal rinse toprovide an effective reduction of surfacebacteria. The bactericidal rinse shouldbe an approved antimicrobial agent such

6858 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
as chlorine (50 mg/L) or an organic acid(1–2% acetic, lactic, or citric acids) at atemperature of 120–140°F and apressure of 70–275 kPa (10–40 psi)(Prasai, et al., 1991). Monitoring of thisCCP should be conducted by continuousconfirmation of concentration,temperature, pressure, and chain speed.
Validation of CCP 2 should beaccomplished by microbiological testingof carcasses before and after CCP 2. Areasonable level of testing should beperformed at the initiation of a HACCPprogram to establish baselines for totalaerobic, mesophilic bacteria and/orEnterobacteriaceae. Thesemicrobiological indices are usefulindicators of process control and overallsanitation, but are not effective asindicators of enteric pathogens. Alltesting should be performed usingstandard methods (Vanderzant andSplittstoesser, 1992). Afterestablishment of the baseline,verification of CCP 2 can be achieved byperiodic sampling of carcasses for thetwo microbiological indicators, usingthe same methods employed inestablishing the baseline. These datashould be reviewed using trend analysisand statistically significant increasesshould prompt a review of CCP 2operations. Literature indicates afunctioning wash and bactericidal rinsestep in conjunction with acceptableadherence to CCP 1 should deliver anapproximate 90% reduction inmicrobial levels. Specific bactericidalagent concentrations, temperatures, andpressures to be used should be based onappropriate available literature and in-plant testing to obtain optimal bacterialreductions (Patterson, 1968, 1969;Kotula, et al., 1974; Emswiler, et al.,1976; Quartey-Papafio, et al., 1980;Osthold, et al., 1984; Woolthuis andSmulders, 1985; Acuff, et al., 1987;Prasai, et al., 1991; and Dickson andAnderson 1992).
CCP 3: EviscerationThe intestinal tract is the second
major source of enteric pathogensduring the slaughtering process.Although the animals may beasymptomatic, they can still harborlarge populations of enteric pathogensin their intestinal tract. The bunging andevisceration operators must be properlytrained in removing the intestinal tractintact to successfully adhere to thecontrol parameters of CCP 3. It isessential that the viscera not beaccidentally cut and the contentscontaminate the carcass, the operator, orequipment (Empey and Scott, 1939;Mackey and Derrick, 1979; Eustace,1981; Smeltzer and Thomas, 1981; Grau,1987). When the intestines are
accidentally cut and contaminationoccurs, immediate sanitizing ofequipment and knives should beperformed with 180°F water, andinvolved personnel should utilize handwashing and sanitizing facilities toavoid contamination of subsequentcarcasses. The most effective means ofcontrol lies in adequate training of theoperator in the correct procedures,including providing the rationale on theimportance of maintaining the visceraintact, coupled with positivereinforcement through appropriatesupervision. Accordingly, monitoringthis CCP entails periodic observation ofthe evisceration operations includingvisual inspection of evisceratedcarcasses. This can correlate to potentialcarcass contamination.
CCP 4: Carcass Final WashAdditional microbial contamination
of the carcass surface is likely to occuras a result of evisceration, viscerahandling, and carcass splitting. An in-line, potable water wash at 90–100°Fand a pressure of 345–2070 kPa (50–300psi) will help reduce microbial levels,including enteric pathogens (DeZuniga,et al., 1991). This final water washshould be followed by a bactericidalrinse containing an approvedantimicrobial agent such as chlorine (50mg/L) or an organic acid (e.g., 1–2%acetic, lactic, or citric acids) at atemperature of 120–140°F and apressure of 70–275 kPa (10–40 psi)(Prasai, et al., 1991).
This combination of a final wash andbactericidal rinse will help minimizecarriage of pathogens through theremaining beef fabrication andpackaging processes. Monitoring of thisCCP should be through continuousconfirmation of antimicrobialconcentration, temperature, pressure,and chain speed. Verification can beachieved by conducting microbiologicaltesting as described in CCP 2 to confirmthat CCP 4 is providing the anticipatedlevel of control of microbial levels.Maximum effectiveness of CCP 4 canonly be realized if the critical limits forCCP 1–3 are maintained. Any deviationsassociated with the earlier CCPs must becorrected before the product is subjectedto the final wash. Specific bactericidalagent concentrations, temperatures, andpressures to be used should be based onappropriate available literature and in-plant testing to obtain optimal bacterialreductions (Patterson, 1968, 1969;Kotula, et al., 1974; Emswiler, et al.,1976; Quartey-Papafio, et al., 1980;Osthold, et al., 1984; Snijders, et al.,1985; Woolthuis and Smulders, 1985;Smulders, et al., 1986; Acuff, et al.,1987; Prasai, et al., 1991; and Dickson
and Anderson 1992; Siragusa andDickson, 1992; Dickson, 1992).
CCP 5: ChillThe bacterial flora including any
enteric pathogens found on the sides offresh beef could multiply if the meat isnot properly chilled. Cooling rates mustbe sufficient to limit the growth ofenteric pathogens. Temperatureguidelines would include a deep muscle(6 in.) temperature of ≤ 45°F within 36hours, with a temperature of ≤ 50°Freached within the first 24 hours(Reuter, 1990). Overnight rapid chillingof properly spaced beef sides is a provensystem to control the multiplication ofenteric pathogens (Grau, 1987; Mackey,et al., 1980). The CCP can be monitoredthrough the continuous confirmation ofphysical factors affecting cooling ratessuch as environmental temperatures andair circulation rates. Verification can beachieved through the periodic recordingof deep muscle cooling rates for selectedcarcasses, using appropriately calibratedtemperature recording devices (e.g.thermocouple).
CCP 6: Refrigerated StorageAfter chilling, the carcasses and
resulting raw products must bemaintained under adequate refrigerationduring all subsequent handling andprocessing until the final product isultimately consumed. This highlydiffuse CCP requires that manufacturers,distributors, retailers, food serviceoperators, and consumers each takeresponsibility for assuring that raw beefproducts are kept under adequaterefrigeration. Maintaining products in arefrigerated state (product temperature≤45°F), along with appropriate cleaningand sanitizing of equipment and foodcontact surfaces, will control themultiplication or accumulation of non-psychrotrophic pathogens. Further,maintaining storage temperatures asclose to freezing as practical willenhance control of psychrotrophicpathogens.
CCP 7: LabelingAdequate product identification (e.g.,
code dates, lot identification) isnecessary for product control in theevent that product must be traced orretrieved. To facilitate theresponsibilities of distributors, retailers,food service operators and consumers,all raw and partially cooked beefproducts should be labeled to indicatethat the product must be refrigerated,handled, and cooked properly to ensuresafety. Methods of cooking and sanitaryhandling should reflect the needs of thespecific product. Labels should beappropriate for either retail and

6859Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
institutional consumers. A universallogo should be designed to identify rawbeef products for consumers. The logoshould include space for instructionalinformation specific for the product. Anexample of a potential logo is depictedin Figure 2.
The seven CCPs are summarized inTable 1.
C. Distribution, Retailing, andPreparation
An effective HACCP plan for theproduction, slaughtering, and initialprocessing of raw beef will greatlyincrease control of pathogenicmicroorganisms; however, even underthe best operating conditions lownumbers of pathogens may remain onthe carcass. Further, care must beexercised to prevent re-introduction ofpathogens, such as Salmonella and S.aureus, that are epidemiologicallylinked to beef products.
After slaughter, dressing andprocessing, raw beef goes through acomplex system of distribution andmarketing (including wholesalers,distributors, retail stores and foodservice establishments) beforeultimately reaching the end users whoconsume the products. Throughoutdistribution and preparation of rawmeats, there is a significant potential forproduct mishandling leading to theintroduction of additional pathogenicmicroorganisms, or the spread of anypathogens remaining on raw beef toother foods. Improper handling andstorage practices, including improperholding temperatures, inadequatecooking, contaminated equipment andfood worker hygiene, have allcontributed to beef associated foodborneoutbreaks (Bryan, 1988). Themicrobiological hazards associated withraw beef can be controlled by extendingHACCP principles to product handlingactivities in retail stores, food serviceestablishments, institutional feedingfacilities, and homes.
The goal of the HACCP system in fooddistribution and preparation is tominimize microbial contamination,reduce the opportunities for pathogensthat may be present to multiply, assurethe destruction of pathogenicmicroorganisms through proper cookingprocedures, and prevent the cross-contamination of pathogens from raw tocooked foods.
HACCP properly applied to allsegments of distribution andpreparation has the potential for:
1. Reducing the opportunities forpathogen growth, thereby reducing therisk of foodborne disease;
2. Assuring the destruction of entericand other non-spore forming pathogensthrough proper cooking procedures;
3. Preventing the reintroduction ofpathogens to the cooked product andcross-contamination of other foods; and
4. Controlling the growth of sporeforming pathogens (e.g., C. perfringens)by use of proper time/temperaturerelations for storage, holding, andserving.
An effective HACCP system in fooddistribution and preparation depends ona general understanding of andadherence to the principles ofsanitation, good manufacturing and foodpreparation practices as well as properfacility layout and equipment designand maintenance (See Attachment A).The education and training of allpersonnel is critical to the process andeffectiveness of any HACCP program.
HACCP plans for handling andprocessing raw beef should bedeveloped and implemented by foodretailers and food service establishmentsas the optimal system for food safetyassurance. In institutional feedingoperations such as hospitals, nursinghomes, day care centers, and prisonswhere the populations may be morevulnerable to foodborne disease, specialcare must be taken in the preparation ofall foods, including raw beef products .The Committee recommends thatHACCP systems be implementedimmediately by food serviceestablishments and institutionspreparing foods for these special groupswith increased susceptibility. Generalguidelines for the safe handling of rawbeef in retail food stores and foodservice establishments are provided inAttachment B.
Several national surveys (Weimer andJones, 1977; Williamson, et al., 1992)have shown that the public has alimited understanding of the basicprinciples of food microbiology and safehome food handling and preparationpractices. In households, the successfuluse of HACCP principles is dependenton the interest, knowledge and skills ofthe food preparer. General guidelines forthe safe handling of raw beef byconsumers are provided in AttachmentC.
D. HACCP Records and VerificationThe acquisition and maintenance of
records are an integral and criticalprinciple of HACCP (NACMCF, 1992).Records of CCP performance along withdocumentation of related verificationactivities and process deviations are theprimary tool by which a HACCPoperation is managed and decisions arereached concerning the efficacy ofprocess. The records of designated
objective and subjective observationsthat should be maintained must bespecified in the HACCP plan andmaintained at the processing location.All records should be reviewed andintegrated on a specified, routine basis.This should include subjecting the datato trend analysis to identify and correctproblems before they result in CCPsexceeding critical limits. It isrecommended strongly that this reviewbe integrated, and the resultscommunicated to both employees andsupervisory personnel. The mechanismand duration of records maintenance isthe responsibility of plant management,and should be specified in the HACCPplan. However, any system establishedmust take into account the primary rolethat records review plays inverifications by regulatory agencies.
Establishing procedures forverification that the HACCP system isworking correctly is an integral elementin developing an effective HACCP planand system. The verification proceduresshould:
1. Verify that the critical limits forCCPs are satisfactory,
2. Ensure that the facility’s HACCPplan is functioning effectively,
3. Consist of documentedrevalidations, audits, or otherverification procedures to ensure theaccuracy of the HACCP plan, and
4. Provide regulatory verification thatthe HACCP system is functioningsatisfactorily.
References
1. Acuff, G.R., Vanderzant, C., Savell, J.W.,Jones, D.K., Griffin, D.B., and Ehlers, J.G.1987. Effect of acid decontamination ofbeef subprimal cuts on themicrobiological and sensorycharacteristics of steaks. Meat Sci.19:217–226.
2. AVMA. 1992. Recommendations from theAVMA workshop on the safety of foodsof animal origin. J. Amer. Vet. Med.Assoc. 201:263–266.
3. Breazile, J.E. 1988. The Physiology ofStress and Its Relationship toMechanisms of Disease andTherapeutics. ‘‘The Veterinary Clinics ofNorth America: Food Animal Practice.’’W. B. Saunders Co., Philadelphia. Vol. 4,No. 3:441–480.
4. Cole, N.A., T.H. Camp, L. D. Rowe Jr., D.G. Stevens, and D. P. Hutcheson. 1988.Effect of Transport on Feeder Calves.Amer. J. Vet. Res. 49:178–183.
5. DeZuniga, A.G., M.E. Anderson, R.T.Marshall and E.L. Iannotti, 1991. Amodel system for studying thepenetration of microorganisms into meat.J. Food Protection 54: 256–258.
6. Dickson, J.S. 1992. Acetic acid action onbeef tissue surfaces contaminated withSalmonella typhimurium. J. Food Sci.57:297–301.

6860 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
7. Dickson, J.S. and Anderson, M.E. 1992.Microbiological decontamination of foodanimal carcasses by washing andsanitizing systems: A review. J. FoodProtection 55:133–140.
8. Empey, W.A. and Scott, W.J. 1939.Investigations on chilled beef Part I.Microbial contamination acquired in themeatworks. Council for Sci. and Indus.Res. Bull. No. 126, Melbourne, Australia.
9. Emswiler, B.S., Kotula, A.W. and Rough,D.K. 1976. Bactericidal effectiveness ofthree chlorine sources used in beefcarcass washing. J. Animal Sci. 42:1445–1450.
10. Eustace, I.J. 1981. Control of bacterialcontamination of meat duringprocessing. Food Technol. Aust. 33:28–32.
11. FAPMC. 1992. Implementing food animalpre-harvest food safety internationally.‘‘Proceedings: Providing Safe Food forthe Consumer.’’ Food Animal ProductionMedicine Consortium. Washington, D.C.
12. Grandin, T. 1984. Reduce stress ofhandling to improve productivity oflivestock. Vet. Med. 79:827–831.
13. Grandin, T. 1987. Using cattle psychologyto aid handling. AgricPractice 8(5):32–36.
14. Grau, F.H. 1987. Prevention of microbialcontamination in the export beefabattoir. pp. 221–233. In F.J.M. Smulders(ed). Elimination of PathogenicOrganisms from Meat and Poultry,Elsevier Science Publishing Co.,Amsterdam.
15. Hutcheson, D. P. and N. A. Cole. 1986.Management of transit-stress syndromein cattle: Nutritional and environmentaleffects. J. Anim. Sci. 62:555–560.
16. Kennedy, G. A. and C. M. Hibbs. 1993.Salmonellosis. ‘‘Current VeterinaryTherapy 3: Food Animal Practice.’’ W.B.Saunders Co., Philadelphia. pp. 562–565.
17. Kotula, A.W., Lusby, W.R., Crouse, J.D.and de Vries, B. 1974. Beef carcasswashing to reduce bacterialcontamination. J. Animal Sci. 39:674–679.
18. Mackey, B.M. and Derrick, C.M. 1979.Contamination of the deep tissues ofcarcasses by bacteria present on theslaughter instruments or in the gut. J.Appl. Bacteriol. 46:355–366.
19. Mackey, B.M., Roberts, T.A., Mansfield,J. and Farkas, G. 1980.
20. Growth of Salmonella on chilled meat. J.Hyg., Camb. 85:115–124.
21. Maher, K. D. 1991. Implantable electronicidentification, an update of global fieldtrials and its application in animaldisease control and eradicationprograms. ‘‘Proceedings of the 95thAnnual Meeting of the U. S. AnimalHealth Association.’’ San Diego, CA. pp.283–286.
22. Mitchell, G. A. and McChesney, D. G.1991. A plan for Salmonella control inanimal feeds. ‘‘Proceedings ofSymposium on the Diagnosis andControl of Salmonella.’’ San Diego, CA.U.S. Anim. Health Assoc. pp. 28–31.
23. NACMCF (National Advisory Committeeon Microbiological Criteria for Foods).1992. Hazard analysis and criticalcontrol point system. Int. J. FoodMicrobiol. 16:1–23.
24. Nelson, R. E. 1991. Progress towardimplementation of electronicidentification in the dairy industry.‘‘Proceedings of the 95th AnnualMeeting of the U. S. Animal HealthAssociation.’’ San Diego, CA. pp. 289–293.
25. Newton, K.G. and Harrison, J.C.L. andWauters, A.M. 1978. Sources ofpsychrotrophic bacteria on meat at theabattoir. J. Appl. Bacteriol. 45:75–82.
26. Osthold, W., Shin, H.-K., Dresel, J. andLeistner, L. 1984. Improving the storagelife of carcasses by treating their surfaceswith an acid spray. Fleischwirtsch64:828–830.
27. Patterson, J.T. 1968. Hygiene in meatprocessing plants—3. Methods ofreducing carcass contamination. Rec.Agric. Res., Ministry of Agriculture, N.Ireland 17:7–12.
28. Patterson, J.T. 1969. Hygiene in meatprocessing plants—4. Hot water washingof carcasses. Rec. Agric. Res., Ministry ofAgriculture, N. Ireland 18:85–87.
29. Prasai, R.K., Acuff, G.R., Lucia, L.M.,Hale, D.S., Savell, J.W. and Morgan, J.B.1991. Microbiological effects of aciddecontamination of beef carcasses atvarious locations in processing. J. FoodProtection 54:868–872.
30. Quartey-Papafio, E.A., Marshall, R.T. andAnderson, M.E. 1980. Short-chain fattyacids as sanitizer for beef. J. FoodProtection 43:168–171.
31. Reuter, G. 1990. ‘‘Hygiene andTechnology in Red Meat Production.’’ In:The Scientific Basis for HarmonizingTrade in Read Meat (J. Hannan and J.D.Collins, Eds.), Proceedings of RoundtableConference of the World Association ofVeterinary Food Hygienists, UniversityCollege Dublin. pp. 19–36.
32. Rings, D. M. 1985. Salmonellosis incalves. ‘‘The Veterinary Clinics of NorthAmerica: Food Animal Practice.’’ W. B.Saunders Co., Philadelphia. Vol. 1, No.3:529–539.
33. Robinson, R. A., K. E. Ferris, D. A. Miller,and S. Srinand. 1992. DescriptiveEpidemiology of Salmonella Serotypesfrom Cattle in the USA (1982–1991).‘‘XVII World Buiatrics Congress. Amer.Assoc. of Bovine PractitionersConference,’’ St. Paul, MN. pp.15–19.
34. Schmitz, J.A. 1993. Preharvest foodsafety, an international concern. J. Amer.Vet. Med. Assoc. 202:718–729.
35. Siragusa, G.R. and Dickson, J.S. 1992.Inhibition of Listeria monocytogenes onbeef tissue by application of organicacids immobilized in a calcium alginategel. J. Food Sci. 57:293–296.
36. Smeltzer, T. and Thomas, R. 1981.Transfer of Salmonellae to meat and offalby knives. Austral. Vet. J. 57:433.
37. Smith, B. P. and House, J. 1992. Prospectsof Salmonella Control in Cattle.‘‘Proceedings, XVII World BuiatricsCongress. Amer. Assoc. BovinePractitioners Conf.’’ St. Paul, MN. Vol 1,pp.67–73.
38. Smulders, F.J.M., Barendsen, P., vanLogtestijn, J.G., Mossel, A.A. and van derMarel, G.M. 1986. Review: Lactic acid:considerations in favour of itsacceptance as a meat decontaminant. J.Food Technol. 21:419–436.
39. Snijders, J.M.A., van Logtestijn, J.G.,Mossel, D.A.A. and Smulders, F.J.M.1985. Lactic acid as a decontaminant inslaughter and processing procedures.Vet. Q. 7:277–282.
40. Stolle, A. 1981. Spreading of Salmonellasduring cattle slaughtering. J. Appl.Bacteriol. 50:239–245.
41. USAHA. 1992. Report of the Committeeon Livestock Identification. ‘‘Proceedingsof the 96th Annual Meeting of the U.S.Animal Health Assoc.’’ pp.111–113.
42. Vanderzant, C. and Splittstoesser, D. G.,eds. 1992. ‘‘Compendium of Methods forthe Microbiological Examination ofFoods. 3rd ed. American Public HealthAssociation. Washington, D.C.
43. Weimer, J. and Jones, J. 1977. Food safety:Homemakers attitudes and practices.U.S.D.A. Report No. 360. pp.155.
44. Williamson D. M., Gravani, R. B., andLawless, H. T. 1992. Correlating foodsafety knowledge with home foodpreparation practices. Food Technol46(5):94–100.
45. Woolthuis, C.H.J. and Smulders, F.J.M.1985. Microbial decontamination of calfcarcasses by lactic acid sprays. J. FoodProtection 48:832–837.

6861Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
TABLE 1.—GENERIC HACCP PLAN CRITICAL CONTROL POINTS FOR BEEF SLAUGHTER AND FABRICATION
Process/step CCP Critical limits Monitoring pro-cedure/frequency Corrective action Records Verification
Skinning ............. CCP(1) ... ≤20% of car-casses withdressing de-fects.
Operator ob-serves effec-tiveness ofskinning proc-ess for eachcarcass. Vis-ual analysisshould be con-ducted underadequate light-ing per USDArequirements.
Add operators ...Reduce chain
speed.Conduct carcass
trimming.
Random post-skinning car-cass examina-tion log.
Examination of random carcassesafter skinning is complete usingsampling plan sufficient to as-sure process control.
Supervisory review of records.
Initially, conduct microbiologicalanalyses for aerobicmesophiles and/orEnterobacteriaceae to establishbaseline data on expected bac-terial numbers. Periodic follow-up analyses and trend analysisto verify process control.
Review control charts to confirmthat sampling frequency is suffi-cient to detect 20% defect cri-teria.
Post-skinningSpray Washand Bacteri-cidal Spray.
CCP(2) ... Washing:1. 90–100°F.2. 345–2070 kPa
(50–300 psi).Bactericidal
Spray:1. Organic acid:
1–2%. 115–130°F.
2. Chlorine: 50ppm. Ambienttemperature.
3. 70–275 kPa(10–40 psi)
4. Other applica-tions perUSDA–FSISguidelines.
Continuous mon-itoring of tem-perature, pres-sure and bac-tericidal rinseconcentration..
Washing: adjusttemperature orpressure.
Bactericidalspray: adjusttemperature,pressure orconcentration
Examine and re-pair equipmentas needed.
Post-skinningwash sprayand bacteri-cidal spray log.
Log of preventa-tive mainte-nance.
Supervisory review of records.Periodic microbiological analyses
for aerobic mesophiles and/orEnterobacteriaceae coupledwith trend analysis to confirmadequacy of process in com-parison to data collected atCCP(1).
Periodic testing of equipment toensure it is operating accordingto design specifications.
Evisceration ....... CCP(3) ... 0% occurrenceof the follow-ing defects fora single car-cass: Fecalmaterial,ingesta, urineor abscesses.
Employee ob-serves con-tamination androutes con-taminated car-cass for imme-diate trimming.
1. Trained em-ployee imme-diately trimsdefect area oncarcass.
2. Addoperators.3. Reduce chain
speed.
Random post-eviscerationcarcass exam-ination log.
Supervisory review of records andoperations.
Random examination of car-casses after evisceration usinga sampling plan sufficient to as-sure process control.
4.4. Sanitizesoiled evis-ceration toolswith 180°Fwater.
5. Sanitize soiledclothing 120°Fwater or ap-propriate sani-tizer.
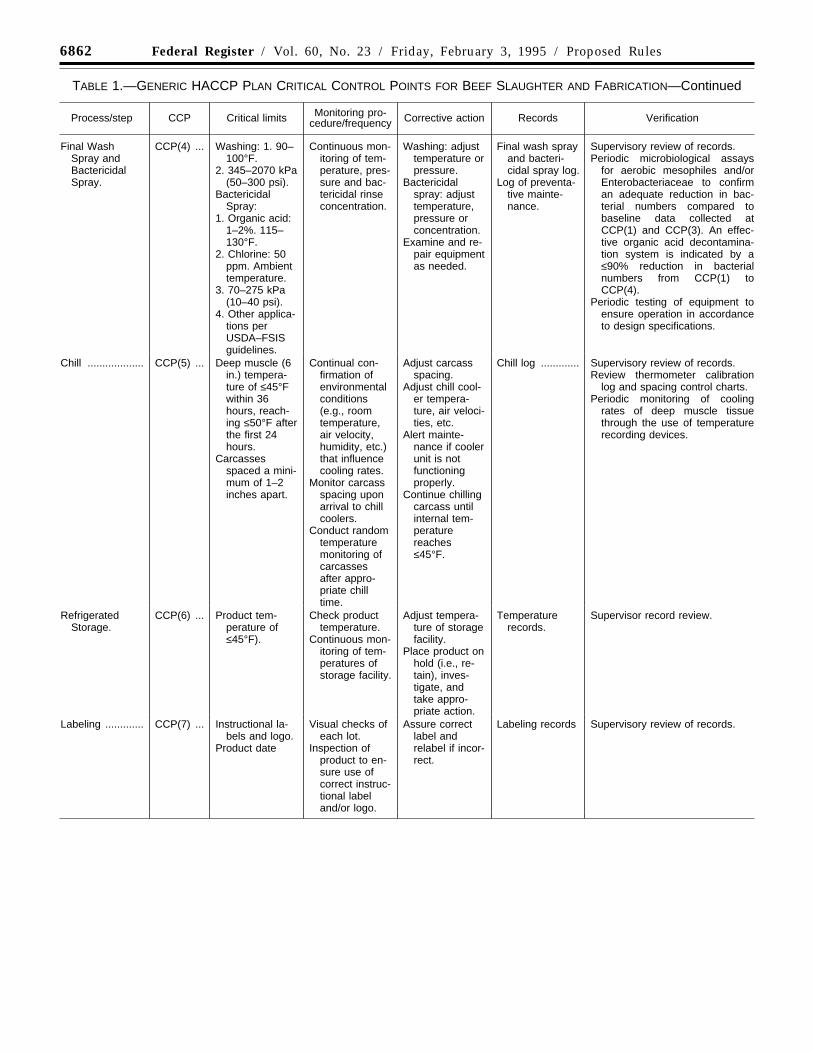
6862 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
TABLE 1.—GENERIC HACCP PLAN CRITICAL CONTROL POINTS FOR BEEF SLAUGHTER AND FABRICATION—Continued
Process/step CCP Critical limits Monitoring pro-cedure/frequency Corrective action Records Verification
Final WashSpray andBactericidalSpray.
CCP(4) ... Washing: 1. 90–100°F.
2. 345–2070 kPa(50–300 psi).
BactericidalSpray:
1. Organic acid:1–2%. 115–130°F.
2. Chlorine: 50ppm. Ambienttemperature.
3. 70–275 kPa(10–40 psi).
4. Other applica-tions perUSDA–FSISguidelines.
Continuous mon-itoring of tem-perature, pres-sure and bac-tericidal rinseconcentration.
Washing: adjusttemperature orpressure.
Bactericidalspray: adjusttemperature,pressure orconcentration.
Examine and re-pair equipmentas needed.
Final wash sprayand bacteri-cidal spray log.
Log of preventa-tive mainte-nance.
Supervisory review of records.Periodic microbiological assays
for aerobic mesophiles and/orEnterobacteriaceae to confirman adequate reduction in bac-terial numbers compared tobaseline data collected atCCP(1) and CCP(3). An effec-tive organic acid decontamina-tion system is indicated by a≤90% reduction in bacterialnumbers from CCP(1) toCCP(4).
Periodic testing of equipment toensure operation in accordanceto design specifications.
Chill ................... CCP(5) ... Deep muscle (6in.) tempera-ture of ≤45°Fwithin 36hours, reach-ing ≤50°F afterthe first 24hours.
Carcassesspaced a mini-mum of 1–2inches apart.
Continual con-firmation ofenvironmentalconditions(e.g., roomtemperature,air velocity,humidity, etc.)that influencecooling rates.
Monitor carcassspacing uponarrival to chillcoolers.
Conduct randomtemperaturemonitoring ofcarcassesafter appro-priate chilltime.
Adjust carcassspacing.
Adjust chill cool-er tempera-ture, air veloci-ties, etc.
Alert mainte-nance if coolerunit is notfunctioningproperly.
Continue chillingcarcass untilinternal tem-peraturereaches≤45°F.
Chill log ............. Supervisory review of records.Review thermometer calibration
log and spacing control charts.Periodic monitoring of cooling
rates of deep muscle tissuethrough the use of temperaturerecording devices.
RefrigeratedStorage.
CCP(6) ... Product tem-perature of≤45°F).
Check producttemperature.
Continuous mon-itoring of tem-peratures ofstorage facility.
Adjust tempera-ture of storagefacility.
Place product onhold (i.e., re-tain), inves-tigate, andtake appro-priate action.
Temperaturerecords.
Supervisor record review.
Labeling ............. CCP(7) ... Instructional la-bels and logo.
Product date
Visual checks ofeach lot.
Inspection ofproduct to en-sure use ofcorrect instruc-tional labeland/or logo.
Assure correctlabel andrelabel if incor-rect.
Labeling records Supervisory review of records.

6863Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
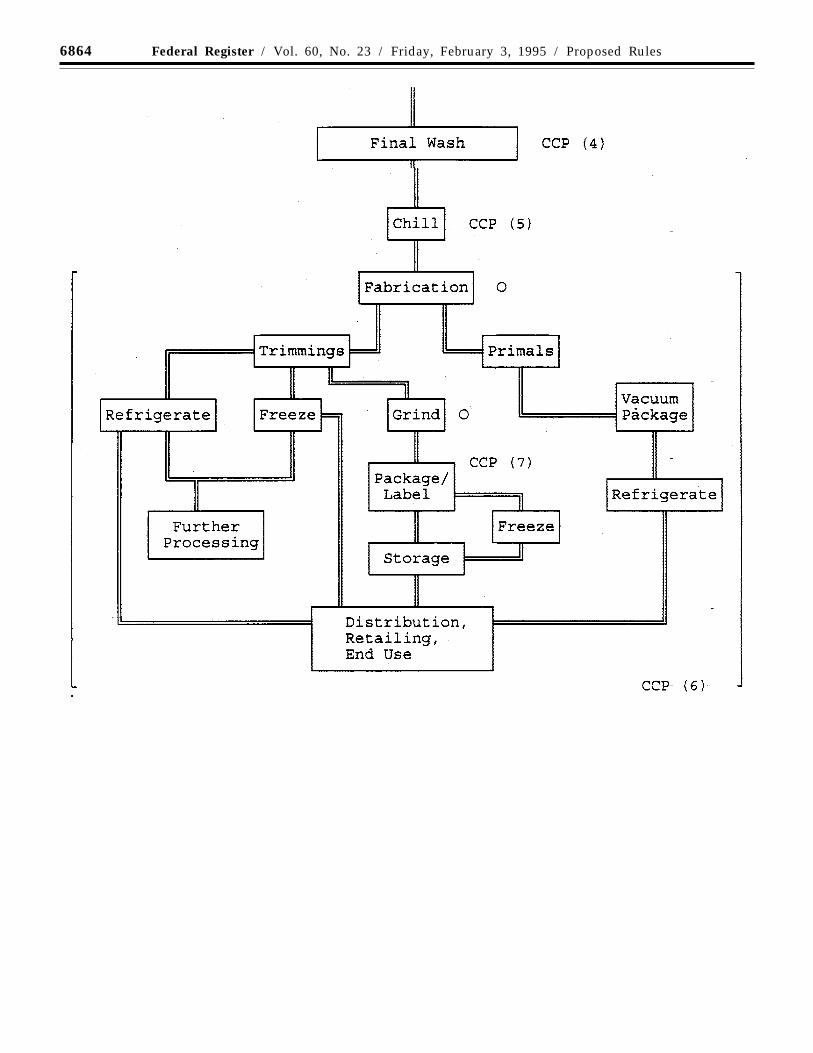
6864 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules

6865Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
BILLING CODE 3410–DM–C
VI. Role of Regulators and Industry inHACCP-based Beef Processing
The processor has primaryresponsibility for development andimplementation of HACCP plans forbeef slaughter, fabrication, packagingand distribution. These plans, however,must consider the entire food systemfrom production to consumption. Themajor role of the regulatory agency(s) isto verify that the processor’s HACCPsystem is effective and working asintended. In general, this includesassurance that following the HACCPplan fulfills the intended purpose ofproviding a product that is safe whenproperly handled and prepared forconsumption.
The role of regulatory agency(s) ininspection of beef processing operationsshould be based on therecommendations of the HACCPSubcommittee on ‘‘The Role ofRegulatory Agencies and Industry inHACCP’’. The regulatory agency(s) incooperation with industry and otherexperts in HACCP shall be activelyinvolved in promoting the HACCPprinciples and their application toassure uniformity and commonunderstanding. Regulations andguidelines that are promulgated by theregulatory agency(s) should beconsistent with these principles.
The focus of the regulatory agency(s)should be on those activities associatedwith verification of critical controlpoints. The processor must makeHACCP records available to theregulatory agency(s). These recordswould include the processor’s HACCP
plan, CCPs, critical limits, monitoring,deviations, product disposition, andcorrective actions. The HACCP plan andassociated processor records must beconsidered proprietary information thatmust not be made available outside theregulatory agency(s).
Specific verification procedures mayinclude: Establishing verificationinspection schedules based on risk;review of the HACCP plan; review ofCCP records; review of deviations andcorrective actions; visual inspection ofoperations, random sampling of finalproducts; review of critical limits;review of the processors verificationrecords; review of revalidation of theHACCP plan; and review of HACCPplan modifications. The regulatoryagency(s) should establish the mannerand frequency of verification, format forverification reports, and other activitiesbased on the HACCP Subcommitteerecommendations (NACMCF, 1992).
Industry’s responsibility is to develop,implement and maintain an effectiveHACCP system. The system should bebased on the NACMCFrecommendations on HACCP principlesand application (NACMCF, 1992). Eachfacility should develop an HACCP teamand provide for proper training inHACCP principles. It is the processor’sresponsibility to provide HACCPrecords to the regulatory agency(s). Theprocessor must assure that the recordsare complete, accurate and up to date.Records for review must includepertinent information for verificationand revalidation of the HACCP plan.When necessary, amendments to the
HACCP plan will be made in responseto the regulatory inspection.
It is recommended that the beefprocessors and associated regulatoryagency(s) adopt the principles forimplementation of HACCP as outlinedby the HACCP Subcommittee on theRole of Regulatory Agencies in HACCP.These recommendations includeuniformity in adopting HACCPprinciples, the characteristics of aHACCP-based inspection program, andprocedures to facilitate the adoption andimplementation of HACCP.
Reference
1. NACMCF (National Advisory Committeeon Microbiological Criteria for Foods).1992. Hazard analysis and criticalcontrol point system. Int. J. FoodMicrobiol. 16:1–23.
VII. New Technologies and Procedures
New technologies and procedures forimproved microbial control during theslaughtering process fall into twoactivities: preventing contamination anddecontamination. Both will beconsidered. In addition to microbialcontrol, improvements in carcassidentification and product coding canbe beneficial for determining the sourceof microbial pathogens.
A. Reducing the Potential forContamination
This section includes those newtechnologies or improvements inexisting procedures which can be usedduring slaughtering to reducecontamination from current levels tolower levels. Operators of slaughterfacilities should be encouraged to

6866 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
develop procedures which reduce orcontrol the spread of pathogens frommanure, internal organs, hair, water, etc.to the carcass or the processingenvironment. Such systems mightinclude improved methods for hideremoval; dehairing before removing thehide; washing and/or sanitizing saws,knives or other equipment duringslaughtering operations; or other newtechniques.
The trim rail, for example, should bemoved to an area as far forward in theslaughter process as possible, preferablybefore the pre-evisceration wash. Such amove would facilitate preventingcarcass contamination. This trim areashould also be used to trim bruises,lesions, and grubs before spraying thecarcass with water or other approvedsolutions.
The method of cutting around andhandling the bung (e.g. tying off,covering, etc.) is another example. Thepreferred method has been debated fora number of years. There is generalagreement, although there is little or nopublished data, that this step can be asignificant source of contamination tothe carcass. It is recommended that thisstep be reviewed and one or moremethods be specified which willminimize carcass contamination.
B. DecontaminationThere are two basic approaches to
decontamination. The first approachusually consists of spraying carcassesduring slaughtering and/or chilling.These procedures can reduce but willnot destroy all the enteric pathogens.The second approach consists ofirradiating packaged meat. Irradiationdoses currently approved for use withpoultry (Cross, 1992) would besufficient to destroy the levels of entericpathogens that would normally bepresent on freshly packaged meat.
Both approaches require that theslaughtering process be controlled tominimize contamination. The number ofenteric pathogens on the carcassesshould be as low as possible beforeeither method of decontamination isapplied. In addition, the method ofdecontamination and the organolepticquality of the decontaminated meatmust still be acceptable to consumers.
1. Organic Acid Sprays, etc.Research and commercial experience
has demonstrated that microbialcontaminants on the surface of carcassescan be reduced through the use oforganic acid sprays, hot water, steamand various combinations of these andother approved bactericidal materials.There may be more than onecombination of treatments at one or
more steps during slaughtering and/orchilling. The Committee encourages thedevelopment and implementation ofsuch bactericidal systems to reduce thenumber and incidence of entericpathogens on carcasses and fresh meat.As systems are developed andapproved, FSIS should considerrequiring the use of systems that havebeen proven to actively reduce entericpathogens. The minimum efficacyrequired for such systems should be aspecified reduction ofEnterobacteriaceae (e.g. a 10-foldreduction) using standardized protocolsrecognized by the regulatory agencywith input from other interested parties(e.g., academia, industry, USDA–ARS,NACMCF, and professionalorganizations). The conditions (e.g.,time, temperature, pH, acidconcentration, etc.) for effectiveoperation of the decontaminationsystem should be specified in theHACCP plan of the slaughterestablishment.
In addition to its use as an in-linesystem for decontamination, thistechnology can be applied to uniquesituations. For example, under currentinspection procedures for cattle, thefollowing occurs in the event thatduring evisceration a break in visceracontaminates the body cavity:
Carcass siderailed;Carcass trimmed by peeling out fascia in
body cavity;Exposed bone is trimmed; andVisual reinspection.
An alternate approach to the abovemay be the following:
Carcass siderailed.
Decontamination of the body cavityby:
Extensive body cavity and carcass washwith potable water.
Decontamination of the body cavity byan approved procedure (e.g., organicacid, alkaline solution, hot water,steam, etc.)
2. Irradiation
Irradiation is an effective technologyfor destroying enteric pathogens in freshmeats. The irradiation of poultry forpathogen control has been approved inthe United States and ten othercountries (e.g., France, United Kingdom,and The Netherlands) (ICGFI, 1992).Irradiation of raw beef should, likewise,be approved. Used appropriately,irradiation can be an effective methodfor assuring the safety of raw meats,particularly raw ground beef.
C. Carcass Identification, ProductCoding
Procedures should be developed sothat carcasses can be identified as tosource and can be traced back to thefarm. In addition, minimumrequirements for the coding of raw beefproducts should be developed so thatinformation can be obtained relative toprocessing establishment(s), sources ofraw materials and time of production.
References1. Cross, H.R. 1992. Irradiation of poultry
products. 9 CFR Part 381. FederalRegister 57:43588–43600.
2. ICGFI. 1992. Ninth Meeting of theInternational Consultative Group onFood Irradiation. Inventory of productclearances. International ConsultativeGroup on Food Irradiation, Joint FAO/IAEA Division, International AtomicEnergy Agency, Vienna.
VIII. Research Needs1. Recent research has indicated that
the attachment of enteric pathogensinvolves a specific, genetically-controlled interaction between thebacterial cell surface and connectivetissue. Further research is needed toconfirm these observations andelucidate the underlying biochemistryof attachment. Potentially, thisinformation could be used to developenhanced methods for preventingcontamination and/or enhancing theremoval of enteric pathogens from rawbeef.
2. One of the long standing questionswith raw meat and poultry products hasbeen the epidemiological significance oflow numbers of infectious bacteria suchas Salmonella, Listeria, and E. coliO157:H7. Recent biotechnologicaladvances allow for the first time theactive tracing of such foodbornepathogens from the farm, through theprocessing operations, and to ultimateisolation in a clinical setting. An activesurveillance study should beundertaken to establish unequivocallythe role of raw meat and poultry intransmission of human enteric diseases.
This research should be designed andconducted to identify the major pointsof introduction and/or dissemination ofSalmonella and E. coli O157:H7. Thisinformation is needed to performaccurate hazard analyses and riskassessments to develop preventivemeasures on the basis of soundinformation.
The study should be conducted in amanner that permits acquisition ofquantitative information of the levels ofpathogens related to overt disease.While the establishment of an absoluteMinimum Infectious Dose forindividuals is not a reasonable

6867Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
objective, there is a need to know on apopulation basis the incidence of activeinfections that are likely to occur as afunction of levels enteric pathogensingested. This information is needed tomake realistic, cost-effective decisionsconcerning microbiological criteria. Forexample, if the infection rate at 10,000cfu/g is 90% whereas at 100 cfu/g it is0.01%, one could estimate risk factorsversus the cost of achieving a significantimprovement in public health. Usingthe cited example, it is unlikely thatthere would be much practicalsignificance in mandating a minimumlevel of less than 1 cfu/g if there was notfurther reduction in infection rate.
3. Determine how techniques inmicrobial risk assessment can beapplied to the transmission of bacterialpathogens via raw beef products. Thisincludes quantifying the relativeimportance of both the differentpotential sources of pathogenic bacteriaand the critical control points thatcontrol the microbiological hazardsassociated with beef slaughteroperations.
4. Establish baseline data for the typesand extent (level) of microbialcontamination that can be expected onraw beef products produced under goodmanufacturing conditions. These datawill serve as the basis for assessing theefficacy of alternate interventionapproaches. This should include anexamination of large and small volumeslaughter operations for fed-cattle anddairy cattle to determine factors thateffect incidence of foodborne pathogensin these segments of the beef industry.
These surveys should be accompaniedwith an evaluation of the relationshipbetween the results of traditionalorganoleptic inspections andassessments of both the incidence andextent of contamination with specifichuman pathogens. Particular emphasisshould be directed to assessing therelationship between animal health atthe time of slaughter and the overalldegree of contamination of the meat.
5. Surveys of the adequacy ofrefrigeration in distribution channels,retail markets, food serviceestablishments, and the home haveindicated that there is a significantpotential that raw beef products will betemperature abused beforeconsumption. There is a need toestablish quantitative data on the impactof transitory or marginal temperatureabuse on the growth of pathogens onraw beef products. Data on time/temperature relationships wouldprovide a scientific basis for courses ofaction that should be followed whenthere is a loss of temperature control.
6. Establish how refrigerated raw beefshould be stored to maximizemicrobiological safety, with particularreference to control of psychrotrophicpathogens.
7. Identify microbiological inhibitorsthat could be used in raw meat andpoultry, particularly ground beef.
8. Evaluate decontaminationprocedures to determine if they could beemployed as an alternate means totrimming for effectively eliminatingfecal contamination from carcasses.
9. The continued development ofimproved methods for the identificationof foodborne pathogens in meat andpoultry products should be encouraged.This includes rapid methods that can beused both to identify animals thatharbor enteric pathogens prior toslaughter and to periodically verify theeffectiveness of HACCP operations.Studies of improved means for samplingto decrease lower limits of detection,enhance accuracy, and decrease numberof samples required for statisticalvalidity should also be encouraged.
10. It is often assumed that entericpathogens are limited to the surface ofbeef carcasses. However, evidenceindicates that lymph nodes can harborenteric pathogens (e.g., salmonellae).This suggests that the processingprocedures described in this documentwould be less effective than anticipated.The relative significance of beef carcasslymph nodes as a potential source ofSalmonella and E. coli O157:H7 isunknown. Studies should be undertakento determine the incidence of thesepathogens in bovine lymph nodes.
Attachment A—General SanitationControls for Beef Slaughter andFabrication Operations
Successful implementation of HACCPwithin a beef slaughter or fabricationfacility requires the following basicplant support programs. Goodmanufacturing practices (GMPs) must bestressed throughout the facility. Thesepractices include programs that coveremployee personal hygiene, effectivesanitation, pest management, equipmentselection and maintenance, plantenvironmental management, potablewater sources, operational practices,and proper storage of packagingmaterials and supplies. Effectiveadherence to GMPs requires orientationand follow-up training for allemployees.
A. Hygiene PracticesAll personnel should be trained in the
importance of personal hygiene.Hair nets, beard covers, knives, steels,
lockers, aprons, smocks, boots, etc.,should be handled and maintained in a
clean and sanitary manner. Disposablepersonal items should be changed asrequired to assure cleanliness.
Hot water sanitizing stations shouldbe kept at 180°F with frequent changesof water. After knives are dipped theyshould be sanitized by approvedsanitizers for an appropriate timeinterval before reuse. This may requiremultiple knives to allow adequate timein the sanitizer to assure propermicrobial kill.
Knives and all personal equipmentshould be cleaned, sanitized, and driedprior to storage. Special attentionshould be given to boots and footwear.Storage lockers should be kept cleanand free of dirty clothes, rags, etc.
Shrouds, aprons, gloves, and cottonitems should be placed in a markedplastic container after use. These itemsshould be given a proper wash with achlorine rinse and dried thoroughlybefore being returned to the processingplant.
B. Equipment
Acquisition of USDA approvedequipment should includeconsideration of ease of cleaning,sanitation, and maintenance.
All equipment should be cleaned andsanitized daily. Pre-operativeinspections should be conducted priorto start-up.
All equipment must be maintained ingood repair. As materials age,deterioration occurs and care must betaken to monitor the equipment.Preventive maintenance helps ensureequipment works properly andfacilitates proper cleaning andsanitizing.
Plastic or metal pallets are preferable,however, if unavailable, wooden palletsmay be used provided they are kept dryand clean.
All plastic belts and other foodconveyance surface should be inspectedfrequently, and replaced or resurfacedas soon as there is evidence of cracking,pitting, or other defects that wouldhamper effective cleaning andsanitizing.
A major equipment concern iscontrolling material buildup, i.e., bonedust and meat particle accumulation inareas that increase in temperatureduring processing. Such problems canbe minimized by regular cleaning andappropriate documentation of allactions.
C. Movement of Personnel andEquipment
Movement of personnel andequipment between areas, particularlybetween slaughter and fabrication or

6868 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
processing zones can be a source ofcross contamination.
Fork lifts can be a continuing sourceof cross-contamination. Movement mustbe excluded from areas where productis exposed.
Movement of personnel betweenzones should be controlled andminimized. Sinks, boot washes, andclean outer garment exchange should beused at zone entrances, particularly ifindividuals are moving from a ‘‘dirty’’zone to a ‘‘clean’’ area (e.g., movementfrom abattoir to fabrication room).
D. PackagingA basis for selection of approved food
packaging material should beeffectiveness for protecting the productand preventing contamination.Packaging integrity must be maintainedto avoid recontamination, i.e., properseals, clips, covers, vacuum levels, etc.All packaging materials and suppliesshould be received and stored inmanner that ensures their integrity.
E. Pest ControlAn active program for control of
insects, rodents, wild birds, and otherpests should be maintained, includingperiodic examination of facilities forevidence of infestations.
F. Plant Environment ManagementThe processing environment should
be maintained to meet GMPrequirements. This includes dailyoperative checks to ensure compliance.
G. WaterWater for processing should be
obtained from a potable source or wherepermitted, recycled according toapproved guidelines. Periodic analysisof the water should be conducted toensure that the source meets therecognized microbiological criteria forpotable water.
General Guidelines for the Handling ofRaw Beef Products in Retail FoodStores and Food Service Establishments
A. Food Receiving and StorageRaw beef products should be received
in good condition and at a temperatureof 40°F or less. A visual inspectionshould be conducted to assure thecondition of raw beef products.
B. Refrigerated Storage
Storage temperatures of less than 40°Fwill minimize microbial growth ofSalmonella. Proper stock rotationshould be practiced and:
A first-in, first-out stock rotationsystem should be utilized. All foodsshould be kept covered, wrapped, dated,labelled and rotated. Older products
should be used before newly receivedfoods.
Raw products should be storedseparately from cooked, ready-to-eatproducts to prevent cross-contamination.
The cooler should be regularlyinspected for good sanitary conditionsand maintained at the propertemperature (<40°F) and humidity.Products should be stored to assuresufficient air circulation.
C. Food Preparation
Delicatessen employees and foodservice workers should be aware of andpractice good personal hygiene at alltimes, especially when preparing andhandling foods.
Employees should not work when illand should wash hands frequently,especially after handling raw foods andafter using the restroom.
Clean clothing and appropriate haircover should be worn by all personnelinvolved in food preparation.
Raw foods should be kept separatefrom cooked, ready-to-eat foods.Equipment and utensils used in thepreparation of raw beef products shouldbe properly cleaned and thoroughlysanitized before use with other foods.
Intact cuts of beef (roasts, chops, etc.)should be cooked to a minimuminternal temperature of 140°F. Thetemperature should be checked with agood quality thermometer in thethickest part of the meat.
Hamburgers and other ground orrestructured beef products should becooked to a minimum internaltemperature of 155°F. At thistemperature, the meat is well done andhas no pink color.
Beef products that are cooked andheld for hot display should be kept ata temperature of at least 140°F.
Leftover meat products should berefrigerated immediately in shallowcontainers so quick cooling can beachieved and microbial growth can beprevented.
Reheat leftover meats and otherprecooked beef products to a minimuminternal temperature of 165°F.
General Guidelines for the Handling ofRaw Beef Products by Consumers
A. Food Purchasing
Buy perishable foods last, after allother grocery items have been selected.Insist that grocery baggers place all rawfood of animal origin (red meat, poultry,seafood, eggs, etc.) in a separate plasticbag for transport. Never allow raw meatto contact a package of food that will notbe cooked before consumption. Coldfoods should be placed together in a
paper bag to help prevent excessivewarming during transport.
Take purchases home immediatelyand place items to be kept refrigeratedor frozen in proper storage as soon aspossible.
B. Kitchen Appliances and UtensilsUse a thermometer to assure
refrigerator temperature is 40°F or belowand that freezer temperature is below0°F.
Keep refrigerator and freezer shelvesclean and sanitize periodically.
Separate raw from cooked foods in therefrigerator or freezer. Raw foods shouldnever be stacked on top of cooked foods.
Use an oven thermometer to verifythat the oven temperature isapproximately the same as thetemperature dial selector. Most ovenowner’s manuals will have instructionsfor adjusting the temperature selectorfor accuracy.
Counter tops, sinks, and cuttingsurfaces should be cleaned andsanitized after contacting any raw food.Clean surfaces with hot soapy water andrinse thoroughly. Sanitize the surfacewith a chlorine solution (one cap ofbleach in one gallon of cold water; anew solution prepared weekly).
If washing utensils by hand, knivesand cutting boards used with raw meatsshould be washed with hot, soapywater, followed by a hot water rinse andsanitation with a chlorine solution aftereach use. Washing in a dishwasherhaving a hot water rinse will sufficientlysanitize utensils (the temperature of therinse should be at least 120°F).
C. Food PreparationCross-contamination occurs when
utensils, plates, or hands used inpreparing raw foods are not thoroughlywashed and sanitized before using withcooked foods or foods that will not becooked (e.g., salads). Never use the sameplate to transport raw and cooked beefunless thoroughly washed and sanitizedbetween uses.
Frozen products should be thawed inthe refrigerator or under cold runningwater.
Cook intact beef cuts (roasts, chops,etc.) to a minimum internal temperatureof 140°F. Always check temperatureswith a meat thermometer at the thickestpart of the meat.
Hamburgers and other ground orrestructured beef products should becooked until the meat is well-done (nopink color, juices run clear). Thetemperature at the coolest portion of themeat should reach 155°F.
Cold beef should be stored and servedat 40°F or less.
Leftovers should be refrigeratedimmediately in shallow containers to

6869Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
prevent bacterial growth. Allowing acooked food to ‘‘cool down’’ at room
temperature before refrigerating mayallow bacterial growth.
Reheat leftovers and other precookedbeef products to an internal temperatureof 165°F.
ATTACHMENT D: CONTROL POINTS AND CRITICAL CONTROL POINTS FOR BEEF SLAUGHTER AND FABRICATION
Æ Potential site of minor contamination.• Potential site of major contamination.
Process/step Æ, •, CCP Criteria or criticallimits
Monitoring pro-cedure/frequency
Corrective/pre-ventive action Records Verification
Cattle receiving:Pens ........... Æ ............. Pens dry and
clean.Visual check
each shift.Reclean. Re-
move standingwater.
Receiving/hold-ing log.
Supervisory review of records.
Cattle hold-ing.
Æ ............. Holding <24 h ... Check holdingrecords eachshift.
Coordinate hold-ing andslaughterspeed.
Receiving/hold-ing log.
Supervisory review of records.
Stunning:Bleeding ..... ................ Sanitize knife
(180 °F water)between sticks.
Visual checksand watertemperaturechecks eachshift.
Correct proce-dures andtemperature.
None .................. Supervisory review.
Head/shank re-moval:
Skinning ..... CCP(1) • ≤20% of car-casses withdressing de-fects.
Operator ob-serves effec-tiveness ofskinning proc-ess for eachcarcass. Vis-ual analysisshould be con-ducted underadequate light-ing per USDArequirements..
Add operators.Reduce chain
speed.Conduct carcass
trimming.
Random post-skinning car-cass examina-tion log.
Examination of random carcassesafter skinning is complete usingsampling plan sufficient to as-sure process control.
Supervisory review of records.Initially, conduct microbiological
analyses for aerobicmesophiles and/orEnterobacteriaceae to establishbaseline data on expected bac-terial numbers. Periodic follow-up analyses and trend analysisto verify process control.
Review control charts to confirmthat sampling frequency is suffi-cient to detect 20% defect cri-teria.
Post-skin-ning spraywash andbacteri-cidalspray.
CCP(2) ... Washing:1. 90–100 °F.2. 345–2070 kPa
(50–300 psi).Bactericidal
Spray:1. Organic acid: .
1–2%115–130°F.
2. Chlorine:x 50 ppm. ........
Ambient tem-perature .........
3. 70–275 kPa(10–40 psi) ....
4. Other applica-tions perUSDA–FSISguidelines.
Continuous mon-itoring of tem-perature, pres-sure and bac-tericidal rinseconcentration.
Washing: adjusttemperature orpressure.
Bactericidalspray: adjusttemperature,pressure orconcentration.
Examine and re-pair equipmentas needed
Post-skinningwash sprayand bacteri-cidal spray log.
Log of preventa-tive mainte-nance.
Supervisory review of records.Periodic microbiological analyses
for aerobic mesophiles and/orEnterobacteriaceae coupledwith trend analysis to confirmadequacy of process in com-parison to data collected atCCP(1).
Periodic testing of equipment toensure it is operating accordingto design specifications.
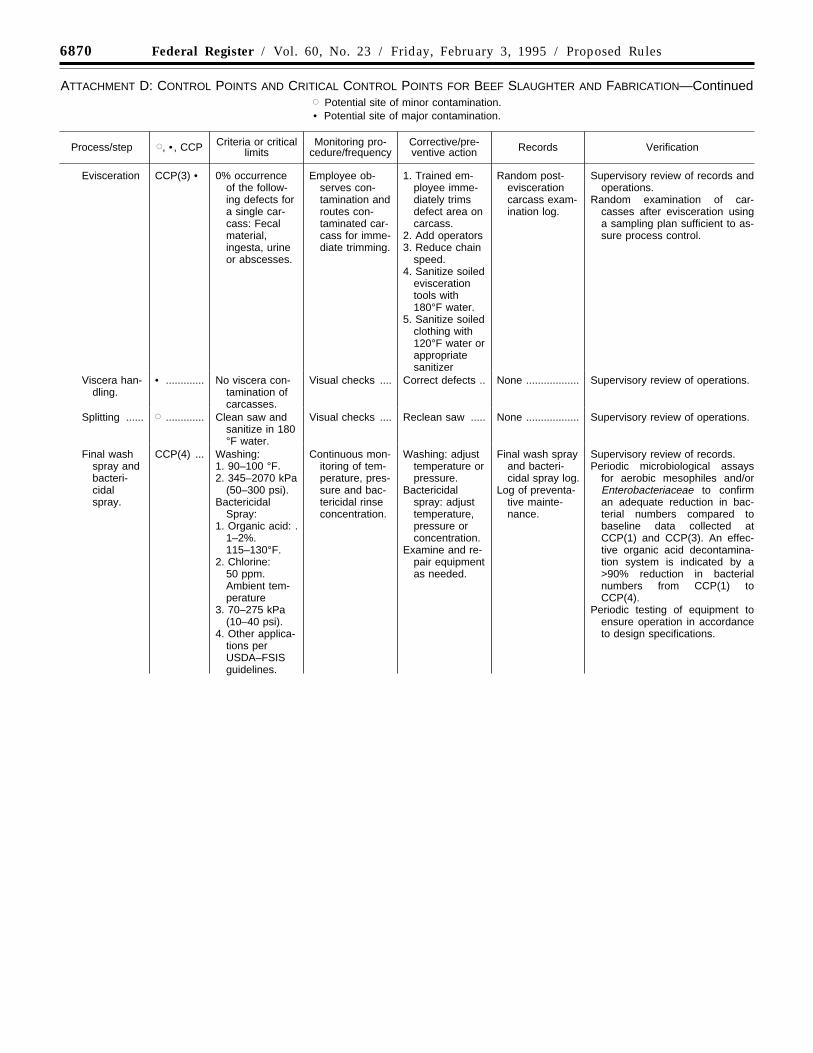
6870 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
ATTACHMENT D: CONTROL POINTS AND CRITICAL CONTROL POINTS FOR BEEF SLAUGHTER AND FABRICATION—ContinuedÆ Potential site of minor contamination.• Potential site of major contamination.
Process/step Æ, •, CCP Criteria or criticallimits
Monitoring pro-cedure/frequency
Corrective/pre-ventive action Records Verification
Evisceration CCP(3) • 0% occurrenceof the follow-ing defects fora single car-cass: Fecalmaterial,ingesta, urineor abscesses.
Employee ob-serves con-tamination androutes con-taminated car-cass for imme-diate trimming.
1. Trained em-ployee imme-diately trimsdefect area oncarcass.
2. Add operators3. Reduce chain
speed.4. Sanitize soiled
eviscerationtools with180°F water.
5. Sanitize soiledclothing with120°F water orappropriatesanitizer
Random post-eviscerationcarcass exam-ination log.
Supervisory review of records andoperations.
Random examination of car-casses after evisceration usinga sampling plan sufficient to as-sure process control.
Viscera han-dling.
• ............. No viscera con-tamination ofcarcasses.
Visual checks .... Correct defects .. None .................. Supervisory review of operations.
Splitting ...... Æ ............. Clean saw andsanitize in 180°F water.
Visual checks .... Reclean saw ..... None .................. Supervisory review of operations.
Final washspray andbacteri-cidalspray.
CCP(4) ... Washing:1. 90–100 °F.2. 345–2070 kPa
(50–300 psi).Bactericidal
Spray:1. Organic acid: .
1–2%.115–130°F.
2. Chlorine:50 ppm.Ambient tem-perature
3. 70–275 kPa(10–40 psi).
4. Other applica-tions perUSDA–FSISguidelines.
Continuous mon-itoring of tem-perature, pres-sure and bac-tericidal rinseconcentration.
Washing: adjusttemperature orpressure.
Bactericidalspray: adjusttemperature,pressure orconcentration.
Examine and re-pair equipmentas needed.
Final wash sprayand bacteri-cidal spray log.
Log of preventa-tive mainte-nance.
Supervisory review of records.Periodic microbiological assays
for aerobic mesophiles and/orEnterobacteriaceae to confirman adequate reduction in bac-terial numbers compared tobaseline data collected atCCP(1) and CCP(3). An effec-tive organic acid decontamina-tion system is indicated by a>90% reduction in bacterialnumbers from CCP(1) toCCP(4).
Periodic testing of equipment toensure operation in accordanceto design specifications.

6871Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
ATTACHMENT D: CONTROL POINTS AND CRITICAL CONTROL POINTS FOR BEEF SLAUGHTER AND FABRICATION—ContinuedÆ Potential site of minor contamination.• Potential site of major contamination.
Process/step Æ, •, CCP Criteria or criticallimits
Monitoring pro-cedure/frequency
Corrective/pre-ventive action Records Verification
Chill ............ CCP(5) ... 1. Deep muscle(6 in.) tem-perature of≤45 °F within36 hours,reaching ≤50°F after thefirst 24 hours.
2. Carcassesspaced a mini-mum of 1–2inches apart.
Continual con-firmation ofenvironmentalconditions(e.g., roomtemperature,air velocity,humidity, etc.)that influencecooling rates.
Monitor carcassspacing uponarrival to chillcoolers.
Conduct randomtemperaturemonitoring ofcarcassesafter appro-priate chilltime sufficientto maintainprocess con-trol.
Adjust carcassspacing.
Adjust chill cool-er tempera-ture, air veloci-ties, etc.
Alert mainte-nance if coolerunit is notfunctioningproperly.
Continue chillingcarcass untilinternal tem-peraturereaches ≤45°F. Productshould not bemoved to thenext step inprocessinguntil tempera-ture isreached.
Chill log ............. Supervisory review of records.Review thermometer calibration
log and spacing control charts.Periodic monitoring of cooling
rates of deep muscle tissuethrough the use of temperaturerecording devices.
Fabrication(cut up).
Æ ............. 1. Product tem-perature of≤45°F.
2. Product trans-ported throughfabrication pro-cedures andinto storagewithin 1 hour..
Checks of prod-uct tempera-ture.
Continuous mon-itoring of roomtemperatures.
Check speed ofproduct move-ment throughfabrication.
Adjust room tem-perature.
Adjust speed ofincoming prod-uct to accom-modate 1 hourfabricationroom limit.
Temperature andproduct speedrecords.
Supervisory review of records.
Note: The following Supplement will notappear in the Code of Federal Regulations.
Supplement—Preliminary RegulatoryImpact Assessment for Docket No. 93–016P, ‘‘Pathogen Reduction; HazardAnalysis and Critical Control Point(HACCP) Systems’’
Table of Contents
I. HACCP Produces Net Benefit to Society
II. Market Failure Justifies Regulation ofPathogens To Protect Public Health
III. AlternativesA. Process Control Regulatory StrategyB. Factors Considered in Evaluating a
Process Control StrategyC. Evaluation of Mandatory HACCP to
Provide Process ControlD. Evaluation of Other Alternatives
IV. HACCP Benefits—Foodborne IllnessA. Incidence of Foodborne Illness in the
United States
B. Costs of Foodborne IllnessC. The Relationship Between Foodborne
Illness and Consumer Knowledge andBehavior
V. Costs Associated with HACCPA. Cost Analysis ProceduresB. Costs of the Near-term InitiativesC. Costs of the Long-term HACCP
InterventionD. Estimated Costs Per Plant

6872 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
I. HACCP Produces Net Benefit toSociety
Food Safety and Inspection Service(FSIS) is proposing, in docket no. 93–016P, above, to require all federallyinspected meat and poultry plants toadopt a Hazard Analysis and CriticalControl Points (HACCP) processingcontrol system for each of its processeswithin 3 years of publication of the finalrule. The proposed regulations alsomandate some near-term pathogenreduction interventions prior to HACCPplan implementation. In the samedocument, FSIS provides advancenotice of plans to establish interimtargets, guidelines, and standards toestablish public health goals forpathogens.
The objective of these regulations is toinitially reduce and eventuallyminimize the risk of foodborne illnessfrom four human pathogens in meat andpoultry in the manufacturing sectorunder current production technologies.These pathogens are:
1. Campylobacter jejuni/coli;2. Escherichia coli 0157:H7;3. Listeria monocytogenes; and4. Salmonella.These regulations also require
appropriate controls to minimize orprevent other biological, chemical andphysical safety hazards. To a certainextent HACCP can improve quality
aspects of products and productionefficiency. However, the benefitsassessed here are based only uponpathogen reduction and control forsafety.
FSIS has selected mandatory HACCPas the centerpiece for this newregulatory program because scientistsand industry leaders agree that itprovides the most effective foodprocessing controls available to reduceand control meat and poultry pathogensand accomplish other food safetyobjectives such as chemical residuecontrol.
The function of this regulatory impactassessment is to evaluate the costs andbenefits of a mandatory HACCP-basedregulatory program for all meat andpoultry establishments underinspection. The HACCP ‘‘program’’includes all the interventions in thisproposal. Because contamination canoccur any place in the productionprocess, no one intervention canminimize the risk; indeed, the value ofthe HACCP system is that it provides aframework for systematically usinginterventions to minimize risk. For thisreason benefits have been estimatedonly for the entire HACCP program.Costs are provided for each individualintervention. (A Supplement on Costs isavailable from Diane Moore, DocketClerk, Room 3171, South Building, Food
Safety and Inspection Service, U.S.Department of Agriculture, Washington,DC 20250.)
Because there are no scientific datathat can be used to relate intermediatepathogen reductions to reductions infoodborne illness, benefits have beenbased on the Agency’s intention tominimize the risk of foodborne illnessin the manufacturing sector. Riskminimization means the elimination ofalmost all the foodborne illness causedby the contamination of meat andpoultry products with the fourpathogens listed above in inspectedplants. The amount of reduction inpathogens needed to do this is unknownand would vary for individualpathogens and products. The testingrequirement will enable the Agency tolearn more about what pathogenreduction standards would beappropriate to minimize risk.
The conclusion of the cost-benefitanalysis is that mandating HACCP-based processing control systems willresult in net benefits that far exceedimplementation and operation costs.Table 1 provides a summary of thesecosts and benefits. The proposedregulation will redistribute costs in afashion more acceptable to societalvalues which have always given priorityto minimizing the occurrence ofcontrollable diseases.
TABLE 1.—COST-BENEFIT COMPARISON HACCP/PATHOGEN REDUCTION PROPOSAL
(Millions of $—discounted 20 years) *
Costs Benefits **
Total .............................................................................. $2,298.9 Total .............................................................................. $6,422–23,935Near-Term: Foodborne illness avoided:.
Micro testing ........................................................... 131.9 Campylobacter jejuni/coli .............................................. 2,919–4,670Sanitation SOP ...................................................... 86.6 E. coli 0157:H7 ............................................................. 1,168–2,419Time/Temperature Requirements .......................... 45.5 Listeria monocytogenes ................................................ 584–1,168Antimicrobial Treatments ....................................... 51.7 Salmonella .................................................................... 1,751–15,178
Subtotal ........................................................... 315.7HACCP Implementation:
Plan development .................................................. 35.7Micro testing ........................................................... 1,262.5Record keeping ...................................................... 456.4HACCP Training .................................................... 24.2Aseptic Training ..................................................... 1.9Fed. TQC Overtime ............................................... 20.9Agency Training ..................................................... 0.4SOP under HACCP ............................................... 181.2
Subtotal ........................................................... 1,983.2
Source: Economic Research Service, Centers for Disease Control and Prevention, and Food Safety and Inspection Service.* These costs have been discounted using the OMB suggested rate of 7%.** Benefits from elimination of Salmonella, E. coli 0157:H7, Campylobacter jejuni/coli and Listeria monocytogenes are estimated at 90% of the
total meat- and poultry-related medical costs and productivity losses associated with each pathogen as depicted in Table 4. Total benefits start 5years after publication of final rule.
It is not known exactly whatpercentage of contamination takes placein the manufacturing sector in contrastto that which occurs afterwards during
distribution and preparation. It is clearthat most contamination takes placeduring manufacturing since it derivesfrom processing animals and cross
contamination during furtherprocessing. Agency microbiologists haveestimated that about 90 percent ofpathogen contamination occurs within

6873Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
the manufacturing sector, andaccordingly, only 90 percent of thebenefits from the reduction of foodborneillness costs have been included asbenefits in the analysis.
FSIS expects it to take about five yearsfrom the publication of the final rule forthe proposed interventions and HACCPto reach the risk minimization goal. Bythat time, all establishments will haveimplemented effective pathogenreduction interventions and will havebeen systematically controlling theirprocesses for from 2 to 4 years.Although there is reason to believe thatduring the first five years, significantbenefits will be generated by theinterventions and controls in place,there are no data to estimate thesebenefits.
Sensitivity Analysis for Table 1The calculation of benefits in table 1
assumes benefits are zero for years 1 to4 and the maximum possible (i.e., 100percent of the 90 percent attributable tocontamination in the inspected plants)for years 5 to 20. Given achievement ofthe estimated benefits in years 5 through20, actual benefits to society wouldlikely exceed these benefit estimates forseveral reasons. These reasons includethe conservative valuation of a humanlife, no consideration of consumers’willingness to pay for avoidance ofillness, and the assumption of zerobenefits from near-term interventionsand early implementation of HACCP.The achievement of maximum benefitsis also subject to uncertainty.
In order to account for the possibilityof positive benefits in years 1 through 4and the uncertainty of benefits in years
5 through 20, an analysis was performedto examine the sensitivity of the cost-benefit analysis to changes in theestimated stream of benefits. The resultsof this analysis are presented in table1A, and a discussion of the assumptionsused in this analysis follows.
First, the assumption of zero benefitsuntil year 5 is replaced by theassumption that benefits grow linearlystarting from zero and reach theundiscounted maximum of $0.99–$3.7billion in year 5. Thus, the low and highend estimates of undiscounted benefitsin the first year are $0.198–$0.74 billion.Benefits increase in year 2 to $0.396–$1.48 billion and increase at the samerate until year 5. The discounted valueof benefits for years 1 to 4 is $1.733 to$6.478 billion. The discounted value ofbenefits over 20 years becomes $8.155–$30.413 billion.
SENSITIVITY ANALYSIS OF ALTERNATIVE BENEFIT LEVELS
Added benefits, years 1–4 1
Baseline benefits 2 Reduced benefits, years5–20 3
Low High Low High Low High
Year Billion dollars, discounted at 7 percent
1 ................................................................................. 0.20 0.74 0 0 0 02 ................................................................................. 0.37 1.38 0 0 0 03 ................................................................................. 0.52 1.94 0 0 0 04 ................................................................................. 0.65 2.41 0 0 0 05 ................................................................................. 0.76 2.82 0 0 0 0
Sum of benefits, years 1–4 .............................................. 1.73 6.48 0 0 0 0Sum of benefits, years 5–20 ............................................ 6.42 23.94 6.42 23.94 5.78 21.54Total benefits, years 1–20 ................................................ 8.16 30.41 6.42 23.94 5.78 21.54Benefit-cost ratio 4 ............................................................. 3.5 13.2 2.8 10.4 2.5 9.4
1 Assumes benefits start at 0 and increase linearly to base level benefits in year 5.2 Base level of benefits are those presented in table 1.3 Assumes 90 percent of base level of benefits.4 Assumes costs presented in table 1.
Alternative assumptions regarding thesize of benefits are possible. The linearassumption is arbitrary; the purpose isto demonstrate that any benefits in years1 to 4 will increase the 20-year totaldiscounted value of benefits.
Second, the assumption of zerobenefits until year 5 is retained but therealized benefit in year 5 and later isreduced by 10 percent, making theannual undiscounted benefits $0.89–$3.32 billion. The discounted value ofbenefits over 20 years becomes $5.780–$21.542 billion. The uncertaintyinvolved in estimating the annual costof foodborne illness is alreadyaccounted for in the range reported intable 4. The 10 percent reduction is anarbitrary assumption to demonstrate thesensitivity of the cost-benefit analysis.
In neither case are costs affected. Allestimates of discounted benefits are farlarger than the discounted costs for each
set of assumptions. The benefit-costratio ranges from 2.5:1 to 13.2:1.
CostsCosts to meat and poultry processors
across the Nation will vary according tohow much improvement in processcontrol each plant needs. Plants thatnow have good processing controls willhave relatively few implementationcosts, while plants that have little or noprocess control will need to spend morefor implementation. A detailed analysisof industry’s costs to develop,implement, and operate HACCP systemsappears in Section V.
Costs to the Government would be fortraining FSIS employees. Existingresources would be used. No additionalfunding is anticipated.
Program GoalsThe quantifiable benefits to society
from the proposed regulation range from
$6.4 to $23.9 billion as 20 years offoodborne illness and attendant costs tosociety are avoided. (The wide range ofbenefits is attributable to uncertaintiesin the data used to estimate theincidence of foodborne illness.)
The predictability of foodborne illnessreductions from a reduction ofpathogens in meat and poultry is madedifficult by the fact that littlequantitative data on the relationshipbetween these two variables existsbecause many of the risk assessmentsnecessary to establish this relationshiphave not been undertaken. Therefore, itis not known how much pathogens needto be reduced to minimize the risk offoodborne disease from meat andpoultry. One component of the proposalis the testing of product to generate dataon pathogen incidence which will helpto elucidate the relationship betweenpathogen contamination and foodborne

6874 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
disease, and the Agency also intends toundertake additional risk assessments togenerate dose/response curves forspecific pathogens. The Agency will usethe new information from this researchto adjust targets, if necessary, to meet itsgoal of risk minimization.
The Agency believes that it isreasonable to set a goal of riskminimization assuming theimplementation of the requirements inthis proposal. Current technologies canand frequently do produce product ofminimal risk. Contamination occursfrom poor practices (errors) and lack ofsystematic preventive controlsthroughout the production process. Forthe first time, in this proposal theAgency is focusing on reducingpathogens. It is mandating interventionsthat a large part of the industry alreadyuses to correct errors that causepathogen contamination, and it isproposing the use of a system ofcontrols that prevents pathogens whichis the most effective way of reducingthem. Empirical evidence of howeffective these interventions andHACCP process controls are where theyare currently used and the Agency’sknowledge that many establishments donot currently use them leads the Agencyto believe that the risk of pathogens inthe manufacturing sector can beminimized by the implementation andenforcement of these requirements forall inspected establishments.
Further, the Agency is mandatingproduct testing for pathogens whichwill enable it to set targets that canestablish a standard of pathogen controlthroughout the industry that willminimize the risk of foodborne illness.
II. Market Failure Justifies Regulationof Pathogens to Protect Public Health
Consumers make choices about thefood they purchase based upon factorssuch as price, appearance, convenience,texture, smell, and perceived quality. Inan ideal world, people would be able tomake these decisions with fullinformation about product attributesand choose those foods which maximizetheir satisfaction. In the real world,however, information deficits aboutfood safety complicate consumer buyingdecisions.
Since all raw meat and poultryproducts contain microorganisms thatmay include pathogens, raw foodunavoidably entails some risk ofpathogen exposure and foodborneillness to consumers. However, thepresence and level of this risk cannot bedetermined by a consumer, sincepathogens are not visible to the nakedeye. Although they may detectunwholesomeness from obvious
indications such as unpleasant odor ordiscoloration caused by spoilagemicroorganisms, consumers cannotassume products are safe in the absenceof spoilage. They simply have no clear-cut way to determine whether the foodthey buy is safe to handle and eat.
When foodborne illness does occur,consumers often cannot correlate thesymptoms they experience with aspecific food because some pathogensdo not cause illness until several daysafter exposure. Thus, food safetyattributes are often not apparent toconsumers either before purchase orimmediately after consumption of thefood. This information deficit alsoapplies to wholesalers and retailers whogenerally use the same sensory tests—sight and smell—to determine whethera food is safe to sell or serve.
The societal impact of this food safetyinformation deficit is a lack ofaccountability for foodborne illnessescaused by preventable pathogenicmicroorganisms. Consumers oftencannot trace a transitory illness to anyparticular food or even be certain it wascaused by food. Thus, food retailers andrestaurateurs are generally not heldaccountable by their customers forselling pathogen-contaminated productsand they, in turn, do not hold theirwholesale suppliers accountable.
This lack of marketplaceaccountability for foodborne illnessmeans that meat and poultry producersand processors have little incentive toincur extra costs for more than minimalpathogen and other hazard controls. Thewidespread lack of information aboutpathogen sources means that businessesat every level from farm to final sale canmarket unsafe products and not sufferlegal consequences or a reduceddemand for their product. An additionalcomplication is that raw product isoften fungible at early stages of themarketing chain. For example, beef fromseveral slaughterhouses may becombined in a batch of hamburgerdelivered to a fast food chain.Painstaking investigation by publichealth officials in cases of widespreaddisease often fails to identify foodborneillness causes; in half the outbreaks theetiology is unknown.
Most markets in industrializedeconomies operate without closeregulation of production processes inspite of consumers having limitedtechnical or scientific knowledge aboutgoods in commerce. Branded productsand producer reputations oftensubstitute for technical or scientificinformation and result in repeatpurchases. Thus brand names andproduct reputations become valuablecapital for producers.
In the U.S. food industry, nationallyrecognized brand names havehistorically provided significantmotivation for manufacturers to ensuresafe products. In recent years, more andmore meat and poultry have come to bemarketed under brand names.
Yet in the case of meat and poultrycontaminated with pathogenicmicroorganisms, even brand nameprotection has not provided enoughmotivation for processors to produce thesafest product they can make.
The failure of meat and poultryindustry manufacturers to produceproducts with the lowest risk ofpathogens and other hazards cannot beattributed to a lack of knowledge orappropriate technologies. The scienceand technology required to significantlyreduce meat and poultry pathogens andother hazards is well established,readily available and commerciallypractical.
There are three main explanations forwhy a large portion of the meat andpoultry industry has not taken fulladvantage of available science andtechnology to effectively controlmanufacturing processes.
1. Meat and poultry processingbusinesses are relatively easy to enter;there are no training or certificationrequirements for plant operators.Consequently, the level of scientific andtechnical knowledge of management inmany plants is minimal.
2. The industry is very competitiveand largely composed of small andmedium-sized firms that have limitedcapital and small profits.
3. Management in many of theseplants has little incentive to makecapital improvements for product safetybecause they are not distinguishable bycustomers and therefore yield noincome.
In spite of these barriers, manyindustry establishments do producemeat or poultry products using processcontrols that assure the lowest practicalrisk of pathogens and other hazards. Buta significant part, particularly thoseproducing raw products for consumersfor further processing, do not.
FSIS has concluded that the lack ofconsumer information about meat andpoultry product safety and the absenceof adequate incentives for industry toprovide more than minimal levels ofprocessing safety represents a marketfailure requiring Federal regulatoryintervention to protect public health.
Regulating Pathogens
The present combination of marketregulation and industry self-policing hasnot resolved increasingly apparentproblems with meat and poultry

6875Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
pathogens. Documented cases offoodborne illness each year, some ofwhich have resulted in death, representa public health risk that FSIS judges tobe unacceptable. A Federal regulatoryprogram that reaches every level of meatand poultry production, processing,distribution and marketing is the onlymeans available to society for loweringfoodborne pathogen risks to anacceptable level. FSIS further concludesthat a mandatory HACCP program is theonly means of achieving this goal.Alternatives cannot achieve thereduction in pathogens necessary toassure the maximum reduction in foodillness. To the extent that reductions inpathogen levels in meat and poultry canbe achieved with current technology
and without causing significanteconomic or social distortions, FSIS asa public health agency can support noalternative to HACCP.
The economic argument supportingHACCP is that its benefits to societyoutweigh the costs imposed by thisproposal. Table 1 shows that in terms ofthe costs and benefits that can bequantified, HACCP implementationwould generate considerable netbenefits to society.
In addition, HACCP is supported byredistribution arguments that are basedon widely accepted social values. Publichealth legislation itself clearly impliessociety’s preference for having costsmanifest themselves as regulatory orproduction costs rather than as costsassociated with illness.
Even with demonstrated net benefitsto society, it is important to keep theHACCP costs to industry down as muchas possible to avoid unintendedeconomic effects of HACCPimplementation such as higher foodprices or putting firms out of business.The use of systematic process control asreflected in the HACCP system wouldnot require any establishment to changeits production process, and the costs ofmonitoring a HACCP system arerelatively small.
Thus, costs should have a minimaleffect on the industry as a whole. Table2 shows the increased cost per pound ofproduct based on the estimated HACCPcosts.
TABLE 2.—EFFECTS ON THE COST PER POUND OF MEAT AND POULTRY
Inspection program1993
poundage*(billion)
Four-yearestimatedpoundage
(billion)
Near-termand HACCPimplementa-
tion totalcosts
(million)
Cost perpound
Total State and Federal ................................................................................................... 77.7 310.9 $733.5 $0.00236
*Poundage data is slaughter carcass weight for Federal and State establishments with 26 of 27 states reporting slaughter data.
A reduction in the incidence offoodborne illness is the principalperformance goal for both USDA andindustry. Mandatory HACCPimplementation is projected to producea direct reduction in foodborne illnesswith public health benefits estimated at$6.4–24.0 billion for 20 years (see Table1). The Agency believes that thesebenefits clearly outweigh industrydiscounted costs of $2.3 billionassociated with implementing andmaintaining HACCP controls for 20years.
III. Alternatives
A. Process Control Regulatory Strategy
FSIS has determined that effectiveprocess control is needed throughoutthe meat and poultry industry in orderto minimize pathogen contaminationand control other hazards in foodproducts and lower the risk ofsubsequent foodborne illness.Accordingly, a regulatory strategy hasbeen formulated to mandate processcontrol improvements to achieveimmediate reductions and an eventualminimization of the risk of meat andpoultry pathogens in the Nation’s foodsupply. Chemical and physical hazardswill also be prevented. This strategy issupported by consumers, scientists, andthe majority of meat and poultryindustry processors who already
recognize the benefits of good processcontrol.
Process control is a proactive strategythat all segments of industry canundertake to anticipate manufacturingproblems in advance and prevent unsafefoods from ever being produced. Inpractice, process control is a systematicmeans to:
• identify and control productionhazards;
• determine control points in theprocessing system;
• establish standard measures foreach control point;
• set procedures for plant workers tomonitor requirements;
• provide clear instructions forappropriate corrective actions when acontrol point goes out of control;
• establish record-keeping todocument control point measurements;and
• provide procedures for productverification tests to ensure systemcontinues to operate as planned.
The process control strategysummarized in this paper is founded onthree principles:
1. USDA regulatory policy should befocused on providing a solution to meatand poultry biological, chemical andphysical hazards that present thehighest public health risks;
2. Pathogenic microorganisms—whichpresent the greatest foodborne risk to
human health—are now present insignificant percentages of raw meat andpoultry products; and
3. These pathogens and resulting risksof foodborne illness can be largelyavoided by uniform meat and poultryindustry efforts to attain and maintainmore effective methods of controlduring the manufacturing process.
The focus of this strategy is explicitlyon prevention; it is designed to preventthe production of defective product asopposed to more costly and lesseffective detect-and-condemn methods.
Process control is not a substitute forinspection any more than inspectioncould be a substitute for process control.This distinction is important becauseFederal inspection was never intendedto be—and cannot be—the front-linecontrol for food safety in meat andpoultry processing plants. Safetycontrols must be built into themanufacturing process and beadministered continuously by industry.The objective of inspection in a processcontrol environment is to assure thatthose controls are present, adequate andare being used properly.
The primary benefits of a processcontrol regulatory strategy are that itwill: (1) Provide industry the tools andincentive to reduce meat and poultrypathogens as a means to improve foodsafety and (2) help reorient Federalinspection to better address product,

6876 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
process and plant risks. A regulatoryprogram that imposes bettermanufacturing process control methodsas a means to reduce pathogencontamination and control otherhazards emphasizes the fact thatindustry is primarily responsible forproduct safety while the Government’srole is oversight.
B. Factors Considered in Evaluating AProcess Control Strategy
The process control regulatorystrategy was evaluated using five factorsfor effectiveness. A processing controlprogram is effective if it:1. Controls production safety hazards;2. Reduces foodborne illness;3. Makes inspection more effective;4. Increases consumer confidence; and5. Provides the opportunity for
increased productivity.The following sections discuss these
five effectiveness factors that have beenapplied to evaluate process controlalternatives.
Controls Production Safety Hazards
Process control is a system foridentifying food hazards and reducingor eliminating the risks they present. Inoperation, control points are establishedin a food production line wherepotential health hazards exist;management of these points has provento be effective in reducing theprobability that unsafe product will beproduced. Ongoing records of eachprocess control will enable plantmanagers and quality control personnelto spot trends that could lead toproblems and devise a strategy thatprevents them before they occur.
Detection by end product testing isnot a viable alternative to processcontrol because it only sorts goodproduct from bad and does not addressthe root cause of unacceptable foods.
Additionally, keeping ‘‘bad’’ foods outof commerce through sorting endproduct is possible only when tests andstandards for sampling are wellestablished and it is practical onlywhere the ‘‘test’’ is not expensivebecause sorting requires a huge numberof samples for reliability.
Reduces Foodborne Illness
As industry improves its control overthe safety aspects of meat and poultryproduction, foodborne illness will beginto decline. This is the principal non-negotiable goal for both USDA andindustry.
The precise occurrence of humanhealth problems attributed topathogenic microorganisms or otherpotential foodborne hazards, such aschemical contaminants, animal drug
residues, pesticides, extraneousmaterials, or other physicalcontaminants is not known. Foodborneillness is nevertheless recognized byscientists around the world as asignificant public health problem andthere is wide agreement that pathogenicmicroorganisms are the major cause offood-related disease. The cost offoodborne illness related to meat andpoultry products alone is between $4.5–7.5 billion annually.
Makes Inspection More EffectiveCurrently, FSIS inspectors in meat
and poultry plants perform randominspection tasks that generateindependent data about a plant’sproduction processes and environment.This activity produces ‘‘snapshots’’ ofplant operations at that moment. Incontrast, process control generatesrecords of plant performance over time.These records and periodic verificationinspections will enable FSIS inspectorsto see how a plant operates at all times,i.e., whether and where processingproblems have occurred, and if so, howthey were addressed.
The availability of more and betterprocessing data will establish trendsthat set benchmarks from whichdeviations can be more quickly andaccurately assessed. USDA inspectorswill be trained to spot these deviationsand take action when needed to ensureplants bring a faulty process back intocontrol. This type of Federal oversight issubstantially more effective than aregulatory program that merely detectsand condemns faulty end products. Inthe words of the National AdvisoryCommittee on Microbiological Criteriafor Foods, ‘‘Controlling, monitoring, andverifying processing systems are moreeffective than relying upon end-producttesting to assure a safe product.’’
Increases Consumer ConfidenceThe number of foodborne illness
outbreaks and incidents attributable topathogens in meat or poultry raisequestions about whether federalinspection is as effective as it should be.Highly visible public controversiesabout meat and poultry inspectionindicate an erosion of public confidencein the safety of meat and poultryproducts. There are growing demandsthat USDA improve its regulation ofpathogens. The process controlregulatory strategy described in thispaper is USDA’s response to thosedemands.
Many outbreaks of foodborne illnesshave been determined to be caused bymishandling of meat and poultryproducts after federally-inspectedprocessing. USDA believes that
additional efforts to reduce pathogensduring manufacturing will reduce theserisks as well. This, coupled with theimproved retail regulatory controls fromstate adoption and enforcement of theFood and Drug Administration’s FoodCode should reduce this cause ofillness.
A significant portion of the meat andpoultry industry does not takeadvantage of readily available methodsto control its manufacturing processes.This is due in large part to the fact thatmeat and poultry processing industriesare relatively easy to enter and arecomposed largely of small and medium-sized firms. Managers in these firms arefrequently not as knowledgeable aboutsafe production practices as they shouldbe.
The Department has concluded thatfurther regulation will bring industrystandards up to what can practically beachieved in the manufacture of meatand poultry products through currentscientific knowledge and availableprocess control techniques. Raising thesafety floor through regulations thatmandate better process controls willdemonstrate to the public that USDAand industry are making a concertedeffort to reduce the risk of foodborneillness from meat and poultry.
The economic benefits of increasedconsumer confidence can beconceptually realized in the amountconsumers would be willing to pay forsafer food. This overall ‘willingness topay’ is made up of several components.It reflects consumer desires to avoidfoodborne illness and the expectedmedical and other costs associated withpathogens. In theory the total benefitassociated with processing controlregulations could be decomposed intotwo parts: first, the reduction in medicaland other costs associated withpathogen-related illnesses (as discussedin a previous section), and theadditional benefits which accrue toconsumers not made ill but who mayplace a value on reduced risk ofexposure to pathogens. At this time, thedata are not available to makequantitative estimates of the consumer’swillingness to pay.
Provides the Opportunity for IncreasedProductivity
Better process control is a sound andrational investment in the future of ournation’s meat and poultry industry.USDA’s process control strategy willeducate industry management about theneed and methodology for developmentof a consistent, preventive, problem-solving approach to safety hazards,which can be expanded to otherbusiness objectives such as product

6877Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
quality and production efficiency. Thereis much evidence of how processcontrol has improved worldwideindustrial productivity in the past 40years. This proposal will extend processcontrol principles to parts of the meatand poultry industry that have notformerly used them.
Some important non-safety benefitsthat will accrue from industry use ofbetter process control methods are:
• First, better production controlswill result in more efficient processingoperations overall with fewer productdefects. Fewer defects mean lessreworking, waste and give-away,resulting in increased yields and moreprofit opportunities.
• Second, better controls willsignificantly reduce the risk toprocessors that product with food safetydefects will slip into commerce.Expensive and embarrassing productrecalls can be entirely avoided withproper process controls.
• Third, better control of pathogenswill impact all microorganisms,including those responsible fordecomposition, resulting in qualityimprovements and longer shelf life forproducts.
• Fourth, better production controlsimprove plant employee productivitywhich improves profit opportunities.
C. Evaluation of Mandatory HACCP toProvide Process Control
Considering the five effectivenessfactors of process control, the mosteffective means for ensuring that allindustry uses adequate process controlsystems is a mandatory HACCPregulatory program. This alternativeclearly meets all five criteria describedabove. In fact, a mandatory HACCPprogram was judged to be the onlyoption that will effect adequateprocessing improvements in allestablishments throughout the industry.Only through mandatory HACCP canpathogen risks be minimized to thefullest extent possible; thereby reducingfoodborne illness to the maximum,improving effectiveness of inspection,increasing consumer confidence, andensuring a more viable industry. Noother alternative accomplishes as muchin these five areas as mandatoryHACCP.
In summary, FSIS has determinedthat:
• HACCP is a processing controlstrategy that has been scientificallyproven effective in food manufacturingplants; and, therefore
• Mandating HACCP systems in allplants under USDA jurisdiction willprotect the public from unreasonable
risks due to meat and poultryconsumption.
HACCP is widely recognized byscientific authorities such as theNational Academy of Sciences andinternational organizations such as theCodex Alimentarius. It is used today bya number of plants in the food industryto produce consistently safe products.This approach has been supported foryears by numerous groups that havestudied USDA meat and poultryregulatory activities.
In 1983 FSIS asked the NationalAcademy of Sciences to evaluate thescientific basis of its inspection systemand recommend a modernizationagenda. The resulting report, issued in1985, was the first comprehensiveevaluation of a scientific basis forinspection. The 1985 NAS reportprovided a blueprint for change: itrecommended that FSIS focus onpathogenic microorganisms and requirethat all official establishments operateunder a HACCP system to controlpathogens and other safety hazards.
After urging the intensification of‘‘current efforts to control and eliminatecontamination with micro-organismsthat cause disease in humans,’’ NASencouraged USDA to ‘‘move asvigorously as possible in the applicationof the HACCP concept to each and everystep in plant operations of all types ofenterprises involved in the production,processing, and storage of meat andpoultry products.’’
The General Accounting Office (GAO)has also identified neededimprovements in USDA’s presentinspection system. In its reports andcongressional testimony, and innumerous publications, GAO hasendorsed HACCP as the most scientificsystem available to protect consumersfrom foodborne illness. This sentimentis most clearly expressed in a May 1994report, ‘‘Food Safety: Risk-BasedInspections and Microbial MonitoringNeeded for Meat and Poultry,’’ in whichGAO recommended development of amandatory HACCP program thatincludes microbial testing guidelines.GAO urged USDA to assist meat andpoultry plants in the development oftheir microbial testing programs by,among other things, disseminatinginformation on the programs already inoperation.
A third major proponent of HACCP isthe National Advisory Committee onMicrobiological Criteria for Foods(NACMCF), which was established in1988 by the Secretary of Agriculture toadvise and provide recommendations tothe Secretaries of Agriculture and ofHealth and Human Services ondeveloping microbiological criteria to
assess food safety and wholesomeness.Since 1989 NACMCF has prepared aseries of reports on the developmentand implementation of HACCP. As oneof its first tasks, the Committeedeveloped ‘‘HACCP Principles for FoodProduction’’ in November 1989. In thisreport, the Committee endorsed HACCPas a rational approach to ensure foodsafety and set forth principles tostandardize the technique. In 1992, theCommittee issued an updated guide,‘‘Hazard Analysis and Critical ControlPoint System.’’
In 1993 NACMCF defined the roles ofregulatory agencies and industry inimplementing HACCP. ‘‘The Role ofRegulatory Agencies and Industry inHACCP’’ proposed responsibilities forFDA, USDA, and other agencies andindustry during various phases ofHACCP implementation. Similarsuggestions for program change havebeen voiced by consumers, industry,state and local governmentrepresentatives, as well as otherconstituent groups. For example,consumers at recent public hearings andthe HACCP Round Table supportedimplementation of mandatory HACCPthroughout the meat and poultryindustry.
The meat and poultry industry hasitself provided broad support forHACCP as a means to control pathogens,emphasizing that HACCP-based foodproduction, distribution, andpreparation can do more to protectpublic health than any Federalinspection program. They haverecommended that HACCP be used toanticipate microbiological hazards infood systems and to identify risks innew and traditional products. Statedepartments of health and agriculturehave also endorsed the HACCPapproach.
D. Evaluation of Other Alternatives
FSIS examined six other approachesbefore determining that mandatoryHACCP was the most effective meansfor industry to eliminate pathogens inmeat and poultry:1. Status quo;2. Intensify present inspection;3. Voluntary HACCP regulatory
program;4. Mandatory HACCP regulation with
exemption for very smallestablishments;
5. Mandatory HACCP regulation onlyfor ready-to-eat products; and
6. Modified HACCP—recordingdeviations and responses only.These alternatives were assessed
using the five effectiveness factorspresented in the previous section. Since

6878 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
FSIS’s goal is to achieve the maximumpathogen reduction possible, and noneis judged to be as effective as mandatoryHACCP, the costs of these alternativesare not relevant. The following sixsections summarize the appraisal ofeach alternative.
Status QuoThis option would essentially
continue plant processing controls andFederal inspection as they are now.Good plants with adequate methods formanaging process lines would probablyremain under control. The Agency,under its present authority, cannot shiftresources out of good plants so thesituation of poor performing plants isunlikely to change. This situation raisesimmediate questions about the firstfactor—controls production safetyhazards—being met. Experience hasproven that Federal inspection cannotsubstitute for management inestablishments which have difficultyproducing safe product consistently.Also, inspection cannot be as effectivein the current plant environment as ina process control plant environment.
Status quo does not target industryand inspection resources at preventinghazards in areas of highest risk whichleads to the greatest reduction infoodborne illness (factor two). Inaddition, food safety experts,consumers, and other observers havetold USDA they are not satisfied withpathogen control by organolepticmethods as practiced in the presentplant program. Doing nothing newwould perpetuate consumer doubtsabout the ability of Federal inspection toregulate pathogens which is counter tofactor four. Consequently, theDepartment has concluded that businessas usual is not an acceptable responseto proven problems with pathogensassociated with meat and poultryproducts. Agency public healthresponsibilities alone require that morepositive actions be taken.
Intensify Present InspectionAs one alternative to the proposed
mandatory HACCP regulation, FSIScould intensify its present inspectionsystem i.e., focus new resources onsuspected areas of risk in each plant.This approach would assign to FSISresponsibility for designing, testing andmandating by specific regulation,process control systems for all meat andpoultry products with potential safetyhazards. A major flaw with thisapproach is the burden of ensuring asafe product would be placed largely onFSIS instead of plant managers where itbelongs. Plant management would havelittle motivation to become
knowledgeable about process control orto implement process control systems.
Agency experience with mandatingspecific requirements has sometimessucceeded, where HACCP-likeregulations have been successful incorrecting food safety problems incertain ready-to-eat products. However,these controls largely consisted of lethalheat treatments applied during finalproduct processing. This approach isobviously inappropriate for product thatis marketed raw which is mostfrequently associated with meat andpoultry foodborne illness.
Thus, intensified regular inspectionfails to meet the primary criterion forprocess control, i.e., control productionsafety hazards at all stages of meat andpoultry slaughter and processing.Related to this failing, inspection wouldbe ineffective without all plantsmaintaining process control systems(factor three.) This option would requiresignificant resource increases andresults in more of the same type ofFederal oversight which would be morecostly to taxpayers without the paybackof significant reductions in foodborneillness (factor two). With the burden ofcontrol and monitoring on USDA’sinspection force rather than plantmanagers, industry performance wouldbe unlikely to improve. Industry growthwould be less certain which is counterto meeting factor five.
Voluntary HACCP Regulatory ProgramA voluntary HACCP program would
not provide reduction of pathogensuniformly across the processingspectrum (i.e., many in industry wouldchoose not to participate) and thereforewould not be sufficient to attain thenecessary reduction in foodborne illness(factor two).
Voluntary HACCP would beimplemented most frequently in plantswith good processing controls already,while plants with unsophisticatedcontrols would be less likely toparticipate. The explanation for thisflaw is to be found in simple economicsand, to a large degree, the attitudes ofplant management. Plants with goodprocessing controls now are most likelyto adopt HACCP voluntarily becausetheir management understands thelinkage between how a product ishandled during preparation and itsfinished quality and safety.
Conversely, plants without goodprocessing controls today are much lesslikely to participate in a voluntaryHACCP program. These plants are moreoften operated by management thatlacks the knowledge or motivation toinstitute better processing controls.Nevertheless, it is precisely this group
of low performing plants that FSIS mustreach to attain its public health goal.Nothing short of a mandatory HACCPregulatory program will be effective inbringing processing improvements tothese marginal performers.
The Agency’s regulation permittingthe use of voluntary Total QualityControl (TQC) Systems provides auseful analogy to how effective avoluntary HACCP program would be.TQC focuses on establishmentresponsibility for meeting or exceedingthe standards set by FSIS for alloperations that are conducted in a plant,including incoming raw materials,processing procedures, critical limits forproduct standards, and action limits forestablishment quality control personnel.These systems operate under Agencyoversight with an emphasis on timelyand accurate record-keeping and thenecessity for appropriate action to betaken by an establishment when a limitset forth in an approved system is metor exceeded. However, over the last 10years the number of plants with activeTQC Systems has declined from a highof around 500 (approximately 8% of allplants) to the present 351 participatingplants (approximately 5% of all plants).USDA experience has shown that avoluntary approach to HACCP wouldprovide little assurance that a majorportion of meat and poultry productshad been produced under controlsdesigned to minimize food safetyhazards.
Mandatory HACCP Regulation WithExemption for Small Establishments
Under this alternative, FSIS wouldmandate HACCP; but, provide anexemption for small establishments aswas done with nutrition labeling.However, since major goals inimplementing HACCP are to improveprocessing controls and plantperformance across all of industry(factor one) as a means to achievefoodborne illness reductions (factortwo), this option is inherently flawed byexemption of plants that perform theleast process control. USDA inspectionexperience shows that some of the smallestablishments which would beexempted under this option haveparticular difficulties maintainingcontrol over their processing system.
While it is true that smallestablishments produce a minimalamount of the total meat and poultrysupply, they do produce a full range ofproducts, including those mostfrequently associated with foodborneillness from the meat and poultrysupply.
This option also fails on factor three—provide more effective inspection. Two

6879Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
different inspection systems would beneeded: one risk-based system toinspect HACCP plants with goodprocessing controls; the other to provideresource intensive coverage for plantsthat largely do not. If the number ofsmall plants continues to increase, moreinspection resources would be required.
Mandatory HACCP Regulation Only forReady-to-Eat Products
This option would mandate HACCPonly for establishments that prepareready-to-eat meat and poultry products,but not for plants that produce rawproducts. However, this decision wouldleave the public without adequateprotection from pathogenicmicroorganisms clearly associated withproduct marketed in raw form. Verylittle reduction in the most frequentcauses of foodborne illness (factor two)could be anticipated from this approach.
Government inspection costs wouldcontinue to increase to providetraditional resource-intensive inspectionfor slaughtering and allied processingplants that would not be subject tomandatory HACCP. Since most of theunsolved problems with pathogenicmicroorganisms are associated with rawproducts, not on those which would bethe subject of this HACCP option, thisis an especially inappropriate regulatoryapproach.
Modified HACCP—Only RecordingDeviations and Responses
A final alternative considered wouldbe to mandate HACCP, modified toeliminate the recordkeeping burden tothe inspected industry, especially smallestablishments. Specifically, this optionwould modify the HACCP record-keeping principle so that instead ofdemanding continuous records atcritical control points, companies wouldneed to record only deviations fromcritical limits and the response to them.This would mean that HACCP-controlled operations would notgenerate continuous monitoring data toreflect the operation at critical controlpoints, but would only record datawhen deviations occurred. Thisarrangement eliminates the continuouspicture of plant operations which is theunderpinning of factor three—makeinspection more effective.
Such an approach would substantiallyreduce the paperwork burdensassociated with mandatory HACCP asrecommended by NACMCF andrecognized by CODEX. However, itwould also seriously compromise theusefulness of HACCP as a means tomake inspection more effective andavoid program cost increases.Regulatory officials need to have a
system which can be reviewed in itsentirety, so that a comprehensivepicture of the process is available, notjust the truncated version which growsout of recording deviations.
IV. HACCP Benefits—Foodborne Illness
A. Incidence of Foodborne Illness in theUnited States
The safety of the meat and poultrysupply has been widely discussedduring the past few years. Precise dataon the incidence of illness associatedwith meat and poultry or other foodproducts are lacking. There is nomandatory reporting system for suchillnesses and there is no completenational database on the occurrence ofhuman health problems that might beattributed to pathogenic microorganismsor potential foodborne hazards, such aschemical contaminants, animal drugresidues, pesticides, extraneousmaterials, or other physicalcontaminants. Foodborne illness isnevertheless recognized by scientists asa significant public health problem inthe United States, and there is wideagreement among scientists thatpathogenic microorganisms are theprimary cause of foodborne illness. Thefollowing discussion focuses onpathogenic microorganisms.
Foodborne illness can strikeindividuals of all ages, sexes,nationalities and socioeconomic levels.People have been getting sick fromfoods throughout the ages; the reasonschange but the problem persists. Themost common types of foodborne illnesstypically appear as acute gastroenteritiswith sudden onset of vomiting ordiarrhea, or both, with accompanyingabdominal pain. Some episodes includefever, prostration, shock, or neurologicalsymptoms. The incubation period, i.e.,the time between eating and onset offirst symptom, as well as the type andduration of symptoms can vary from afew hours to several days, depending onthe etiological agent, the infectedindividual’s genetic predisposition andphysical condition. In a percentage ofthe population—especially amongchildren, the elderly, and immuno-compromised individuals—foodborneillness can be life-threatening.
Researchers estimate that between 6and 33 million people, (between 3 and14 percent of the population) become illeach year from pathogenicmicroorganisms in their food. Anestimated 6,000 to 9,000 of theseillnesses annually result in death. Otherdata show at least 18 million cases ofdiarrheal disease of foodborne originoccur in the United States annually;another several million persons may be
affected by secondary person-to-personspread of infectious agents from casescaused by consumption of pathogen-contaminated food.
Foods contaminated with pathogenicmicroorganisms can lead to infectionand illness in two major ways. The firstis by direct consumption of thecontaminated food under conditionsthat allow the survival of the pathogenor its toxin, such as when a meat orpoultry product is consumed raw orundercooked. The second waycontaminated product can lead toillness is through cross-contaminationin the processing plant (e.g. cookedproduct), kitchen or other food-handlingarea, such as when the Salmonella-contaminated exterior of raw chickencontaminates a cutting board,countertop, or kitchen utensil, whichthen comes into contact with cookedproduct or foods consumed raw, such assalad. For some pathogens, such asSalmonella, more cases of illness resultfrom cross-contamination than fromdirect consumption of undercookedproduct. Poor hygiene by infected foodhandlers, plant employees, etc, can alsointroduce pathogens which later causeillness.
Foodborne illness appears to haveremained steady or increased slightlyduring the last decade. Possibleincreases in foodborne illness arevariously attributed to changes inanimal production procedures,automated processing, increasedreliance on fast foods, greater use ofprepackaged foods and microwaveovens, extended shelf-lives, morecomplex distribution systems,urbanization, public naivete about foodmanufacturing methods, and lack ofknowledge about the hygienicprecautions required at all stages of foodhandling, including preparation andserving. Other factors contributing toreported increases may include bettersurveillance, improved reporting, moresensitive diagnostic tests, emergingpathogens, and improved methods ofdetecting pathogens and chemicalresidues.
Data for evaluating trends and themost common causes of foodborneillness are compiled by the Centers forDisease Control and Prevention (CDC),based on reported ‘‘outbreaks’’ ofillness, discussed below.
Estimates of the current foodbornedisease burden in the United States arebased on estimates of the annualincidence of disease. Incidenceestimates are the annual estimates of thenew cases of foodborne disease whichoccur each year. CDC compiles reportsfrom State and local health authoritiesof foodborne illness outbreaks where

6880 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
two or more persons have become illfrom a common source. These reportedcases are only a fraction of the actualannual incidence of foodborne diseasecases for many reasons:
• Symptoms typical of several formsof foodborne illness include diarrhea,vomiting, abdominal pain, and physicalweakness. These symptoms are alsocommon to a wide variety of bacterialand viral infections not generallyassociated with food consumption.Consequently, many treated cases offoodborne illness are genericallydiagnosed as non-specific gastroenteritisor ‘‘the flu’’ and not identified as beingcaused by a specific foodbornepathogen.
• Most foodborne illness is transitoryand self-limiting. People often becomesick within a few hours afterconsumption of contaminated food,suffer acute symptoms, and recoverspontaneously. These people areunlikely to seek medical attention, andwill not become part of the reportingdatabase.
• While some foodborne pathogenscause illness within a few hours of foodconsumption (Staphylococcus aureusand Salmonella), many commonpathogens cause illness after a lag ofseveral days (E. coli O157:H7 andCampylobacter) or weeks (Listeriamonocytogenes). The longer the lagbetween consumption and illness, theless likely the connection to food will bemade.
• Individual cases of foodborneillness are excluded from the CDCreporting system, except for botulism,toxic fish, mushrooms, and certainchemical poisonings where one caseconstitutes an outbreak.
• Around half of CDC’s reportedoutbreaks and cases are never identifiedwith a causative pathogen.
• CDC primarily relies uponvoluntary reporting from State and localhealth agencies which, in turn, rely onhospitals, clinics, and individual healthcare professionals for information. Allthese institutions have resourcelimitations and different diseasereporting requirements. For example, 12
States have no surveillance staffassigned to monitor foodborne diseases.
For the 4 foodborne pathogens ofgreatest concern, the case and severityestimates presented here are the ‘‘bestestimates’’ of the actual incidence offoodborne disease associated withspecific pathogens, rather than thefraction of cases actually reported toCDC. Many of the ‘‘best estimates’’ weredeveloped by the landmark CDC studyby Bennett, Holmberg, Rogers, andSolomon, published in 1987, whichused CDC surveillance and outbreakdata, published reports, and expertopinion to estimate the overallincidence and case-fatality ratio for allinfectious and parasitic diseases, andidentified 17 as foodborne pathogens.All the estimates of bacterial foodbornedisease cases in Table 3 are based onCDC data to estimate actual cases offoodborne disease caused by eachpathogen. (The estimated cases for theparasitic disease, congenitaltoxoplasmosis, are based on variousreports in the medical literature.)
TABLE 3.—REFERENCE SOURCES OF DATA FOR SELECTED HUMAN PATHOGENS, 1993
Pathogen Foodborne illness cases(#)
Source(s) for caseestimates
Bacteria:Campylobacter jejuni or coli ........................................................................................ 1,375,000–1,750,000 Tauxe; Tauxe et al.Clostridium perfringens ............................................................................................... 10,000 Bennett et al.Escherichia coli O157:H7 ............................................................................................ 8,000–16,000 AGA Conference.Listeria monocytogenes .............................................................................................. 1,616–1,674 Roberts and Pinner;
Schuchat.Salmonella ................................................................................................................... 732,000–3,660,000 Helmick et al.; Bennett et
al.; Tauxe & Blake.Staphylococcus aureus ............................................................................................... 1,513,000 Bennett et al.
Parasite:Toxoplasma gondii ...................................................................................................... 2056 Roberts, Murrell, and
Marks.
Sources: American Gastroenterological Association Consensus Conference on E. coli O157:H7, Washington, DC, July 11–13, 1994.Bennett, J.V., S.D. Holmberg, M.F. Rogers, and S.L. Solomon. 1987. ‘‘Infectious and Parasitic Diseases,’’ In R.W. Amler and H.B. Dull (Eds.)
Closing the Gap: The Burden of Unnecessary Illness. Oxford University Press, New York.Helmick, C.G., P.M. Griffin, D.G. Addiss, R.V. Tauxe, and D.D. Juranek. 1994. ‘‘Infectious Diarrheas.’’ In: Everheart, JE, ed. Digestive Dis-
eases in the United States: Epidemiology and Impact.USDHHS, NIH, NIDDKD, NIH Pub. No. 94–1447, pp. 85–123, Wash, DC: USGPO.Roberts, T., K.D. Murrell, and S. Marks. 1944. ‘‘Economic Losses Caused by Foodborne Parasitic Diseases,’’ Parasitology Today. vol. 10, no.
11: 419–423.Roberts, T. and R. Pinner. ‘‘Economic Impact of Disease Caused by Listeria monocytogenes’’ in Foodborne Listeriosis ed. by A.J. Miller, J.L.
Smith, and G.A. Somkuti. Elsevier Science: Amsterdam, The Netherlands, 1990, pp. 137–149.Schuchat, Anne, CDC, personal communication with T. Roberts at the FDA Science Forum on Regulatory Sciences, Washington, DC, Septem-
ber 29, 1994.Tauxe, R.V., ‘‘Epidemiology of Campylobacter jejuni infections in the United States and other Industrialized Nations.’’ In Nachamkin, Blaser,
Tompkins, ed. Campylobacter jejuni: Current Status and Future Trends, 1994, chapter 2, pages 9–19.Tauxe, R.V. and P.A. Blake, Salmonellosis. Chap. 12. In: Public Health & Preventive Medicine. 13th ed. (Eds: Last JM; Wallace RB; Barrett-
Conner E) Appleton & Lange, Norwalk, Connecticut, 266–268.Tauxe, R.V., N. Hargrett-Bean, C.M. Patton, and I.K. Wachsmuth, 1988, ‘‘Campylobacter Isolates in the United States, 1982–1986,’’ Morbidity
and Mortality Weekly Report, vol. 31, no. 88–2.
Data collected by CDC also show foodsource for foodborne illness. Foodproducts of all types, including beef,pork, turkey, chicken, bakery products,dairy products, eggs, finfish, shellfish,ice cream, mushrooms, fruits andvegetables, are associated with
foodborne illness. Among foodborneillness outbreaks reported to CDC, themajority of those which can beidentified are traced to pathogenicbacteria. The six target pathogensaccount for nearly all meat and poultryfoodborne illness outbreaks and about
75% of total reported outbreaks causedby a bacterial agent.
B. Costs of Foodborne Illness
Table 4 shows the estimated cost ofall foodborne illness to beapproximately $5.6–9.4 billion in 1993.

6881Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
Meat and poultry products areassociated with approximately $4.5–7.5billion and the remaining $1.1–1.9
billion is associated with non-meat andpoultry sources.
TABLE 4.—Foodborne Illness Costs and HACCP Benefits, 1993
Food source
Foodborne illness
Costs bil-lions)
Benefits(billions)
All Foods .......................................................................................................................................................................... $5.6–9.4Non-meat and Poultry ............................................................................................................................................... $1.1–1.9Meat and Poultry Only .............................................................................................................................................. $4.5–7.5
Meat and Poultry Parasitic Pathogens .............................................................................................................. $2.7Meat and Poultry Bacterial Pathogens .............................................................................................................. $1.8–4.8USDA Target Bacterial Pathogens .................................................................................................................... $1.1–4.1
Campylobacter jejuni/coli—.5–.8E. coli 0157:H7—.2–.5Listeria monocytogenes—.1–.2Salmonella—.3–2.6
Reduction of USDA target pathogens attributed to HACCP (90%) ................... .99–3.7
Source: Economic Research Service and Centers for Disease Control and Prevention.
The proposed HACCP system isdesigned to control all of the publichealth hazards identified in each meatand poultry establishment. FSISregulation currently and under HACCPwill address all public health hazards.Table 5 shows the bacterial pathogenslargely responsible for meat and poultryillnesses.
The proposed near-term requirementsand significant parts of HACCP willtarget pathogen reduction on carcassesand raw product, currently the leastsystematically controlled hazard. This isthe most effective overall approach forreducing pathogen contamination. Thebenefits are calculated for the three mostcommon enteric pathogens of animalorigin: Campylobacter jejuni/coli, E. coli0157:H7, Salmonella and oneenvironmental pathogen Listeriamonocytogenes. The reduction of thesepathogens to as near to zero as possiblein meat and poultry during slaughterand processing would produce anestimated 90% reduction in thefoodborne illness attributed to these
microbial pathogens. The remaining10% are due to causes not affected bythe proposed regulations becausecontamination also occurs after productleaves the inspected plant. (Theestimated reduction is based on theexpert judgement of FSISmicrobiologists.) This would result in a$.99–3.69 billion saving annually, asshown in Table 4.
Two other pathogens—Clostridiumperfringens and Staphylococcusaureus—primarily enter meat andpoultry foods in restaurants, othercommercial kitchens and in homes.Consequently, the proposed regulatoryprogram, which focuses on federallyinspected processing, will notsignificantly affect the incidence ofdisease caused by these organisms. It isexpected, however, that the FDA’s FoodCode will dramatically reduce the causeof illness attributable to retail practicesupon its adoption and implementation.Our continued consumer educationactivities coupled with safe handling
labels should significantly impactpractices in the home.
The costs described in this section forfoodborne illness costs are borne notonly by those who become ill, but bytheir families, and employers; the foodindustries; and taxpayers. Costs tostricken individuals include medicalbills, time lost from work, pain, andinconvenience. Food industry costsinclude product recalls, loss of plantproduction due to closings for cleanup,and higher premiums for productliability insurance. Perhaps most costlyto industry in the long-term is loss ofproduct reputation and reduced demandwhen an outbreak is traced back andpublicized. These and other ‘‘defensive’’industry costs of foodborne disease runin the millions of dollars annually andare, for the most part, entirely avoidable.Taxpayer costs include medicaltreatment for those who cannot afford it,including higher health insurancepremiums and costs of public assistanceto disabled individuals and theirdependents.
Table 5.—MEDICAL COSTS AND PRODUCTIVITY LOSSES ESTIMATED FOR SELECTED HUMAN PATHOGENS, 1993
Pathogen Foodborne illness cases(#)
Foodborne*costs (bil. $)
Percentfrom meat/poultry (%)
Total costs*meat/poultry
(bil. $)
Bacteria:Campylobacter jejuni or coli .................................................................. 1,375,000–1,750,000 0.6–1.0 75 0.5–0.8Clostridium perfringens** ...................................................................... 10,000 0.1 50 0.1Escherichia coli O157:H7 ...................................................................... 8,000–16,000 0.2–0.6 75 0.2–0.5Listeria monocytogenes ........................................................................ 1,616–1,674 0.2–0.3 50 0.1–0.2Salmonella ............................................................................................. 732,000–3,660,000 0.6–3.5 50–75 0.3–2.6Staphylococcus aureus** ...................................................................... 1,513,000 1.2 50 0.6
Subtotal .......................................................................................... 3,639,616–6,950,674 2.9–6.7 N/A 1.8–4.8Parasite:
Toxoplasma gondii ................................................................................ 2,056 2.7 100 2.7

6882 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
Table 5.—MEDICAL COSTS AND PRODUCTIVITY LOSSES ESTIMATED FOR SELECTED HUMAN PATHOGENS, 1993—Continued
Pathogen Foodborne illness cases(#)
Foodborne*costs (bil. $)
Percentfrom meat/poultry (%)
Total costs*meat/poultry
(bil. $)
Total ............................................................................................... 3,641,672–6,952,730 5.6–9.4 N/A 4.5–7.5
Source: Economic Research Service and Centers for Disease Control and Prevention, 1993.*Column rounded to one decimal place.**Roberts’ rough approximation of costs in ‘‘Human Illness Costs of Foodborne Bacteria’’, Amer. J. of Agricultural Economics, vol. 71, no. 2
(May 1989) pp. 468–474 were updated to 1993 dollars using the Consumer Price Index (all items, annual average). Cost estimates for otherpathogens are more detailed, see the following for a discussion of the methodology: listeriosis—Roberts, Tanya and Robert Pinner, ‘‘EconomicImpact of Disease Caused by Listeria monocytogenes’’ in Foodborne Listeriosis ed. by A.J. Miller, J.L. Smith, and G.A. Somkuti. ElsevierScience: Amsterdam, The Netherlands, 1990, pp. 137–149, E. coli O157:H7—Roberts, T. and Marks, S., ‘‘E. coli O157:H7 Ranks as the FourthMost Costly Foodborne Disease,’’ FoodReview, USDA/ERS, Sept-Dec 1993, pp. 51–59, salmonellosis—Roberts, Tanya, ‘‘Salmonellosis Control:Estimated Economic Costs,’’ Poultry Science. Vol. 67 (June 1988) pp. 936–943, campylobacteriosis—Morrison, Rosanna Mentzer, Tanya Rob-erts, and Lawrence Witucki, ‘‘Irradiation of U.S. Poultry—Benefits, Costs, and Export Potential, FoodReview, Vol. 15, No. 3, October-December1992, pp. 16–21, congenital toxoplasmosis—Roberts, T., K.D. Murrell, and S. Marks. 1944. ‘‘Economic Losses Caused by Foodborne ParasiticDiseases,’’ Parasitology Today. vol. 10, no. 11: 419–423; and Roberts, Tanya and J.K. Frenkel, ‘‘Estimating Income Losses and Other Prevent-able Costs Caused by Congenital Toxoplasmosis in People in the United States,’’ J. of the Amer. Veterinary Medical Assoc., vol. 196, no. 2 (Jan-uary 15, 1990) pages 249–256.
N/A indicates item is not-applicable.
Other taxpayer costs include publichealth sector expenses to operate adisease surveillance system and toinvestigate and eliminate diseaseoutbreaks. Approximately $300 millionis spent for this annually by the Federalpublic health sector. Government costsin the United States, Canada, and othercountries, average about $200,000 perfoodborne illness outbreak.
Cost Computation MethodologyThe costs of foodborne disease
associated with meat and poultrypathogens were estimated using atraditional ‘‘cost of illness’’ methodwhich includes medical costs,productivity losses, and specialeducational or residential careassociated with some chronicconditions. Disease frequencies reflectCDC’s ‘‘best estimate’’ of the actualnumber of foodborne illness cases eachyear.
The present value of lifetime medicalcosts for those becoming ill in 1993 wasestimated using nationwide databases,such as published Medicarereimbursement rates and per-capitaexpenditures on physicians’ servicesfrom the Health Care FinancingAdministration, the National Center forHealth Statistics’ National HospitalDischarge Survey, the AmericanHospital Association’s HospitalStatistics, or Blue Cross/Blue Shieldcharges. The average cost to communityhospital per patient was used tocompute hospitalization costs.
Productivity losses occur becauseworkers are ill and miss work. Thesehave been approximated by the AverageWeekly Earnings for non supervisoryproduction workers in privatenonagricultural jobs, published by theBureau of Labor Statistics (BLS) of theU.S. Department of Labor, plus
estimated fringe benefits. For illness insubsequent years, a present value of thereduced stream of earnings iscalculated. For deaths, Landefeld andSeskin’s human capital/willingness topay method was used. It combineselements of both methods to generatethe present value of expected lifetimeafter-tax income and housekeepingservices at a 3-percent real rate ofreturn, adjusted for an annual 1-percentincrease in labor productivity and arisk-aversion premium that increasesthe estimates by 60 percent.
These cost estimates are based on theannual incidence of disease, rather thanthe prevalence, to help us estimatepreventable illness. Incidence estimatesare the annual increase in cases andassociated disease costs. Interventionstoday which prevent future costs willeliminate all the medical, productivity,and special care costs of preventedcases, and so represents one componentof the overall economic benefit ofdisease prevention.
C. The Relationship Between FoodborneIllness and Consumer Knowledge andBehavior
The National Academy of Science’sCattle Inspection: Committee onEvaluation of USDA StreamlinedInspection System for Cattle (SIS-C)(1990) repeated the theme of numerousother studies, stating ‘‘. . . the publicexpects the government to ensure zerorisk of meat-borne disease throughinspection. The [NAS] committee heardlittle evidence that the public is awarethat some bacterial contamination ofraw meat is inevitable and no mentionof the crucial role of food handling,preparation, and serving methods inlimiting foodborne diseases.’’ Thedisturbing but real fact that consumersfail to make a connection between their
food handling behavior and safe foodrecurs throughout the literature on thesubject.
Behavioral research shows that foodhabits are the most difficult of all formsof human behavior to change. Thisfinding is supported by research ofconsumer knowledge and practices,which indicate that a large portion ofthe U.S. population lacks basic foodsafety information and skills andengages in food handling andpreparation practices thatepidemiological studies have linkedwith a significant number of foodborneillness outbreaks. Moreover, littlecorrelation exists between consumers’food safety knowledge and their foodhandling and preparation practices.Even people who characterizethemselves as ‘‘knowledgeable’’ do notnecessarily follow good food safetyprocedures. The CDC estimates that 20–30 percent of foodborne illness is due inpart to consumer mishandling of food.
Available evidence concerningconsumer behavior related to safe foodhandling and preparation supports theneed for a comprehensive pathogenreduction effort. Food safety can best beassured by establishing a ‘‘chain ofresponsibility,’’ with each participant inthe food system, from the producer allthe way through to the consumer—understanding, accepting, and acting onits responsibility for food safety. WhileFSIS will pursue and support allpossible means of consumer educationand outreach, the Agency realizes thatconsumer education alone will notcontrol pathogen-related foodborneillness. This is even more true todaythan ever before, as more people in oursociety are assuming responsibility forfood handling and preparation in thehome and elsewhere, without

6883Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
experience in food preparation andknowledge of safe food handling andstorage methods. These people include:
• Food service workers, many ofwhom receive inadequate training, arepart-time and teenagers, who experiencehigh-turnover;
• Men and women in the workplace,who have minimal time for foodpreparation and often little experienceor interest in food preparation;
• Children, who are increasinglyexpected to shop and prepare their ownmeals;
• Immigrants, who might not be ableto read food handling instructions, orwhose cultural practices include eatingraw or very rare meat and poultryproducts. Other vulnerable sectors ofthe population, more severely affectedby foodborne illness, are also increasingin size;
• Immunocompromised persons (i.e.,persons with diabetes, cancer, chronicintestinal diseases, organ transplants,and AIDS);
• Persons 65 years and older—agrowing proportion of the population—who, due to the normal decline inimmune response, are at increased risk.
In 1993, to increase awareness aboutpathogens, FSIS promulgated aregulation requiring safe handling labelson most raw meat and poultry products.The Agency’s Meat and Poultry Hotlineprovides consumers with immediateresponses to questions about foodhandling and safety. These steps areimportant but they are not a substitutefor building into the food productionand regulatory system measures toreduce to the maximum extent possiblethe presence of microbial pathogens inmeat and poultry products purchased byU.S. consumers.
V. Costs Associated With HACCP
This section details the costs to themeat and poultry industry of theproposed measures to controlpathogenic microorganisms and otherbiological, physical and chemicalhazards. Unless otherwise stated, thefigures used are three-yearundiscounted costs. They have beenestimated for:
• Four near-term initiatives thatcould be implemented shortly afterpromulgation of a final rule. Theseinclude the creation of StandardOperating Procedures (SOPs) forsanitation and three pathogen reductionand control interventions: antimicrobialtreatment of carcasses, microbiologicaltesting, and time and temperaturerequirements for all raw productreceived, held, and shipped byinspected establishments.
• The longer-term Hazard Analysisand Critical Control Point (HACCP)systems developed by establishmentswould be phased in over anapproximate three-year period after thefinal rule is promulgated.
Total cost of the near-term initiativesand the three-year HACCPimplementation is estimated at $733.5million. This includes $552.8 millionfor federally inspected establishmentsand $180.7 million for Stateestablishments. The costs for smallestablishments, which make up about athird of the total establishments, areestimated at $330.6 million, or justunder 45 percent of the total. TheAgency recognizes the problem thesecosts could present to small firms andhas requested in the proposal publiccomments that will help it makeappropriate adjustments to modify thisburden.
A. Cost Analysis ProceduresIn estimating the costs of the
proposed rule, FSIS used data generatedby various Agency operational andresearch components such as TotalQuality Control (TQC), Partial QualityControl (PQC), and the various BaselineMicrobiological Surveys. An especiallyimportant source was the costinformation from the HACCP PilotProgram conducted from 1991 to 1993.The cost analysis also relied heavily onfour of the Agency’s main databases.
New databases were created bymerging selected variables from the fourFSIS databases and enhancing themwith additional economic and financialdata. The Enhanced Economic AnalysisDatabase contains information on eachof the slaughter and processingestablishments active as of August 1994.
Described below as a prelude to thesections containing the estimated near-term and long-term costs are theassumptions, criteria, and other factorsunderlying or used in this cost analysis.Details of cost methodology andestimations are available in anappendix.
1. Number of EstablishmentsThere are 6,186 Federal slaughter,
processing, and combination(performing both slaughter andprocessing operations) establishments.An additional 2,893 establishments fallunder State inspection. For some costanalysis purposes, combinationestablishments (performing bothslaughter and processing) were countedas two separate plants.
2. Establishment SizeFor its cost analysis, FSIS defines a
small establishment as one with less
than $2.5 million in annual sales. (Thisdefinition does not coincide with theSmall Business Association definitionfor a small business.) Using the FSIScriterion, 42.2 percent of processingplants (Federal and State) and 16.8percent of slaughter plants would beconsidered small establishments. Amedium establishment is defined as onewith annual sales of more than $2.5million and less than $50 million. Alarge establishment is one whose salesare greater than $50 million per year.
State establishments are allconsidered to be small establishments.Since figures on these plants’ salesvolumes were not available, the sizedetermination was based on amount ofproduction, which was below theaverage for Federal establishments withsales less than $2.5 million. FSIS invitescomments on the State classifications.
3. Process CategoriesIn keeping with the process control
principles inherent in HACCP, FSISidentified 14 process categories (seeTable 6 at the end of this section.) Thereis a separate category for each of thenine actual slaughter and processingprocesses and for each of the fivespecies slaughtered. FSIS believes the14 categories encompass all theproducts of the regulated industry.Every plant must develop a HACCP planfor each applicable category. Theestimated costs for plan developmentare based on the total number ofprocesses in all plants.
4. Implementation ScheduleFSIS plans that the final rule will
become effective. The near-terminitiatives would go into effect threemonths after it is published in theFederal Register and remain in effect ineach plant until that plant’s HACCPprogram begins (except for thesanitation SOP’s, which will continuewith HACCP). HACCP implementationwould be phased in by process overthree years, from date of final rulepromulgation, with each processcategory assigned a slot in that timeframe when its HACCP plan would beimplemented. Small plants would havethe option of implementing the plans forall their processes three years frompromulgation instead of implementingplans for individual processes accordingto the time frame for medium and largeplants.
5. ComplianceSome establishments may find that
their present process(es) cannotconsistently produce product that meetsthe specified interim target. This target,although a new ‘‘measure’’ of safety, is

6884 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
based on levels currently achieved bymany industry plants and is consideredby the Agency to represent the currentacceptable level of safety. Anestablishment whose product does notmeet the target under the proposedrequirements must, as it must do undercurrent regulations, take action to adjustits process to produce product thatmeets this standard. The cost of takingthis action is not considered a cost ofthe proposed requirement.
6. Equipment and Materials
The proposed rule does not make anyexisting equipment obsolete. (Somemodification may be necessary,however, such as increasing coolingcapacity for complying with the time-and-temperature requirements.) Theproposal does require establishments tosystematically monitor their processes.Costs of the necessary materials, such asthermometers and test kits, areestimated at $10 to $20 perestablishment.
7. Wages
The hourly wage rates used inestimating costs are based on data fromthe Bureau of Labor Statistics and Meatand Poultry Magazine. They are $25.60for a quality control manager, $18.13 fora quality control technician, and $12.87for a laborer. They include a 33 percentoverhead rate.
8. Cost Offsets
Because many establishments arecurrently operating or capable ofoperating quality control systems andprograms, total costs are reduced to theextent that establishments already havethe required plan development,monitoring, record keeping, andtraining.
9. TQC Overtime Costs
With the publication of the rule, TQCplants could lose their authority toproduce and ship product after theirnormal shift production time. As aresult, 287 active TQC establishmentscould begin to incur annual overtimecharges.
B. Costs of the Near-term Initiatives
Costs associated with the four near-term initiatives can be thought of as pre-implementation HACCP costs. Sincethese interventions or similar controlswill for the most part be incorporatedinto HACCP systems, their cost willreduce the overall cost of HACCP. Totalcost of these initiatives is estimated at$358.9 million, including $266.7 forFederal establishments and $92.3million for State establishments. Theestimated cost to small establishments is
$172.9 million. The four initiatives andtheir estimated costs are describedbelow.
1. Sanitation Standard OperatingProcedures
Federal plants—$81.1 millionState plants—21.0 millionTotal—$102.1 millionSmall establishments—$50.4 million
The SOPs would not add newsanitation standards but would requiredocumentation of cleaning andsanitizing procedures for all equipmentand facilities involved in the productionof every product. This would serve as abasis for the plant’s monitoring and theinspector’s verification. Anestablishment’s owner or managerwould be required to detail in a writtenplan how the basic sanitationrequirements would be met.Establishment employees would recordresults of the daily sanitation checks ona checklist, which would be madeavailable to the inspector.
The amount of time to develop theplan would vary by establishment size,equipment, production capacity, andthe process being performed. Plandevelopment costs are one-time costswhich would be incurred in the sixmonths before the effective date of theregulation. They are estimated at $1.99million for Federal establishments and$0.522 million for State establishments.Establishments now following a writtensanitation program are not considered inthe one-time or the recurring costestimates.
Training establishment employees inthe requirements of the SOPintervention program would representanother one-time cost incurred in thesix months before the regulation takeseffect. The training cost for Federalestablishments is estimated at $1.1million and for State establishments$0.251 million.
Recurring SOP costs would involverecordkeeping. Annual record keepingcosts are estimated at $19.5 million forFederal establishments and $5.1 forState establishments.
2. Antimicrobial Treatments
Federal plants—$58.7 millionState plants—0.6 millionTotal—$59.4 millionSmall establishments—$2.7 million
Slaughter establishments would berequired for the first time to provideantimicrobial treatments before thecarcasses enter the chiller or cooler.Costs are reduced by the number ofestablishments already meeting theserequirements. In estimating the resultingcosts, it is assumed that the
establishments would use the most cost-effective treatment. For meatestablishments the cost analysis is basedon the hot water system, at a cost of $.08per carcass. For poultry establishmentsit is based on a hypochlorination systemat $.0125 per carcass.
3. Time and Temperature Requirements
Federal plants—$26.5 millionState plants—22.9 millionTotal—$49.4 millionSmall establishments—$28.8 million
These requirements are already ineffect for poultry plants, so would affectonly the meat industry. Anestablishment would be required tomaintain the cooled carcass and rawmeat at the specified temperaturethroughout handling, holding, andshipping to other officialestablishments. Costs are reduced by thenumber of meat establishments alreadymeeting these requirements. First-yearcosts for Federal establishments areestimated at $13.7 million, which coversdeveloping a plan, training employees,upgrading cooling equipment, andkeeping records. For Stateestablishments the estimate is $18.9million.
4. Microbiological Testing
Federal plants—$100.3 millionState plants—47.8 millionTotal—$148.1 millionSmall establishments—$91.1 million
FSIS would mandate testing andreporting procedures to determine thepathogen incidence rate for each processat each establishment that slaughterslivestock or poultry or produces raw,ground meat or poultry products. One-time costs for plan development andemployee training are estimated at $6.7million.
Specimens would be collected once aday at the end of the production processand tested for the presence of the targetorganism (Salmonella) in theestablishment’s own laboratory or in acommercial/contract laboratory. Thesample collection and analysis cost inthe first year after promulgation of therule is estimated at $67.5 million. Thisincludes $46.4 for Federalestablishments and $21.1 million forState establishments. The cost for smallestablishments represents 59 percent ofthe total, or $39.8 million.
First-year costs for record keeping areestimated at $2.4 million. Largeestablishments account for only about10 percent of this total, since most ofthem are already performing qualitycontrol functions which requirecontinuous records.

6885Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
C. Costs of the Long-term HACCPInterventionFederal plants—$279.7 millionState plants—88.5 millionTotal—$368.2 millionSmall establishments—$157.6 million
The near-term initiatives are a preludeto the types of activities that arerequired under a HACCP processcontrol system. The HACCP costs above,which represent the full 36-monthimplementation period, includecontinuing components of the previousinitiatives and the new costs listedbelow:
1. Industry HACCP TrainingFSIS would require that each
establishment have at least one personcomplete a course of at least three daysin the application of HACCP principles.The total estimated cost of $27.9 millionwas calculated by multiplying a per-course cost of $2,514 (for tuition, travelexpenses, and labor replacement) by thenumber of Federal and Stateestablishments now lacking someonewith the necessary training (assumed tobe 95 percent of establishments).
2. Plan DevelopmentFSIS would require each inspected
establishment to have and implement aHACCP plan that is specific to eachkind of meat or poultry processperformed in the establishment. TheAgency is aware that the requirementmay be especially burdensome to smallestablishments producing smallamounts of a variety of products.
In estimating the cost of the plans,FSIS considered the difficulty of writinga plan for each of the 14 HACCPprocesses that encompass all meat andpoultry products. The cost fordeveloping a plan ranges from $2,000 to$15,000 according to the degree ofdifficulty and its order of development.The overhead costs of developing theplant’s first plan do not appear again forits subsequent plans.
Total plan development costs areestimated at $42.9 million: $30.7million for Federal establishments and$12.2 million for State establishments.(In the absence of productioninformation for State establishments, itwas assumed that each will have 1.5plans.) The total for smallestablishments is $21.6 million.
3. Aseptic TrainingPlants not covered by the near-term
microbiological testing requirement andthat do not have their own qualitycontrol laboratory would have to trainan employee to collect specimens foranalysis. Estimated costs are $1.5
million for Federal plants and $.6million for State plants. The total forsmall establishments is $1.5 million.(This cost is related to product testing.See item 4 below.)
4. Product Testing
The pre-HACCP product testing inslaughter plants and plants producingraw, ground product would continueunder HACCP as described above undershort-term initiatives. In addition, theAgency intends to require producttesting in the processing plants notcovered by the short-term requirement.Although the precise nature of thistesting is not yet known, the Agencyexpects that in every establishment, atleast one sample a day would have tobe taken for each process. This wouldamount to nearly six million samples ayear, at an estimated annual cost of$149.8 million. Although this testingrequirement is not included in theproposed rule, it is discussed in thepreamble and is included in theproposed costs in order to give arealistic estimate of the ultimate costs ofthe effort that is being initiated by thisproposal.
5. Recordkeeping
A fundamental HACCP principle callsfor recording and reviewingobservations at critical points in themanufacturing process on an ongoingbasis. The cost of recording thisinformation is expected to total $47.9million annually: $41.7 million forFederal establishments and $6.3 millionfor State establishments. The recordingcosts for small establishments areestimated at $11.9 million.
The cost of reviewing the recordsgenerated is expected to total $28.0million annually: $24.5 million forFederal establishments; $3.5 for Stateestablishments. The annual reviewingcost for small establishments isestimated at $6.7 million.
The annual cost of maintaining(storing) HACCP records as requiredwould be $671,813: $575,852 forFederal establishments; $95,961 forState establishments.
6. FSIS HACCP Training
FSIS would provide employees withawareness training and HACCPinspection activity training. Theestimated cost is $416,880.
D. Estimated Costs Per Plant
The following charts show theestimated costs for the near-terminitiatives and for HACCP that would beincurred by various types of plants. Thefollowing steps can be followed to
estimate, on the basis of FSIS estimatesof cost, how much a particularestablishment could expect to spend onone-time and recurring costs during theimplementation period:
1. Determine the establishment’s size(small, medium, or large) according toits annual sales volume, using thefollowing criteria:Small=less than $2.5 million salesMedium=$2.5–$50 million salesLarge=over $50 million sales
2. Using the table for that size plant,find the column that describes itsfunction (meat slaughter, poultryslaughter, or processing). Note that eachtype of operation is subdivided into twogroups: those with and those withouttheir own quality control laboratory.Plants with a laboratory will not have tospend as much in some cost categories.On the table for small plants, it isassumed that none have their ownlaboratory. On the table for large plants,it is assumed that all processing but notall slaughter plants have their ownlaboratory.
3. In meat slaughter plants, theHACCP costs for plan development andrecord keeping are per process, witheach species counted as a separateprocess. For meat plants slaughteringmore than one species, both costs mustbe multiplied by the number of species.
In poultry slaughter plants, only theHACCP cost for record keeping shouldbe multiplied by the number of speciesslaughtered (chicken, turkey, and/orduck).
4. In processing plants, the HACCPcosts for plan development and recordkeeping vary from process to processaccording to whether the process—andthus its HACCP plan—is easy, moderate,or difficult. To calculate a plant’s totalHACCP plan development and recordkeeping costs, perform these steps:
• For each process, use Table 6 todetermine its degree of difficulty, andthen, again using the relevant plant-sizechart, find the plan development costand the record keeping cost for thatprocess. Write them down.
• Add all the plan development costs.• Add all the record keeping costs.Use the two sums instead of the
table’s per-process costs when theplant’s total HACCP costs arecalculated.
5. Under near-term interventions, notethat modifying a cooler to comply withtime-and-temperature requirementswould cost an estimated $6,000. Anyplant needing such modification shouldadd $6,000 to the near-terminterventions subtotal.

6886 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
TABLE 6.—DEGREE OF DIFFICULTY FOR DEVELOPING A HACCP PLAN
Plan No. HACCP process Degree of dif-ficulty
1 Raw: Ground ........................................................................................................................................................... Easy.2 Raw Other: Inclusive ............................................................................................................................................... Easy.3 Thermally processed ............................................................................................................................................... Difficult.4 All other shelf stable: not heat treated .................................................................................................................... Difficult.5 Fully cooked: not shelf stable .................................................................................................................................. Moderate.6 Shelf stable: heat treated, other .............................................................................................................................. Moderate.7 Non-shelf stable: heat treated, not fully cooked ..................................................................................................... Moderate.8 Non-shelf stable: with secondary inhibitors ............................................................................................................. Moderate.
9–14 Slaughter ................................................................................................................................................................. Easy.
BILLING CODE 3410–DM–P

6887Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules

6888 Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules

6889Federal Register / Vol. 60, No. 23 / Friday, February 3, 1995 / Proposed Rules
[FR Doc. 95–2366 Filed 1–31–95; 8:45 am]BILLING CODE 3410–DM–C