información - pedeca
TRANSCRIPT

JUN
IO20
09•
Nº
16FU
ND
IPR
ESS


1
Director: Antonio Pérez de CaminoPublicidad: Ana TocinoAdministración: Carolina AbuinDirector Técnico: Dr. Jordi TarteraColaboradores: Inmaculada Gómez, José Luis Enríquez,
Antonio Sorroche, Joan Francesc Pellicer,Manuel Martínez Baena y José Expósito
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-444X - Depósito legal: M-51754-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: VILLENA
D. Manuel Gómez
D. Ignacio Sáenz de Gorbea
Asociaciones colaboradorasPor su amable y desinteresa-da colaboración en la redac-ción de este número, agrade-cemos sus informaciones,realización de reportajes y re-dacción de artículos a sus au-tores.
FUNDI PRESS se publica nue-ve veces al año (excepto ene-ro, julio y agosto).
Los autores son los únicosresponsables de las opinionesy conceptos por ellos emiti-dos.
Queda prohibida la reproduc-ción total o parcial de cual-quier texto o artículos publi-cados en FUNDI PRESS sinprevio acuerdo con la revista.
Editorial 2Noticias 6Nuevo catálogo • Nuevo interface Ethernet para sus PLCs compacts CP1 • Pinzas amperimétricas • Adaptador defibra óptica • MIDEST 2009 • HEGAN constituye la plataforma EACP • INFAIMON lanza nuevo catálogo • AZTER-LAN invitada por la AFS.
Información
• EMO 2009 se celebrará en Milán del 5 al 10 de octubre 8• 6º Congreso de la Fundición Ibérica 9• RPH Evo™ de Brondolin 10• Proyecto PROFORM 12• Nuevos avances en la captación de humos: Sistema de aspiración TRAVELLER HOOD - Por Roberto Cadarso Fer-
nández 14• IMF introduce el concepto de desmoldeo “Impacto Cero” 16• Soldadura fuerte al vacío, una verdadera pericia - Por APLITEC, S.L. 18• Nuevo Sensor de Zafiro Rosemount 20• Cálculo de los ciclos/tiempo necesarios para sustituir la bentonita, el producto carbonoso y el cereal en la arena
de moldeo en verde - Por José Expósito 22• Limpieza de moldes por láser - Por Materias Primas Abrasivas 24• Soluciones de Industria y Fabricación 2010 de Autodesk 26• Diferentes tipos de hornos y estufas que se emplean en la industria 28• Nuevo Sistema Xpectia FZ3: “La visión más avanzada, ahora mucho más irresistible” 30• Ahorro de gas en la industria, un ajuste óptimo del quemador aumenta la rentabilidad - Por Christian Schare 32• Control de potencia mediante PWM para hornos de fundición - Por Juan Manuel Miguel Jiménez y Pedro A. Revenga de
Toro 36• Mis micrografías - Por Moisés Gil 42• Inventario de Fundición - Por Jordi Tartera 43Oferta 44Guía de compras 46Índice de Anunciantes 48
Sumario • JUNIO 2009 - Nº 16
Nue
stra
Port
ada El futuro de ASHLAND está íntimamente ligado al de sus clientes, de ahí nuestra continua bús-
queda de mejoras técnicas y medioambientales que nos hagan a todos más competitivos. Una vezmás, nuestros esfuerzos han fructificado y hemos desarrollado la gama de resinas furánicasMAGNASET PLUS, una alternativa técnica a las actuales, pero con contenido de Alcohol Furfurí-lico libre inferior al 25%, lo que permite mantener el etiquetado actual evitando etiquetarlas comotóxicas.
IBERIA ASHLAND CHEMICAL, S.A.CASTING SOLUTIONS
Muelle Tomás Olabarri, 4-3º48930 Las Arenas-Getxo (Vizcaya) España
Tel.: 94 480 46 46 - Fax: 94 464 88 61E-mail: [email protected]
6º CONGRESO DE LAFUNDICIÓN IBERICA
Hace unos días que recibimos la buena noticia de la celebración del 25al 27 de noviembre, del 6º Congreso de la Fundición Ibérica a celebraren Oporto, organizado por las Asociaciones de Fundidores de Portugal(APF) y España (FEAF), bajo el título “Innovación y Mercados”.
Pero mejor noticia todavía, fue cuando nos comunicaron que la revis-ta FUNDI Press, junto con su homóloga portuguesa FUNDIÇÂO han si-do elegidas como revistas oficiales del evento. Por nuestra parte va-mos a colaborar en todo lo posible para la buena realización delevento.
Allí estaremos presentes y dedicaremos el número de Octubre, que a-demás será el especial Proveedores que actualmente ya estamos pre-parando. Entregaremos ejemplares gratuitamente a todos los asisten-tes y tendrá difusión especial a todas las fundiciones españolas yportuguesas.
A su vez, el número anterior, el de septiembre estará presente en laFeria FUNDIEXPO que se celebrará en México, donde distribuiremos larevista gratuitamente. Como complemento, este número de septiem-bre también será repartido a todos los asistentes al VI Fórum TécnicoInternacional que organizan TABIRA y AZTERLAN en Bilbao.
Para estar presentes en estos números con publicidad o artículos, noduden en contactarnos: [email protected]
Hasta entonces, que tengan unas buenas vacaciones.
Antonio Pérez de Camino
Editorial / Junio 2009
2
Editorial


Nuevo catálogoBAUTERMIC, S.A. presenta uncatálogo que resume su gamade fabricados. En el mismo seincluyen los diferentes tipos demáquinas para TRATAMIENTODE SUPERFICIES, DESENGRASE,FOSFATADO, PASIVADO, DECA-PADO, INSTALACIONES DE PIN-TURA, etc…
Nuevo interfaceEthernetpara sus PLCscompactos CP1Con el reciente lanzamiento almercado del nuevo interface op-cional de comunicaciones paraEthernet CP1W-CIF41, la familiade autómatas programables CP1de Omron, que ofrece CPUs de ti-po CP1L con modelos que vandesde los 10 puntos hasta los 60puntos de E/S, y el autómata pro-gramable CP1H conocido comoel compacto TODO-EN-UNO porlas características tan particula-res que le equiparan a PLCs degamas superiores. Así, se refuer-za y aumenta su versatilidad pa-ra ofrecer con este módulo la po-sibilidad de integrar cualquierade los PLC’s mencionados en u-na red Ethernet con las siguien-tes características principales:
Monitorización y programación,Conexión directa en Ethernetcon terminales NS, Posibilidadde intercambio de datos de for-ma flexible entre PLCs. Hasta254 nodos en la misma red, Pro-tección de datos para comuni-caciones, Web-server integradopara una configuración mássencilla y rápida, etc.
La variedad de interfaces opcio-nales de bajo coste que a partirde ahora se encuentran disponi-bles para CP1L y CP1H, clara-mente aumentan las posibilida-des de comunicar o integrareste PLC en una gran variedadde aplicaciones distintas ocu-pando, además, el menor espa-cio, con la mejor funcionalidady al mejor precio.
Por otro lado, y para terminar,cabe decir que poder tener unCP1 conectado a una red Ether-net permite ampliar las posibili-
dad de acceder remotamente alos equipos con tecnologías debanda ancha que dan mayoresvelocidades de acceso, tanto pa-ra la programación como la mo-nitorización de los mismos, per-mitiendo reducir drásticamentelos costes de operación de estetipo de soluciones.
Info 2
PinzasamperimétricasFluke ha presentado dos nuevaspinzas amperimétricas (mA) di-señadas para ayudar a los técni-cos a realizar comprobacionesen circuitos críticos de control yde automatización sin tener queabrirlos, ni interrumpir las ope-raciones.
Las nuevas pinzas amperimétri-
Noticias / Junio 2009
4
Así como HORNOS y ESTUFASpara todo tipo de Calentamientosdiversos, Secado, Polimerizado,Fusión de metales, Tratamientostérmicos, Deshidrogenado, etc…Con sistemas de calentamientoeléctrico o a combustión, en ver-siones automáticas y manuales,tipo estático, continuo … hasta1.250 ºC.
Todo este tipo de máquinas seestudian y adaptan a las necesi-dades específicas de produccióny emplazamiento de cada clien-te, ofreciendo sin cargo el pre-supuesto más adecuado.
Info 1


cas 772 y 773 (mA) se unen al 771en la gama de instrumentos queofrecen funciones completas decomprobación y medida. Ahora,los técnicos que trabajan en plan-tas industriales y de procesos,pueden escoger exactamente lagama de funciones que necesitany a un precio razonable.
El diseño de las pinzas amperi-métricas (mA) 771, 772 y 773 deFluke permiten medir con preci-sión cantidades mínimas de co-rriente (señales de 4 a 20 mA) quediscurre entre los circuitos de sis-temas de control, sin tener quedesconectarlo, abrir el circuito eintroducir un instrumento.
Info 3
Adaptadorde fibra ópticaEl PHIRE-S es un adaptador de fi-bra óptica para cámaras con sali-da CameraLink Base. El adapta-dor fabricado por PHRONTIER ysuministrado por INFAIMON, u-tiliza sólo una fibra, pudiendoextender la señal de cámara has-ta 10 km de distancia. El diseñode una sola fibra óptica permiteahorrar espacio y coste, siendoespecialmente fácil de manipu-lar en entornos industriales don-de se requieren espacios reduci-dos y grandes distancias.
Estos adaptadores se conectandirectamente al conector Came-raLink de la cámara en un ex-tremo y también al conector Ca-meraLink del frame grabber enel otro extremo. De esta formase evita la utilización de cablesCameraLink adicionales elimi-nando complicaciones y costessuperfluos.
Info 4
MIDEST 2009MIDEST prepara su trigésimo-novena edición con optimismo.En efecto, a finales de mayo, elíndice de reservas era idéntico aldel pasado año y ya estaban re-servados en firme más de 25.000m2 de exposición tanto por orga-nizadores de pabellones colecti-vos franceses regionales comopabellones nacionales y subcon-tratistas expositores a título in-dividual en sus sectores de acti-vidad. Cabe recordar que ReedExpositions France ha decididoconsiderar la situación atípica a-travesada por numerosas em-presas de subcontratación esteaño y que MIDEST las respaldaráotorgándoles tarifas preferentesal volver a los precios de la edi-ción de 2007 lo que supone undescuento cercano al 4%.
El salón cosecha por supuesto elfruto de una política de alianzascada vez más amplia y comer-cialmente girada hacia las nece-sidades de nuestros clientes.MIDEST ha creado nuevas ofer-tas adaptadas al mercado y sucolaboración con las diferentesasociaciones y organismos pro-fesionales no ha dejado de de-sarrollarse para elaborar las so-luciones más adaptadas a cadauno de los oficios. Este dinamis-mos fue de hecho recompensa-do por los excelentes resultadosexpresados en las últimas en-
cuestas de satisfacción realiza-das tanto entre los expositorescomo entre los contratantes,principalmente durante la edi-ción 2008 que resultó ser unacosecha excelente a pesar delinicio de la recesión.
Info 5
HEGANconstituyela plataformaEACPUn total de 24 clusters y agrupa-ciones aeroespaciales de 11 paí-ses europeos, entre los que seencuentra el Cluster vasco HE-GAN, han constituido la Asocia-ción Europea de Clusters Aero-espaciales (European AerospaceCluster Patnership- EACP) con elobjetivo de lanzar una platafor-ma común y permanente de co-operación, transferencia de co-nocimiento y promoción deactividades innovadoras quepermita a las empresas de estesector consolidar su posicióncompetitiva en el mercado glo-bal.
La iniciativa, lanzada reciente-mente en Hamburgo de maneraoficial, pretende establecer unared transnacional de clusters ae-roespaciales regionales orienta-do a competir con éxito a nivelglobal. La industria aeroespacialeuropea, compuesta en un 64%por pymes, se enfrenta a unafuerte competencia a escala glo-bal, por lo que se ha convertidoen especialmente relevante paralos clusters europeos incidir enel gran potencial de innovación ycooperación existente con otrossocios internacionales. “Con lafundación de European Aerospa-ce Cluster Partnership (EACP) sehabilita un entramado con la
Noticias / Junio 2009
6

ción de llantas para ruedas devehículos.
Info 7
AZTERLANinvitadapor la AFSAZTERLAN-Centro de Investiga-ción Metalúrgica ha sido invita-do estos días a presentar unaponencia durante el Carl LoperSimposio de la Universidad deMadison organizado por la A-merican Foundry Society y pre-sidido por el Profesor D. M. Ste-fanescu del Departamento deMateriales de la Universidad deOhio en EE.UU.
En dicho acto, AZTERLAN hapresentado su investigación“Origen de las malformacionesgrafíticas en piezas de gran espe-sor con aplicación en el sectoreólico”.
Esta ponencia es resultado de unproyecto realizado junto a TSFUNDICIONES S.A y CIRIMAT(Francia), marcando las clavespara minimizar los efectos de lamalformación en las caracterís-ticas mecánicas de las piezas.
AZTERLAN es un Centro de In-vestigación en Metalurgia, conmás 30 años de experiencia, don-de 80 especialistas del sector me-talúrgico trabajan en dar res-puesta a los requerimientos desectores como automoción, eóli-co, etc.
Recientemente ha sido conside-rado Centro Sectorial de Investi-gación en Metalurgia por partedel Departamento de Industriae Innovación del Gobierno Vas-co.
Este reconocimiento se adecuamejor a las verdaderas capaci-
dades y actividades globales de-sarrolladas por el Centro de In-vestigación, lo que sin duda re-dunda en beneficio de susclientes que podrán disponer deun apoyo mayor en sus iniciati-vas.
Info 8
presencia de los clusters aeroes-paciales de toda Europa para tra-bajar conjuntamente en el ob-jetivo de solventar los retoscomunes y permitir a cada clus-ter mejorar su competitividad”,ha señalado José Juez, gerente deHEGAN.
Info 6
INFAIMON lanzanuevo catálogoINFAIMON ha lanzado reciente-mente un nuevo catálogo de no-vedades en sistemas de visiónartificial para control de calidaden el entorno industrial.
El catálogo presenta los últimossensores y sistemas de visión in-tegrados, cámaras de visión arti-ficial, iluminación, ópticas, fra-me grabbers y softwares.
Junio 2009 / Noticias
7
Próximos númerosFundi PressSEPTIEMBRE
Nº EspecialFÓRUM TÉCNICOINTERNACIONAL DEFUNDICIÓN (Bilbao).
Nº Especial FUNDIEXPO(México).
OCTUBRENº Especial6º CONGRESO DE LAFUNDICIÓN IBÉRICA(Oporto).
Nº EspecialPROVEEDORES.
Así mismo, se han incluido tam-bién en esta edición, diferentesejemplos de aplicaciones de vi-sión artificial desarrolladas connuestros sistemas: equipo paracontrol de posicionamiento de laburbuja en el nivel, control decalidad en la fabricación de ba-ñeras y bases de duchas, inspec-

• 1.250 empresas procedentes de 35 países.
• 100.000 metros cuadrados de superficie neta deexposición.
• Más de 50 empresas españolas ocuparán 4.700 m2.
Tuvo lugar en Madrid la presentación de la que esconsiderada la mayor y más importante feria inter-nacional dedicada a la Máquina-herramienta y a lastecnologías de fabricación, la EMO, que en esta oca-sión tendrá lugar en Milán del 5 al 10 de octubre.
Promovida por CECIMO (Comité Europeo para la Coo-peración de las Industrias de la Máquinaherramien-ta) y organizada por UCIMU (Asociación de Fabrican-tes italianos de Máquinasherramienta) la edición2009 de la EMO fue presentada por el Sr. D. Pier LuigiStreparava, Comisario General de EMO MILANO 2009,el embajador de Italia en España, Excmo. Sr. D. Pas-quale Terracciano, el Director Técnico de Exhibicio-nes de UCIMU, Sr. D. Riccardo Gaslini, y por D. XabierOrtueta, Director General de AFM (Asociación Espa-ñola de Fabricantes de Máquinas-herramienta).
A pesar de la compleja situación económica inter-nacional, EMO 2009 fue definida por sus organiza-dores y participantes como una cita imprescindi-ble para quienes toman decisiones de inversión enequipamiento industrial, ya que los principales fa-bricantes mundiales de Máquinasherramientasvan a presentar las últimas tecnologías y el saberhacer aplicado a la industria.
Con objeto de suavizar el impacto que las dificulta-des de la crisis financiera han trasladado a la eco-
nomía real, la organización de la feria ha lanzado i-niciativas especiales que tratan de ayudar a lasempresas a aprovechar las oportunidades comer-ciales que ofrece EMO 2009.
Entre las compañías registradas están incluidas: A-gie Charmilles, Biglia, Bost, Comau, DMG, DMTG,Doosan, Goratu, Grupo Danobat, Grupo Nicolás Co-rrea, Grupo Riello Sistemi, Haas, Hermle, YamazakiMazak, Mori Seiki, Okuma, Pama, Samco, Schutteand Soraluce del subsector de arranque de viruta;Amada, BLM Group, Ficep, Finnpower, Prima Indus-trie o Schuler del sub-sector de deformación; BoschRexroth, Fagor Automation, Fanuc GE, Heidenhain,Siemens y THK de componentes y accesorios, asícomo más de 200 empresas fabricantes de herra-mientas.
En lo que respecta a la participación de empresas es-pañolas fabricantes de Máquinasherramienta, por elmomento están inscritas 30 empresas que han re-servado una superficie de 3.524 m2. La participacióntotal de empresas españolas asciende a 53 compañí-as que ocuparán un área de exposición de 4.700 m2.
Desde 1975, año en que se celebró la primera edi-ción de la EMO, las empresas españolas fabricantesde Máquinas-herramienta vienen participando enlas sucesivas ediciones con cifras importantes de o-cupación, siempre con la coordinación de AFM. Setrata del mayor evento de la Máquina-herramientaen el mundo y del principal escaparate mundial delas tecnologías de fabricación, y es, junto con laBIEMH, el evento internacional de mayor relevanciapara la Máquina-herramienta española.
Información / Junio 2009
8
EMO 2009 se celebraráen Milán del 5 al 10 de octubre

Junio 2009 / Información
9
La Asociación Portuguesade Fundición (APF) y la Fe-deración Española de Aso-
ciaciones de Fundidores (FEAF)van a organizar el 6º CONGRESODE LA FUNDICIÓN IBÉRICA, ba-jo el título “INNOVACIÓN YMERCADOS”, que tendrá lugaren la Fundación Cupertino deMiranda en Oporto (Portugal),los días 25, 26 y 27 de Noviem-bre de 2009.
Este 6º Congreso cuenta con lacolaboración de las asociacio-nes portuguesa y española, así
como con el patrocinio de enti-dades y suministradores de laindustria de fundición de am-bos países.
En su programa técnico consta-rán Paneles, Mesa Redonda ypresentación de comunicacio-nes, abordando varios sub-te-mas relacionados con el temacentral del Congreso, sin olvidarlas principales preocupacionesdel sector de cara a la situaciónnacional y mundial y los desafí-os a los que se enfrenta. Mante-niendo la tradición, van a reali-zarse también visitas técnicas a
fundiciones férreas y no férreas.
Simultáneamente funcionará una exposición per-manente de productos, equipamientos y servicios,a cargo de suministradores de la industria de fun-dición. En estos momentos se está trabajando en laconfiguración de ponencias y contactación con po-nentes.
En el mes de Septiembre se les facilitará el Progra-ma Definitivo, con su correspondiente Boletín deInscripción.
Tel.: 944 700 707
6º Congresode la Fundición Ibérica
MESA REDONDA:
Mercados (Automoción, Ferrocarril, Platafor-mas Petrolíferas).
PANELES:
• Recursos Humanos (motivación/policompe-tencias).
• Gestión(Liderazgo/Motivación/Estrategia/Benchmar-king).
• Energía (Racionalización de consumo).
• Medio Ambiente.
• Fusiones/Adquisiciones.
• I+D/Innovación.
OPORTO25, 26 y 27 de Noviembre de 2009
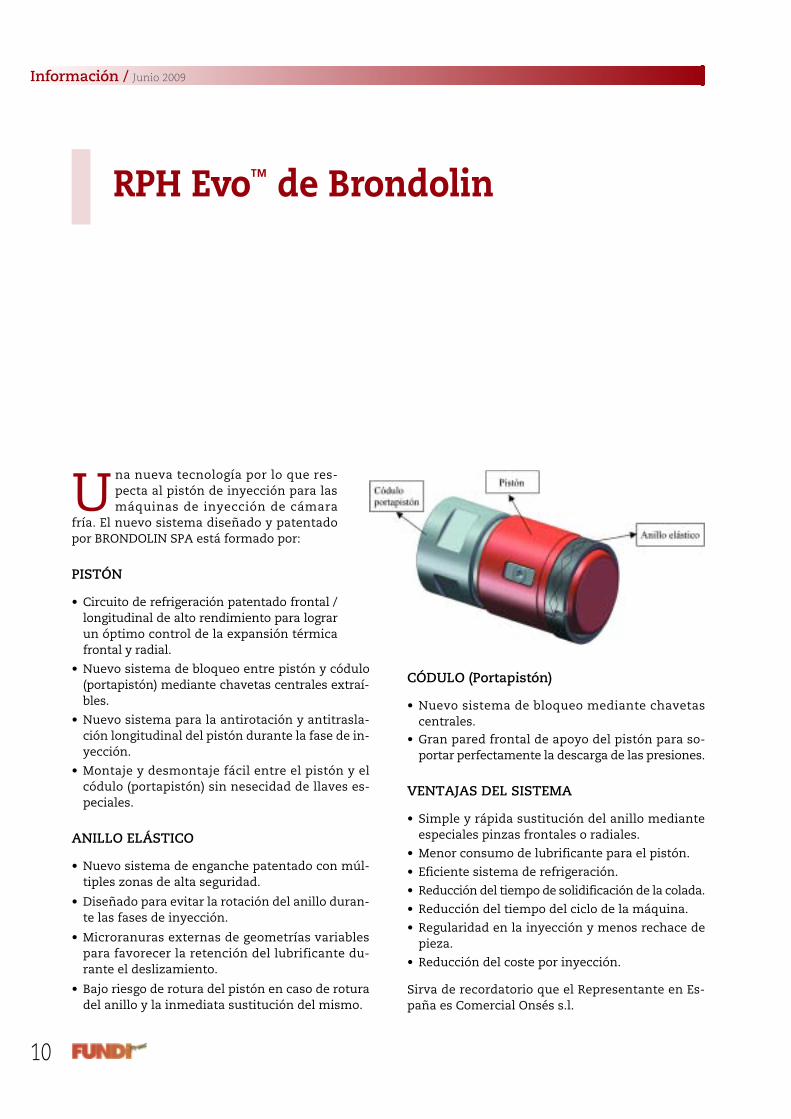
Una nueva tecnología por lo que res-pecta al pistón de inyección para lasmáquinas de inyección de cámara
fría. El nuevo sistema diseñado y patentadopor BRONDOLIN SPA está formado por:
PISTÓN
• Circuito de refrigeración patentado frontal /longitudinal de alto rendimiento para lograrun óptimo control de la expansión térmicafrontal y radial.
• Nuevo sistema de bloqueo entre pistón y códulo(portapistón) mediante chavetas centrales extraí-bles.
• Nuevo sistema para la antirotación y antitrasla-ción longitudinal del pistón durante la fase de in-yección.
• Montaje y desmontaje fácil entre el pistón y elcódulo (portapistón) sin nesecidad de llaves es-peciales.
ANILLO ELÁSTICO
• Nuevo sistema de enganche patentado con múl-tiples zonas de alta seguridad.
• Diseñado para evitar la rotación del anillo duran-te las fases de inyección.
• Microranuras externas de geometrías variablespara favorecer la retención del lubrificante du-rante el deslizamiento.
• Bajo riesgo de rotura del pistón en caso de roturadel anillo y la inmediata sustitución del mismo.
CÓDULO (Portapistón)
• Nuevo sistema de bloqueo mediante chavetascentrales.
• Gran pared frontal de apoyo del pistón para so-portar perfectamente la descarga de las presiones.
VENTAJAS DEL SISTEMA
• Simple y rápida sustitución del anillo medianteespeciales pinzas frontales o radiales.
• Menor consumo de lubrificante para el pistón.
• Eficiente sistema de refrigeración.
• Reducción del tiempo de solidificación de la colada.
• Reducción del tiempo del ciclo de la máquina.
• Regularidad en la inyección y menos rechace depieza.
• Reducción del coste por inyección.
Sirva de recordatorio que el Representante en Es-paña es Comercial Onsés s.l.
Información / Junio 2009
10
RPH Evo™ de Brondolin


TECNALIA Corporación Tecnológica parti-cipa en el consorcio europeo PROFORM,cuyo objetivo es el desarrollo de un nuevo
concepto de fabricación de piezas estructuralespara el automóvil basado en el perfilado de sec-ción variable junto con operaciones de acabadocon láser y conformado electromagnético (deta-lles locales no continuos a lo largo de la longitudde la pieza), reduciendo el tiempo y el coste defabricación.
Debido al menor coste y a la flexibilidad de las ins-talaciones, el perfilado es una opción muy eficien-te para la fabricación de piezas estructurales.
Sin embargo su introducción en el sector de auto-moción se ha visto frenada por la limitación enlas geometrías que se pueden obtener (sólo piezasrectas de sección constante a lo largo del espe-sor).
En el proyecto PROFORM se desarrolla una nuevatecnología de perfilado que permite fabricar perfi-les con bordes curvos, formas cónicas y seccionesvariables, posibilitando la obtención de compo-nentes de automoción como largueros, traviesas orefuerzos a un coste menor.
En el consorcio participan una veintena de sociosde 5 países de la Unión Europea (Italia, España, Re-pública Checa, Alemania y Francia), entre los que
se encuentran fabricantes de automoción comoDaimler y Fiat, proveedores de primer nivel comoGestamp, así como gran número de pymes del sec-tor (Gasparini, Ingemat, Onapres, DataM, Actarus,Genta, Tribotech, Eximet, Axyal, Antec, LMB), yaque se trata de un proyecto integrado orientado aaumentar la capacidad tecnológica de las pymes(IP for SMEs).
Completan el consorcio los tres centros tecnológi-cos que integran Tecnalia Automoción (Inasmet,Labein y Robotiker), Cirtes y el centro Laser deHannover, así como las universidades de Mondra-gón y de Darmstadt (Alemania).
La Corporación Tecnológica TECNALIA destaca porcoordinar el proyecto, que cuenta con un presu-puesto cercano a los 12 millones de euros, lideran-do la tecnología electromagnética y contribuyendoa la utilización de tecnologías láser.
En octubre de 2009, se celebrará además en Bilbaoel 1er Congreso Internacional de Perfilado “Rollfor-ming 09”, que reunirá a investigadores y técnicosy dará a conocer los últimos avances del perfiladoy sus aplicaciones en distintos sectores industria-les.
El consorcio ha sido promovido y organizado por elproyecto PROFORM y sus socios participaran acti-vamente en la realización del mismo.
Información / Junio 2009
12
Proyecto PROFORM

Como es bien sabido la industria de la fundi-ción ha sido tradicionalmente generadorade emisiones a la atmósfera, tanto en el in-
terior de las plantas como hacia el exterior. Parasolucionar esta problemática e ir adaptándose a lasnuevas regulaciones, se han ido adaptando siste-mas que captan las emisiones allí donde se produ-cen, y eliminan las partículas sólidas del gas por-tante. En este sentido las mejoras se han dado enlos dos campos, tanto en la optimización de lascaptaciones, evitando las emisiones sin control,como la propia separación de las partículas sóli-das.
Optimización de la captación
En lo que se refiere a la optimización de la capta-ción, la tendencia ha ido encaminada al confina-miento de aquellas fuentes emisoras de contami-nantes por una parte, y adaptando sistemas de
Información / Junio 2009
14
Nuevos avances en la captaciónde humos: Sistema de aspiraciónTRAVELLER HOODPPoorr RRoobbeerrttoo CCaaddaarrssoo FFeerrnnáánnddeezz.. GGeerreennttee ddee EEuurroo--EEqquuiipp
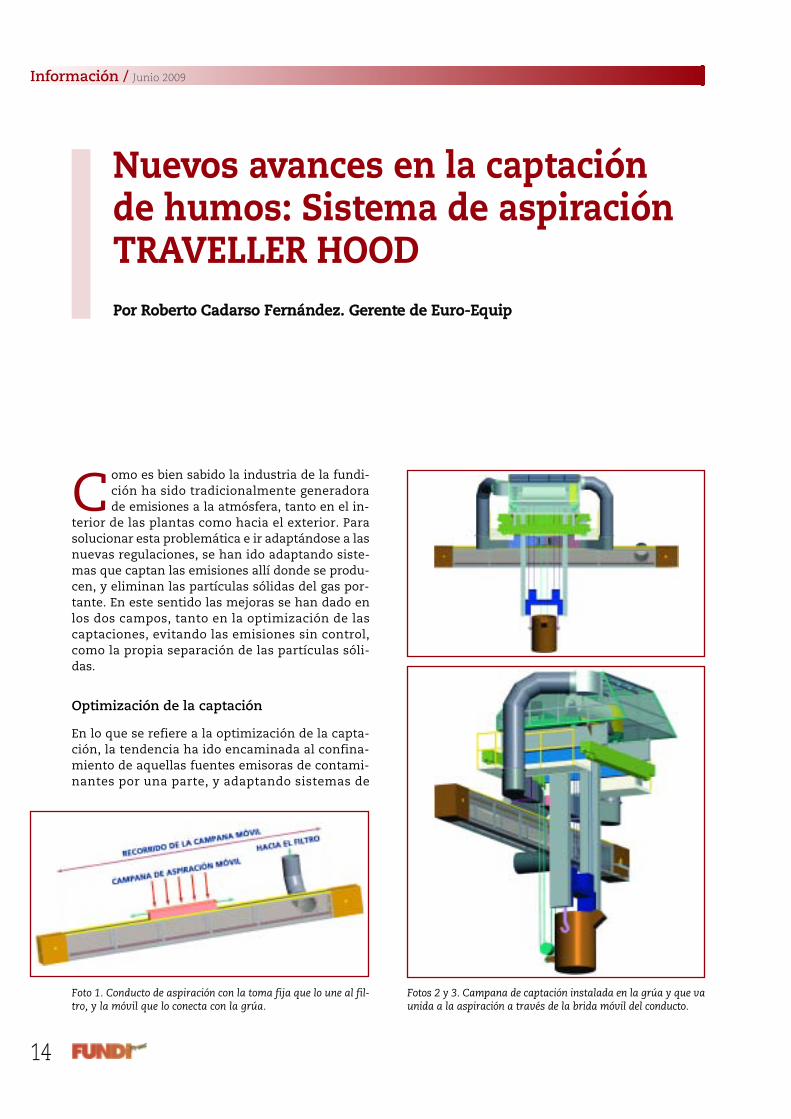
Foto 1. Conducto de aspiración con la toma fija que lo une al fil-tro, y la móvil que lo conecta con la grúa.
Fotos 2 y 3. Campana de captación instalada en la grúa y que vaunida a la aspiración a través de la brida móvil del conducto.
cucharas van emitiendo durante todo su desplaza-miento.
En este sentido desde Euro-Equip se ha dado solu-ción a esta problemática con un sistema que per-mite tener el punto de captación, (normalmente u-na campana a instalar en la parte superior de lagrúa), permanentemente conectado al sistema deaspiración. Para ello el sistema utiliza una cone-xión desplazable a lo largo de un conducto fijo. Es-te conducto fijo tiene la longitud del desplaza-miento longitudinal de la grúa. En caso de que lacuchara además tenga un desplazamiento trans-versal, otro conducto de iguales características seinstala sobre la grúa puente, de forma que entreambos podemos garantizar la captación de la cu-chara, sea cual sea su posición en el espacio.
Con este sistema se elimina o minimiza de formamuy considerable las emisiones de las cucharas ensus desplazamientos desde la zona de llenado, tra-tamiento etc. hasta la zona de vaciado. En España,una importante fundición disfruta ya de este nue-vo sistema TRAVELLER HOOD con unos resultadosmás que satisfactorios en la recogida de humos.
aspiración en los cerramientos instalados para pro-ducir el citado confinamiento, de forma que el polvogenerado en su interior es regularmente extraído, yposteriormente separado en el filtro.
Esta tarea ha sido más o menos dificultosa en fun-ción de la morfología y procesos relacionados conla propia fuente emisora. En cualquier caso siem-pre el límite ha venido impuesto por la condiciónde que el cerramiento o la propia fuente esté enuna posición estática, ya que los conductos queposteriormente deben vehicular los gases captadosjunto con el polvo, son rígidos.
De esta forma teníamos un límite en la captaciónde aquellas fuentes que se desplazan, ya que lomejor que se había podido obtener era una capta-ción en ciertos puntos fijos, pero generando emi-siones durante el trayecto. Esto es muy típico delas cucharas que se desplazan colgadas de unagrúa, y que son muy comunes en las fundiciones.Dado que la legislación va poniendo coto cada vezmás estrecho a las emisiones difusas, es decir,aquéllas que se emiten a través de grandes áreas,se hace necesario poder captar el humo que estas
Junio 2009 / Información

IMF srl, uno de los principales fabricantes mun-diales de maquinaria de fundición y especial-mente de las zonas dedicadas a la fabricación de
moldes de arena ligada con resinas, ha introducidoel concepto “Impacto Cero” de los procesos de pie-zas en el desmoldeo y más allá. Se acabó la necesi-dad de uno o más operarios para el arrastre o empu-je manualmente de las piezas calientes, realizandooperaciones para la selección de piezas y dirigién-
dolas a contenedores separados. Tal tarea es inevi-tablemente llevada a cabo en un lugar ruidoso, su-cio y con corrientes de aire dentro de la Fundición.
El método de IMF para tratar las piezas en el desmol-deo, en todas las tareas implicadas, en la recogida,ordenando, reparto, etc, es llevado a cabo fácilmenteutilizando un manipulador. Este dispositivo es ma-nejado por un hombre sentado frente a una consola,
Información / Junio 2009
16
IMF introduce el conceptode desmoldeo “Impacto Cero”

viendo la tarea por una ventana de vidrio re-forzado.
En lo que respecta a la persona que contro-la los mandos, su entorno está totalmentelibre de ruido, polvo y vibraciones.
Los moldes son inicialmente empujados auna cámara cerrada antes del área de des-moldeo y a continuación son trasladados através de una doble puerta de guillotina aldesmoldeo. Después de cerrar las puertas,el operario emplea las mandíbulas del ma-nipulador para favorecer la desintegraciónde los trozos de arena alrededor del moldecon el fin de recuperar las piezas moldeadasy colocarlas en cestones separados. Estopuede hacerse directamente o por medio deuna cinta transportadora. De todos modoslas piezas salen de la cabina a través de unasegunda serie de puertas correderas.
Como alternativa, la fundición puede sercolgada directamente en ganchos, suspendi-dos de una cinta transportadora, que entra ysale de la cabina, vinculada directamente aun sistema de granallado. Cuando las piezasson muy pesadas o difíciles de manejar, esposible colocar cada una de ellas en un carrotransportador, que se desplaza fuera de lacabina a una segunda estación de manipula-ción, donde las piezas son recogidas y colo-cadas en el área de almacenamiento.
Las ventajas que ofrece este sistema sonimportantes, proporcionando los mediospara eliminar los efectos del calor, el ruido,las vibraciones y el polvo, así como los es-fuerzos manuales de una de las tareas másonerosas de la Fundición, la extracción delas piezas de sus moldes.

La soldadura fuerte se define como el ensambla-je de diferentes materiales de base por fusiónde diversas aleaciones de aporte. Aunque se o-
pera una inter-difusión química en las interfaces, lasoldadura fuerte se diferencia de la soldadura con-vencional por la ausencia de fusión del sustrato base.Induce muchos menos esfuerzos y garantiza la geo-metría de ensamblado terminado, sin necesidad deestabilización o de retoque posterior de mecanizado.
Después de una preparación más o menos comple-ta de las superficies a unir, la operación de solda-dura fuerte propiamente dicha puede efectuarsecon el soplete, por inducción, en un horno de aire,en atmósfera controlada o en vacío.
Este último método permite beneficiarse de todaslas ventajas del tratamiento térmico al vacío: flexi-bilidad del horno batch, integración en línea deproducción y protección de las superficies. Aportaigualmente una notable ventaja en la mejora de lamojabilidad y de la penetración por capilaridad, encomparación con los procesos convencionales.
Ante la creciente demanda de soldaduras fuertesde calidad irreprochable pa-ra aplicaciones críticas, nu-merosos industriales se o-rientan hacia la soldadurafuerte al vacío, como susti-tución de los procesos deensamblado convenciona-les. Esta actividad, en plenaexpansión, requiere mediosespecíficos.
Como fabricantes de hornos al vacío, hemos desa-rrollado una gama de equipos industriales adapta-dos a los diferentes tipos de soldadura fuerte, enfunción de las especificidades de cada aplicación:multi-materiales, acero estándar o inoxidable, ba-ses níquel, superaleaciones o aluminio.
Los hornos de la serie B5_T permiten trabajar lassoldaduras fuertes con un alto punto de fusión,principalmente de base cobre o níquel. Según la a-plicación, todas las opciones de aislamiento fibro-so o metálico, de resistencias de grafito o metálica,de bombeo prima-rio o secundario, ode presión parcialhidrógeno (hasta 50mbares), pueden a-sociarse a una baseeconómica y proba-
Información / Junio 2009
18
Soldadura fuerte al vacío,una verdadera periciaPPoorr AAPPLLIITTEECC,, SS..LL..

dependientes. El vacío dispone de un bombeo secun-dario ampliamente sobredimensionado y, a menudo,asociado a una trampa criogénica, a fin de preservarel recinto de soldadura fuerte de toda retro-difusión.
Como complemento, la serie BA4_, derivada denuestra gama de hornos de paredes calientes paraaplicaciones especiales B4_R, aporta una solucióna la soldadura fuerte de aluminio bajo flujo no co-rrosivo, ampliamente extendida en la industria delautomóvil. La competencia de los grandes hornoscontinuos, hace que esté reservada a las pequeñasseries, gracias a una gran flexibilidad en cuanto ala morfología de los aparatos a soldar.
da en las más severas y exigentes condiciones in-dustriales.
La serie BA5_ está dedicada a la soldadura fuerte alvacío de aluminio. Esta aplicación, extremadamentetécnica, se desarrolla alrededor de los 600 °C, con u-nas necesidades de homogeneidad térmica de +/-3 °Cdebida a la proximidad de los puntos de fusión de lasaleaciones de base y de aporte. La cámara de calenta-miento es completamente metálica, así como loscuerpos de calentamiento distribuidos en 6 zonas in-
Junio 2009 / Información

Emerson Process Management presenta elnuevo termopar Rosemount ® con tubo pro-tector de zafiro para aplicaciones en reacto-
res de gasificación. El nuevo termopar ha sido es-pecialmente desarrollado para dar una mayor vidaoperativa en condiciones de proceso difíciles, don-de las temperaturas se elevan hasta los 1.800°, laspresiones hasta 110 bar y se encuentran presentesgases agresivos, provocando fallos prematuros delos termopares estándar.
El nuevo termpopar de Zafiro Rose-mount se encuentra aisladodentro de un tubo protectorelaborado con zafiro culti-vado especialmente pa-
ra su uso comercial, que por su naturaleza, es re-sistente a la corrosión e impermeable a gases. Eldiseño mejorado permite medidas exactas y fia-bles durante la vida del sensor, que se ve conside-rablemente ampliada de 6.000 a 18.000 horas (se-gún el uso).
Una característica del diseño de Rosemount es elsellado hermético del zafiro, que protege el tubo.Esto mejora la seguridad y la vida de este tipo determopar en dichos reactores de gasificación. Encaso de roturas del sensor, hayun sistema con un sello
hermético
que previene la li-beración de emisiones
tóxicas del reactor. Todos lossellos herméticos son probados bajopresión con Nitrógeno a 110 bar an-tes de su suministro. La conexión aproceso está realizada en acero forja-do, que evita el escape del hidrógeno
contenido en el reactor.
El nuevo montaje del termopar, resis-tente a altas temperaturas, puede ser uti-
lizado junto con el transmisor de temperaturaRosemount 3144P, para aplicaciones de control yseguridad críticas.
Información / Junio 2009
20
Nuevo Sensor de Zafiro Rosemount

Información / Junio 2009
22
Tal como se aprecia en este artículo y en otroanteriormente publicado1, a través de loscálculos de los ciclos/tiempo necesarios pa-
ra sustituir por otros los varios aditivos (excepto elagua) de las arenas de moldeo en verde, se puedeapreciar la durabilidad térmica de los mismos, lacual en sentido de más a menos es: Arena de Sílice,Bentonita, Producto Carbonoso y Cereal.
Para los cálculos, se ha empleado el consumo decada aditivo para 1 Tm de metal bruto colado, perotambién puede emplearse para los mismos, la can-tidad de aditivo necesaria para la preparación deuna determinada cantidad de arena de moldeo.
SUSTITUCIÓN DE LA BENTONITA
Datos a emplear:
1. Arena de moldeo contenida en el sistema totalde arena = 300 Tm.
2. Cantidad de arena de moldeo preparada por día= 900 Tm.
3. Cantidad de metal bruto colado por día = 150Tm.
4. Adición de bentonita por cada Tm de metal bru-to colado = 55 kg.
5. Consumo diario de bentonita = 8,25 Tm.
6. Porcentaje de bentonita total contenida en la a-rena de moldeo = 15.
7. Cantidad de bentonita total contenida en la are-na de moldeo preparada por día:
900 . 0,15 = 135 Tm
8. Número de ciclos dados por día por la arena demoldeo = 3.
Por lo tanto tenemos que:
8,25 / 135 = 0,0611 Tm
por cada 1 Tm. de bentonita o de 6,11 por cada 100Tm de bentonita contenida en la arena de moldeoprocesada.
Para sustituir el 25% de bentonita:
N = Ln (1 – 25/100) / Ln (1 – 0,0611)
= Ln de 0,75 / Ln de 0,9389
= - 0,28768 / - 0,0630
= 4,57 ciclos / 3 = 1,52 días de producción
Para sustituir el 90% de bentonita:
N = Ln ( 1 – 90/100) / Ln ( 1 – 0,0611)
= Ln de 0,10 / Ln de 0,9389
= - 2,30259 / - 0,0630
= 36,54 ciclos / 3 = 12,18 días de producción
SUSTITUCIÓN DEL PRODUCTO CARBONOSO
1. Adición de producto carbonoso por cada 1 Tmde metal bruto colado = 25 Kg.
2. Consumo diario de producto carbonoso = 3,75Tm.
Cálculo de los ciclos/tiemponecesarios para sustituirla bentonita, el productocarbonoso y el cereal en laarena de moldeo en verdePPoorr JJoosséé EExxppóóssiittoo

Ln de 0,10 / Ln de (1 – 0,20)
= - 2,30259 / - 0,2231
= 10,32 ciclos / 3 = 3,44 días de producción
En los cálculos aquí empleados, se parte del hechode que las adiciones por cada 1 Tm de metal brutocolado, son de producto exento de humedad libre,es decir teniendo en cuenta la pérdida en peso delproducto sometido a 104/110 ºC hasta peso cons-tante. Esto se debe tener en cuenta al objeto de re-alizar los cálculos de sustitución correctamente.
BIBLIOGRAFÍA
1. J. Expósito “Cálculos de los ciclos/tiempo para sustituir laarena base y el agua en la arena de moldeo en verde”.Fundipress nº 8, Octubre 2.008.
3. Porcentaje de producto carbonoso contenido enla arena de moldeo = 5.
4. Cantidad de producto carbonoso contenido enla arena de moldeo preparada por día:
900 . 0,05 = 45 Tm
Así tenemos que:
3,75 / 45 = 0,0833 Tm
por cada 1 Tm de producto carbonoso o de 8,33 Tmpor cada 100 Tm de producto carbonoso contenidoen la arena de moldeo procesada.
Para sustituir el 25% de producto carbonoso:
Ln de 0,75 / Ln de (1 – 0,0833)
= - 0,28768 / - 0,08698
= 3,31 ciclos / 3 = 1,10 días de producción
Para sustituir el 90% de producto carbonoso:
Ln de 0,10 / Ln de (1 – 0,0833)
= - 2,30259 / - 0,0833
= 26,47 ciclos / 3 = 8,42 días de producción
SUSTITUCIÓN DEL CEREAL
1. Adición de cereal por cada 1.- Tm de metal bru-to colado = 3,60 Kg.
2. Consumo diario de cereal = 0,54 Tm
3. Porcentaje de cereal contenido en la arena demoldeo = 0,30
4. Cantidad de cereal contenido en la arena demoldeo preparada por día:
900 . 0,003 = 2,70 Tm
Por lo tanto :
0,54 / 2,70 = 0,20 Tm
por cada 1 Tm de cereal o de 20 Tm por cada 100Tm de cereal contenido en la arena de moldeo pro-cesada.
Para sustituir el 25% de cereal:
Ln de 0,75 / Ln de (1 – 0,20)
= - 0,28768 / - 0,2231
= 1,29 ciclos / 3 = 0,43 días de producción
Para sustituir el 90% de cereal:
Junio 2009 / Información
23

La limpieza de precisión de moldes usando latecnología láser es una alternativa económi-ca a los métodos tradicionales. El sistema lá-
ser es además ecológico ya que limpia la superficierápidamente sin generar residuos químicos ni deabrasivos. Esta técnica alarga la vida en servicio demoldes, que en muchos casos son muy valiosos yse utilizan para fabricar piezas muy críticas en unagran variedad de industrias.
CleanLaser tiene un sistema láser único que utili-za la potencia de un haz pulsado para eliminar a-gentes y residuos del molde sin dañar lo más mí-nimo la superficie. A través de ensayos previos, elhaz láser es ajustado de forma precisa para opti-mizar la efectividad de la limpieza. Tras ampliasinvestigaciones se ha probado que la limpieza lá-ser puede limpiar moldes de forma delicada, segu-ra y constante, durante multitud de ciclos. El re-sultado es una prolongación significativa de lavida útil del molde.
Con velocidades de limpieza de hasta 22 m2/h, losusuarios pueden incrementar su producción mini-mizando los tiempos de parada para limpieza delmolde. Además el proceso está diseñado para lim-piar moldes en caliente hasta 70ºC, por lo que sereducen los tiempos de espera para su enfriamien-to. La limpieza láser de moldes es una tecnologíaespecíficamente diseñada para ser segura, rápida yversátil.
Características básicas del sistema láser:
• Láseres de estado sólido de alto rendimiento.
• Potencias de hasta 1.000 W.
• Sistema de refrigeración integrado.
• Distintas ópticas para múltiples aplicaciones.
Información / Junio 2009
24
Limpieza de moldes por láserPPoorr MMaatteerriiaass PPrriimmaass AAbbrraassiivvaass

Las unidades base con la fibra acoplada puedenllevar diferentes cabezales ópticos. Es posible con-seguir un sistema totalmente optimizado confor-mándolo de forma individual para cada aplicación.Los equipos están disponibles en múltiples confi-guraciones, desde unidades compactas y móvilestipo mochila hasta equipos totalmente automati-zados y robotizados.
• Fácil integración debido a tu tamaño compacto yconexión mediante fibra óptica.
• Bajo mantenimiento.
Aspectos económicos:
• Bajos costes de funcionamiento (1-5 euros por hora).
• Elevadas velocidades de producción.
• Uso manual o automático.
Completos y potentes, los sistemas láser de estadosólido bombeados por diodos pueden ser fácilmen-te integrados en un proceso productivo nuevo opreexistente.
El Core Competence o la capacidad esencial de losequipos fabricados por CleanLaser se muestra enla limpieza precisa de capas finas de óxidos orgá-nicos y desmoldeantes.
Con unidades láser de potencias desde 20 hasta1.000 W, ofrecen un amplio rango de equipos tantopara pequeñas áreas como para grandes según seael tiempo de ciclo requerido.
Junio 2009 / Información
25

Autodesk le ha dado una nueva vuelta detuerca a sus productos para el diseño in-dustrial en 2D y 3D y la creación de Prototi-
pos Digitales. La compañía, consciente de las nece-sidades de colaboración entre los grandes equiposde proyectos, ha aumentado la interoperabilidadde su familia de software industrial con otros for-matos y herramientas CAD. Además, Autodesk haconseguido mejorar las capacidades de visualiza-ción, simulación y diseño de sus nuevos progra-mas para este sector.
La línea de productos Autodesk para fabricaciónindustrial supone una gama ideal de aplicacionespor sus revolucionarias aplicaciones de creaciónde Prototipos Digitales. Dentro de estas nuevasversiones 2010 encontramos la familia AutoCADInventor, AutoCAD Mechanical, AutoCAD Electri-cal, la familia Autodesk Alias, Autodesk Moldflow,Autodesk Navisworks, Autodesk Showcase, Auto-desk 3ds Max Design y el software Autodesk VaultManufacturing 2010.
“Pretendemos poner el software 2D y 3D al alcancede todo tipo de fabricantes, tanto grandes comopequeños”, afirma Robert “Buzz” Kross, vicepresi-dente senior de las soluciones para Industria e In-geniería de Autodesk. “Con nuestra nuevas versio-nes 2010, la posibilidad de colaboración entreequipos de diseñadores industriales, ingenieros yfabricantes alcanza unas cuotas nunca logradasantes en el sector del diseño”.
Las soluciones para Prototipos Digitales de Auto-desk permiten que los fabricantes diseñen, visuali-
cen y simulen digitalmente como funcionará unproducto bajo condiciones reales antes de ser fa-bricado.
Esta nueva forma de trabajo reduce la dependenciade los prototipos físicos, lo que reduce los costes ytiempos en la comercialización de un productodentro de las industrias más competitivas.
AutoCAD Inventor 2010
Pensado para la creación de Prototipos Digitales,AutoCAD Inventor ayuda a producir modelos pre-cisos en 3D con el tamaño, la forma y las funcionesreales que tendrá el producto cuando sea cons-truido.
La línea de productos AutoCAD Inventor 2010 in-troduce una mayor productividad en la documen-tación de productos en 2D, en el diseño de produc-to en 3D y capacidades más amplias desimulación.
Además, en el desarrollo de esta nueva versión sele ha dado una gran importancia a la creación depiezas y partes de plástico y a las capacidades degestión e intercambio de datos.
Entre las nuevas características de la línea de pro-ductos AutoCAD Inventor 2010 encontramos:
• Utilización y diseño de piezas de plástico: estanueva versión simplifica la creación de moldesde inyección y piezas de plástico mediante la au-tomatización de las tareas más corrientes. Con la
Información / Junio 2009
26
Soluciones de Industriay Fabricación 2010 de Autodesk

de 2010 permite que los diseñadores, ingenierosy equipos de marketing puedan crear de formarápida y eficiente imágenes, modelos y entornoscon datos 3D CAD.
• Autodesk Vault Manufacturing 2010: esta líneade productos ha sido creada para la gestión dedocumentación e información.
• Autodesk Navisworks 2010: es una nueva líneade productos de diseño digital de prototipos parafabricantes que ayuda a que grandes equipospuedan visualizar, optimizar y colaborar en pro-yectos muy complejos. Los usuarios pueden rea-lizar grandes ensamblajes de datos de maquina-ria, herramientas, estructuras e instalacionesque provienen de distintos proveedores y crearun modelo único digital en 3D de las plantas defabricación.
• Autodesk Moldflow: en el lanzamiento de 2010 seha simplificado la línea de productos Moldflowpara darle a los clientes mayor valor a un preciomenor. Este paquete de software está pensado pa-ra simular, analizar, optimizar y validar piezas deplástico y sus moldes correspondientes. Esta nue-va versión trae funciones específicas para mejorarla sostenibilidad y un mayor rendimiento y cali-dad. Por un lado, Autodesk Moldflow Insightcuenta con la mayor base de datos de materialesplásticos que existe actualmente en el mundo, loque le convierte en el software más avanzado delmercado para la simulación de procesos de mol-deado. Por otro lado, Autodesk Moldflow Advisersimplifica la simulación del moldeado por inyec-ción y guía a los diseñadores a través del análisis yla interpretación, ayudando a evitar los retrasosen la fabricación y la costosa corrección de losmoldes.
incorporación de la tecnología Autodesk Mold-flow, Inventor permite que los usuarios diseñenpiezas muy complejas y creen rápidamente suscorrespondientes moldes. De este modo, se con-sigue un producto de mayor calidad y una reduc-ción de tiempos al eliminar errores y aumentarel rendimiento.
• Simulación del rendimiento del producto: La lí-nea de productos AutoCAD Inventor 2010 pro-porciona un mayor soporte para simulacionestanto en movimiento como estáticas y para el a-nálisis de los modelos finales (tanto de las partespor separado como del ensamblaje).
• Productividad del diseño: Autodesk ha consegui-do desarrollar una interfaz de usuario muchomás intuitiva que la de la versión anterior. Lanueva interfaz combina un entorno de diseño 3Dde gran usabilidad con herramientas que permi-ten el desarrollo automático de componentes in-teligentes tales como piezas de plástico, armazo-nes de acero y maquinaria rotativa.
Además, AutoCAD Inventor 2010 incorpora nue-vas funcionalidades para la arquitectura, ingenie-ría y construcción (AEC) que permite a los fabri-cantes de productos para construcción publicardatos 3D en un formato fácil de utilizar en aplica-ciones BIM tales como la línea de productos Auto-desk Revit 2010.
Además del software AutoCAD Inventor, Autodeskva a lanzar nuevas aplicaciones para la digitaliza-ción de prototipos que soportan y mejoran losworkflows de diseñadores, ingenieros y fabrican-tes, incluyendo:
• AutoCAD Mechanical: Como la principal nove-dad de esta versión se puede destacar el aumen-to de capacidades para automatizar las tareasmás comunes de diseño.
• AutoCAD Electrical.
• Familia de productos Autodesk Alias: este soft-ware de diseño industrial experimenta un gransalto cualitativo con su primera versión para pla-taforma Macintosh. Ahora está disponible paraMac OS X y se centra en las necesidades específi-cas de creativos profesionales, modeladores digi-tales y diseñadores del sector de la automoción ytransporte.
• Autodesk Showcase: ahora con raytracing inte-grado, el software para visualización de diseños
Junio 2009 / Información
27

Información / Junio 2009
28
Estufas continuas con transportador aéreoo cinta transportadora para calentamientoshasta 250 ºC
Previstos para trabajar encontinuo con las cargas atratar colgadas de un trans-portador aéreo o bien apo-yadas sobre una cinta trans-portadora con velocidadvariable. Pueden estar inter-calados en líneas continuasy ser calentados por radia-
ción o convección directa o indirectamente, me-diante electricidad o a combustión.
Estufas industriales estáticas hasta 500 ºC
Con estructuras totalmente metálicas, van equipa-das con una gran recirculación de aire para garan-tizar la máxima uniformidad de la temperatura. Sefabrican en todos los tamaños, con o sin carros ybandejas de carga, puertas de bisagra o levadizasautomáticas o manuales, concalefacción eléctrica o a com-bustión.
Hornos de cámara (mufla)hasta 1250 ºC
De gran robustez y bajo consu-mo están construidos con ma-teriales ligeros de gran resis-tencia y aislamiento, sirven
para todo tipo de tratamientos. Pueden ser eléctri-cos o a combustión, con o sin atmósfera de protec-ción. Se fabrican en varias dimensiones estándar obien adaptados a las necesidades de cada cliente.
Hornos de pote o de crisol para tratamientostérmicos o fusión
Amplia gama de hornos con cá-maras circulares en donde pue-den alojarse cestas con bandejaso soportes de carga para calenta-mientos diversos de estabilizado,revenido y demás tratamientostérmicos, con recirculación for-zada o atmósferas de proteccióny vacío... O bien pueden equipar-se con crisoles para fundir meta-les. Se fabrican en varios tama-ños con calefacción eléctrica o a combustión.
Hornos continuos para tratamientostérmicos hasta 1.100 ºC
Para aumentar producción, reducir mano de obra yconseguir un importante ahorroenergético, ya que en los mis-mos pueden variarse las poten-cias de calefacción y las veloci-dades de manera automática.Pueden ser eléctricos o a com-bustión y adaptarse a las necesi-dades de temperatura y produc-ción de cada cliente.
Diferentes tipos de hornosy estufas que se empleanen la industria


Información / Junio 2009
30
Nuevo Sistema Xpectia FZ3: “La visión más avanzada,ahora mucho más irresistible”
Omron amplía su gama de sensores de visióncon el lanzamiento del nuevo sistema devisión artificial XPECTIA FZ3 que suma a
las avanzadas características de su predecesor X-PECTIA FZ2 nuevas prestaciones que agilizan ysimplifican los controles de calidad, optimizandoaún más el rendimiento de los procesos de produc-ción y, en consecuencia, reduciendo los costes.
XPECTIA FZ3 combina flexibilidad y sencillez de usocon potentes y avanzadas herramientas de mediaque le hacen idóneo para resolver aplicaciones decontrol de calidad en la industria. La inspección decalidad en procesos de producción será, a partir deahora, más rápida, sencilla, flexible y precisa.
Inspección de alta precisión, funcionalidad y rapi-dez gracias a las tecnologías más novedosas.
Una de las tareas más difícil en el procesamientode imágenes, es la generación de la imagen más a-propiada para solventar la aplicación. Para ello,Omron ha desarrollado nuevas y revolucionariastecnologías que permiten soluciones no posibleshasta ahora, tal y como se describe a continuación:
• Conexión de dos o cuatro cámaras de hasta 5MgPix de resolución, que permiten realizar me-didas e inspecciones de muy alta precisión, almismo tiempo que aumenta considerablementeel rendimiento de la instalación, reduciendo elcoste. La CPU del Xpectia FZ3, en combinacióncon estas cámaras, es una de las más rápidas delmercado. También se pueden conectar cámarasultrapequeñas, que permiten la captura de imá-
genes en aplicaciones donde el espacio de insta-lación es muy reducido.
• Función HDR (5000:1) que permite obtener imáge-nes de alto contraste minimizando los efectos decambio de luz en las zonas de inspección. Ade-más, con esta nueva función, se obtienen imáge-nes idóneas de superficies metálicas reduciendobrillos y sombras, que hasta ahora hacían prácti-camente imposible solventar una aplicación.
• Creación de imagen panorámica mediante lacomposición de imágenes capturadas por dos ocuatro cámaras. De esta manera, la imagen obte-nida se procesa como una sola, calibrando auto-máticamente las diferencias de brillo, ángulo ytamaño de las imágenes de las diferentes cáma-ras.
• Corrección Trapezoidal que minimiza el efecto

ma FZ2 anterior, se encuentran disponibles mode-los de controlador con pantalla táctil integrada quefacilitan aún más la monitorización y el ajuste deparámetros.
Por otro lado, gracias a la herramienta de simula-ción PC Simulation Tool, se puede evaluar la viabi-lidad de una aplicación desde un PC, lo que reducelos tiempos de evaluación, puesta en marcha ymantenimiento de una aplicación.
Por último, se añade una nueva forma de comuni-cación de datos a las ya existentes (serie, paralelo,Ethernet). Se trata de PLC Link, que minimiza el di-seño del programa de comunicación entre PLC y elsistema FZ3.
Sin duda alguna, la visión más avanzada, ahoramás que nunca, está al alcance de todos.
de imagen distorsio-nada por el ángulo deinstalación de la cá-mara. Ya no es nece-sario realizar modifi-caciones en la má-quina para colocar lacámara en una posi-ción determinada, re-duciendo el tiempode instalación y decoste.
• Despliegue horizon-tal de imágenes cir-culares para facilitarla lectura de caracte-res dispuestos en cír-culo. Esta funciónpermite el reconoci-miento de caracteresimpresos en formacircular, sin perder resolución al convertir la i-magen, y ahorrando tiempo de configuración du-rante la instalación.
• Filtro anti-reflejos. Automáticamente elimina losreflejos causados por la iluminación, de la ima-gen a procesar. Es muy útil en aplicaciones de al-ta velocidad o en inspecciones realizadas a tra-vés de film transparente.
• Detección muy estable de defectos mínimos en i-mágenes con fondos irregulares, debido a la utili-zación de un nuevo filtro que elimina el fondo dela imagen. Se logra una detección de alta preci-sión a un nivel hasta ahora imposible.
La alta funcionalidad del equipo permite solucio-nar aplicaciones tales como:
• Lectura de códigos de barras y códigos bidimen-sionales (Data Matriz y QR Code).
• Lectura OCR y verifi-cación de fechas.
• Inspección precisa dedefectos en cualquiersuperficie.
• Medida de cotas enpiezas.
• Discriminación decolores en diferentesobjetos.
• Etc.
Al igual que en el siste-
Junio 2009 / Información
31

En el futuro, así como ya está ocurriendo, el a-horro de energía será un tema importante yno sólo por el aumento de los precios. En la ac-
tualidad ya existen una multitud de ideas y posibili-dades de solución, empezando por el uso del calorresidual para el precalentamiento del aire de com-bustión y del gas producto de la combustión, hastael aislamiento óptimo de las paredes del horno. Porejemplo, la elección de quemadores recuperadoreso regenerativos altamente eficientes o de “discos delevas” con control electrónico en función del conte-
nido de oxígeno en la canalización de gases produc-to de la combustión, ayuda a ahorrar energía.
En este informe se presenta la rentabilidad desdeel prisma de un ajuste óptimo del quemador. Conun gasto mínimo se pretende conseguir el mayorbeneficio posible para la economía y el medio am-biente. El ajuste óptimo del quemador y sus traba-jos relacionados aseguran la economía y la seguri-dad operativa de los sistemas de calentamientoexistentes que se encuentran incorporados en uncontrol neumático. Asimismo, el ahorro de energíano sólo se expone de forma teórica, además se ex-plica por medio de un ejemplo práctico.
Experiencia en campo
Con frecuencia se encuentran quemadores que lle-van trabajando de forma no óptima desde hacemuchos años. El ajuste exhaustivo de un quema-dor necesita tiempo. Con frecuencia este tiempono se prevé en la medida necesaria durante la fasede puesta en servicio o durante los trabajos demantenimiento y reparación, o se da prioridad a laejecución de otros trabajos. A menudo, el técnicodel servicio sólo tiene la posibilidad de ajustar elquemador a ojo y, por lo tanto, no de forma ópti-ma. Algunos proveedores de quemadores prescin-den de las curvas del quemador que representanuna orientación importante para el ajuste de lainstalación. Por razones de costes renuncian a uncontador de gas o un rotámetro y no se prevé nin-guna toma para la medición de los gases productode la combustión. El resultado es un sistema de
Información / Junio 2009
32
Ahorro de gas en la industria,un ajuste óptimodel quemador aumentala rentabilidadPPoorr CChhrriissttiiaann SScchhaarree.. EEllsstteerr KKrroommsscchhrrööeeddeerr((ttrraadduucciiddoo yy aaddaappttaaddoo ppoorr DDaavviidd AAgguussttíí))
Fig. 1. Estructura típica de un sistema de calentamiento concontrol neumático. Básicamente, encontramos los siguientes e-lementos conectados al quemador: dos válvulas electromagné-ticas, un regulador de proporción y un elemento de ajuste degas en el circuito de gas, así como una válvula de regulación deaire y un elemento de ajuste de aire en el circuito de aire.

Si el valor lambda es superior a 1 (λ>1), el valor deO2 aumenta, ya que, por falta de CO, el oxígeno su-ministrado al aumentar el exceso de aire ya no seconsume a través de la oxidación. Sin embargo, pa-ra la combustión completa se necesita siempre uncierto exceso de aire. Por una parte, la distribucióndel oxígeno en la cámara de combustión no es uni-forme, y por la otra parte, precisamente en el fun-cionamiento de los quemadores a carga mínima ya carga parcial, la energía de mezcla no es suficien-te para mezclar de forma óptima todas las molécu-las que participan en la combustión.
Combustión óptima en la práctica
Una combustión óptima se consigue si existe unexceso de aire suficiente para la combustión com-pleta (λ = 1,05 a 1,2). Al mismo tiempo, este excesode aire tiene que estar limitado hacia arriba para e-vitar el calentamiento innecesario de aire.
Estos excesos de aire y de gases producto de la com-bustión, por ejemplo nitrógeno, se calientan sin uti-lidad alguna y transportan el calor como pérdidapor el sistema de escape. El grado de rendimientotécnico de calefacción de la instalación de horno sereduce directamente.
Si en una instalación de calentamiento el excesode oxígeno mejora en un 1 por cien (por ejemplo,de un 5,5 a un 4,5 % de O2), la efectividad de la ins-talación suele aumentar igualmente en aprox. un 1ó un 2 %, en función del grado de influencia del sis-tema de calentamiento en la instalación global.
Aparentemente, un valor lambda de 1,5 es acepta-ble para muchos usuarios. No obstante conviene,por ejemplo en un horno de fusión de aluminio, a-justar el valor lambda a aprox. 1,05 si se cumplenlos requisitos para este valor de ajuste (quemador,bloque refractario, geometría del horno, etc.).
Tanto los constructores de hornos como sus usua-rios aspiran a mantener el valor de oxígeno en laatmósfera del horno lo más bajo posible. Por un la-do, se pretende evitar al máximo la formación decorindón, dado que va “rellenando” lentamente elhorno y sólo es posible eliminarlo a través de unaintervención costosa en el horno frío. Por el otro la-do, como consecuencia de la oxidación se quemaaluminio en la superficie del baño, con la conse-cuencia de una pérdida de producto. En tercer lu-gar, el balance energético de la instalación de hor-no mejora considerablemente después de unajuste óptimo del quemador.
quemador que funciona, pero que podría hacerlomucho mejor. El usuario no aprovecha las posibili-dades que ofrecen los buenos fabricantes de hor-nos, bloques refractarios y quemadores. Sin em-bargo, utilizando sistemas de calentamiento ygeometrías de horno adecuados se pueden conse-guir unas relaciones de regulación de 1:10 y unacombustión casi estequiométrica.
El Servicio técnico de Elster Kromschröder GmbHefectúa anualmente el mantenimiento de aprox.1.500 instalaciones de combustión térmicas distin-tas con diferentes requisitos del proceso en lossectores de acero y hierro, cerámica, metales no fé-rricos, alimentación, medio ambiente y secado.Con frecuencia se detectan unas relaciones gas-ai-re de lambda 1,5 o considerablemente peores y noes raro que se presenten unos excesos de aire dehasta un 400 ó un 500%.
En caso de un fuerte exceso de aire se enfría la llamadel quemador, aumenta la concentración del peli-groso monóxido de carbono en la cámara del horno,o el sistema de calentamiento trabaja con falta de ai-re. Nuestros técnicos han llegado a encontrarse consistemas con un contenido de CO de hasta 25.000ppm. Como consecuencia de estos ajustes incorrec-tos se pueden formar peligrosas acumulaciones degas en el horno que, en el peor de los casos, puedenllegar a explosionar. El exceso de gas se quema a me-nudo en el sistema de escape porque encuentra allíuna fuente de aire fresco, de modo que se produce u-na post-combustión similar a una deflagración.
El valor lambda
En la técnica de combustión, el valor lambda (λ) in-dica la magnitud del exceso de aire con relación auna combustión completa. En caso de falta de aire,el gas de escape contiene monóxido de carbono(CO), dado que falta el oxígeno (O2) para la oxida-ción completa del monóxido de carbono (CO) paraformar dióxido de carbono (CO2). Debido a su toxi-cidad, este CO es muy peligroso si sale de la insta-lación de calentamiento. Con una densidad de1,250 kg/m3, el CO es un poco más ligero que el aireque tiene 1,293 kg/m3. Al reducirse la falta de aire,es decir, al aumentar la concentración de O2, el COdisminuye a través de la oxidación formando CO2.En la misma media aumenta el CO2. Este procesofinaliza con λ = 1. El CO se acerca a cero y el CO2 al-canza su máximo. Entonces ya no existe O2, dadoque el oxígeno suministrado se consume inmedia-tamente a través de la oxidación del CO.
Junio 2009 / Información
33

El factor decisivo al determinar los gases producto dela combustión es el punto de medición. Las medicio-nes realizadas detrás de elementos de interrupciónde flujo o una entrada de aire externo al interior delhorno arrojan invariablemente resultados alterados.Si no existe un punto de medición apropiado, se de-bería consultar, en todo caso, al constructor del hor-no o al técnico de servicio (que tenga una visión deconjunto del sistema). Sólo un técnico que sabe cómose desarrollan los procedimientos técnicos del proce-so térmico del horno y del material a tratar puede e-valuar en qué puntos se deberá efectuar un análisisque tenga valor informativo. La cosa se dificulta si,por razones de la producción, no es posible una me-dición que tenga valor informativo. Entonces todavíase dispone, para el ajuste de los quemadores, del re-gistro de gas (contador de gas, rotámetro), del diagra-ma del quemador, de la señal de ionización o de la e-valuación a ojo del comportamiento de combustión.
Factores de perturbación de una combustiónóptima
Los posibles factores de perturbación de la com-bustión son:
• Variaciones de la presión de aire debido a filtrosde aire o tuberías sucios.
• Variaciones de la temperatura del aire de com-bustión o de la densidad por la aspiración de airede combustión en el exterior del edificio de, porejemplo, -20 °C a 50 °C (invierno/verano).
• Desvíos del poder calorífico del gas, especial-mente en instalaciones de biogás, gases de pro-
ducción propia o en caso de suministro de gasesaditivos de combustión.
• Variaciones de la presión del gas en caso de co-nexión / desconexión de consumidores adiciona-les en la red de gas de combustión.
• Variaciones de la presión en la cámara del hornocomo consecuencia de la carga de la cámara, lasposiciones de válvula de mariposa en la cámara,aspiración o presión por ventiladores.
• Suciedad / depósitos en el quemador, en la tube-ría, en los dispositivos de gas y de aire (especial-mente orificios de bypass), en la cámara de com-bustión o los conductos de gases de escape.
• Solicitación térmica en la cabeza del quemador oen el portaviento, el bloque refractario u otros e-lementos que conduzcan la llama.
• Desgaste mecánico en la guía de husillo del regu-lador de presión, estado quebradizo y endureci-miento de las membranas del regulador de pro-porción, histéresis de las válvulas de mariposa(sobretodo con una potencia del quemador de1:10, se imponen a los componentes mecánicosunas presiones de 1:100, en función de
Trasfondo normativo
En cada ajuste del quemador, cuya ejecución se re-comienda en intervalos de un año, se deberían efec-tuar el mantenimiento y las eventuales reparacio-nes necesarias en el sistema de calentamiento. Con
Información / Junio 2009
34
Fig. 2. Rendimiento técnico de calefacción en función del valor lambda con relación a la temperatura de los gases producto de la com-bustión.

normas y las indicaciones para el mantenimientode los fabricantes de la instalación, el usuario efec-túa una evaluación de riesgos de cada equipo (líneade regulación de la presión de gas y de seguridad,sistema de calentamiento o también instalación deprocesos térmicos) y crea, entre otros, un plan de re-visión y de mantenimiento.
Por principio, el usuario es responsable del funcio-namiento sin peligro de la instalación de procesostérmicos. Puede cumplir esta obligación a través deun mantenimiento periódico.
Ejemplo práctico
Un horno de fusión de aluminio de un fabricantede llantas equipado con dos quemadores ZIO 165(potencia nominal por quemador 630 kW) consu-me en 24 horas 1.600 m3 (66,66 m3/h) de gas natu-ral. La producción funciona durante seis días a lasemana. Precio de la energía: 3,9 céntimos/kWh;temperatura del aire de combustión: aprox. 20 °C;temperatura de la cámara del horno aprox. 800 °C.
La instalación se encontró con λ = 1,5. Había aprox.un 7% de O2. Después de la optimización, el valorde O2 se pudo reducir a aprox. un 1,5 %.
La reducción del exceso de aire como gas productode la combustión produjo un ahorro de aprox.2.000 euros mensuales.
Conclusión
Es posible un ahorro considerable (en el ejemplo an-teriormente citado, de unos 2.000 euros por horno defusión y mes) si se cumplen las condiciones básicas,tales como geometría del horno, bloque refractario ytécnica de quemador y si el técnico de servicio puedey está autorizado a efectuar los ajustes correspon-dientes. A través de unos sencillos trabajos de ajustede los quemadores en las instalaciones de procesostérmicos se optimiza la rentabilidad y se presta ade-más una contribución activa a reducir al mínimo lasemisiones de CO2 y disminuir el impacto ambiental.
Bibliografía
Cramer/Mühlbauer: Praxishandbuch Thermoprozesstechnik. Essen: Vul-kan-Verlag,Meyer/Schiffner: Technische Thermodynamik. Leipzig: Fachbuchverlag,Boll, W.: Technische Strömungslehre. Würzburg: Vogel Buchverlag,Reinmuth, F.: Lufttechnische Prozesse. Karlsruhe: Verlag C.F. Müller,Döring, R.: Skript Feuerungstechnik, Fachhochschule Münster, Seminar /
Primera publicación en Heat Processing, número 2,2008 por Vulkan Verlag.
esta ocasión se realizan comprobaciones periódicasde la estanqueidad y del funcionamiento, con locual aumenta la seguridad operativa. Los requisitoshacia los usuarios son explicados en gran parte porel Decreto de la seguridad efectiva de funciona-miento y por la hoja de trabajo G1010 (Requisitoshacia la calificación y la organización de usuarios deinstalaciones de gas natural en recintos de fábrica).Generalmente, el quemador se ajusta después delmantenimiento del sistema de calentamiento. Eninstalaciones de procesos térmicos, el intervalo demantenimiento depende esencialmente de las indi-caciones sobre el mantenimiento del fabricante dela instalación y de las condiciones de funciona-miento. Las bases normativas son, entre otras, EN746 (Requisitos de seguridad para equipos de trata-miento térmico industrial), Parte 2, las hojas de tra-bajo DVGW (por ejemplo, G 1010) y el Decreto de laseguridad efectiva de funcionamiento. En base a las
Junio 2009 / Información
35
Fig. 3. Horno de fusión de aluminio en régimen de carga máxi-ma. El horno está dotado de lingotes de aluminio. Funciona condos quemadores Elster Kromschröder ZIO 165, potencia nomi-nal por quemador 630 kW.
Fig. 4. Horno de fusión de aluminio en régimen de carga míni-ma. El horno está dotado de lingotes de aluminio. Funciona condos quemadores Elster Kromschröder ZIO 165, potencia nomi-nal por quemador 630 kW.

La alimentación de los hornos de fundiciónque ha venido tradicionalmente utilizándose,ha supuesto tanto el empleo de componentes
voluminosos y caros como un precario resultadoen la regulación global del sistema. El equipo queaquí se describe tiene su aplicación en el control yregulación para hornos de fundición de los del tipoconocido como de canal, y permite abaratar sus-tancialmente el coste global del mismo, al tiempoque se consigue una reducción de peso y volumendel armario de control y una regulación más versá-til y precisa de la temperatura.
La figura 1 muestra un diagrama básico de la es-tructura de un horno de canal en el que se puede a-preciar la existencia de una bobina inductora, arro-llada sobre un núcleo de chapa magnética, quehace la función de primario de un transformador.
El secundario del mismo es un tanto especial yaque está formado por un canal de metal fundidoque se encuentra en cortocircuito.
Al pasar una corriente alterna por el primario pro-duce un campo magnético, también alterno, que secierra por el núcleo ferromagnético de chapa y ter-mina originando una corriente inducida en el se-cundario o canal en cortocircuito. Esta corriente in-ducida es la causante, por efecto Joule, del calorproducido en el canal y que llega a fundir el metaldel mismo. Una vez se ha fundido el canal, este vatransfiriendo su calor al depósito del horno situadoencima o a un lado, consiguiéndose así la fundi-ción del resto del metal. Además, como la capaci-dad del depósito es muy superior a la del canal, seconsigue que la presión metalostática impida elcorte del canal por efecto electromagnético.
Este tipo de hornos, si se comparan con otros tipos,permiten un buen rendimiento y un elevado factorde potencia (0.4 a 0.7), debido a su buen acopla-miento entre el devanado primario y la carga. Laconexión que tradicionalmente se ha venido em-pleando entre la red y el primario del horno ha sidoun transformador trifásico, junto a un juego decondensadores y bobina con los que se equilibranlas tres líneas y se corrige el factor de potencia, co-mo se muestra en la figura 2.
El condensador en paralelo con el primario del hor-no corrige el factor de potencia del mismo y, en lapráctica, está formado por una gran batería de con-densadores. El equilibrado corre a cargo de otragran batería de condensadores y una enorme bobi-
Información / Junio 2009
36
Control de potencia mediantePWM para hornos de fundiciónPPoorr JJuuaann MMaannuueell MMiigguueell JJiimméénneezz yy PPeeddrroo AA.. RReevveennggaa ddee TToorroo..DDeeppaarrttaammeennttoo ddee EElleeccttrróónniiccaa.. UUnniivveerrssiiddaadd ddee AAllccaalláá ddee HHeennaarreess
Fig. 1. Estructura del horno de canal.

minará una tensión eficaz de salida también ajusta-ble. La etapa de potencia del inversor está formadapor un puente en H de transistores IGBT de 200 am-perios, con lo que se logra el control de un horno de40 kW de potencia empleado para probar el prototi-po. Para realizar el puente inversor se han utilizadodos módulos CM200DU-24F de Mitsubishi Electric,conteniendo cada uno de ellos dos transistores IGBTde 200A/1200V junto a sus diodos antiparalelo.
Para evitar en la medida de lo posible que los fuer-tes transitorios generados por la etapa de potenciainterfieran con el módulo microprocesado de con-trol y síntesis de PWM, se ha dispuesto un aisla-miento galvánico entre el driver y el puente deIGBT’s evitando, así mismo, que la placa de controlesté expuesta al potencial de red, con el peligroque ello conlleva.
Se han incluido otras medidas de seguridad en laetapa de potencia, como impedir la posibilidad deconducción simultánea de dos IGBT’s que sean deun mismo brazo, introducción de tiempos muertosentre conmutaciones, sensado de temperatura delos transistores, sensado de corriente de fase desalida, etc. Estas medidas redundan en seguridad,característica imprescindible cuando se manejanestas cifras de potencia.
Las características más destacables del circuito decontrol, que genera la señal PWM para atacar a laetapa inversora de potencia y obedece a la señal demando proveniente del regulador PID (modo auto-mático) o de un potenciómetro situado en el fron-tal (modo manual), son:
• Regulación de potencia desde el 0 hasta el 100%en 25 escalones.
na. Para conseguir en este tipo de hornos una regu-lación de la potencia entregada al canal, se han ve-nido empleando como transformadores trifásicosunos provistos de tomas intermedias en sus deva-nados, con los que se logra un ajuste escalonadode la tensión de salida.
REDUCCIÓN DE COSTES
Mediante el uso de un rectificador trifásico y un in-versor DC/AC, nuestro desarrollo consigue evitar eluso de dos de los elementos más costosos y volu-minosos que hasta ahora se han empleado: eltransformador trifásico de entrada y el juego bobi-na-condensador de equilibrado de líneas, quedan-do la nueva estructura del sistema como muestrala figura 3.
Ahora, la tensión trifásica de red es rectificada y fil-trada directamente para obtener el voltaje continuocon el que trabaja el inversor, cuya salida es monofá-sica y proporciona una onda senoidal sintetizadamediante PWM (modulación de anchura de pulsos) ycon un índice de modulación ajustable, lo que deter-
Junio 2009 / Información
37
Fig. 2. Circuitoclásico a la en-trada.
Fig. 3. Diagrama de blo-ques del Inversor PWM.

• Interruptor ON/OFF para cortar, mediante soft-ware en los pasos por cero, únicamente la señalde salida PWM.
• Arranque en modo rampa y, en general, limita-ción de variaciones bruscas de la potencia de sa-lida a un escalón por cada segundo.
• Entrada de mando, procedente de un reguladorPID externo, en formato 4-20 mA.
• Posibilidad de regulación manual mediante unpotenciómetro situado en el frontal del armario.
• Frecuencia de conmutación: 12 KHz.
• Síntesis de la onda senoidal mediante PWM conconmutación de voltaje unipolar.
SÍNTESIS DE LA SEÑAL PWM
Según se acaba de comentar en las características,el esquema de modulación que se ha decidido em-plear es PWM con conmutación unipolar. Este tipode conmutación tiene la gran ventaja, respecto a laconmutación bipolar, que se producen menos con-mutaciones totales por unidad de tiempo en lostransistores de salida contribuyendo así a obtenermenos pérdidas por calentamiento. Esto nos per-mite elevar la frecuencia de la portadora, justo aldoble que si trabajásemos con modulación bipolar,obteniéndose así un filtrado de armónicos muchomás sencillo en la sección final, lo que repercute enun menor volumen y coste del choque de filtro. O-tra ventaja es que se disminuye el stress o fatiga delos transistores de potencia, al reducirse a la mitadsu variación de voltaje en cada conmutación.
En la PWM con conmutación unipolar, los transisto-res de las dos ramas del puente en H no conmutansimultáneamente, como ocurre en el esquema deconmutación bipolar, sino que cada rama se contro-la separadamente. En la figura 4 se esquematiza laestructura del puente, al que nos referiremos paraexplicar los pasos seguidos al objeto de obtener unaconmutación unipolar, y en la figura 5 las formas deonda obtenidas. Se trata de desencadenar secuen-cialmente cuatro combinaciones diferentes deON/FF entre los diversos conmutadores del puente,y cuyo orden depende de cada momento (no siendoel que precisamente se enumera a continuación):
1. Transistores T1 y T4 conduciendo, T2 y T4 cor-tados. En esta situación Vsal = Vrail.
2. T2 y T3 conduciendo, T1 y T4 cortados. Ahora,Vsal = -Vrail.
3. T1 y T3 conduciendo, T2 y T4 cortados. En estecaso, Vsal = 0V.
4. T2 y T4 conduciendo, T1 y T3 cortados. De nue-vo Vsal = 0V.
Gracias a este tipo de combinaciones, se logra conse-guir que las conmutaciones se produzcan cambian-do el voltaje de salida entre cero y Vrail o entre ceroy –Vrail. Esta es la razón que da nombre a la PWM u-nipolar, en contraposición a la PWM bipolar dondelos cambios de voltaje se producen desde Vrail a –V-rail, produciendo un mayor stress en los dispositivosde potencia. Con idea de contrastar de una maneragráfica, y sin entrar en detalles, las modulaciones u-nipolar y bipolar, también se incluye la figura 6 don-de se da un esquema de esta última.
Para obtener una onda senoidal de 50Hz hemospartido de una señal PWM generada por un micro-controlador PIC16C716. Los pulsos PWM están al-macenados en memoria ROM en forma de valoressucesivos y proporcionales a una función seno pre-
Información / Junio 2009
38
Fig.4. Estruc-tura básicadel puenteen H.
Fig.5. PWM con conmutación de voltaje unipolar.
Fig.6. PWM con conmutación de voltaje bipolar.

nicos en la red, ocasionados por posibles diferen-cias de frecuencia entre los 50Hz sintetizados y lafrecuencia de la red (teóricamente de 50Hz tam-bién), fue necesario obtener una señal de referenciaa partir de la red para sincronizar con ella la ondasintetizada. Esta conclusión se obtuvo rápidamen-te, tras realizar los primeros ensayos y observarque los amperímetros colocados en serie con la en-trada trifásica procedente de la red de alimenta-ción, fluctuaban las medidas con continuas oscila-ciones entorno al punto de equilibrio, y a un ritmoaproximado de 0.5 ciclos por segundo. Quedaba asípatente que estas oscilaciones se debían a batidosde frecuencias muy próximas, y que no podían serotras que la de la red con la propia que nuestro cir-cuito sintetizaba, haciéndose imprescindible la ne-cesidad de su sincronización. Mediante la soluciónadoptada también obtuvimos una ventaja adicio-nal, resultado de una bajada drástica en el nivel derizado en la tensión del bus de continua. El motivode esta mejora encuentra explicación en que ahoralos picos de corriente consumida durante las cres-tas de la onda sintetizada les hacíamos coincidircon las crestas de la señal de red, aportando así loscondensadores de filtrado un menor valor de co-rriente de descarga durante los instantes de máxi-mo consumo.
CRITERIO DE CÁLCULO PARA EL CHOQUEDE LA PORTADORA
En la figura 3 ya vimos la topología general de todoel sistema que se ha diseñado, y en ella podemosver un bloque llamado filtro LC. El propósito de es-te par de elementos reactivos no es exactamente elde servir de filtro para obtener una perfecta ondasenoidal en el primario del horno, a pesar de queesto venga como un efecto añadido. La misión decada uno de estos elementos está claramente dife-renciada, correspondiendo al condensador la fun-ción de corregir el factor de potencia que, de otromodo, sería inadmisible debido a la elevadísimacorriente de magnetización propia del devanadoprimario del horno.
Por otro lado, debido a la existencia impuesta delmencionado condensador, no podemos estableceruna conexión directa entre la salida del puente in-versor y el conjunto LC paralelo de la sección final,ya que esto supondría un serio cortocircuito direc-to para las componentes de alta frecuencia de laseñal PWM, lo que provocaría un rápido incremen-to en la temperatura de los transistores IGBT’s y suinmediata destrucción. Para evitar que esto ocurra,
viamente calculada, desde cero hasta un valor má-ximo o de pico determinado, es decir, los primeros90º de dicha función. Eso sí, no se ha interpoladocon 90 pasos esta porción de la función seno, sinocon la máxima cantidad de ellos que nos ha permi-tido la memoria del µC, esto es, con 98 valores. Es-to ha sido así, porque la memoria deberá albergar25 de estas tablas, con distintos índices de modula-ción y el programa de control.
Para generar 180º de la función senoidal basta conrecorrer la tabla, primero en sentido ascendente yluego, al llegar al final, en sentido descendente. Lanecesidad de este gran número de tablas se explicapor la inclusión de una entrada de control, prove-niente de un regulador PID que cierra un lazo decontrol permitiendo así establecer la temperaturaprefijada por el usuario del horno. También disponede un conmutador con el que podemos seleccionarun funcionamiento en lazo abierto, en cuyo caso lapotencia de salida se ajusta manualmente con unpotenciómetro situado en el frontal del armario. Encualquier caso, la tensión analógica de mando queajusta la potencia de salida es introducida por unpin de entrada al ADC del µC, previa conformaciónde la misma, ya que la señal que se recibe del regu-lador PID es en formato 4-20 mA.
Para conseguir la requerida modulación unipolar,damos salida a la señal PWM de forma alternadacada 10ms a cada una de las ramas del puente detransistores. Durante el intervalo de no activaciónde una rama determinada, su transistor del ladoalto permanece fijo a ON y el del lado bajo a OFF,consiguiendo así siempre un potencial fijo en unode los terminales del primario del transformador, yuna onda PWM en el otro, aunque fuertemente fil-trada por el circuito LC.
Al alimentar el circuito, independientemente delvalor de la tensión de mando, se indexa la tablaPWM de modulación más baja, evitando así arran-ques bruscos del horno. Si la tensión de mando estal, que se debe aumentar la potencia de salida, sehace a razón de un incremento o salto de tabla porsegundo hasta llegar, como máximo, a la tabla demodulación 100% que corresponde a un voltaje desalida de 380Vef. Otra medida de seguridad impor-tante ocurre cuando se decide cortar la tensión desalida, o cuando se decide rearrancar, haciéndoseen los cruces por cero de la onda senoidal sinteti-zada para así minimizar los transitorios generadosy el propio stress de los dispositivos de potencia.
Finalmente, con objeto de no introducir subarmó-
Junio 2009 / Información
39
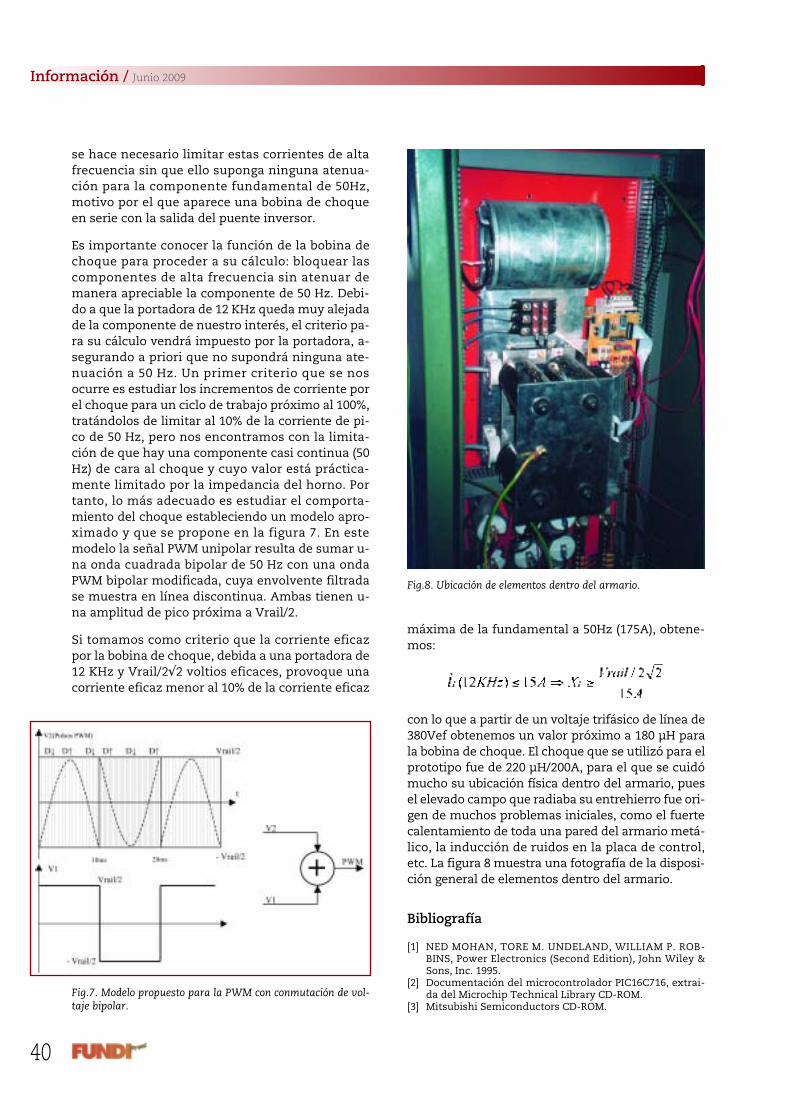
se hace necesario limitar estas corrientes de altafrecuencia sin que ello suponga ninguna atenua-ción para la componente fundamental de 50Hz,motivo por el que aparece una bobina de choqueen serie con la salida del puente inversor.
Es importante conocer la función de la bobina dechoque para proceder a su cálculo: bloquear lascomponentes de alta frecuencia sin atenuar demanera apreciable la componente de 50 Hz. Debi-do a que la portadora de 12 KHz queda muy alejadade la componente de nuestro interés, el criterio pa-ra su cálculo vendrá impuesto por la portadora, a-segurando a priori que no supondrá ninguna ate-nuación a 50 Hz. Un primer criterio que se nosocurre es estudiar los incrementos de corriente porel choque para un ciclo de trabajo próximo al 100%,tratándolos de limitar al 10% de la corriente de pi-co de 50 Hz, pero nos encontramos con la limita-ción de que hay una componente casi continua (50Hz) de cara al choque y cuyo valor está práctica-mente limitado por la impedancia del horno. Portanto, lo más adecuado es estudiar el comporta-miento del choque estableciendo un modelo apro-ximado y que se propone en la figura 7. En estemodelo la señal PWM unipolar resulta de sumar u-na onda cuadrada bipolar de 50 Hz con una ondaPWM bipolar modificada, cuya envolvente filtradase muestra en línea discontinua. Ambas tienen u-na amplitud de pico próxima a Vrail/2.
Si tomamos como criterio que la corriente eficazpor la bobina de choque, debida a una portadora de12 KHz y Vrail/2√2 voltios eficaces, provoque unacorriente eficaz menor al 10% de la corriente eficaz
máxima de la fundamental a 50Hz (175A), obtene-mos:
con lo que a partir de un voltaje trifásico de línea de380Vef obtenemos un valor próximo a 180 µH parala bobina de choque. El choque que se utilizó para elprototipo fue de 220 µH/200A, para el que se cuidómucho su ubicación física dentro del armario, puesel elevado campo que radiaba su entrehierro fue ori-gen de muchos problemas iniciales, como el fuertecalentamiento de toda una pared del armario metá-lico, la inducción de ruidos en la placa de control,etc. La figura 8 muestra una fotografía de la disposi-ción general de elementos dentro del armario.
Bibliografía
[1] NED MOHAN, TORE M. UNDELAND, WILLIAM P. ROB-BINS, Power Electronics (Second Edition), John Wiley &Sons, Inc. 1995.
[2] Documentación del microcontrolador PIC16C716, extrai-da del Microchip Technical Library CD-ROM.
[3] Mitsubishi Semiconductors CD-ROM.
Información / Junio 2009
40
Fig.7. Modelo propuesto para la PWM con conmutación de vol-taje bipolar.
Fig.8. Ubicación de elementos dentro del armario.


Información / Junio 2009
42
Mis micrografíasPPoorr MMooiissééss GGiill
Esta sección pretende publicar aquellas micrografías que a lo largo de nuestra vida profesional nos han pare-cido más interesantes o curiosas. No pretenden ser ninguna novedad técnica o científica y por ello pocas expli-caciones acompañarán las fotos.
Como muchos fundidores e investigadores también han efectuado micros tanto o más interesantes, desde aquíles invitamos a que nos las envíen y las publicaremos con el nombre y foto del autor o autores.
Mi buen amigo y compañero de fatigas en Roca nospresenta estas micrografías de una fundición grishipereutéctica sin elementos de aleación en las
que nos demuestra que, pese a su fragilidad, conun tratamiento cuidadoso se pueden obtener ele-vadas características en las fundiciones grises.
Temple en agua: Martensita. Dureza 812 Hv. Temple en aceite: Martensita y bainita. Dureza 765 Hv.
Temple en agua y revenido: Martensita revenida. Dureza 396 Hv. Temple isotérmico: Bainita y austenita retenida. Dureza 314 Hv.

Junio 2009 / Información
43
Inventario de Fundición
PPoorr JJoorrddii TTaarrtteerraa
Siguiendo el camino emprendido en la revista Fundición y continuado en Fundidores, vuelvo a ofrecer a los lec-tores de FUNDI PRESS el "Inventario de Fundición" en el cual pretendo reseñar los artículos más interesantes,desde mi punto de vista, que aparecen en las publicaciones internacionales que recibo o a las que tengo acceso.
CUBILOTE
Estudio del enfriamiento de un cubilote
Parte 1: Estudios experimentalesAristizábal, R. E., C. M. Silva, P. A. Pérez y S. Katz. Eninglés. 11 pág.
Parte 2: Comportamiento de C, Si, Mn y S en la car-ga metálicaAristizábal, R. E., C. M. Silva, P. A. Pérez, V. Stanek y S.Katz. En inglés. 16 pág.
Parte 3: Comportamiento del SiC y las escoriasAristizábal, R. E., C. M. Silva, P. A. Pérez y S. Katz. Eninglés. 11 pág.
El 30 de septiembre de 2001, 12 días antes del ataque alas Torres Gemelas, reunidos en la sede de la AFS to-dos cuantos teníamos alguna relación con el progra-ma de simulación del cubilote, acordamos que fueraHéctor Mejía y su equipo de la Universidad de Antio-quia en Medellín quienes estudiaran los efectos de lacarga, y especialmente del SiC, en el cubilote aprove-chando el horno modular que tenían en Medellín. De-saparecido prematuramente Héctor, su equipo co-mandado por Ricardo Aristizábal con la colaboraciónde Sy Katz presenta en estos tres artículos el fruto desus trabajos. En todos los años que llevo realizando elInventario de Fundición he intentado recoger los artí-culos que me han parecido más interesantes y procu-rado hacer una valoración imparcial. Esta vez pudeparecer que no sea así porque además de la amistadque me une a todos los autores, fui miembro del tri-bunal de maestría de Ricardo y de Claudia Silva, eva-luador del trabajo de Paula Pérez y en el nº 4 de FUNDIPress publicamos las primicias de su investigación yasí lo citan en las referencias. Pero como estoy con-vencido de que nos hallamos frente a un trabajo ex-cepcional, merece la pena el reseñarlo.
En el primer artículo se describe el cubilote que está di-vidido en 18 secciones desde el tragante a la piquera yse explica el proceso de apagado del cubilote para pro-ceder al que ellos llaman estudio arqueológico de lasdistintas secciones. El apagado se consigue inyectando
por las toberas N2 durante 3 minutos y luego agua porel tragante. De este modo se extinguen todas las reac-ciones que tienen lugar durante la marcha del cubilo-te. Se confirmó que a poca distancia del tragante todoslos materiales están mezclados, se comprobó la buenacorrelación existente entre los datos de marcha realesy los predichos por la simulación y se recolectaronmuestras de todos los materiales para su análisis.
En el segundo artículo se examina el comportamien-to de los distintos materiales de carga según el nivelen que se encuentran en el cubilote. Mientras estánsólidos, apenas hay variación de C y Si en la chatarrade hierro fundido y en la de acero. Sorprende la oxi-dación del acero en estado sólido por el CO2 y la ab-sorción de S. Una vez fundido, las gotas de hierro yde acero descienden sin mezclarse hasta llegar a lasolera. La oxidación tiene lugar en dos regiones: jus-to por encima de las toberas por el CO2 y en la zonade contacto metal-escoria por el FeO y el MnO. Ladescripción de todas las reacciones que tienen lugaren las distintas zonas del cubilote clarifica notable-mente su comportamiento.
Sin embargo quedaba por dilucidar el papel del SiC,que no llega a fundirse pese a las altas temperaturasreinantes en la zona de combustión. El tercer artículose ocupa de ello. En la investigación se utilizaron bri-quetas conteniendo el 36 y el 98% de SiC. El C de lasbriquetas de menor contenido de SiC actúa comocombustible y lo protege de la oxidación. La mayorparte del SiC se disuelve por encima de la capa de es-coria. Una vez llega a esta zona la posibilidad de disol-verse es baja y las partículas no disueltas salen mez-cladas con la escoria debido a su densidad similar. Enel SiC del 98% éste queda recubierto por una capa deescoria que lo protege de la oxidación. En la zona decontacto metal-escoria, parte de C del SiC reaccionacon el FeO minimizando la oxidación del C y del Si delmetal. Los que hemos abogado por el empleo de SiCen sustitución del ferrosilicio vemos confirmadasnuestras expectativas en este extraordinario trabajo.
AFS Transactions 117 (2009) p. 681-725
44
Joven de 32 años de Hondarribia(GUIPÚZCOA) con experiencia
en ventas, busca trabajode COMERCIAL en el País Vasco,
en el sector metalúrgico.
Disponibilidad total para viajar.
Interesados contactar:[email protected]
EMPLEO
SE BUSCASIFCO APPLIED SURFACE
CONCEPTS,
líder mundial del metalizado electro-
químico con brocha, busca un
distribuidor en España de nuestros
métodos de electrolizado selectivo.
Pueden Vds. tomar contacto con
nosotros:
E-mail: [email protected]
SE BUSCAArena Negra para Moldear Aluminio.
Arena fina que parece arena de Mar, añadenalguna sustancia química que la hace negra
y cuando la secas se queda dura.
Móvil: 660 747 [email protected]
Se Vende Máquinade colado en vacío
MCP 4/01 de 2ª manojunto con
EstufaVGO 200
DIMENSIONES EXTERNAS:Alto 799, largo 1.034, ancho 745 mm.
ALIMENTACIÓN ELÉCTRICA:220 V- 50 Hz – Monofásica
CAPACIDAD DE CALEFACCIÓN:1,95 kW
REGULACIÓN DE TEMPERATURA:hasta 300 ºC
Contacto:[email protected]
SE BUSCA DISTRIBUIDORPARA GENERADORESDE OXÍGENO A PARTIR DEL AIREPARA SOLDAR EN LA MISMAPLANTA/TALLER(TAMBIÉN PUEDE LLENARSECILINDROS DE ALTA PRESIÓN)
TEL: 93 205 0012
MAIL: [email protected]
SE VENDE HORNO DE FOSA“NUEVO A ESTRENAR”
Características:• Calentamiento eléctrico (250 kW).• Dimensiones 1.750 mm ancho x
2.500 mm largo x 2.500 mm alto.• Temperatura trabajo 750 ºC máx.• Sistema de recirculación interna.
Teléfono de Contacto: 650 714 800

C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC• Laboratorio de ensayo de materiales : análisis químicos, ensayos mecánicos,
metalográficos de materiales metálicos y sus uniones soldadas.• Solución a problemas relacionados con fallos y roturas de piezas o compo-
nentes metálicos en producción o servicio : calidad de suministro, transfor-mación, conformado, tratamientos térmico, termoquímico, galvánico, u-niones soldadas etc.
• Puesta a punto de equipos automáticos de soldadura y robótica, y templesuperficial por inducción de aceros.
• Cursos de fundición inyectada de aluminio y zamak con práctica real de tra-bajo en la empresa.
Periodista experta en comunicacióncorporativa y gabinetes de prensa,especializada en I+D y materiales,en las áreas de Fundición, Energía
y Medio Ambiente, Salud,automoción y aeroespacial,
se ofrece para colaborar en modalidadfreelance o contrato.
Tel. 696 165 388 ([email protected])
BUSCAMOSInformático que sepa utilizar un programa ERP, Active Directory, Termi-nal Server. Conocer la actividad del tratamiento de superficie. Saber ad-ministrar un servidor.
Realmente buscamos a una persona capaz de administrar un puesto dedistribuidor en Barcelona. Tendrá que viajar a Asia, Valencia, Bilbao yFrancia (por lo menos 1 ó 2 veces por mes para concretar su negocioen España).
Remuneración: sueldo + comisión sobre el margen comercial.
Sociedad DATAXIOME – telf.: +33 (0)1 48 18 18 10 - Yann BARILE(+33(0)6 42 53 22 03 – [email protected]) oCharles GREGOIRE (+33(0)6 80 33 30 37 – [email protected]) ◗ Lavadora de tricloro-
etileno.
◗ Horno de nitruración Aube Lindberg 1717 con dos cri-soles más regulación, consumo 30 kW, con un diámetrode 550 m/m * 750 m/m.
◗ Horno continuo GuineaShaker-S30 de 30 kW y 50kg de producción hora, elhorno está funcionando yrecién reparado.
TRATAMIENTOS TÉRMICOS MARGOC/ MINUTISA, 10 - 47012 VALLADOLID
983-206-113 – E-mail: [email protected]
Se VendeSe Vende
45

46

47

Información / Junio 2009
48
ABRASIVOS Y MAQUINARIA . . . . . . . 46
ACEMSA . . . . . . . . . . . . . . . . . . . . . . . . 45
BAUTERMIC . . . . . . . . . . . . . . . . . . . . . 23
BRUKER . . . . . . . . . . . . . . . . . . . . . . . . . 21
CERAMIFRAC . . . . . . . . . . . . . . . . . . . . 45
CONIEX . . . . . . . . . . . . . . . . . . . . . . . . . 47
COROSAVE . . . . . . . . . . . . . . . . . . . . . . 17
EUCON . . . . . . . . . . . . . . . . . . . . . . . . . 46
EUROCOAT . . . . . . . . . . . . . . . . . . . . . . Contraportada 4
EURO-EQUIP . . . . . . . . . . . . . . . . . . . . . 3
FÓRUM TÉCNICO DE FUNDICIÓN . . . 5
FOSECO . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 2
FOUNDEQ . . . . . . . . . . . . . . . . . . . . . . . 29
HORNOS ALFERIEFF . . . . . . . . . . . . . . 21
IBERIA ASHLAND CHEMICAL . . . . . . PORTADA
INSERTEC . . . . . . . . . . . . . . . . . . . . . . . 46
INTERBIL . . . . . . . . . . . . . . . . . . . . . . . . 46
LIBRO TRATAMIENTOS TÉRMICOS . . 41
METALOGRÁFICA DE LEVANTE . . . . 45
MIDEST . . . . . . . . . . . . . . . . . . . . . . . . . 13
MODELOS VIAL . . . . . . . . . . . . . . . . . . 15
REVISTAS TÉCNICAS . . . . . . . . . . . . . Contraportada 3
RÖSLER . . . . . . . . . . . . . . . . . . . . . . . . . 47
SEFATEC . . . . . . . . . . . . . . . . . . . . . . . . 47
SPECTRO . . . . . . . . . . . . . . . . . . . . . . . . 46
TALLER DE MODELOS Y TROQUELES . 46
TALLERES ALJU . . . . . . . . . . . . . . . . . . 19
TALLERES DE PLENCIA . . . . . . . . . . . . 55
TARNOS . . . . . . . . . . . . . . . . . . . . . . . . 47
TEY . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
THERMO FISHER . . . . . . . . . . . . . . . . . 47
SEPTIEMBRE
Nº Especial FÓRUM TÉCNICO INTERNACIONAL DE FUNDICIÓN (Bilbao).Nº Especial FUNDIEXPO (México).
Próximo número
INDICE de ANUNCIANTES