kaynak bÖlgesİ -...
TRANSCRIPT

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1
HOŞGELDİNİZ
PROF. DR. HÜSEYİN UZUN
KAYNAK BÖLGESİ HESAPLAMALARI

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI
Q = Isı girdi miktarı (kJ/mm veya J/mm) U = kaynak gerilimi (Volt) I = kaynak akımı (Amper) ν = kaynak hızı (mm/dakika veya mm/saniye) η = Enerji verimlilik faktörü
Q = Isı girdi miktarı (J/mm)
Q = Isı girdi miktarı (kJ/mm)
Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
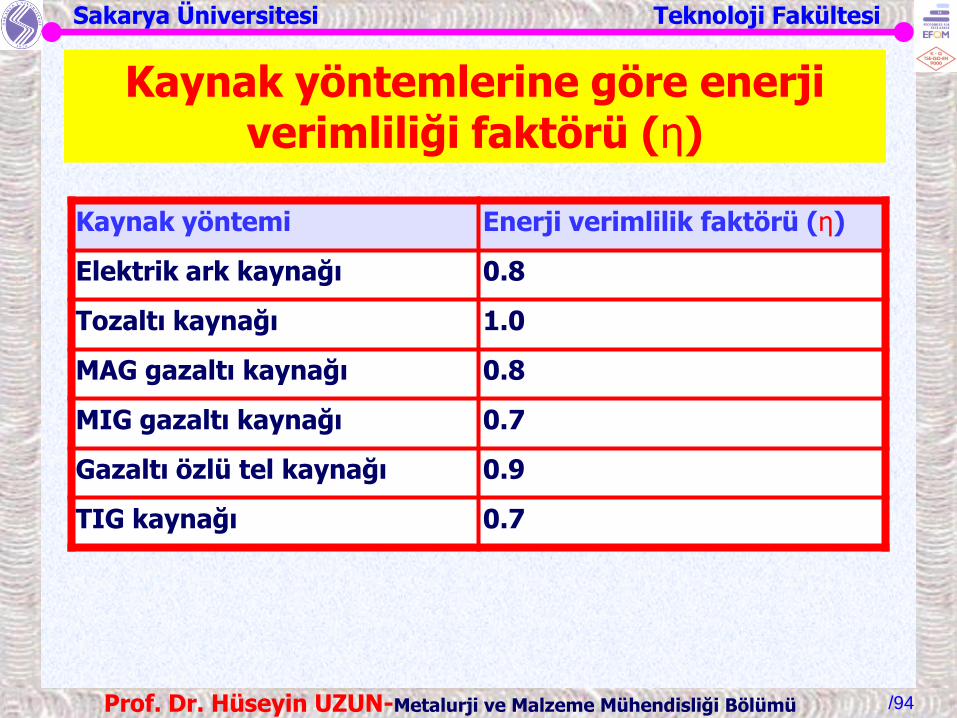
Kaynak yöntemlerine göre enerji verimliliği faktörü (η)
Kaynak yöntemi Enerji verimlilik faktörü (η)
Elektrik ark kaynağı 0.8
Tozaltı kaynağı 1.0
MAG gazaltı kaynağı 0.8
MIG gazaltı kaynağı 0.7
Gazaltı özlü tel kaynağı 0.9
TIG kaynağı 0.7

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
25 mm kalınlığındaki Grade-A gemi çeliği levhası küt alın şeklinde elektrik ark kaynak yöntemiyle birleştirilmiştir. Birleştirme işleminde kullanılan kaynak parametreleri şunlardır: Kaynak akımı 120 amper, kaynak gerilimine 12 V Kaynak hızı 120 mm/dakika (2 mm/saniye) Elektrik ark kaynak yönteminin ark verimlilik faktörü (η) 0,8 olduğuna göre kaynak ısı girdi miktarını J/mm ve kJ/mm birim cinslerinden hesaplayınız.
KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI ÖRNEK PROBLEM
ÇÖZÜM

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
25 mm kalınlığındaki Grade-A gemi çeliği levhası küt alın şeklinde elektrik ark kaynak yöntemiyle birleştirilmiştir. Birleştirme işleminde kullanılan kaynak parametreleri şunlardır: Kaynak akımı 120 amper, kaynak gerilimine 12 V Kaynak hızı 120 mm/dakika (2 mm/saniye) Elektrik ark kaynak yönteminin ark verimlilik faktörü (η) 0,8 olduğuna göre kaynak ısı girdi miktarını J/mm ve kJ/mm birim cinslerinden hesaplayınız.
KAYNAKTA ISI GİRDİ MİKTARININ HESAPLANMASI ÖRNEK PROBLEM
ÇÖZÜM

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
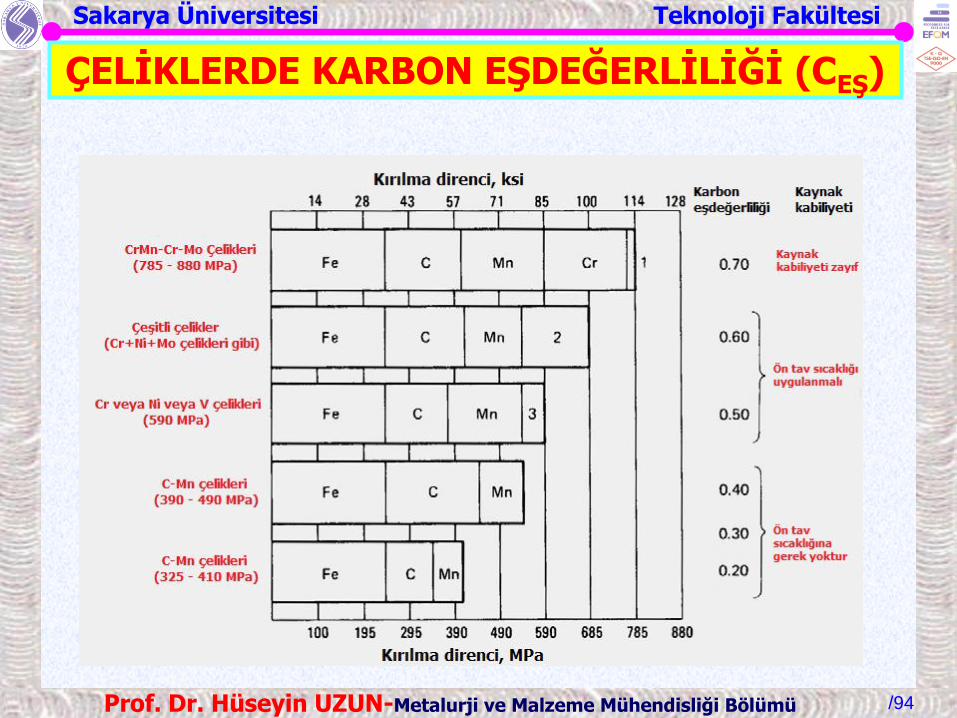
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİNİN (CEŞ) HESAPLANMASI
Karbon eşdeğerliliğini aşağıdaki WEB sitesinden hesaplayabilirsiniz.
http://denverweldingandresearch.com/ce.php
* Kaynak bölgesi içerisinde yer alan ITAB sertliğin 350 HV (Vickers sertlik değeri) değerinden yüksek olması durumunda, ITAB içerisinde çatlama tehlikesi söz konusudur. * ITAB içerisindeki sertliğin artışında, dolayısıyla çatlama eğiliminin ortaya çıkmasındaki etkenlerden birisi de birleştirilecek çeliğin kimyasal içeriğidir.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİNİN (CEŞ) HESAPLANMASI
* Özellikle yüksek mukavemetli çeliklerin kaynağında, hidrojen çatlakları (soğuk çatlaklar) probleminin önüne geçebilmek ve ITAB’ın sertliğinin istenmeyen değerlere çıkmasını önlemek amacıyla, sertliğin artışında etken rol oynayan elementler dikkate alınarak karbon eşdeğerliliği (Ceş) adında formüller geliştirilmiştir.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİNİN (CEŞ) HESAPLANMASI
* Karbon eşdeğerliliği (Ceş) formülünde, birleştirilecek çeliğin içerisinde sertliğinin artışında etken rol oynayan alaşım elementlerinin türüne göre belirli katsayılar kullanılmıştır.
* Karbon eşdeğerliliği (Ceş), kaynak öncesi ön tav sıcaklığı uygulanıp uygulanmamasına karar vermek için kullanılır. * Karbon eşdeğerliliği (Ceş), eğer ön tav sıcaklığı uygulanacaksa kaynak öncesi ne kadar bir ön tav sıcaklığının uygulanması gerektiğine kabaca karar vermek için kaynakçıya yol gösterir.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (CEŞ) FORMÜLLERİ
Karbon eşdeğerliğinin hesaplanmasında çeşitli formüller geliştirilmiştir. Bu formüllerden en çok kullanılanları şunlardır:

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (CEŞ) FORMÜLLERİ
Uluslar arası Kaynak Enstitüsü (IIW) tarafından geliştirilen Karbon eşdeğerliliği formülü şu şekildedir:
Bu formül, alaşımsız çeliklerde, ince taneli ve düşük alaşımlı çeliklerde kullanılması önerilir. Bor içeren çeliklerde kullanılması önerilmez.
Bu formülün geçerli olduğu çelikler içerisindeki alaşım elementi miktarlarının aralık değerleri şu şekildedir. (% ağırlık) Karbon = % 0.05 – 0.25 Silisyum = % 0.8 max. Mangan = % 1.7 max. Krom = % 0.9 max Bakır = % 1.0 max Nikel = % 2.5 max. Molibden = % 0.75 max. Vanadyum = % 0.20 max.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (CEŞ) FORMÜLLERİ
Thyssen firması tarafından geliştirilen Karbon eşdeğerliliği formülü şu şekildedir:
Bu formül, alaşımsız çeliklerde, ince taneli ve düşük alaşımlı çeliklerde kullanılması önerilir. Yüksek akma mukavemetine sahip çeliklerde kullanılması önerilir. Bu formülün geçerli olduğu çelikler içerisindeki alaşım elementi miktarlarının aralık değerleri şu şekildedir.
(% ağırlık) Karbon = % 0.05 – 0.32 Silisyum = % 0.8 max. Mangan = % 0.5 – 1.9 Krom = % 1.5 max Bakır = % 0.7 max Nikel = % 2.5 max. Molibden = % 0.75 max. Vanadyum = % 0.18 max. Niyobyum = % 0.06 max. Titanyum = % 0.12 max. Bor = % 0.005 max.)

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (CEŞ) FORMÜLLERİ
Japon Ito and Bessyo tarafından geliştirilen Karbon eşdeğerliliği formülü şu şekildedir:
Bu formül, düşük alaşımlı çeliklerde kullanılması önerilir. Bu karbon eşdeğerliliği, ITAB içerisinde ve kaynak kök dikişinde hidrojen çatlağının oluşmaması için uygulanması gereken ön tav sıcaklığı hakkında bilgi verir. Bu formülün geçerli olduğu çelikler içerisindeki alaşım elementi miktarlarının aralık değerleri şu şekildedir. (% ağırlık) Karbon = % 0.07 – 0.22 Silisyum = % 0.6 max. Mangan = % 0.4 – 1.4 Krom = % 1.2 max Bakır = % 0.5 max Nikel = % 2.5 max. Molibden= % 0.7 max. Vanadyum= % 0.12 max. Bor = % 0.005 max.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
Karbon eşdeğerliliği
(Ceş) (%)
Önerilen Ön tav
sıcaklığı (C)
Ceş < 0.45 Normal atmosfer şartlarında ön
tav uygulamaya gerek yoktur
0.45 < Ceş < 0.60 100 – 200C
Ceş > 0.60 200 – 300C
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (CEŞ) FORMÜLÜ SONUCUNUN
DEĞERLENDİRİLMESİ NASIL YAPILIR?

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (CEŞ) FORMÜLÜ SONUCUNUN
DEĞERLENDİRİLMESİ NASIL YAPILIR?
Karbon eşdeğerliliği eğer, Ceş < % 0.45 olan çeliklerde
* Ön tav ve özel bir önlem almaksızın, ergitme kaynak teknikleri ile birleştirilebilirler. * Bu çeliklerin ITAB’ ında aşırı sertleşme olmaz. Sadece iri taneli bir mikroyapı meydana gelir. * Karbon eşdeğeri % 0.45’ in altında olan çelikler, kaynak kabiliyeti iyi olan çelikler olarak adlandırılırlar.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (CEŞ) FORMÜLÜ SONUCUNUN
DEĞERLENDİRİLMESİ NASIL YAPILIR?
Karbon eşdeğerliliği eğer, % 0.45 < Ceş < % 0.60
arasında olan çeliklerde
* Bu çeliklere kaynak öncesi önerilen ön tav sıcaklığı (100 – 200C) uygulanmalıdır. Kaynak sonrası gerilim
giderme tavlamasının yapılması da önerilir. * Bu çeliklerin birleştirilmesinde en uygun elektrot ve kaynak yöntemi seçimi de önem taşır. * Karbon eşdeğeri % 0.45–0.60 arasında olan çelikler zayıf kaynak kabiliyetine sahip çeliklerdir

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (CEŞ) FORMÜLÜ SONUCUNUN
DEĞERLENDİRİLMESİ NASIL YAPILIR?
Karbon eşdeğerliliği eğer, Ceş > % 0.60 olan
çeliklerde
* Bu tür çeliklere, yüksek sıcaklıklarda ön tav uygulanması (200C – 300C) gerekir.
* Kaynak işlemi esnasında da kontrollü bir soğutma işleminin yapılması gerekir. * Özellikle, Ceş > % 1.2’den fazla olan çeliklerin ergitme kaynak teknikleri ile birleştirilmesinde ITAB’ ın sertleşmesinin önüne geçilmesi çok zordur. Bu tür çeliklere kaynak kabiliyeti kötü çelikler denilir.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (CEŞ) FORMÜLÜNE GÖRE ÇELİKLERDE ÖNERİLEN ÖN TAV SICAKLIĞININ ÜST
SINIRININ TERCİH EDİLMESİNDE DAKKATE ALINMASI GEREKEN HUSUSLAR
• Ana metal Thomas çeliği ve gazı alınmamış çelik olduğunda,
• Kaba taneli çelik ise,
• Birleştirilecek parçalar karmaşık şekilli ve değişik kalınlıklarda ise,
• Birleştirme esnasında ince çaplı elektrot kullanmak şartı varsa,
• Bazik elektrot kullanılması gerekiyorsa,
• Kaynak işleminin yapıldığı yerin sıcaklığı çok düşük ise,
Önerilen ön tav sıcaklığının üst sınırı tercih edilmelidir.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (CEŞ)
Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (CEŞ)

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (CEŞ) ÖRNEK PROBLEM
Aşağıdaki çeliklerin karbon eşdeğerliliklerini IIW formülüne göre bularak, kaynak öncesi ön tav uygulanıp uygulanmayacağı hakkında yorum yapınız.
Malzeme adı C (%) Mn (%) Si (%) Cr (%) Cu (%) Mo (%) Ni (%) V (%)
AISI 1141 0.44 1.45
ASTM A607 Gr.50 0.23 1.35 ≥ 0.20
9Cr-1MoV (c) 0.1 0.45 0.35 8.5 0.95
HY 80 0.15 0.25 0.25 1.4 0.25 0.4 2.62 0.03
ÇÖZÜM
AISI 1141
ASTM A607 Gr.50 9Cr-1MoV (c)
HY 80

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÇELİKLERDE KARBON EŞDEĞERLİLİĞİ (CEŞ) ÖRNEK PROBLEM
Aşağıdaki çeliklerin karbon eşdeğerliliklerini IIW formülüne göre bularak, kaynak öncesi ön tav uygulanıp uygulanmayacağı hakkında yorum yapınız.
Malzeme adı C (%) Mn (%) Si (%) Cr (%) Cu (%) Mo (%) Ni (%) V (%)
AISI 1141 0.44 1.45
ASTM A607 Gr.50 0.23 1.35 ≥ 0.20
9Cr-1MoV (c) 0.1 0.45 0.35 8.5 0.95
HY 80 0.15 0.25 0.25 1.4 0.25 0.4 2.62 0.03
ÇÖZÜM
Malzeme adı Ceş YORUM
AISI 1141 0.68 Bu tür çeliklere, 200C – 300C arasında ön tav uygulanması gerekir. Kaynak işlemi esnasında da kontrollü bir soğutma işleminin yapılması gerekir.
ASTM A607 Gr.50 0.46 Ön tav ve özel bir önlem almaksızın, ergitme kaynak teknikleri ile birleştirilebilirler.
9Cr-1MoV (c) 2.06 Bu tür çeliklere, 200C – 300C arasında ön tav uygulanması gerekir. Kaynak işlemi esnasında da kontrollü bir soğutma işleminin yapılması gerekir.
HY 80 0.74 Bu tür çeliklere, 200C – 300C arasında ön tav uygulanması gerekir. Kaynak işlemi esnasında da kontrollü bir soğutma işleminin yapılması gerekir.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖN TAV SICAKLIĞININ BELİRLENMESİ
Çeliklerde ön tav sıcaklığının uygulanması, kaynak bölgesinin soğuması için geçen süreyi arttıracaktır. Böylece * ITAB’ın aşırı sertleşmesinin önüne geçilir. * ITAB içerisinde soğuk çatlama (hidrojen çatlağı) tehlikesi ortadan kalkar. * Kaynak bölgesindeki iç gerilmelerin azalması sağlanır. * Ana metal çarpılmalarının bir ölçüde önüne geçilir.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖN TAV SICAKLIĞININ BELİRLENMESİ
Ön tav sıcaklığının kabaca tahmin edilmesinde, birleştirilecek çeliğin kimyasal içeriği dikkate alınarak hesaplanan karbon eşdeğerliliği kullanılmaktadır. Fakat ön tav sıcaklığını belirlerken çeliğin sadece kimyasal içeriği değil aynı zamanda ısı girdi miktarı, malzeme kalınlığı, kullanılan elektrotun hidrojen içeriği de etken rol oynamaktadır. Bu nedenle bu faktörlerin de içerisinde yer aldığı ön tav belirleme eşitlikleri geliştirilmiştir.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖN TAV SICAKLIĞININ BELİRLENMESİ
Özellikle malzeme kalınlığı da ön tav sıcaklığını etkilemektedir. Örneğin 25 mm kalınlığında ve karbon eşdeğerliliği %0.45 civarında olan bir çelik, ön tav uygulanmadan kaynak edildiğinde, kritik sertlik derecesi olarak kabul edilen 350 HV’den daha sert bir ITAB meydana gelmektedir. Fakat aynı parçaya 120oC’lik bir ön tav uygulanarak kaynak edildiğinde, ITAB’ın sertliği, hemen kritik sertlik değerinin altına düşmektedir. Bu durumu dikkate alan Daniel Seferian, parça kalınlığını da içeren bir ön tav sıcaklık formülü geliştirmiştir. Daniel Seferian’in geliştirdiği formül şu şekildedir:
Bu formülde Daniel Seferian kendi geliştirdiği aşağıdaki karbon eşdeğerliliği formülünü kullanmıştır.
360 C eş = 360C + 40(Mn+Cr)+20Ni+28 Mo
Tp = ön tav sıcaklığı (°C)
Ceş = karbon eşdeğerliği

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖN TAV SICAKLIĞININ BELİRLENMESİNDE KULLANILAN DİĞER BİR EŞİTLİK
Tp = ön tav sıcaklığı (°C)
Ceş = karbon eşdeğerliği HD = kaynak metalinin hidrojen içeriği (Tablodan bakılacak) Q = Isı girdi miktarı (kJ/mm) U = kaynak gerilimi (Volt) I = kaynak akımı (Amper) ν = kaynak hızı (mm/dakika) d = Birleştirilecek çeliğin kalınlığı (mm) Formülün geçerli olduğu parametre aralıkları: Ceş = % 0.2 – 0.5 d = 10 – 90 mm HD = 1 – 20 ml/100 g Q = 0.5 – 4 kJ/mm

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
Kaynak metoduna göre kaynak elektrotlarındaki hidrojen içeriği (HD)
Kaynak Metodu Hidrojen içeriği, HD [ml/100 g]
Elektrik ark kaynağı Rutil tip elektrotlar
Sellozik tip elektrotlar Düşük hidrojen içerikli elektrotlar Aşırı düşük hidrojen içerikli elektrotlar
30 60 5-8 2-5
MAG kaynağı (masif tel) 2
Gazaltı özlü tel kaynağı 6-10
TIG kaynağı 2
Tozaltı kaynağı 2-8

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
Tp = ön tav sıcaklığı (°C)
Ceş = karbon eşdeğerliği
* Karbon eşdeğerliliği 0.45 ile 1.0 arasında * Birleştirilecek çelik kalınlığı 25 mm olması durumunda ön tav sıcaklığını hesaplamak için aşağıdaki eşitlik de kullanılabilir:
ÖN TAV SICAKLIĞININ BELİRLENMESİNDE KULLANILAN DİĞER BİR EŞİTLİK

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
25 mm kalınlığındaki Grade-A gemi çeliği levhası küt alın şeklinde elektrik ark kaynak yöntemiyle birleştirilmiştir. Birleştirme işleminde kullanılan kaynak parametreleri şunlardır: kaynak akımı 120 amper, kaynak gerilimine 12 V ve kaynak hızı 110 mm/dak. Elektrik ark kaynak yönteminin ark verimlilik faktörü (η) 0,8 ve kullanılan elektrotun hidrojen içeriği 5 ml/100g olduğuna göre, kaynak öncesi uygulanması gereken ön tav sıcaklığını hesaplayınız.
ÖN TAV SICAKLIĞININ BELİRLENMESİ ÖRNEK PROBLEM
Öncelikle ısı girdi miktarını ve karbon eşdeğerliliğini bulalım:
ÇÖZÜM

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
25 mm kalınlığındaki Grade-A gemi çeliği levhası küt alın şeklinde elektrik ark kaynak yöntemiyle birleştirilmiştir. Birleştirme işleminde kullanılan kaynak parametreleri şunlardır: kaynak akımı 120 amper, kaynak gerilimine 12 V ve kaynak hızı 110 mm/dak. Elektrik ark kaynak yönteminin ark verimlilik faktörü (η) 0,8 ve kullanılan elektrotun hidrojen içeriği 5 ml/100g olduğuna göre, kaynak öncesi uygulanması gereken ön tav sıcaklığını hesaplayınız.
ÖN TAV SICAKLIĞININ BELİRLENMESİ ÖRNEK PROBLEM
Ön tav sıcaklığı formülüne verileri yerleştirelim ve sonucu bulalım
ÇÖZÜM

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
YÜKSEK ALAŞIMLI ÇELİKLERİN ÖN TAV SICAKLIĞININ BELİRLENMESİNDE KULLANILAN BİRLEŞİK LEVHA KALINLIĞININ HESAPLANMASI

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
MALZEME KALINLIĞINA GÖRE UYGULANAN ÖN TAV SICAKLIĞI
(SICAK HADDELENMİŞ BOR ÇELİKLERİ)
Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
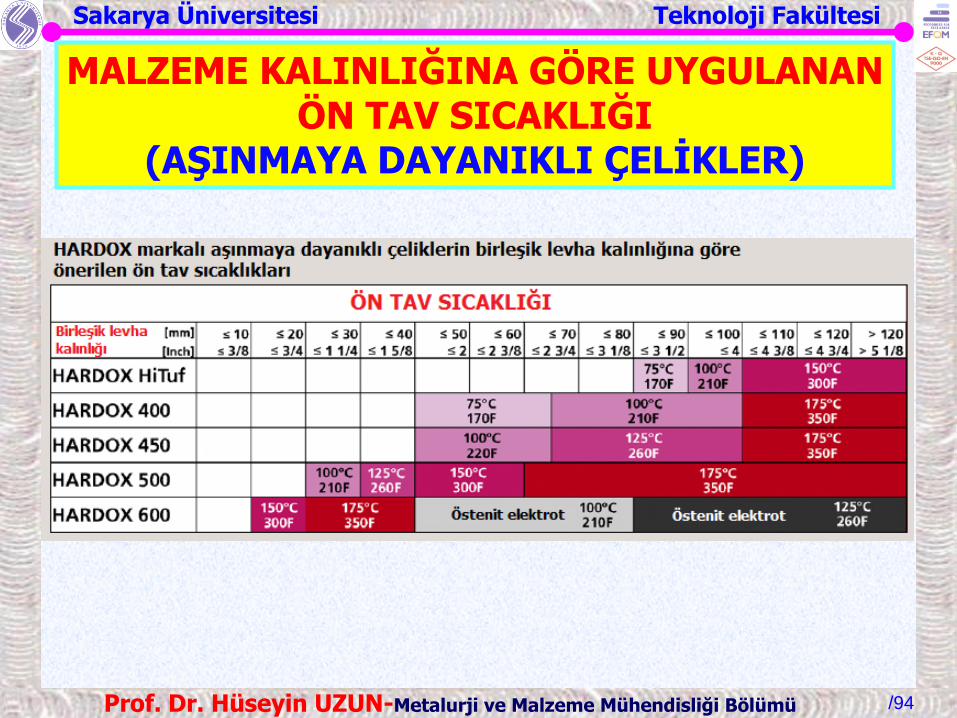
MALZEME KALINLIĞINA GÖRE UYGULANAN ÖN TAV SICAKLIĞI
(AŞINMAYA DAYANIKLI ÇELİKLER)

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
MALZEME KALINLIĞINA GÖRE UYGULANAN ÖN TAV SICAKLIĞI (ZIRH ÇELİKLERİ)

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
MALZEME KALINLIĞINA GÖRE UYGULANAN ÖN TAV SICAKLIĞI

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
http://www.axoncalc.com/weld_preheat_calc.php
ÖN TAV SICAKLIĞININ HESAPLANABİLECEĞİ WEB SİTELERİ

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
http://www.gowelding.com/weld/preheat/preheatcalc.htm
http://www-it.jwes.or.jp/weld_simulator/en/calc4.jsp
ÖN TAV SICAKLIĞININ HESAPLANABİLECEĞİ WEB SİTELERİ

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI
* ITAB içerisindeki sertliğin artışına sebep olan bir etkende mikroyapısal dönüşümlerdir. Kaynak bölgesindeki mikroyapısal dönüşümlerin oluşmasında en önemli faktör de kaynak bölgesinin soğuma süresidir. * Soğuma süresi fazla olursa, ITAB içerisindeki maksimum sertlik değeri düşük olur. Veya Soğuma süresi kısa olursa, ITAB içerisindeki maksimum sertlik değeri de yükselir. * Soğuma süresinin uzun olması demek, kaynak bölgesinin daha yavaş soğuması anlamına gelir. * Fakat soğuma süresi öyle seçilmelidir ki ne çok az nede çok fazla olmalıdır. Belirli bir minimum ve maksimum aralıkları içerisinde olması gerekir.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI
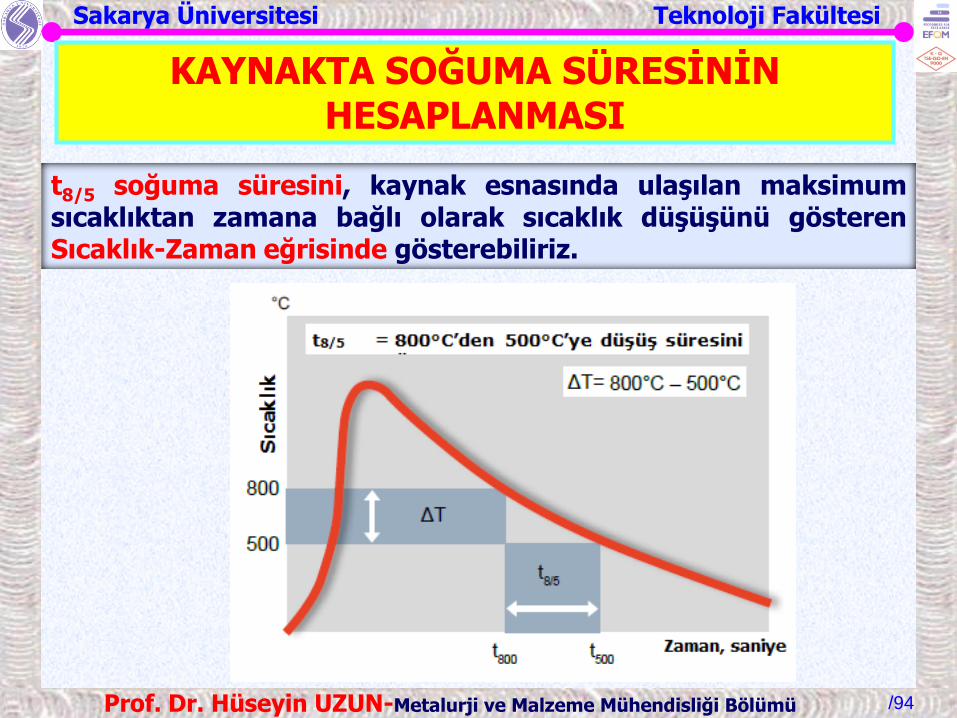
* Kaynakta soğuma süresi, ısı girdi miktarı ile ilişkilidir. Kaynak esnasında yüksek ısı girdisi demek, kaynak bölgesinin daha uzun sürede soğuması yani yavaş soğuması demektir. Düşük ısı girdisi demek, kaynak bölgesinin daha kısa zamanda soğuması yani hızlı soğuması anlamına gelir. * Çeliklerde, ITAB’ın mikroyapı ve mekanik özelliklerinin değişmesinde rol oynayan en önemli sıcaklık aralığının 800°C ile 500°C arasındaki sıcaklık aralığı olduğu belirlenmiştir. * Bu nedenle çeliklerin kaynak kabiliyetinin değerlendirilmesinde sıcaklığın 800°C’den 500°C’ye kadar düşme süresi büyük bir önem kazanmıştır. * Çeliklerde sıcaklığın 800°C’den 500°C’ye kadar düşme süresi, t8/5 soğuma süresi terimiyle tanımlanmıştır.
Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI
t8/5 soğuma süresini, kaynak esnasında ulaşılan maksimum sıcaklıktan zamana bağlı olarak sıcaklık düşüşünü gösteren Sıcaklık-Zaman eğrisinde gösterebiliriz.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
* Eğer t8/5 soğuma süresi kısa olursa yani kaynak bölgesi daha hızlı soğursa; - ITAB içerisindeki maksimum sertlik değeri, istenilmeyen yüksek değerlere çıkabilir. - ITAB’ın tokluğunun düşmesine sebep olabilir. - ITAB’ın içerinde soğuk çatlama tehlikesi riski oluşur. * Bu nedenle t8/5 soğuma süresinin her bir çelik için belirlenen sınır aralıklarında olmasına dikkat edilmelidir. Genellikle çeliklerin kaynağında, minimum ve maksimum t8/5 soğuma süresi tavsiye edilir.
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
* Kaynakta ısı girdi miktarının yüksek veya düşük olmasının aşınmaya dayanıklı çeliklerin kaynağında nasıl bir etkiye sahip olduğunu örnek olarak değerlendirelim. * Yüksek ısı girdisi demek, t8/5 soğuma süresinin de uzun olması demektir. Düşük ısı girdisi demek t8/5 soğuma süresinin kısa olması anlamına gelir.
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI
* Pratikte aşınmaya dayanıklı çeliklerde minimum ısı girdi miktarında t8/5 soğuma süresi 10 saniyedir. * Eğer ısı girdi miktarı maksimum değerde olursa t8/5 soğuma süresi de artarak 20 saniye olacaktır.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
* Eğer t8/5 soğuma süresi az ise yani hızlı soğuma söz konusu ise aşınmaya dayanıklı çeliklerde; - ITAB içerisindeki sertlik artışı meydana gelir - Soğuk çatlama riski söz konusudur. * Eğer t8/5 soğuma süresi çok fazla ise yani yavaş soğuma söz konusu ise aşınmaya dayanıklı çeliklerde; - ITAB içerisindeki sertlik düşüşünün yanında, mukavemet ve çentik darbe direncide azalır, - fakat soğuk çatlama riski kalkar.
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
Çeliklerde, ısı girdi miktarına ve uygulanan ön tav sıcaklığına bağlı olarak t8/5 soğuma süresini hesaplamak mümkündür. t8/5 soğuma süresinin hesaplanmasında, birleştirilecek çelik kalınlığı ve kaynak ağzı geometrisi dikkate alınarak EN 1011-2 standardına göre, ısı dağılımının iki boyutlu veya üç boyutlu olmasına göre farklı eşitlikler kullanılır.
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
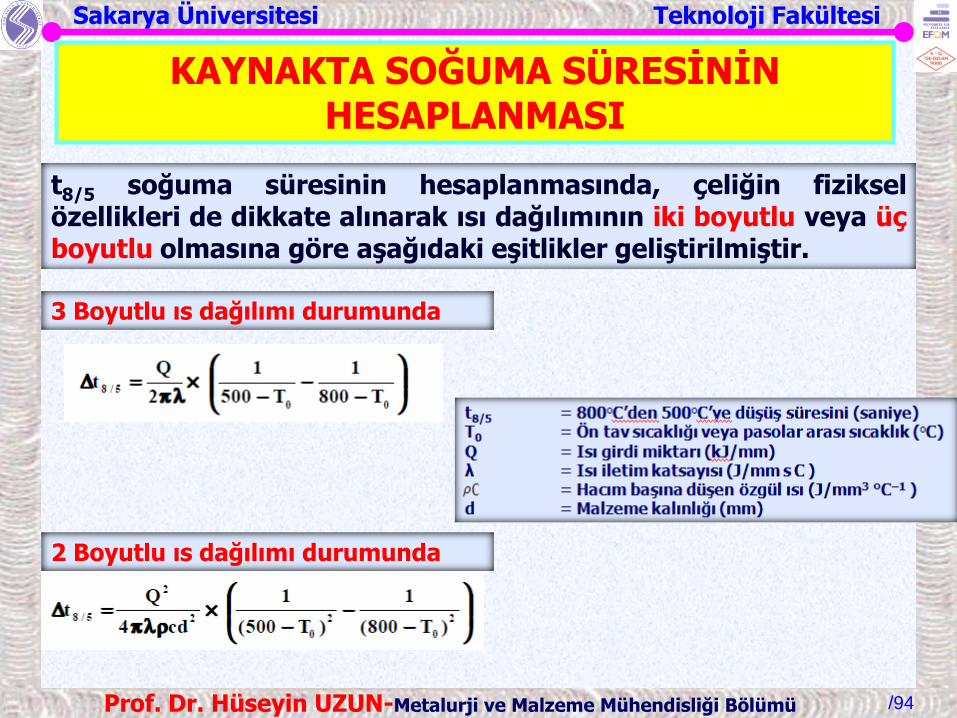
t8/5 = 800°C’den 500°C’ye düşüş süresini (saniye) T0 = Ön tav sıcaklığı veya pasolar arası sıcaklık (°C)
Q = Isı girdi miktarı (kJ/mm) λ = Isı iletim katsayısı (J/m s C ) U = kaynak gerilimi (Volt) I = kaynak akımı (Amper) ν = kaynak hızı (mm/dakika) η = Enerji verimlilik faktörü (kaynak yöntemine göre sabit sayı) F3 ve F2 = kaynak dikiş geometri faktörü
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI
F3 ve F2 Kaynak dikiş geometri faktörü aşağıdaki tabloya göre belirlenir

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI ÖRNEK PROBLEM
İki boyutlu veya üç boyutlu formüllerinden hangisinin kullanılması gerektiğine karar verebilmek için aşağıdaki formülle yani “nispi kalınlık faktörü,τ” hesaplanarak karar verilir.
Eğer τ ≤ 0.75 ise iki eksenli (ince levhalar) soğuma hızı formülü kullanılır τ ≥ 0.75 ise üç eksenli (kalın levhalar) soğuma hızı formülü kullanılır.
Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI
t8/5 soğuma süresinin hesaplanmasında, çeliğin fiziksel özellikleri de dikkate alınarak ısı dağılımının iki boyutlu veya üç boyutlu olmasına göre aşağıdaki eşitlikler geliştirilmiştir.
3 Boyutlu ıs dağılımı durumunda
2 Boyutlu ıs dağılımı durumunda

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
10 mm kalınlığındaki düşük alaşımlı ısıya dayanıklı çelik levha (13CrMo4.4) üzerine TIG kaynak yöntemiyle dolgu kaynak dikişi çekilmiştir. Kaynak işleminde kullanılan kaynak parametreleri şunlardır: kaynak akımı 170 amper, kaynak gerilimine 15 V ve kaynak hızı 100 mm/dak TIG kaynak yönteminin ark verimlilik faktörü (η) 0,7. Kaynak geometri faktörü F2 = 1 alınacaktır. Kaynak öncesi levhaya 30°C ön tav uygulanmıştır. Bu çeliğin t8/5 soğuma süresini hesaplayınız.
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI ÖRNEK PROBLEM

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI ÖRNEK PROBLEM
Çözüm: Öncelikle ısı girdi miktarını bulalım
t8/5 soğuma süresini hesaplarken hangi formülü kullanmamız gerektiğine karar vermek için
KARAR: Τ = 0.56 değeri 0.75’den küçük olduğu için iki eksenli (ince levhalar) t8/5 soğuma süresi eşitliğini kullanmamız gerekir.
U = 15 Volt I = 170 Amper ν = 100 mm/dakika η = 0.7

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA SÜRESİNİN HESAPLANMASI ÖRNEK PROBLEM
Çözüm: t8/5 soğuma süresini hesaplayalım
t8/5 = ? 800°C’den 500°C’ye düşüş süresini (saniye) T0 = 30°C
Q = 1.071 kJ/mm t = 10 mm F2 = 1

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA t8/5 SOĞUMA SÜRESİNİN HESAPLANMASI WEB ADRESLERİ
http://www.ewm-group.com/en/practical-knowledge/welding-calculators/schaeffler-diagram.html

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI
Kaynak bölgesinin soğuma işlemini tanımlarken, birim zamanda sıcaklığın kaç °C azaldığını ifade etmek için soğuma hızı terimi kullanılmaktadır. O nedenle soğuma hızının birimi °C/saniye’dir.
Soğuma hızının hesaplanmasında, ısı dağılımının iki boyutlu veya üç boyutlu olmasına göre farklı eşitlikler kullanılır.
İki boyutlu soğuma hızı formülü (ince levhalar)
Üç boyutlu soğuma hızı formülü (kalın levhalar)
İki boyutlu veya üç boyutlu formüllerinden hangisinin kullanılması gerektiğine karar verebilmek için “nispi kalınlık faktörü,τ” kullanılır.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI
İki boyutlu soğuma hızı formülü (ince levhalar)
Üç boyutlu soğuma hızı formülü (kalın levhalar)

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI ÖRNEK PROBLEM
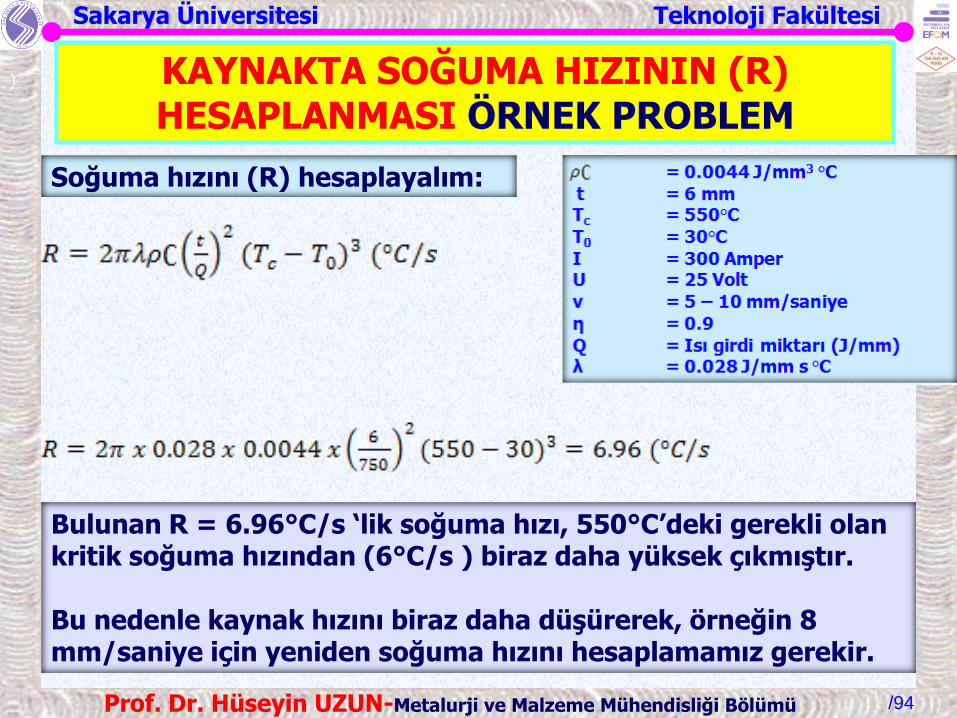
Ön tav sıcaklığı 30°C uygulanan 6 mm kalınlığındaki levhaların gazaltı özlü tel kaynak yöntemiyle, birleştirilmesinde seçilmesi gereken kaynak hızı ne olmalıdır? Kaynak esnasında uygulanan kaynak akımı 300 Amper, kaynak gerilimi 25 Volttur. Enerji verimlilik faktörü, 0.9’dur. Mümkün olabilecek kaynak hızı aralığı 5-10 mm/s’dir. İstenilen niteliklere sahip kaynak yapabilmek için 550°C’deki soğuma hızının 6°C/s olarak tavsiye edilmektedir.
Problemde verilen değerler şunlardır:

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI ÖRNEK PROBLEM
ÇÖZÜM: Tahmini olarak kaynak hızı olarak 9 mm/saniye seçerek ısı girdi miktarını hesaplayalım:
U = 25 Volt I = 300 Amper ν = 9 mm/saniye η = 0.9
Kaynak yapılacak levhanın kalın mı yoksa ince mi olduğunu belirlemek için;
= 0.0044 J/mm3 °C
t = 6 mm Tc = 550°C T0 = 30°C
Q = 750 J/mm 0.331 değeri 0.6 dan küçük olduğu için iki boyutlu soğuma hızı formülünü kullanmamız gerekir.
Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI ÖRNEK PROBLEM
Bulunan R = 6.96°C/s ‘lik soğuma hızı, 550°C’deki gerekli olan kritik soğuma hızından (6°C/s ) biraz daha yüksek çıkmıştır. Bu nedenle kaynak hızını biraz daha düşürerek, örneğin 8 mm/saniye için yeniden soğuma hızını hesaplamamız gerekir.
Soğuma hızını (R) hesaplayalım:
)

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI ÖRNEK PROBLEM
Isı girdi miktarını kaynak hızı 8 mm/saniye düşünerek yeniden hesaplayalım:
Hesaplanan ısı girdi miktarı dikkate alınarak tekrar kaynak yapılacak levhanın kalın mı yoksa ince mi olduğunu belirlemek için;
0.312 değeri 0.6’dan küçük olduğu için iki boyutlu soğuma hızı formülünü kullanmamız gerekir.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAKTA SOĞUMA HIZININ (R) HESAPLANMASI ÖRNEK PROBLEM
Soğuma hızını (R) hesaplayalım:
Bulunan R = 5.5°C/s ‘lik soğuma hızı, 550°C’deki gerekli olan kritik soğuma hızından (6 °C/s) düşük olduğundan 8 mm/saniye kaynak hızını kaynak işleminde tercih edebiliriz.
)

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI
Kaynak bölgesindeki metalurjik dönüşümleri anlayabilmek için bölgenin maruz kaldığı maksimum sıcaklık değerinin de bilinmesi gerekir. Aşağıdaki formülle bunu bulabiliriz:
Tp = Ulaşılan maksimum kaynak sıcaklık değeri (°C) T0 = Kaynak edilecek levhanın ön tav sıcaklığı veya başlangıç sıcaklığı (°C) Tm = Kaynak edilecek levhanın ergime sıcaklığı (°C) = Hacım başına düşen özgül ısı J/mm3°C–1
ε = Sabit katsayı, 2.718 t = Kaynak metalinin kalınlığı (mm) Q = Isı girdi miktarı (J/mm) y = Ergime hattı sınırından ITAB’a doğru uzaklık (mm)

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI
ÖRNEK PROBLEM
Çelik levha üzerine nufuziyeti tam olan tek pasoluk bir kaynak dikişi çekilmiştir. Kaynak esansında kullanılan kaynak parametreleri şunlardır:
Tp = Ulaşılan maksimum kaynak sıcaklık değeri (°C) T0 = 25°C Tm = 1510°C = 0.0044 J/mm3°C–1
ε = Sabit katsayı, 2.718 t = 5 mm U = 20 Volt I = 200 Amper ν = 5 mm/saniye η = 0.9 Q = 720 J/mm y = Ergime hattı sınırından ITAB’a doğru uzaklık (mm)

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI
ÖRNEK PROBLEM
(a) Ergime hattı sınırından ITAB yönüne doğru 1.5 mm ve 3 mm uzaklıklardaki maksimum sıcaklık değerini hesaplayınız.
(b) 730°C yeniden kristalleşme sıcaklığındaki ITAB genişliğini bulunuz. (c) Eğer 200°C ön tav sıcaklığı kullanılsaydı 730°C yeniden kristalleşme sıcaklığındaki ITAB genişliği nasıl değişiklik gösterirdi? (d) Eğer ısı girdi miktarını %10 arttırsaydık, 200°C ön tav ve 730°C yeniden kristalleşme sıcaklıklarında ITAB genişliği nasıl değişiklik gösterirdi?

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI
ÖRNEK PROBLEM
(a) Ergime hattı sınırından ITAB yönüne doğru 3 mm uzaklıklardaki maksimum sıcaklık değerini hesaplayalım
Ergime hattı sınırından ITAB yönüne doğru 1.5 mm uzaklıklardaki maksimum sıcaklık değerini hesaplayalım

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI
ÖRNEK PROBLEM
(b) 730°C yeniden kristalleşme sıcaklığındaki ITAB genişliğini bulalım. Tp sıcaklık değeri yerine, yeniden kristalleşme sıcaklığı değerini yerleştiririz.
Yeniden kristalleşme sıcaklığına isabet eden yer, ergime hattı sınırından 5.91 mm uzaklıktaki yerdir. Bu yer ITAB içerisinde yer alır.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI
ÖRNEK PROBLEM
(c) Eğer 200°C ön tav sıcaklığı kullanılsaydı 730°C yeniden kristalleşme sıcaklığındaki ITAB genişliğinin nasıl değiştiğini bulalım.
200°C ön tav sıcaklığı kullanıldığında ITAB’ın genişliği büyümektedir. Ön tav sıcaklığı uygulanan çelik daha yavaş soğuyacağı için ITAB’ın genişlemesi doğaldır.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ERGİTME KAYNAĞINDA KAYNAK MERKEZİNE DENK GELEN MAKSİMUM SICAKLIK DEĞERİNİN HESAPLANMASI
ÖRNEK PROBLEM
(d) Eğer ısı girdi miktarını %10 arttırırsak, ITAB genişliğinin nasıl değişiklik gösterdiğini bulalım. Isı girdi miktarı 720 J/mm ise bu değeri %10 arttırırsak, ısı girdi miktarı 792 J/mm olacaktır demektir.
Eğer ısı girdi miktarı arttırılırsa, ITAB genişliği biraz daha fazlalaşacaktır. Isı girdi miktarı ne kadar yüksek olursa kaynak bölgesinin soğuma süresi de o kadar artacaktır. Bu durum ITAB genişliğini de arttıracaktır.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAK METALİNİN KATILAŞMA ZAMANININ HESAPLANMASI
Katılaşma zamanının bilinmesi, kaynak metalinin mikroyapısı hakkında ve kaynak sonrası ısıl işlem yapılması gerekip gerekmediği konusunda bilgi sahibi olmamızı destek sağlar. Aşağıdaki bağıntı ile bulunur:
St = Soğuma zamanı (saniye) Tp = Ulaşılan maksimum sıcaklık (°C) T0 = Ön tav sıcaklığı veya pasolar arası sıcaklık (°C)
Q = Isı girdi miktarı (J/mm) λ = Isı iletim katsayısı (J/m s C) L = Gizli ergime ısısı (kJ/kg) = Hacım başına düşen özgül ısı J/mm3°C–1

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAK METALİNİN KATILAŞMA ZAMANININ HESAPLANMASI
ÖRNEK PROBLEM
Aşağıda verilen bilgiler doğrultusunda kaynak metalinin soğuma zamanını bulunuz. Eğer ısı girdi miktarı azalırsa (500 J/mm) soğuma zamanı nasıl değişir?
St = Soğuma zamanı (saniye) Tp = 1510°C T0 = 25°C
Q = 750 J/mm λ = 0.028 J/mm s °C = 0.0044 J/mm3 °C
L = 220 kJ/kg

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAK METALİNİN KATILAŞMA ZAMANININ HESAPLANMASI
ÖRNEK PROBLEM
Isı girdi miktarı azalınca kaynak metalinin soğuma süresi de azalmaktadır. Yani kaynak metali daha kısa zamanda soğumaktadır. Kaynak metali ne kadar hızlı soğursa mikroyapı daha karmaşık bir hal alır.
Eğer ısı girdi miktarı azalırsa (500 J/mm) soğuma zamanı nasıl değişir?
Kaynak metalinin soğuma zamanını bulalım

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
8 mm kalınlığındaki düşük alaşımlı çelik levha üzerine TIG kaynak yöntemiyle kaynak parametreleri değiştirilerek üç farklı dolgu kaynak dikişi çekilmiştir. Aşağıdaki diyagramda gösterildiği gibi kaynak işleminde üç farklı kaynak parametre değerleri kullanılarak hesaplanan ısı girdi miktarları kullanılmıştır. Q1 = 0.5 kJ/mm (500 J/mm), Q2 = 1.5 kJ/mm (1500 J/mm), Q3 = 2.5 kJ/mm (2500 J/mm). Kaynak geometri faktörü F3 ve F2 = 1 alınacaktır. = 0.0044 J/mm3 °C Tc, ulaşılan maksimum sıcaklık değeri 1500°C’dir.
(a) Kaynak dikişinin soğuması esnasındaki t8/5 soğuma sürelerini her bir ısı girdi miktarı için hesaplayınız. Isı girdi miktarı arttıkça soğuma süresinin nasıl değiştiğini ve ITAB içerisinde nasıl bir metalurjik değişikliğin olabileceğini yorumlayınız.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
(b) Eğer 200°C’de ön tav sıcaklığı uygulansaydı t8/5 soğuma sürelerini her bir ısı girdi miktarı için nasıl değişirdi? Niçin (c) Eğer levha kalınlığı 20 mm olsaydı, ön tav uygulanmama ve 200°C ön tav uygulanma şartlarında t8/5 soğuma sürelerini her bir ısı girdi miktarı için nasıl değişirdi? Niçin?

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
(a) Kaynak dikişinin soğuması esnasındaki t8/5 soğuma sürelerini her bir ısı girdi miktarı için hesaplayalım. Önce iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz. Isı girdi miktarı 500 J/mm değerleri için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirleyelim.
0.91 değeri 0.6’dan büyük olduğu için üç boyutlu soğuma hızı formülünü kullanmamız gerekir.
= 0.0044 J/mm3 °C
t = 8 mm Tc = 1500°C T0 = 25°C
Q = 500 J/mm

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
Üç boyutlu soğuma hızı formülünü kullanarak soğuma süresini hesaplayalım
Aynı işlemler yaparak Isı girdi miktarı 1500 J/mm ve 2500 J/mm değerleri için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz.
0.52 ve 0.40 değeri 0.6’dan küçük olduğu için iki boyutlu soğuma hızı formülünü kullanmamız gerekir.
Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
İki boyutlu soğuma hızı formülünü kullanarak soğuma süresini hesaplayalım
YORUM: Isı girdi miktarı arttıkça, t8/5 soğuma süresinin de arttığı görülmektedir. Yüksek ısı girdisi demek, t8/5 soğuma süresinin de uzun olması demektir. Düşük ısı girdisi demek, t8/5 soğuma süresinin de daha az olması anlamına gelir. Ayrıca t8/5 soğuma süresi az ise yani hızlı soğuma söz konusu ise ITAB içerisindeki sertlik artışı ve soğuk çatlama riskinin var olması anlamına gelir. t8/5 soğuma süresi çok fazla ise yani yavaş soğuma söz konusu ise ITAB içerisindeki sertlik düşüşünün yanında, mukavemet ve çentik darbe direnci de azalır, fakat soğuk çatlama riski kalkar.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
(b) Eğer 200°C’de ön tav sıcaklığı uygulansaydı t8/5 soğuma sürelerini her bir ısı girdi miktarı bulalım. Ön tav sıcaklığı kullanıldığı için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini tekrar belirlemeliyiz.
Isı girdi miktarı 500 J/mm değerleri için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz.
0.85 değeri 0.6’dan büyük olduğu için üç boyutlu soğuma hızı formülünü kullanmamız gerekir.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
Üç boyutlu soğuma hızı formülünü kullanarak soğuma süresini hesaplayalım
Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
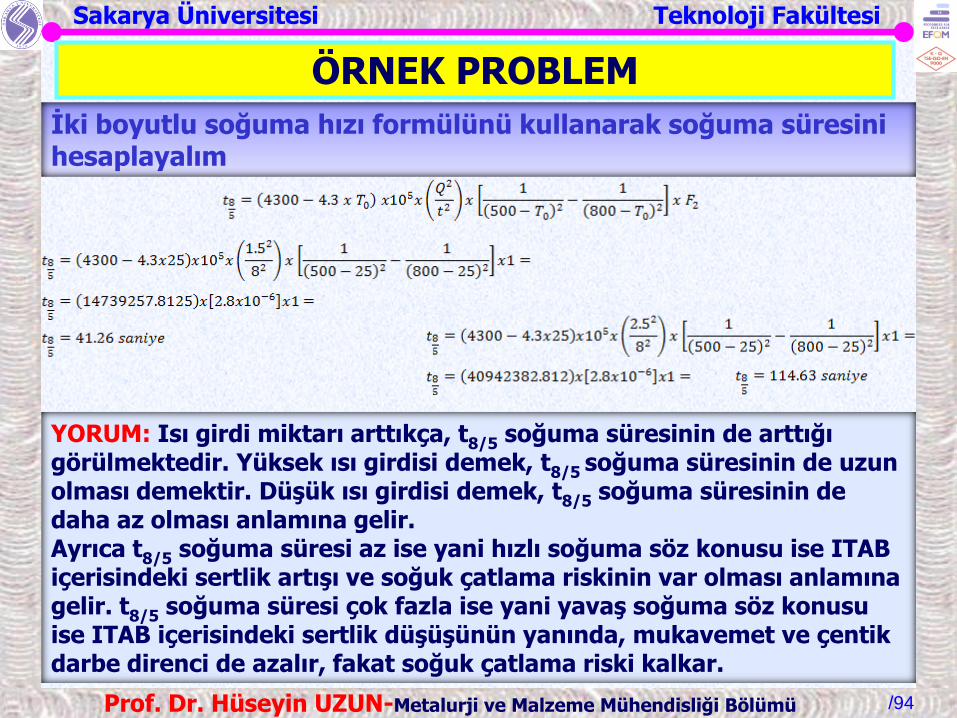
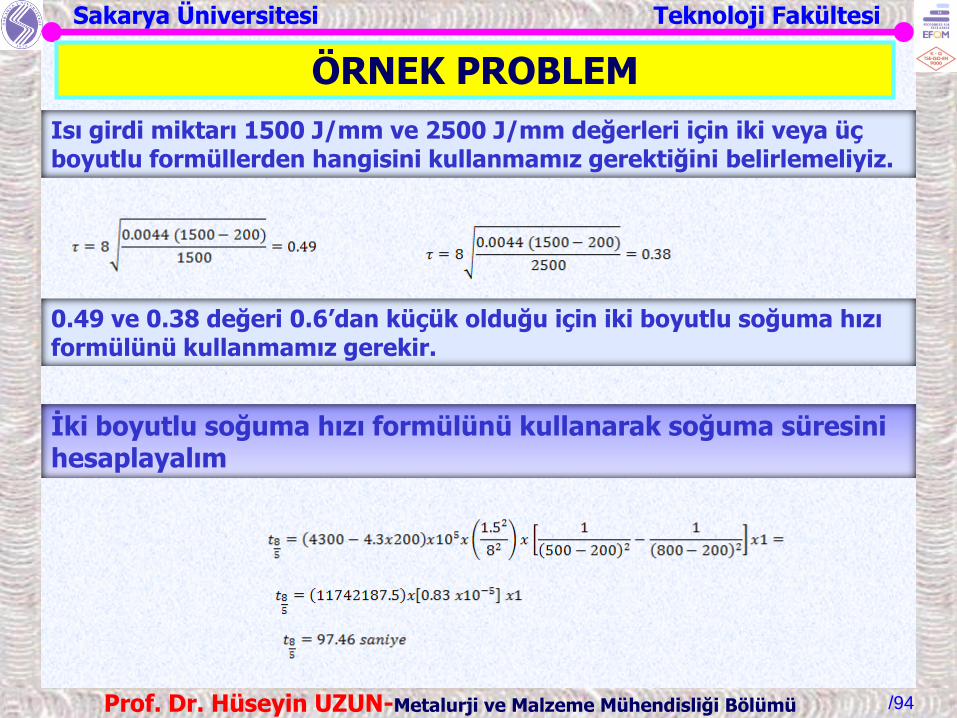
Isı girdi miktarı 1500 J/mm ve 2500 J/mm değerleri için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz.
0.49 ve 0.38 değeri 0.6’dan küçük olduğu için iki boyutlu soğuma hızı formülünü kullanmamız gerekir.
İki boyutlu soğuma hızı formülünü kullanarak soğuma süresini hesaplayalım

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
İki boyutlu soğuma hızı formülünü kullanarak soğuma süresini hesaplayalım
YORUM: Ön tav uygulandığında t8/5 soğuma süresi daha da artmıştır. Ön tav demek malzemeye daha fazla ısı girdisi anlamına geldiği için, levha daha yavaş soğuyacaktır. Dolayısıyla ITAB daha geniş olacaktır.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
(c) Eğer levha kalınlığı 20 mm olsaydı, ön tav uygulanmama ve 200°C
ön tav uygulanma şartlarında t8/5 soğuma sürelerini her bir ısı girdi miktarı için bulalım. Levha kalınlığı arttığı için ısı girdi miktarı 500 J/mm değerleri için hem ön tav uygulamalı hem de uygulamasız iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz.
Levha kalınlığı arttığı için ısı girdi miktarı 1500 J/mm değerleri için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
Levha kalınlığı arttığı için ısı girdi miktarı 2500 J/mm değerleri için iki veya üç boyutlu formüllerden hangisini kullanmamız gerektiğini belirlemeliyiz.
Üç boyutlu soğuma hızı formülünü kullanarak soğuma süresini hesaplayalım
Tüm işlemlerde üç boyutlu denklem kullanılacaktır.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
Düşük Q değerlerinde, birleştirilecek levhanın kalınlığı artsa da t8/5 soğuma süresi değişmiyor. 200C ön tav uygulansa da bu durum değişmediği görülüyor.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
Isı girdi miktarı 1500 J/mm değerleri için

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
Isı girdi miktarı 2500 J/mm değerleri için

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖRNEK PROBLEM
Bulunan sonuçları tablo halinde gösterirsek:
Isı girdi miktarı, Q Ön tav sıcaklığı (°C) t8/5 soğuma süresi (saniye)
Q1 = 0.5 kJ/mm (500 J/mm), Oda sıcaklığı (25°C) 2.66 s
200 °C 4.8 s
Q2 = 1.5 kJ/mm (1500 J/mm), Oda sıcaklığı (25°C) 8.87 s
200 °C 14.53 s
Q3 = 2.5 kJ/mm (2500 J/mm). Oda sıcaklığı (25°C) 14.79 s
200 °C 24.22 s
YORUM: Ön tav sıcaklığı uygulanan levhalarda t8/5 süresi, ön tav uygulanmayan levhalara göre daha uzundur. Yani ön tav uygulanan levhalar daha yavaş soğurlar, ITAB daha geniş olur. Isı girdi miktarı arttıkça t8/5 soğuma süresi de artıyor. Yani ısı girdi miktarı arttıkça levha daha yavaş soğuyor ve ITAB daha geniş oluyor.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖDEV PROBLEM 3 mm kalınlığındaki düşük alaşımlı çelik levhalar, TIG kaynak ve elektrik ark yöntemleriyle birleştirilmiştir. TIG kaynak yönteminde kaynak akımı 100 Amper, kaynak gerilimi 15 Volt ve kaynak hızı 4 mm/saniye olarak seçilmiştir. Elektrik ark kaynak yönteminde ise kaynak akımı 120 Amper, kaynak gerilimi 18 Volt ve kaynak hızı 5 mm/saniye olarak seçilmiştir. Ön tav uygulanmaksızın gerçekleştirilen kaynak işleminde meydana gelen kaynak bölgesinin 730°C sıcaklığına denk gelen ergime hattı sınırından ITAB yönüne doğru ITAB genişliğini her iki kaynak metodu için bulunuz. Her iki yöntem için ITAB genişliğini yorumlayınız.
= 0.0044 J/mm3°C–1
e = Sabit katsayı, 2.718 t = 5 mm U = 20 Volt I = 200 Amper ν = 5 mm/saniye h = 0.9 Q = ? J/mm y = Ergime hattı sınırından ITAB’a doğru uzaklık (mm) Tp = Ulaşılan maksimum kaynak sıcaklık değeri (°C) T0 = 25°C Tm = 1510°C

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
ÖN TAV SICAKLIĞININ BELİRLENMESİ ÖRNEK PROBLEM

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
Weld Consumable Calculator http://www.boehler-welding-service.com/calculator/eng/# http://www.spwgroup.com.au/index.php?option=com_content&view=article&id=88&Itemid=93 http://www.ceweld.com/en/content/calculations-0#
KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI
Kaynaklı bir birleştirmede maliyet analizi yapabilmek veya elektrot siparişi verebilmek için ne kadar miktarda kaynak elektrotu veya kaynak teli harcanacağını önceden hesaplamak gerekir. Bu amaçla çeşitli WEB siteleri tarafından hesaplamalar yapılmaktadır. Bu hesaplamaların nasıl yapıldığı ve hangi eşitlikler kullanıldığı örneklerle açıklanmaya çalışılacaltır.

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI
Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI
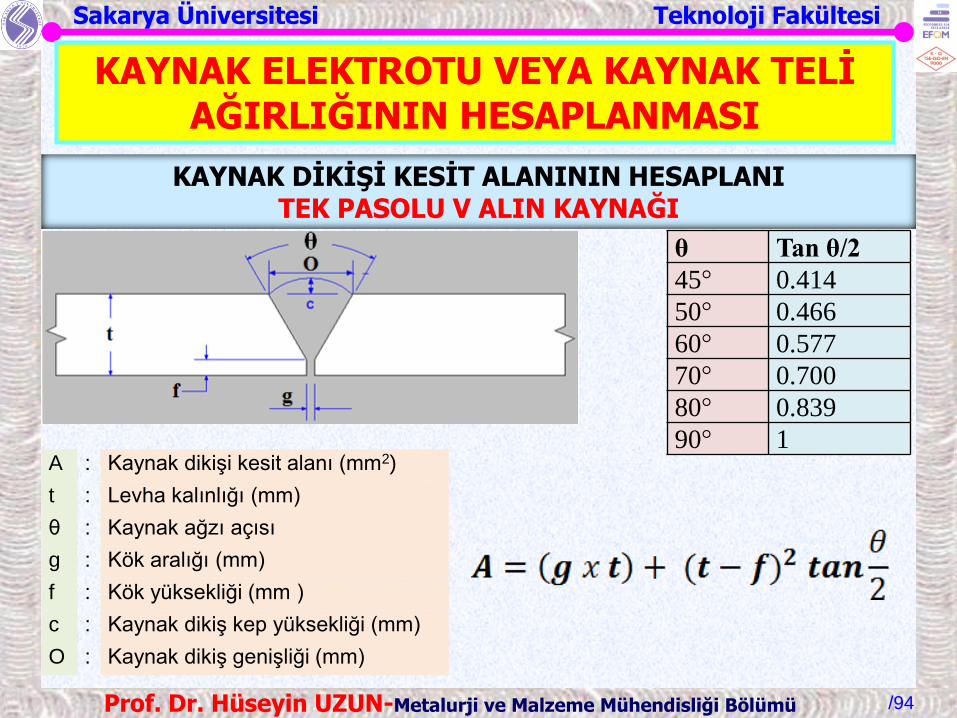
KAYNAK DİKİŞİ KESİT ALANININ HESAPLANI TEK PASOLU V ALIN KAYNAĞI
A : Kaynak dikişi kesit alanı (mm2)
t : Levha kalınlığı (mm)
θ : Kaynak ağzı açısı
g : Kök aralığı (mm)
f : Kök yüksekliği (mm )
c : Kaynak dikiş kep yüksekliği (mm)
O : Kaynak dikiş genişliği (mm)
θ Tan θ/2
45° 0.414
50° 0.466
60° 0.577
70° 0.700
80° 0.839
90° 1

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI
KAYNAK DİKİŞİ KESİT ALANININ HESAPLANI TEK PASOLU İÇ KÖŞE KAYNAĞI
A : Kaynak dikişi kesit alanı (mm2)
b : Yatay kenar uzunluğu (mm)
a : Dikey kenar uzunluğu (mm)
c : Kaynak dikiş kep yüksekliği (mm)
F : Kaynak dikiş genişliği (mm)

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI
ÖRNEK PROBLEM (TEK PASOLU V ALIN KAYNAĞI)
1 metre uzunluğunda ve Levha kalınlığı (t) 12 mm olan V kaynak ağzı açılmış 316 paslanmaz çelik levhanın örtülü elektrotla tek pasoda birleştirilmesi için gerekli kaynak metali miktarını hesaplayınız. Kök genişliği (g) : 2 mm Kök yüksekliği (f) : 3 mm V Kaynak ağız açısı (θ) : 45°

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI
ÖRNEK PROBLEM (TEK PASOLU İÇ KÖŞE KAYNAĞI)
1 metre uzunluğunda ve Levha kalınlığı (t) 12 mm olan 304 paslanmaz çelik levha iç köşe formunda MIG kaynak teli ile birleştirilmesi için gerekli kaynak metali miktarını hesaplayınız. a = 5 mm b = 5 mm

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI
ÖRNEK PROBLEM (TEK PASOLU V ALIN KAYNAĞI)
Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI
ÖRNEK PROBLEM (TEK PASOLU V ALIN KAYNAĞI)

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI
ÖRNEK PROBLEM (TEK PASOLU V ALIN KAYNAĞI)
Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI
ÖRNEK PROBLEM (TEK PASOLU V ALIN KAYNAĞI)

Sakarya Üniversitesi Teknoloji Fakültesi
/94 Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü
KAYNAK ELEKTROTU VEYA KAYNAK TELİ AĞIRLIĞININ HESAPLANMASI
ÖRNEK PROBLEM (TEK PASOLU V ALIN KAYNAĞI)