prezentacija lemljenje
TRANSCRIPT
LEMLJENJE
Doc.dr.sc. I. Garašić
ZiM

“Lemljenje je postupak spajanja metalnih
materijala s pomoću rastaljenog dodatnog
metala (lema), čija je temperatura taljenja
ispod temperature taljenja osnovnog
materijala. Osnovni metal je kvašen
lemom bez da se sam tali.”
Prednosti lemljenja
• Lemljenje se može lako mehanizirati i automatizirati, te je zbog toga pogodno za serijsku i masovnu proizvodnju
• Ne tali se osnovni materijal, pa ne dolazi do većih strukturnih promjena
• Vrlo lako se spajaju raznorodni materijali
• Postupak je dosta brz
• Deformacije radnog komada su minimalne
• Nije potrebna naknadna mehanička obrada zalemljenog spoja

Shematski prikaz tvrdo zalemljenog
četverotaktnog, četverocilindričnog motora
Tvrdo zalemljeni automobilski motor
Procesi pri lemljenju
- Kvašenje površine radnog komada
- Adhezione pojave
- Difuzione pojave na graničnim površinama
- Kapilarno djelovanje lema
- Razlijevanje lema
- Otapanje lako taljivih faza pojedinog
metala i sličnih metalurških reakcija
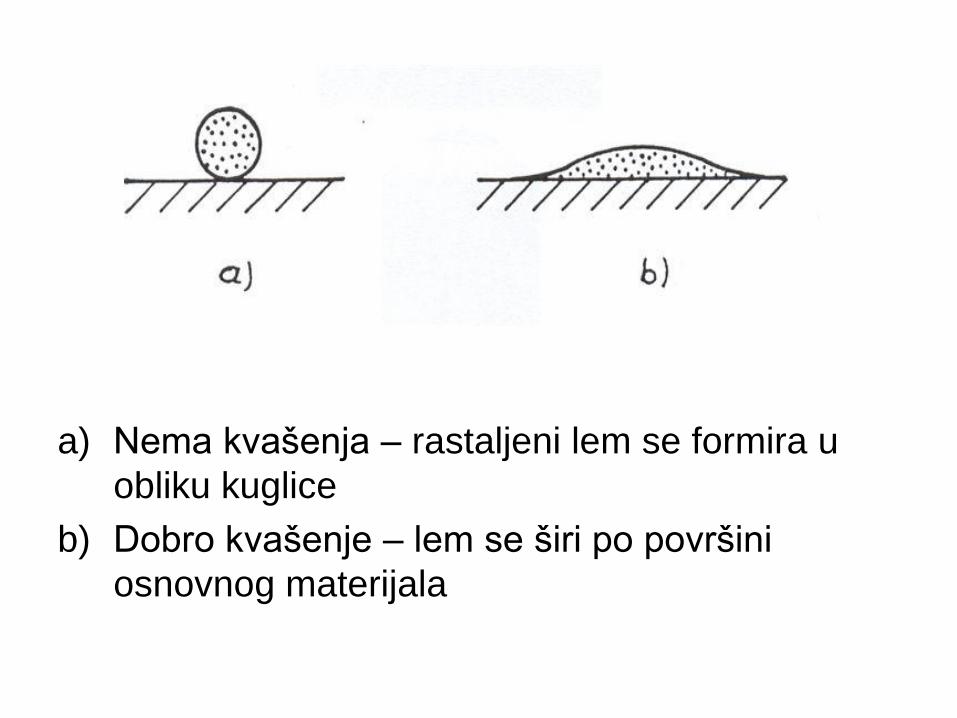
a) Nema kvašenja – rastaljeni lem se formira u
obliku kuglice
b) Dobro kvašenje – lem se širi po površini
osnovnog materijala

Pri dolasku rastaljene kapljice lema na radnu
površinu radnog komada, koja je dovoljno
zagrijana ali ne i rastaljena, mogu se dogoditi
sljedeći slučajevi:
a) Lem se širi kao tekućina, koja se “upija” u osnovni metal s vrlo malim kutom kvašenja (potpuno kvašenje)
b) Lem ostaje u obliku spljoštene kapljice na radnoj površini (nepotpuno kvašenje)
c) Lem pri većem pregrijavanju se razlijeva, ali pri hlađenju se skuplja opet u kapljicu s kutom kvašenja oko 90° ili više.
Kvašenje osnovnog metala rastaljenim lemom je proces koji se događa samo na površini radnog komada.

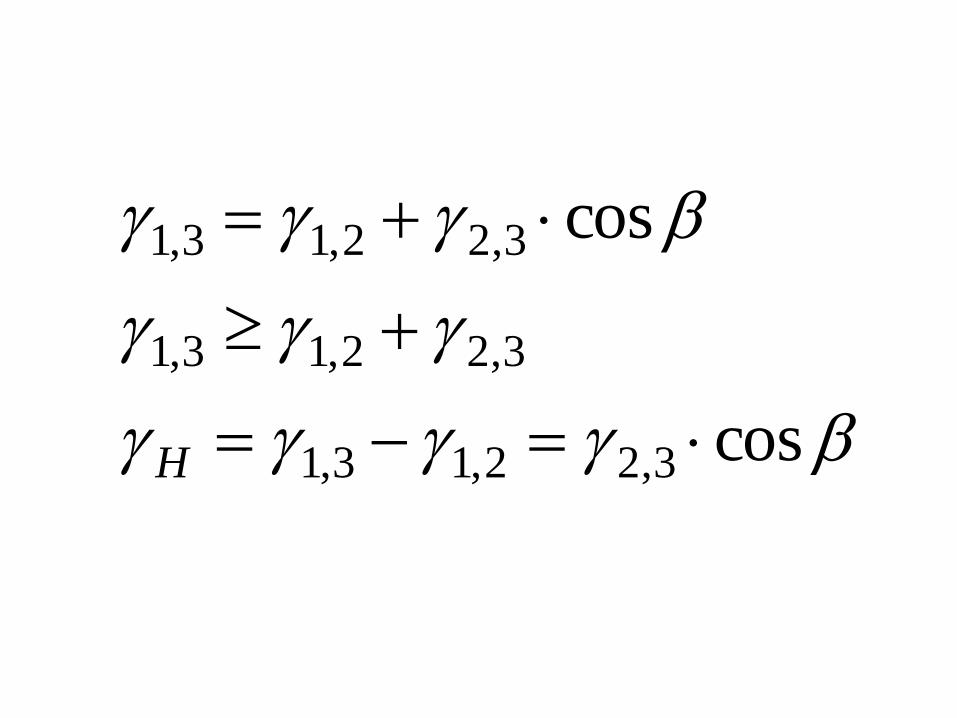
• γ1,2 - sila površinske napetosti između lema i osnovnog materijala
• γ 1,3 – sila površinske napetosti između atmosfere i osnovnog metala
• γ 2,3 – sila površinske napetosti između atmosfere i lema
cos
cos
3,22,13,1
3,22,13,1
3,22,13,1
H
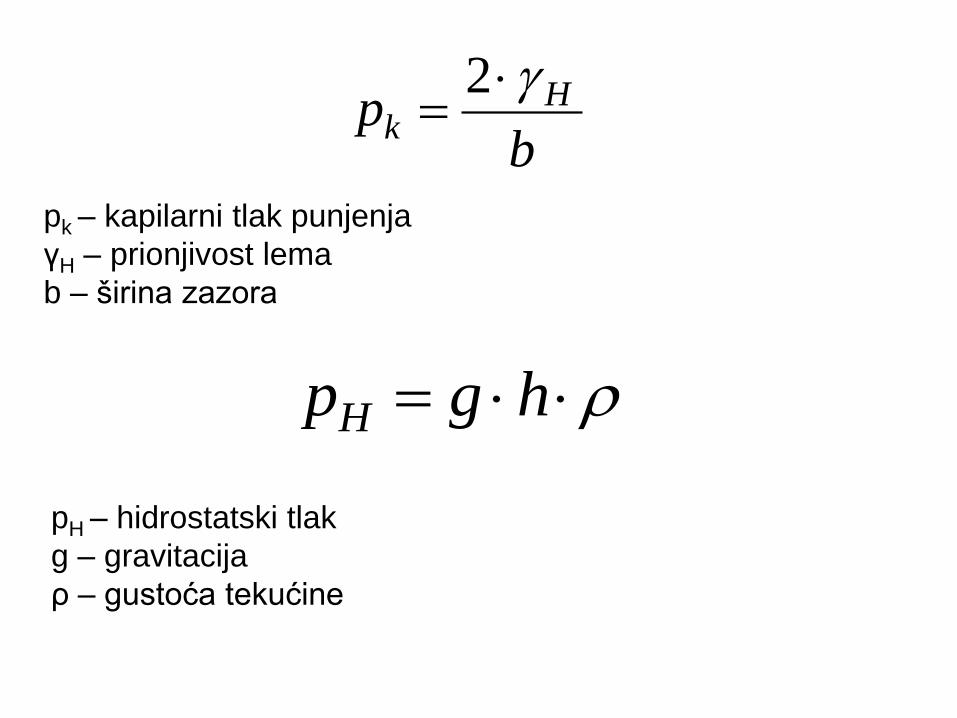
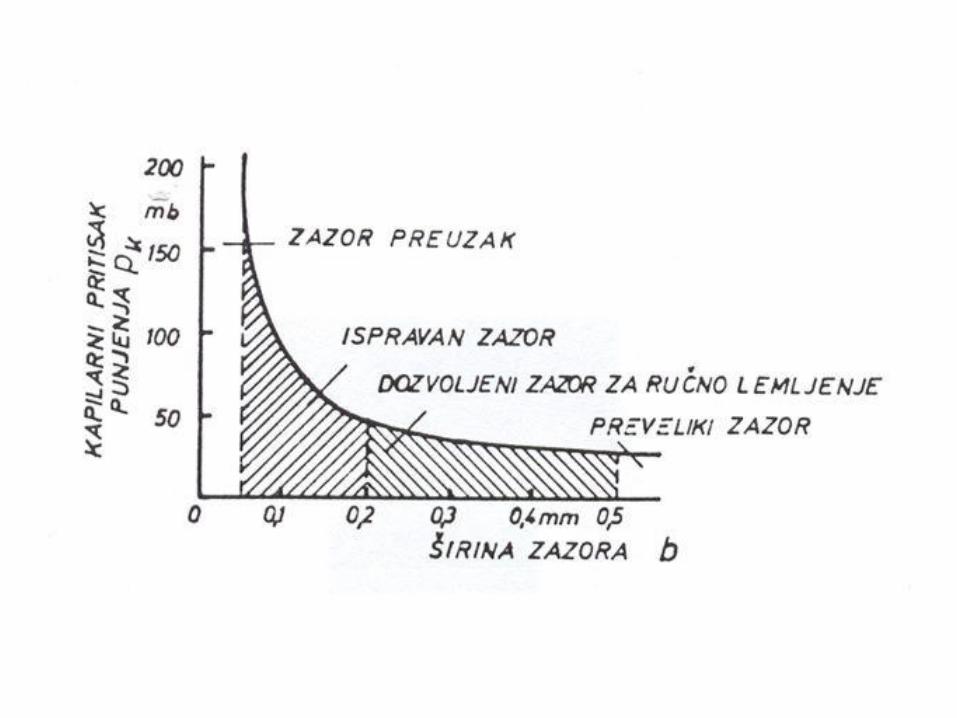
pk – kapilarni tlak punjenja
γH – prionjivost lema
b – širina zazora
bp H
k
2
hgpH
pH – hidrostatski tlak
g – gravitacija
ρ – gustoća tekućine

hgb
bhg
hgb
H
H
H
2
2
2
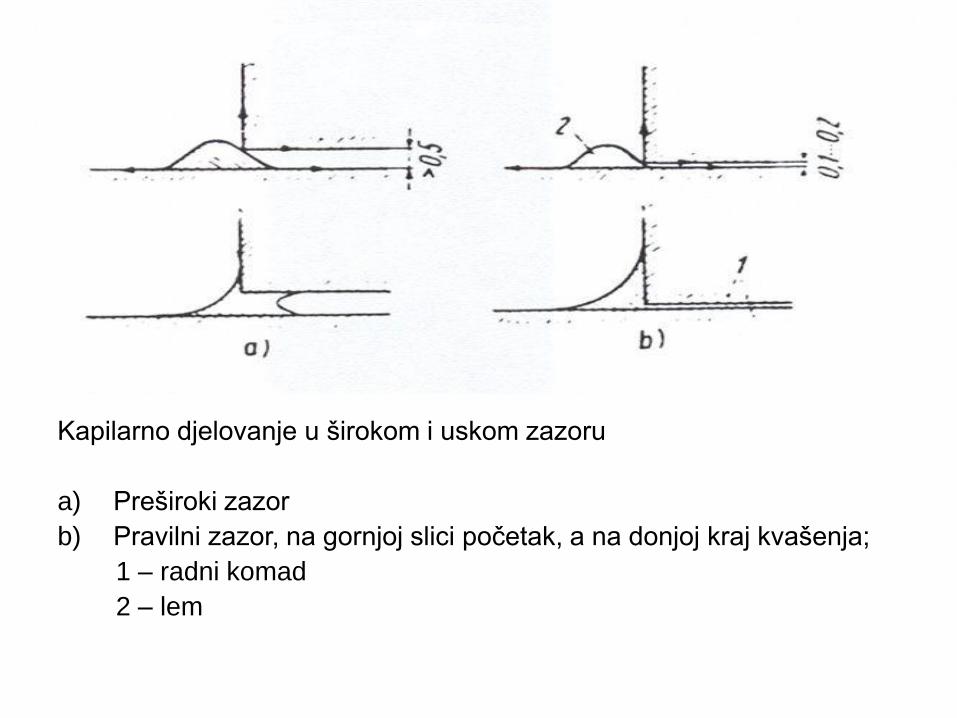
Kapilarno djelovanje u širokom i uskom zazoru
a) Preširoki zazor
b) Pravilni zazor, na gornjoj slici početak, a na donjoj kraj kvašenja;
1 – radni komad
2 – lem
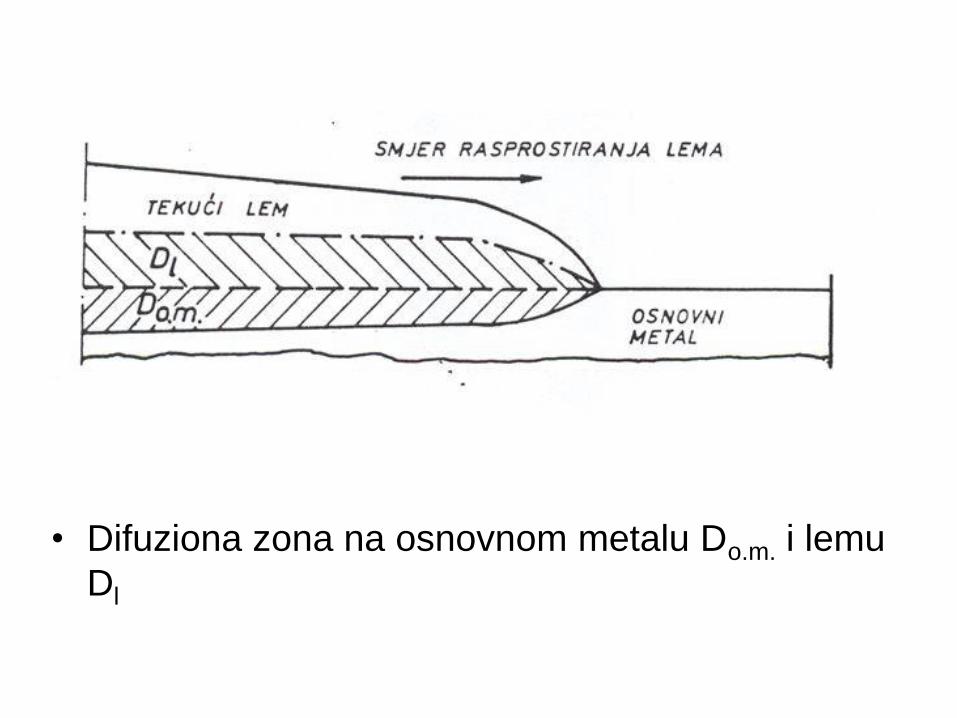
• Difuziona zona na osnovnom metalu Do.m. i lemu
Dl

a) Bezdifuzni spoj
b) Rastvorno – difuzni spoj
c) Kontaktno – reakcioni spoj
d) Dispergirani spoj

TL – temperatura lemljenja
TK – temperatura kvašenja
τL – vrijeme lemljenja
τR – vrijeme od početka difuzionog procesa
OM – osnovni materijal
Bezdifuzioni spoj RL
KL TT
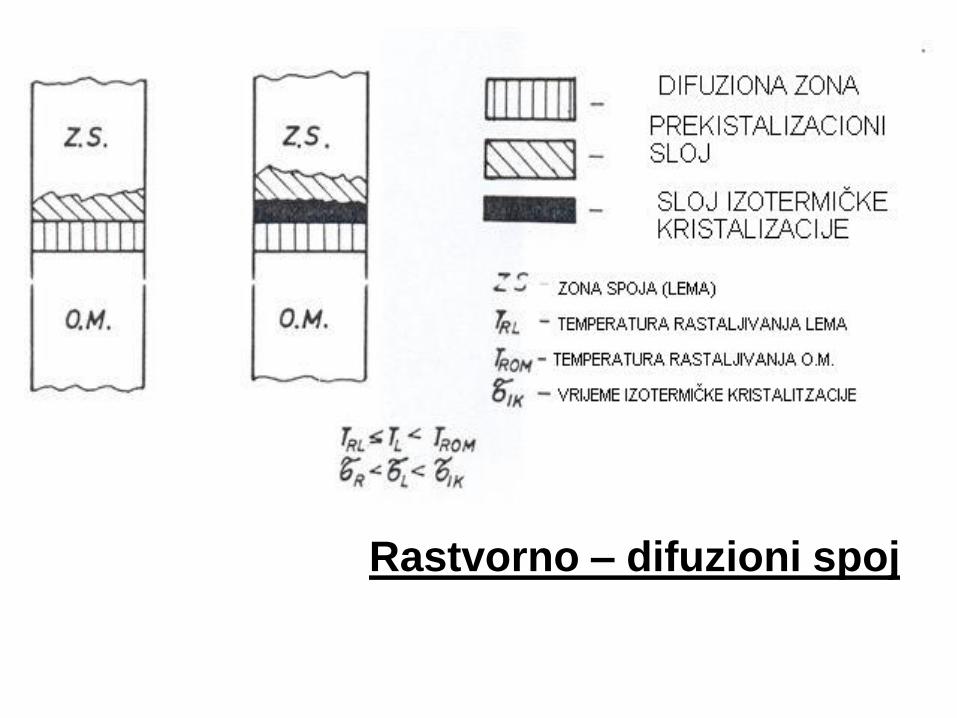
Rastvorno – difuzioni spoj
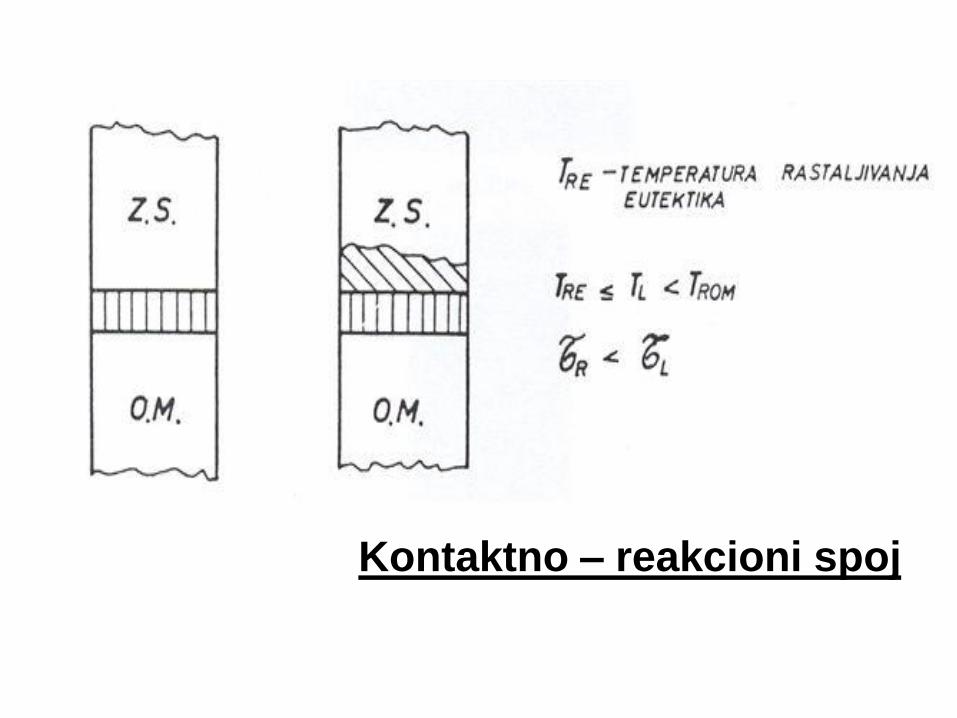
Kontaktno – reakcioni spoj
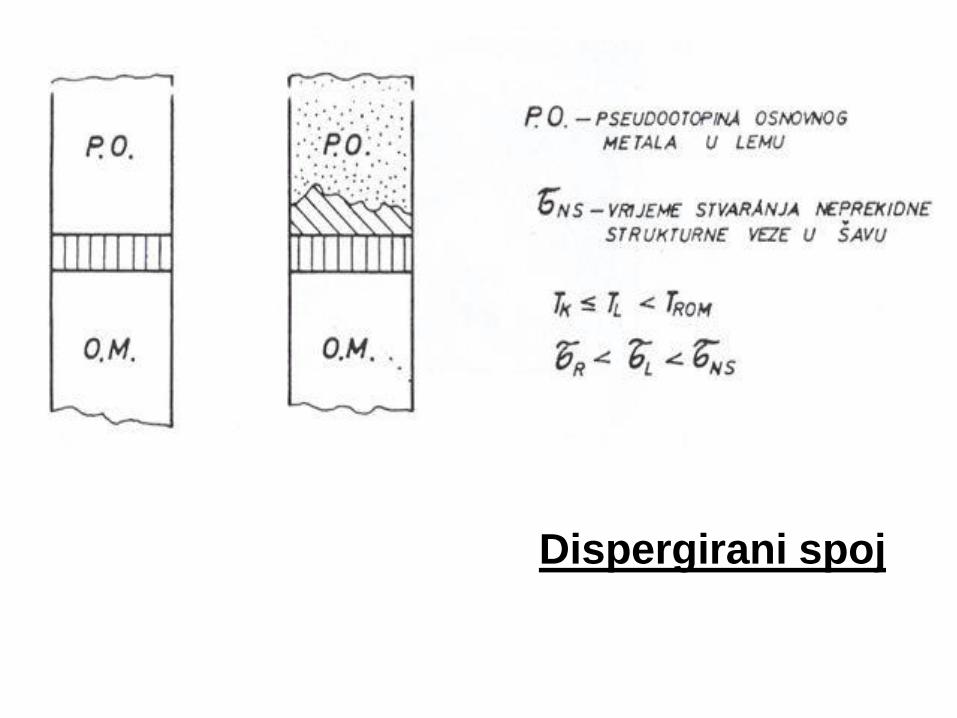
Dispergirani spoj
Podjela postupaka lemljenja
• Radna temperatura (meko i tvrdo lemljenje)
• Oblik spoja (lemljenje u zazoru, lemljenje u
žlijebu, lemljenje nanošenjem)
• Način zagrijavanja (plinski, indukcijom, peć, itd.)
• Vrsta zaštitne atmosfere (zrak, zaštitni plin,
vakuum)
• Način uklanjanja oksida za vrijeme lemljenja
(talilo, reducirajući plin, vakuum itd.)
PL
INS
KIM
PL
AM
EN
OM
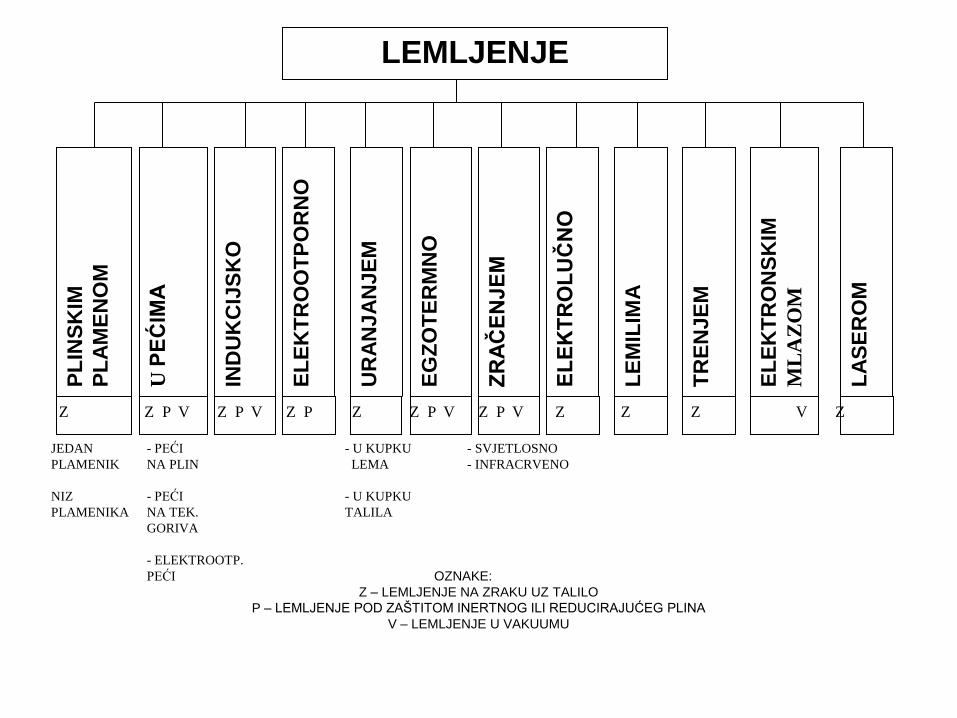
LEMLJENJE
U P
EĆ
IMA
IND
UK
CIJ
SK
O
EL
EK
TR
OO
TP
OR
NO
UR
AN
JA
NJE
M
EG
ZO
TE
RM
NO
ZR
AČ
EN
JE
M
EL
EK
TR
OL
UČ
NO
LE
MIL
IMA
TR
EN
JE
M
EL
EK
TR
ON
SK
IM
ML
AZ
OM
LA
SE
RO
M
Z Z P V Z P V Z P Z Z P V Z P V Z Z Z V Z
JEDAN - PEĆI - U KUPKU - SVJETLOSNO
PLAMENIK NA PLIN LEMA - INFRACRVENO
NIZ - PEĆI - U KUPKU
PLAMENIKA NA TEK. TALILA
GORIVA
- ELEKTROOTP.
PEĆI OZNAKE:
Z – LEMLJENJE NA ZRAKU UZ TALILO
P – LEMLJENJE POD ZAŠTITOM INERTNOG ILI REDUCIRAJUĆEG PLINA
V – LEMLJENJE U VAKUUMU
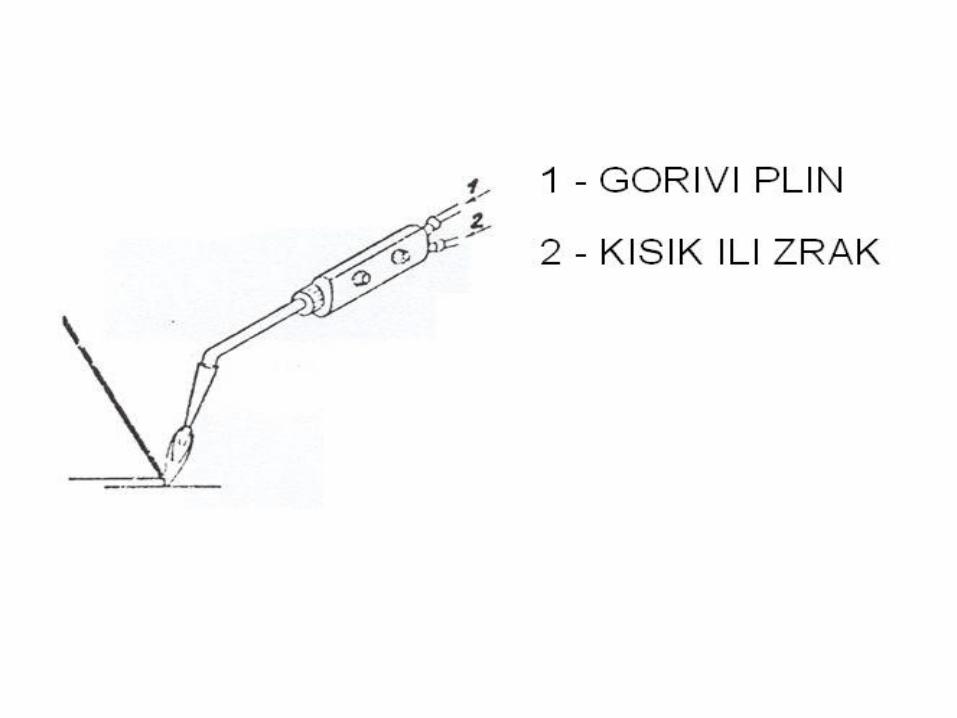
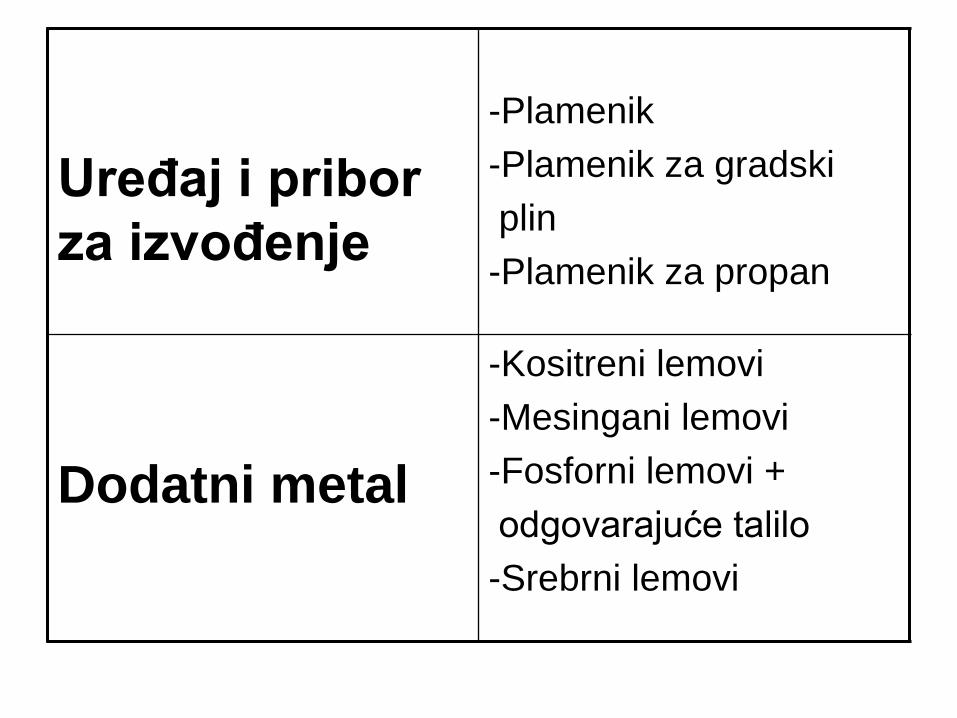
Uređaj i pribor
za izvođenje
-Plamenik
-Plamenik za gradski
plin
-Plamenik za propan
Dodatni metal
-Kositreni lemovi
-Mesingani lemovi
-Fosforni lemovi +
odgovarajuće talilo
-Srebrni lemovi
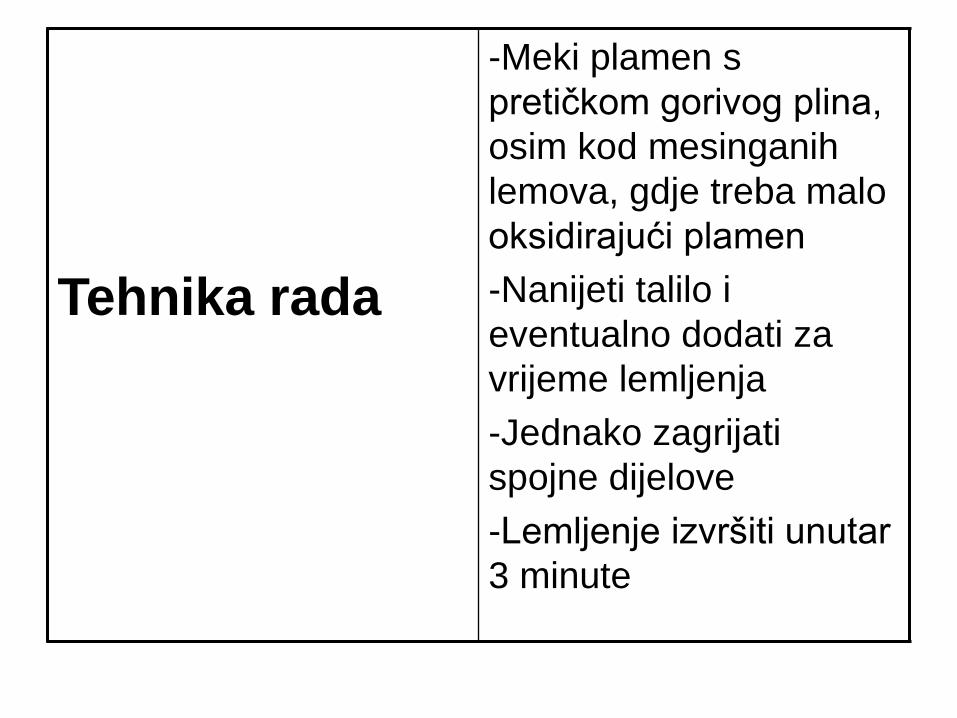
Tehnika rada
-Meki plamen s
pretičkom gorivog plina,
osim kod mesinganih
lemova, gdje treba malo
oksidirajući plamen
-Nanijeti talilo i
eventualno dodati za
vrijeme lemljenja
-Jednako zagrijati
spojne dijelove
-Lemljenje izvršiti unutar
3 minute
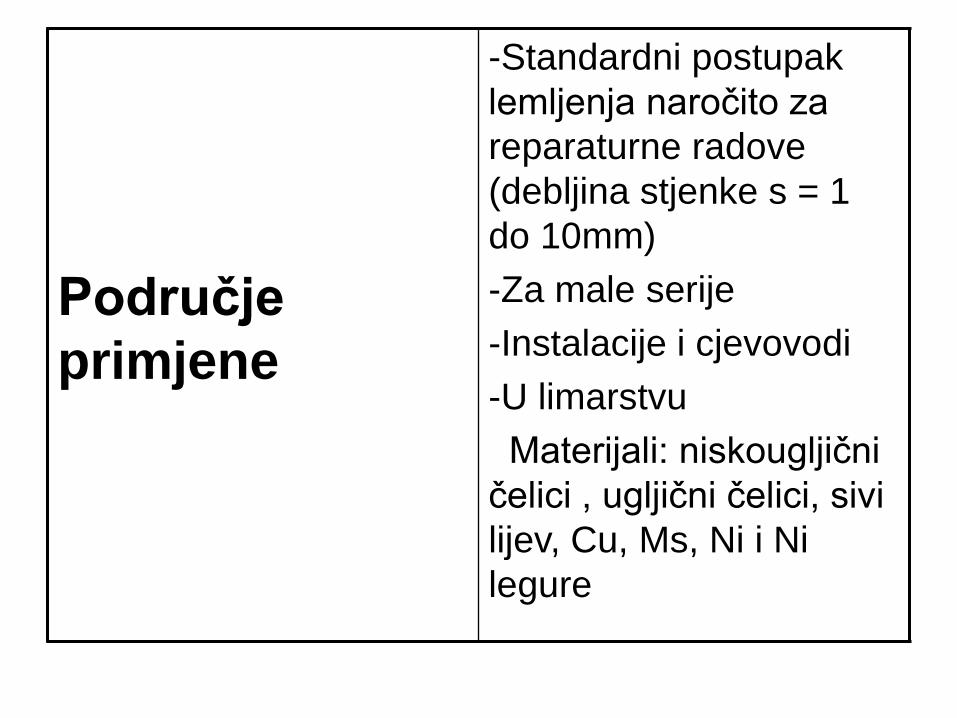
Područje
primjene
-Standardni postupak
lemljenja naročito za
reparaturne radove
(debljina stjenke s = 1
do 10mm)
-Za male serije
-Instalacije i cjevovodi
-U limarstvu
Materijali: niskougljični
čelici , ugljični čelici, sivi
lijev, Cu, Ms, Ni i Ni
legure
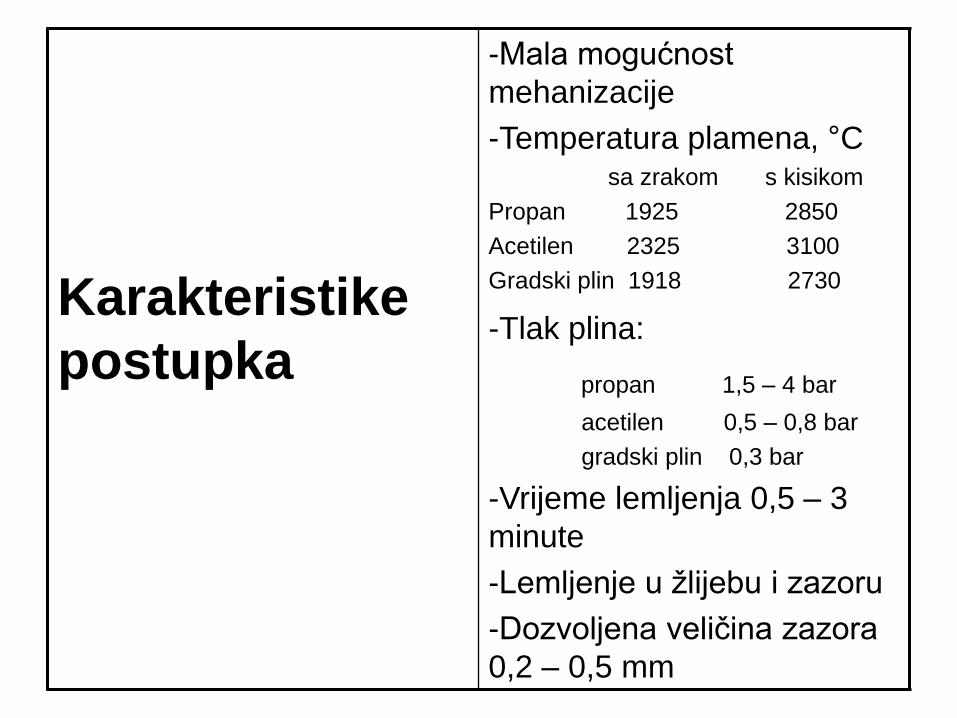
Karakteristike
postupka
-Mala mogućnost
mehanizacije
-Temperatura plamena, °C sa zrakom s kisikom
Propan 1925 2850
Acetilen 2325 3100
Gradski plin 1918 2730
-Tlak plina:
propan 1,5 – 4 bar
acetilen 0,5 – 0,8 bar
gradski plin 0,3 bar
-Vrijeme lemljenja 0,5 – 3
minute
-Lemljenje u žlijebu i zazoru
-Dozvoljena veličina zazora
0,2 – 0,5 mm
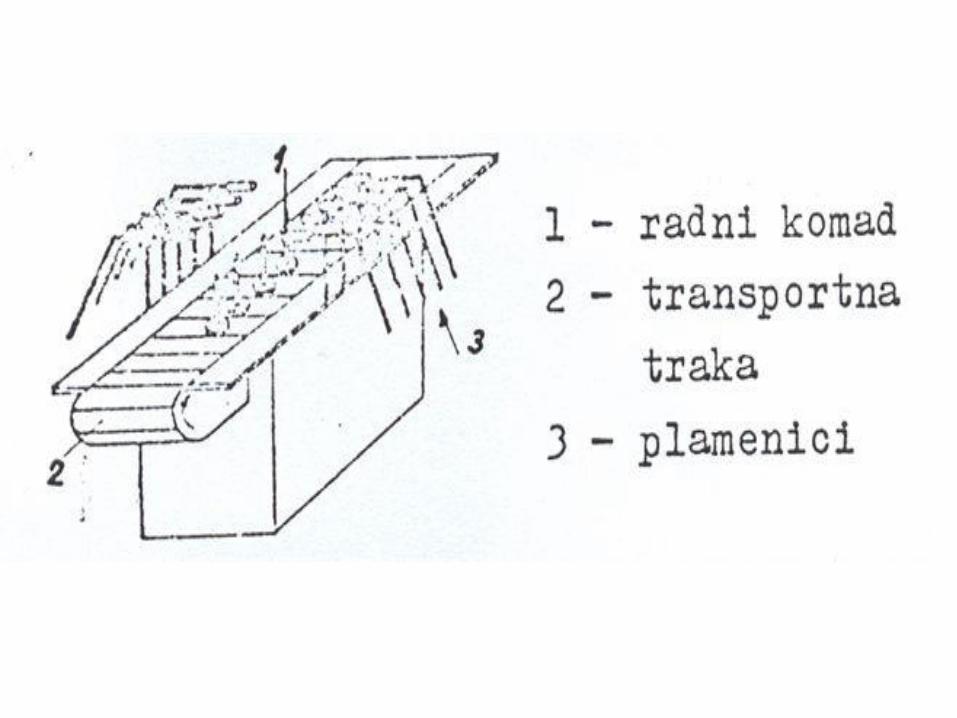
Uređaj i pribor
za izvođenje
-Sustav plamenika
-Transportni uređaj
-Plinska stanica ili
baterije plinskih boca
Dodatni
materijal
-Lemovi s uskim
intervalom taljenja,
odnosno radnom
temperaturom ispod
850°C:
- Fosforni lemovi
- Srebrni lemovi
Tehnika rada
-Sastaviti dijelove
radnog komada, nanijeti
talilo, postaviti lem
-Sastavljeni dio postaviti
na transportnu traku
-Brzinu trake podesiti
ovisno o veličini radnog
komada i primjenjenom
lemu

Područje
primjene
Male serije do masovne
proizvodnje
-Radni komadi manjih
dimenzija (s = 1 do 5
mm)
-Armature, dijelovi za
vozila, cijevne
konstrukcije itd.
Materijali: nelegirani i
niskolegirani čelici Cu,
Ms, Al
Karakteristike
postupka
-Srednji do visoki
stupanj mehanizacije
-Parametri kao kod
plinskog ručnog
lemljenja
-Vrijeme lemljenja od 20
s do 3 min
-Lemljenje u zazoru
-Dozvoljena veličina
zazora b ≤ 0,2 mm
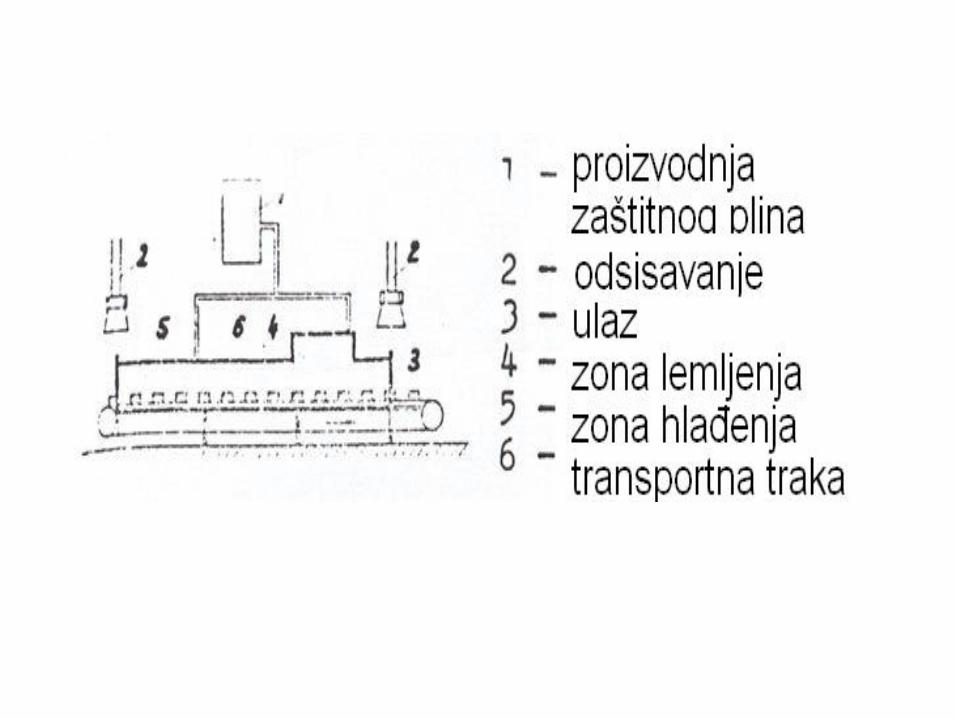
Uređaj i pribor
za izvođenje
Peć s odgovarajućim
načinom zagrijavanja
-Uređaj za proizvodnju
zaštitnog plina
-Uređaj za transport
radnih komada
Dodatni
materijal
-Bakreni lemovi
-Srebrni lemovi
(lemovi ne smiju
sadržavati Zn i Cd)
Tehnika rada
-Potrebno je bolje
čišćenje radnih komada
radi ograničenog
djelovanja zaštitnog
plina
-U peć se stavljaju
sastavljeni dijelovi s
umetnutim lemom
-Ovisno o primjenjenom
lemu i dimenzijama
radnog komada odrediti
brzinu trake
Područje
primjene
-Za masovnu proizvodnju
-Za dijelove s
istovremenim lemljenjem
više spojeva (potpuno
progrijavanje)
-Dijelovi za vozila,
kućanski aparati itd.
(debljina stijenki
s=1-10mm, težina do 3kg)
Materijali: nelegirani i
niskolegirani čelici,
visokolegirani čelici, Cu,
tvrdi metali

Karakteristike
postupka
-Visoki stupanj mehanizacije
-Učinak peći 10 – 500 kW
-Temperatura peći 1150°C
(za bakrene lemove)
odnosno 50°C iznad radne
temperature za ostale
lemove
-Izlazna temperatura radnih
komada 100 do 200°C
-Vrijeme lemljenja 5 – 30min
-Lemljenje u zazoru
-Širina zazora 0,01 do 0,2
mm
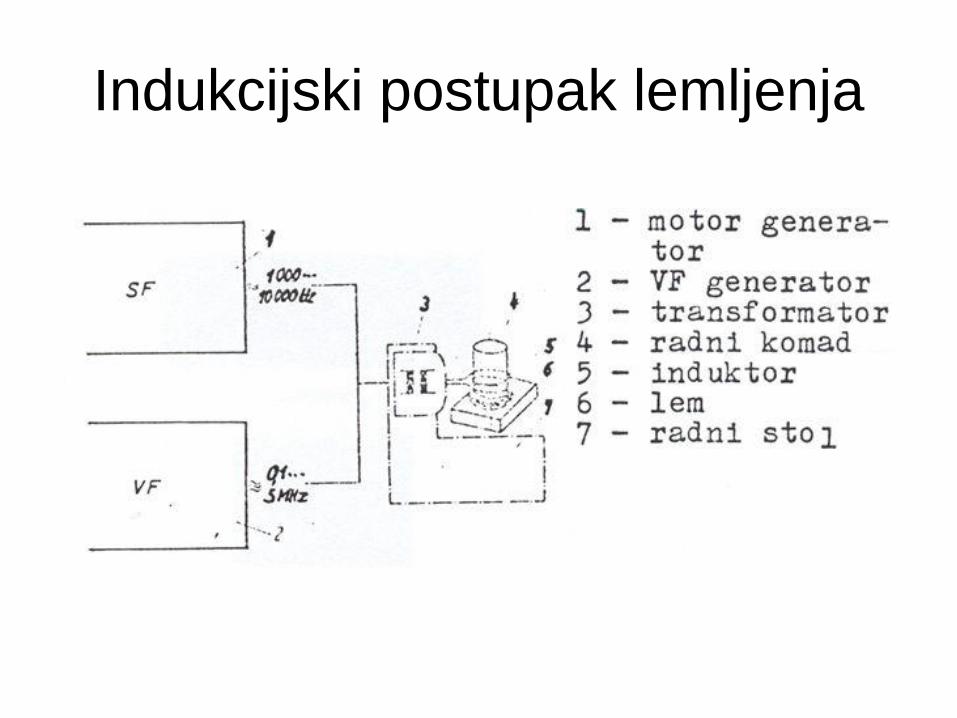
Indukcijski postupak lemljenja
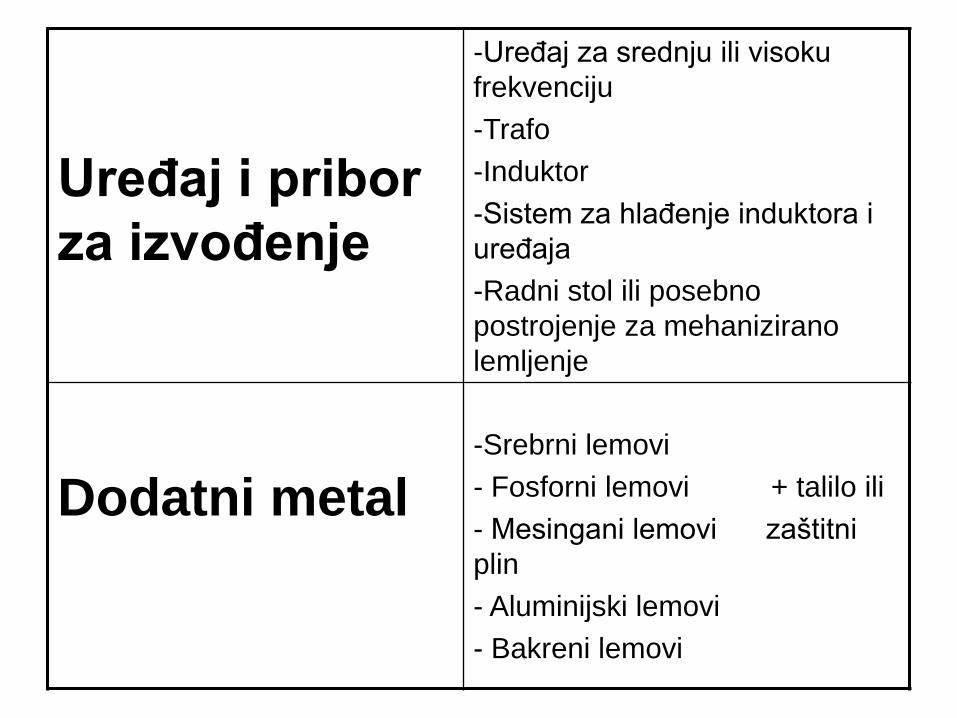
Uređaj i pribor
za izvođenje
-Uređaj za srednju ili visoku
frekvenciju
-Trafo
-Induktor
-Sistem za hlađenje induktora i
uređaja
-Radni stol ili posebno
postrojenje za mehanizirano
lemljenje
Dodatni metal
-Srebrni lemovi
- Fosforni lemovi + talilo ili
- Mesingani lemovi zaštitni
plin
- Aluminijski lemovi
- Bakreni lemovi

Tehnika rada
Podešavanje snage
stroja
-Oko sastavljenog
dijela s umetnutim
lemom i talilom
postaviti induktor
-Podešavanje vremena
zagrijavanja
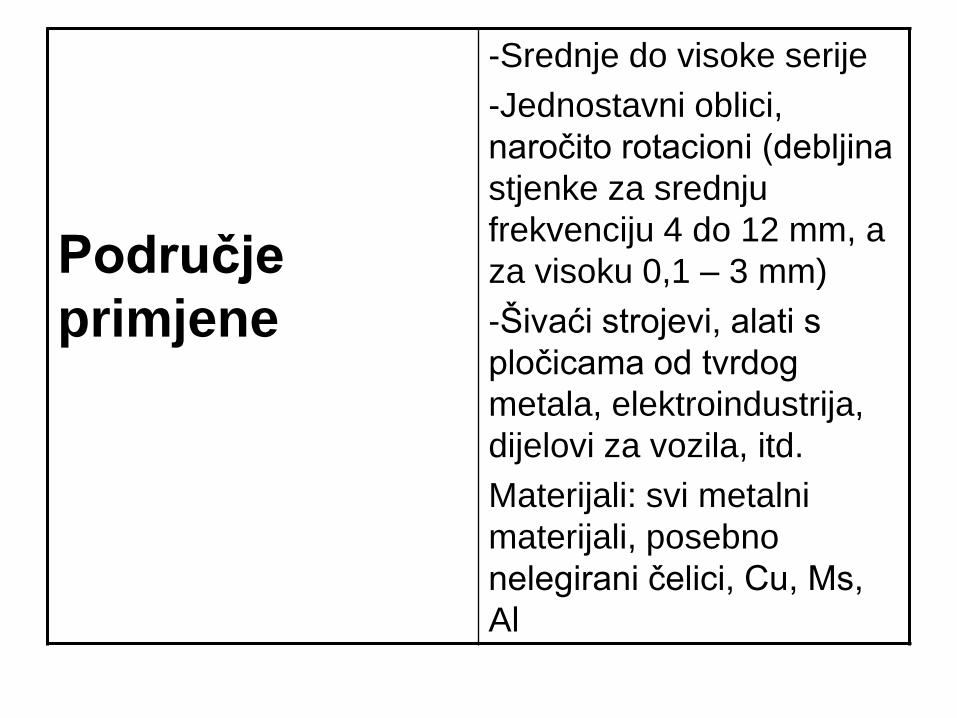
Područje
primjene
-Srednje do visoke serije
-Jednostavni oblici,
naročito rotacioni (debljina
stjenke za srednju
frekvenciju 4 do 12 mm, a
za visoku 0,1 – 3 mm)
-Šivaći strojevi, alati s
pločicama od tvrdog
metala, elektroindustrija,
dijelovi za vozila, itd.
Materijali: svi metalni
materijali, posebno
nelegirani čelici, Cu, Ms,
Al

Karakteristike
postupka
-Visoki stupanj
mehanizacije
-Učinak: Srednja frekvencija(1- 10 kHz):
20 – 300 kW
Visoka frekvencija (0,1 – 5MHz)
2 – 30 kW
-Vrijeme lemljenja: Srednja frekvencija 0,5 – 4 min
Visoka frekvencija 5 – 60 s
-Lemljenje u zazoru
-Širina zazora
b ≤ 0,2 mm


Uređaj i
pribor za
izvođenje
-Uređaj za EO
zavarivanje
-Kliješta za EO
zavarivanje ili
posebna kliješta
za lemljenje
Dodatni
materijal
- Mesingani
lemovi + talilo

Tehnika rada
-Podešavanje snage
uređaja
-Između kliješta
postavlja se radni
komad s umetnutim
lemom i talilom
-Podešavanje
vremena zagrijavanja

Područje
primjene
-Za male do srednje
serije
-Za preklopne
spojeve (debljine
stjenke ispod 2 mm)
-Alati s pločicama od
tvrdog metala, tračne
pile
Materijali: nelegirani
čelici,
bronca
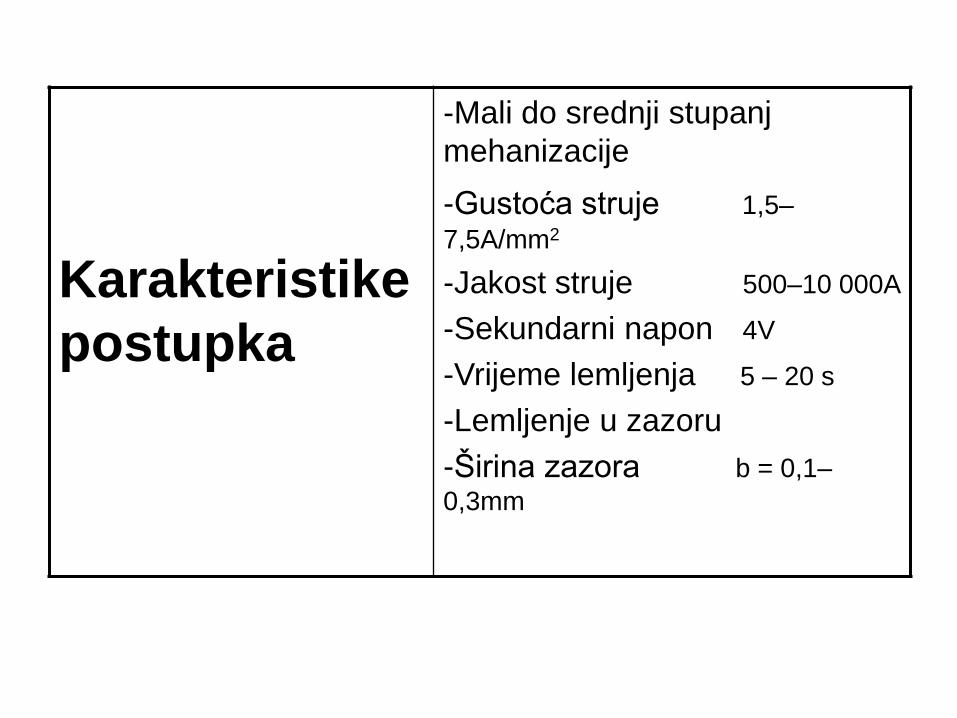
Karakteristike
postupka
-Mali do srednji stupanj
mehanizacije
-Gustoća struje 1,5–
7,5A/mm2
-Jakost struje 500–10 000A
-Sekundarni napon 4V
-Vrijeme lemljenja 5 – 20 s
-Lemljenje u zazoru
-Širina zazora b = 0,1–
0,3mm
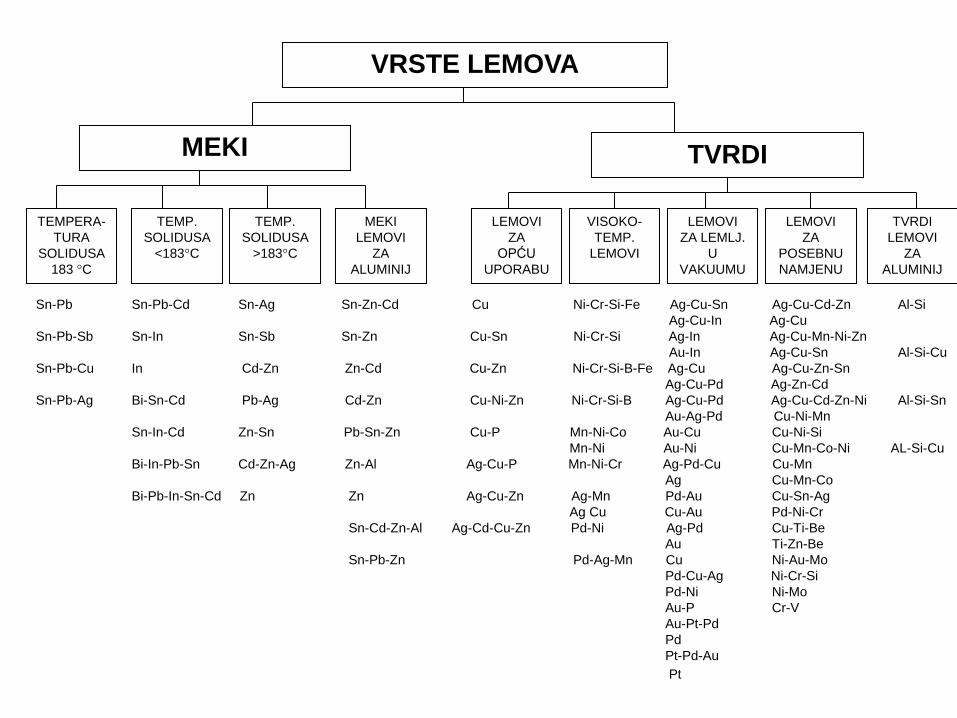
VRSTE LEMOVA
MEKI TVRDI
TEMPERA-
TURA
SOLIDUSA
183 °C
TEMP.
SOLIDUSA
<183°C
TEMP.
SOLIDUSA
>183°C
MEKI
LEMOVI
ZA
ALUMINIJ
LEMOVI
ZA
OPĆU
UPORABU
VISOKO-
TEMP.
LEMOVI
LEMOVI
ZA LEMLJ.
U
VAKUUMU
LEMOVI
ZA
POSEBNU
NAMJENU
TVRDI
LEMOVI
ZA
ALUMINIJ
Sn-Pb Sn-Pb-Cd Sn-Ag Sn-Zn-Cd Cu Ni-Cr-Si-Fe Ag-Cu-Sn Ag-Cu-Cd-Zn Al-Si
Ag-Cu-In Ag-Cu
Sn-Pb-Sb Sn-In Sn-Sb Sn-Zn Cu-Sn Ni-Cr-Si Ag-In Ag-Cu-Mn-Ni-Zn
Au-In Ag-Cu-Sn Al-Si-Cu
Sn-Pb-Cu In Cd-Zn Zn-Cd Cu-Zn Ni-Cr-Si-B-Fe Ag-Cu Ag-Cu-Zn-Sn
Ag-Cu-Pd Ag-Zn-Cd
Sn-Pb-Ag Bi-Sn-Cd Pb-Ag Cd-Zn Cu-Ni-Zn Ni-Cr-Si-B Ag-Cu-Pd Ag-Cu-Cd-Zn-Ni Al-Si-Sn
Au-Ag-Pd Cu-Ni-Mn
Sn-In-Cd Zn-Sn Pb-Sn-Zn Cu-P Mn-Ni-Co Au-Cu Cu-Ni-Si
Mn-Ni Au-Ni Cu-Mn-Co-Ni AL-Si-Cu
Bi-In-Pb-Sn Cd-Zn-Ag Zn-Al Ag-Cu-P Mn-Ni-Cr Ag-Pd-Cu Cu-Mn
Ag Cu-Mn-Co
Bi-Pb-In-Sn-Cd Zn Zn Ag-Cu-Zn Ag-Mn Pd-Au Cu-Sn-Ag
Ag Cu Cu-Au Pd-Ni-Cr
Sn-Cd-Zn-Al Ag-Cd-Cu-Zn Pd-Ni Ag-Pd Cu-Ti-Be
Au Ti-Zn-Be
Sn-Pb-Zn Pd-Ag-Mn Cu Ni-Au-Mo
Pd-Cu-Ag Ni-Cr-Si
Pd-Ni Ni-Mo
Au-P Cr-V
Au-Pt-Pd
Pd
Pt-Pd-Au
Pt
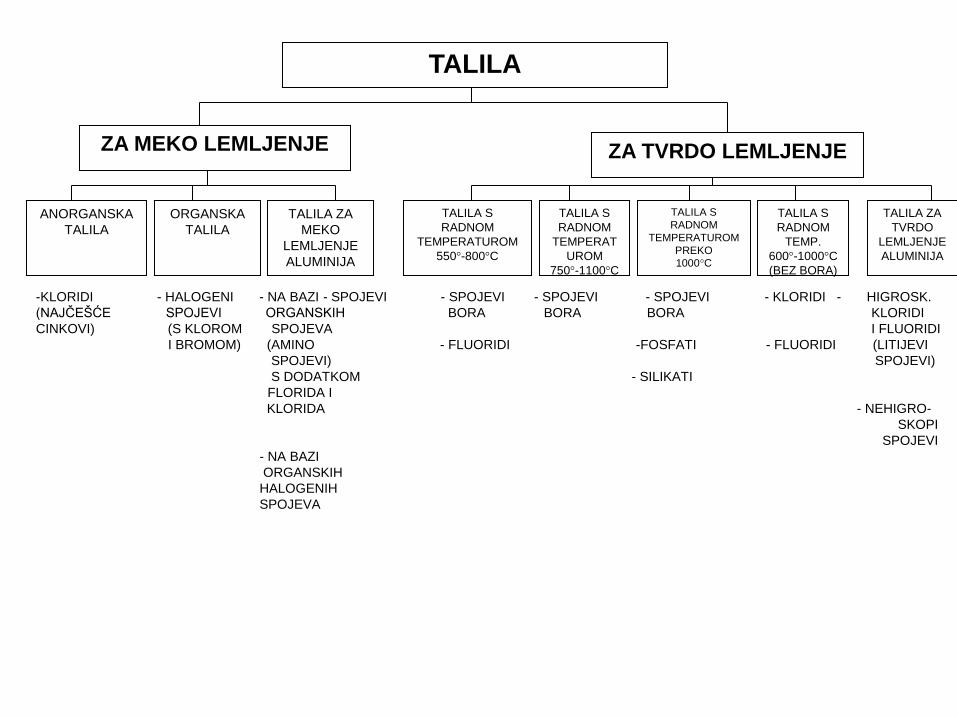
TALILA
ZA MEKO LEMLJENJE ZA TVRDO LEMLJENJE
ANORGANSKA
TALILA
ORGANSKA
TALILA
TALILA ZA
MEKO
LEMLJENJE
ALUMINIJA
TALILA S
RADNOM
TEMPERATUROM
550°-800°C
TALILA S
RADNOM
TEMPERAT
UROM
750°-1100°C
TALILA S
RADNOM
TEMPERATUROM
PREKO
1000°C
TALILA S
RADNOM
TEMP.
600°-1000°C
(BEZ BORA)
TALILA ZA
TVRDO
LEMLJENJE
ALUMINIJA
-KLORIDI - HALOGENI - NA BAZI - SPOJEVI - SPOJEVI - SPOJEVI - SPOJEVI - KLORIDI - HIGROSK.
(NAJČEŠĆE SPOJEVI ORGANSKIH BORA BORA BORA KLORIDI
CINKOVI) (S KLOROM SPOJEVA I FLUORIDI
I BROMOM) (AMINO - FLUORIDI -FOSFATI - FLUORIDI (LITIJEVI
SPOJEVI) SPOJEVI)
S DODATKOM - SILIKATI
FLORIDA I
KLORIDA - NEHIGRO-
SKOPI
SPOJEVI
- NA BAZI
ORGANSKIH
HALOGENIH
SPOJEVA
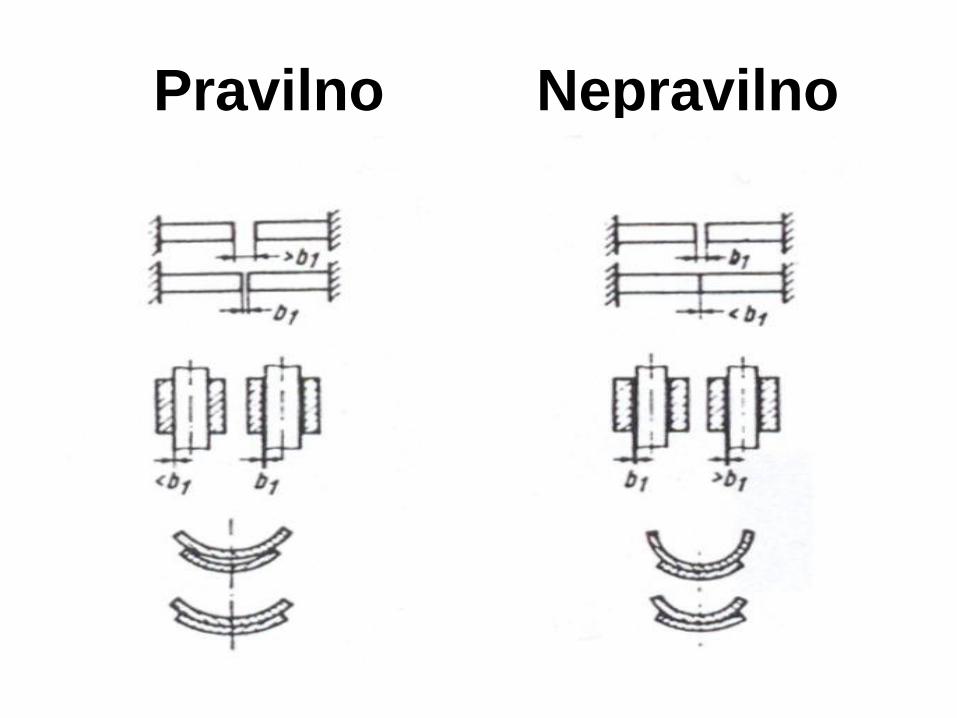
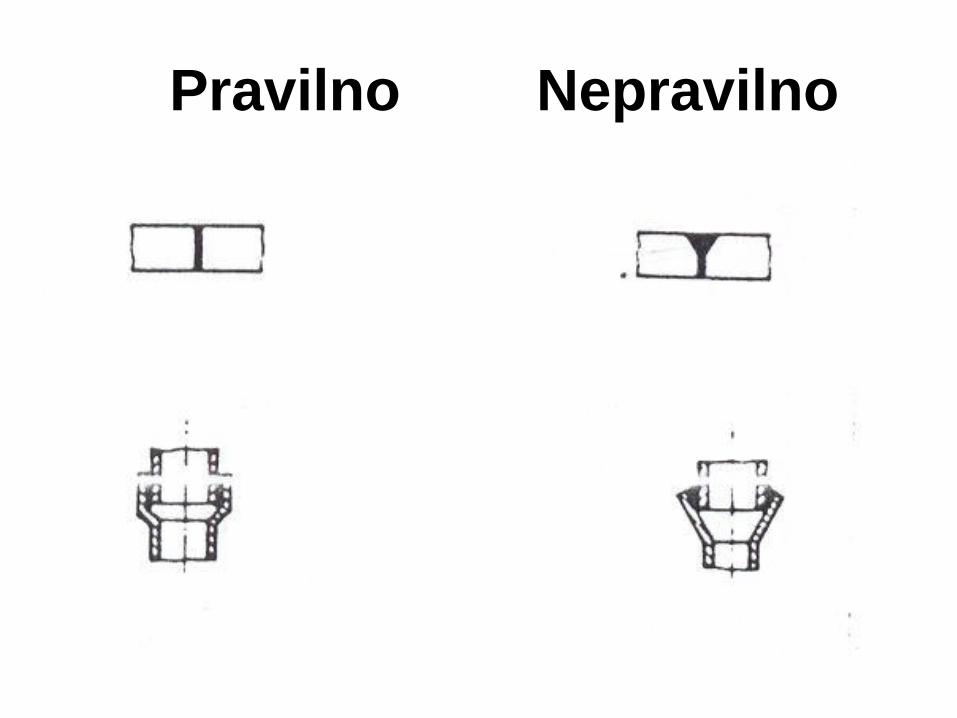
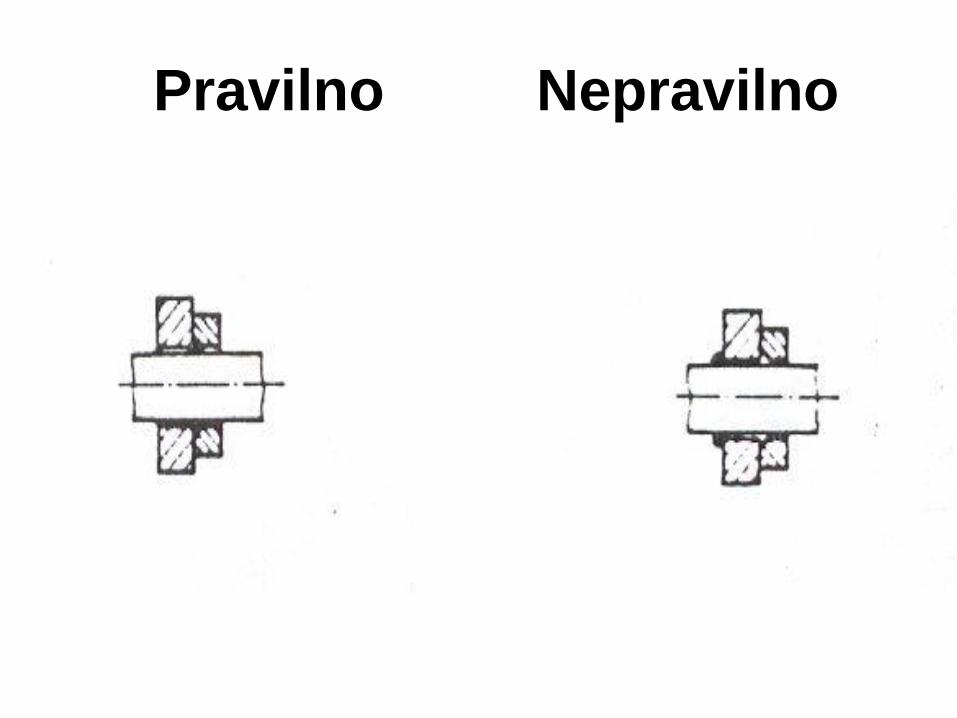
Oblikovanje spoja
- Spoj treba oblikovati tako da zazor bude po cijeloj spojnoj površini ravnomjeran i neprekinut
- Treba predvidjeti da dolazi do povećanja zazora pri zagrijavanju
- Po mogućnosti izbjegavati velike spojne površine
- Pri mogućnosti nastajanja velikih naprezanja primijeniti preklopni spoj
- Omogućiti slobodno otjecanje talila sa spojnog mjesta pri nailasku lema
- Pri lemljenju metala s različitim koeficijentima istezanja treba predvidjeti odgovarajuću veličinu zazora
- Oblikovati spojeve po mogućnosti tako da se sami centriraju
- Zagrijavanje lema treba biti indirektno, tj. preko radnog komada

Zahtjevi na talilo
- Niže talište od tališta lema
- Dosta velika brzina otapanja oksida
- Dobra zaštita radnog komada u vremenu zagrijavanja
- Lako istjecanje talila u trenu nailaska lema
- Lako odstranjivanje ostataka talila nakon lemljenja radi sprječavanja korozije, pošto tvari od kojih je sačinjeno talilo imaju u principu dosta agresivno djelovanje
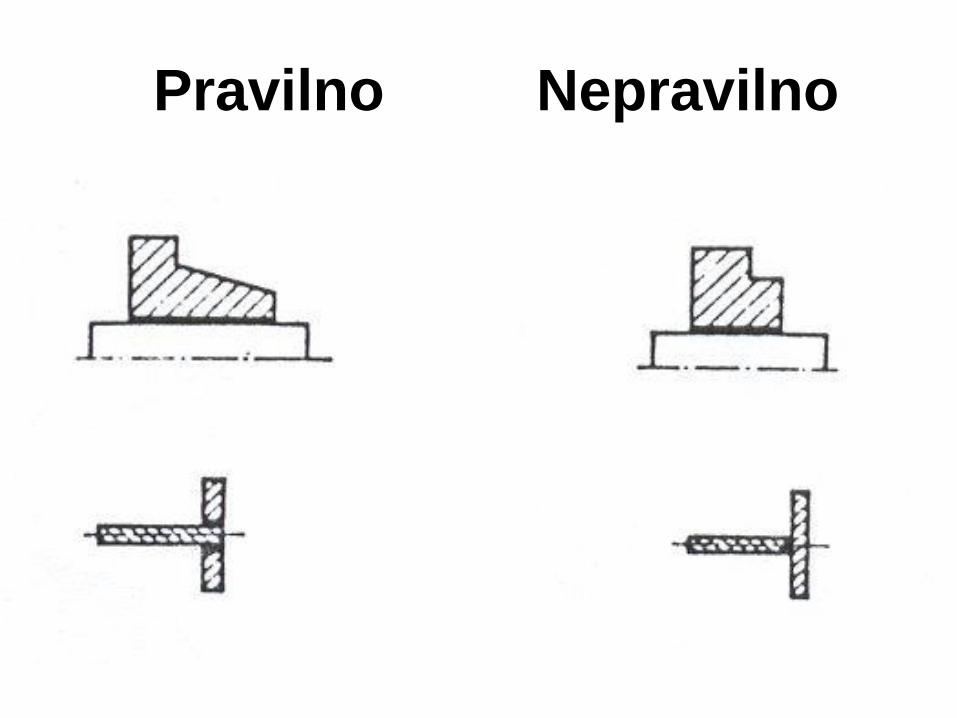
VRSTE SPOJEVA KOD
LEMLJENJA
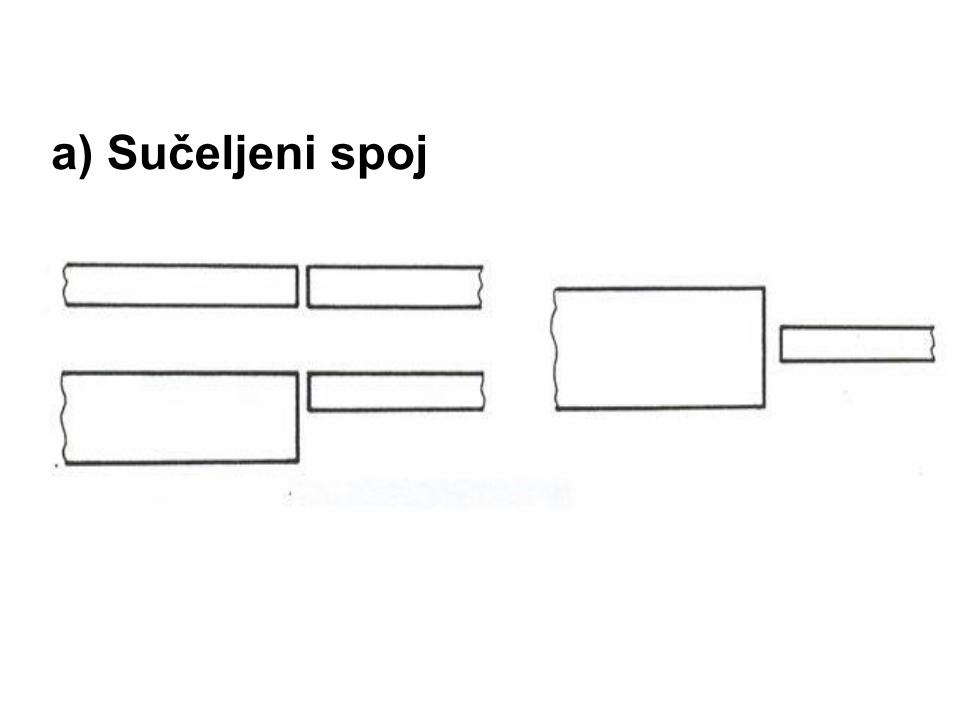
a) Sučeljeni spoj
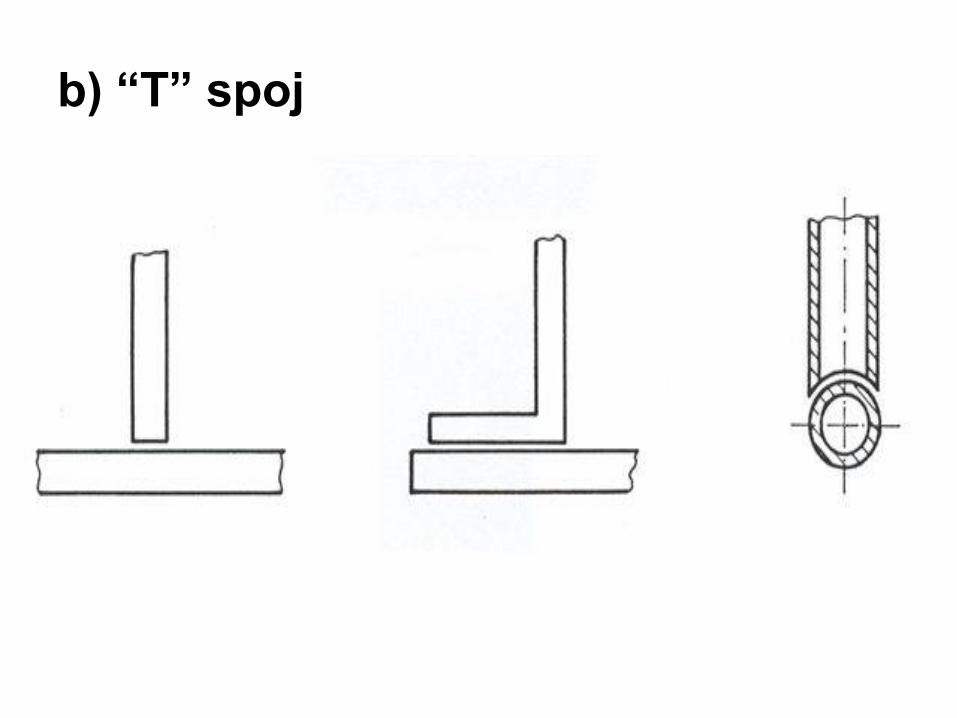
b) “T” spoj
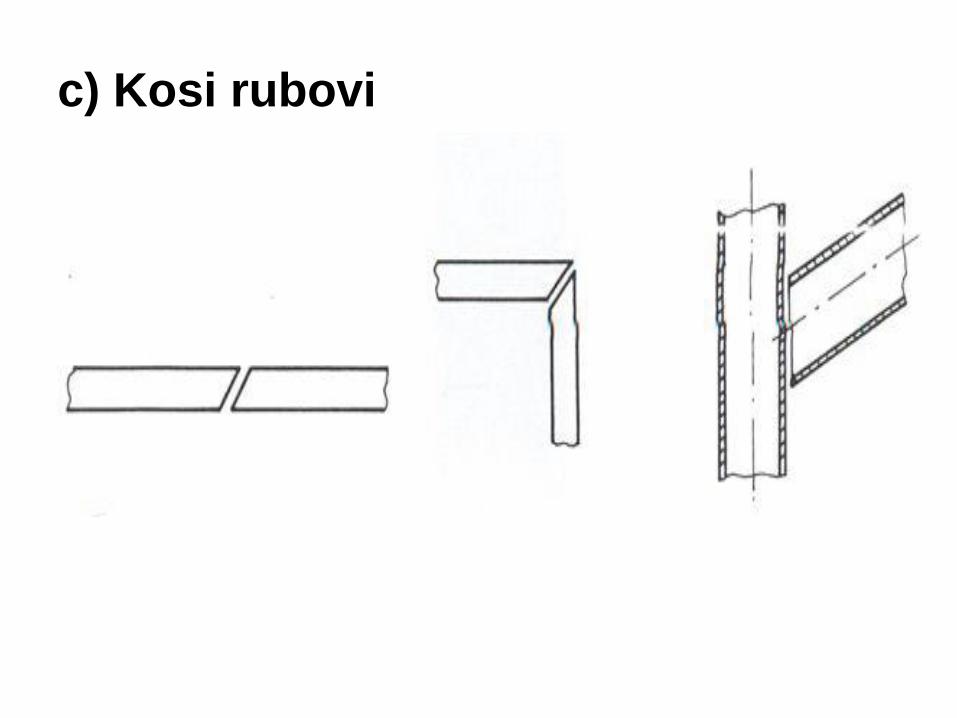
c) Kosi rubovi
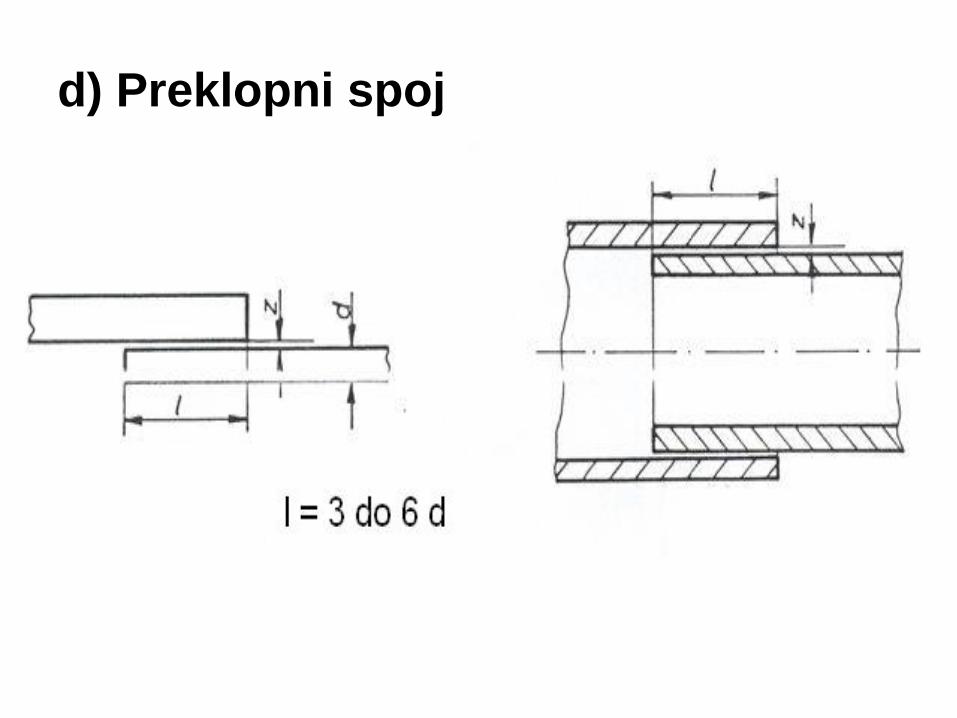
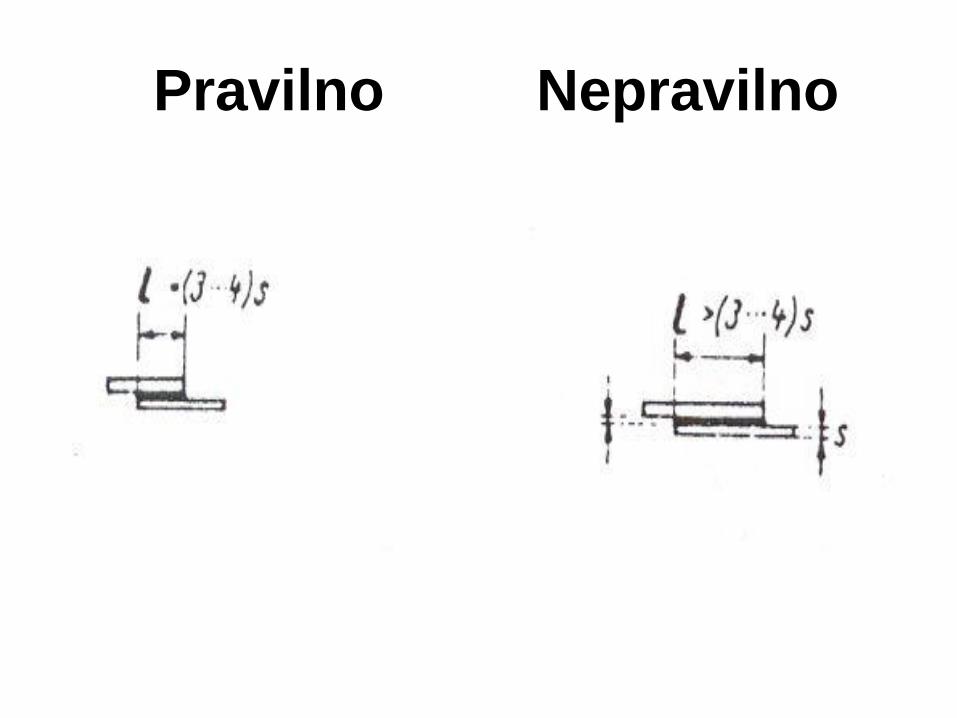
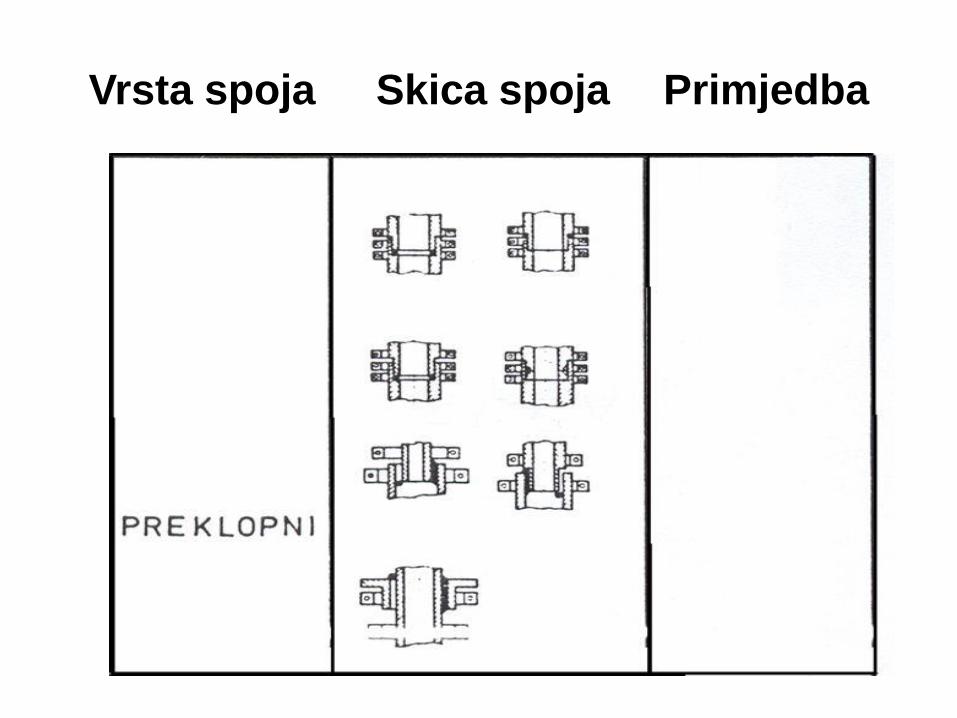
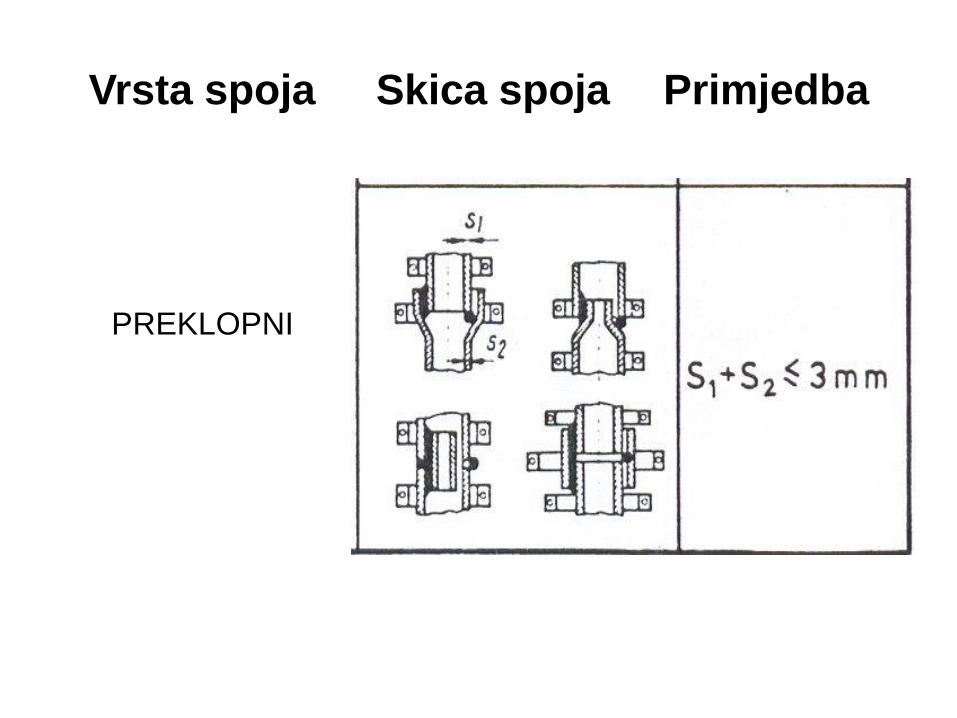
d) Preklopni spoj
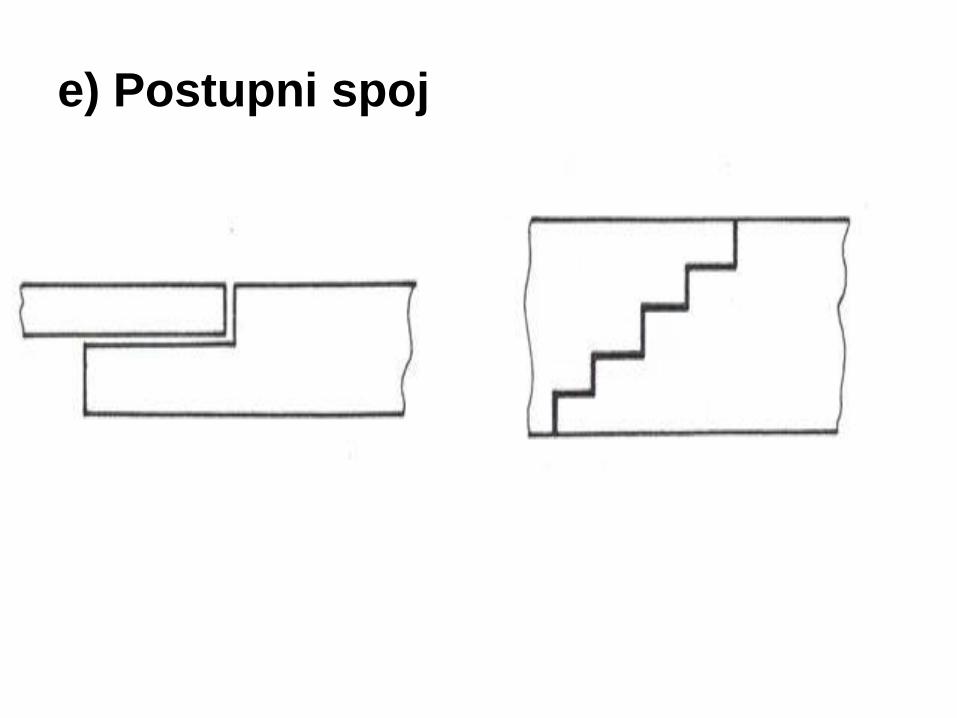
e) Postupni spoj
Pravilno Nepravilno

Pravilno Nepravilno
Pravilno Nepravilno

Pravilno Nepravilno
Pravilno Nepravilno
Pravilno Nepravilno
Pravilno Nepravilno
Pravilno Nepravilno
Pravilno Nepravilno

Pravilno Nepravilno
Pravilno Nepravilno

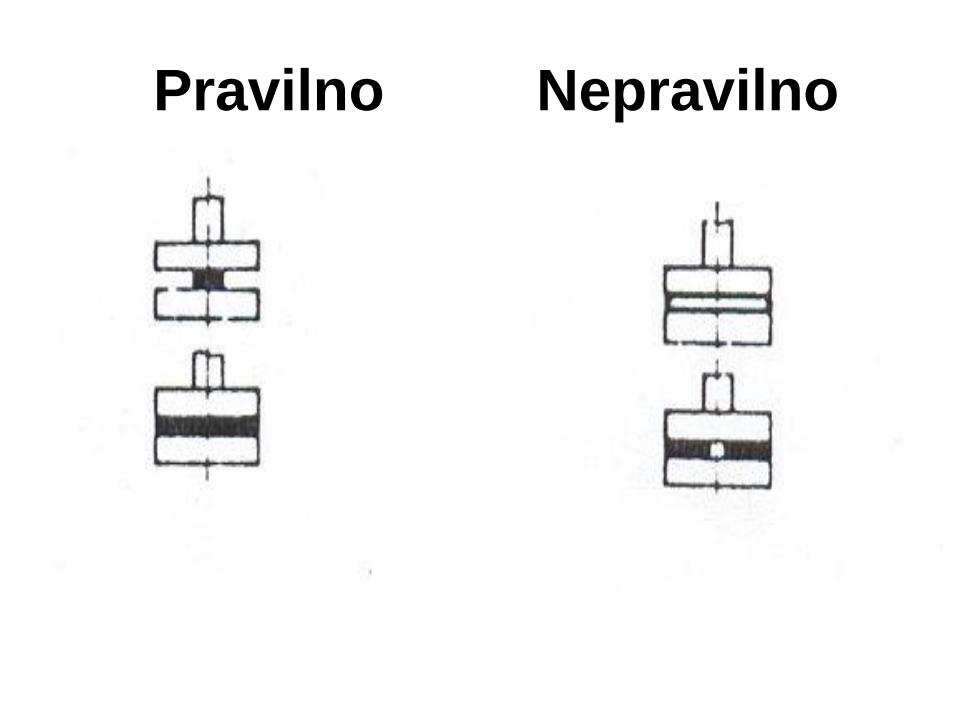
Pravilno Nepravilno SPOJ LIM – LIM

Pravilno Nepravilno SPOJ LIM – LIM
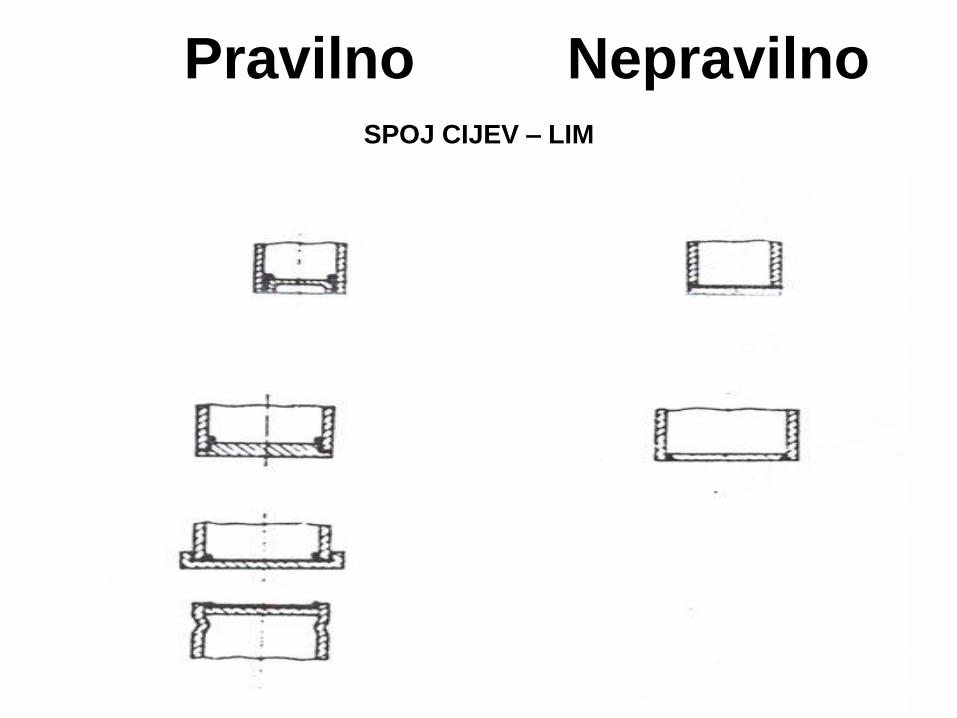
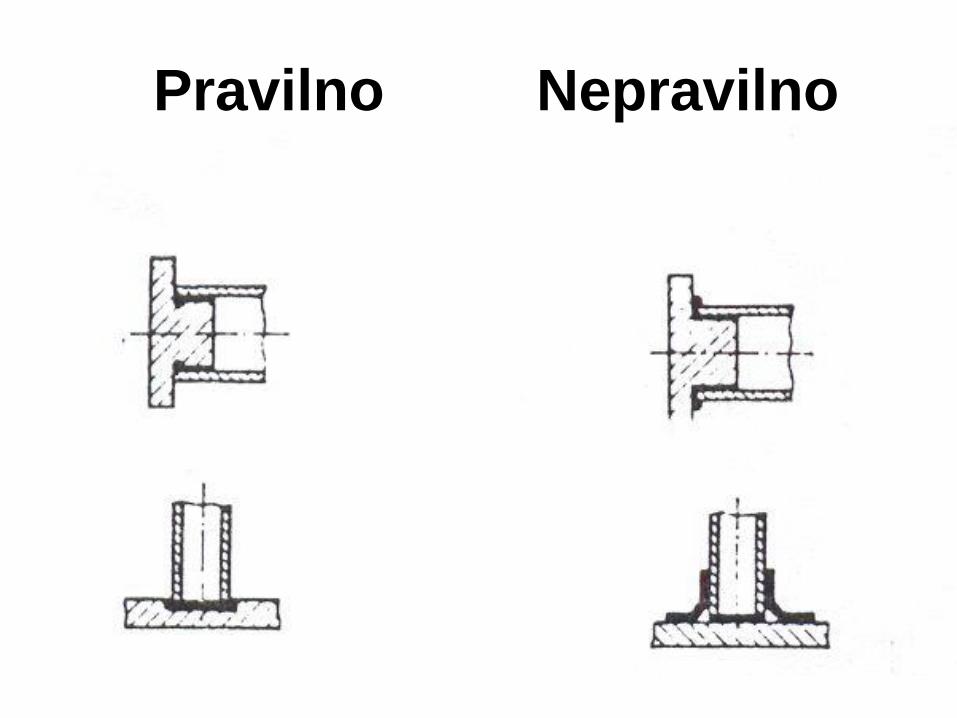
Pravilno Nepravilno SPOJ CIJEV – LIM
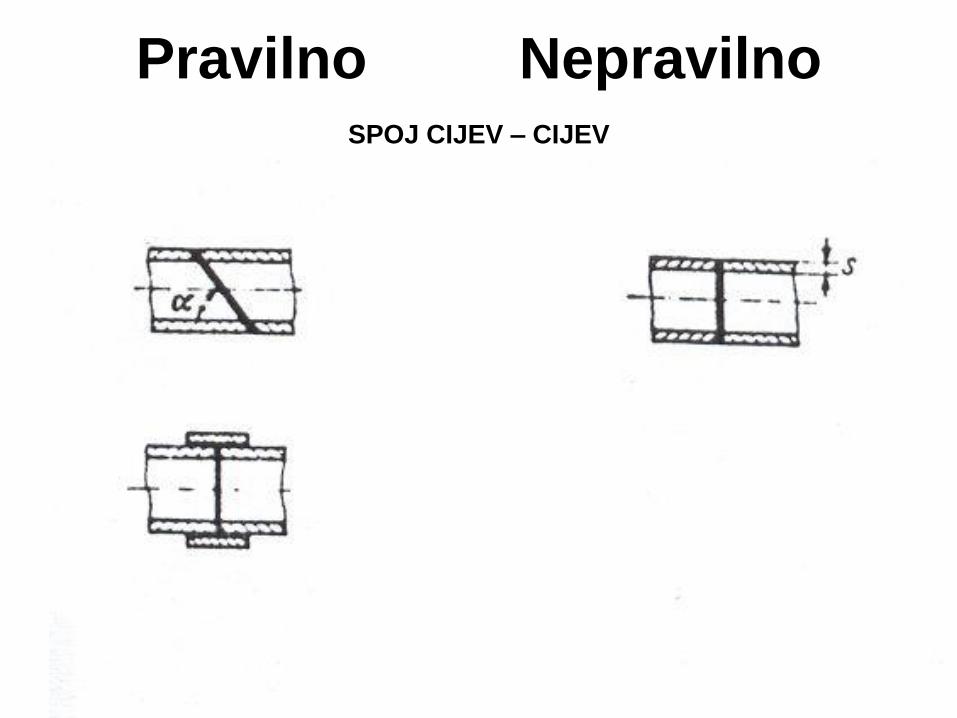
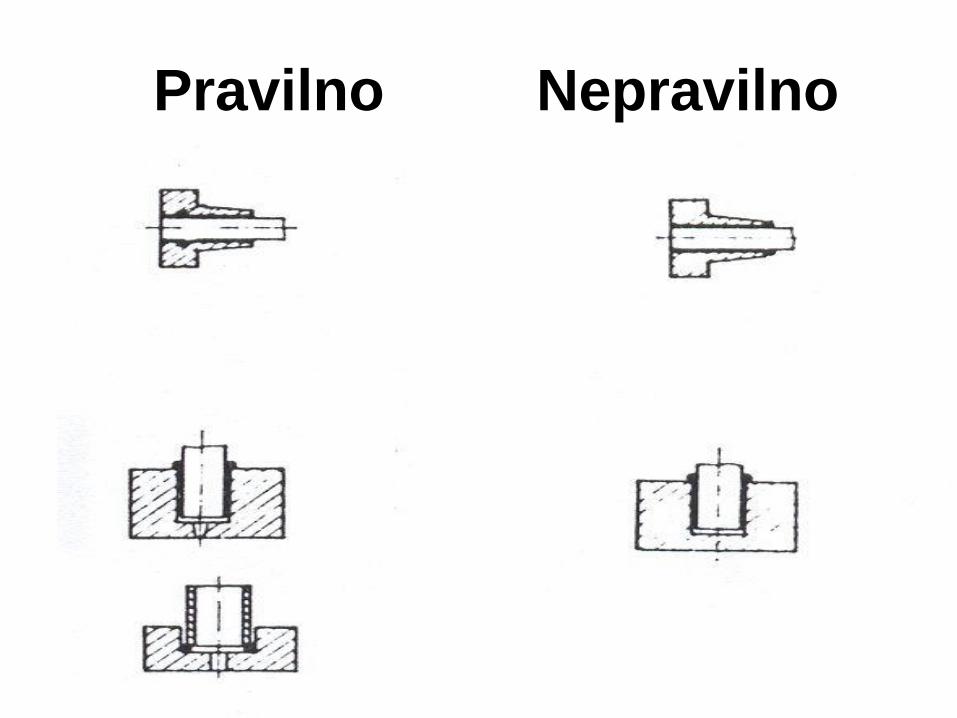
Pravilno Nepravilno SPOJ CIJEV – CIJEV
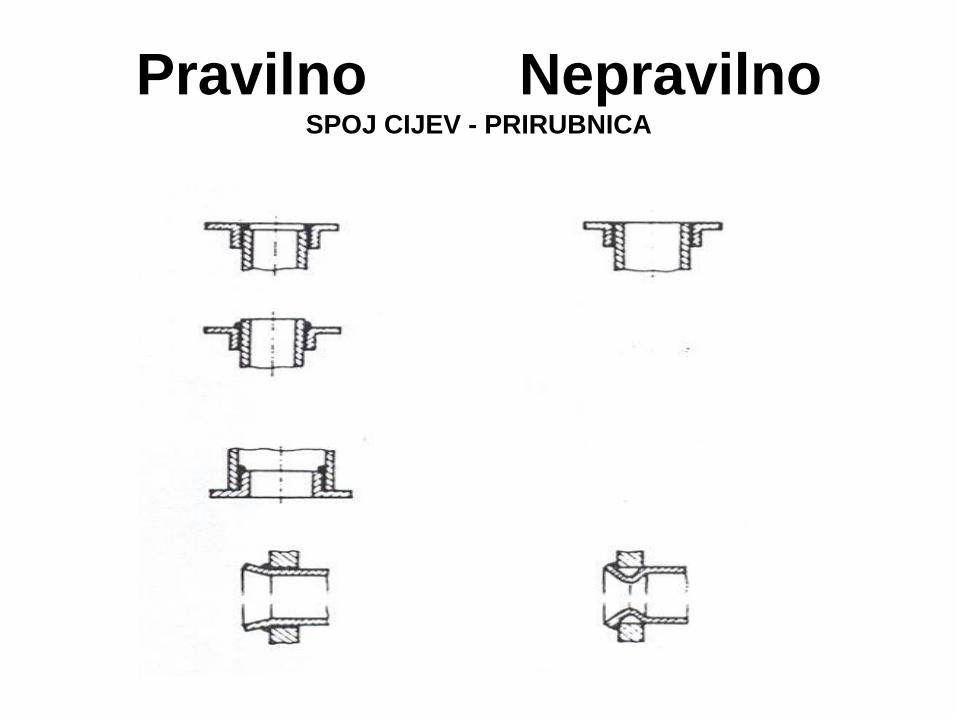
Pravilno Nepravilno SPOJ CIJEV - PRIRUBNICA
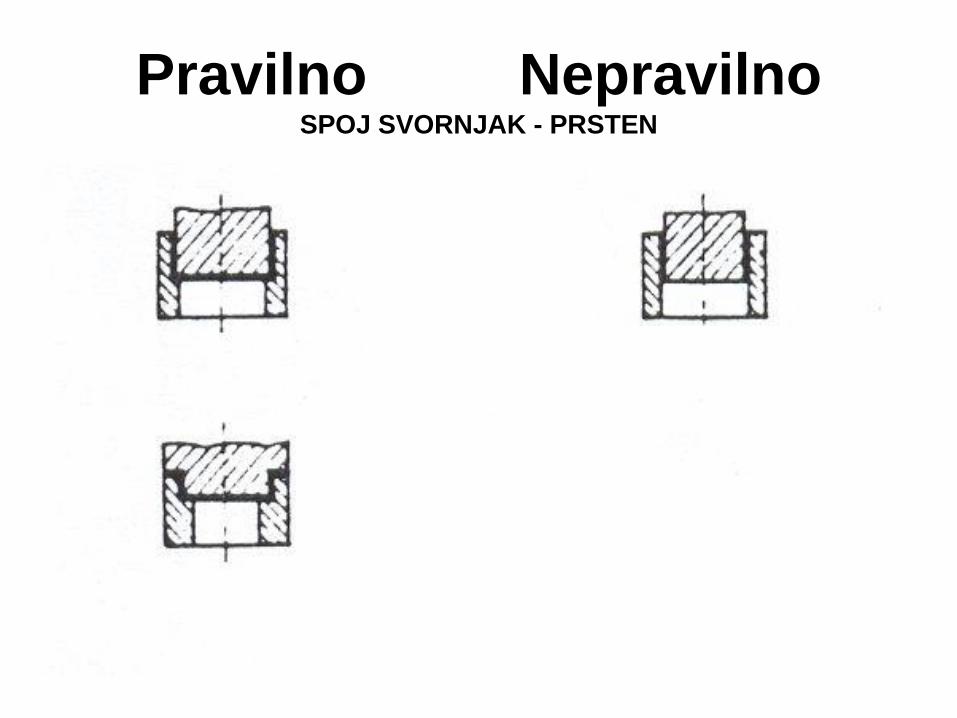
Pravilno Nepravilno SPOJ SVORNJAK - PRSTEN
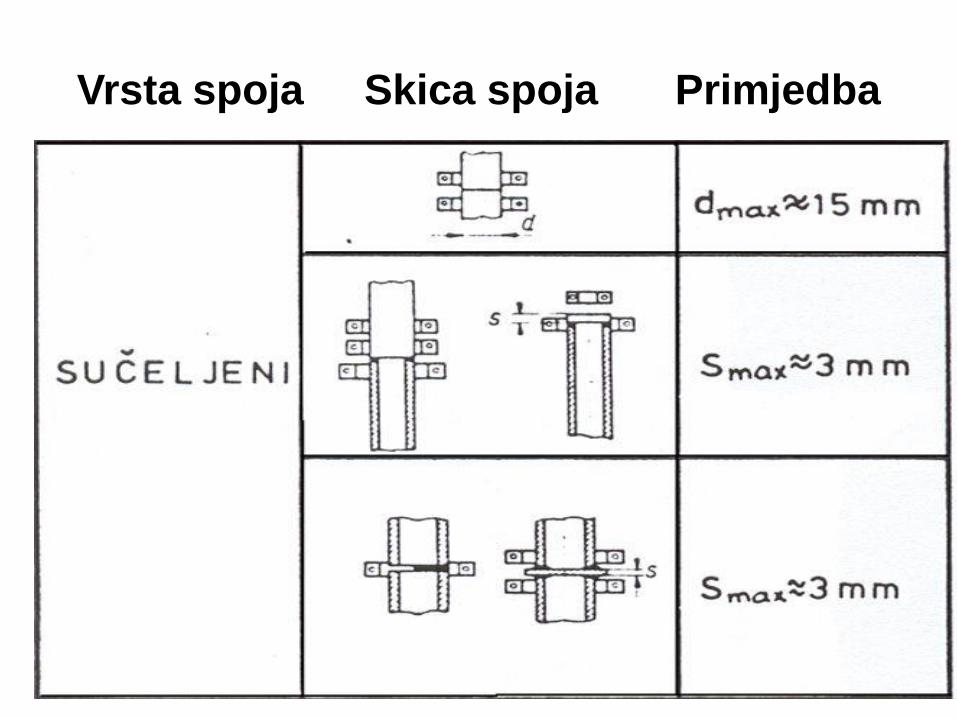
Vrsta spoja Skica spoja Primjedba

Vrsta spoja Skica spoja Primjedba
Vrsta spoja Skica spoja Primjedba
Vrsta spoja Skica spoja Primjedba
PREKLOPNI

Vrsta spoja Skica spoja Primjedba

Vrsta spoja Skica spoja Primjedba
Greške pri lemljenju
- Greške u osnovnom materijalu
- Greške u lemu
- Greške zalemljenog spoja kao
cjeline
- Vezivanje
- Popunjavanje žlijeba ili zazora
- Uključine
- Porozitet i šupljine
- Korozija
- Pukotine u lemu
- Pukotine u osnovnom materijalu
- Zaostale deformacije
Vrste grešaka koje mogu
nastupiti pri lemljenju:
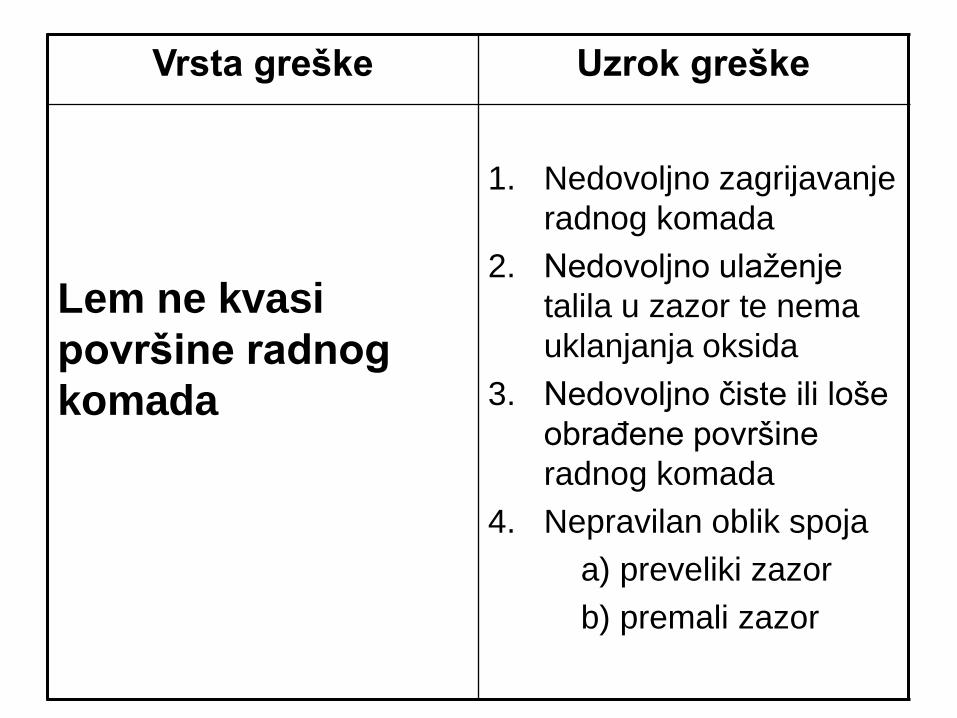
Vrsta greške Uzrok greške
Lem ne kvasi
površine radnog
komada
1. Nedovoljno zagrijavanje
radnog komada
2. Nedovoljno ulaženje
talila u zazor te nema
uklanjanja oksida
3. Nedovoljno čiste ili loše
obrađene površine
radnog komada
4. Nepravilan oblik spoja
a) preveliki zazor
b) premali zazor

Vrsta greške Uzrok greške
Iscurenje lema
(kapljice ispod
radnog komada)
1. Loše očišćene ili
obrađene površine
2. Premalo talila
3. Pregrijavanje radnog
komada
4. Pregrijavanja lema, a
radni komad je još
hladan
Vrsta greške Uzrok greške
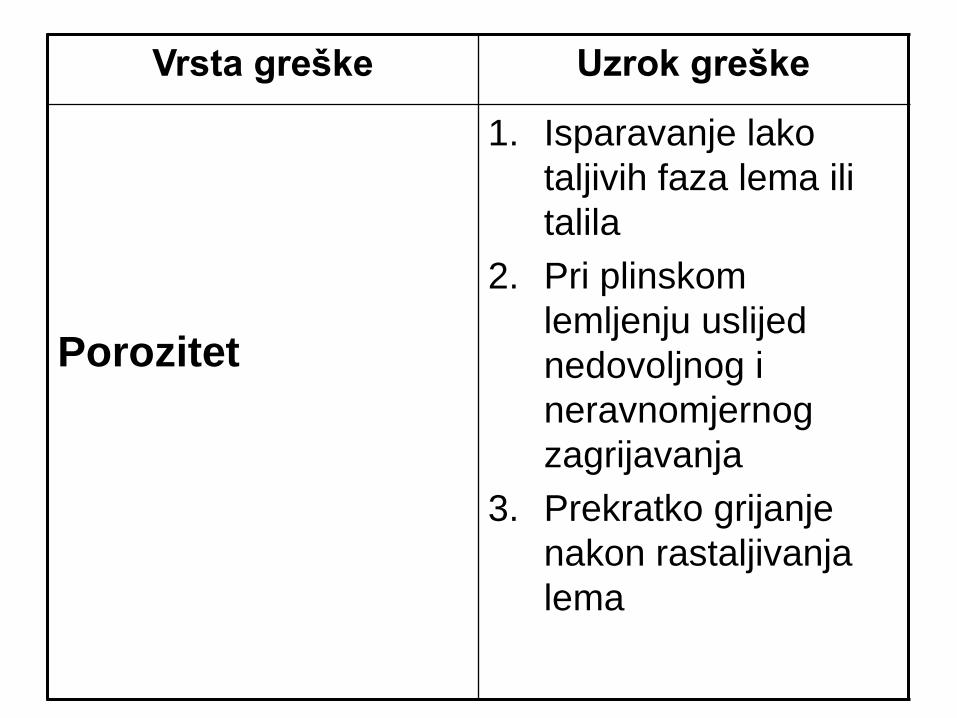
Porozitet
1. Isparavanje lako
taljivih faza lema ili
talila
2. Pri plinskom
lemljenju uslijed
nedovoljnog i
neravnomjernog
zagrijavanja
3. Prekratko grijanje
nakon rastaljivanja
lema
Vrsta greške Uzrok greške
Šupljine
• Puno vlage u talilu
• Adsorbirana vlaga na
površini lema

Vrsta greške Uzrok greške
Uključci troske
1. Nedovoljno čišćenje
površine
2. Neodgovarajuće talilo
– stvara spojeve s
osnovnim metalom
3. Pri plinskom lemljenju
u slučaju viška kisika
4. Neodgovarajuća
temperatura taljenja u
odnosu na
temperaturu taljenja
lema
Vrsta greške Uzrok greške
Pukotine u lemu
(tople i hladne
nastaju rijetko)
1. Slaba istezljivost
lema
2. Lemljenje materijala
s jako različitim
fizičko-kemijskim
svojstvima
3. Zaostale napetosti u
osnovnom materijalu
4. Ako lem ima široki
interval kristalizacije
Vrsta greške Uzrok greške
Pukotine u zoni
spoja i osnovnom
materijalu (nastaju
rijetko)
1. Zaostale vlastite
napetosti
2. Uslijed djelovanja
lema i talila
3. Uslijed zagrijavanja
na temperaturu
lemljenja
4. Stvaranje
intermetalnih spojeva
Vrsta greške Uzrok greške
Deformacija radnog
komada
Loše oblikovan spoj
• Neravnomjerno
zagrijavanje i
hlađenje
• Nedovoljno
učvršćivanje radnih
komada tijekom
lemljenja
Ispitivanje čvrstoće
zalemljenih spojeva
• Klasifikacija lemova
• Čvrstoća zalemljenog spoja kao
cjeline
• Podloga za proračun i
dimenzioniranje spojeva
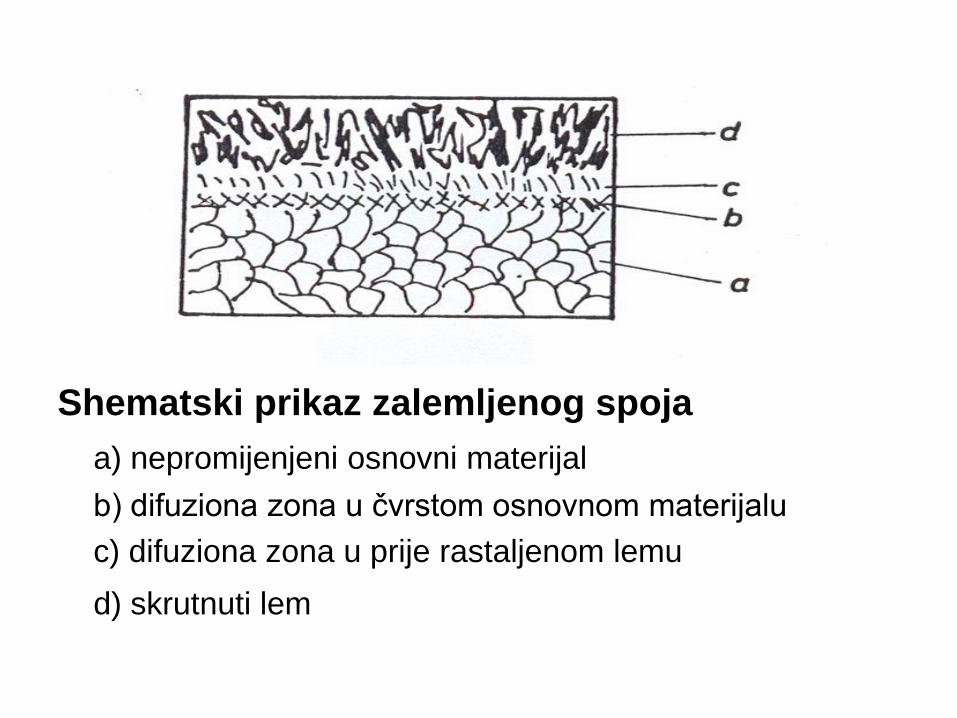
Shematski prikaz zalemljenog spoja
a) nepromijenjeni osnovni materijal
b) difuziona zona u čvrstom osnovnom materijalu
c) difuziona zona u prije rastaljenom lemu
d) skrutnuti lem

Utjecajni čimbenici na čvrstoću i
kvalitetu zalemljenih spojeva
- Čvrstoća osnovnog materijala
- Veličina i kvaliteta pripremljene površine za lemljenje
- Veličina zazora
- Oblik spoja
- Kemijski sastav osnovnog metala, lema i talila
- Vrijeme zagrijavanja do rastaljenja lema
- Vrijeme grijanja nakon rastaljenja lema
- Čvrstoća zalemljenog spoja ovisi i o kasnijim ekspoloatacijskim uvjetima
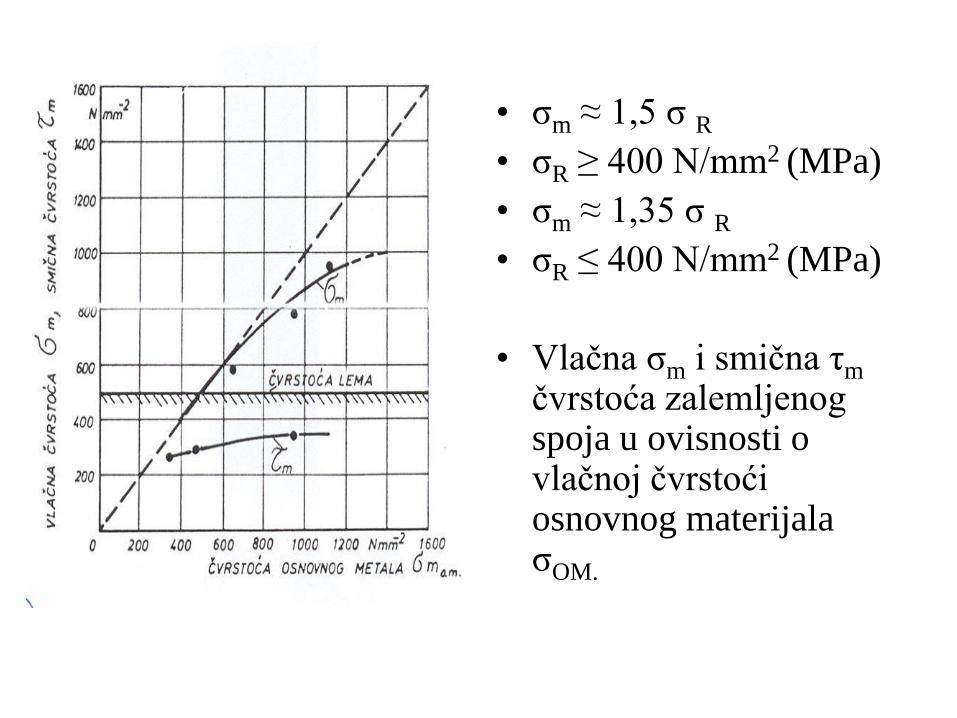
• σm ≈ 1,5 σ R
• σR ≥ 400 N/mm2 (MPa)
• σm ≈ 1,35 σ R
• σR ≤ 400 N/mm2 (MPa)
• Vlačna σm i smična τm čvrstoća zalemljenog spoja u ovisnosti o vlačnoj čvrstoći osnovnog materijala σOM.
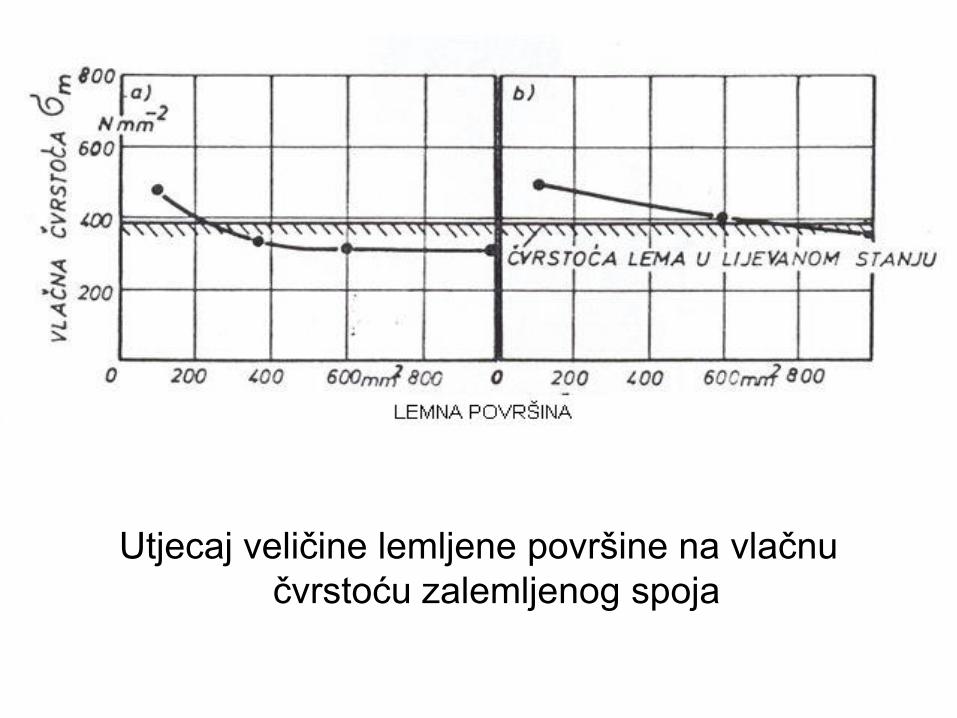
Utjecaj veličine lemljene površine na vlačnu
čvrstoću zalemljenog spoja
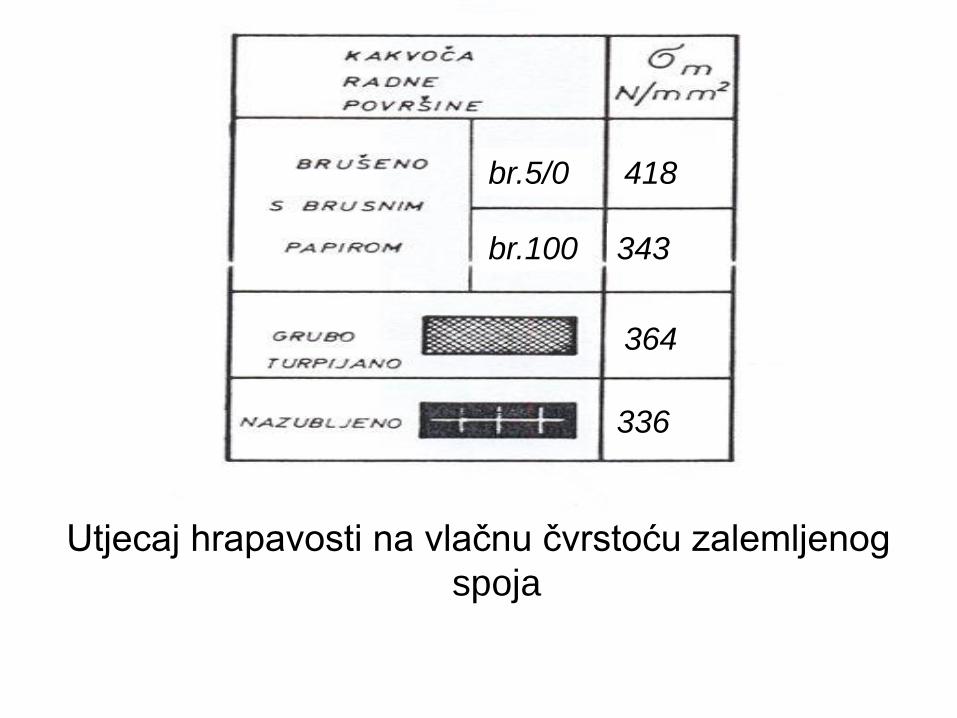
Utjecaj hrapavosti na vlačnu čvrstoću zalemljenog
spoja
br.100
br.5/0 418
343
364
336
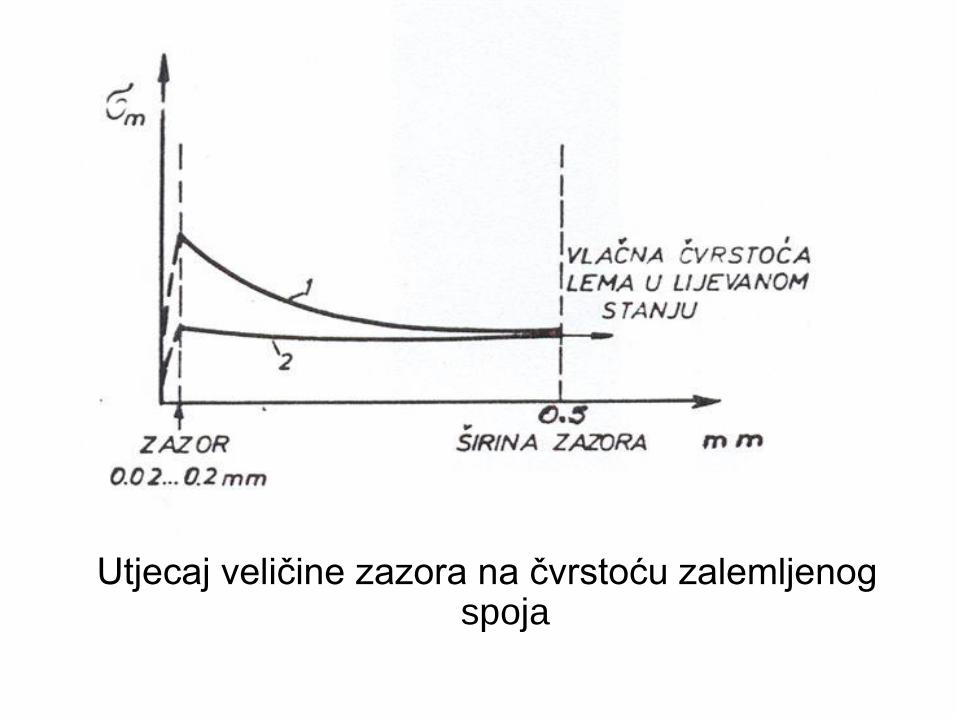
Utjecaj veličine zazora na čvrstoću zalemljenog spoja

Utjecaj oblika spoja na čvrstoću zalemljenog spoja
Oblik probe Izvedba Čvrstoća σm,N/mm2
390
393
425
488
402
352
343
395
465
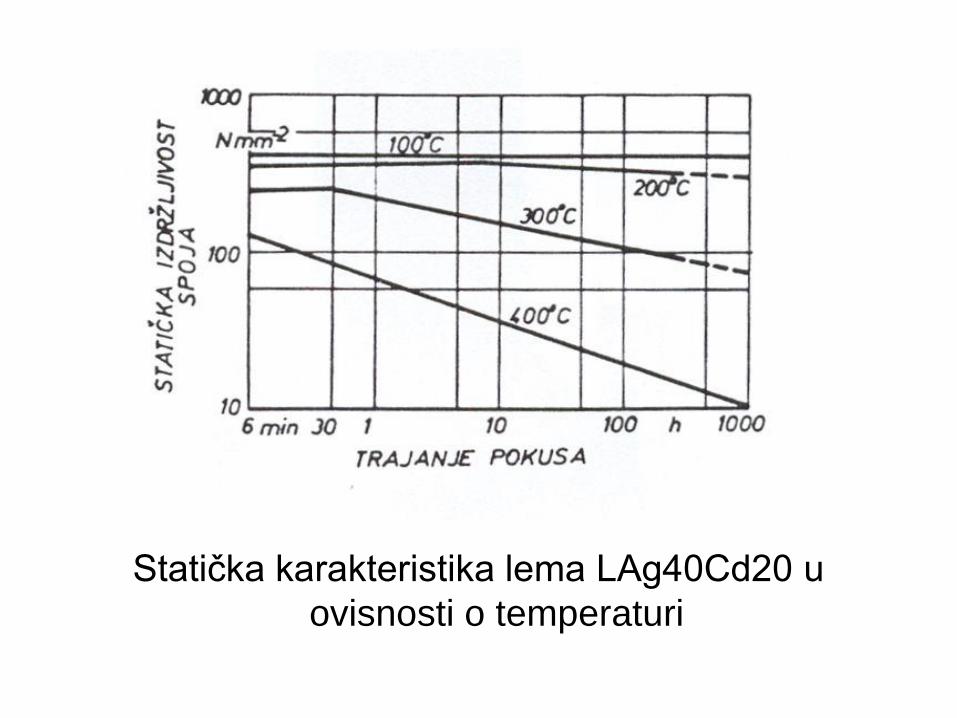
Statička karakteristika lema LAg40Cd20 u
ovisnosti o temperaturi
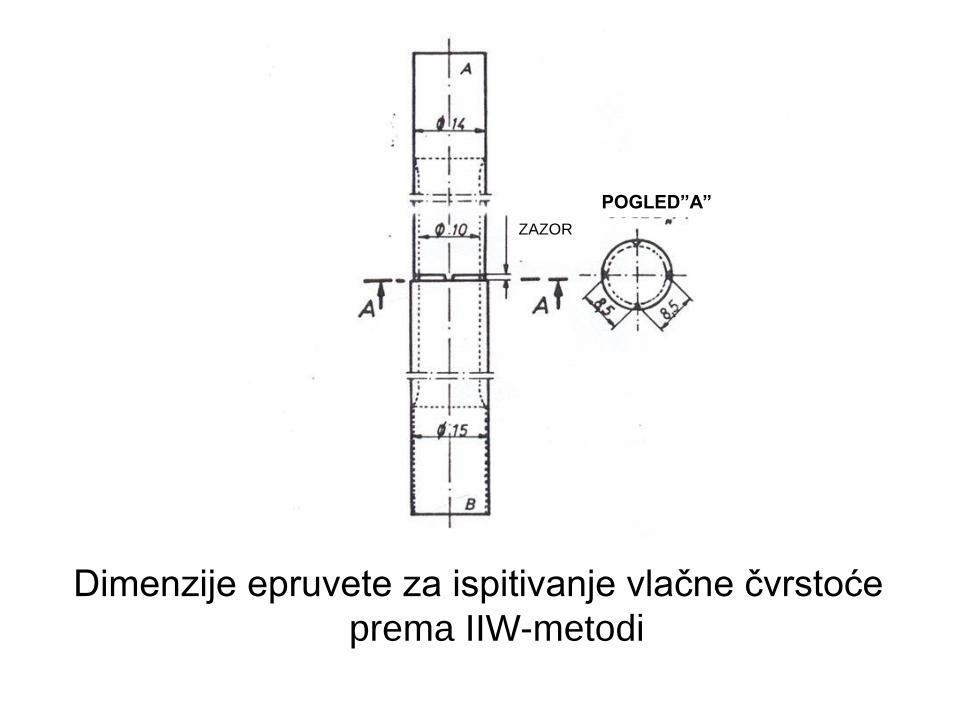
Dimenzije epruvete za ispitivanje vlačne čvrstoće
prema IIW-metodi
POGLED”A”
ZAZOR

Naprava za plinsko lemljenje
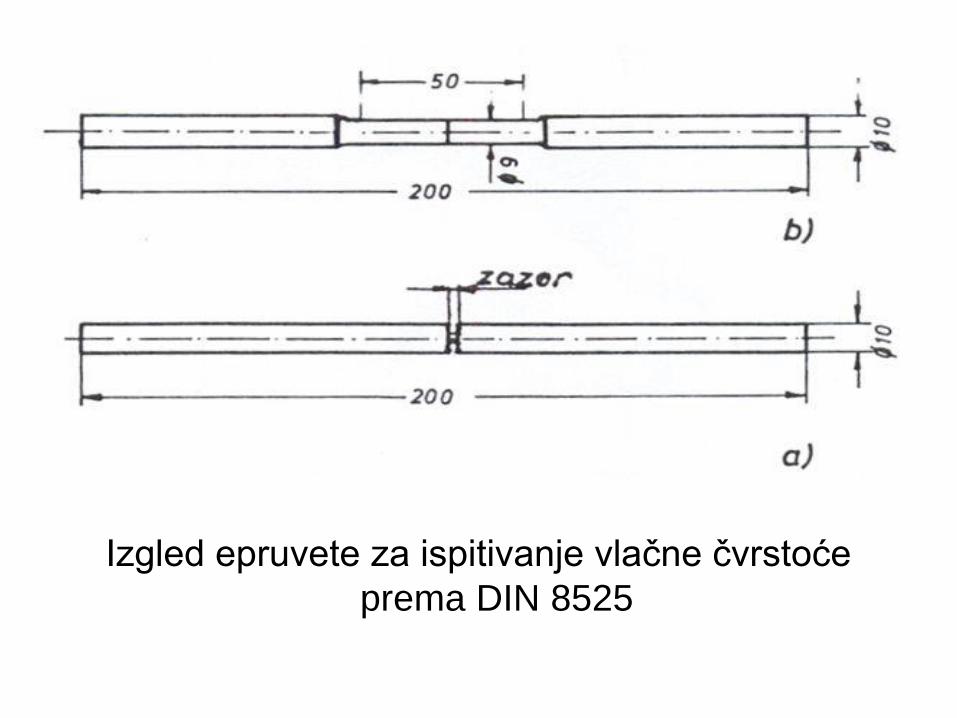
Izgled epruvete za ispitivanje vlačne čvrstoće
prema DIN 8525
Izvještaj o ispitivanju mora
sadržati sljedeće podatke: - Broj epruveta
- Osnovni metal, s podacima o vlačnoj čvrstoći i granici tečenja
- Materijal lema
- Primjenjeno talilo
- Vrijeme čekanja od početka do završetka grijanja
- Promjer probe poslije kidanja
- Vlačnu čvrstoću spoja N/mm2, pojedinačne vrijednosti i srednju vrijednost
- Mjesto prijeloma (lem ili osnovni metal)
- Pri lomu u lemnom mjestu, vrstu i veličinu vidljivih grešaka
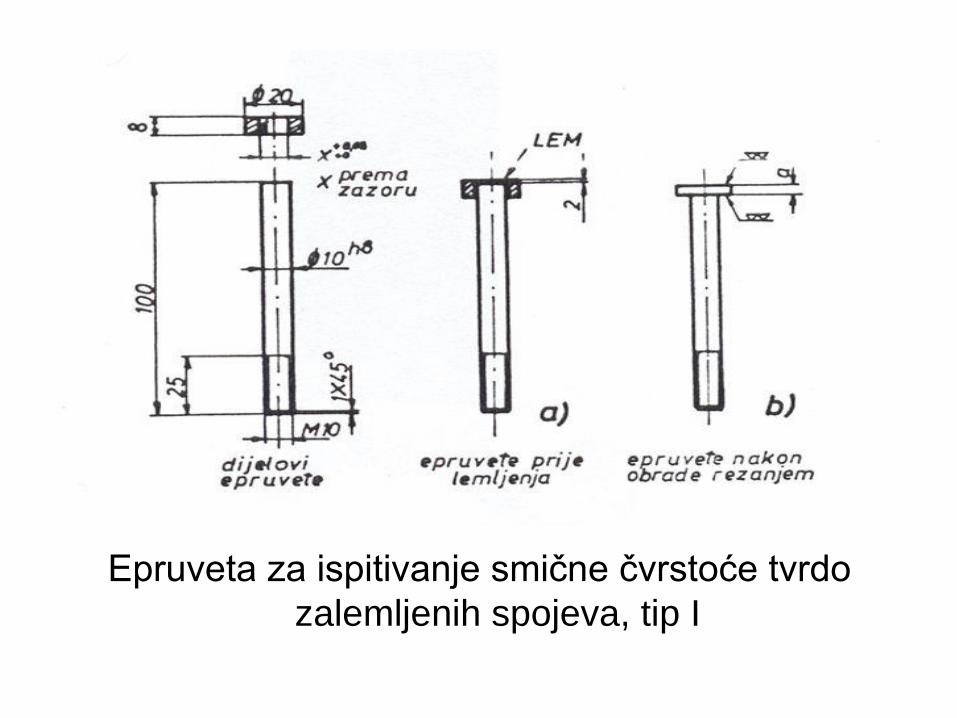
Epruveta za ispitivanje smične čvrstoće tvrdo
zalemljenih spojeva, tip I
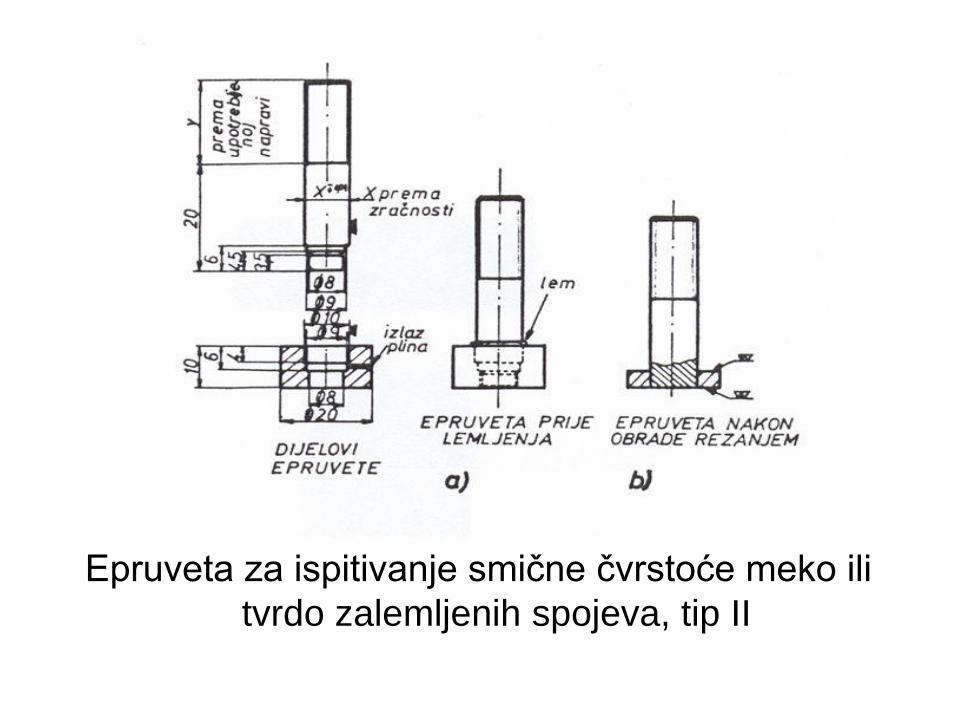
Epruveta za ispitivanje smične čvrstoće meko ili
tvrdo zalemljenih spojeva, tip II

Ispitivanje smične čvrstoće za epruvetu, tip I
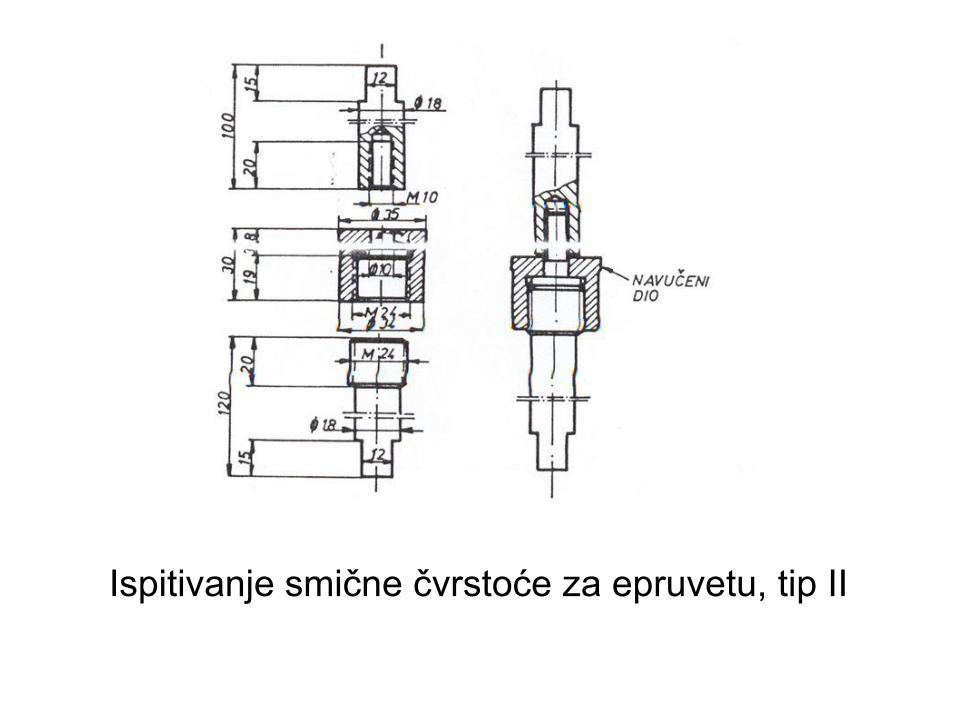
Ispitivanje smične čvrstoće za epruvetu, tip II

Greške zalemljenog spoja uslijed zaostalog talila
nastaju uglavnom u sredini spoja

Način pridržavanja epruveta pri indukcijskom
lemljenju
rf
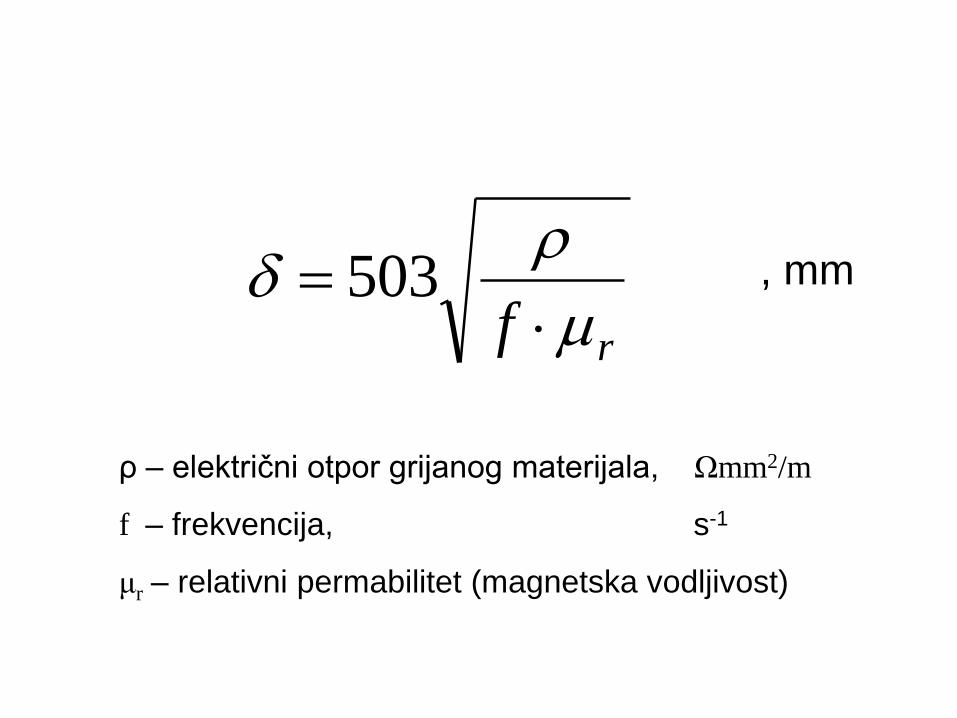
503 , mm
ρ – električni otpor grijanog materijala, Ωmm2/m
f – frekvencija, s-1
μr – relativni permabilitet (magnetska vodljivost)

Raspodjela gustoće struje u ovisnosti o udaljenosti
od površine radnog komada
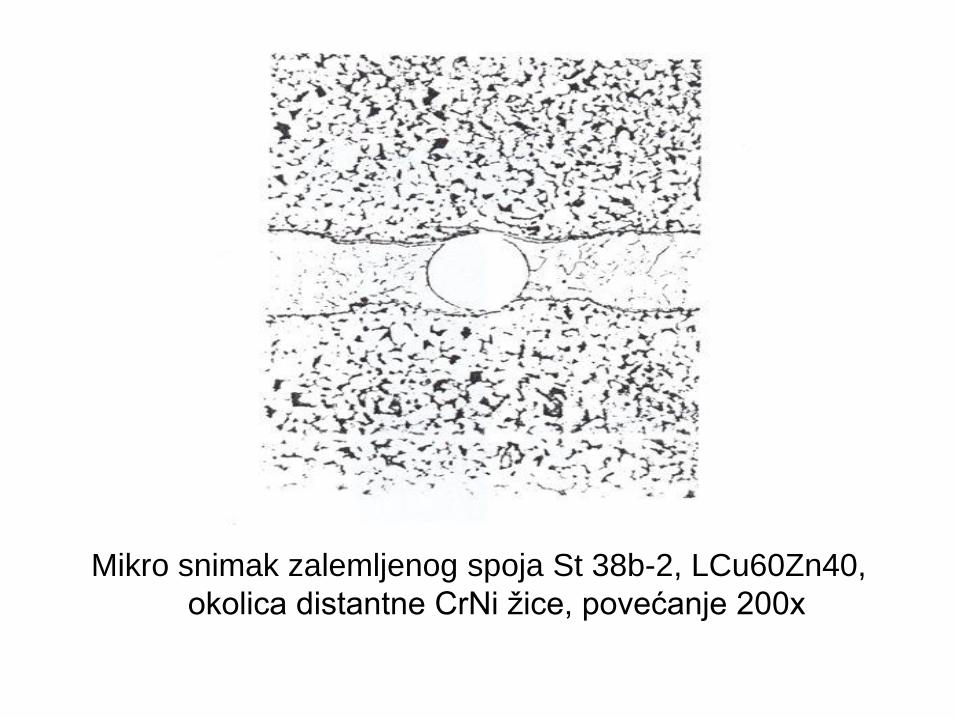
Mikro snimak zalemljenog spoja St 38b-2, LCu60Zn40,
okolica distantne CrNi žice, povećanje 200x