propuesta de mejoramiento en el proceso …bibliotecadigital.usb.edu.co/bitstream/10819/768/1/...1...
TRANSCRIPT
1
PROPUESTA DE MEJORAMIENTO EN EL PROCESO DE LLENADO DE
ACEITE A TRAVES DE LA APLICACIÓN DE HERAMIENTAS DEL LEAN
MANUFACTURING EN UNA EMPRESA DEL SECTOR DE ALIMENTOS
CARLOS ANDRES GALLEGO CORREA
JEFFERSON GONZALEZ CHIQUITO
UNIVERSIDAD DE SAN BUENAVENTURA
PROGRAMA DE INGENIERIA INDUSTRIAL
CALI
2010

2
Tabla de contenido
Lista de Tablas
Lista de Figuras
Lista de Cuadros
Pág.
1. INTRODUCCION 6
2. ANTECEDENTES DEL PROBLEMA 7
3. DESCRIPCION DEL PROBLEMA
3.1 PLANTEAMIENTO DEL PROBLEMA 7
3.2 FORMULACION DEL PROBLEMA 8
3.3 ALCANCE 9
3.4 SISTEMATIZACIÓN DEL PROBLEMA 9
3.5 JUSTIFICACION 9
4. OBJETIVOS
4.1 OBJETIVO GENERAL 10
4.2 OBJETIVOS ESPECIFICOS 10
5 MARCO REFERENCIAL INICIAL
5.1 MARCO GEOGRÁFICO 11
5.2 MARCO TEÓRICO 11
5.3 MARCO CONCEPTUAL 76
6 METODOLOGÍA
6.1 TIPO DE ESTUDIO 79
6.2 FUENTES DE INFORMACIÓN 79
6.3 TRATAMIENTO DE LA INFORMACIÓN 80
6.4 RECOLECCIÓN DE DATOS 80

3
6.5 CRONOGRAMA DE ACTIVIDADES 80
7 DESCRIPCIÓN DE LA EMPRESA 81
7.1 ÁREA DE ESTUDIO 87
7.2 DESCRIPCIÓN DEL PROCESO 87
8 PROPUESTA DE MEJORAMIENTO 98
9 CONCLUSIONES 118
10 BIBLIOGRAFÍA 119
11 WEB GRAFÍA 119

4
LISTA DE TABLAS
Pág.
Tabla 1. Cronograma de actividades 76
Tabla2. Descripción del Proceso de Envasado de Aceite 84
Tabla 3. Tiempos de Desplazamiento 85
Tabla 4. Tiempos de Cambio de Formato 87
Tabla 5. Capacidad de Producción 88
Tabla 6. Cambio de Formato o Presentación 88
Tabla 7. Número de Botellas no Producidas 89
Tabla 8. Costo de re proceso de Aceite 92
Tabla 9. Análisis de Actividades 94
Tabla 10. Conversión de Actividades 95
Tabla 11. Mejora Totalizada 98
LISTA DE FIGURAS
Pág.
Figura 1. Visión General del Sistema SMED 19
Figura 2. Reducción de tiempos de Maquinas con el Sistema SMED 24
Figura 3. Nueve “S” 31
Figura 4. Objetivos de JIT 49
Figura 5. Soluciones del JIT 50
Figura 6. Células de Manufactura 63
Figura 7. Distribución de planta 84

5
LISTA DE CUADROS
Pág.
Cuadro1. Botellas no producidas en cambio de formato 90
Cuadro 2. Costos por Botellas no producidas 90
Cuadro 3. Desperdicio de Aceite en el mes de Octubre 92
Cuadro 4. Comparación en tiempos Internos 96
Cuadro 5. Comparación en tiempos Externos 97
Cuadro6. Comparación de Costos 98

6
1. INTRODUCCIÓN
Hoy en día en mayor o menor grado, dependiendo del sector industrial, las
empresas de manufactura están siendo presionadas por sus clientes, con
requerimientos de rapidez en tiempos de entrega, desarrollo e innovación de
nuevos productos, entregas en lotes pequeños más frecuentes, variedad de
productos, calidad y confiabilidad.
Esta situación ha ocasionado que las empresas de manufactura busquen nuevas
alternativas para garantizar cumplir los requerimientos del cliente, una de las que
han sido fundamentales es el establecimiento de un sistema de calidad basado en
las normas internacionales ISO, que en primera instancia les permite estandarizar
sus operaciones y proporcionar productos y servicios en forma consistente.
Actualmente las empresas buscan a través de las diferentes herramientas del
mercado, la aplicabilidad a todos los procesos dentro de la organización para el
mejoramiento, que conlleven a generar ahorros significativos y el aumento de la
productividad. Por tanto, si quieren alcanzar estos objetivos, es necesario que
„„adelgacen‟‟, es decir, que sean más flexibles en todos los aspectos y que
minimicen el uso de recursos para la manufactura. Para lograr lo anterior, algunas
empresas están iniciando la implantación o ya han implantado lo que se denomina
Manufactura Delgada (Lean).
La empresa XYZ líder en el mercado de aceites y productos de aseo, en procura
de alcanzar la excelencia busca minimizar los desperdicios de sus diferentes
procesos y mejora de sus operaciones
A través de la implementación de la filosofía del Lean Manufacturing y sus
diferentes herramientas, y el estudio de los diferentes procesos productivos de la
empresa, se buscara corregir los inconvenientes encontrados para obtener
beneficios productivos que conlleven a ser más competitivos dentro del mercado
local y regional.
7
2. ANTECEDENTES DEL PROBLEMA
Por efectos de competitividad entre los mercados, las empresas buscan aumentar
su productividad a menor costo, esto implica llevar todos sus procesos a tener un
mínimo de desperdicios con un recurso humano bajo pero calificado y una
reducción en los tiempos de alistamiento.
En la línea de llenado de aceite Ausere de la empresa XYZ se evidenció una serie
de inconvenientes que se requiere corregir para obtener una mayor productividad
dentro del proceso productivo; dentro del cual se identificó que los tiempos de
alistamiento para los cambios de producto o de formato (presentación) tienen una
demora significativa que puede ser corregida y así obtener un mayor tiempo de
producción.
También se identificó que al realizar el cambio de producto, se obtiene un
desperdicio, ya que al realizar el enjuague de la línea de llenado los residuos de
aceite de los productos se eliminan produciendo en la línea de llenado el nuevo
producto el cual no llega a la etiquetadora, si no que se reprocesa, y se requiere
una solución adecuada que beneficie a la empresa.
3. DESCRIPCIÓN DE PROBLEMA 3.1 Planteamiento del Problema La dinámica y la intensidad del mundo globalizado, ha traído consigo como
consecuencia, la exigencia de los clientes quienes cada día son más conocedores
y complejos. Esta apertura en los mercados ha dado lugar a la competencia
estratégica entre las organizaciones quienes han emprendido cambios orientados
a elevar la calidad de los productos y procesos; integrando y creando
herramientas que las hacen mejorar continuamente contribuyendo al
fortalecimiento de la cadena de valor dentro de las compañías
La empresa XYZ es una empresa líder en el sector de alimentos, dedica a la
producción de aceites, margarinas y jabones con gran aceptación en el mercado
local y regional, caracterizándose por gran variedad de productos satisfaciendo
exitosamente las altas exigencias del mercado, mediante calidad, precios y
rapidez de entrega, entre otros.

8
Al interior de la empresa, sus directivos son conscientes que pueden mejorar
significativamente sus procesos de producción; y principalmente los costos de
reproceso en la planta de envase de aceite, especial mente en la línea Ausere
que es la encargada de empacar las diferentes referencias de aceite como la son
las de 250 c.c., 500 c.c. y 1000 c.c., estas referencias aplican para todas las
marcas de aceite que tiene la compañía como lo son:
Aceite Premier Girasol
Aceite Premier Light
Aceite Premier de Canola
Aceite Riquísimo
Aceite Oleocali Vegetal
Aceite Girasol Oleocali
Aceite Frida
Actualmente el inconveniente más significativo en la línea AUSERE se presenta al
momento de cambio de una referencia de aceite a otra, ejemplo pasar de Premier
Girasol de 250 a 500, o cambio de un aceite a otro, ejemplo aceite riquísimo a
premier. Esto lleva a que la línea de producción se detenga mientras se realizan
estos cambios, y a realizar enjuagues en la línea de llenado para que no se
contamine el producto.
Estos son retrasos o paradas programadas en la línea que afectan la
productividad, estos cambios son obligatorias para el proceso de envase de
aceite, por tal razón se desarrollará un estudio de mejoramiento mediante las
herramientas de Lean Manufacturing, planteando una solución adecuada a este
inconveniente para reducir al máximo los tiempos de cambio de formato o el
enjuague tanques y la disminución de los costos de reproceso.
3.2 Formulación del problema. ¿Cómo generar aumento de la productividad en
la línea Ausere de la empresa XYZ, mediante la aplicación de las herramientas de
manufactura esbelta en el proceso de envasado de aceite?

9
3.3 Alcance
Determinar cuáles son las actividades que no generan valor en la línea de llenado
de aceite AUSERE, mediante las herramientas de mejoramiento Lean
Manufacturing, planteando soluciones de mejora que bajen costo de reproceso.
3.4 Sistematización del Problema
¿Cómo se puede contribuir al mejoramiento de la productividad de la línea de
llenado Ausere?
¿Qué impacto genera sobre la productividad la detención de la línea de llenado
Ausere?
¿De qué manera afecta la detención de la línea de llenado Ausere?
¿Cuál es el costo del cambio de referencia de la línea de llenado Ausere?
3.5 Justificación
Justificación Teórica
Mediante la aplicación de las herramientas de mejoramiento de Lean
Manufacturing se busca identificar dentro del proceso de la línea de llenado de
aceite Ausere las actividades que no generan valor y cuales se podrían eliminar,
cuando se realizan los cambios de formatos y de presentación del producto,
además conocer la cantidad que se reprocesa en estos cambios.
Justificación Metodológica
Se determinara por medio de estudio de métodos y tiempos las actividades que se
pueden eliminar dentro del proceso, y aplicando herramientas como
mantenimiento productivo total, cambio de formatos en menos fracción de tiempo,
check list, las 9`s etc. Igualmente se plantearan diferentes alternativas para el
reproceso del producto.
Justificación Practica
De esta manera se busca minimizar los tiempos de cambio de formato y de
presentación, para así plantear diferentes soluciones de mejora en los cambios de

10
formato de las maquinas y en cambio de presentación de aceite en el cual se
genera un desperdicio por enjuague de los tanques de la máquina de llenado, y
determinar cuál de las actividades es menos costosa para la empresa, si realizar
un cambio de formato o enjuagar el tanque, determinar el costo de reproceso del
desperdicio generado. Para así contribuir a generar mayor productividad dentro de
la línea AUSERE.
4. OBJETIVOS 4.1 Objetivo general.
Diseñar una propuesta de mejoramiento de la productividad en la línea Ausere de
la empresa XYZ, mediante la aplicación de las herramientas de manufactura
esbelta en el proceso de envasado de aceite.
4.2 Objetivo específicos.
Conocer el Proceso Productivo de la línea de llenado Ausere en la Empresa
XYZ.
Conocer las actividades involucradas en el proceso de envasado de aceite
para determinar aquellos que no agregan valor.
Identificar el efecto de las mudas que están implícitas en el proceso.
Evaluar los datos recolectados en la línea Ausere en la empresa XYZ
Identificar las herramientas de manufactura esbelta que son aplicables en la
línea de Ausere de acuerdo a los problemas planteados.
Plantear mejoras en el proceso productivo de la línea Ausere.

11
5. MARCO DE REFERENCIA
5.1 MARCO GEOGRÁFICO
La empresa XYZ se encuentra ubicada en el departamento del Valle del cauca en
la Calle 15 número 28 - 370 Sector Industrial ACOPI YUMBO.
5.2 MARCO TEÓRICO
La palabra “Lean” se traduce como flaco, magro de ahí que podríamos traducir
“Lean Manufacturing” como manufactura magra, eso es sin grasa. El Lean
Manufacturing es un conjunto de técnicas desarrolladas en el sistema de
producción de la compañía Toyota y se remonta a los años 40, cuando las
compañías de automoción japonesas se plantean cambios en los sistemas de
producción derivados de la necesidad de atender mercados más pequeños con
una mayor variedad de vehículos, lo que requería una mayor flexibilidad en la
producción1, sirviendo para mejorar y optimizar procesos operativos de cualquier
compañía industrial, independiente de su tamaño.
La técnica de Lean Manufacturing es utilizada en la optimización de las
operaciones de forma que se puedan obtener tiempos reacción más cortos, mejor
atención de servicio al cliente, mejor calidad, costos más bajos.
A pesar que en el Lean Manufacturing se plantean una serie de herramientas, su
sola utilización no permitirá alcanzar logro alguno, debe existir una relación causa
efecto hacia un fin específico el cual viene desde la definición de la Visión de la
Empresa.
A continuación se realiza la recolección de información de las herramientas de la
filosofía gerencial “Lean Manufacturing”. A partir del conocimiento de estas, se
procede a verificar cual (es) son aplicables en la propuesta de mejoramiento, se
expondrán sin secuencia alguna.
Sistema KANBAN
Se define como “un sistema de producción altamente efectivo” este sistema de
señalización permite entregar el pedido correcto en el momento preciso,
1 Fuente: GUTIERREZ PULIDO, Humberto; DE LA VARA SALAZAR, Román. Control estadístico de calidad y
seis sigmas. México: McGraw-Hill Interamericana, 2004

12
permitiendo nivelar la producción. KANBAN significa en japonés: „etiqueta de
instrucción‟. Su principal función es ser una orden de trabajo, es decir, un
dispositivo de dirección automático que nos da información acerca de que se va
ha producir, en qué cantidad, mediante que medios y como transportarlo.
Funciones
KANBAN cuenta con dos funciones principales: control de la producción y mejora
de procesos.
Por control de la producción se entiende la integración de los diferentes procesos
y el desarrollo de un sistema JIT en la cual los materiales llegaran en el tiempo y
cantidad requerida en las diferentes etapas de la fabrica y si es posible incluyendo
a los proveedores.
Por la función de mejora de los procesos se entiende la facilitación de mejora en
las diferentes actividades de la empresa mediante el uso de KANBAN, esto se
hace mediante técnicas ingenieriles (eliminación de desperdicio, organización del
área de trabajo, reducción de set-up, utilización de maquinaria vs. utilización en
base a demanda, manejo de multiprocesos, POKAYOKE, mecanismos a prueba
de error, mantenimiento preventivo, mantenimiento productivo total, etc.),
reducción de los niveles de inventario.
Enfoque KANBAN
Producción: es utilizado en líneas de ensamble y otras áreas donde el tiempo de
set-up es cercano a cero, a demás dice y autoriza al proceso a producir artículos
(cantidad y tipo) previniendo que se agregue trabajo innecesario a las ordenes.
Materiales: es utilizado en áreas tales como prensas, moldeo por infección y
estampado (die casting), da una prioridad en la producción (el de mayor
importancia se pone primero que los demás), y facilita el control de los materiales.
KANBAN se implementa en cuatro fases:
Fase 1. Entrenar a todo el personal en los principios de KANBAN, y los beneficios
de usar KANBAN.
Fase 2. Implementar KANBAN en aquellos componentes con más problemas para
facilitar su manufactura y para resaltar los problemas escondidos. El
entrenamiento con el personal continúa en la línea de producción.

13
Fase 3. Implementar KANBAN en el resto de los componentes, esto no debe ser
problema ya que para esto los operadores ya han visto las ventajas de KANBAN,
se deben tomar en cuanta todas las opiniones de los operadores ya que ellos son
los que mejor conocen el sistema. Es importante informarles cuando se va estar
trabajando en su área.
Fase 4. Esta fase consiste de la revisión del sistema KANBAN, los puntos de
reorden y los niveles de reorden, es importante tomar en cuenta las siguientes
recomendaciones para el funcionamiento correcto de KANBAN:
Ningún trabajo debe ser hecho fuera de secuencia.
Si se encuentra algún problema notificar al supervisor inmediatamente.
Mantenimiento Productivo Total (MPT)
Mantenimiento Productivo Total (MPT), es una nueva filosofía de trabajo en la cual
el operador realiza labores de limpieza, inspección de rutina y lubricación para
asegurar el funcionamiento adecuado de su máquina y/o equipo.
MPT es un cambio de actitud en el operador ya que se le capacita para realizar un
mantenimiento autónomo y conservar en funcionamiento óptimo, su máquina o
equipo.
La meta del TPM es incrementar notablemente la productividad y al mismo tiempo
levantar la moral de los trabajadores y su satisfacción por el trabajo realizado.
El sistema del TPM recuerda el concepto tan popular de TQM "Manufactura de
Calidad Total" que surgió en los 70's y se ha mantenido tan popular en el mundo
industrial. Se emplean muchas herramientas en común, como la delegación de
funciones y responsabilidades cada vez más altas en los trabajadores, la
comparación competitiva, así como la documentación de los procesos para su
mejoramiento y optimización.
TPM recuerda como se dijo antes, algunos aspectos valiosos del TQM
"Manufactura de Calidad Total" o también Total Quality Management, (Gerencia
de Calidad Total) entre ellos:
El compromiso total por parte de los altos mandos de la empresa, es
indispensable.

14
El personal debe tener la suficiente delegación de autoridad para implementar los
cambios que se requieran.
Se debe tener un panorama a largo plazo, ya que su implementación puede tomar
desde uno hasta varios años.
También deberá tener lugar un cambio en la mentalidad y actitud de toda la gente
involucrada en lo que respecta a sus nuevas responsabilidades.
TPM le da un nuevo enfoque al mantenimiento como una parte necesaria y vital
dentro del negocio. Se hace a un lado el antiguo concepto de que éste es una
actividad improductiva y se otorgan los tiempos requeridos para mantener el
equipo que ahora se consideran como una parte del proceso de manufactura. No
se considera ya una rutina a ser efectuada sólo cuando el tiempo o el flujo de
material lo permitan. La meta es reducir los paros de emergencia, los servicios de
mantenimiento inesperados se reducirán a un mínimo.
TPM implica:
- Tener por objetivo el uso más eficiente del equipo.
- Establecer un sistema de mantenimiento productivo en toda la empresa,
para la vida entera del producto.
- Exigir la implicación de todos los departamentos.
- El involucramiento de todos los empleados.
- Promocionar el mantenimiento productivo a través de la motivación.
LOS CINCO PILARES DEL DESARROLLO DE TPM
1) Llevar a cabo actividades de mejora diseñadas para aumentar la eficacia del
equipo (eliminando las seis grandes pérdidas).
2) Establecer un sistema de mantenimiento autónomo que se realice por los
operarios, después de que hayan sido debidamente capacitados y hayan adquirido
la destreza para que puedan prevenir y corregir fallas.
3) Establecer un sistema de mantenimiento planificado.
4) Establecer cursos de formación (capacitación) permanente a los trabajadores y
aumentan su nivel técnico.

15
5) Establecer un sistema para que el desarrollo de mantenimiento productivo y la
gestión temprana del equipo.
Todos estos conceptos se fusionan y surgió el mantenimiento productivo.
CONCEPTOS IMPORTANTES
Mantenimiento preventivo
Se dirige a la prevención de averías y defectos. Las actividades diarias incluyen
chequeos del equipo, controles de precisión, hacer una revisión total o parcial en
momentos específicos, cambios de aceite, lubricación, etc.
Además los trabajadores anotan los deteriores observados en el equipo para
saber cómo reparar o reemplazar las piezas gastadas antes que causen
problemas.
Con equipo y tecnología se pueden hacer chequeos más precisos.
Mantenimiento relacionado con las mejoras
Se lleva con la intención de mejorar el equipo y reducir averías, además hace que
el equipo sea más fácil de mantener. Se identifican los puntos débiles del equipo y
se hacen mejoras en el diseño para eliminarlas.
Prevención del mantenimiento
Se utiliza en el desarrollo de equipos nuevos, se intenta que el equipo sea más
fiable, más fácil de cuidar, más accesible al usuario.
Mantenimiento Productivo Total
Amplía el rango del mantenimiento productivo, involucra a todos los niveles de la
organización.
CAUSAS DE AVERÍAS Y DEFECTOS
Las averías crónicas en los equipos y los defectos en los productos pueden tener
muchas causas, una de ellas es el personal.

16
Es necesario que el departamento de mantenimiento enseñe a los operarios a
detectar anomalías en el equipo para evitar fallas. Cuando ocurre una avería en el
equipo se retrasan las entregas y se crean defectos en el producto.
Para evitar esto los operarios deben conocer su equipo para que le den síntomas
específicos a las personas de mantenimiento, además el equipo de mantenimiento
tiene que aplicar sus conocimientos para interpretar los datos que le proporcionen
los operarios.
Mantenimiento preventivo
Se introdujo en 1951, incluye la inspección planificada, reemplazo de piezas y
reparaciones como medidas proyectadas para evitar fallas mayores. Antes de que
se implementara, existía el llamado mantenimiento de averías que consiste en que
el equipo solo se repara después de que está averiado.
Además del Mantenimiento Productivo existe el Mantenimiento Correctivo que
fomenta las reparaciones orientadas a mejorar las instalaciones para evitar que la
misma avería vuelva a ocurrir.
La siguiente fase del mantenimiento fue el concepto de prevención del
mantenimiento, donde se insiste en la fase del diseño del equipo para construir un
equipo que requiera el mínimo de mantenimiento.
El éxito depende de la participación y cooperación de todos los empleados, desde
la alta dirección hasta los operarios de la planta.
TPM está definido como un conjunto de actividades para restaurar los equipos y
llevarlos a una condición óptima y cambiar el entorno de trabajo para mantener
estas condiciones.
Significa mantener la máquina en condiciones de perfecto estado de tal manera
que nunca se averíe, siempre funcionando a la velocidad prevista, sin producir
artículos defectuosos.
Esto requiere de una serie de métodos estandarizados para el diagnóstico de
equipos la detección temprana de anormalidades, la gestión de las piezas de
repuesto y los sistemas de información que registran el historial de los equipos y
datos de averías.
Con TPM se busca minimizar el deterioro de los equipos
Para lograr esto se le debe enseñar a los operarios a:

17
- Detectar Defectos
- Hacer mejoras continuamente
- Encontrar satisfacción en las actividades de mejora
- Establecer estándares para las operaciones
- Comprender los mecanismos de las máquinas.
Un fallo del TPM se puede tener si hay:
Una comprensión insuficiente de los conceptos básicos de TPM
Falta de comprensión respecto a la profundidad con la que el TPM debe ponerse
en práctica en las diferentes áreas.
Enseñanza deficiente de los métodos concretos.
Características y objetivos del TPM
TPM pone énfasis en la prevención, y se basa en lo siguiente:
Mantenimiento de las condiciones normales o básicas de instalación.
Para hacer esto los operarios deben impedir el deterioro de la máquina limpiando,
haciendo periódicamente chequeos de precisión sobre el equipo, lubricando,
apretando tuercas y tornillos, etc.
Descubrimiento temprano de las anormalidades.
Mientras se llevan a cabo estas actividades, los operarios deben utilizar sus
propios sentidos en las respuestas a las anormalidades.
DOS METAS PRINCIPALES DEL TPM
Desarrollo de las condiciones óptimas en el taller como un sistema hombre
máquina (personas trabajando conjuntamente y cerca de las máquinas).
Mejorar la calidad general del lugar de trabajo.
SEIS GRANDES PÉRDIDAS
1) PÉRDIDAS POR AVERÍAS.

18
- Impedir el deterioro acelerado.
- Mantenimiento de condiciones básicas del equipo.
- Adherirse a las condiciones correctas de operación.
- Mejorar la calidad del mantenimiento.
- Hacer que el trabajo de reparación sea más que una medida transitoria.
- Corregir debilidades del diseño
- Aprender lo máximo de cada avería.
2) PÉRDIDAS POR PREPARACIÓN Y AJUSTES
- Revisión de la precisión de montaje del equipo, plantillas y herramientas.
- Promocionar la estandarización.
3) PÉRDIDAS POR TIEMPOS MUERTOS Y PARADAS PEQUEÑAS.
- Hacer una observación cuidadosa de lo que está pasando.
- Corregir defectos leves.
- Determinar las condiciones óptimas
4) PÉRDIDAS POR REDUCCIÓN DE VELOCIDAD
5) DEFECTOS DE CALIDAD Y TRABAJOS REHECHOS.
6) PÉRDIDAS DE ARRANQUE:
- Pérdidas entre la puesta en marcha y la producción estable.
MANTENIMIENTO AUTÓNOMO
El mantenimiento autónomo se implementa en tres fases, la primera fase consiste
en:
Juntar a producción y mantenimiento para seguir una meta común.
Estabilizar las condiciones de los equipos y reducir el deterioro acelerado
En la segunda fase:
19
Ayudar a los operarios a conocer el equipo, el operario deberá de ser capaz de:
Detectar anormalidades y realizar mejoras.
Entender la importancia de la lubricación correcta.
Entender la importancia de la limpieza.
Mejorar el equipo.
Restaurar las anormalidades.
Los pasos a seguir para establecer el mantenimiento autónomo son:
Limpieza inicial.
Eliminar fuentes de contaminación y áreas inaccesibles.
Creación de estándares de limpieza y lubricación
Inspección general.
Inspección autónoma
Organización y orden del lugar de trabajo.
Programa de mantenimiento totalmente implantado
Cambio de Molde en la Mínima fracción SMED
SMED es el acrónimo de Single Minute Exchange of Die: cambio de herramientas
en (pocos) minutos. Este concepto introduce la idea de que en general cualquier
cambio de máquina o inicialización de proceso debería durar no más de un
minuto, de ahí la frase single minute.
La idea original fue desarrollada por Shigeo Shingo, uno de los padres, junto
con Taiichi Ohno, del TPS (Toyota Production System) o Sistema de Producción
Toyota (también conocido como Just In Time). SMED es una de las técnicas
usadas en la filosofía LEAN TPM para el combate de las Pérdidas.
Su objetivo es reducir los tiempos de cambio y ajustes, y permitir así reducir el
tamaño del lote mínimo. En efecto, si los tiempos de cambio de serie se vuelven
nulos, se puede entonces optimizar el proceso de fabricación. Esto se logra
eliminado tiempos no productivos.

20
El objetivo es disminuir el tiempo dedicado al ajuste, con el fin de conseguir
cambios de útiles rápidos o incluso ajustes instantáneos.
Se entiende por cambio de útiles (o utillaje) el tiempo transcurrido desde la
fabricación de la última pieza válida de una serie hasta la obtención de la primera
pieza correcta de la serie siguiente; no únicamente el tiempo del cambio y ajustes
físicos de la maquinaria.
Estas operaciones se pueden clasificar en dos fases:
Ajustes / tiempos internos: Corresponde a operaciones que se realizan a
máquina parada, fuera de las horas de producción (conocidos por las siglas en
inglés IED).
Ajustes / tiempos externos: Corresponde a operaciones que se realizan (o
pueden realizarse) con la máquina en marcha, o sea durante el periodo de
producción (conocidos por las siglas en inglés OED).
El método se desarrolla en cuatro etapas.
Fuente: Preparación Rápida de Maquinas www.mantenimientomundial.com

21
ETAPA 1. Identificación actividades internas y externas. El primer paso y
quizás el más importante. Como primer paso para mejorar el tiempo de
preparación es distinguir las actividades que se llevan a cabo: Preparaciones
externas y preparaciones internas.
Es la primera de las etapas del método, y fundamental para el éxito del análisis
posterior. En ella se ha de realizar un análisis profundo de las operaciones que se
realizan en el cambio, desglosándolas todo lo posible y determinando el tiempo
que requiere cada una de ellas, además de los utillajes y herramientas que se
precisan.
No hemos de conformarnos simplemente con conocer las operaciones que se
realizan, sino que debemos comprender por qué se realizan. En algunos casos
será muy evidente, en otros, todo lo contrario. Es muy posible que incluso nadie
sepa por qué se realiza una tarea, ya que simplemente se deba al hábito y no a la
necesidad.
ETAPA 2. Separar operaciones internas y externas. La segunda etapa es la
más sencilla de todas, simplemente debemos ver aquellas operaciones que se
realizan con la máquina en marcha y con la máquina parada.
Tres reglas simples deben tenerse en mente al tratar de mejorar tiempos de
intervención:
Que no se busque por partes o herramientas.
No mover cosas innecesariamente, establecer la mesa de trabajo y el área de
almacenaje de forma apropiada.
No usar las herramientas o repuestos incorrectos.
Estas reglas están relacionadas a las 2 primeras etapas de la aplicación de las 5S:
Seiri (clasificación) y Seiton (orden).
ETAPA 3. Conversión de preparaciones internas en externas. Una vez se han
desglosado todas las operaciones con el mayor rigor que sea posible, es

22
necesario estudiar una por una, haciéndonos siempre la misma pregunta: ¿esta
operación se podría hacer con la máquina en marcha? Lógicamente todas
aquellas operaciones que se puedan realizar con la máquina en marcha acortaran
el tiempo de cambio.
Para reducir operaciones o mejorarlas es preciso preguntarse...
¿Es necesaria la tarea?
¿Puede eliminarse?
¿Son apropiados los procedimientos actuales?, ¿Son difíciles?
¿Puede cambiarse el orden de las tareas?, ¿Pueden hacerse de forma
simultánea?
¿Es adecuado el número de personas?
¿Cuál es la carga de trabajo de las personas que intervienen la máquina?
ETAPA 4. Optimización. Una vez que ya hemos pasado todas aquellas
operaciones internas y que se pueden realizar con la máquina en funcionamiento,
a externas, aún podemos recortar más tiempo.
En el caso de que en un cambio intervenga más de una persona, la distribución de
tareas puede ser crucial para ahorrar tiempo. La idea es repartir equitativamente la
carga de trabajo entre todos los operarios que intervienen en el cambio, es decir,
que si un cambio lo realiza una sola persona y dura 10 minutos, al realizarlo dos
personas durará cinco minutos. Lógicamente, debido a la naturaleza de las tareas
que se han de realizar, es muy difícil que se consigan estos repartos de tareas
completamente equitativos.
Después se debe enfocar en aquellas tareas que aumentan directamente el
tiempo total del cambio.
En algunos casos, pasará simplemente por pequeñas actuaciones técnicas, como
adquirir destornilladores eléctricos o neumáticos que acorten los tiempos de
atornillar o aflojar tornillos.
En otros casos se tratará de proyectos de mejora que eliminen operaciones o las
hagan más sencillas, y que requerirán un estudio del costos.

23
Técnicas de aplicación
Se utilizan en el SMED seis técnicas destinadas a dar aplicación a los cuatro
conceptos anteriormente expuestos.
Técnica Nº 1: Estandarizar las actividades de preparación externa.
Las operaciones de preparación de los moldes, herramientas y materiales deben
convertirse en procedimientos habituales y estandarizados. Tales operaciones
estandarizadas deben recogerse por escrito y fijarse en la pared para que los
operarios las puedan visualizar. Después, los trabajadores deben recibir al
correspondiente adiestramiento para dominarlas.
Técnica Nº 2: Estandarizar solamente las partes necesarias de la máquina.
Si el tamaño y la forma de todos los troqueles se estandarizan completamente, el
tiempo de preparación se reducirá considerablemente. Pero dado que ello resulta
de un costo elevado, se aconseja estandarizar solamente la parte de
la función necesaria para las preparaciones.
Técnica Nº 3: Utilizar un elemento de fijación rápido.
Si bien el elemento de sujeción más difundido es el perno, dado que el mismo
sujeta en la última vuelta de la tuerca y puede aflojarse a la primera vuelta, se han
ideado diversos elementos que permiten una más eficaz y eficiente sujeción. Entre
tales elementos se cuenta con la utilización del orificio en forma de pera, la
arandela en forma de U y la tuerca y el perno acanalado.
Técnica Nº 4: Utilizar una herramienta complementaria.
Se tarda mucho en unir un troquel o unas mordazas directamente a la prensa de
troquelar o al plato de un torno. Por consiguiente, el troquel o las mordazas deben
unirse a una herramienta complementaria en la fase de preparación externa, y
luego en la fase de preparación interna esta herramienta puede fijarse en la
máquina casi instantáneamente. Para hacer ello factible es necesario proceder a
la estandarización de las herramientas complementarias. Puede hacerse mención,
como ejemplo de ésta técnica, la mesa móvil giratoria.
Técnica Nº 5: Hacer uso de operaciones en paralelo.
Una prensa de troquelar grande o una máquina grande de colada a presión
tendrán muchas posiciones de fijación en sus cuatro costados. Las operaciones de
preparación de tales máquinas ocuparán mucho tiempo al operario. Pero, si se
24
procede a aplicar a tales máquinas operaciones en paralelo por dos personas,
pueden eliminarse movimientos inútiles y reducirse así el tiempo de preparación.
Técnica Nº 6: Utilización de un sistema de preparación mecánica.
Al poner el troquel, podría hacerse uso de sistemas hidráulicos o neumáticos para
la fijación simultánea de varias posiciones en cuestión de segundos. Por otra
parte, las alturas de los troqueles de una prensa de troquelar podrían ajustarse
mediante un mecanismo electrónico.
Importancia de las Cinco “S”
Las actividades de Organización – Orden – Limpieza - Estandarización
y Disciplina son esenciales y fundamentales para una correcta y óptima puesta en
funcionamiento del sistema SMED.
El poder encontrar rápidamente las herramientas, el disponer de todos los equipos
y lugar de trabajo en estado de limpieza, y el disponer de elementos visuales que
permitan el mejor ajuste, son beneficios que trae consigo la aplicación sistemática
de las Cinco "S".
OEE Overall Equipment Effectiveness o Eficiencia General de los Equipos
OEE es una medida que representa el porcentaje del tiempo en que una máquina
produce realmente las piezas de la calidad, comparadas con el tiempo que fue
planeado para hacerlo. Proporciona una medida de productividad real de la
maquinaria y equipos, comparada a la productividad ideal, durante un período del
tiempo especifico
OEE Sigue Seis Categorías Importantes De la Pérdida.
- Pérdidas de tiempo del Mantenimiento.
- Pérdidas de tiempo de la Disponibilidad.
- Pérdidas de tiempo ocioso.
- Pérdidas de reducción de la velocidad.
- Pérdidas de tiempo de la Calidad.
- Pérdidas de tiempo de Misceláneas.

25
Las dos primeras grandes pérdidas, Paradas/Averías y Ajustes, afectan a
la Disponibilidad. Las dos siguientes Grandes Pérdidas; Pequeñas Paradas y
Reducción de velocidad, afectan al Rendimiento y las dos últimas Grandes
Pérdidas afectan a la Calidad.
Figura 2. Fuente: Reducción de Tiempos de Maquinas con el sistema SMED
Pérdidas de tiempo del Mantenimiento.
El tiempo perdido al mantenimiento planeado o imprevisto se debe capturar bajo
pérdida del tiempo del mantenimiento.
El mantenimiento previsto puede incluir actividades diarias de TPM, tiempo
planeado de mantenimiento, o las actividades periódicas del mantenimiento
preventivo.
El mantenimiento imprevisto puede incluir la interrupción o diagnóstico, resultando
de síntomas anormales.
La espera constante durante mantenimiento, es indicativo de una pobre
planeación, y debe ser capturado como pérdida ociosa del tiempo.
Pérdidas del tiempo de la disponibilidad.
Las pérdidas del tiempo de la disposición deben cubrir el tiempo total durante el
cual la máquina o el equipo están en la disposición, y no produce piezas.

26
La disposición comienza cuando la parte buena de la hornada anterior es pasada
y terminada, y termina cuando sale la primera pieza buena de la producción de
hoy.
Durante la disposición, si una máquina está esperando en varias ocasiones los
útiles u otros artículos, es indicativa de la carencia del planeamiento, y esto no se
puede identificar como pérdida de disposición.
Si un operador tiene que ir y conseguir el papeleo de la orden siguiente o
esperarla, (o cualquier necesidad de la disposición) debe ser identificada como
pérdida de la disponibilidad.
La puesta en marcha o régimen de operación son faltas en la disposición y se
consideran pérdidas.
Esto ayuda a una planeación más grande, por ejemplo, en cambios rápidos de
herramentales. Tales pérdidas no deben tomarse como una aplicación normal del
proceso individual de la disposición.
Pérdidas de tiempo ocioso.
El tiempo ocioso debe incluir el tiempo durante el cual el equipo no está haciendo
piezas, y no está en la disposición, ni la causa es que este en mantenimiento.
Las causas típicas son:
En espera de materia prima o partes,
Accesorios o herramientas,
Espera de la orden u otra información,
Pérdida por baja moral, condiciones contractuales, etc.
La pérdida ociosa del tiempo debe capturar todas esas pérdidas que pueden ser
eliminadas con una mejor planeación y ejecución.
La eliminación de estas pérdidas debe ser de prioridad más alta, Desde mejorar la
planeación. Y no deben costar más.
Pérdidas de Reducción de Velocidad.
Las pérdidas de la velocidad explican dos tipos de pérdidas:

27
Pérdida debido al índice reducido de la salida de pieza buena, el tiempo se puede
capturar por el operador, bajo códigos de pérdida.
Debido a los problemas de reducción del equipo, del proceso o de la calidad.
La pérdida por mal funcionamiento de sensores, foto celdas, sub-ensamble
deficientes, viaje prolongado de pieza dentro del proceso productivo, etc. Así
como, programación de producción.
Parte del tiempo disponible que se puede considerar por habilidad del operador.
Puesto que este acercamiento tiene un potencial para el excedente que estima las
pérdidas del tiempo de la velocidad, una base electrónica del OEE facilita la
validación del operador, durante el ingreso de los datos. (No medir directamente al
operador).
Pérdidas de tiempo de la Calidad.
Las pérdidas de la calidad deben capturar cualquier momento perdido sobre el
cual esté trabajando la calidad (corridas y pruebas) y sobre las actividades
relacionadas con la calidad rutinaria. (La elite de la calidad ha producido múltiples
pérdidas en la producción diaria). Las que se pueden corregir con una mejor
planeación. Ejemplo: La validación de primer pieza buena.
Tiempo pasado en producir piezas de mala calidad. Calculado, multiplicando el
número de rechazos y Tiempo ciclo ideal.
El tiempo adicional pasado asegurando la calidad aceptable, que no está por el
plan de la producción.
Ejemplos: Medidas adicionales, viajes al laboratorio, espera de validación.
Capturado por el operador bajo códigos de pérdida.
El tiempo perdido en volver a trabajar las piezas de mala calidad. (Re-trabajos). Si
se cuenta con un taller debe aplicarse la efectividad del mismo, si la pieza ingresa
a la línea debe medirse similar a pieza nueva.
28
Pérdidas de tiempo de Misceláneas.
Tiempo perdido en cualquier momento en los acontecimientos inusuales
(planeados o imprevistos) debe ser capturado bajo pérdidas misceláneas del
tiempo.
Ejemplos: Las reuniones No-regulares, los apagones, el fuego u otras
evacuaciones de emergencia, o los simulacros, etc.
Las pérdidas misceláneas del tiempo no se deben utilizar como un “incluya todos”
para las pérdidas que son resultados de la carencia del planeamiento, o los pobres
hábitos de trabajo, u otras causas prevenibles.
Las pérdidas misceláneas del tiempo se deben utilizar solamente para los
acontecimientos verdaderamente inusuales que no son generalmente Prevenibles,
por la gerencia, en célula, del piso, o de la línea la producción.
El OEE resulta de multiplicar otras tres razones porcentuales: la
Disponibilidad, la Eficiencia y la Calidad.
OEE = Disponibilidad * Rendimiento * Calidad
Clasificación OEE
El valor de la OEE permite clasificar una o más líneas de producción, o toda una
planta, con respecto a las mejores de su clase y que ya han alcanzado el nivel de
excelencia.
OEE < 65% Inaceptable. Se producen importantes pérdidas económicas. Muy baja
competitividad.
65% < OEE < 75% Regular. Aceptable sólo si se está en proceso de mejora.
Pérdidas económicas. Baja competitividad.
75% < OEE < 85% Aceptable. Continuar la mejora para superar el 85 % y avanzar
hacia la World Class. Ligeras pérdidas económicas. Competitividad ligeramente
baja.
85% < OEE < 95% Buena. Entra en Valores World Class. Buena competitividad.
OEE > 95% Excelencia. Valores World Class. Excelente competitividad.

29
La OEE es la mejor métrica disponible para optimizar los procesos de fabricación y
está relacionada directamente con los costes de operación. La métrica OEE
informa sobre las pérdidas y cuellos de botella del proceso y enlaza la toma de
decisiones financiera y el rendimiento de las operaciones de planta, ya que
permite justificar cualquier decisión sobre nuevas inversiones. Además, las
previsiones anuales de mejora del índice OEE permiten estimar las necesidades
de personal, materiales, equipos, servicios, etc. de la planificación anual.
Finalmente, la OEE es la métrica para cumplimentar los requerimientos de calidad
y de mejora continua exigidos por la certificación ISO 9000:2000.
Disponibilidad
- Pérdidas de Tiempo Productivo por Paradas.
- Pérdidas de Tiempo debido a fabricación de unidades no conformes/malas.
La Disponibilidad resulta de dividir el tiempo que la máquina ha estado
produciendo (Tiempo de Operación: TO) por el tiempo que la máquina podría
haber estado produciendo. El tiempo que la máquina podría haber estado
produciendo (Tiempo Planificado de Producción: TPO) es el tiempo total menos
los periodos en los que no estaba planificado producir por razones legales,
festivos, almuerzos, mantenimientos programados, etc., lo que se denominan
Paradas Planificadas
Disponibilidad = (TO / TPO) x 100
TPO= Tiempo Total de trabajo - Tiempo de Paradas Planificadas
TO= TPO - Paradas y/o Averías
La Disponibilidad es un valor entre 0 y 1 por lo que se suele expresar
porcentualmente.
Rendimiento
- Pérdidas de velocidad por pequeñas paradas.
- Pérdidas de velocidad por reducción de velocidad.

30
El Rendimiento resulta de dividir la cantidad de piezas realmente producidas por la
cantidad de piezas que se podrían haber producido. La cantidad de piezas que se
podrían haber producido se obtiene multiplicando el tiempo en producción por la
capacidad de producción nominal de la máquina.
Capacidad Nominal, Machine Capacity, Nameplate Capacity, Ideal Run Rate,
Theoretical Rate Es la capacidad de la máquina/línea declarada en la
especificación (DIN 8743). Se denomina también Velocidad Máxima u Óptima
equivalente a Rendimiento Ideal (Máximo / Óptimo) de la línea/máquina8 Se mide
en Número de Unidades / Hora En vez de utilizar la Capacidad Nominal se puede
utilizar el Tiempo de Ideal Ciclo.
Tiempo de Ciclo Ideal , Ideal Cycle Time, Theoretical Cycle Time Es el mínimo
tiempo de un ciclo en el que se espera que el proceso transcurra en circunstancias
óptimas.
Tiempo de Ciclo Ideal = 1 / Capacidad Nominal
La Capacidad Nominal o tiempo de Ciclo Ideal, es lo primero que debe ser
establecido. En general, esta Capacidad es proporcionada por el fabricante,
aunque suele ser una aproximación, ya que puede variar considerablemente
según las condiciones en que se opera la máquina o línea. Es mejor realizar
ensayos para determinar el verdadero valor. La capacidad nominal deberá ser
determinada para cada producto (incluyendo formato y presentación). Pueden
presentarse dos casos:
a) Existen datos. Será el valor máximo especificado por el OEM9 para la máquina
o línea.
b) No existen datos. Se elige entonces como valor el correspondiente a las
mejores 4 horas de un total de 400 horas de funcionamiento.
El valor será siempre el referido al producto final que sale de la línea. Rendimiento
Tiene en cuenta todas las pérdidas de velocidad (breakdowns). Se mide en tanto
por 1 o tanto por ciento del ciclo real o capacidad real con respecto a la ideal.
Rendimiento = Tiempo de Ciclo Ideal / (Tiempo de Operación / Nº Total Unidades)
Rendimiento = Nº Total Unidades / (Tiempo de Operación x Velocidad Máxima)
El Rendimiento es un valor entre 0 y 1 por lo que se suele expresar
porcentualmente.

31
Calidad
- Pérdidas por Calidad.
Disminuye la pérdida de velocidad. El tiempo empleado para fabricar productos
defectuosos deberá ser estimado y sumado al tiempo de Paradas, Downtime, ya
que durante ese tiempo no se han fabricado productos conformes.
Por tanto, la pérdida de calidad implica dos tipos de pérdidas:
- Pérdidas de Calidad, igual al número de unidades malas fabricadas.
- Pérdidas de Tiempo Productivo, igual al tiempo empleado en fabricarlas la
unidades defectuosas.
Y adicionalmente, en función de que las unidades sean o no válidas para ser
reprocesadas, incluyen:
- Tiempo de reprocesado.
- Coste de tirar, reciclar, etc. las unidades malas.
Tiene en cuenta todas las pérdidas de calidad del producto. Se mide en tanto por
uno o tanto por ciento de unidades no conformes con respecto al número total de
unidades fabricadas.
Nº de unidades Conformes Calidad = Q = Nº de unidades Conformes/Nº unidades
Totales
Las unidades producidas pueden ser Conformes, buenas, o No Conformes, malas
o rechazos. A veces, las unidades No Conformes pueden ser reprocesadas y
pasar a ser unidades Conformes. La OEE sólo considera Buenas las que se salen
conformes la primera vez, no las reprocesadas. Por tanto las unidades que
posteriormente serán reprocesadas deben considerarse Rechazos, es decir,
malas.
Por tanto, la Calidad resulta de dividir las piezas buenas producidas por el total de
piezas producidas incluyendo piezas re trabajadas o desechadas.
La Calidad es un valor entre 0 y 1 por lo que se suele expresar porcentualmente
32
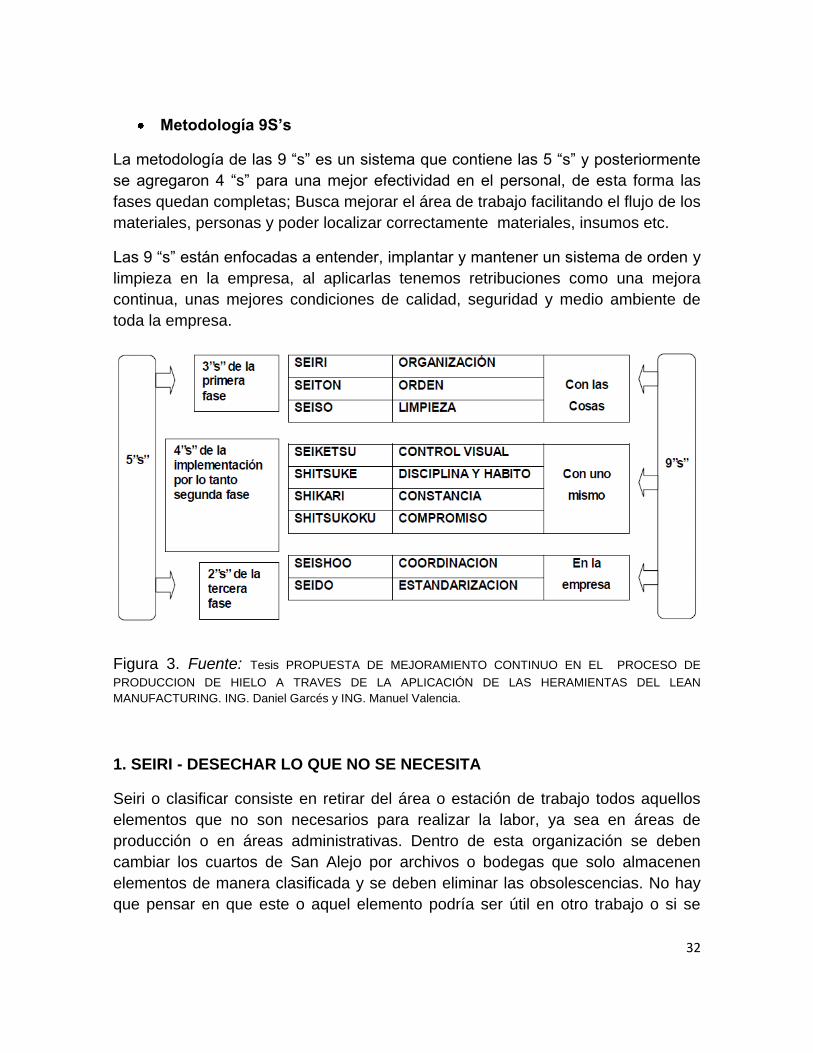
Metodología 9S‟s
La metodología de las 9 “s” es un sistema que contiene las 5 “s” y posteriormente
se agregaron 4 “s” para una mejor efectividad en el personal, de esta forma las
fases quedan completas; Busca mejorar el área de trabajo facilitando el flujo de los
materiales, personas y poder localizar correctamente materiales, insumos etc.
Las 9 “s” están enfocadas a entender, implantar y mantener un sistema de orden y
limpieza en la empresa, al aplicarlas tenemos retribuciones como una mejora
continua, unas mejores condiciones de calidad, seguridad y medio ambiente de
toda la empresa.
Figura 3. Fuente: Tesis PROPUESTA DE MEJORAMIENTO CONTINUO EN EL PROCESO DE
PRODUCCION DE HIELO A TRAVES DE LA APLICACIÓN DE LAS HERAMIENTAS DEL LEAN
MANUFACTURING. ING. Daniel Garcés y ING. Manuel Valencia.
1. SEIRI - DESECHAR LO QUE NO SE NECESITA
Seiri o clasificar consiste en retirar del área o estación de trabajo todos aquellos
elementos que no son necesarios para realizar la labor, ya sea en áreas de
producción o en áreas administrativas. Dentro de esta organización se deben
cambiar los cuartos de San Alejo por archivos o bodegas que solo almacenen
elementos de manera clasificada y se deben eliminar las obsolescencias. No hay
que pensar en que este o aquel elemento podría ser útil en otro trabajo o si se

33
presenta una situación muy especial, los expertos recomiendan que ante estas
dudas haya que desechar dichos elementos.
Esta estrategia aporta métodos y recomendaciones para evitar la presencia de
elementos innecesarios. El Seiri consiste en:
- Separar en el sitio de trabajo las cosas que realmente sirven de las que no
sirven.
- Clasificar lo necesario de lo innecesario para el trabajo rutinario.
- Mantener lo que necesitamos y eliminar lo excesivo
- Separar los elementos empleados de acuerdo a su naturaleza, uso,
seguridad y frecuencia de utilización con el objeto de facilitar la agilidad en
el trabajo.
- Organizar las herramientas en sitios donde los cambios se puedan realizar
en el menor tiempo posible.
- Eliminar elementos que afectan el funcionamiento de los equipos y que
pueden conducir a averías.
- Eliminar información innecesaria y que nos puede conducir a errores de
interpretación o de actuación.
BENEFICIOS DEL SEIRI
La aplicación de las acciones Seiri preparan los lugares de trabajo para que estos
sean más seguros y productivos. El primer y más directo impacto del Seiri está
relacionado con la seguridad. Ante la presencia de elementos innecesarios, el
ambiente de trabajo es tenso, impide la visión completa de las áreas de trabajo,
dificulta observar el funcionamiento de los equipos y máquinas, las salidas de
emergencia quedan obstaculizadas haciendo todo esto que el área de trabajo sea
más insegura.
La práctica del Seiri además de los beneficios en seguridad permite:
Liberar espacio útil en planta y oficinas
Reducir los tiempos de acceso al material, documentos, herramientas y otros
elementos de trabajo.

34
Mejorar el control visual de stocks de repuestos y elementos de producción,
carpetas con información, planos, etc.
Eliminar las pérdidas de productos o elementos que se deterioran por permanecer
un largo tiempo expuestos en un ambiento no adecuado para ellos; por ejemplo,
material de empaque, etiquetas, envases plásticos, cajas de cartón y otros.
Facilitar el control visual de las materias primas que se van agotando y que
requieren para un proceso en un turno, etc.
Preparar las áreas de trabajo para el desarrollo de acciones de mantenimiento
autónomo, ya que se puede apreciar con facilidad los escapes, fugas y
contaminaciones existentes en los equipos y que frecuentemente quedan ocultas
por los elementos innecesarios que se encuentran cerca de los equipos.
2. SEITON - UN LUGAR PARA CADA COSA Y CADA COSA EN SU LUGAR
Seiton u orden significa más que apariencia, eliminar todo aquello que está de
más y que no tiene importancia para el trabajo que desempeñamos y organizarlo
racionalmente, tener una ubicación para cada objeto.
Arreglar las cosas eficientemente de forma que se pueda obtener lo que se
necesita en el menor tiempo posible.
Identificar las diferentes clases de objetos.
Designar lugares definitivos de almacenaje cuando el orden lógico y tratando de
disminuir el tiempo de búsqueda.
Ahorrar espacio.
Una vez hemos eliminado los elementos innecesarios, se define el lugar donde se
deben ubicar aquellos que necesitamos con frecuencia, identificándolos para
eliminar el tiempo de búsqueda y facilitar su retorno al sitio una vez utilizados (es
el caso de la herramienta).
Seiton permite:
- Disponer de un sitio adecuado para cada elemento utilizado en el trabajo de
rutina para facilitar su acceso y retorno al lugar.

35
- Disponer de sitios identificados para ubicar elementos que se emplean con
poca frecuencia.
- Disponer de lugares para ubicar el material o elementos que no se usarán
en el futuro.
- En el caso de maquinaria, facilitar la identificación visual de los elementos
de los equipos, sistemas de seguridad, alarmas, controles, sentidos de giro,
etc.
- Lograr que el equipo tenga protecciones visuales para facilitar su inspección
autónoma y control de limpieza.
- Identificar y marcar todos los sistemas auxiliares del proceso como tuberías,
aire comprimido, combustibles.
- Incrementar el conocimiento de los equipos por parte de los operadores de
producción.
BENEFICIOS DEL SEITON PARA EL TRABAJADOR
Facilita el acceso rápido a elementos que se requieren para el trabajo
Se mejora la información en el sitio de trabajo para evitar errores y acciones de
riesgo potencial.
El aseo y limpieza se pueden realizar con mayor facilidad y seguridad.
La presentación y estética de la planta se mejora, comunica orden,
responsabilidad y compromiso con el trabajo.
Se libera espacio.
El ambiente de trabajo es más agradable.
La seguridad se incrementa debido a la demarcación de todos los sitios de la
planta y a la utilización de protecciones transparentes especialmente los de alto
riesgo.
BENEFICIOS ORGANIZATIVOS
La empresa puede contar con sistemas simples de control visual de materiales y
materias primas en stock de proceso.
Eliminación de pérdidas por errores.
36
Mayor cumplimiento de las órdenes de trabajo.
El estado de los equipos se mejora y se evitan averías.
Se conserva y utiliza el conocimiento que posee la empresa.
Mejora de la productividad global de la planta.
3. SEISO - LIMPIAR EL SITIO DE TRABAJO Y LOS EQUIPOS Y PREVENIR LA
SUCIEDAD Y EL DESORDEN
Seiso o limpieza incluye, desarrollar el hábito de observar y estar siempre
pensando en el orden y la limpieza en el área de trabajo, de la maquinaria y
herramientas que utilizamos y hacer más seguros los ambientes de trabajo.
Sólo a través de la limpieza se pueden identificar algunas fallas, por ejemplo, si
todo está limpio y sin olores extraños es más probable que se detecte
tempranamente un principio de incendio por el olor a humo o un
malfuncionamiento de un equipo por una fuga de fluidos, etc.
Así mismo, la demarcación de áreas restringidas, de peligro, de evacuación y de
acceso genera mayor seguridad y sensación de seguridad entre los empleados.
La limpieza se relaciona estrechamente con el buen funcionamiento de los
equipos y la habilidad para producir artículos de calidad. La limpieza implica no
únicamente mantener los equipos dentro de una estética agradable
permanentemente. Seiso implica un pensamiento superior a limpiar. Exige que
realicemos un trabajo creativo de identificación de las fuentes de suciedad y
contaminación para tomar acciones de raíz para su eliminación, de lo contrario,
sería imposible mantener limpio y en buen estado el área de trabajo. Se trata de
evitar que la suciedad, el polvo, y las limaduras se acumulen en el lugar de
trabajo.
Para aplicar Seiso se debe:
- Integrar la limpieza como parte del trabajo diario.
- Asumirse la limpieza como una actividad de mantenimiento autónomo: "la
limpieza es inspección"

37
- Se debe abolir la distinción entre operario de proceso, operario de limpieza
y técnico de mantenimiento.
- El trabajo de limpieza como inspección genera conocimiento sobre el
equipo. No se trata de una actividad simple que se pueda delegar en
personas de menor cualificación.
- No se trata únicamente de eliminar la suciedad. Se debe elevar la acción de
limpieza a la búsqueda de las fuentes de contaminación con el objeto de
eliminar sus causas primarias
BENEFICIOS DEL SEISO
Reduce el riesgo potencial de que se produzcan accidentes.
Mejora el bienestar físico y mental del trabajador.
Se incrementa el la vida útil del equipo al evitar su deterioro por contaminación y
suciedad.
Las averías se pueden identificar más fácilmente cuando el equipo se encuentra
en estado óptimo de limpieza
La limpieza conduce a un aumento significativo de la Efectividad Global del
Equipo.
Se reducen los despilfarros de materiales y energía debido a la eliminación de
fugas y escapes.
La calidad del producto se mejora y se evitan las pérdidas por suciedad y
contaminación del producto y empaque.
4. SEIKETSU - PRESERVAR ALTOS NIVELES DE ORGANIZACIÓN, ORDEN Y
LIMPIEZA
El Seiketsu o limpieza estandarizada pretende mantener el estado de limpieza y
organización alcanzado con la aplicación de las primeras tres S, el seiketsu solo
se obtiene cuando se trabajan continuamente los tres principios anteriores. En
esta etapa o fase de aplicación (que debe ser permanente), son los trabajadores
quienes adelantan programas y diseñan mecanismos que les permitan
beneficiarse a sí mismos.

38
Seiketsu implica elaborar estándares de limpieza y de inspección para realizar
acciones de autocontrol permanente. "Nosotros" debemos preparar estándares
para nosotros". Cuando los estándares son impuestos, estos no se cumplen
satisfactoriamente, en comparación con aquellos que desarrollamos gracias a un
proceso de formación previo.
Seiketsu o estandarización pretende:
- Mantener el estado de limpieza alcanzado con las tres primeras S
- Enseñar al operario a realizar normas con el apoyo de la dirección y un
adecuado entrenamiento.
- Las normas deben contener los elementos necesarios para realizar el
trabajo de limpieza, tiempo empleado, medidas de seguridad a tener en
cuenta y procedimiento a seguir en caso de identificar algo anormal.
- En lo posible se deben emplear fotografías de como se debe mantener el
equipo y las zonas de cuidado.
- El empleo de los estándares se debe auditar para verificar su cumplimiento.
- Las normas de limpieza, lubricación y aprietes son la base del
mantenimiento autónomo (Jishu Hozen).
BENEFICIOS DEL SEIKETSU
Se guarda el conocimiento producido durante años de trabajo.
Se mejora el bienestar del personal al crear un hábito de conservar impecable el
sitio de trabajo en forma permanente.
Los operarios aprender a conocer en profundidad el equipo.
Se evitan errores en la limpieza que puedan conducir a accidentes o riesgos
laborales innecesarios.
La dirección se compromete más en el mantenimiento de las áreas de trabajo al
intervenir en la aprobación y promoción de los estándares
Se prepara el personal para asumir mayores responsabilidades en la gestión del
puesto de trabajo.

39
Los tiempos de intervención se mejoran y se incrementa la productividad de la
planta.
5. SHITSUKE - CREAR HÁBITOS BASADOS EN LAS 4'S ANTERIORES
Shitsuke o disciplina significa evitar que se rompan los procedimientos ya
establecidos. Solo si se implanta la disciplina y el cumplimiento de las normas y
procedimientos ya adoptados se podrá disfrutar de los beneficios que ellos
brindan. El Shitsuke es el canal entre las 9‟S y el mejoramiento continuo. Shitsuke
implica control periódico, visitas sorpresa, autocontrol de los empleados, respeto
por sí mismo y por los demás, y mejor calidad de vida laboral. Un área de trabajo
desorganizada y sucia genera pérdidas de eficiencia y disminuye la motivación.
Shitsuke implica un desarrollo de la cultura del autocontrol dentro de la empresa.
Si la dirección de la empresa estimula que cada uno de los integrantes aplique el
Ciclo Deming en cada una de las actividades diarias, es muy seguro que la
práctica del Shitsuke no tendría ninguna dificultad. Es el Shitsuke el puente entre
las 5S y el concepto Kaizen o de mejora continua. Los hábitos desarrollados con la
práctica del ciclo PHVA se constituyen en un buen modelo para lograr que la
disciplina sea un valor fundamental en la forma de realizar un trabajo.
Shitsuke implica:
- El respeto de las normas y estándares establecidos para conservar el sitio
de trabajo impecable.
- Realizar un control personal y el respeto por las normas que regulan el
funcionamiento de una organización.
- Promover el hábito de auto controlar o reflexionar sobre el nivel de
cumplimiento de las normas establecidas.
- Comprender la importancia del respeto por los demás y por las normas en
las que el trabajador seguramente ha participado directa o indirectamente
en su elaboración.
- Mejorar el respeto de su propio ser y de los demás.
BENEFICOS DE PLICAR SHITSUKE

40
Se crea una cultura de sensibilidad, respeto y cuidado de los recursos de la
empresa.
La disciplina es una forma de cambiar hábitos.
Se siguen los estándares establecidos y existe una mayor sensibilización y
respeto entre personas.
La moral en el trabajo se incrementa.
El cliente se sentirá más satisfecho ya que los niveles de calidad serán superiores
debido a que se han respetado íntegramente los procedimientos y normas
establecidas.
El sitio de trabajo será un lugar donde realmente sea atractivo llegara cada día.
6. SHIKARI – CONSTANCIA
Es la capacidad de una persona para mantenerse firmemente en una línea de
acción. La voluntad de lograr una meta. Existe una palabra japonesa konyo que en
castellano traduce algo similar a la entereza o el estado de espíritu necesario para
continuar en una dirección hasta lograr las metas.
La constancia en una actividad, mente positiva para el desarrollo de hábitos y
lucha por alcanzar un objetivo. Todo esto es Shikari.
- Planifique y controle permanentemente sus trabajos.
- Haga de la limpieza, el orden y la puntualidad una constante en su vida.
7. SHITSUKOKU – COMPROMISO
Es cumplir con lo pactado. Los procesos de conversación generan compromiso.
Cuando se empeña la palabra se hace todo el esfuerzo por cumplir. Es una ética
que se desarrolla en los lugares de trabajo a partir de una alta moral personal.
Algunas personas logran ser disciplinadas y constantes (5ª S y 6ª S). Sin
embargo, es posible que las personas no estén totalmente comprometidas con la
tarea.

41
Shitsukoku significa perseverancia pala el logro de algo, pero esa perseverancia
nace del convencimiento y entendimiento de que el fin buscado es necesario, útil y
urgente para la persona y para toda la sociedad.
- Se debe llevar a cabo con disciplina aplicada de los dirigentes hacia sus
subordinados.
- Las políticas empresariales deben imponerse con seriedad para que el
empleado se sienta con una gran responsabilidad de llevar a cabo su
trabajo.
8. SEISHOO – COORDINACIÓN
Esta S tiene que ver con la capacidad de realizar un trabajo con método y
teniendo en cuenta a las demás personas que integran el equipo de trabajo. Busca
aglutinar los esfuerzos para el logro de un objetivo establecido.
Se trata de lograr que los músicos de una orquesta logren la mejor interpretación para el público, donde los instrumentos principales y secundarios actúan bajo una sincronización perfecta de acuerdo a un orden establecido en la partitura.
Esto mismo debe ser el trabajo en una empresa. Los equipos deben tener métodos de trabajo, de coordinación y un plan para que no quede en lo posible nada a la suerte o sorpresa. Los resultados finales serán los mejores para cada actor en el trabajo y para la empresa.
- Mantener buena comunicación de los avances como las demoras en tiempo.
- Realizar mayor énfasis en la etapa menos desarrollada.
9. SEIDO – SINCRONIZACIÓN
Permite regular y normalizar aquellos cambios que se consideren benéficos para
la empresa y se realiza a través de normas, reglamentos o procedimientos. Éstos
señalan cómo se deben hacer las actividades que contribuyan a mantener un
ambiente adecuado de trabajo. Seido implica normaliza el trabajo.
- Se llevará a cabo por medio de manuales, procedimientos, libros de
inventarios, reportes que servirán como base para las emergencias,
mantenimiento o regeneración de una ampliación de la industria.
42
¿POR QUÉ NO SE APLICAN LAS 9'S?
Hay una serie de preceptos que acompañan la no aplicación de las 9's en las
empresas, dentro de ellos se tienen:
La maquinaria no puede parar. La presión por cumplir con cronogramas y
tiempos de entrega hace que no se tomen las precauciones necesarias en
el mantenimiento de la maquinaria.
La limpieza es una pérdida de tiempo y recursos. Algunos empleadores
creen que el hecho de que los propios empleados mantengan aseada y
segura su área de trabajo representa una pérdida de tiempo y por lo tanto
de recursos "yo les pago para que trabajen no para que limpien" o de parte
de los empleados "me contrataron para trabajar no para limpiar"
La costumbre. Cuando las personas y la empresa se acostumbran a
adelantar sus tareas en medio de ambientes no sólo sucios y desordenados
sino inseguros, creen que no hay necesidad de aplicar las 9'S.
QUÉ BENEFICIOS GENERA LA APLICACIÓN DE LAS 9'S
La implementación de una estrategia de 9'S es importante en diferentes áreas, por
ejemplo, permite eliminar despilfarros y por otro lado permite mejorar las
condiciones de seguridad industrial, beneficiando así a la empresa y sus
empleados. Algunos de los beneficios que genera la estrategias de las 9'S son:
Una mayor satisfacción de los clientes y/o trabajadores.
Menos accidentes.
Menos pérdidas de tiempo para buscar herramientas o papeles.
Una mayor calidad del producto o servicio ofrecido.

43
Disminución de los desperdicios generados.
Una mayor satisfacción de nuestros clientes.
CONSECUENCIAS DE NO LLEVAR A CABO LAS 9 “s”
Fuente: http://www.updce.ipn.mx/ae/guiasem/ordenylimpiezaentuempresa.pdf
Control visual
Distinguir fácilmente una situación normal de otra anormal. Normal en cuanto
existen normas visibles para todos. Y establecer cómo actuar para corregir las
desviaciones de la norma.
44
El Control Visual es una forma eficaz de hacer aflorar las anomalías para que
todos comprendan lo que está ocurriendo en el área de trabajo, de forma que les
sea más fácil a todas las personas respetar las normas estipuladas.
Consiste en establecer sistemas visuales que permitan gestionar fácilmente el
nivel alcanzado en organización, orden y limpieza.
Distinguir una situación normal de otra anormal mediante normas sencillas y
visibles para todos. Previamente necesitaremos:
- Conocer los elementos a controlar.
- Establecer la diferencia entre normalidad y anormalidad.
- Idear mecanismos que permitan el Control Visual.
- Indicar las acciones correctas en caso de anormalidad.
El Control Visual ayuda a mantener las fases anteriores, de forma que podemos
hablar de:
- Organización visual.
- Orden visual.
- Limpieza visual.
Problemas por la falta de Control Visual:
- Se desconoce si aparecen nuevos materiales innecesarios.
- Se desconoce si están todos los elementos necesarios o si falta alguno.
- Se desconoce si los elementos necesarios están ubicados en el lugar
correcto.
- Se desconoce si existe más o menos cantidad de la necesaria.
QUE CUALQUIERA PUEDA APRECIAR A SIMPLE VISTA
LA ORGANIZACIÓN, EL ORDEN Y LA LIMPIEZA.
45
- Se desconoce si los procedimientos de limpieza se cumplen.
- Se desconoce si se dispone de todos los medios de limpieza.
- Se desconoce si los medios de limpieza están en su sitio.
- Se desconoce si los indicadores están por encima o por debajo de los
valores adecuados.
En definitiva, no se puede distinguir de un vistazo la diferencia entre normalidad y
anormalidad, lo cual hace más difícil evitar la vuelta atrás.
Características:
- Que se vea fácilmente.
- Instalada en los elementos.
- Fáciles de interpretar.
Técnicas que se pueden utilizar, con imaginación y creatividad:
- Mapas.
- Colores.
- Etiquetas.
- Indicadores de límites.
- Marcas y símbolos.
- Luces y sonidos.
Se precisa conocer muy bien los elementos e idear un mecanismo de control
visual. Para reconocer con rapidez situaciones inapropiadas, estableciendo el
modo de actuar para corregirlas.
Sistemas:
- Máximos y mínimos.
- Reposición.
- Orden de ubicación.

46
- Indicadores y señalizaciones.
- Destino (saber quién lo tiene).
- Colores.
- Falta (hueco para indicar que falta algo).
Pasos
Planificar la fase
Planificar la fase es establecer el calendario y preparar la reunión, es decir:
- Completar la planificación.
- Establecer el Orden del Día de la reunión.
Es importante que todos los miembros del equipo lean previamente la carpeta a fin
de que se sensibilicen sobre la necesidad y los beneficios de la aplicación del
Control Visual, así como fomentar la creatividad necesaria para ejecutar esta fase.
Deben conocer:
Qué es el Control Visual y su propósito.
Cómo afecta la falta de Control Visual a la actividad diaria.
Qué son los estándares (ejemplos de la vida diaria ajena a la empresa, ejemplos
de experiencias de interés, ejemplos de dispositivos y técnicas, ejemplos para
aplicar en la propia área).
Cómo comportarse ante una situación anormal.
Preparar la reunión supone fijarse en el área en aquello que es susceptible de ser
controlado visualmente y en qué técnicas pueden aplicarse. Y esa es tarea de
todos los miembros del equipo.
Específicamente el facilitador redactará el orden del día y lo enviará, realizará
borradores de la planificación de la fase, de la ficha de interpretación, del listado
de control visual y del plan de ejecución de las acciones.
Convendrá asegurarse de que se ha terminado de completar la identificación y
eliminación de las fuentes de suciedad, de los lugares difíciles de limpiar, de las

47
piezas deterioradas o dañadas y de los apaños, en caso contrario habrá que
acabarlo.
Reunión de consejo
La reunión de consenso es el lugar y modo de marcar las pautas para ejecutar la
fase y elaborar las plantillas:
- Marcar las pautas para ejecutar la fase y elaborar la ficha de interpretación.
- Elaborar la lista de Control Visual.
- Realizar el Plan de acción.
- Elaborar el acta de la sesión.
En la reunión hay que identificar los elementos a controlar visualmente. Para ello
nos apoyamos en dos plantillas:
Ficha de interpretación, donde se justifica las necesidades de control y se concreta
el tipo de control.
Listado de Control Visual, en el que especificamos cada elemento que se debe
controlar y qué tipo de control se le aplica.
Ejemplo de elementos a controlar
Indicadores Áreas.
Servicios o dependencias.
Nombres de personas.
Carteles de ubicación o avisos.
Indicadores luminosos y
sonoros
Alarmas de peligro.
Salidas de emergencia.
Falta de papel en la fotocopiadora.
Orden y niveles de existencias Papel.
Consumibles: bolígrafos, lapiceros, gomas, etiquetas.
Modelos de documentos.

48
Papel oficial.
Repuestos de grapas, clics, etc.
Orden y cantidad Papel.
Carpetas y carpetillas.
Papel oficial.
Tinta, tóner, etc.
Posiciones De cajas archivadoras.
De carpetas.
Ubicación Ordenadores.
Fotocopiadoras.
Medios de transporte de materiales.
Puntos de inspección de procedimientos de limpieza.
Indicaciones Seguridad e higiene.
Productos peligrosos.
Para qué se hace el Control Visual:
- Para evitar errores humanos.
- Para alertar del peligro de manipulación.
- Para ayudar en la ubicación correcta de las cosas.
- Para facilitar la localización de las cosas.
- Para identificar los lugares a mantener (prevención).
- Para explicar instrucciones y valores de funcionamiento.
Las mayores dificultades pueden provenir de:
Identificar los elementos susceptibles de controlar visualmente, no dejándose
llevar por la tendencia a infravalorar el beneficio de su control.

49
Prestar atención al mínimo detalle, preguntándose creativamente cómo se puede
asegurar todo.
Fijar los estándares (normas y criterios). La casuística particular y la variedad de
posibilidades inducen a no querer fijarlos. Convivir con la ambigüedad es más
cómodo, pero mucho más peligroso.
La reflexión que realicemos servirá para definir cómo vamos a conseguir que
cualquier desviación de la norma sea visible inmediatamente para todos, es decir:
Diseñar los dispositivos de control visual que necesitamos.
Establecer los estándares de funcionamiento pendientes.
La definición del tipo de control visual irá acompañada de un plano o un croquis si
fuera necesario.
Las principales características que deben reunir los dispositivos de Control Visual
son:
- Que pueda verse fácilmente a distancia, sin necesidad de buscarlo, de lo
contrario perdería su propósito.
- Que esté instalada directamente en los elementos a controlar.
- Que sean fáciles de interpretar correctamente por cualquiera: intuitivos.
Utilizando el lenguaje universal de códigos y signos.
- Que cualquiera pueda tomar las acciones correctoras necesarias.
Las técnicas de Control Visual que se pueden utilizar, dependerán de la
imaginación y creatividad del grupo, que buscará las que mejor se adapten al caso
particular:
Mapas instalados en el área para facilitar la localización de determinados
elementos.
Colores variados siguiendo un código universal o pactado en el grupo.
Etiquetas de papel o de plástico que indiquen avisos, señales, productos,
instrucciones, direcciones, etc.
Indicadores de límites pintados o señalados con luces.

50
Marcas y símbolos en los elementos o en las paredes y suelos.
Luces y sonidos que alerten o avisen de situaciones, por ejemplo las peligrosas.
Ejecutar las acciones
Ejecutar la acción implicará completar las listas y actuar. Básicamente:
- Sacar fotos del antes.
- Ejecutar los criterios de la ficha de interpretación de Control Visual y
completar la lista.
- Realizar las acciones acordadas.
- Proponer y realizar acciones de mejora.
- Sacar fotos del después.
Ahora se trata de implantar todos los dispositivos definidos en la reunión de
consenso utilizando la ficha de interpretación de Control Visual y la lista de
elementos a controlar visualmente. Para ello se establece el plan de acción al que
habrá que añadir un responsable de la ejecución, otro de realizar el seguimiento y
el plazo establecido para llevarlo a cabo.
Según se vayan implantando los dispositivos de control se irán realizando las
fotografías del "después". Es conveniente hacer una foto por cada una de las
acciones realizadas, servirán de referencia y formación para las próximas áreas en
las que vayamos a implantar la metodología.
Procedimental y controlar
En este paso se trata de fijar los criterios futuros y rellenar las fichas de control.
Principalmente deberemos:
- Fijar los criterios futuros de Control Visual.
- Completar la ficha de control.
- Actualizar el Panel.
Implantar los criterios futuros de Control Visual implica preparar procedimientos
claros que:

51
Aseguren el conocimiento de los controles, de forma que cualquier trabajador
consultando el procedimiento se aclare de cómo debe actuar.
Permitan recuperar rápidamente las condiciones de trabajo normales en caso de
anomalías, siguiendo los pasos que se indiquen en el procedimiento.
Consoliden la continuidad y eficacia del Control Visual.
En cada procedimiento se describirá de forma clara:
El elemento que debe controlarse.
Un esquema, croquis o plano que muestre cómo es la situación normal de dicho
elemento.
La acción correctora en caso de anomalía.
Estos procedimientos deben estar al alcance de los trabajadores del área de forma
que sean fácilmente consultables.
La ficha de control debe contemplar la previsión de ejecución de las acciones
correctoras previstas en el procedimiento.
Por último es muy conveniente establecer indicadores para verificar el grado de
implantación de Control Visual, por ejemplo utilizando una gráfica de doble entrada
en la que se visualice el número de puntos de Control Visual realizados por
semanas o meses, o bien su contrario, el número de elementos sin controlar
visualmente que restan a lo largo de las semanas o meses.
Justo a Tiempo (JIT)
“Just in time” (que también se usa con sus siglas JIT), literalmente quiere decir
“Justo a tiempo”. Es una filosofía que define la forma en que debería optimizarse
un sistema de producción. La fabricación justo a tiempo no es más que producir el
mínimo número de unidades en las menores cantidades posibles y en el último
momento posible.
Objetivos del Justo a Tiempo
El JIT tiene 4 objetivos esenciales:
Poner en evidencia los problemas fundamentales.
Eliminar despilfarros.

52
Buscar la simplicidad.
Diseñar sistemas para identificar problemas.
Figura 4. Objetivos del JIT
http://diposit.ub.edu/dspace/html/2445/6942/JIT_concepte_carac.pdf
Poner evidencia los problemas fundamentales: Para describir el primer objetivo
de la filosofía JIT los japoneses utilizan la analogía del “río de las existencias”. El
nivel del río representa las existencias y las operaciones de la empresa se
visualizan como un barco. Cuando una empresa intenta bajar el nivel del río, en
otras palabras, reducir el nivel de las existencias, descubre rocas, es decir,
problemas. En la siguiente tabla se muestran algunos de estos problemas y
soluciones JIT:
Figura 5 soluciones JIT
http://diposit.ub.edu/dspace/html/2445/6942/JIT_concepte_carac.pdf 2
2 Tesis Propuesta de mejoramiento continuo en el proceso de producción de hielo a través
de la aplicación de las herramientas del lean manufacturing, 2009
53
Eliminar despilfarros: Eliminar despilfarros implica eliminar todas las actividades
que no añaden valor al producto con lo que se reduce costes, mejora la calidad,
reduce los plazos de fabricación y aumenta el nivel de servicio al cliente. En este
caso el enfoque JIT consiste en:
Hacerlo bien a la primera.
El operario asume la responsabilidad de controlar, es decir, el operario trabaja en
autocontrol.
Garantizar el proceso mediante el control estadístico (SPC).
Analizar y prevenir los riesgos potenciales que hay en un proceso.
Reducir stocks al máximo.
Simplicidad en el proceso: El JIT pone mucho énfasis en la búsqueda de la
simplicidad, basándose en el hecho de que es muy probable que los enfoques
simples conlleven una gestión más eficaz. El primer tramo del camino hacia la
simplicidad cubre 2 zonas:
Flujo de material
Control de estas líneas de flujo
Un enfoque simple respecto al flujo de material es eliminar las rutas complejas y
buscar líneas de flujo más directas, si es posible unidireccionales. Otro es agrupar
los productos en familias que se fabrican en una línea de flujo, con lo que se
facilita la gestión en células de producción o “mini factorías”.
Sistema de Jalar o PULL
Es un sistema de producción donde cada operación estira el material que necesita
de la operación anterior. Consiste en producir sólo lo necesario, tomando el
material requerido de la operación anterior. Su meta óptima es: mover el material
entre operaciones de uno por uno.
54
En la orientación "pull" o de jalar, las referencias de producción provienen del
precedente centro de trabajo. Entonces la precedente estación de trabajo dispone
de la exacta cantidad para sacar las partes disponibles a ensamblar o agregar al
producto. Esta orientación significa comenzar desde el final de la cadena de
ensamble e ir hacia atrás hacia todos los componentes de la cadena productiva,
incluyendo proveedores y vendedores. De acuerdo a esta orientación una orden
es disparada por la necesidad de la siguiente estación de trabajo y no es un
artículo innecesariamente producido.
La orientación "pull" es acompañada por un sistema simple de información
llamado Kanban. Así la necesidad de un inventario para el trabajo en proceso se
ve reducida por el empalme ajustado de la etapa de fabricación. Esta reducción
ayuda a sacar a la luz cualquier pérdida de tiempo o de material, el uso de
refacciones defectuosas y la operación indebida del equipo. El sistema de jalar
permite:
Reducir inventario, y por lo tanto, poner al descubierto los problemas
Hacer sólo lo necesario facilitando el control
Minimiza el inventario en proceso
Maximiza la velocidad de retroalimentación
Minimiza el tiempo de entrega
Reduce el espacio
Sistema de Empujar PUSH
En un sistema de empujar, el énfasis se hace en el uso de información sobre
clientes, proveedores y producción para la administración de los flujos de
materiales. Se planea que los lotes de materias primas lleguen a la fábrica
aproximadamente cuando se necesiten para la fabricación de lotes de piezas sub
ensambles. Éstos se fabrican y entregan al ensamble final aproximadamente
cuando se requieren. y los productos terminados se ensamblan y embarcan
aproximadamente cuando los clientes los necesitan.
Los lotes de materiales se empujan hacia las puertas traseras de las fábricas uno
después otro, lo que a su vez empuja a otros lotes a través de todas las etapas de
la producción. Estos flujos de materiales se planean y controlan mediante una

55
serie de programas de producción que indicar cuándo cada lote de cada producto
en particular debe salir de cada una de las etapas de la producción.
"Se trata de un sistema de empujar: Fabrique las piezas y envíelas donde se
necesitan a continuación, o si no, al inventario, empujando así el material a través
de la producción de acuerdo con el programa."
En los sistemas de empujar, la capacidad de producir productos, cuando se han
prometido a los clientes, depende de la precisión de los programas que, a su vez,
dependen en gran medida de la precisión de la información sobre la demanda del
cliente y de los tiempos de entrega-
Los sistemas de empujar han dado como resultado grandes reducciones en
inventarios de materias primas y una mayor utilización de trabajadores y
máquinas, en comparación con los sistemas de agotamiento de depósito,
particularmente en producciones enfocadas a procesos.
El concepto administrativo detrás de los sistemas empujar es el de planeación
central. Las decisiones sobre cómo deben procesarse las órdenes de producción
son centralizadas. Estas decisiones se empujan después a niveles más bajos de
la organización y deben cumplir con el programa central generado.
Kaizen
Término de origen japonés que significa Kai ”cambio”, zen “Mejora”, que aplicado
a la filosofía de la Calidad en Occidente podemos definirlo como Mejora Continua
y que implica a todas las estructuras de la empresa en las labores de
mantenimiento e innovación.
El objetivo fundamental de esta herramienta es involucrar a toda la plantilla en esa
cultura de mejora continua pero especialmente a los operarios por ser los
verdaderos conocedores del puesto de trabajo.
La filosofía Kaizen supone que nuestra forma de vida sea nuestra vida en el
trabajo, vida social o vida familiar, merece ser mejorada de manera constante.
Kaizen es un enfoque humanista, porque espera que todos participen en él. Está
basado en la creencia de que todo ser humano puede contribuir a mejorar su lugar
de trabajo, en donde pasa una tercera parte de su vida.
Kaizen es una estrategia dirigida al consumidor para el mejoramiento. Comienza
comprendiendo las necesidades y expectativas del cliente para luego satisfacerlas

56
y superarlas. Se supone que a la larga todas las actividades deben conducir a una
mayor satisfacción del cliente.
La percepción japonesa de la administración tiene dos componentes principales: el
mantenimiento y el mejoramiento. El mantenimiento se refiere a las actividades
dirigidas a mantener los estándares actuales mediante entrenamiento y disciplina.
El mejoramiento se refiere a mejorar los estándares actuales, o sea, establecer
estándares más altos.
1. Kaizen orientado al grupo: Es un método permanente que ésta representado
por los círculos de calidad y grupos pequeños que usan varias herramientas
estadísticas para resolver los problemas. El método permanente también requiere
todo el ciclo de PHVA (aplicación de la secuencia: planificar, hacer, verificar,
actuar) y exige que los miembros del equipo no solo identifiquen las áreas
problema sino también identifiquen las causas, las analicen y ensayen medidas
preventivas y establezcan nuevos estándares y/o procedimientos.
2. Kaizen orientado al individuo: El punto de partida de Kaizen es que el
trabajador adopte una actitud positiva hacia el cambio y mejoramiento de la forma
en que trabaja. La atención y respuesta de la administración son esenciales si los
trabajadores se van a convertir en “trabajadores pensantes” buscando siempre
una mejor forma de ejecutar su trabajo, sin embargo, no siempre se buscan
resultados económicos inmediatos.
3. Kaizen orientado a la administración: Se concentra en los puntos logísticos y
estratégicos de máxima importancia y proporciona el impulso para mantener el
progreso y la moral. Las oportunidades para el mejoramiento están en todos lados.
El punto de partida Kaizen es identificar el desperdicio en los movimientos del
trabajador, éste es uno de los problemas más difíciles de identificar ya que tal
desperdicio en los movimientos es parte integral de la secuencia del trabajo.
La metodología Kaizen tiene las siguientes metas fundamentales: cero inventarios,
cero accidentes, cero paros de máquina, cero tiempos de entrega, cero
desperdicios, cero defectos.

57
Jidoka
Es un término japonés que en el mundo Lean Manufacturing significa
“automatización con un toque humano”. Jidoka permite que el proceso tenga su
propio autocontrol de calidad3.
Así, por ejemplo, si existe una anormalidad durante el proceso, este se detendrá
ya sea automática o manualmente, impidiendo que las piezas defectuosas
avancen en el proceso. Todo lo contrario a los sistemas tradicionales de calidad,
en los cuales las piezas son inspeccionadas al final de su proceso productivo.
Jidoka mejora la calidad en el proceso ya que solo se producirán piezas con cero
defectos.
Pero Jidoka no funcionaria sólo con el simple hecho de detectar una anomalía y
parar la línea. Jidoka es algo más, es corregir la condición anormal e investigar la
causa raíz para eliminarla para siempre.
Por lo que una buena ejecución de Jidoka consta de cuatro pasos, los dos
primeros pasos pueden ser automatizados. A diferencia de los pasos tres y cuatro,
los cuales son de total dominio de personas, ya que requieren de un diagnóstico,
de un análisis, y de una resolución de problemas.
Detectar la anormalidad
Las anormalidades se pueden detectar tanto en los procesos en los que
intervienen máquinas como en los procesos que intervienen personas. En el
primer caso, se construyen mecanismos dentro de las máquinas, los cuales
detectan anomalías y automáticamente paran la máquina durante el tiempo de
ocurrencia.
En el caso de personas, se les da la autoridad para que opriman botones o tiren
de cuerdas llamadas “cuerdas andon” que como consecuencia podrían llegar a
parar una línea entera de producción.
3 Lean Sigma, Jidoka, Automatización con Toque humano, Carlos Noriega, Consultor Sénior
58
Parar
Lo que para muchas personas resulta difícil de entender es el hecho de parar la
línea de producción, ya que se puede caer en el gran error de pensar que cada
vez que se tira de una “cuerda andon” en una estación de trabajo toda la
producción entra en una gran parada hasta que el problema sea resuelto. En
realidad, las líneas de producción se pueden dividir en secciones y estas a su vez
en estaciones de trabajo, de forma que cuando una estación de trabajo avisa de
su problema tirando de una “cuerda andon”, la línea sigue produciendo, teniendo
un tiempo de ciclo para resolver el problema hasta que la sección de la línea entra
en parada.
Si se llega a la situación en la que el problema no se puede resolver dentro del
tiempo de ciclo, la sección cuenta con un buffer controlado a su entrada que
funciona como si fuera un pulmón, de manera que la sección que esté aguas
arriba o sección anterior, puede seguir produciendo y así evitar que se pare toda la
fábrica.
En el peor de los casos, si no se puede encontrar solución será inevitable parar la
línea de producción
Fijar o corregir la condición anormal
Para volver al ritmo de producción. Para volver a este ritmo, usaremos distintas
opciones como pueden ser:
• Poner a funcionar un proceso excepcional como implementar un Kanban.
(Sistema de señal por tarjetas).
• Poner una unidad en estación de re–trabajo.
• Parar la producción hasta que una herramienta rota sea arreglada.
Investigar la causa raíz e instalar las contramedidas.
Para investigar la causa tenemos que bajar al nivel del usuario del proceso para,
por ejemplo, a través del método de “los cinco por qué” encontrar la raíz del
problema. Una vez investigado podemos instalar una solución permanente que

59
haga que este problema no vuelva a suceder, por ejemplo, a través del método de
“los cinco por qué” encontrar la raíz del problema.
Poka Yoke
Es una técnica de calidad desarrollada por el ingeniero japonés Shigeo Shingo en
los años 1960´s dentro de lo que se conoce como Sistema de Producción Toyota
(TPS), que significa "a prueba de errores", es un dispositivo destinado a evitar
errores4.
Es un sistema el cual garantiza la seguridad de los usuarios de cualquier
maquinaria, proceso o procedimiento, donde se encuentren relacionados, evitando
accidentes de cualquier tipo, que originarían piezas mal fabricadas si siguieran en
proceso con el consiguiente costo.
Afirmaba Shingo que la causa de los errores estaba en los trabajadores y los
defectos en las piezas fabricadas se producían por no corregir aquéllos.
Consecuente con tal premisa cabían dos posibilidades u objetivos a lograr con el
Poka-Yoke:
- Imposibilitar de algún modo el error humano; por ejemplo, los cables para la
recarga de baterías de teléfonos móviles y dispositivos de corriente
continua.
- Resaltar el error cometido de tal manera que sea obvio para el que lo ha
cometido; por ejemplo, cuando un trabajador ha de montar dos pulsadores
en un dispositivo colocando debajo de ellos un muelle; para evitar la falta de
éste último en alguno de los pulsadores se hizo que el trabajador cogiera
antes de cada montaje dos muelles de la caja donde se almacenaban todos
y los depositase en una bandeja o plato; una vez finalizado el montaje, el
trabajador se podía percatar de inmediato del olvido con un simple vistazo a
la bandeja, algo imposible de hacer observando la caja donde se apilaban
montones de muelles.
Las Técnicas Poka Yoke pretenden eliminar los defectos en dos posibles estados:
1. Antes de que ocurran (predicción): se trata de diseñar mecanismos que avisen
al operario cuándo se va a cometer un error para que lo evite (alarma), que paren
4 POKA-JOKE, Sistema Anti Errores, Ingeniero Alejandro Escalhao, TQM Manager
60
la cadena cuando se ha hecho algo mal (parada) o que simplemente incorporen
nuevos elementos al puesto de trabajo que hagan imposible o difícil un
determinado error (control).
2. Una vez ocurridos (detección): se trata de diseñar mecanismos que avisen
cuando se ha fabricado un producto defectuoso (alarma), que paren la cadena si
esto ocurre (parada) o que simplemente eviten que ese producto defectuoso pase
al siguiente proceso (control).
Muchas de estas técnicas hacen posible la inspección al 100% incorporando
mecanismos económicos. Por lo tanto, estas técnicas evitan que se cometan
errores humanos en dos ámbitos de trabajo: las actividades de producción
(predicen y evitan errores de producción) y las actividades de supervisión de la
producción (evitan errores de detección).
Existen tres tipos de PokaYoke
1. Tipo Contacto
El uso de formas, dimensiones o algunas otras propiedades físicas para detectar
el contacto o no contacto de una parte en especial.
2. De número constante
En caso que un número de movimientos o actividades no sean hechas, una señal
de error se dispara.
3. De secuencia de desempeño
Asegura que los pasos a realizar se ejecutan en el orden correcto.
V.gr: el uso de un checklist para revisiones previas a un vuelo o el completar el
llenado de registros en una secuencia lógica.
Tipos de Inspección
Para tener éxito en la reducción de defectos dentro de las actividades de
producción, debemos entender que los defectos son generado por el trabajo, y
que toda inspección puede descubrir los defectos. Los tipos de inspección son:

61
Inspección de criterio: Es usada principalmente para descubrir defectos.
Inspección para separar lo bueno de lo malo
Comparado con el estándar.
Muestreo o 100%, cualquiera de los dos.
Los productos son comparados normalmente contra un estándar y los artículos
defectuosos son descartados.
Inspección Informativa: Inspección para obtener datos y tomar acciones
correctivas. Usado típicamente como:
Auto inspección.
Inspección subsecuente.
Auto−Inspección: La persona que realiza el trabajo verifica la salida y toma una
acción correctiva inmediata.
Mapeo del flujo de valor VSM
El “Value Stream Map”, el mapa de la cadena de valor, es el documento que
resulta de cartografiar la cadena de valor de una familia de productos, o “Value
Stream Mapping”. Tan importante como el mapa es el proceso de su elaboración.
A lo largo del mismo se van a observar las actividades por las que pasa el
producto con una óptica que va a facilitar la eliminación de las causas raíz del
despilfarro. Eliminar dichas causas es la finalidad de la filosofía “lean”.
Valor es aquello por lo que el cliente está dispuesto a pagar. Siempre que se
entrega un producto o un servicio a un cliente, hay detrás una cadena de valor. La
cadena de valor es el conjunto de actividades (con y sin valor añadido) que han
sido necesarias para, mover el producto a través de toda la organización, desde el
diseño y la producción hasta la distribución y la entrega al cliente.
El VSM se comenzó a utilizar en Toyota. A partir de 1998 se empieza a difundir
fuera de esta empresa. Hoy se ha convertido en la herramienta clave del viaje a
recorrer por cualquier organización que persiga ser cada vez más “lean”.
Especialmente de aquellas que empiezan.

62
En el VSM se representan tanto el flujo de materiales como el flujo de información
y las relaciones que existen entre ambos. Es una herramienta sencilla que permite
una visión panorámica de toda la cadena de valor. Se trata de una herramienta
cualitativa en la que los datos se emplean para crear sentido de urgencia.
El VSM es una herramienta esencial para trascender la noción de proceso, esto
es, ver y pensar en flujos de información y material y no en procesos aislados. Es
una forma de ver, y de aprender a ver, lo que está pasando realmente en la
empresa.
El siguiente paso consiste en identificar modos de mejorar los flujos, tratando de
eliminar las causas raíz del desperdicio, utilizando así el tiempo, talento y recursos
de manera más eficiente. Para poder llevar a cabo este paso será preciso conocer
más en profundidad las posibilidades que ofrece el “lean”.
El VSM proporciona un lenguaje común, facilita la comunicación y el consenso
entre todos los niveles de la organización sobre dónde y por qué conviene realizar
acciones tales como implantaciones de sistemas kanban, células de trabajo, TPM,
talleres SMED, cambios de “lay-out”, 5S, gestión visual, etc. Este segundo paso
conducirá a la representación del VSM del estado futuro.
El tercer paso consiste en desplegar el plan de acción para llegar al VSM futuro
con objetivos, plazos y responsables, tratando de simplificar y mejorar la cadena
de valor.
Análisis y mapeo de la cadena de valor en la empresa.
El siguiente diagrama de flujo básico provee el marco general para los flujos de
proceso
Necesarios para conducir el análisis y mapeo de la cadena de valor en la empresa
por medio de trece pasos.

63
PASO UNO:
Definir el ciclo de vida del negocio para la compañía, Definición e identificación de
todas las acciones de valor clave.
Además, incluye una representación de las interacciones de clientes y
proveedores en los flujos. También, incluye las interacciones de liderazgo e
integración de los procesos representados.
PASO DOS:
Evaluar otros flujos potenciales que no sean de la empresa completamente, o
servicios compartidos, o aquellos que puedan estar en paralelo a los flujos ya
descritos. Por ejemplo, TI, Negocio vía Internet, Recursos Humanos, Contabilidad,
etc., o aun análisis sociales/culturales deberían ser incluidos. Finalmente,
desarrollar el análisis de algunas influencias externas (sociales, medio ambiente,

64
política) al mapa, así como fuerzas desestabilizadoras que pueden ser internas o
externas (políticas, leyes, demografía, tendencias, etc.)
PASO TRES:
Evaluar y mapear los flujos de productos, programas, servicios, información,
dinero, y tiempo como sea necesario; basado en el ciclo de vida del negocio
definido en el paso uno.
PASO CUATRO:
El mapa resultante y listo de influencias representa el estado actual o nivel de
funcionamiento de la empresten ese momento. En este punto, se podrían validar
limites, valores, resultados de la compañía, visión, y misión. Y ajustar como sea
necesario para reflejar la realidad.
PASO CINCO:
Tomar cada porción del estado actual y examinar paso a paso hacia el siguiente
nivel de procesos, flujos, componentes, o influencias. Recorrer los procesos paso
a paso permite la interacción de varios flujos (sociales/técnicos) siendo más
evidente, y para que más datos sean reunidos y analizados.
PASO SEIS:
Sobreponer todos los componentes de información, sociales, y técnicos del flujo
aun no capturados y mapeados. Validar la existencia de las conexiones, y los
puntos de decisión del análisis en la estructura de trabajo del estado actual.
Incluyendo servicios compartidos antes mencionados (TI, RH, Liderazgo, etc.) al
mapa.
PASO SIETE:
Capturar información relevante que es medida en términos definidos por la
compañía y entendida consistentemente (para prevenir errores en la comparación
de datos). En otras palabras, capturar las métricas o información disponible para
cada pieza y desarrollar un análisis/vinculo de los comportamientos que cada uno
genera. Conducir evaluaciones para capturar otros elementos de información y
crear un enfoque comprehensivo.
65
PASO OCHO:
Analizar, identificar y capturar desperdicios, inhibidores de flujo y valor (ya sea
sociales o técnicos), costos, riesgos para fluir, y riesgos de éxito. Agrupar estos
resultados en temas de la compañía, y realizar un análisis para entender las
implicaciones con el tiempo, recursos, y dinero que cada uno representa.
PASO NUEVE:
Crear un estado ideal basado en la perfección. Elementos de este estado deberían
incluir elementos técnicos de Lean y elementos sociales, uno por uno, libre de
defectos, al costo mas bajo, una fuerza de trabajo comprometida y capaz, toma
de decisiones autónoma, reconocimiento e incentivos ligados al desempeño,
alineación con la meta de la empresa, etc. Se toma en cuenta que alcanzar la
perfección es imposible, pero esto permite un análisis y pensamiento adelantado
que creará un estado futuro mas robusto.
PASO DIEZ:
Crear un estado futuro realizable en un relativamente corto plazo (18 a 24 meses)
basado sobre ese estado ideal.
PASO ONCE:
Evaluar y analizar las brechas en la habilidad para lograr el estado futuro. Crear
una serie balanceada de métricas/medidas para el éxito y confirmar
comportamientos generados conforme a las directivas del estado futuro.
PASO DOCE:
Establecer e implementar acciones/programas/eventos para manejar la creación
de valor y eliminación de desperdicio para lograr el estado futuro. Crear la
infraestructura necesaria (incluyendo estructura organizacional) para asegurar el
liderazgo, integración, correcciones de curso, validación, y contabilidad para los
cambios. Analizar riesgos, asuntos de cambio de dirección, y otros inhibidores
para una implementación exitosa. Asegurar las acciones permite una visión del
ciclo de vida total de la cadena de valor.
PASO TRECE:
Establecer un periodo de renovación para reorientar y ajustar el estado futuro (18
meses) en el camino hacia el estado ideal. Crear una interacción para asegurar el

66
involucramiento de accionistas, así como propiedad y contabilidad para todas las
acciones y análisis continuo.
Células de manufactura
Una Célula de Manufactura es un esquema de distribución y acomodo de los
equipos en función del proceso y/o producto, el cual permite disminuir el Tiempo
de Ciclo de fabricación, incrementando así la velocidad de respuesta al cliente.
Las celdas de trabajo y las células de manufactura son el corazón de Lean
Manufacturing. Sus beneficios son muchos y muy variados. Aumentan la
productividad y la calidad, simplifican el flujo de material, la administración e
incluso los sistemas de contabilidad.
Son un alineamiento de máquinas en la secuencia correcta de proceso, donde los
operadores permanecen dentro de las celdas y los materiales les son presentados
desde afuera. Cada célula se diseña para producir una variedad limitada de las
configuraciones de parte; es decir, la célula se especializa en la producción de un
conjunto determinado de partes similares, según los principios de la tecnología de
grupos.
Técnicas utilizadas
- JIT
- TQM
- LEAN MANUFACTURING
Es la agrupación de una serie de máquinas distintas con el objeto de simular un
flujo de producción.

67
Figura 6 Células de Manufactura
El concepto de células de trabajo parece simple pero debajo de esa engañosa
simplicidad existen sofisticados sistemas socio-técnicos. Su buen funcionamiento
depende de las sutiles interacciones entre personas y equipos. Cada elemento
debe embonar correctamente con los otros para lograr un buen funcionamiento,
auto-regulación y auto mejora de la operación.
El diseño correcto de las células de manufactura es un asunto de ingeniería. Al
igual que cualquier otro diseño de ingeniería, se procede a través de una
secuencia lógica de pasos. En cada paso, los diseñadores del sistema de
manufactura deben resolver entre exigencias contradictorias y limitaciones
técnicas.
Selección de Productos. El objetivo de la selección de productos es encontrar
familias de productos compatibles, que un grupo de máquinas pueden procesar
sin realizar cambios de configuración u otras dificultades que se derivan de
insertar demasiada variación. Una herramienta importante que se puede aplicar es
el Mapeo del Proceso.

68
Diseñar el proceso. La ingeniería del proceso requiere una comprensión
profunda de cada evento del proceso, así como los tiempos necesarios para
realizar ajustes (setup), actividades del personal y ciclos de la maquinaria. De esto
podemos calcular el número de personas necesarias y el número de máquinas o
estaciones de trabajo.
Diseñar la infraestructura. Los elementos de infraestructura apoyan al proceso
pero no afectan el producto. Son muchas y variadas. Algunos ejemplos son:
Contenedores, Programación, Métodos bien balanceados, Motivación, etc. La
infraestructura es intangible y los diseños de células frecuentemente fracasan por
la falta de conciencia al respecto.
Diseño del „layout‟ de la célula de trabajo. La cuarta tarea en el diseño de célula
de trabajo es su diseño físico. Esto es a menudo sencillo si las tareas anteriores
se han hecho concienzudamente. Los diagramas de procedimiento de tarea a
menudo se pueden simplificar. En muchos casos, se puede comenzar con el
diagrama del proceso y moverse directamente al diseño físico de la célula de
manufactura.
Hacerlo bien requiere de un profundo conocimiento de los elementos de la célula
de trabajo, sus funciones, y sus interacciones. Por desgracia, muchos
profesionales fallan en reconocer esto. El deseo de soluciones instantáneas
agrava la situación. Como resultado, muchos ingenieros diseñadores de sistemas
de manufactura fallan, creando células sub-optimizadas con consecuencias, si
bien no intencionales, si negativas.
El cumplimento adecuado de las principales tareas del diseño de la célula y sus
pasos asociados es crítico. Un diseñador de sistemas de manufactura
experimentado lleva a cabo muchas de estos pasos de manera informal o sólo
mentalmente. El proceso no es tan complejo o largo, sin embargo, incumplir u
omitir accidentalmente un paso en el diseño resultara en una propuesta de
sistema de manufactura arriesgada, que llevaría al fabricante a reducir sus
márgenes de ganancia o en el peor de los casos en el diseño de sistemas de
manufactura „perdedores
Sistema flexible de manufactura
El termino de flexibilidad en la manufactura se utiliza para sistemas que
automatizados que puedan producir la mayor gama de productos. En otras
palabras, un FMS es capaz de producir una familia de partes (o productos) dentro
de un rango de estilos, tamaños y procesos.

69
Una familia de partes posee similitudes
Atributos de diseño de partesDimensiones principales Tipo de material
Forma básica externa Función de la parte
Forma básica interna Tolerancias
Relación longitud/diametro Acabado superficial
Atributos de manufactura de partesProceso principal Dimensiones principales
Secuencia de operación Forma básica externa
Tamaño de lote Relación longitud/diámetro
Producción anual Tipo de material
Máquinas herramientas Tolerancias
Herramientas de corte Acabado superficial
comúnmente en un sistema de clasificación y codificación de partes
Atributos de diseño y manufactura que se incluyen
Agrupamiento e identificación de familias
ENFOQUES
Clasificación por codificación.
- Consiste en una clasificación exhaustiva de las piezas con base en sus
atributos y en sistemas de codificación existentes. (Enfoque geométrico)
- Análisis de los flujos de producción (PFA).
- Consiste en el análisis de los flujos de producción, para determinar aquellas
piezas que presentan flujos y rutas sustancialmente análogas, las cuales
constituirían una familia.
TECNICAS
- Inspección visual. Para separar rápidamente piezas análogas en familias, a
costas de ser menos precisa y sofisticada
- Agrupamiento Ordenado (Rank-Order Cluster. King, 1979)
- Agrupamiento Directo (Direct.Clustering. Chang & Milner, King &
Nakornchai, 1982)
- Método Tabular Directo (TDS)
Organización de las células de manufactura
70
Célula con máquina única: contiene una máquina y sus accesorios de trabajo
Célula con grupo de máquinas no automatizada: el movimiento de partes entre las
distintas máquinas la realizan los operarios que se desplazan en la célula.
Célula con grupo de máquinas con manejo de materiales semi-integrado: una cinta
transportadora mueve las piezas entre las distintas máquinas. El control de las
operaciones de las máquinas las llevan a cabo personas que ocupan posiciones
fijas en la célula.
Célula de manufactura flexible o sistema de manufactura flexible: completamente
automatizada, tanto el movimiento de piezas como el control de manufactura lo
llevan a cabo máquinas.
Métodos y Tiempos
Esta técnica de Organización sirve para calcular el tiempo que necesita un
operario calificado para realizar una tarea determinada siguiendo un método
preestablecido.
El conocimiento del tiempo que se necesita para la ejecución de un trabajo es
necesario en la industria, como lo es para el hombre en su vida social. De la
misma manera, la empresa, para ser productiva, necesita conocer los tiempos que
permitan resolver problemas relacionados con los procesos de fabricación.
En relación con la maquinaria
Se utiliza para controlar el funcionamiento de las máquinas, departamentos; para
saber el % de paradas y sus causas, para programar la carga de las máquinas,
seleccionar nueva maquinaria, estudiar la distribución en planta, seleccionar los
medios de transporte de materiales, estudiar y diseñar los equipos de trabajo,
determinar los costes de mecanizado, etc.
71
En relación con el personal.
Determina el nº de operarios necesarios, establecer planes de trabajo, determinar
y controlar los costes de mano de obra, como base de los incentivos directos,
como base de los incentivos indirectos, etc.
En relación con el producto
Para comparar diseños, para establecer presupuestos, para programar procesos
productivos, comparar métodos de trabajo, evitar paradas por falta de material,
etc.
También para simplificar los problemas de dirección, aportando datos de interés
que permiten resolver algunos de sus problemas, para mejorar las relaciones con
los clientes al cumplirse los plazos de entrega, para determinar la fecha de:
adquisición de los materiales, para eliminar los tiempos improductivos, etc.
El buen funcionamiento de las empresas va a depender en muchas ocasiones de
que las diversas actividades enunciadas estén correctamente resueltas y esto de
penderá de la bondad de los tiempos de trabajo calculados.
El procedimiento técnico empleado para calcular los tiempos de trabajo consiste
en determina el denominado tiempo tipo o tiempo standard, entendiendo como tal,
el que necesita un trabajador cualificado para ejecutar la tarea a medir, según un
método definido. Este tiempo tipo, (Tp), comprende no sólo el necesario para
ejecutar la tarea a un ritmo normal, sino además, las interrupciones de trabajo que
precisa el operario para recuperarse de la fatiga que le proporciona su realización
y para sus necesidades personales.
El tiempo de reloj ( TR )
Es el tiempo que el operario está trabajando en la ejecución de la tarea
encomendada y que se mide con el reloj. ( No se cuentan los paros realizados por
el productor, tanto para atender sus necesidades personales como para descansar
de la fatiga producida por el propio trabajo ).
El factor de ritmo (FR)
Este nuevo concepto sirve para corregir las diferencias producidas al medir el TR,
motivadas por existir operarios rápidos, normales y lentos, en la ejecución de la
misma tarea. El coeficiente corrector, FR, queda calculado al comparar el ritmo de

72
trabajo desarrollado por el productor que realiza la tarea, con el que desarrollaría
un operario capacitado normal, y conocedor de dicha tarea.
El tiempo normal (TX)
Es el TR que un operario capacitado, conocedor del trabajo y desarrollándolo a un
ritmo “normal”, emplearía en la ejecución de la tarea objeto del estudio.
Su valor se determina al multiplicar TR por FR:
TN = TR x FR = Cte y debe ser constante, por ser independiente del ritmo de
trabajo que se ha empleado en su ejecución.
Los suplementos de trabajo (K)
Como el operario no puede estar trabajando todo el tiempo de presencia en el
taller, por ser humano, es preciso que realice algunas pausas que le permitan
recuperarse de la fatiga producida por el propio trabajo y para atender sus
necesidades personales. Estos períodos de inactividad, calculados según un K%
del TN se valoran según las características propias del trabajador y de las
dificultades que presenta la ejecución de la tarea.
En la realidad, esos períodos de inactividad se producen cuando el operario lo
desea.
Suplementos = TN x K = TR x FR x K
El tiempo tipo (Tp) según la definición anteriormente establecida, el tiempo tipo
está formado por dos sumandos: el tiempo normal y los suplementos; Es decir, es
el tiempo necesario para que un trabajador capacitado y conocedor de la tarea, la
realice a ritmo normal más los suplementos de interrupción necesarios, para que
el citado operario descanse de la fatiga producida por el propio trabajo y pueda
atender sus necesidades personales.
Métodos de medición de tiempos.
Existen muchos procedimientos distintos para medir los TR, valorar los FR, y
determinar los K, no nos debe extrañar que existan muchos sistemas para medir
los tiempos tipo. El industrial elige el que le sea más económico, pues por un lado
se encuentra el coste de su determinación y, por otro, la economía que le produce
su exacta determinación.

73
Se utilizara un procedimiento de valoración rápido, sencillo y sin grandes
pretensiones de exactitud, sí lo a de aplicar a la fabricación de una o muy pocas
piezas.
Utilizará el sistema más exacto posible, realizando gran número de observaciones,
si ha de colaborar gran número de tareas iguales. En el primer caso, los errores
cometidos al calcular el tiempo tipo, repercuten en una sola pieza y, en general, la
economía de los resultados con la empresa con creces a los gastos producidos
por su determinación. En el segundo caso le interesa realizar muchas mediciones
para determinar el tiempo tipo con una gran exactitud, porque los beneficios
económicamente producidos al trabajar sobre muchas piezas es superior a los
gastos ocasionados por el cálculo de dicho tiempo.
Los sistemas más empleados por los industriales son: estimación, datos históricos,
muestreo, tiempos predeterminados, empleo de aparatos de medida.
Los dos primeros sistemas indicados son procedimiento no técnico porque están
basados en la experiencia profesional. Su utilización es muy necesaria en la
industria.
Estimación
El cálculo de tiempos tipo por este procedimiento es totalmente subjetivo. Sólo
puede aplicarse en aquellos casos en los que el error de la medición tiene
pequeñas repercusiones económicas, como ocurre al tener que establecer
tiempos de trabajo para pocas piezas.
El tiempo tipo dado, para realizar una o pocas piezas, es un valor «estimado» por
los mandos o por aquellos profesionales que poseen una gran experiencia en la
ejecución de trabajos similares.
Datos Históricos
Hay empresas que tienen por costumbre anotar en una ficha determinada, una
para cada tarea en particular, los tiempos empleados en ejecutar esa tarea. Al ir
anotando los tiempos cada vez que se repiten los trabajos, se van recopilando en
cada ficha una serie de datos, que son los que sirven para calcular los tiempos
tipo por este procedimiento.

74
Sabiendo que la distribución de consecuencias de los tiempos empleados en
realizar una misma tarea, siguiendo siempre el mismo método de trabajo, se
agrupan según indica la estadística, fácil será, con los datos obtenidos, determinar
los parámetros que nos definen su curva de distribución. No obstante, y debido a
que los datos recopilados no tienen una gran precisión. el cálculo del tiempo se
realiza calculando una media ponderada. O sea:
Tp = To + 4 Tm + Ta
En la que:
Tp, es el tiempo tipo.
To, es el tiempo óptimo registrado
Tm, es el tiempo modal
Ta, es el tiempo más abultado.
Si el ciclo a estudiar corresponde a una tarea completamente nueva y por lo tanto
no existen datos históricos, siempre existirá la posibilidad de compararla con otras
parecidas.
Muestreo
Este sistema se utiliza cuando hay que calcular los tiempos de gran número de
tareas hechas en puestos de trabajo diferentes. Para su ejecución práctica es
preciso disponer de un reloj registrador de tiempo que nos indique la hora de
comienzo de terminación de cada tarea.
La fórmula que nos determina el tiempo tipo por pieza es:
Tp = TE x p x FR x (1 + K)n
En efecto
TE: Si en un puesto de trabajo determinado se producen n piezas, y se ha
anotado un reloj registrador, el comienzo y el fin de la tarea, la diferencia de esas
dos lecturas nos indica el Tiempo empleado = TE.
p: Si el analista de tiempos, al observar cada puesto de trabajo anota si el operario
está trabajando o parado, el recuento de los datos tomados, nos permite calcular
el % tiempo que está trabajando o parado. p :es el % medio que el operario está
trabajando determinado por muestreo.

75
(TE x p), se define como tiempo de reloj (TR).
FR: se llama “factor de ritmo”.
K: es el suplemento de descanso.
n: es el número de piezas que contiene el lote, cuyo tiempo se está midiendo.
Cronometraje
EI cálculo de tiempos de trabajo por medio del cronómetro, es el sistemas más
utilizado en las industrias.
Es preciso calcular los actores siguientes:
TR = Tiempo medido con el reloj, que en este caso será el cronómetro
FR = Factor de Ritmo, definido anteriormente
TN = Tiempo Normal, y
K Suplementos
De una manera parecida a la explicada en los tiempos predeterminados, también
se miden en la industria y se calculan tiempos tipo con la ayuda de tablas,
elaboradas en la propia empresa, cuyos valores se han determinado realizando
mediciones con un cronómetro. El tiempo tipo de una tarea es, también la suma de
los tiempos tipo de cada uno de los elementos que la forman.
Este sistema de medición es muy empleado en las empresas que trabajan bajo
pedido, ya que su aplicación permite predeterminar los tiempos de ejecución de
las diversas tareas.

76
5.3 Marco conceptual
Productividad
Capacidad o grado de producción por unidad de trabajo, superficie de tierra
cultivada, equipo industrial, etc. Econ. Relación entre lo producido y los medios
empleados, tales como mano de obra, materiales, energía, etc.
Globalización
Tendencia de los mercados y de las empresas a extenderse, alcanzando una
dimensión mundial que sobrepasa las fronteras nacionales.
Calidad
Es un conjunto de propiedades inherentes a un objeto que le confieren capacidad
para satisfacer necesidades implícitas o explícitas. La calidad de un producto o
servicio es la percepción que el cliente tiene del mismo, es una fijación mental del
consumidor que asume conformidad con dicho producto o servicio y la capacidad
del mismo para satisfacer sus necesidades.
Ausere
Línea de llenado de aceite de la empresa XYZ.
Lean Manufacturing
Acrónimo “Lean” flaco, magro “Manufacturing” manufactura “Lean Manufacturing”
como manufactura magra, eso es sin grasa.
El Lean Manufacturing es un conjunto de técnicas desarrolladas en el sistema de
producción de la compañía Toyota.
Mudas
Actividad que no genera valor, se refiere a actividades humanas que requieren
rectificación.
Optimizar
Buscar la mejor manera de realizar una actividad. Este concepto se utiliza en
diferentes ámbitos, siempre con el objetivo de mejorar el funcionamiento de algo a
través de una gestión perfeccionada de los recursos, la optimización puede

77
realizarse en distintos niveles pero lo recomendable es realizarlo al final de un
proceso.
Kanban
Es una expresión japonesa con origen en las tarjetas utilizadas por las empresas
para solicitar componentes a otros equipos de una misma línea de producción.
JIT
Acrónimo "Just in time" (JIT), literalmente quiere decir "Justo a tiempo".
Es una filosofía que define la forma en que debería optimizarse un sistema de
producción.
Poka yoke
Es una técnica de calidad que significa "a prueba de errores".
Set up
Es la cantidad de tiempo necesario en cambiar un dispositivo de un equipo, y
preparar ese equipo para producir un modelo diferente.
SMED
Acrónimo de “Single Minute Exchange of Dies”, Cambio de herramienta en (pocos)
minutos.
Este concepto introduce la idea de que en general cualquier cambio de máquina o
inicialización de proceso debería durar no más de 10 minutos
Stocks
Conjunto de mercancía o piezas en depósito o reserva.
Lead Time
Tiempo que se necesita desde que se solicita un componente o material hasta que
se obtiene.
Despilfarros
Gasto excesivo o innecesario.
78
Kaizen
Acrónimo en japonés “Kai” cambio “zen” mejora, mejora continua.
Se refiere a la filosofía o las prácticas que se centran en la mejora continua de los
procesos en la fabricación, la ingeniería, el apoyo a los procesos de negocio y
gestión.
PHVA
Ciclo de mejoramiento continuo, planear, hacer, verificar y actuar.
Jidoka
Automatización con toque humano.
Cuerdas Andon
Sistema que evidencia los problemas o defectos en el proceso a partir de luces y
sonidos que son activados por el propio, parando la línea y dedicando un tiempo
“mínimo” a corregir la condición anormal.
Checklist
Lista de chequeo utilizada para la identificación de errores.
Estándar
Definición clara de un modelo, criterio, regla de medida o de los requisitos
mínimos aceptables para la operación de procesos específicos, con el fin asegurar
la calidad.
Eficiencia
Es un término económico que se refiere a la ausencia de recursos productivos
ociosos, es decir, a que se están usando de la mejor manera posible los factores
en la producción de bienes o servicios.
Cuando hay recursos que no están siendo utilizados (o que están siendo
utilizados, pero no al máximo) en la producción de bienes o servicios, pero que
podría mejorar su uso, entonces se dice que se está haciendo un uso ineficiente
de los recursos productivos.

79
Eficacia
Capacidad de aquello que se pretende, está dirigido a obtener resultados,
ejemplo: de 100 unidades 20 salieron defectuosas, es decir, que el proceso tiene
el 80% de eficacia.
6. METODOLOGÍA
6.1 Tipo de Estudio
Se considera Descriptivo-Analítico por que se desarrolla el estudio necesario para
el análisis de una situación específica, en este caso, el proceso de llenado de
aceite de la línea Ausere de la empresa XYZ.
En la etapa descriptiva se realizara la recolección de los datos necesarios para
identificar los signos y síntomas de la línea de llenado Ausere, dentro del proceso
productivo, para así derivar una serie de hipótesis para ser verificadas en una
etapa posterior.
En la etapa analítica se analizaran las diferentes hipótesis planteadas por los
investigadores y se brindara diferentes soluciones a los problemas encontrados en
la línea de llenado Ausere, para así generar un aumento en la productividad de la
línea de llenado.
Según el ámbito donde se efectúa el estudio se considera de campo, ya que se
realiza directamente en la empresa donde se presenta el inconveniente.
6.2 Fuentes de Información
El éxito de esta investigación depende de la información que se recolecte en forma
directa por parte de los investigadores utilizando técnicas de observación,
entrevistas directas con las personas involucradas en el proceso productivo del
proceso, personal especializado en el área.
Además se tendrán en cuenta fuentes secundarias como otras formas de
recolección de información como libros, revistas, trabajos de grado, archivos de
Internet y otros documentos proporcionados por la empresa; los cuales
suministrarán las bases teóricas para el estudio, y de esta forma poder

80
correlacionar la teoría con lo recolectado, para que pueda ser aplicado a la
propuesta.
6.3 Tratamiento de la información
La información obtenida será presentada en forma escrita, apoyada en el uso de
cuadros, gráficas y tabulados, según lo requiera el tipo de los datos.
6.4 Procedimiento para la Recolección de Datos
Etapa 1: Obtención de los datos a través de la toma de tiempos y de las
entrevistas con jefes y operarios de la línea de llenado AUSERE.
Etapa 2: organización de la información recolectada durante las visitas a la planta
de producción.
Etapa 3: Con los resultados y el análisis de los datos los investigadores
propondrán a la empresa una o varias soluciones para mejorar el inconveniente.
6.5 CRONOGRAMA
Objetivo Tarea Actividad Recursos Costo Tiempo
Conocimiento proceso productivo de la línea
Realizar visita a la empresa
Entrevista y explicación con el supervisor
Computador / Video Beam
20000 1 semana
Conocimiento de las actividades realizadas
Realizar visita a la línea Ausere
Toma de tiempos del proceso productivo
Autores 20000 2 semanas
Identificación de las mudas del proceso
Digitalización de datos obtenidos
Procesar los datos obtenidos
Computador 0 1 semana
Evaluación de los datos recolectados
Análisis de datos obtenidos
Identificación de las actividades a eliminar
Computador 0 2 semanas
Identificación de las herramientas aplicables
Verificación de herramientas
Evaluar cuales herramientas son aplicables
Computador 0 2 semanas
Planteamiento de mejoras
Evaluación de soluciones
Propuesta de las soluciones
Computador 0 2 semanas
Tabla 1 Cronograma de Actividades
81
7 DESCRIPCIÓN DE LA EMPRESA
La empresa XYZ comienza sus operaciones en el año 1932.
En 1954 se desarrolla la producción de manteca con la marca “Mantecali”, dado
que existía un mercado de gran demanda ya que no había suficiente producción
nacional y se importaba.
Para este mismo año se constituye la Sociedad empieza la producción de jabón al
vacio.
En el año 1966 Se comenzó a importar aceite de pescado, puesto que se contaba
ya con el equipo de electrólisis e hidrogenación el cual se amplió en 1969.
En 1970 se inicia la construcción de la fábrica en Arroyohondo, época en la que se
trabajaba con semilla de soya y algodón como materias primas nacionales.
Debido a la magnitud del negocio se consolida la distribución de los productos
fabricados en la empresa, como parte integral del negocio. En esta época se
exportaba torta de soya, pero en consecuencia a la creciente demanda nacional
se termina suministrando torta de soya únicamente al mercado nacional.
En 1970 se confiere a la compañía la Orden al Merito Industrial.
En 1974 se construye la Planta de Barranquilla.
En 1980 se inauguró la planta de plásticos para fabricar sus propios envases en
PVC.
En 1981 se adquiere la JABONERIA LA INSUPERABLE S.A. en Barranquilla.
En 1984 el Gobierno Nacional concede a la empresa XYZ. el Premio Nacional de
la Calidad, el cual se ha constituido en precursor de la cultura de calidad que hoy
dispone la Organización.
En 1996 Se inauguró la planta procesadora de margarinas y se consolida el
negocio de margarinas industriales. En este año se compra tecnología de punta
para el control de calidad de los productos y procesos, contándose en 1996 con el
laboratorio de grasas y aceites más moderno del país.

82
En 1997 se unifican las plantas de (Yumbo), (Barranquilla), Jaboneda S.A. (Cali) y
Jabonería la Insuperable S.A. (Barranquilla), cambiando su razón social empresa
XYZ.
La empresa XYZ adquiere la marca Colmans para las líneas de salsas y mostaza,
iniciando la producción de estos productos en la planta de Yumbo.
En el año 1998 se inicia la compra de aceite crudo, parando el proceso de
extracción de aceite de semilla de soya, la cual arranca nuevamente en el año
2000, como proceso de maquila.
En el año 2010 se obtiene el certificado de aseguramiento de calidad ISO9002
para la fabricación y comercialización de aceites vegetales de consumo masivo y
el certificado de aseguramiento de calidad ISO9001 para el diseño, producción y
comercialización de Margarinas de consumo masivo e industrial.
Se efectúa una alianza estratégica con Industrias Frotex para la distribución y
comercialización de todos los productos marcas Frotex.
Se obtiene renovación de la certificación del sistema de calidad, frente a los
cambios planteados para los sistemas de aseguramiento de calidad basados en la
norma ISO9001 Versión 2000.
A través de ese crecimiento la organización actual cubre:
El sector de alimentos mediante la fabricación de aceites, mantecas, margarinas,
salsas y tortas para consumo animal.
El sector de productos de aseo a través de la fabricación de jabones de tocador,
jabones de lavar y glicerinas.
La empresa XYZ dispone de siete regionales de distribución en el país las cuales
se encuentran localizadas en Cali, Bogotá, Barranquilla, Bucaramanga, Medellín,
Ibagué y Pereira.
Misión
La empresa XYZ es una compañía dedicada a la continua búsqueda de la mejor
interrelación posible de los siguientes factores de manera que se potencialice el
valor de sus Marcas.”

83
PRODUCTO: Produce, Distribuye y Vende productos de alta calidad percibida,
provenientes de procesos de transformación de diversas materias primas,
principalmente de plantas oleaginosas.
FINANCIERA: Manejo de la Compañía de manera disciplinada y confiable, que
genere un crecimiento rentable, sostenible, aumentando el valor para los
accionistas y, creando oportunidades de carrera y reconocimiento para sus
empleados.
SOCIAL: Promueve y exige que la relación con todos los entes con que
interactúa, sea íntegra y transparente. Se preocupa por que sus operaciones
preserven el medio ambiente.
Visión
En el 2014 seremos:
- Una compañía consolidada en el negocio de grasas y aceites.
- Líderes en calidad, innovación, servicio y rentabilidad en nuestro portafolio
estratégico.
- Una empresa con presencia en mercados internacionales.
- Con sistemas y procesos eficientes y competitivos.
Con rentabilidad para los accionistas mejor que la que obtendrían en inversiones
de riesgo similar.
Valores
TRABAJO EN EQUIPO:
Trabajamos unidos al esfuerzo de los demás, aportando lo mejor de nosotros
mismos, para obtener excelentes resultados.
INTEGRIDAD:
Actuamos en congruencia con lo que decimos y pensamos, Estamos dispuestos a
actuar siempre con honestidad, responsabilidad, lealtad y respeto.
84
LIDERAZGO:
Visualizamos el futuro y orientamos nuestro esfuerzo hacia la excelencia en el
servicio y la competitividad
ORIENTACIÓN AL CLIENTE:
Ayudamos y servimos a nuestros clientes, satisfacemos sus necesidades,
conocemos y resolvemos sus problemas, tanto del cliente interno como el
externo.
ORIENTACIÓN HACIA LA CALIDAD:
Realizamos nuestro trabajo bien desde el principio, con la convicción de entregar
el mejor producto a nuestros clientes a un precio justo y razonable.
POLÍTICA DE CALIDAD
La empresa XYZ orienta todos sus esfuerzos a desarrollar, fabricar y comercializar
productos innovadores y competitivos de consumo alimenticio y de aseo,
derivados de las grasas y aceites, que satisfagan los requerimientos y
expectativas de nuestros socios comerciales y consumidores, cumpliendo con
todos los requisitos legales, apoyados en la calidad, eficiencia, competitividad y
mejoramiento continuo de sus procesos, gracias a la permanente actualización en
nuevas tecnologías.
Soportados en un recurso humano comprometido con el cumplimiento de nuestros
valores corporativos y con el logro de los objetivos estratégicos.
Esto permite una consolidación de nuestra participación en el mercado, el
mejoramiento de la rentabilidad operacional y por consiguiente la satisfacción de
las expectativas de los accionistas, comunidad y trabajadores.
OBJETIVOS DE CALIDAD
- Entregar la calidad ofrecida al cliente.
- Orientar el Sistema de Calidad de XYZ. a la prevención, haciéndolo menos
costoso en control y solución de fallas.
- Auto controlar la calidad de todos los insumos de los procesos (mano de
obra, documentos, materiales, metodologías, maquinaria, mantenimiento,

85
medio ambiente en que se labora), de manera que se asegure la calidad de
los productos y servicios.
- Mejorar cada vez los indicadores de calidad de los diferentes procesos.
- Disminuir los costos de mala calidad.
Organigrama
PRODUCTOS
ACEITES
Consumo Masivo: Aceites finos: Premier, Premier Light, Premier Canola, Girasol
Oleocali.
Aceites Corrientes: Oleocali, Riquísimo y Frida.

86
Industriales: Girasol RDB, Palmiste Crudo, Palmiste Hidrogenado, Palmiste RDB,
Soya RDB.
Institucionales: Frida, La americana, Oleocali Only Fry.
MARGARINAS
Consumo Masivo: Premier Light, Natura, Practis
Institucionales: Margarina Klass Panadería, Klass Helado, Klass Helado Batido,
Margarina Natura Multiusos, Margarina Natura Hojaldre, La Americana Margarina,
La Americana Aliñado Graso y La Americana Hidrogenado.
MANTECAS
Lefrit aceite cremoso, Frida.
LÍNEA COLMANS
Vinagre blanco.
Mostaza
Salsas: Soya Condimentada, Soya China, Soya Oriental, Inglesa, Carnes,
Barbecue y Curry.
PRODUCTOS DE CONSUMO
JABONES DE LAVAR
UNICO: Corriente (Acanalado, Bola, Cuadro y Ovalado), Unico Plus (Carnaval
Citrico, Brisa Fresca, Sensación Lavanda y Vetas).
FAMA: Jines, Coco, Total, Aloe Vera y Bebé
PRODUCTOS DE ASEO
Jabones de tocador
LEMON
Blanco, Rosado y Verde
MANANTIAL
Avena, Aloe Vera, Vitamina E y Elastina

87
SUAVES SA
Caléndula y Camelia (Aroma terapia)
Productos industriales:
GLICERINA U.S.P.
7.1 Área de Estudio
El área de estudio seleccionada para realizar la propuesta de aplicación de la
herramienta de mejoramiento continuo Lean Manufacturing es el proceso
productivo de aceites en el cual se producen dentro de la línea Ausere los
siguientes productos:
Consumo Masivo: Aceites finos: Premier, Premier Light, Premier Canola, Girasol
Oleocali.
Aceites Corrientes: Oleocali, Riquísimo y Frida.
7.2 Descripción del Proceso
El proceso de la producción de empieza con la compra del aceite crudo el cual es
almacenado en el patio de tanques.
Posteriormente pasa a la Planta de Refinación, desodorización y recuperación de
aceites grasos el aceite es refinado, blanqueado y desodorizado para eliminar
impurezas, olores y sabores no deseados.
En tanques especiales se realiza una mezcla para la obtención de aceites líquidos
como los que ya conocemos OLEOCALI Y RIQUISIMO, o el aceite PREMIER, que
es puro de girasol.
A través de líneas de conducción el aceite se envasa en botellas de P.V.C.,
producidas también en nuestra compañía.
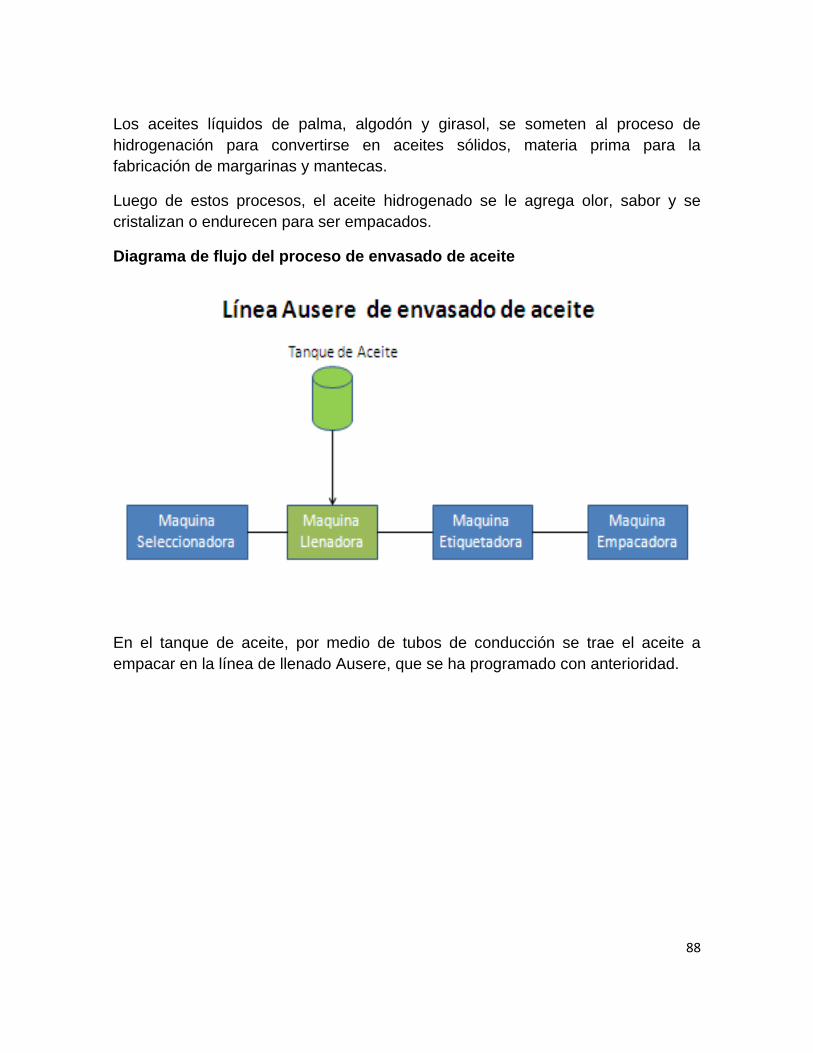
88
Los aceites líquidos de palma, algodón y girasol, se someten al proceso de
hidrogenación para convertirse en aceites sólidos, materia prima para la
fabricación de margarinas y mantecas.
Luego de estos procesos, el aceite hidrogenado se le agrega olor, sabor y se
cristalizan o endurecen para ser empacados.
Diagrama de flujo del proceso de envasado de aceite
En el tanque de aceite, por medio de tubos de conducción se trae el aceite a
empacar en la línea de llenado Ausere, que se ha programado con anterioridad.

89
Descripción del proceso de envasado de aceite
No. Descripción de maquina Responsable Función
1 Maquina SeleccionadoraOperario de
Maquina
Esta maquina se encarga de organizar los envases que
luego pasara a la banda trasportadora que los llevara a la
maquina llenadora
2 Maquina LlenadoraOperario de
Maquina
Esta maquina cumple la función de llenar los envases de
aceite dependiendo de la referencia que son 250 cc, 500cc,
1000cc despues es transportado por medio de una banda
a la maquina etiqueteadora. el aceite llega a esta maquina
por medio de unos tubos los cuales viene de un tanque de
almacenamiento. Esta maquina es de origen español.
3 Maquina EtiquetadoraOperario de
Maquina
Después de haber pasado por la maquina de llenado se
dirigen a la maquina etiquetadora que es donde se ponen
las etiquetas, despues de estar marcadas se transportan
por medio de una banda la cual las lleva a la maquina
empacadora. Esta maquina es de origen alemán.
4 Maquina EmpacadoraOperario de
Maquina
En esta maquina se finaliza todo el proceso ya que es la
encargada de empacar el producto terminado que luego
pasara a bodega de producto terminado
DESCRIPCIÓN DE LAS ACTIVIDADES
Distribución de la planta XYZ Actualmente
Figura 7. Distribución de Planta
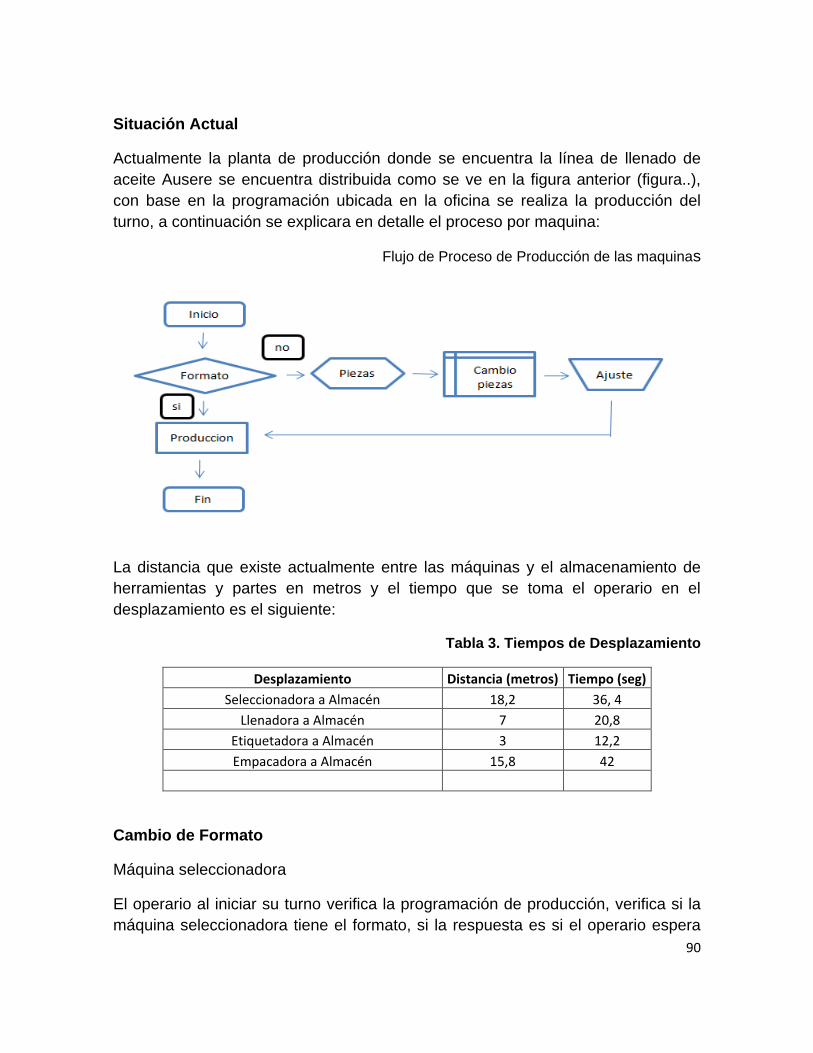
90
Situación Actual
Actualmente la planta de producción donde se encuentra la línea de llenado de
aceite Ausere se encuentra distribuida como se ve en la figura anterior (figura..),
con base en la programación ubicada en la oficina se realiza la producción del
turno, a continuación se explicara en detalle el proceso por maquina:
Flujo de Proceso de Producción de las maquinas
La distancia que existe actualmente entre las máquinas y el almacenamiento de
herramientas y partes en metros y el tiempo que se toma el operario en el
desplazamiento es el siguiente:
Tabla 3. Tiempos de Desplazamiento
Desplazamiento Distancia (metros) Tiempo (seg)
Seleccionadora a Almacén 18,2 36, 4
Llenadora a Almacén 7 20,8
Etiquetadora a Almacén 3 12,2
Empacadora a Almacén 15,8 42
Cambio de Formato
Máquina seleccionadora
El operario al iniciar su turno verifica la programación de producción, verifica si la
máquina seleccionadora tiene el formato, si la respuesta es si el operario espera

91
orden para reanudar la producción, si es no el operario tiene que proceder al
cambio de formato de la máquina.
Cambio de formato
El cambio de formato de la seleccionadora implica que el operario se
desplace hasta el almacén de herramientas para proceder a tomar las
piezas una por una y colocarlas en la zona demarcada, seguidamente
procede a tomar las diferentes llaves que le ayudan a cambiar las piezas.
Esta máquina tiene 50 piezas y cada pieza trae dos partes para ajustar o
desajustar las cuales una parte es por la parte exterior y la otra por la parte
interior, por lo cual el operario tiene que estar saliendo y entrando a la
maquina por una parte estrecha, y además desplazarse hasta la zona
demarcada para tomar o dejar las piezas necesarias.
Máquina Llenadora
El operario al iniciar su turno verifica la programación de producción, verifica si la
máquina llenadora tiene el formato, si la respuesta es si el operario espera orden
para reanudar la producción, si es no el operario tiene que proceder al cambio de
formato de la maquina.
Cambio de formato
El cambio de formato de la llenadora implica que el operario se desplace
hasta el almacén de herramientas para proceder a tomar las piezas una por
una y colocarlas en la zona demarcada, seguidamente procede a tomar las
diferentes llaves que le ayudan a cambiar las piezas. Esta máquina tiene 60
piezas para ajustar o desajustar a la altura del envase a producir y la
cantidad adecuada de liquido, dos pinzas, una que toma el envase al entrar
a la maquina y otra para la salida del envase a hacia la etiquetadora, y se
debe ajustar 6 piezas más que implica la seleccionadora de tapas y el
enroscado de la tapa en la botella; además se debe cambiar si es necesario
el tubo de acceso del aceite (si se va a cambiar de aceite) proveniente de la
tolva. También se debe ajustar el poka-yoke instalado en la línea
transportadora hacia la etiquetadora, que verifica el contenido de aceite
(peso).
Maquina etiquetadora
El operario al iniciar su turno verifica la programación de producción, verifica si la
máquina etiquetadora tiene el formato, verifica si la respuesta es si, entonces el

92
operario espera orden para reanudar la producción o de lo contrario el operario
tiene que proceder al cambio de formato de la máquina.
Cambio de formato
El cambio de formato de la etiquetadora implica que el operario se desplace
hasta el almacén de herramientas para proceder a tomar las piezas una por
una y colocarlas en la zona demarcada, seguidamente procede a tomar las
diferentes llaves que le ayudan a cambiar las piezas. Esta máquina tiene 30
piezas para ajustar o desajustar a la altura del envase a producir, y una
parte en la cual se ajusta el tamaño de la etiqueta, también se ajusta la
parte del pegante que permite realizar una línea en el envase con adhesivo.
Maquina Empacadora
El operario al iniciar su turno verifica la programación de producción, verifica si la
maquina empacadora tiene el formato, si la respuesta es si el operario espera
orden para reanudar la producción, si es no el operario tiene que proceder al
cambio de formato de la maquina.
Cambio de formato
El cambio de formato de la empacadora implica que el operario se desplace
hasta el almacén de herramientas para proceder a tomar las piezas una por
una y colocarlas en la zona demarcada, seguidamente procede a tomar las
diferentes llaves que le ayudan a cambiar las piezas. Esta máquina tiene
para ajustar diferentes piezas según el tamaño de la caja a empacar y el
tamaño del envase; en esta máquina se ajustan rieles los cuales llevan las
botellas hacia la maquina, que procede a encartonar según lo ajustado.
A continuación se muestran los tiempos tomados para los cambios de formato de
las diferentes máquinas en la línea Ausere:
Tabla 4. Tiempos de cambio de Formato
Maquina Tiempo cambio Tiempo ensayo Tiempo Total
Seleccionadora 2h, 40min 5 min 2h, 45 min
Llenadora 46 min, 58 seg 12 min 58 min, 58 seg
Etiquetadora 54 min 5 min 59 min
Empacadora 50 min 6 min 56 min

93
Estos tiempos en cambio de formato son efectuados por el operario de la
máquina.
Dentro del proceso productivo se encuentran tres ayudantes los cuales son los
encargados de mantener el área en perfectas condiciones, de tomar las piezas
cambiadas en las máquinas, en trasladar las piezas a la zona de lavado, en
guardar las piezas en el almacén y en almacenar y estibar las cajas producidas.
Actualmente la línea de llenado Ausere produce las siguientes referencias con una
capacidad como se muestra a continuación:
REFERENCIA # de Piezas / min
250 ml 255 piezas/ min
500 ml 180 piezas/ min
1000 ml 150 piezas/ min
Tabla 5. Capacidad de Producción
La línea de producción de aceite Ausere, al realizar los cambios de formatos de
las máquinas deja de producir un número de botellas como se muestra a
continuación, basándose en la programación de producción del mes de Octubre.
Programación Octubre
Octubre
FECHA TURNO FORMATO ENJUAGUE
L. AUSERE
Mie 6 Oct 6 a 2 X
Jue 7 Oct 6 a 2 X
Sab 9 Oct 10 a 6 X
Lun 11 Oct 2 a 10 X
Vie 15 Oct 6 a 2 X
Vie 15 Oct 2 a 10 X
Sab 16 Oct 6 a 2 X
Sab 16 Oct 2 a 10 X
Mar 19 Oct 2 a 10 X
Mie 20 Oct 6 a 2 X X
Vie 22 Oct 2 a 10 X
Vie 22 Oct 2 a 10 X
Sab 23 Oct 6 a 2 X
Tabla 6. Cambio de Formato o de Presentación

94
Según la programación suministrada por Ingeniero de Producción, en la tabla
anterior se muestra los días en los cuales se realizo cambio de formato o de
presentación.
Basándose en la programación, se calculo el número de botellas que la línea de
Producción deja de llenar durante el mes de Octubre por cambio de formato en
sus diferentes presentaciones, Tomando en cuenta los tiempos de cambio de
formato, de las máquinas que conforman la línea Ausere, se tomó el tiempo
mayor, correspondiente a la seleccionadora; el cual fue de 2 horas y 45 o 165
minutos (que es lo que demora la línea en volver a producir una pieza buena de
nuevo). Y se realizó el cálculo de las botellas que dejan de producir tomando la
capacidad de producción por tamaño.
Cambio de FORMATO
250 ml 500 ml 1000 ml
29.700
42.075
24.750
29.700
24.750
24.750
42.075
24.750
24.750
24.750
84.150 59.400 148.500 Total
Tabla 7. Numero de Botellas No Producidas
Llevando los datos totales a un grafico, se muestra el número de botellas que se
dejan de producir en el cambio de formato en sus diferentes presentaciones.

95
Cuadro 1. Botellas no producidas en cambio de formato
La planta de producción incurre en costos al dejar de producir en los cambios de
formato realizados en el mes de Octubre como se muestra a continuación:
Cambio de FORMATO
Referencia 250 ml 500 ml 1000 ml Botellas 84.150 59.400 148.500
Costo $ 84.907.350 156.222.000 785.119.500

96
Cuadro 2. Costo por botellas no producidas
Cambio de Referencia de Aceite
Al momento de hacer un cambio de una referencia de un aceite a otro y no querer
realizar un cambio de formato se tiene que hacer un enjuague de los tanques,
esto se hace para que no se contamine el producto nuevo. En este momento se
tiene que hacer un reproceso dado que este aceite que queda en el tanque no se
puede mezclar con el otro. Aproximadamente el aceite que queda en el tanque
son 500.000 gr, esta cantidad tiene que volver a un reproceso, por tal razón se
han hecho una serie de cálculos para saber cuánto le cuesta a la empresa, a
continuación se ven los datos obtenidos en el análisis.
Costo de reproceso del aceite Premier
Costo de reproceso del aceite Oleocali
Referencia Premier 500 ml Premier 1000 ml
Aceite en reproceso gr 500.000 500.000
Costo de una botella de
aceite3.439 6.306
Costo de tapa 98 98
Costo de Botella 1.000 1.500
Costo de Etiqueta 450 600
REFERENCIA Peso gr N° de botellas Costo de Aceite Costo de un reproceso
500 ml 490 1.020 1.891 1.929.592
1000 ml 994 503 4.108 2.066.398
Aceite Premier
Referencia Oleocali 250 ml Oleocali 500 ml Oleocali 1000 ml
Aceite en reproceso gr 500.000 500.000 500.000
Costo de de aceite 1009 1.821 1.051
REFERENCIA Peso gr N° de botellas Costo de Aceite Costo de un reproceso
250 ml 250 2.000 1.009 2.018.000
500 ml 480 1.042 1.685 1.755.208
1000 ml 980 510 1.051 536.224
Aceite Oleocali
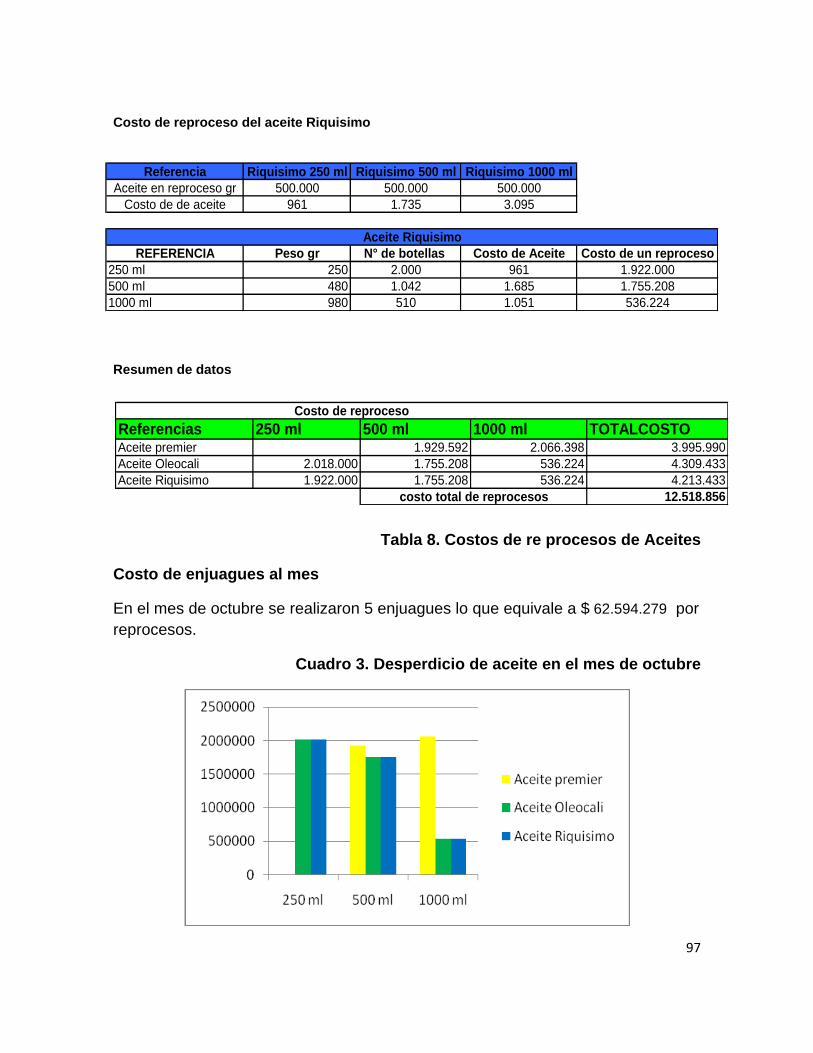
97
Costo de reproceso del aceite Riquisimo
Resumen de datos
Tabla 8. Costos de re procesos de Aceites
Costo de enjuagues al mes
En el mes de octubre se realizaron 5 enjuagues lo que equivale a $ 62.594.279 por
reprocesos.
Cuadro 3. Desperdicio de aceite en el mes de octubre
Referencia Riquisimo 250 ml Riquisimo 500 ml Riquisimo 1000 ml
Aceite en reproceso gr 500.000 500.000 500.000
Costo de de aceite 961 1.735 3.095
REFERENCIA Peso gr N° de botellas Costo de Aceite Costo de un reproceso
250 ml 250 2.000 961 1.922.000
500 ml 480 1.042 1.685 1.755.208
1000 ml 980 510 1.051 536.224
Aceite Riquisimo
Referencias 250 ml 500 ml 1000 ml TOTALCOSTOAceite premier 1.929.592 2.066.398 3.995.990
Aceite Oleocali 2.018.000 1.755.208 536.224 4.309.433
Aceite Riquisimo 1.922.000 1.755.208 536.224 4.213.433
12.518.856costo total de reprocesos
Costo de reproceso

98
Los reprocesos de un mes en la empresa son de $12.518.856 teniendo en cuenta
todas las referencias que se manejan en la línea Ausere.
Estos costos son por el desperdicio que se da cuando se va hacer un enjuague
para que no se contamine un aceite con el otro, es importante mirar que el
desperdicio es mayor si la referencia del aceite es menor ya que la cantidad de
aceite que hay que reprocesar es mucho más grande.
8 PROPUESTA DE MEJORAMIENTO
En la siguiente parte se analizarán las oportunidades de mejora que se
encontraron en el proceso de llenado de la línea Auser, y la propuesta de proceso
esbelto aplicado a esta área, para de esta forma llevar el proceso a ser más
productivo.
El “lean Manufacturing” está compuesto por diversidad de herramientas las cuales
permiten estabilizar un proceso para enfocarse a un mejoramiento continuo; El
principal objetivo del Lean Manufacturing es agregar valor desde todas las
operaciones o actividades de los procesos, y eliminar lo que no agregue valor,
todo para llevar la cadena a lo más importante, la Satisfacción del cliente.
La propuesta de mejoramiento que plantea los integrantes en la línea de Llenado
de aceite Ausere consiste en aplicar la metodología SMED (cambio de
herramientas en pocos minutos), y la educación de la metodología de 5”S”, a los
ayudantes de planta, que están enfocadas a entender, implantar y mantener un
sistema de orden y limpieza en la empresa. Y apoyada por las herramientas de
métodos y tiempos para la medición e identificación de las actividades que se
efectúan. Esta propuesta se basará suponiendo si se aplicase la herramienta
SMED en la programación suministrada por la empresa XYZ.

99
Esquema general del flujo de valor actual para proceso de empaque de
aceite
Seleccionadora Llenadora EmpacadoraEtiquetadora
Alistar piezas y herramientas Tiempo 18:46
Transportar piezas y herramientasTiempo 4:48
Desajustar y ajustar piezas
Tiempo 1:28 hora
Salir de MaquinaTiempo 22:00
Tomar y colocar piezas en zona Tiempo 26:06
Ajustar y luego desajustar tubo
de llenadoTiempo 2:50
Verificar y ajustar presión de
maquina Tiempo 5:00
Tiempo en Minutos
Alistar piezas y herramientas Tiempo 7:38
Transportar piezas y herramientasTiempo 2:03
Desajustar y ajustar piezasTiempo 22:39
Tomar y colocar piezas en zona Tiempo 10:32
Cerrar tanque Tiempo 1:16
Verificar y ajustar presión de
maquina Tiempo 12:00
Alistar piezas y herramientas Tiempo 5:13
Transportar piezas y herramientasTiempo 1:57
Desajustar y ajustar piezasTiempo 40:10
Tomar y colocar piezas en zona Tiempo 6:40
Verificar y ajustar presión de
maquina Tiempo 5:00
Alistar piezas y herramientas Tiempo 7:12
Transportar piezas y herramientasTiempo 4:18
Desajustar y ajustar piezasTiempo 34:51
Tomar y colocar piezas en zona Tiempo 3:39
Verificar y ajustar presión de
maquina Tiempo 6:00
Identificación de mudas
Actividades
Tipo de mudas Muda 1 Muda 2 Muda 1 Muda 2 Muda 1 Muda 2 Muda 1 Muda 2
Alistar Piezas x x x x
Alistar Herramientas x x x x
Transportar Piezas x x x x
Transportar Herramientas x x x x
Desajustar Piezas x x x x
Ajusta Piezas x x x x
Salir de la Maquina x NA NA NA
Tomar Piezas de la Zona x x x x
Colocar Piezas en Zona x x x x
Ajustar Tubo de Llenado NA x NA NA
Desajustar Tubo de Llenado NA x NA NA
Cerrar Tanque de Aceite NA x NA NA
Verificar Precision de la Maquina x x x x
Ajustar Precision de la Maquina x x x x
Seleccionadora Llenadora Etiqueteadora Empacadora

100
Las mudas tipo 1 son las actividades que no representan una transformación en
proceso de Llenado de aceites pero son necesarias para obtener el producto
terminado y las mudas tipo 2 son aquellas actividades que realiza actualmente la
empresa que están susceptibles a ser eliminadas.
En el siguiente cuadro se aprecian cuales son las actividades que no agregan
valor y se pueden eliminar, éstas son las mudas tipo II
Actividades
Tipo de mudas Muda 1 Muda 2 Muda 1 Muda 2 Muda 1 Muda 2 Muda 1 Muda 2
Alistar Piezas x x x x
Alistar Herramientas x x x x
Transportar Piezas x x x x
Transportar Herramientas x x x x
Seleccionadora Llenadora Etiqueteadora Empacadora
Tiempo de Actividades en el proceso de llenado
Situación actual
Actividades
Tipos Mudas Tiempo min Agregan Valor Tiempo min Agregan Valor Tiempo min Agregan Valor Tiempo min Agregan Valor
Alistar Piezas 0:15:30 0:05:30 0:03:18 0:05:30
Alistar Herramientas 0:03:16 0:02:08 0:01:55 0:01:42
Transportar Piezas 0:03:42 0:01:25 0:01:18 0:03:20
Transportar Herramientas 0:01:06 0:00:38 0:00:39 0:00:58
Desajustar Piezas 0:30:00 0:30:00 0:11:29 0:11:29 0:13:40 0:13:40 0:15:31 0:15:31
Ajusta Piezas 0:58:00 0:58:00 0:11:10 0:11:10 0:26:30 0:26:30 0:19:20 0:19:20
Salir de la Maquina 0:22:20 0:22:20
Tomar Piezas de la Zona 0:13:26 0:13:26 0:05:40 0:05:40 0:03:49 0:03:49 0:02:04 0:02:04
Colocar Piezas en Zona 0:12:40 0:12:40 0:04:52 0:04:52 0:02:51 0:02:51 0:01:35 0:01:35
Ajustar Tubo de Llenado
Desajustar Tubo de Llenado
Cerrar Tanque de Aceite 0:01:16 0:01:16
Verificar Precision de la Maquina
Ajustar Precision de la Maquina
Total 2:45:00 2:16:26 0:58:58 0:49:17 0:59:00 0:51:50 0:56:00 0:44:30
Eficiencia de ciclo de
Seleccionadora 64%
Eficiencia de ciclo de Llenadora 99,9%
Eficiencia de ciclo de
Etiqueteadora 99,9%
Eficiencia de ciclo de Empacadora 99,9%
0:05:00 0:06:00 0:06:00
Eficiencia de ciclo
0:02:50
0:12:000:05:00
0:02:50
0:12:00 0:05:00
Seleccionadora Llenadora Etiqueteadora Empacadora

101
Propuesta SMED
Paso 1 Observar y Medir
Se empieza a medir desde la última pieza fabricada hasta la primera pieza
fabricada en las condiciones adecuadas. Las dos personas asignadas para la
toma de datos se distribuyen el trabajo de la siguiente forma:
La persona uno se encargará de la toma de tiempos a la máquina
seleccionadora y a la maquina llenadora. Para la realización de la tarea se
necesitara cronómetro, lápiz, papel y hojas.
La persona dos se encargará de la toma de tiempos a la máquina
etiquetadora y a la maquina empacadora. Para la realización de la tarea se
necesitara cronómetro, lápiz, papel y hojas.
Estas personas se encargarán de detallar las operaciones y movimientos que
realizan los operarios de las maquinas al efectuar los cambios de formato.
A continuación se detallarán las actividades realizadas en cada una de las
maquinas y el tiempo en cada una de ellas durante el cambio de formato de la
línea de llenado Ausere.

102
Actividad y tiempo de la maquina Seleccionadora
Actividad Seleccionadora Observaciones
Alistar Piezas 0:15:30
Alistar Herramientas 0:03:16
Transportar Piezas 0:03:42 Realiza desplazamiento repetitivo
Transportar Herramientas
0:01:06 Realiza desplazamiento repetitivo
Desajustar Piezas 0:30:00
Ajusta Piezas 0:58:00
Salir de la Maquina 0:22:20 Realiza movimiento ajuste en maquina
Tomar Piezas de la Zona 0:13:26
Desplazamiento complicado para alcanzar las partes
Colocar Piezas en Zona 0:12:40
Desplazamiento complicado para dejar las partes
Ajustar Tubo de Llenado
Desajustar Tubo de Llenado
Cerrar Tanque de Aceite
Verificar Precisión de la Maquina
0:05:00
Ajustar Precisión de la Maquina
2:45:00

103
Actividad y tiempo de la maquina Llenadora
Actividad Llenadora Observaciones
Alistar Piezas 0:05:30
Alistar Herramientas 0:02:08
Transportar Piezas 0:01:25
Transportar Herramientas
0:00:38
Desajustar Piezas 0:11:29
Ajusta Piezas 0:11:10
Salir de la Maquina
Tomar Piezas de la Zona 0:05:40
Colocar Piezas en Zona 0:04:52
Ajustar Tubo de Llenado
0:02:50
Desajustar Tubo de Llenado
Cerrar Tanque de Aceite 0:01:16
Verificar Precisión de la Maquina
0:12:00
Ajustar Precisión de la Maquina
0:58:58
El operario termina el cambio y espera 1 hora y 47 minutos a que el operario
termine el cambio. No realizo ninguna actividad

104
Actividad y tiempo de la maquina Etiquetadora
Actividad Etiquetadora Observaciones
Alistar Piezas 0:03:18
Alistar Herramientas 0:01:55
Transportar Piezas 0:01:18
Transportar Herramientas
0:00:39
Desajustar Piezas 0:13:40
Ajusta Piezas 0:26:30
Salir de la Maquina
Tomar Piezas de la Zona 0:03:49
Colocar Piezas en Zona 0:02:51
Ajustar Tubo de Llenado
Desajustar Tubo de Llenado
Cerrar Tanque de Aceite
Verificar Precisión de la Maquina
0:05:00
Ajustar Precisión de la Maquina
Total 0:59:00
El operario termina el cambio y espera 1 hora y 46 minutos a que el operario
termine el cambio. No realizo ninguna actividad

105
Actividad y tiempo de la maquina Empacadora
Actividad Empacadora Observaciones
Alistar Piezas 0:05:30
Alistar Herramientas 0:01:42
Transportar Piezas 0:03:20
Transportar Herramientas
0:00:58
Desajustar Piezas 0:15:31
Ajusta Piezas 0:19:20
Salir de la Maquina
Tomar Piezas de la Zona 0:02:04
Colocar Piezas en Zona 0:01:35
Ajustar Tubo de Llenado
Desajustar Tubo de Llenado
Cerrar Tanque de Aceite
Verificar Precisión de la Maquina
0:06:00
Ajustar Precisión de la Maquina
Total 0:56:00
El operario termina el cambio y espera 1 hora y 46 minutos a que el operario
termine el cambio. No realizo ninguna actividad
Paso 2 Separar las Actividades Internas y Externas
Actividad Interna: Incluye todas las actividades que pueden efectuarse únicamente
si la maquina se encuentra parada.
Actividad Externa: Incluye todas las actividades que pueden realizarse aun cuando
la máquina se encuentra en movimiento.
Considerando las definiciones anteriores, el siguiente paso es clasificar y separar
las actividades internas de las externas considerando todas las observaciones que
se efectuaron en las máquinas.

106
El equipo conformado debe analizar si la actividad es interna o externa.
Actividad Identificación
Alistar Piezas tiempo Interno
Alistar Herramientas tiempo Interno
Transportar Piezas tiempo Interno
Transportar Herramientas tiempo Interno
Desajustar Piezas tiempo Interno
Ajusta Piezas tiempo Interno
Salir de la Maquina tiempo Interno
Tomar Piezas de la Zona tiempo Interno
Colocar Piezas en Zona tiempo Interno
Ajustar Tubo de Llenado tiempo Interno
Desajustar Tubo de Llenado tiempo Interno
Cerrar Tanque de Aceite tiempo Externo
Verificar Precisión de la Maquina tiempo Externo
Ajustar Precisión de la Maquina tiempo Externo
Paso 3 Convertir Actividades Internas a Externas
El objetivo es analizar con el equipo de trabajo todas las actividades clasificadas
como internas pueden convertirse en externas.
Para el análisis se utilizara la “tabla de cambio rápido” en la cual se recolecta la
información correspondiente a los pasos anteriores.

107
Actividades que pueden eliminarse en todas las maquinas.
Actividad Alistar Piezas
Alistar Herramientas
Transportar Piezas
Transportar Herramientas
Tiempo
Seleccionadora 0:15:30 0:03:16 0:03:42 0:01:06
Llenadora 0:05:30 0:02:08 0:01:25 0:00:38
Etiquetadora 0:03:18 0:01:55 0:01:18 0:00:39
Empacadora 0:05:30 0:01:42 0:03:20 0:00:58
Detalle El operario realiza movimientos de desplazamiento repetitivos
Actividad Interna X X X X
Actividad Externa
Ideas de Mejora Esta actividad puede ser Realizada, por uno de los ayudantes de
planta. Durante el proceso, de esta manera pasara a ser una actividad externa.
Nuevo Tiempo
Actividades que pueden temer mejora.
Actividad
Desajustar Piezas
Ajusta Piezas Salir de la Maquina
Tomar Piezas de la Zona
Colocar Piezas en Zona
Tiempo
Seleccionadora 0:30:00 0:58:00 0:22:20 0:13:26 0:12:40
Detalle El operario realiza movimientos repetitivos de desplazamiento
Actividad Interna X X X X X
Actividad Externa
Ideas de Mejora Esta actividad puede realizarse, situando un ayudante al operario de la
seleccionadora, en las actividades de desajuste y ajuste por fuera, el facilita miento de las herramientas y partes.
Nuevo Tiempo
Paso 4 Análisis de Reducción de Tiempos y/o Optimización.
Analizar en equipo las ideas planteadas en los formatos de cambio rápido, y
evaluar la aplicación en cada máquina. A continuación se analizará la técnica
SMED aplicada en un supuesto; basándose en la programación de octubre
108
suministrada por la empresa XYZ, para evaluar los cambios a realizar dentro de la
línea de llenado Ausere.
Análisis del primer cambio
El ayudante asignado dentro del turno de producción, se reunirá con el
supervisor de producción o encargado al comenzar el turno, para verificar si
se realizara cambio de formato durante las horas de producción. el jefe o
encargado indicara la hora aproximada de realización del cambio, para que
el ayudante adecue en la zona de alistamiento de cada máquina las
diferentes herramientas y piezas.
El ayudante se encargará de organizar las herramientas y piezas en los
sitios asignados dentro del estante, para lograr esta actividad se deberá
concientizar al ayudante en la herramienta de las 5 ”S” la cual se explicara
el método de enseñanza más adelante.
Análisis del segundo cambio
Se realizarán reuniones dos veces a la semana con los ayudantes y con el
supervisor de producción, para la explicación y conocimiento de la maquina
seleccionadora.
Se realizará una evaluación de los conocimientos adquiridos por los
ayudantes para así poder retroalimentarlos.
Se realizarán capacitaciones prácticas a los ayudantes por parte de los
operarios cada que se realice el cambio de formato para la enseñanza de
los ajustes de las diferentes partes de la seleccionadora.

109
Propuesta de Mejoramiento de Eficiencia del Ciclo
Actividades
Tipos Mudas Tiempo min Agregan Valor Tiempo min Agregan Valor Tiempo min Agregan Valor Tiempo min Agregan Valor
Alistar Piezas
Alistar Herramientas
Transportar Piezas
Transportar Herramientas
Desajustar Piezas 0:30:00 0:30:00 0:11:29 0:11:29 0:13:40 0:13:40 0:15:31 0:15:31
Ajusta Piezas 0:58:00 0:58:00 0:11:10 0:11:10 0:26:30 0:26:30 0:19:20 0:19:20
Salir de la Maquina 0:22:20 0:22:20
Tomar Piezas de la Zona 0:13:26 0:13:26 0:05:40 0:05:40 0:03:49 0:03:49 0:02:04 0:02:04
Colocar Piezas en Zona 0:12:40 0:12:40 0:04:52 0:04:52 0:02:51 0:02:51 0:01:35 0:01:35
Ajustar Tubo de Llenado
Desajustar Tubo de Llenado
Cerrar Tanque de Aceite 0:01:16 0:01:16
Verificar Precision de la Maquina
Ajustar Precision de la Maquina
Total 2:21:26 2:16:26 0:49:17 0:49:17 0:51:50 0:51:50 0:44:30 0:44:30
Eficiencia de ciclo de
Seleccionadora 92%
Eficiencia de ciclo de Llenadora 100%
Eficiencia de ciclo de
Etiqueteadora 100%
Eficiencia de ciclo de Empacadora 100%
0:05:00 0:06:00 0:06:00
Eficiencia de ciclo
0:02:50 0:02:50
0:05:00 0:12:00 0:12:00 0:05:00
Seleccionadora Llenadora Etiqueteadora Empacadora
Después del mejoramiento se elimina las actividades de tipo interno y pasan a ser
externas; con esto se disminuye el tiempo de cambio de formato en la maquina
seleccionadora en un 28% lo cual ayuda a una disminución de este tiempo de
cambio y además se aumenta la eficiencia del proceso.
Análisis de reducción de tiempos en las actividades internas y externas.
Se procede a analizar con el equipo las ideas planteadas en la tabla de cambio
rápido con el fin de disminuir el tiempo para el cambio de formato
Al convertir las actividades internas en externas, las cuales se muestran a
continuación marcadas con amarillo, y situar el ayudante al operario de la
seleccionadora, los tiempos disminuyen como se muestra a continuación:

110
tiempo en minutos de Maquinas
Actividad Identificación Seleccionadora Llenadora Etiquetadora Empacadora
Alistar Piezas tiempo Externo 0:15:30 0:05:30 0:03:18 0:05:30
Alistar Herramientas tiempo Externo 0:03:16 0:02:08 0:01:55 0:01:42
Transportar Piezas tiempo Externo 0:03:42 0:01:25 0:01:18 0:03:20
Transportar Herramientas tiempo Externo
0:01:06 0:00:38 0:00:39 0:00:58
Desajustar Piezas tiempo Interno 0:22:00 0:11:29 0:13:40 0:15:31
Ajusta Piezas tiempo Interno 0:40:00 0:11:10 0:26:30 0:19:20
Salir de la Maquina tiempo Interno 0:12:20
Tomar Piezas de la Zona tiempo Interno 0:10:00
0:05:40 0:03:49 0:02:04
Colocar Piezas en Zona tiempo Interno 0:04:52 0:02:51 0:01:35
Ajustar Tubo de Llenado tiempo Interno
0:02:50
Desajustar Tubo de Llenado tiempo Interno
Cerrar Tanque de Aceite tiempo Externo
0:01:16
Verificar Precisión de la Maquina tiempo Externo
0:05:00 0:12:00 0:05:00 0:06:00 Ajustar Precisión de la Maquina tiempo Externo
1:55:20 0:49:17 0:51:50 0:44:30
Tabla 10. Conversión de Actividades
Realizando estos cambios en el proceso de la línea de llenado Ausere se obtiene
que los tiempos internos de cambio de formato se reducen cerca de un 50%, esto
quiere decir que el alistamiento de la línea de producción se podría realizar cerca
a la mitad del tiempo en el que se realizaba anteriormente. En el grafico siguiente
se muestra la reducción en los tiempos internos.

111
Cuadro 4. Comparacion de tiempos internos
Al realizar estos cambios las actividades externas aumentan ya que las
operaciones modificadas pasan de ser internas a externas sin afectar la
producción de la línea de llenado, como se muestra en el siguiente gráfico:

112
Cuadro 5. Comparacion de tiempos Externos
Con la reducción de tiempo alcanzada al implementar la herramienta SMED de
Lean Manufacturing, el costo se afecta de la siguiente manera,
Cambio de FORMATO
250 ml 500 ml 1000 ml Botellas 84.150 59.400 148.500
Botellas SMED 42.840 30.240 75.600
Costo $ 84.907.350 156.222.000 785.119.500
Costo $ SMED 43.225.560 79.531.200 399.697.200
El número de botellas que deja de producir en el cambio de formato se reduce
cerca de la mitad (aproximadamnete 50%) y por ende el costo por no producir se
reduce en el mismo porcentaje. Al realizarce este cambio la productividad
aumenta durante los diferentes paras que se presentan durante el mes en la
planta de llenado Ausere.

113
Cuadro 6. Comparación de Costos
Comparación total, en porcentaje (%) que se genera al implementar el cambio
SMED en la línea de llenado Ausere.
Proceso Estudiado
Aplicación SMED
Tiempos % Mejora
Cambio de Formato
Seleccionadora 2 h 45 min 1 h 29 min 46.06%
Llenadora 58 min 49 min 15.5%
Etiquetadora 59 min 51 min 13.6%
Empacadora 56 min 44 min 21.4%
Botellas Ahorro
250 ml 84150 42840 49.09%
500 ml 59400 30240 49.09%
1000 ml 148500 75600 49.09%
Costo Ahorro
250 ml 84.907.350 43.225.560 49.09%
500 ml 156.222.000 79.531.200 49.09%
1000 ml 785.119.500 399.697.200 49.09%
Tabla x. Mejora Totalizada

114
Estandarización de las Nuevas Actividades
Estandarizar garantiza que todas las actividades u operaciones necesarias
durante el cambio se realicen siempre de la misma manera, ya sea que involucren
el factor humano, materia prima, máquinas, medio ambiente y métodos de trabajo.
Procedimiento
Los cambios realizados se documentarán de acuerdo a los lineamientos de
la empresa y basados en las norma de calidad ISO.
Estos procedimientos de estandar de operaciones que se vayan realizando
se anexarán a los archivos que se encuentran bajo responsabilidad del
ingeniero de producción.
La elaboración, modificación o actualización debe ser autorizada por el
ingeniero de producción, la gerencia general y la gerencia de
aseguramiento de calidad respectivamente.
Se debe realizar seguimiento al formato estandar suministrado por la
empresa.
Propuesta de Implementación de la 5 “S”
Muchas veces se piensa que las 9`s son fáciles de implementar pero esta
herramienta depende del compromiso de todos en la organización para su
cumplimiento óptimo. Esta herramienta sirve para mejorar el ambiente de trabajo,
lo cual permite disminuir desperdicios de tiempo y optimizar el espacio físico. Esta
herramienta tiene como objetivo eliminar los espacios de trabajo inútiles, mejora el
nivel de limpieza de los lugares, previene la aparición de desorden y crea en el
trabajador un enfoque de sus esfuerzos hacia el trabajo

115
Las 5`s Son:
Fuente: http://www.eumed.net/cursecon/libreria/2004/5s/3.pdf
En este cuadro anterior se observa los pasos para comenzar con una
implementación de 5 “S”
En el proceso de implementación de las 5 “S” a los ayudantes, primero se debe
realizar una reunión de sensibilización donde se explique la herramienta al
personal en la cual se expone las fases y el compromiso que exige esta
herramienta. Enseñando al ayudante que estas mejoraras los beneficiarán a ellos
y que su ambiente de trabajo será agradable lo cual le reduce el stress e
incomodidad.
En este caso recomendamos tener un líder que dirija el proceso de aplicación de
las 5 “S” para que esta persona este realizando inspecciones del cumplimiento y
resultado de la herramienta. En el caso de la empresa XYZ el lider sera el
supervisor de producción.

116
Seri Seleccionar
Seleccionar los objetos innecesarios para las operaciones diarias, el ayudante
deberá realizar una limpieza de los estantes de cada maquina donde deseche
todos los elementos que son innecesarios y que estan en un estado de ocio.
Seiton Clasificar
El ayudante deberá realizar un reconocimiento de las herramientas que se utilizan
en los cambios de formato de las maquinas de la línea de llenado, y marcar cada
una de estas herramientas para su identificación a la máquina perteneciente.
Se llevará un inventario para cada máquina con el cual se tendrá un control del
número de piezas de cada máquina, se sugiere implementar la siguiente tabla:
Además el ayudante deberá llevar las piezas del cambio de formato al lugar de
enjuague para su respectivo lavado, y procederá a organizar las piezas del cambio
de formato en los sitios asignados en el estante.
Seiso Limpiar
El ayudante deberá mantener limpios los lugares asignados para las piezas de las
diferentes máquinas, dentro del estante para las diferentes piezas y herramientas,
de tal manera que al momento de su utilización se encuentren en óptimas
condiciones, con esto garantiza un mayor ciclo de vida para las partes de las
diferentes máquinas.
Seiketsu Estandarizar
Establecer y mantener en todo momento el alto estándar de orden y limpieza que
se ha fijado para el lugar de trabajo. Una de las formas más prácticas y fáciles
para que el personal tenga presente cómo debe mantener su puesto de trabajo es
por medio de diagramas de flujo o proceso
Código Nombre Cantidad Ubicación Observación

117
Shitsuke Disciplina
Este punto se refiere a “enseñar, mantener y respetar los estándares de orden y
limpieza establecidos”. Sin duda es la “S” más difícil de implementar y de
conseguir ya que requiere disciplina por parte del personal para habituarse a los
nuevos procedimientos. Enseñar implica capacitar; es por ello que en reunión
sostenida con el personal del departamento se procederá a explicar y publicar
todas las actividades a efectuarse durante la limpieza diaria, semanal y en algunos
casos quincenales.
Propuesta de mejora de costos de reproceso por Enjuagues
Para el desperdicio que se está generando al momento de hacer el enjuague, a
los tanques se podría proponer que este aceite que queda en él no vuelva a
reproceso porque esto nos traería un costo extra. Se deberían empacar en otros
tarros para ser entregados a los trabajadores, dado que la empresa tiene un
programa el cual se llama alternativa. En este se entregan todos los productos de
la compañía al precio de costo que salen, en este momento se están dando
aceites en esta alternativa, pero podríamos ahorrar costo si entregáramos este
aceite que queda en el tanque. Con esto resolveríamos el número de re procesos
que se tiene que dar por el aceite que queda en el tanque, según el cálculo de re
procesos por el número de enjugues nos da un costo al mes de $ 62.594.279 Esto
se podría reducir si aplicamos esta idea de entregar el aceite a los trabajadores,
pero este aceite se entregaría sin etiquetas y los envases serian los reprocesados
que no tengan defectos muy grandes.
118
9 CONCLUSIONES
En este trabajo se ha revisado la filosofía de mejoramiento continuo manufactura
esbelta o Lean Manufacturing, la cual es compuesta por herramientas, tales como,
Justo a tiempo, Andon, Kanban, 9`s, etc.
La manufactura esbelta ha sido muy efectiva desde sus orígenes ya sea por
eliminación de desperdicios o por establecer un óptimo flujo de producción. En
este trabajo se propuso la implementación de algunas herramientas del “Lean
Manufacturing” a la empresa XYZ en la línea de llenado de aceites. En el trabajo
se presentan las actividades comprendidas en el proceso de llenado de aceites,
donde se identificó las actividades que no agregan Valor.
Así mismo se puede identificar que aunque una mejora pueda ser pequeña esta
puede ser muy significativa en el proceso de producción, y esta filosofía de la
manufactura esbelta (Lean Manufacturing) comprende a toda la empresa lo cual
exige un compromiso, esfuerzo y dedicación, esto lleva a grandes resultados en la
empresa, y proporciona gran satisfacción a los empleados y directivos, pues el
ambiente laboral mejora.

119
10 BIBLIOGRAFÍA
GUTIERREZ PULIDO, Humberto; DE LA VARA SALAZAR, Román. Control
estadístico de calidad y seis sigmas. México: McGraw-Hill Interamericana, 2004.
HARRINGTON, H. James, Administración total del mejoramiento continuo. La nueva
generación. Mc Graw Hill, Santa Fe de Bogotá, D.C. 2000.
NIEBEL, Benjamin, Ingeniería Industrial, métodos, estándares, y diseño del
trabajo, décima edición, 2001.
GARCÉS DURAN, Daniel Enrique, Ingeniero Industrial, VALENCIA ACEVEDO,
Manuel Alejandro, Ingeniero Industrial, Tesis PROPUESTA DE MEJORAMIENTO
CONTINUO EN EL PROCESO DE PRODUCCION DE HIELO A TRAVES DE LA
APLICACIÓN DE LAS HERAMIENTAS DEL LEAN MANUFACTURING, 2009.
11 WEBGRAFIA
http://www.leanmanufacturing.org
http://www.grupokaizen.com
http://www.leansigma.com/
http://www.tqm-manager.com.ar
http://www.cel-logistica.org/subidasArticulos/23.pdf
http://www.leancollege.com/gropomdc/