sacmi hpress
TRANSCRIPT
HYDRAULIC PRESS SERIES 2000PRENSAS HYDRÁULICAS SERIE 2000
PH
359
0P
H 3
020
PH
289
0P
H 2
590
PH
209
0P
H 1
500
PH
690

Hydraulic presses
Prensas hidráulicas
SERIES 2000 Se puede conseguirpotencia y ahorro al mismo tiempo?
Sí, Serie 2000. Es una solución que, en másde diez años, tampoco Sacmi ha sido capaz de superar.
Es fiable. Una estructura particular garantiza gran resistencia, precisión, constancia de prestaciones, seguridad
Es ágil. Un conjunto de funciones hace que el equipo sea rápido,flexible, versátil, y limita sensiblemente los consumos
Es fácil. Con un sistema electrónico de programación y control asícomo con una reducida necesidad de mantenimiento,la prensa es fácil de llevar y económica en sugestión.
Can power and economy be combined?
Yes, Series 2000.This is a problem that, in over10 years, not even SACMI hadbeen able to overcome.
Reliable.A special structure ensuresoutstanding strength, precision, consistent performance and safety
Agile.A wide range of functionsmakes the plant fast, flexibleand versatile while significantlylimiting consumption.
Easy.Featuring an electronic programming and controlsystem and low maintenancerequirements, the press can berun easily and economically.

SE
RIE
S 2
000
Accumulates power and releases it safelyAcumula potencia para liberarla con seguridad
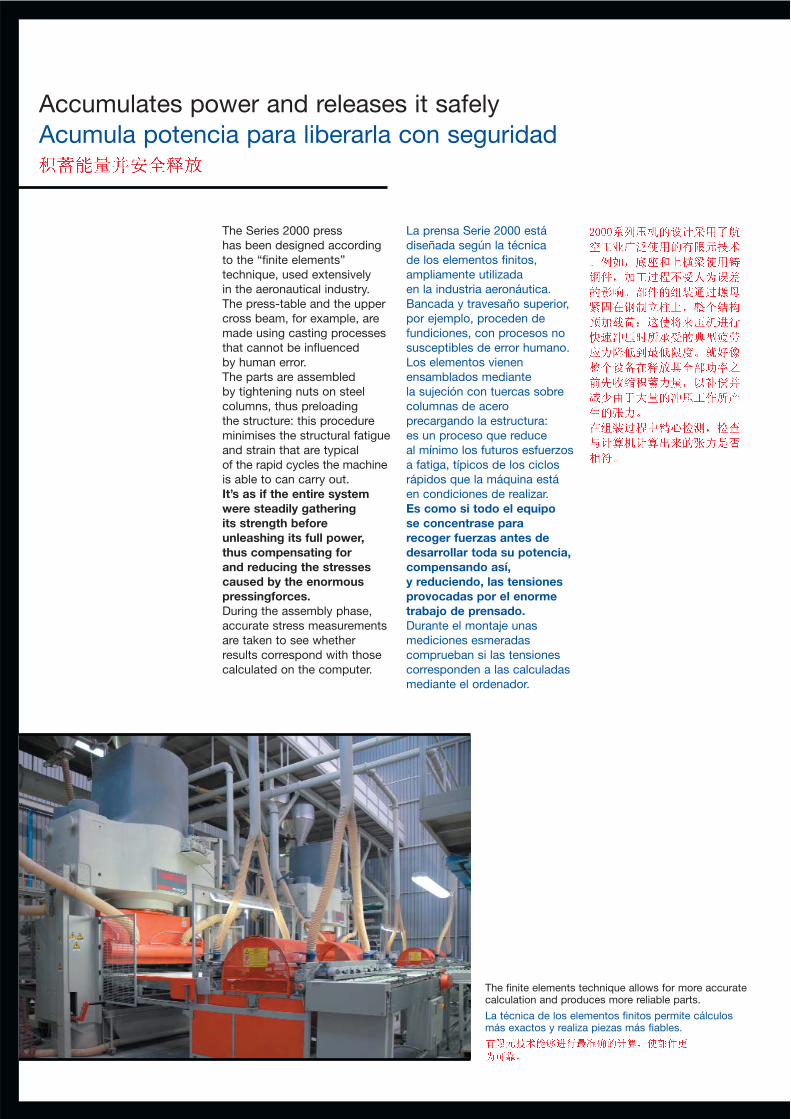
The Series 2000 press has been designed accordingto the “finite elements”technique, used extensively in the aeronautical industry.The press-table and the uppercross beam, for example, aremade using casting processesthat cannot be influencedby human error.The parts are assembled by tightening nuts on steelcolumns, thus preloading the structure: this procedureminimises the structural fatigueand strain that are typical of the rapid cycles the machineis able to can carry out.It’s as if the entire systemwere steadily gathering its strength before unleashing its full power,thus compensating for and reducing the stressescaused by the enormouspressingforces.During the assembly phase,accurate stress measurementsare taken to see whetherresults correspond with thosecalculated on the computer.
The finite elements technique allows for more accuratecalculation and produces more reliable parts.
La técnica de los elementos finitos permite cálculos más exactos y realiza piezas más fiables.
La prensa Serie 2000 estádiseñada según la técnica de los elementos finitos, ampliamente utilizada en la industria aeronáutica. Bancada y travesaño superior, por ejemplo, proceden de fundiciones, con procesos no susceptibles de error humano. Los elementos vienen ensamblados mediante la sujeción con tuercas sobrecolumnas de acero precargando la estructura: es un proceso que reduce al mínimo los futuros esfuerzosa fatiga, típicos de los ciclosrápidos que la máquina está en condiciones de realizar.Es como si todo el equipo se concentrase pararecoger fuerzas antes dedesarrollar toda su potencia,compensando así, y reduciendo, las tensiones provocadas por el enorme trabajo de prensado. Durante el montaje unas mediciones esmeradascomprueban si las tensionescorresponden a las calculadas mediante el ordenador.
Costs a little more to cost a lot lessCuesta un poco más para costar mucho menos
SE
RIE
S 2
000
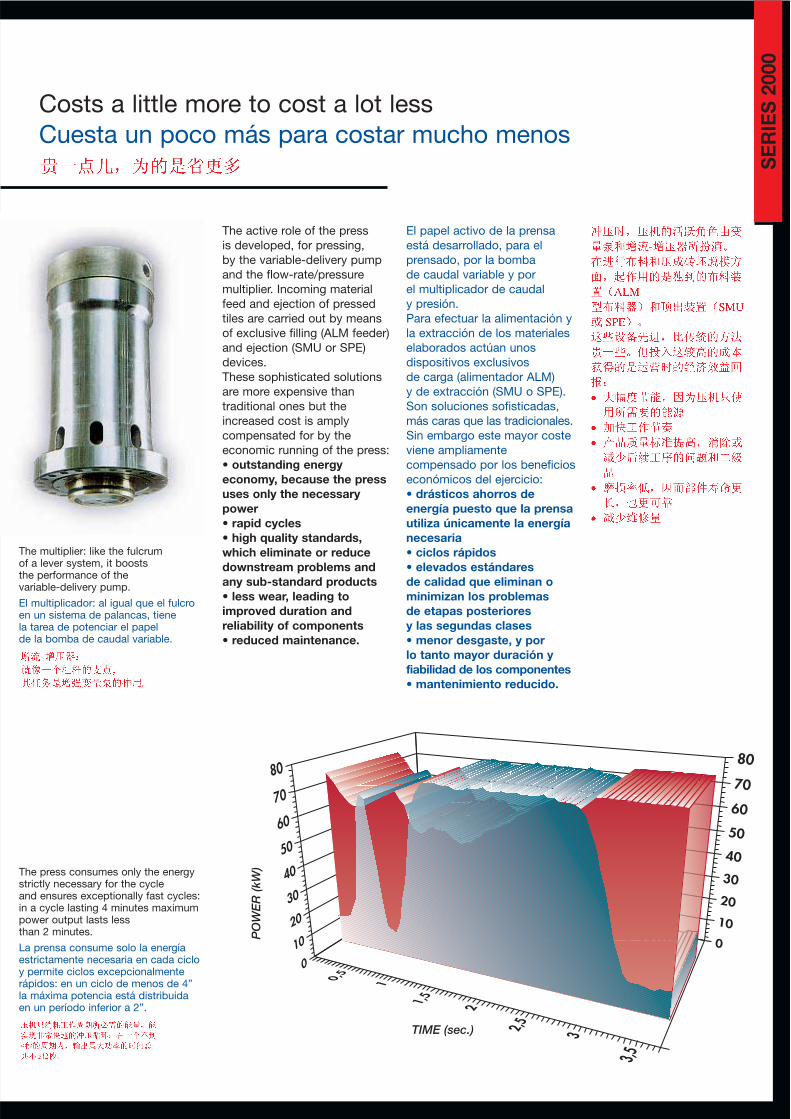
The active role of the press is developed, for pressing, by the variable-delivery pumpand the flow-rate/pressuremultiplier. Incoming materialfeed and ejection of pressedtiles are carried out by meansof exclusive filling (ALM feeder)and ejection (SMU or SPE)devices.These sophisticated solutionsare more expensive thantraditional ones but the increased cost is amply compensated for by theeconomic running of the press:• outstanding energy economy, because the pressuses only the necessarypower• rapid cycles• high quality standards,which eliminate or reducedownstream problems andany sub-standard products• less wear, leading to improved duration andreliability of components• reduced maintenance.
The press consumes only the energystrictly necessary for the cycle and ensures exceptionally fast cycles:in a cycle lasting 4 minutes maximumpower output lasts less than 2 minutes.
La prensa consume solo la energía estrictamente necesaria en cada cicloy permite ciclos excepcionalmente rápidos: en un ciclo de menos de 4” la máxima potencia está distribuidaen un período inferior a 2”.
The multiplier: like the fulcrum of a lever system, it boosts the performance of the variable-delivery pump.
El multiplicador: al igual que el fulcro en un sistema de palancas, tiene la tarea de potenciar el papel de la bomba de caudal variable.
El papel activo de la prensaestá desarrollado, para el prensado, por la bomba de caudal variable y por el multiplicador de caudal y presión. Para efectuar la alimentación yla extracción de los materialeselaborados actúan unos dispositivos exclusivos de carga (alimentador ALM) y de extracción (SMU o SPE). Son soluciones sofisticadas,más caras que las tradicionales. Sin embargo este mayor coste viene ampliamente compensado por los beneficioseconómicos del ejercicio:• drásticos ahorros de energía puesto que la prensautiliza únicamente la energíanecesaria• ciclos rápidos • elevados estándares de calidad que eliminan ominimizan los problemas de etapas posteriores y las segundas clases• menor desgaste, y por lo tanto mayor duración y fiabilidad de los componentes• mantenimiento reducido.
TIME (sec.)
PO
WE
R (
kW)
The energy that’s needed and no moreLa energía necesaria y nada más
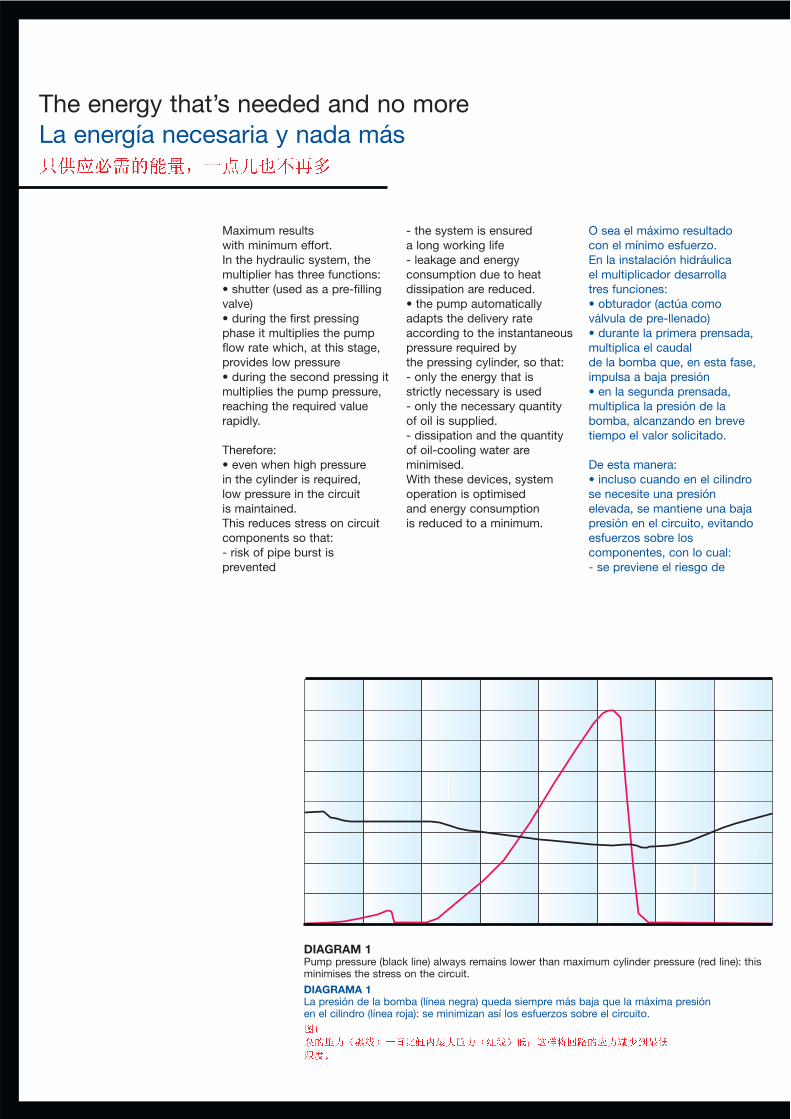
Maximum results with minimum effort.In the hydraulic system, themultiplier has three functions:• shutter (used as a pre-fillingvalve)• during the first pressingphase it multiplies the pumpflow rate which, at this stage,provides low pressure• during the second pressing itmultiplies the pump pressure,reaching the required valuerapidly.
Therefore:• even when high pressure in the cylinder is required, low pressure in the circuit is maintained. This reduces stress on circuitcomponents so that:- risk of pipe burst is prevented
DIAGRAM 1Pump pressure (black line) always remains lower than maximum cylinder pressure (red line): thisminimises the stress on the circuit.
DIAGRAMA 1 La presión de la bomba (línea negra) queda siempre más baja que la máxima presión en el cilindro (línea roja): se minimizan así los esfuerzos sobre el circuito.
O sea el máximo resultado con el mínimo esfuerzo. En la instalación hidráulica el multiplicador desarrolla tres funciones: • obturador (actúa como válvula de pre-llenado) • durante la primera prensada, multiplica el caudal de la bomba que, en esta fase,impulsa a baja presión • en la segunda prensada,multiplica la presión de la bomba, alcanzando en brevetiempo el valor solicitado.
De esta manera: • incluso cuando en el cilindrose necesite una presión elevada, se mantiene una baja presión en el circuito, evitando esfuerzos sobre los componentes, con lo cual: - se previene el riesgo de
- the system is ensured a long working life- leakage and energy consumption due to heat dissipation are reduced.• the pump automaticallyadapts the delivery rate according to the instantaneouspressure required by the pressing cylinder, so that:- only the energy that is strictly necessary is used- only the necessary quantityof oil is supplied.- dissipation and the quantityof oil-cooling water are minimised.With these devices, systemoperation is optimised and energy consumption is reduced to a minimum.

SE
RIE
S 2
000
DIAGRAM 2Main cylinder pressure increase can be set according to the cycle requested by the production program.
DIAGRAMA 2 En función del ciclo solicitado por el programa de producción pueden programarse diversos recorridos de subida de la presión en el cilindro principal.
reventones en los conductos - se asegura una larga duración del equipo- se reducen las fugas de aceite y el consumo de energía por la disipación del calor • La bomba ajusta automáticamente el caudal a la presión instantánea necesaria en el cilindro de prensado, por lo que:- utiliza solamente la energíaestrictamente necesaria - distribuye sólo la cantidad de aceite indispensable - reduce al mínimo la disipación y la cantidad de agua necesaria para la refrigeración del aceite. Con estos dispositivos seoptimiza el esfuerzo de la instalación y se reducen al mínimo nivel posible los consumos de energía.

Racing car and rally carMáquina de carreras y coche para rally
A flexible system: it providesextremely rapid productioncycles, once unthinkable atthis power: up to 19 cycles per minute for the PH 3590and up to 34 for the 690.As an alternative, a programthat runs at slower speeds canbe chosen, thus enhancingenergy savings even further.The hydraulic control station,with its variable-delivery mainpump, also contributes toenergy savings and lowermaintenance costs.The filtration circuit - fed by the secondary pump - uses
Es un conjunto ágil: alcanza ciclos productivos rapidísimos antes impensablespara estos niveles de potencia:hasta 19 ciclos al minuto para la PH 3590, y hasta 34 para la 690. Como alternativa a la velocidad, se puede escogerun programa enfocado hacíaun ahorro aún mayor,con ritmos más distendidos. También la centralita hidráulica,con la bomba principal de caudal variable, contribuye alahorro de energía y a reducirlos costes de mantenimiento.
a high filtering power filterequipped with clogging control.The standard cooling circuit isprovided with a water/oil plateexchanger in which water flowis regulated by the controlsystem to adapt consumptionto the effective needs of the circuit.An air/oil exchanger can beinstalled on request.

SE
RIE
S 2
000
El circuito de filtración - alimentado por la bomba secundaria - utiliza un filtro con una elevada capacidad de filtración, provisto de control de atasco. El circuito de refrigeración estándar cuenta con un intercambiador de placasagua/aceite donde el flujo del agua es regulado por el sistema de control para ajustar los consumos a la necesidad efectiva del circuito. Opcionalmente puede instalarse unintercambiador del tipo aire/aceite.

The advantages of smooth teamworkVentajas del ritmo de un equipo armónico
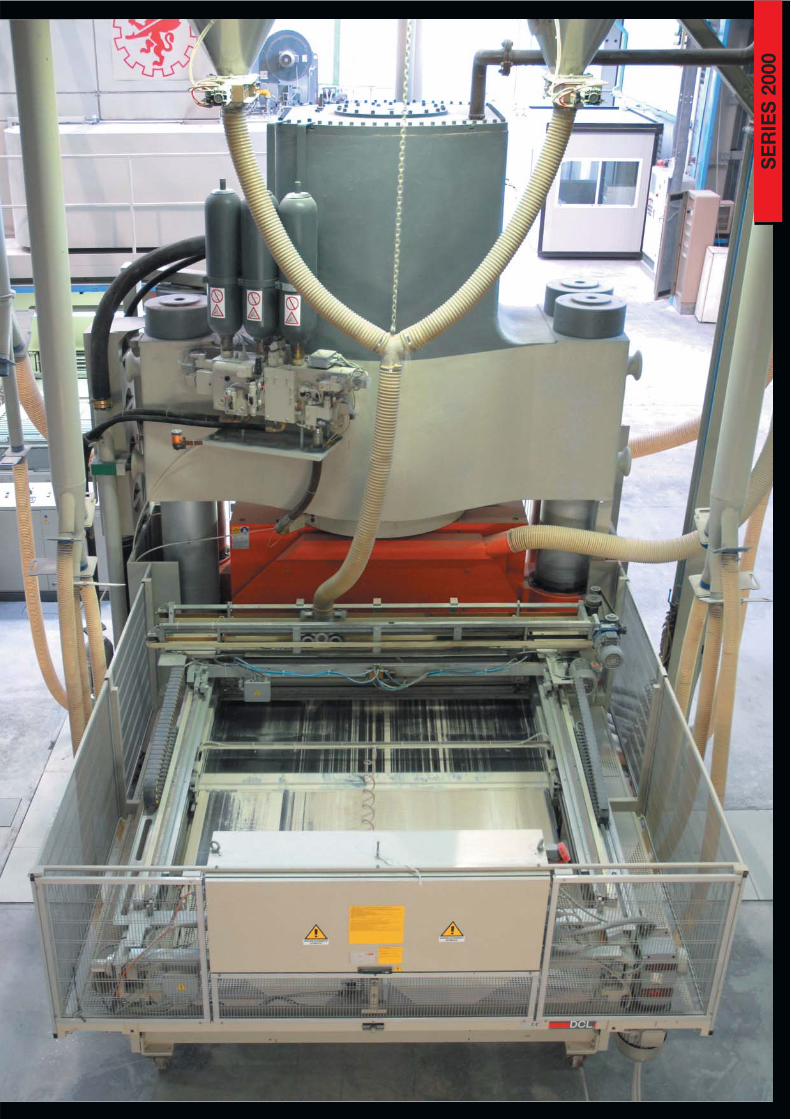
Loading of the powders in the press cavity is carried outby a floating distribution grilldriven by a filler box with ahydraulic or electric motor.The powder is fed into the grillby a universal mobile hopper(ALM).
System advantages:• can be adapted rapidly to any shape of tile• remains easy to clean• ensures highly regular movement and homogeneousfilling of the cavities• allows, via a few simpletasks, differential powderdeposit and, therefore, personalised graphic effects.The ALM feeder consists ofmobile hopper; moveable sidewalls allow adjustment of outfeed width.The hopper moves back and forth, while the filler boxremains at standstill and fillsthe bottom grill, skimming the deposited powder.The flow is controlled by adjusting outlet shutter aperture, speed and limit stop.The floating grill (under thehopper) leans directly againstthe sliding plate and is operated by the mobile part ofthe filler box.Made-to-measure according to the number and size of thecavities, it is the only devicethat has to be replaced whenthe sizes are changed.The floating grill is transferred
La carga del polvo en el alveolo de la prensa se efectúa mediante una rejilla flotante de distribución accionada por un carrillo con motor hidráulico o eléctrico. La alimentación del polvo en la parrilla se realiza mediante una tolva móvil universal (ALM).
Ventajas del sistema: • se adapta rápidamente a cualquier tamaño de azulejo • queda fácilmente limpio • asegura movimientos muy regulares y un llenado homogéneo de los alvéolos • permite, mediante operaciones sencillas, depositar diferentes tipos depolvo realizando efectos gráficos personalizados. El alimentador ALM consta de una tolva móvil con anchode salida ajustable por mediode compuertas laterales. La tolva se mueve adelante-atrás, mientras el carro está parado y carga la rejilla ubicada debajo, enrasando el polvo depositado; el flujo se regula ajustando la abertura de la boca de salida, la velocidad y el final de carrera. La rejilla flotante (ubicada bajo la tolva) descansa directamente sobre la placa de deslizamiento y es accionada mediante la parte móvil del carro. Construida a medida, en base al número y a las dimensiones de los alvéolos, es la únicaparte a sustituir cuando secambia de formato.
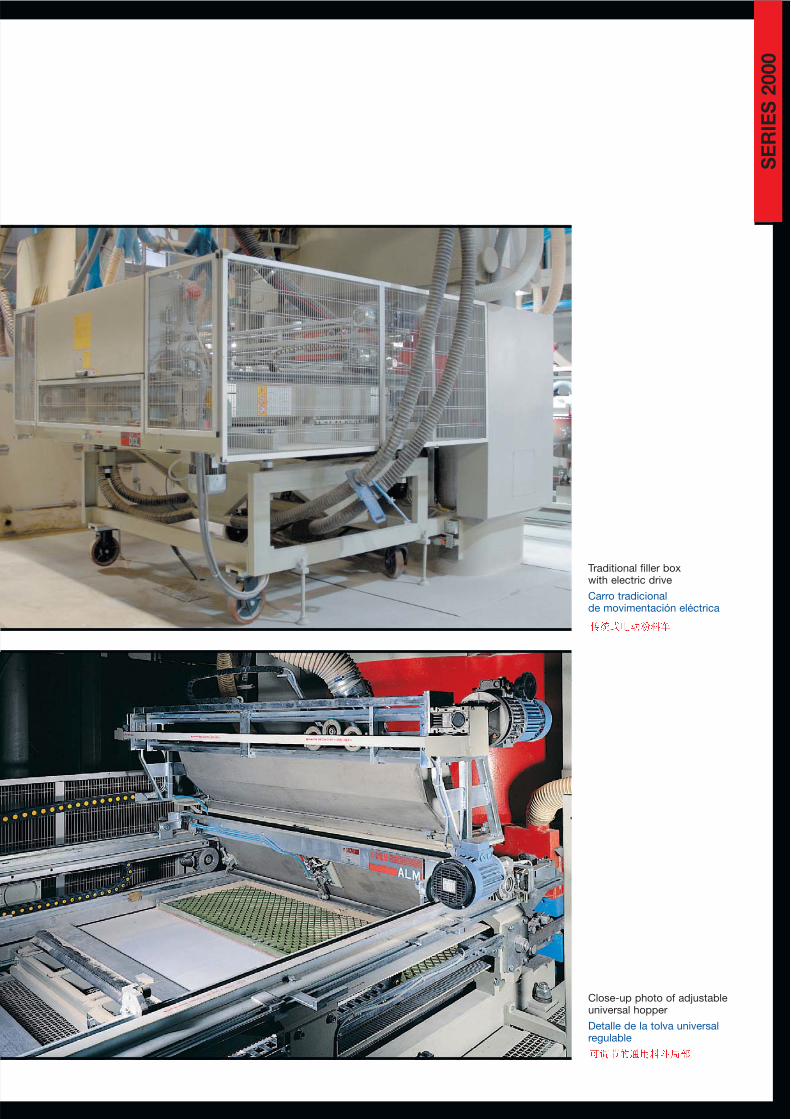
onto the die cavities by themobile part of the filling box.For the Series 2000 presses,two types of mobile filler box are available:• traditional filler boxdriven by a hydraulic motorwith a rod-crank system inwhich position and speed ofthe mobile part are controlledthrough proportional electro-hydraulics.• linear filler boxdriven by an electric motor, the mobile part of which iscontrolled by the press automatism to obtain the desired speed curve; the mobile part is supported by linear guides along its entirestroke, thus ensuring outstanding stiffness and precision of movement. In both solutions, the filler boxis mounted on wheels so it caneasily be moved away from the press when maintenancework or die-changing needs to be done; it is also equippedwith an integrated device for alignment of die and slidingplate. Each filler box can be alsoequipped with a mobile rotating brush (to clean thelower punches) or a fixedbrush (for the upper punches).The union of SACMI press and filler box ensures easy,high-efficiency managementplus maximum performance,synchronism, speed and safety.
SE
RIE
S 2
000

Para las prensas Serie 2000 se han previsto dos tipos de carro móvil: • carro tradicional accionado por motor hidráulico y sistema biela-manivela,donde la posición y la velocidad de la parte móvilestán gestionadas mediantehidráulica proporcional. • carro lineal accionado por motor eléctrico, cuya parte móvil está comandada por el automatismo de la prensa pararealizar la curva de velocidaddeseada y está soportada a lo largo de todo su recorridopor guías lineales que confieren al movimiento un gran rigidez y precisión.
En ambos casos el carro estámontado sobre ruedas con el fin de poder alejarlo fácilmente de la prensa para el mantenimientoo el cambiomolde y está provisto de un dispositivo integrado para la alineación entre molde y placa de deslizamiento. Cada carro puede equiparse con cepillo rotatorio móvil (para la limpieza de los punzones inferiores) o fijo (para la limpieza de los punzones superiores). La combinación de prensa y carro SACMI asegura unafácil y óptima gestión de consentimientos y garantiza las máximas prestaciones: sincronismo, velocidad y seguridad.
SE
RIE
S 2
000
Traditional filler box with electric drive
Carro tradicional de movimentación eléctrica
Close-up photo of adjustable universal hopper
Detalle de la tolva universal regulable

Complex systems... simple operationCon estructuras complejas funcionamientos sencillos
The SPE ejection system consists of two mould-connected pistons pairs that are synchronisedwith each other.The arrangement of the pistons and the use of proportional valves and an electronic axes controlboard (developed by SACMI)ensures perfect mould movement during all phases of the cycle, both during fillingand extraction.The control software allows for refined adjustment, such assynchronisation of filler boxmovement with the mould.During size changeover the ejector remains mountedon the press; rapid couplingand utilisation of the mainpistons to raise the mouldreduce machine downtimes.Sacmi is the first press builderto have perfected a rodlessejection system.
SPE electronic ejection device
Dispositivo de extracción electrónico SPE SPE operating diagram
Esquema funcional SPE
El sistema de extracción SPE está provisto de dos pares de pistones acoplados al molde y sincronizados entre ellos. La disposición de los pistones combinada con el uso de válvulas proporcionales y de una tarjeta electrónica de control de ejes (desarrollada por SACMI), garantizan un movimientoperfecto del molde en todaslas fases del ciclo, tanto para la carga como para la extracción. El software de comando permite regulaciones finascomo la sincronización del movimiento del carro con el molde. En las operaciones de cambio de formato, el extractor queda montado sobre la prensa; un enganche rápido y el uso de los pistones principalespara la elevación del molde reducen el tiempo de parada de la máquina. Sacmi ha sido el primer fabricante que ha puesto a punto sistemas de extracción sin candelas.

SE
RIE
S 2
000
The alternative solution for the ejection process is the universal multiple mould(SMU), which ensures versatility and practicality of management.Two pistons are housed in a fixed plate that rests againstthe press bed: guided electro-hydraulically, theymove an upper plate, on whichthe lower punches are fitted,as far as a mechanical limitstop, thus guaranteeing parallelism.Advantages:• greater precision and no play thanks to four (instead of two) filling stop devices • elimination of the foundationrequested by the traditional rod ejector• economical running of the mould pool (to changethe size just change die-boxand punch) and rapid changeover• reduced mould wear and less maintenance.
SMU operating diagram
Esquema funcional SMU
SMU universal ejection device
Dispositivo de extracción universal SMU
La variété et la facilité d’emploisont assurés par le processusd’éjection SMU,Système Multiple Universel. Deux pistons sont logés dansune plaque fixe sur le bâti.Contrôlés de façon électro-hydraulique, ils mettenten mouvement une plaquesupérieure où se trouvent lespoinçons inférieurs, jusqu’àparvenir à un arrêt mécanique.De cette façon le parallélismeest garanti.Avantages:• une plus grande précision et l’absence de jeux sont assurées par quatre (au lieu de deux) dispositifsd’arrêt pour le chargement• élimination des fondationsnécessaires pour le traditionnel éjecteur à tiges• gestion économique des moules (pour changer de format il suffit de remplacerla matrice et le poinçon) et rapidité des opérations de remplacement• usure et entretien du mouleréduits
Knows what’s happeningSabe lo que ocurre
The machine control systemconsists of a PC that dialogues with the press via Profibus digital communication technology. This gives faster machine control and, therefore, greaterprecision of the parametersthat define performance.The most important monitoredparameters, among others, are:• position and speed of mobile parts.• pressure in oil-hydraulic circuit and cylinder• temperature of die box and punches• tile thicknessShould the difference betweendetected values and settingsexceed a certain threshold an alarm is triggered and the required corrective actionis indicated.The operator interface consists of a membrane keypad and a 10” display.The information is distributedon various pages, quickly and easily consulted thanks to the user-friendly interface.In addition to recording ahistory of the last 20 alarmsand saving up to 128 production programs, the system:• displays over 150 self-diagnoses and maintenance messages: these can be ordered to highlight the main shutdowncauses.• displays statistics on downtimes, stops, pressingpressures, tile thickness, production data.• can be connected via modem for remote technical assistance.
El sistema de control de lamáquina está formado por un PC que se comunica con la prensa mediante la tecnología de comunicacióndigital Profibus. De este modose consigue una mayor velocidad de control de lamáquina y por lo tanto unamayor precisión de los parámetros que caracterizan la máquina. Los parámetros monitorizados, a destacar entre otros, son: • posición y velocidad de los elementos móviles • presiones en el circuito hidráulico y en el cilindro • temperaturas de la matriz y de los punzones • espesor del azulejo En caso de que la desviación entre los valores medidos ylos programados superara los límites preestablecidos,se señala el estado de alarma,indicando el tipo de intervención a realizar para lacorrección. La interfaz del operador estágestionada mediante tecladode membrana y una pantalla de 10”. La información está distribuida en varias páginas accesibles de manera rápida e intuitiva. Además de registrar la cronología de las últimas 20alarmas y de memorizar hasta128 programas de producción, el sistema: • elabora un amplia gamade mensajes - más de 150 - de autodiagnóstico y mantenimiento, que pueden ser ordenados de manera quese evidencien las causas principales de parada • expone los datos estadísticoscorrespondientesa tiempos deparada, detenciones, presionesde prensado, espesor del azulejos, datos de producción • se puede conectar víamódem para activar operaciones de teleasistencia.

SE
RIE
S 2
000
Remembers everythingRecuerda todo
El sistema puede ser ampliado con un Ordenador Personal. En una interfaz gráfica conmás que 50 páginas se visualizan, entre otras, estas informaciones: • 1.000 programas distintosde funcionamiento de la máquina accesibles y gestionables a través de un nombre alfanuméricoasignado • cronología de las últimas5.000 alarmas con herramientas de filtrado y ordenación• histogramas de la producción ordenados pordías, meses, años, lote y turnode producción • datos históricos de hasta un mes de los parámetros más significativos del funcionamiento de la prensa(presión, espesor, etc.), • gráficos en tiempo real del valor de la presión en el cilindro y de la posición de los ejes (travesaño, carro, molde), comparables con gráficos archivados con el objeto de comprobar la repetibilidad de la máquina • conexiones con el manual de instrucciones y - opcional - con el manual de repuestos • histórico de las modificaciones de los datosprogramados • personalización de los mensajes de mantenimiento • agrupación de los principales datos de producción (tiemposde funcionamiento, consumos,m2 producidos), organizadospor lotes de producción.
The system can be integratedwith a Personal Computer.In a graphic interface with more than 50 pages, the following information is displayed:• 1000 different machine workprograms, which can be calledup and managed by entering a dedicated alphanumericnumber.• the last 5000 alarms chronology with filter/ordertools.• production histograms ordered by day, month, year,lot and production shift.• past trend, up to one month,of key press operation parameters (pressure, thickness, etc.).• real time graphs of cylinderpressure trend and axes positions (cross-beam, filler box, die); comparisonwith saved values to verifymachine repeatability.• links to the instructionmanual and the spare partsmanual (optional).• history of changes to settable data.• maintenance message personalisation.• collection of key productiondata (operating times, consumption, square metresproduced) by production lot.

SE
RIE
S 2
000
Press performance can essentially be traced to two fundamental parameterswhich clearly demonstrate the value of the initial investment in the press:• extremely high output capacity, ensuring high productivity while containingcosts and thus acceleratinginvestment amortization.• long-lasting reliability, guaranteed by the strengthand durability of the overalldesign and reduced maintenance needs.
This last factor deserves special attention and be summed up as depending on the following features:• minimum stress on all partsof the hydraulic circuit.• filling apparatus clean and rationally arranged.• user-friendly mould operationand reduced mould wear.• continuous, real-time monitoring of press operationand efficiency.Finally, it should not be forgotten that all Series 2000presses are constructed according to the same basicdesign and thus share a great many components(mechanical, hydraulic, electric): this provides a highlevel of interchangeability and lets us apply the latestinnovations even on machinesthat have already been working for some time.So not only do our presseslast - they never get oldeither.
Challenges time itselfDesafía el tiempo
Todas las prestaciones de la prensa se pueden atribuir a dos parámetros fundamentales que muestranclaramente comose recupera la inversión queinicialmente ha requerido la instalación: • gran capacidad de trabajo,que asegura una alta productividad con costes reducidos y por lo tanto tiempos de amortizaciónacelerados • gran fiabilidad garantizada por la resistencia y duración del conjunto y por la reducida necesidad de mantenimiento.
Esta última ventaja, en particular, merece ser destacada mencionando resumidamente los factores de los cuales depende: • mínimo esfuerzo de todas las partes del circuito hidráulico • racionalidad y limpieza del dispositivo de carga • facilidad de gestión y reducido desgaste de los moldes • control continuo y en tiemporeal del funcionamiento y de su rendimiento.Para completar esta visiónrecordemos que todas las prensas Serie 2000 son elresultado del mismo proyectobásico y tienen muchos elementos en común (mecánicos, hidráulicos, eléctricos); esto favorece el intercambioy permite laadopciónde innovaciones también en máquinas que trabajan desde hace algúntiempo. Duran, por lo tanto, no envejecen.

SE
RIE
S 2
000
B
D
PH3020
= =
C
A
E F
G
H
R Q
O
N
I
M
P
L
S
T
U
V
Z
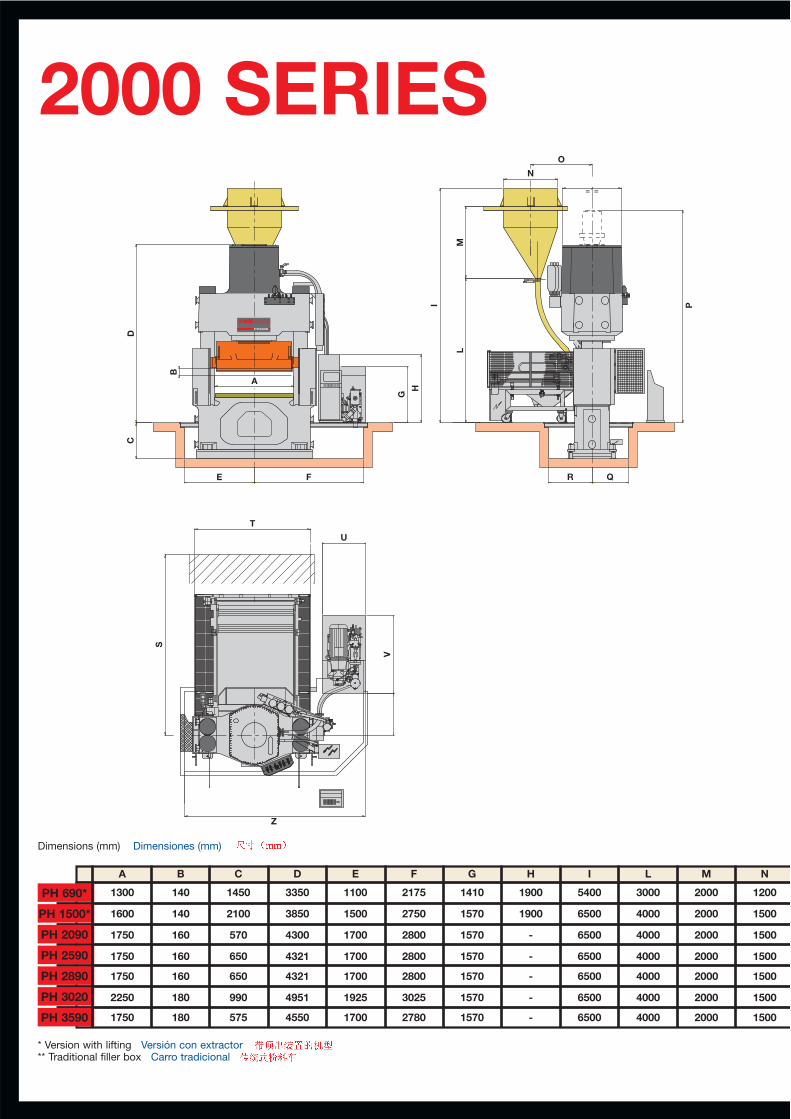
2000 SERIES
PH 690*
PH 1500*
PH 2090
PH 2590
PH 2890
PH 3020
PH 3590
A
1300
1600
1750
1750
1750
2250
1750
B
140
140
160
160
160
180
180
C
1450
2100
570
650
650
990
575
D
3350
3850
4300
4321
4321
4951
4550
E
1100
1500
1700
1700
1700
1925
1700
F
2175
2750
2800
2800
2800
3025
2780
G
1410
1570
1570
1570
1570
1570
1570
H
1900
1900
-
-
-
-
-
I
5400
6500
6500
6500
6500
6500
6500
L
3000
4000
4000
4000
4000
4000
4000
M
2000
2000
2000
2000
2000
2000
2000
N
1200
1500
1500
1500
1500
1500
1500
Dimensions (mm) Dimensiones (mm)
* Version with lifting Versión con extractor** Traditional filler box Carro tradicional

Series 2000 PH 690 PH 1500 PH 2090 PH 2590 PH 2890 PH 3020 PH 3590
Maximum pressing forceFuerza máxima de prensado
Clearance between columnsLuz libre entre columnas
Mobile cross-beam strokeCarrera traviesa móvil
Effective ejector strokeCarrera útil extractor
Max ejector power - SPEFuerza máx. extractor
Installed electrical power on motorsPotencia eléctrica instalada en motores
Standard die heating Calentamiento moldes estándar
Quantity of oil for hydraulic systemCantidad de aceite para circuito hidráulico
Cycle rate up toNúmero de ciclos hasta
Oil cooling waterAgua de refrigeración del aceite
Total press body weight Peso total cuerpo prensa
ton
mm
mm
mm
ton
(50 Hz) kW
kW
lt
cycle/min
lt/1’ (20 °C)
kg
600
1300
140
90
11
52,5
24
380
34
28
17000
1500
1600
140
90
11
62,3
24
800
25
30
38500
SE
RIE
S 2
000
O
1000
1700
1700
1700
1700
1700
1700
P
3860
4650
5220
5250
5250
5890
5535
Q
1250
800
1000
1000
1000
1000
800
R
370
1200
1200
1200
1200
1200
1200
S
2870**
3900
4000
4000
4000
5000
5000
T
1910**
2610
2760
2760
2760
3250
2760
U
1060
1200
1200
1200
1200
1200
1120
V
1830
2170
2170
2170
2170
2170
2050
Z
3150
4260
4500
4500
4500
4865
4480
2000
1750
160
74
15
83
24
950
22
40
51000
2500
1750
160
74
15
83
24
1100
21
40
64000
2750
1750
160
74
15
98
50
1100
21
50
64000
30000
2250
180
74
15
98
50
1100
20
50
83000
3500
1750
180
74
15
98
50
1200
19
50
72000
Technical characteristics Características Técnicas

SACMI IMOLA S.C.Via Selice Provinciale, 17/A
I-40026 Imola (BO)Tel. +39 0542 607111Fax +39 0542 642354
E-mail: [email protected]
The manufacturer reserves the right to make changes without notice.El fabricante se reserva el derecho de llevar a cabo modificaciones sin previo aviso.