unidad 3 seleccion de lubricantes
TRANSCRIPT

1
INSTITUTO TECNOLÓGICO SUPERIOR DE ALVARADO (CAMPUS TLALIXCOYAN)
INGENIERIA MECANICA
SEPTIMO SEMESTRE
MATERIA: MANTENIMIENTO
CATEDRATICO: ISRAEL ROBLES HERNANDEZ
ALUMNOS: JULIO CARRERA SOLIS
FECHA DE ENTREGA: 11 DE OCTUBRE DEL 2012
2
ContenidoINTRODUCCIÓN.............................................................................................................................3
3.1 PRINCIPIO BASICO DE LUBRICACIÓN..............................................................................4
FRICCIÓN....................................................................................................................................4
CONSECUENCIAS DE LA FRICCIÓN....................................................................................4
LUBRICACIÓN............................................................................................................................5
TIPOS DE LUBRICANTES........................................................................................................5
GASES..........................................................................................................................................5
LIQUIDOS....................................................................................................................................5
SÓLIDOS......................................................................................................................................6
TIPOS DE PELICULAS LUBRICANTES..................................................................................6
PELÍCULAS FLUIDAS................................................................................................................6
PELÍCULA HIDRODINAMICA...................................................................................................6
PELÍCULA HIDROSTATICA......................................................................................................7
PELÍCULA ELASTOHIDRODINAMICA....................................................................................7
PELÍCULA DE COMPRESIÓN..................................................................................................7
PELÍCULA MIXTA O CAPA LIMITE.........................................................................................8
PELÍCULA SOLIDA.....................................................................................................................8
FACTORES QUE AFECTAN LA LUBRICACIÓN...................................................................9
CARGA.........................................................................................................................................9
VELOCIDAD.................................................................................................................................9
TEMPERATURA........................................................................................................................10
3.2 CLASIFICACIÓN DE LOS LUBRICANTES........................................................................11
Clasificación SAE......................................................................................................................11
Clasificación API........................................................................................................................12
Clasificación ACEA...................................................................................................................14
3.3 SISTEMAS DE APLICACIÓN DE LUBRICANTES............................................................17
Sistema de Lubricación de Cárter Húmedo...........................................................................18
Sistema de Lubricación de Cárter Seco.................................................................................19
Sistema de Lubricación de Tanque Caliente.........................................................................20
Sistema de Lubricación de Tanque Frío................................................................................21
3.4 SELECCIÓN DE LUBRICANTES.........................................................................................22
3
Parámetros que se deben tomar en cuenta..........................................................................22
Catálogo del fabricante del equipo..........................................................................................23
3.5 PROGRAMA DE LUBRICACIÓN........................................................................................24
CONCLUCIÓN...............................................................................................................................27
INTRODUCCIÓN
- De acuerdo con las condiciones de operación, cada máquina requiere una
lubricación en particular.
- En una máquina pueden existir elementos físicamente iguales, pero que pueden
estar sometidos a condiciones de operación diferentes, requiriéndose por lo tanto,
lubricantes que cumplan con cada caso específico.
- Los lubricantes seleccionados deben contar con las características físico-
químicas necesarias para su correcto funcionamiento.
El principal problema cuando se habla de prácticas de lubricación es la carencia
de modelos o procedimientos estandarizados que permitan efectuar la tarea de la
lubricación adecuadamente.
Muchos programas modernos de mantenimiento invierten grandes cantidades de
dinero en la aplicación de técnicas sofisticadas de mantenimiento predictivo
(análisis de vibración, aceite e infrarrojo, instrumentos y software), tratando de
mejorar la confiabilidad en su maquinaria. Eso está muy bien, sin embargo, con
frecuencia fallan en la ejecución de los principios básicos de lubricación y control
de la contaminación.

4
3.1 PRINCIPIO BASICO DE LUBRICACIÓN.
FRICCIÓNSe conoce como fricción a la fuerza que se opone al movimiento relativo entre dos
superficies .Esta fuerza es la que permite nuestra subsistencia en el planeta ya
que nos permite caminar y nos permite diseñar maquinas que rueden, frenen, se
mantengan fijas en un sitio, etc.
Existen 2 tipos de fricción: estática y dinámica siendo la estática mayor que la
dinámica la diferencia entre ambas radica en el movimiento., por ejemplo:
La fricción que mantiene a una mesa en su sitio, y la que permite la rodadura de
los neumáticos de un vehículo es la estática.
La fricción dinámica se presenta entre 2 superficies en movimiento relativo su
magnitud depende de los factores siguientes:
Naturaleza de las superficies: El coeficiente de fricción es diferente para cada
material.
Acabado de las superficies: Mientras más rugosas sean las superficies, mayor es
la fuerza de fricción.
Carga: La fuerza de fricción es directamente proporcional a la carga y no depende
del área de las superficies en movimiento relativo.
CONSECUENCIAS DE LA FRICCIÓNLa fricción que ocurre entre 2 superficies que están en movimiento relativo genera
desgaste por las asperezas que entran en contacto y a su vez producen un
incremento considerable en la temperatura .El desgaste producido se refleja como
pequeñas partículas metálicas desprendidas que a su vez generan un desgaste
mayor, modificando las tolerancias de los elementos de la maquina. Lo anterior se
traduce en ruido, deterioro de los equipos, gastos de mantenimiento y reducción
en la producción
5
LUBRICACIÓNPara reducir los efectos de la fricción, se separan las superficies incorporando
entre ellas sustancias que la minimizan, denominadas lubricantes. Las funciones
principales de los lubricantes se resumen en:
*Separar las superficies (función principal)
*Reducir el desgaste
*Refrigerar o retirar el calor
*Mantener en suspensión a las partículas contaminantes
*Neutralizar ácidos
*Sellar para evitar la entrada de contaminantes
*Proteger contra la herrumbre y la corrosión
*Otras
TIPOS DE LUBRICANTESPara mantener las superficies separadas se utilizan gases, líquidos, semisólidos o
sólidos.
GASESCuando se inyectan a presión, se utilizan para lubricar elementos que requieren de
movimientos muy precisos como ejemplo:
En los soportes que permiten el movimiento de rotación de los grandes
telescopios.
Cuando colocamos una gota de agua sobre una superficie muy caliente,
observamos como esta se desplaza con mucha facilidad como si estuviera
flotando. Lo que ocurre en este caso es que la parte inferior de la gota que está en
contacto con la superficie se evapora, por lo que la gota no entra en contacto con
esta y “flota” sobre un colchón de vapor.
LIQUIDOS Los líquidos son el tipo de lubricante de uso más común, por sus características
físicas .Por ser fluidos ,permiten ser manipulados y transportados con facilidad al
lugar donde deben cumplir su función .además son excelentes para transportar y
6
disipar el calor generado durante la operación de los equipos y recubren
uniformemente las superficies ,lo que brinda protección contra la corrosión y la
herrumbre a la vez que pueden ser filtrados para retirar las partículas
contaminantes( ingresadas al sistema o generadas por el desgaste) que
mantienen en suspensión.
SÓLIDOSBajo condiciones extremas de temperatura o carga, que los líquidos no resisten,
se utilizan sólidos de bajo coeficiente de fricción para minimizar el contacto entre
las superficies y por lo tanto el desgaste. Entre los sólidos lubricantes se pueden
mencionar: el grafito, el desulfuro de molibdeno, la mica, algunos polímeros y en
algunos casos extremos ciertos tipos de silicatos .Estos últimos son utilizados en
algunas aplicaciones de metalmecánica donde las temperaturas exuden la de
fusión del vidrio convirtiéndolo en un lubricante liquido Ej. : Laminación en caliente
de metales ferrosos).
TIPOS DE PELICULAS LUBRICANTESDependiendo de las características del diseño de los elementos lubricados y de
las condiciones de operación, se logran variaciones en las películas lubricantes,
que pueden ser fluidas, capa límite o solidas:
PELÍCULAS FLUIDASSe denominan películas fluidas aquellas donde se logra una separación total y
efectiva de las superficies que se encuentran en movimiento relativo, utilizando un
lubricante líquido. Estas películas, según la naturaleza del movimiento relativo y de
la carga, pueden ser:
PELÍCULA HIDRODINAMICAEste tipo de película es muy común en cojinetes planos donde, bajo condiciones
optimas de operación, se produce un arrastre del aceite por el movimiento de giro

7
del eje que incorpora al aceite entre ambas superficies .El espesor normal de esta
cuña lubricante es de aproximadamente 25 micrones .Para tener una referencia, el
diámetro de un glóbulo rojo de la sangre esta por el orden de los 5 micrones.
PELÍCULA HIDROSTATICAEn elementos de maquinas donde las características del movimiento relativo no
permiten la formación de la cuña lubricante, se recurre a una fuente externa de
presión para lograr la separación. En la mayoría de los casos se utiliza una bomba
de aceite para forzar al lubricante entre los elementos, creando la cuña que separa
las superficies.
PELÍCULA ELASTOHIDRODINAMICABajo condiciones severas de carga se produce una deformación elástica de la
superficie similar a la que observamos en una llanta de un vehículo en la zona de
contacto con el pavimento, esta deformación se traduce en un aumento en el área
de carga con la consecuente reducción de la presión entre ambas
superficies .Adicionalmente a este efecto tenemos que el aceite que separa ambas
superficies sufre un incremento en su viscosidad por efecto de la presión .Ambos
efectos combinados ,el aumento del área de carga y de la viscosidad ,mantienen
ambas superficies totalmente separadas ,de ahí el nombre de este tipo de película
: ELASTO por la elasticidad del material e HIDRODINAMICA por la separación
hidráulica por efecto del movimiento relativo. Este tipo de película lubricante tiene
espesores que oscilan entre 0.25 y 1.5 micrones de espesor
PELÍCULA DE COMPRESIÓNSi colocamos aceite sobre una superficie horizontal y luego colocamos un objeto
con cierto peso sobre el aceite, observamos como el aceite se fuga
progresivamente permitiendo, después de cierto tiempo el contacto entre ambas
superficies .Si el objeto está sometido a un movimiento cíclico (acercarse y
8
alejarse repetidas veces de la superficie horizontal) se podrá evitar el contacto
entre ambas superficies.
Ejemplos de películas de compresión los encontramos entre:
El pasador del pistón de un motor y el mismo pistón o la biela, entre el balancín o
martillo y la parte superior de la válvula (motores), etc.
PELÍCULA MIXTA O CAPA LIMITENo todos los elementos de maquinas se encuentran lubricados bajo el régimen de
alguna de las películas fluidas descritas anteriormente ,donde no existe contacto
entre los elementos que están en movimiento relativo y, teóricamente no existe
desgaste .Existen elementos que no pueden ser suministrados continuamente con
aceite u otro tipo de lubricante o en los que, por variaciones en las condiciones de
diseño( carga, velocidad, temperatura, viscosidad del aceite) , se ha modificado el
espesor de película a tal punto que se produce el contacto entre ambos metales
ya sea parcial o totalmente. Este tipo de película lubricante obviamente no es
deseable pero en la realidad, son muchos los equipos donde se presenta,
notándose por un desgaste prematuro de los elementos y un incremento en la
temperatura de operación.
PELÍCULA SOLIDALos aceites y las grasas tienen rangos de temperaturas de operación: a
temperaturas muy bajas tenderían a “congelarse” perdiendo su propiedad de
lubricante y a temperaturas muy elevadas se oxidarían, evaporarían o
inflamarían .bajo estas condiciones de operación, se recurre a los lubricantes
sólidos que poseen coeficiente de fricción muy bajos, reduciendo
considerablemente el desgaste. Los sólidos de uso común son:
Grafito, disulfuro de molibdeno y mica .Estos minerales tienen una estructura
laminar similar a un paquete de naipes, lo que les permite recubrir las superficies
para mantenerlas separadas. Numerosas pruebas de campo han demostrado que
estos sólidos están contraindicados para operaciones a altas velocidades.
9
Otro lubricante solido es el PTFE (teflón). Conocido como el sólido con el
coeficiente de fricción mas bajo, es utilizado en aplicaciones especificas de cargas
o temperaturas extremas.
También se utilizan los sólidos para lubricar aquellos elementos de maquinas de
movimiento muy esporádico o sometidos a una combinación de elevadas cargas y
bajas velocidades donde los lubricantes fluidos tenderían a escurrirse.
FACTORES QUE AFECTAN LA LUBRICACIÓNExisten una serie de variables operacionales que modifican el espesor de la
película lubricante. Si no se controlan adecuadamente, se puede correr el peligro
de una reducción del espesor de la separación con el consecuente contacto metal-
metal y el desgaste prematuro del equipo. Estas variables son:
CARGAUn incremento en la carga tiende a obligar al aceite a “salirse” de entre las dos
superficies acercándolas cada vez mas. Este efecto se puede evitar incorporando
entre ambas superficies un fluido con mayor resistencia a fluir (mayor viscosidad).
Por el contrario, si se reduce la carga en un equipo, se puede reducir la viscosidad
del aceite y mantener aun así la separación entre ambas superficies.
En conclusión, a mayor carga mayor viscosidad y viceversa. Esta ley aplica
para elementos de máquina que estén sometidos a vibración (sucesión de cargas
de impacto) o que tengan una reducción en el área de carga ya sea por
desalineación o por desgaste excesivo. En estos casos se puede recurrir al uso de
un lubricante de mayor viscosidad para incrementar el espesor de la película y
reducir el desgaste si no se pueden implementar los correctivos mecánicos de
forma inmediata.
VELOCIDADLos elementos lubricados que operan a altas velocidades no permiten mucho
tiempo al lubricante para fugarse de entre las dos superficies, por lo que bastaría

10
con un lubricante de baja viscosidad (baja resistencia a fluir) mantener las
superficies separadas .El caso contrario se presenta con los elementos que
operan a bajas velocidades, donde hay mucho tiempo para que se fugue el
lubricante por lo que se requiere un aceite con mucha resistencia a fluir (alta
viscosidad). En conclusión: se requieren lubricantes de baja viscosidad para
lubricar elementos que operan a elevadas velocidades y viceversa.
Esta ley se utiliza para reemplazar la viscosidad del fluido lubricante en forma
inversa a la modificación de la velocidad del equipo.
Un ejemplo práctico se puede esquematizar con lo que ocurre con un vehículo que
se desplaza en línea recta sobre una superficie mojada .En la parte delantera de
los neumáticos se produce una pequeña ola de vague que es desplazada
continuamente hacia los lados, manteniendo el contacto entre el neumático y el
pavimento .Si incrementamos la velocidad del vehículo y a pesar de la baja
resistencia a fluir del agua ,no habrá tiempo suficiente para que el agua se fugue
por los lados ,por lo que se producirá el ingreso de la cuña del liquido entre ambas
superficies ,perdiendo el control .Si los neumáticos son más anchos ( sin ranuras)
se requerirá más tiempo para que el agua alcance los bordes ,produciéndose la
cuña de agua incluso a velocidades inferiores .
Por otra parte, si se sustituye el agua por un fluido mas viscoso como por ejemplo
aceite, este tardara más tiempo para desplazarse hacia los extremos de las
llantas, por lo que se lograra la separación de ambas superficies a una velocidad
inferior a la requerida con agua.
TEMPERATURA La viscosidad de todo aceite se reduce al calentarse .esto debe ser considerado
para equipos que operen a temperaturas diferentes a las de diseño, donde se
deberá contemplar la selección de un lubricante de mayor o menor viscosidad,
según sea el caso.

11
3.2 CLASIFICACIÓN DE LOS LUBRICANTES.
Clasificación SAE Los aceites para motor están agrupados en grados de viscosidad de acuerdo con
la clasificación establecida por la SAE (Society of Automotive Engineers). Esta
clasificación permite establecer con claridad y sencillez la viscosidad de los
aceites, representando cada número SAE un rango de viscosidad expresada en
cSt (centi-Stokes) y medida a 100oC, y también a bajas temperaturas (por debajo
de 0oC) para los grados W (winter).
En esta clasificación no interviene ninguna consideración de calidad, composición
química o aditivación, sino que se basa exclusivamente en la viscosidad.
12
Clasificación API El API (American Petroleum Institute) Instituto Americano del Petróleo es una
organización técnica y comercial que representa a los elaboradores de productos
de petróleo en los E.E.U.U.. A través de su asociación con la SAE (Society of
Automotive Engineers) Sociedad de Ingenieros Automotrices y ASTM (American
Society for Testing of Materials) Sociedad Americana para Ensayos de Materiales,
han desarrollado numerosos ensayos que se correlaciona con el uso real y diario
(motores/vehículos).
Cada motor tiene, de acuerdo con su diseño y condiciones de operación,
necesidades específicas que el lubricante debe satisfacer. Se puede entonces
clasificar a los aceites según su capacidad para desempeñarse frente a
determinadas exigencias.
API ha desarrollado un sistema para seleccionar y recomendar aceites para motor
basado en las condiciones de servicio. Cada clase de servicio es designada por
dos letras. Como primera letra se emplea la “S” para identificar a los aceites
recomendados para motores nafteros, para autos de pasaje-ros y camiones
livianos “Service” y la letra “C” para vehículos comerciales, agrícolas, de la
construcción y todo terreno que operan con combustible diesel “Comercial”.
En ambos casos la segunda letra indica la exigencia en servicio, comenzando por
la “A” para el menos exigido, y continuando en orden alfabético a medida que
aumenta la exigencia. (Ensayos de perfomance han sido diseñados para simular
áreas y condiciones críticas de lubricación en el motor).
La clasificación API es una clasificación abierta. Esto significa que se van
definiendo nuevos niveles de desempeño a medida que se requieren mejores
lubricantes para los nuevos diseños de motores. En general, cuando se define un
nuevo nivel el API designa como obsoletos algunos de los anteriores.
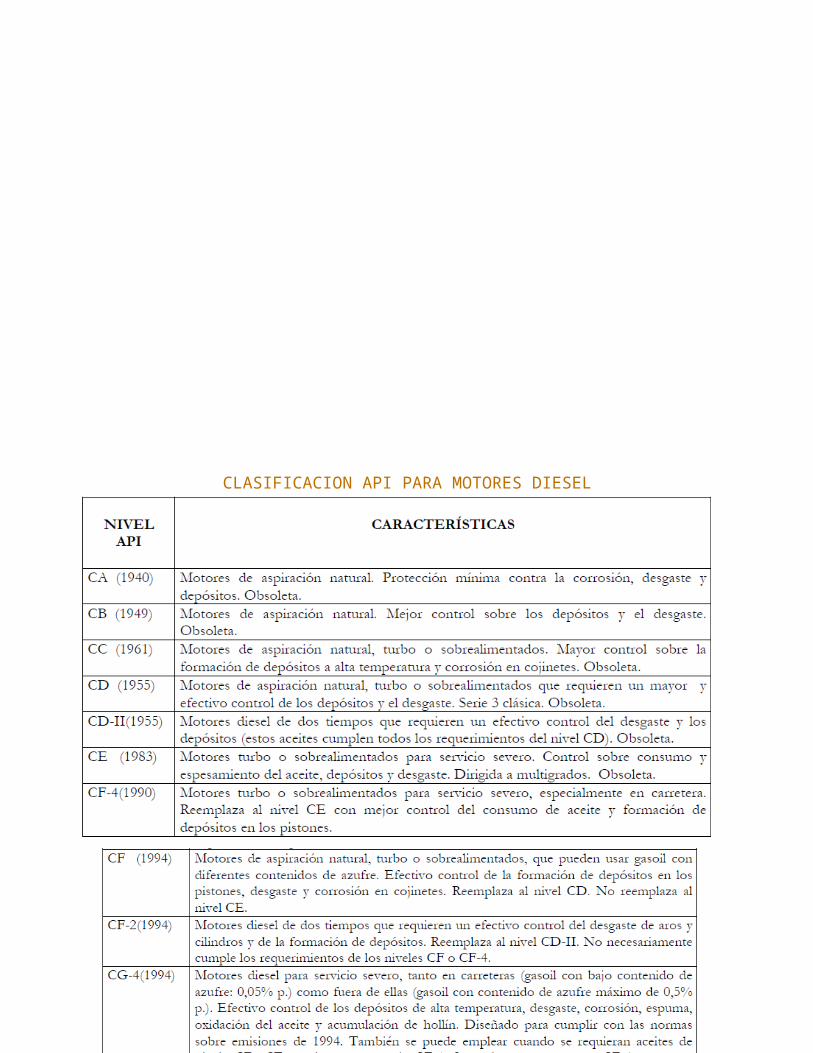
Los niveles definidos por la clasificación API se muestran en las tablas siguientes.

13
CLASIFICACION API PARA MOTORES NAFTEROS
CLASIFICACION API PARA MOTORES DIESEL
14
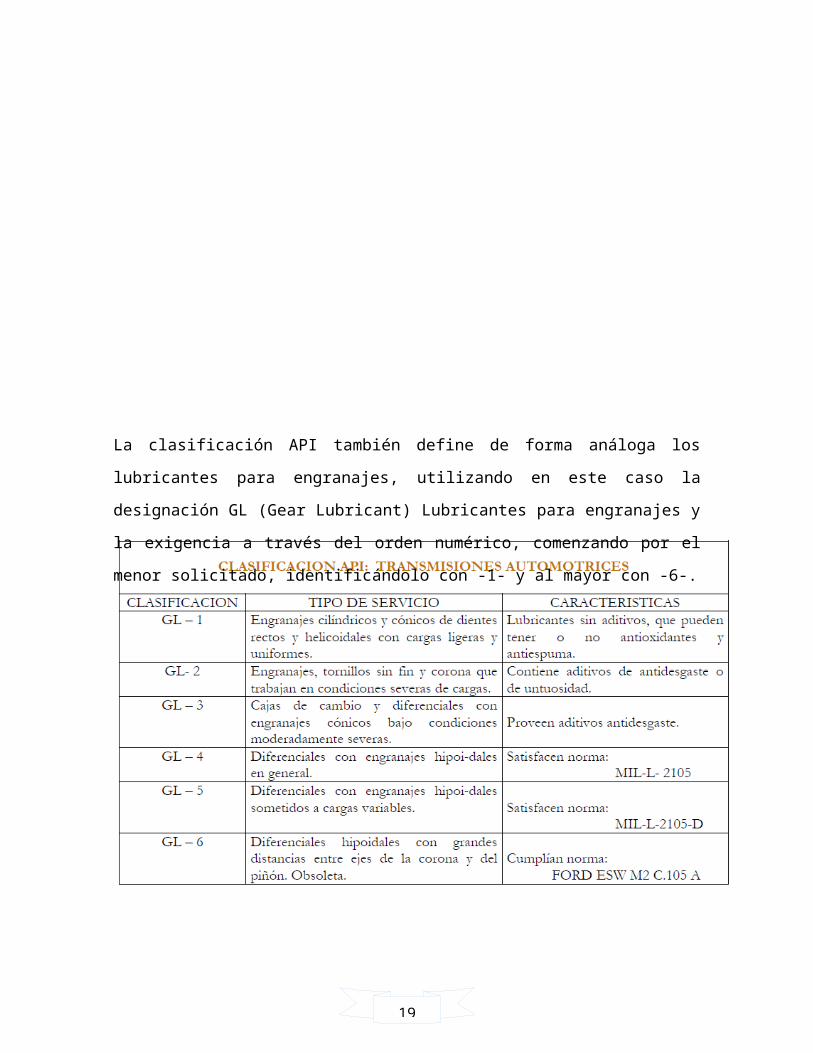
La clasificación API también define de forma análoga los lubricantes para
engranajes, utilizando en este caso la designación GL (Gear Lubricant)
Lubricantes para engranajes y la exigencia a través del orden numérico,
comenzando por el menor solicitado, identificándolo con -1- y al mayor con -6-.

15
Clasificación ACEA En 1990 el CCMC (Comité de Constructores de Automóviles del Mercado Común)
fue disuelto y en su reemplazo se estableció ACEA. -ASOCIACION DE
CONSTRUCTORES EUROPEOS DE AUTOMOVILES-, cuyos miembros son
todos los fabricantes de vehículos de Europa. En colaboración con otras
instituciones, desarrollo un sistema de gerenciamiento de la calidad, que requiere
que todos los lubricantes que declaren cumplir la Clasificación ACEA, sean
elaborados en plantas que posean un sistema auditable de calidad.
Las secuencias para lubricantes definidas por ACEA en 1996, se basan en
ensayos de laboratorio y de dinamómetros, algunas de estas pruebas son iguales
a las usadas por el API en los E.E.U.U., pero varias de ellas son nuevas, en
especial las pruebas en dinamómetros que reflejan la tecnología actual de los
motores.
Los ensayos de ACEA reflejan los requerimientos del lubricante para mejorar:
- Protección contra el desgaste.
- Limpieza del motor.
- Resistencia a la oxidación.
- Resistencia al aumento de la viscosidad (debido al espesamiento por hollín).
Las normas ACEA también incluyen requerimientos muy estrictos acerca de:
- Estabilidad de Corte. (Resistencia del aceite ante altos esfuerzos mecánicos).
- Viscosidad a Alta Temperatura y Alto Esfuerzo de Corte.
- Compatibilidad con los Elastómeros
- Tendencia a la formación de Espuma.
Antecedentes: A1-A5 / B1-B5 / E1-E5
16
VEHICULOS PESADOS

17
3.3 SISTEMAS DE APLICACIÓN DE LUBRICANTES.
La lubricación es una función vital lo mismo en los motores alternativos que en los
de turbina de gas, y mientras realiza muchas funciones similares en ambos tipos
de motores, los sistemas son diferentes. Es especialmente importante destacar
que los lubricantes difieren y no son compatibles.
Los motores alternativos tienen abundancia de piezas en movimiento, tal como los
émbolos, bielas, cigüeñal, mecanismos de actuación de las válvulas, y accesorios
arrastrados por engranajes, y su sistema de lubricación absorbe mucho calor de
las paredes del cilindro y de la parte inferior de los émbolos. Por esta razón, llevan
una gran cantidad de aceite y tienen un alto régimen de consumo de aceite. No es
extraño para ciertos motores en estrella grandes que lleven veinte o treinta
galones de aceite de base mineral de relativamente alta densidad y usen tanto
como cuatro o cinco galones por hora.
Por otro lado, los motores de turbina de gas, tienen solo una parte básica movible,
mas los engranajes de arrastre de accesorios. El sistema de lubricación debe
absorber una gran cantidad de calor, la mayoría del cual proviene de los cojinetes
del eje de turbina. Los grandes motores de turbina llevan entre cinco y ocho
galones de aceite de base sintética de baja viscosidad. Con idea de absorber el
calor, el aceite circula a través del motor a un alto régimen de flujo varias veces
por minuto. Puesto que el aceite no tiene contacto con el área de combustión, y se
usan sellos alrededor del eje compresor/turbina, se pierde muy poco por el
escape. Como resultado, un motor de turbina no consume tanto aceite como un
motor alternativo, normalmente menos de una pinta por hora.
18
Existen dos clasificaciones básicas de sistemas de lubricación del motor de
turbina: de cárter húmedo y de cárter seco. Hay otro tipo usado en algunos
motores más pequeños diseñado para operaciones de corta duración.
Este es un sistema sin retorno, en el que los cojinetes se lubrican por una
pulverización a presión y luego el aceite es recogido y desechado.
Sistema de Lubricación de Cárter Húmedo.
El sistema de lubricación de cárter húmedo se usó en algunos de los primeros
motores de turbina, pero hoy se encuentra solo en los motores pequeños tal como
los usados en las unidades de potencia auxiliar (APU).
En un sistema de cárter húmedo, el aceite presurizado se usa para lubricar el
acoplamiento del rotor de turbina y los cojinetes del eje del rotor, pero los
engranajes de arrastre de accesorios se lubrican por barboteo por el aceite que
lleva la caja de engranajes la cual sirve como depósito de aceite. El aceite que ha
19
lubricado a los cojinetes se drena por gravedad y se recoge y devuelve a la caja
de engranajes, donde se almacena hasta que vuelve a circular a través del
sistema.
Algunos motores modernos, principalmente el turbofan JT15D de Pratt & Whitney
of Canada y el turbohélice PT6, llevan su suministro de aceite en un depósito que
es parte integral del motor, pero toda la lubricación se realiza a presión y el aceite
se devuelve al depósito por medio de bombas de recuperación. Por lo tanto, estos
no son motores de cárter húmedo.
Sistema de Lubricación de Cárter Seco.
El sistema de lubricación más usado es el tipo de cárter seco, en el que el aceite,
después de servir sus funciones de lubricación y refrigeración, es devuelto por
medio de bombas de recuperación a un depósito fuera del propio motor. Existen
dos tipos de sistemas de lubricación de cárter seco: el sistema de tanque caliente,
y el sistema de tanque frío.

20
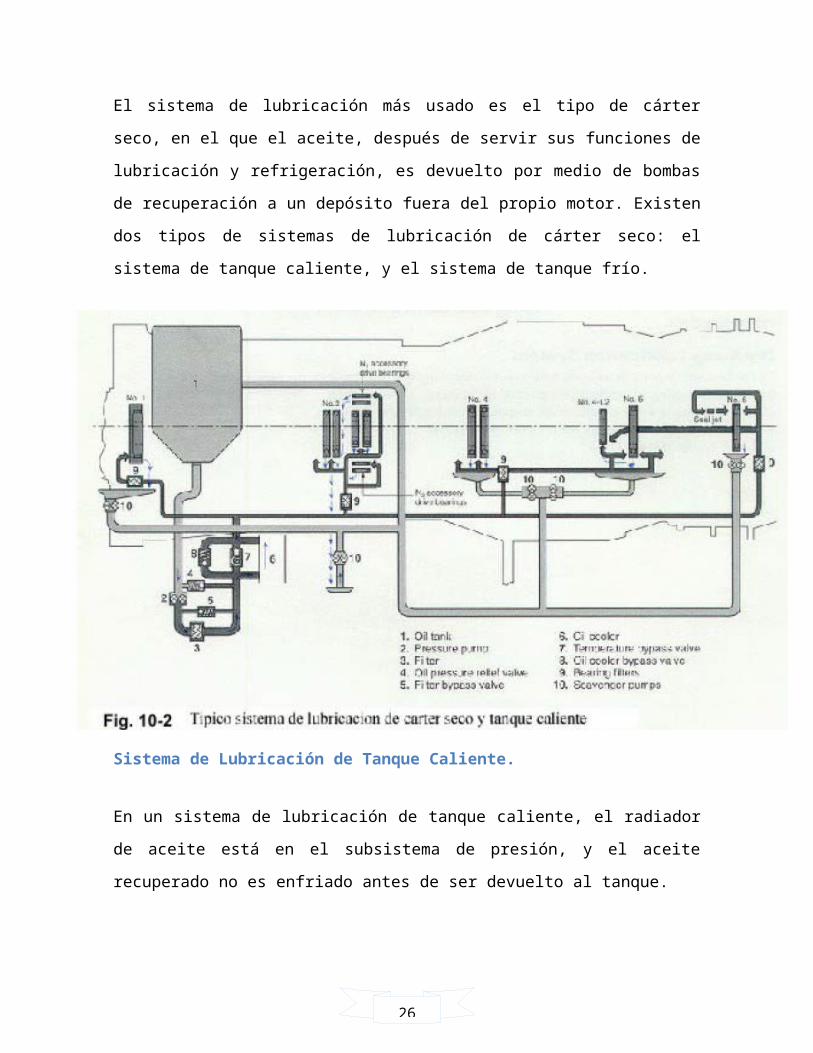
Sistema de Lubricación de Tanque Caliente.
En un sistema de lubricación de tanque caliente, el radiador de aceite está en el
subsistema de presión, y el aceite recuperado no es enfriado antes de ser
devuelto al tanque.
En el sistema de lubricación de la Figura 10-2, el aceite se lleva en el depósito de
aceite (1) y fluye por gravedad a la bomba principal de aceite (2). Desde allí, el
aceite presurizado fluye a través del filtro (3) y a través del cambiador de calor
aire/aceite, o radiador de aceite (6), a los cojinetes a través de cuatro filtros de
cojinetes (9). La presión de la bomba se mantiene en el valor correcto por medio
de la válvula de alivio de presión (4). Si la presión excede el valor para el cual la
válvula de alivio está tarada, la válvula se separa de su asiento y devuelve el
aceite en exceso a la entrada de la bomba. Si el filtro se obstruyese, la válvula de
derivación del filtro (5) se separará de su asiento y permitirá que el aceite sin filtrar
fluya a través del sistema.
Cuando la temperatura del aceite es baja, la válvula termostática (7) se abre y el
aceite fluye directamente a los filtros de los cojinetes y a los cojinetes. Cuando la
temperatura del aceite es lo suficientemente alta como para requerir refrigeración,
la válvula termostática (7) restringe el flujo de aceite y lo fuerza a pasar a través
del radiador (6). Si, por cualquier razón, el radiador (6) se obstruyese, la válvula de
derivación del radiador (8) se abrirá y permitirá que el aceite fluya hacia los
cojinetes.
Después de dejar el radiador de aceite, el aceite fluye a través de los filtros de los
cojinetes(9) a los inyectores que pulverizan el aceite en los cojinetes.
.
El aceite se drena desde las cavidades de los cojinetes y se recoge por las
bombas de recuperación (10) para ser devuelto al depósito de aceite.

21
Sistema de Lubricación de Tanque Frío.
El sistema de tanque frío es el mismo que el de tanque caliente, excepto por la
situación del radiador de aceite y las válvulas termostática y de derivación del
radiador.
En la figura 10-3 vemos que el aceite va directamente desde la bomba de presión
(2) a través de los filtros (3) y (9) a los cojinetes. Desde los cojinetes, se drena, se
recoge y devuelve al depósito de aceite por medio de las bombas de recuperación
(10). Si el aceite está suficientemente frío, vuelve al depósito a través de la válvula
termostática (7), pero si está demasiado caliente, esta válvula se cierra, forzando
al aceite a fluir a través del radiador donde se libera del exceso de calor.

22
3.4 SELECCIÓN DE LUBRICANTES.
La correcta lubricación de los mecanismos de un equipo permite que estos
alcancen su vida de diseño y que garanticen permanentemente la disponibilidad
del equipo, reduciendo al máximo los costos de lubricación, de mantenimiento y
las pérdidas por activo cesante. Es muy importante, por lo tanto que el personal
encargado de la lubricación de los equipos y quienes están a cargo de la
administración y actualización de los programas de lubricación estén en capacidad
de seleccionar correctamente el aceite o la grasa, partiendo de las
recomendaciones del fabricante del equipo, o si estas no se conocen, calcular el
lubricante correcto partiendo de los parámetros de diseño del mecanismo como
cargas, velocidades, temperaturas, medio ambiente en el cual trabaja el equipo,
etc.
Parámetros que se deben tomar en cuenta.Siempre que se vaya a seleccionar el aceite para un equipo industrial se debe
tener presente que se debe utilizar un aceite de especificación ISO, y que
cualquier recomendación que se de, se debe llevar a este sistema. Los siguientes
son los pasos que es necesario tener en cuenta para seleccionar el aceite para un
equipo industrial:
· Consultar en el catálogo del fabricante del equipo, las recomendaciones del
aceite a utilizar.
· Selección del grado ISO del aceite requerido a la temperatura de operación en el
equipo.
· Selección del aceite industrial, de la misma marca que los lubricantes que se
están utilizando en la empresa y su aplicación en el equipo.

23
Catálogo del fabricante del equipo. El fabricante del equipo en su catálogo de mantenimiento especifica las
características del aceite que se debe utilizar, para que los mecanismos del equipo
trabajen sin problema alguno hasta alcanzar su vida de diseño. Es muy importante
que el fabricante sea claro al especificar el aceite, de lo contrario, el usuario del
equipo se debe poner en contacto con él para que le aclare las dudas que pueda
tener.
Las recomendaciones del aceite a utilizar el fabricante del equipo las puede dar de
las siguientes maneras:
Especificar el nombre y la marca del aceite a utilizar y las equivalencias en otras
marcas de lubricantes.
· Dar el grado ISO del aceite y las demás propiedades físico-químicas del aceite,
como índice de viscosidad, punto de inflamación, punto de fluidez, etc.
· Dar la viscosidad del aceite en otro sistema de clasificación de la viscosidad
como AGMA, ó SAE.
· Dar la viscosidad del aceite en cualquier sistema de unidades de medida como
SSU, SSF, °E (Grado Engler), etc, y las demás propiedades físico-químicas del
aceite.
En cualquiera de las formas anteriores, como el fabricante puede especificar el
aceite a utilizar en un equipo, es muy importante que él especifique la temperatura
de operación a la cual va a trabajar dicho aceite en el equipo y la temperatura
ambiente para la cual se recomienda utilizarlo, de lo contrario, si el fabricante solo
especifica el grado ISO del aceite, es factible que se presenten problemas de
desgaste erosivo o adhesivo a corto o largo plazo en los mecanismos lubricados.
De no estar disponible esta información, el usuario se debe contactar con el
fabricante del equipo y que se la envíe lo más pronto posible.

24
3.5 PROGRAMA DE LUBRICACIÓN.
Desafortunadamente la mayoría de las empresas industriales aún siguen
empeñadas en llevar a cabo sus programas de lubricación de manera sistemática
y no predictiva lo cual como es obvio conduce a altos costos de lubricación, de
mantenimiento y a baja confiabilidad de los equipos rotativos. Cuando se lubrica
bajo frecuencias constantes (preventivo) puede suceder que entre un intervalo y
otro el lubricante haya estado sometido a condiciones diversas de operación como
altas temperaturas, contaminantes como agua, sólidos y partículas metálicas ó a
condiciones operacionales diferentes las cuales afectan de manera diversa la vida
del lubricante haciendo que cuando se vaya a cambiar si es un aceite ó a
reengrasar si es una grasa, su estado difiera del que tenía en otro período de
lubricación, dando lugar por lo tanto a que al final de un período esté aún en
óptimas condiciones y se deseche incrementando innecesariamente los costos de
lubricación y el impacto negativo sobre el ambiente ó que por el contrario se
encuentre por fuera de especificaciones, ya sea oxidado ó altamente contaminado,
dando lugar a problemas de desgaste erosivo, abrasivo ó adhesivo en los
elementos lubricados, incrementando de esta manera los costos de mantenimiento
por reposición de partes y horas - hombre e interrumpiendo la producción. En la
actualidad se tienen muy buenas herramientas de monitoreo para predecir con
gran exactitud la condición de la película lubricante tanto en aceites como en
grasas lubricantes, de tal manera que el lubricante se pueda seguir dejando en
servicio ó se deseche de acuerdo a su estado real. En este caso el personal de
lubricación en lugar de proceder a lubricar de manera automática y sin ningún
análisis previo los mecanismos de un máquina, analiza primero su condición de
lubricación con las herramientas de predicción que tenga disponibles y procede de
manera inmediata a lubricar solamente aquellos mecanismos cuya película
lubricante muestra una condición anormal. Los que presenten condiciones
normales no se lubrican y se vuelven a inspeccionar de acuerdo con las
frecuencias de monitoreo que se tengan establecidas.
25
DESARROLLO DEL PROGRAMA DE LUBRICACIÓN PREDICTIVA.
Los pasos a seguir son los siguientes:
· Chequear la condición de lubricación de los equipos incluidos en el programa.
· Reengrasar los rodamientos que presenten un espesor de película lubricante por
fuera de especificaciones.
· Cambiarle el aceite a los equipos que tengan 5 ó menos galones y que hayan
mostrado condición anormal, este aceite se debe almacenar por tipos con el fin de
poderlo recuperar posteriormente mediante procesos de diálisis. En aquellos
equipos donde el volumen de aceite sea mayor a los 5 galones y que el análisis
previo mostró que está por fuera de especificaciones, se procede a enviarle una
muestra de dicho aceite al proveedor de lubricantes con el fin de que le practique
las pruebas de laboratorio necesarias para determinar qué tipo de mantenimiento
es necesario hacerle para que pueda continuar en servicio ó si definitivamente es
necesario cambiarlo.
EQUIPOS ROTATIVOS QUE SE DEBEN INCLUIR EN EL PROGRAMA DE
LUBRICACIÓN PREDICTIVA.
Lo ideal sería que todos los equipos rotativos que están en el programa preventivo
de lubricación se pudieran incluir en el predictivo pero al comienzo de la
implantación del programa esto no es factible, por lo tanto se debe empezar el
programa con los siguientes equipos:
· Equipos críticos dentro del sistema productivo de la empresa.
· Equipos esenciales ó sea aquellos equipos que cuentan con otro auxiliar.
· Equipos con volúmenes de aceite superior a 1 galones.
· Equipos con problemas de lubricación.
· Equipos con rodamientos ya sean lubricados con aceite ó con grasa.
26
HERRAMIENTAS REQUERIDAS PARA LLEVAR A CABO EL PROGRAMA
PREDICTIVO DE LUBRICACION.
· Analizador de aceite portátil: permite evaluar la condición global del aceite y
determinar en el mismo equipo donde trabaja si se deba cambiar ó no.
· Analizador del estado de la lubricación en rodamientos lubricados con aceite ó
con grasa: determina el espesor de la película lubricante, especificando cuales
rodamientos se deben lubricar.
· Equipo portátil de filtración: permite hacerle mantenimiento de limpieza a los
aceites que no se cambiaron pero salieron contaminados con trazas de agua ó
con partículas sólidas y metálicas.
· Otros equipos para monitoreo de la condición de los aceites que sería
importante que la empresa los tuviera a mediano ó a largo plazo son un Contador
de Partículas, Analizador de aceites por constante dieléctrica y Dializador de
aceite. De no ser posible la empresa debe conseguir estos recursos con el
proveedor de los lubricantes ó mediante prestación de servicios con empresas
externas.
BENEFICIOS DE LA LUBRICACIÓN POR CONDICION O PREDICTIVA.Los benéficos más importantes de la lubricación por condición son los siguientes:
· Se lubrican los mecanismos que realmente requieren ser lubricados.
· Se tiene la información del estado real de la lubricación de cada uno de los
mecanismos que están incluidos en el programa de lubricación predictiva.
· Considerable reducción del consumo de grasas y aceites.
· Reutilización de la mayoría de los aceites que se sacan de los equipos al
someterlos a procesos de diálisis.
· Incremento de la Confiabilidad y Disponibilidad de los equipos rotativos.
· Menores costos de lubricación y de mantenimiento.
27
CONCLUCIÓN.
La lubricación o lubrificación es el proceso o técnica empleada para reducir el
rozamiento entre dos superficies que se encuentran muy próximas y en
movimiento una respecto de la otra, interponiendo para ello una sustancia entre
ambas denominada lubricante que soporta o ayuda a soportar la carga (presión
generada) entre las superficies enfrentadas. La película de lubricante interpuesta
puede ser un sólido, (e.g. grafito, MoS2),1 un líquido (grasa) o excepcionalmente
un gas.
Actualmente no existe en el mundo maquina alguna por sencilla que sea no
requiera lubricación, ya que con esta se mejora tanto el funcionamiento, como la
vida útil de los equipos y maquinas .No importa que tan lisa se pueda sentir o ver
la superficie de un metal ,si observamos una imagen ampliada de la
misma ,veríamos crestas y valles y en algunos casos , las orillas muy irregulares
cuando tratamos de mover una superficie contra otra, estas irregularidades
producen una resistencia a la que llamamos rozamiento, fricción, y desgaste.