aseguramiento metrológicos
TRANSCRIPT

fuente:INGEMMET.
Quality Assurance Services S.A.
ASEGURAMIENTO METROLÓGICO
ISO 9001: 2008
ISO 10012: 2003
ISO 17025: 2005

CALIDAD
“grado en el que un conjunto de características inherentes cumple con los requisitos.“
ISO 9000:2005 (3.1.1)
Del FARAÓN para el arquitecto responsable de la construcción de la puerta al
más allá:
“Cada inicio de luna llena, comparar y ajustar las medidas de trabajo con el Codo Real patrón . Si no lo hiciere, su cabeza rodará por los suelos antes que salga la
luna nueva”.
La unidad de medida de
longitud en Egipto, en el año
3000 A.C. era el “Codo Real”.
Se definía como la longitud del
antebrazo del Faraón, medido
desde el codo hasta el extremo
del dedo medio, teniendo la
mano extendida.
La medida original fue
transferida y materializada en
granito negro, incluyendo la
inscripción de las instrucciones
de uso.
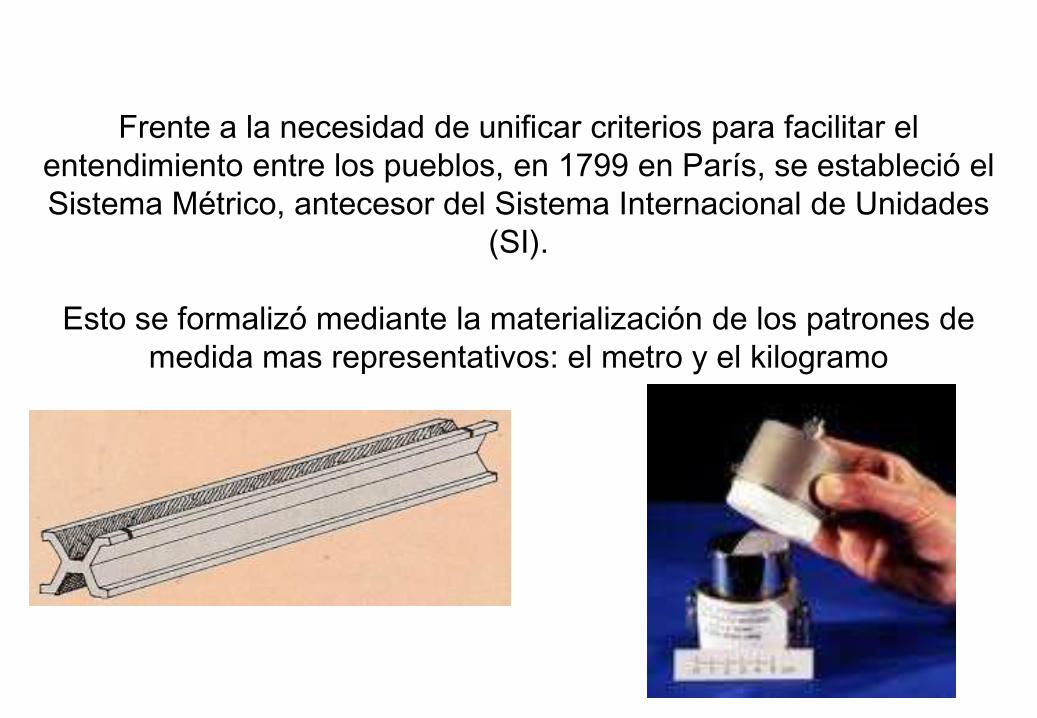
Frente a la necesidad de unificar criterios para facilitar el
entendimiento entre los pueblos, en 1799 en París, se estableció el
Sistema Métrico, antecesor del Sistema Internacional de Unidades
(SI).
Esto se formalizó mediante la materialización de los patrones de
medida mas representativos: el metro y el kilogramo
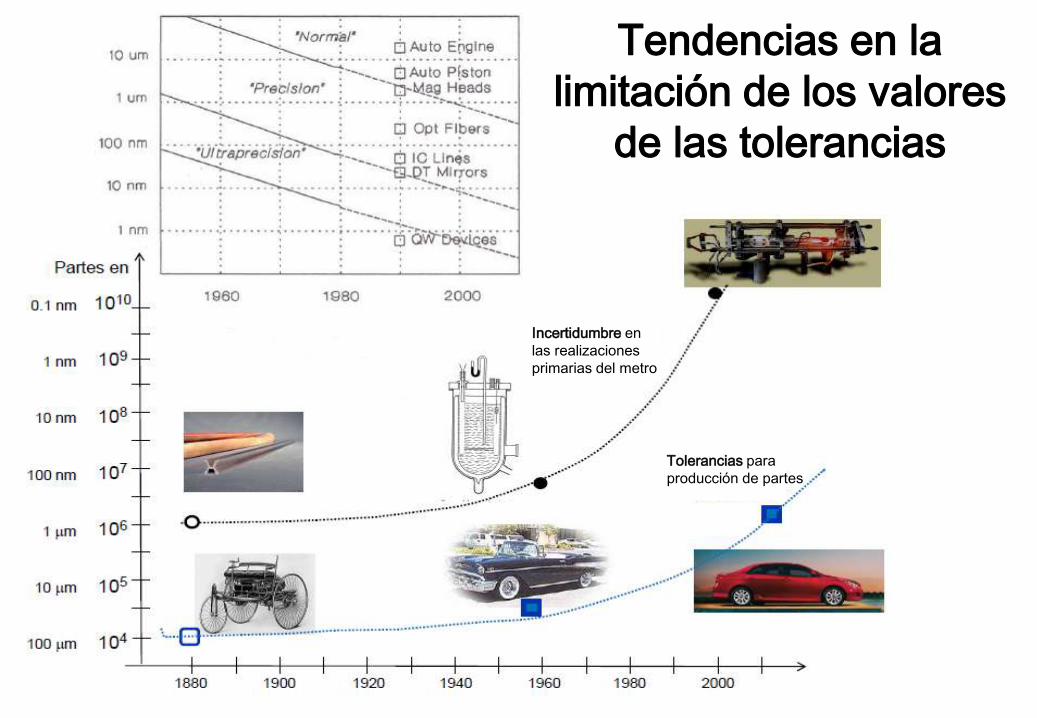
Tendencias en la
limitación de los valores
de las tolerancias
Tolerancias para
producción de partes
Incertidumbre en
las realizaciones
primarias del metro
Metrología
La metrología cubre tres actividades principales:
1. La definición de las unidades de medida
internacionalmente aceptadas
Metrología Científica
Se ocupa de la
organización y
desarrollo de los
patrones de
medida y de su
mantenimiento
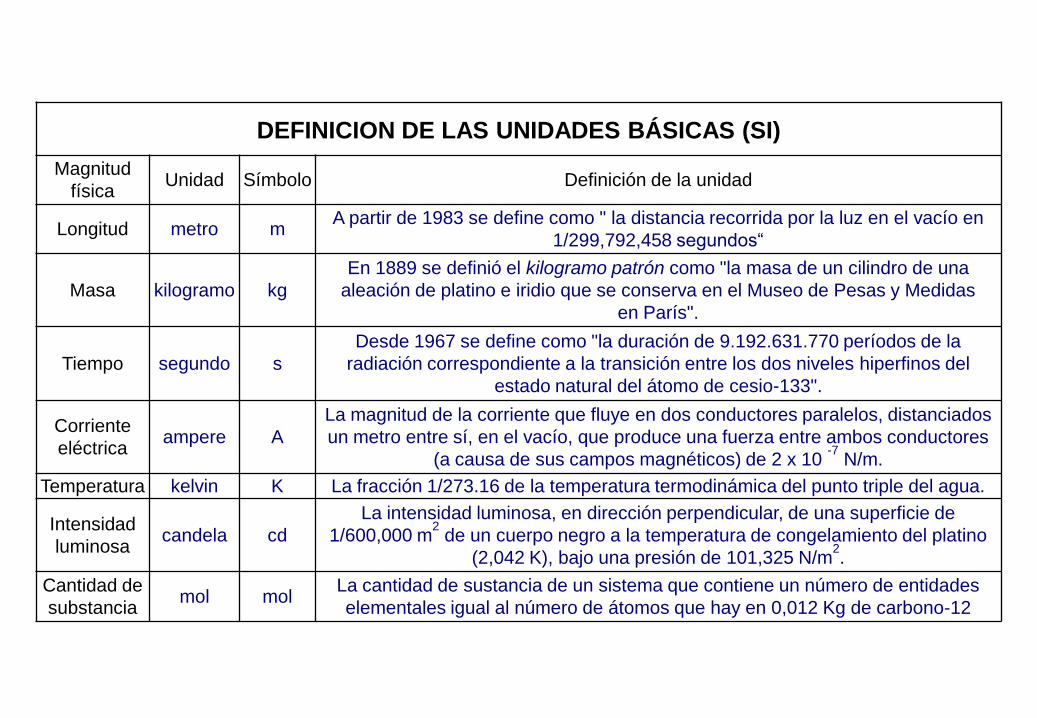
DEFINICION DE LAS UNIDADES BÁSICAS (SI)
Magnitud
física Unidad Símbolo Definición de la unidad
Longitud metro mA partir de 1983 se define como " la distancia recorrida por la luz en el vacío en
1/299,792,458 segundos“
Masa kilogramo kg
En 1889 se definió el kilogramo patrón como "la masa de un cilindro de una
aleación de platino e iridio que se conserva en el Museo de Pesas y Medidas
en París".
Tiempo segundo s
Desde 1967 se define como "la duración de 9.192.631.770 períodos de la
radiación correspondiente a la transición entre los dos niveles hiperfinos del
estado natural del átomo de cesio-133".
Corriente
eléctrica ampere A
La magnitud de la corriente que fluye en dos conductores paralelos, distanciados
un metro entre sí, en el vacío, que produce una fuerza entre ambos conductores
(a causa de sus campos magnéticos) de 2 x 10 -7
N/m.
Temperatura kelvin K La fracción 1/273.16 de la temperatura termodinámica del punto triple del agua.
Intensidad
luminosacandela cd
La intensidad luminosa, en dirección perpendicular, de una superficie de
1/600,000 m2
de un cuerpo negro a la temperatura de congelamiento del platino
(2,042 K), bajo una presión de 101,325 N/m2.
Cantidad de
substanciamol mol
La cantidad de sustancia de un sistema que contiene un número de entidades
elementales igual al número de átomos que hay en 0,012 Kg de carbono-12
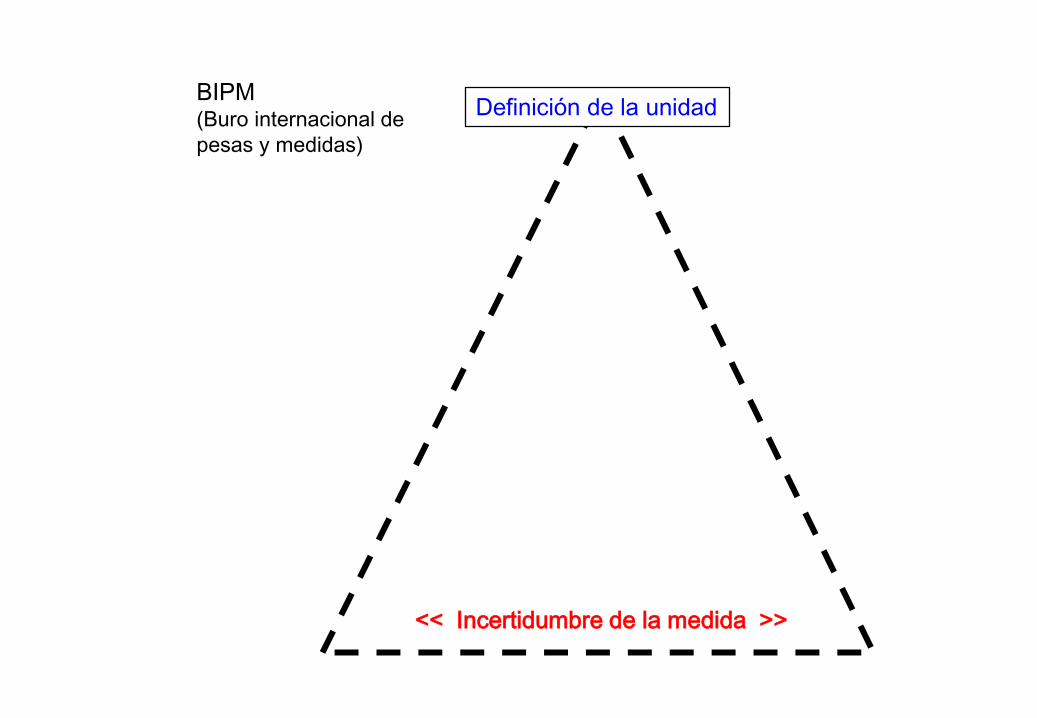
BIPM (Buro internacional de
pesas y medidas)
Definición de la unidad
<< Incertidumbre de la medida >>
Metrología
La metrología cubre tres actividades principales:
1. La definición de las unidades de medida
internacionalmente aceptadas
2. La realización de las unidades de medida por métodos
científicos
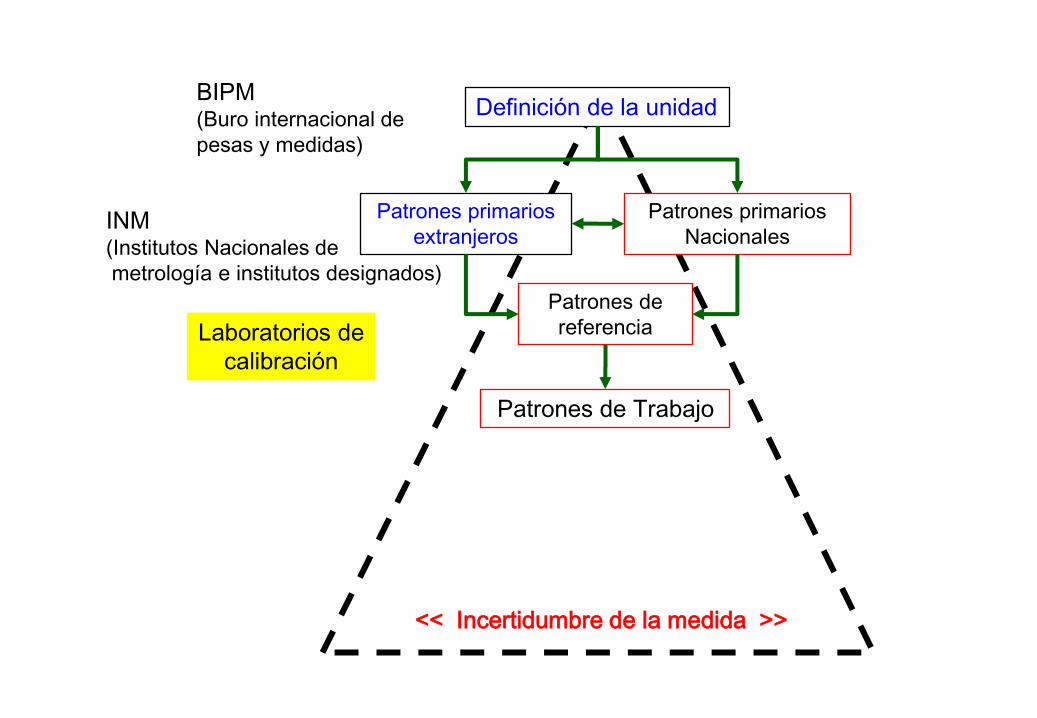
BIPM (Buro internacional de
pesas y medidas)
Definición de la unidad
INM(Institutos Nacionales de
metrología e institutos designados)
Laboratorios de
calibración
Patrones primarios
extranjeros
Patrones primarios
Nacionales
Patrones de
referencia
Patrones de Trabajo
<< Incertidumbre de la medida >>

Metrología
La metrología cubre tres actividades principales:
1. La definición de las unidades de medida
internacionalmente aceptadas
2. La realización de las unidades de medida por métodos
científicos
3. El establecimiento de las cadenas de
trazabilidad, determinando y documentando el valor y
exactitud de las mediciones y diseminación de dicho
conocimiento
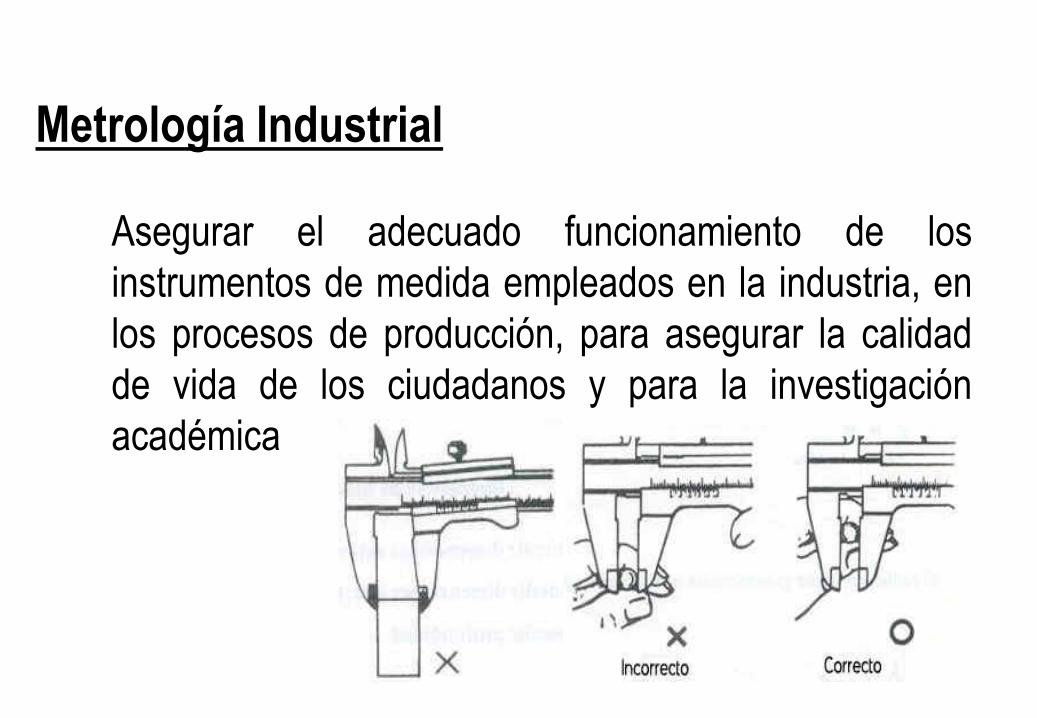
Metrología Industrial
Asegurar el adecuado funcionamiento de los
instrumentos de medida empleados en la industria, en
los procesos de producción, para asegurar la calidad
de vida de los ciudadanos y para la investigación
académica

Metrología Legal
Se ocupa de aquellas mediciones que influyen sobre la
transparencia de las transacciones económicas,
particularmente cuando hay un requisito de verificación
legal del instrumento de medida.

Definición de la unidad
Industria
Usuarios finales, consumidores
Patrones primarios
extranjeros
Patrones primarios
Nacionales
Patrones de
referencia
Comercio
Patrones de Trabajo
Instrumentos de medida
MedicionesEducación
Salud
<< Incertidumbre de la medida >>
BIPM (Buro internacional de
pesas y medidas)
INM(Institutos Nacionales de
metrología e institutos designados)
Laboratorios de
calibración
Inspección legal
OIML
Laboratorios
de ensayo


7. REALIZACIÓN DEL PRODUCTO
ISO 9001:2008
7.1 Planificación de la realización del producto.Durante la planificación de la realización del producto, la organización debe
determinar, cuando sea apropiado, lo siguiente:
c) las actividades requeridas de verificación, validación, seguimiento,
medición, inspección y ensayo/prueba específicas para el producto así
como los criterios para la aceptación del mismo,
Determine los requisitos del
producto generado en su proceso.
Los requisitos pueden ser
cualitativos o cuantitativos
TALLER 1:
ISO 9001:2008
7.5.1 Control de la producción y la prestación del servicio.La organización debe planificar y llevar a cabo la producción y la prestación del
servicio bajo condiciones controladas. Las condiciones controladas deben incluir,
cuando sea aplicable:
a) ….
b) ….
c) ….
d) La disponibilidad y uso de equipos de seguimiento y medición.
e) La implementación del seguimiento y de la medición.
7. REALIZACIÓN DEL PRODUCTO
7. REALIZACIÓN DEL PRODUCTO
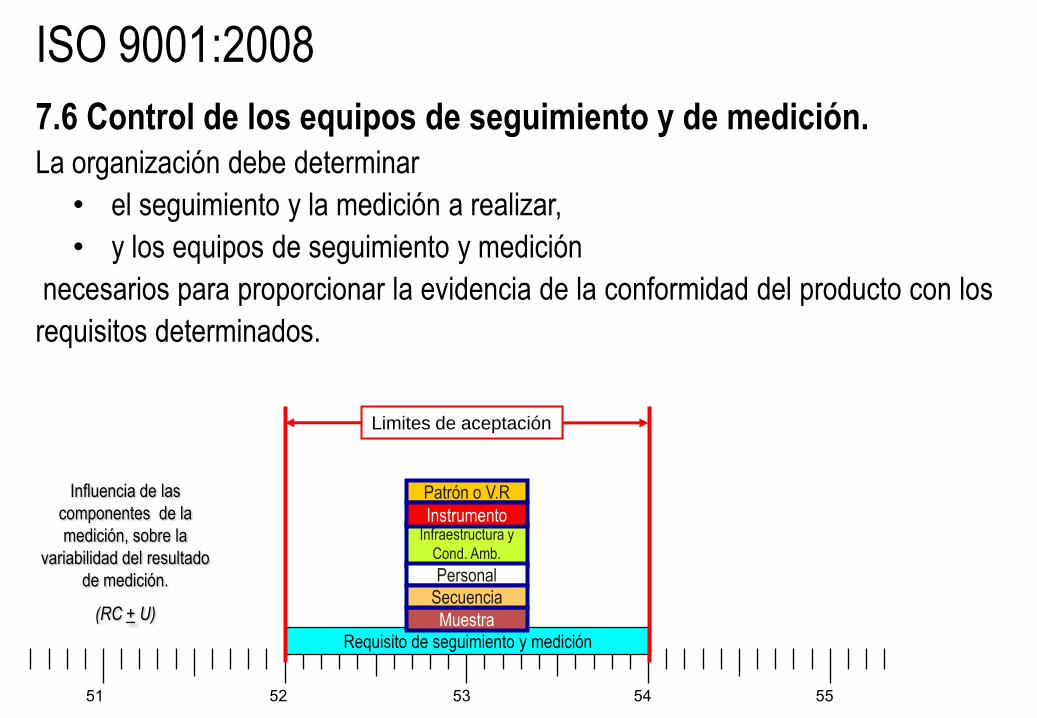
7.6 Control de los equipos de seguimiento y de medición.
La organización debe determinar :
• el seguimiento y la medición a realizar,
• y los equipos de seguimiento y medición necesarios para
proporcionar la evidencia de la conformidad del producto con los
requisitos determinados.
ISO 9001:2008

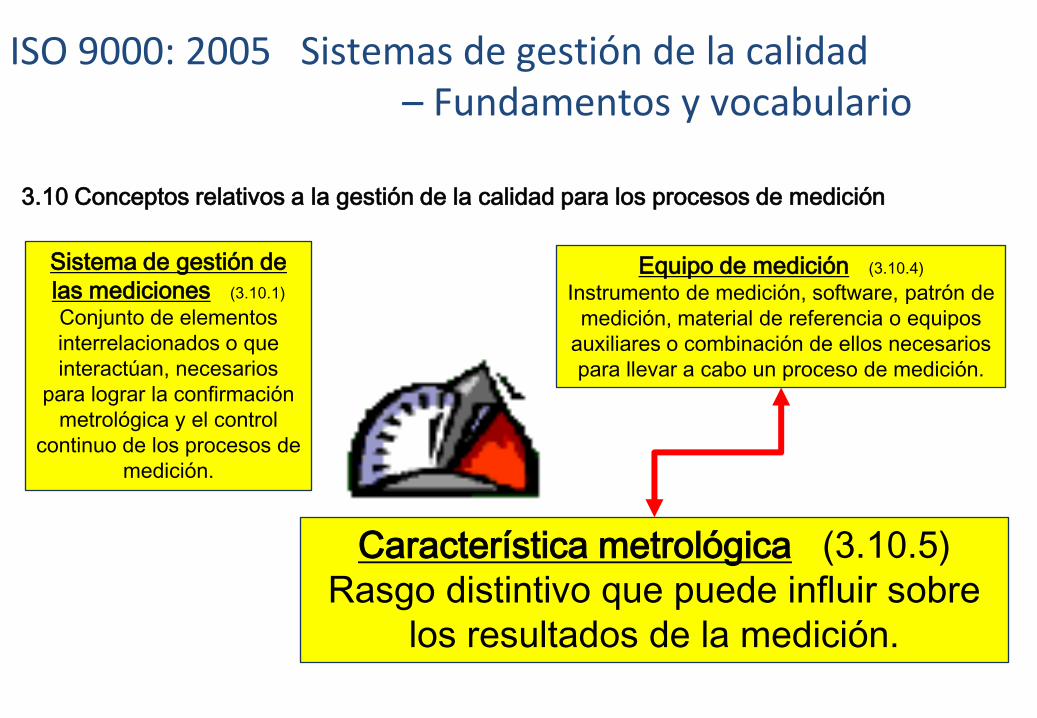
ISO 9000: 2005 Sistemas de gestión de la calidad– Fundamentos y vocabulario
Sistema de gestión de las mediciones
(3.10.1)
Conjunto de elementos interrelacionados
o que interactúan, necesarios para lograr
la confirmación metrológica y el control
continuo de los procesos de medición.
3.10 Conceptos relativos a la gestión de la calidad para los procesos de medición
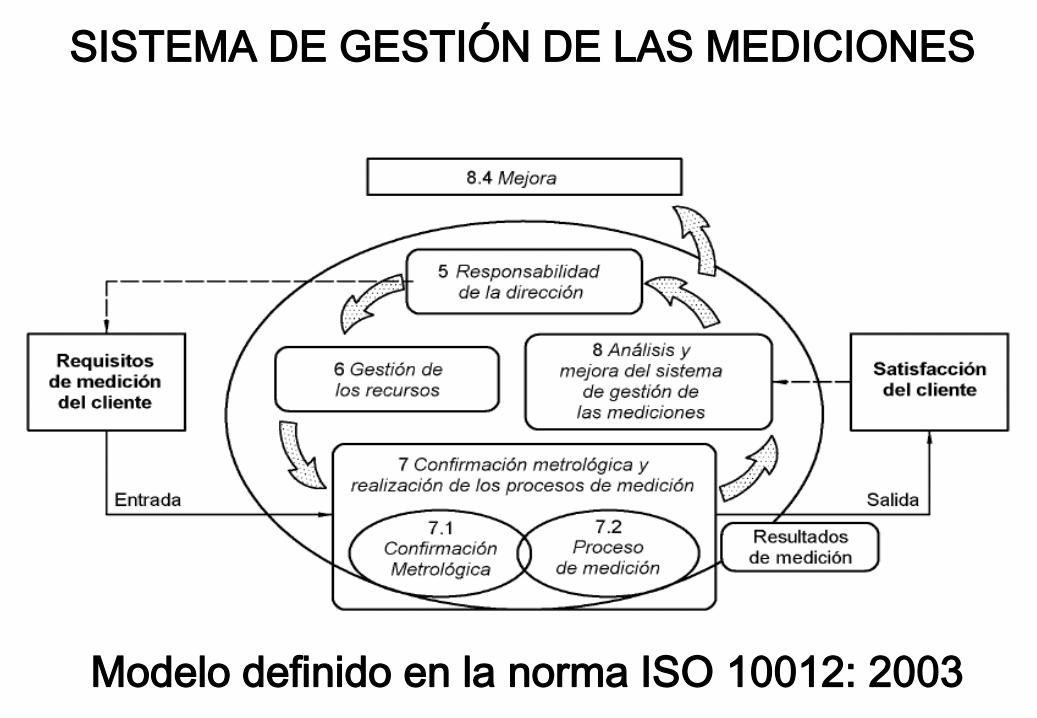
Modelo definido en la norma ISO 10012: 2003
SISTEMA DE GESTIÓN DE LAS MEDICIONES
3.10 Conceptos relativos a la gestión de la calidad para los procesos de medición
Equipo de medición (3.10.4)
Instrumento de medición, software, patrón
de medición, material de referencia o
equipos auxiliares o combinación de ellos
necesarios para llevar a cabo un proceso de
medición.
ISO 9000: 2005 Sistemas de gestión de la calidad– Fundamentos y vocabulario
Instrumento de medida (VIM 3.1)
Dispositivo utilizado para realizar mediciones, solo o
asociado a uno o varios dispositivos
suplementarios.
- Nota1: Un instrumento de medida que puede utilizarse individualmente es un sistema de medida.
- Nota 2: Un instrumento de medida puede ser un instrumento indicador o una medida materializada
DISPOSITIVOS DE MEDIDA (VIM 3)
Sistema de medida (VIM 3.2)
Conjunto de uno o más instrumentos de medida y,
frecuentemente, otros dispositivos, incluyendo
reactivos e insumos varios, ensamblados y
adaptados para proporcionar valores medidos
dentro de intervalos especificados, para magnitudes
de naturalezas dadas.
- Nota1: Un sistema de medida puede estar formado por un único instrumento de medida.
DISPOSITIVOS DE MEDIDA (VIM 3)

Describa los sistemas de
medida que utiliza en sus
procesos regulares de
medición
TALLER 2:
Medida materializada (VIM 3.6)
Instrumento de medida que
reproduce o proporciona de
manera permanente durante su
utilización, magnitudes de una o
varias naturalezas, cada una de
ellas con un valor asignado.
1 kg
100 W
K2SO4
> 99,99%
174.27g/mol
DISPOSITIVOS DE MEDIDA (VIM 3)
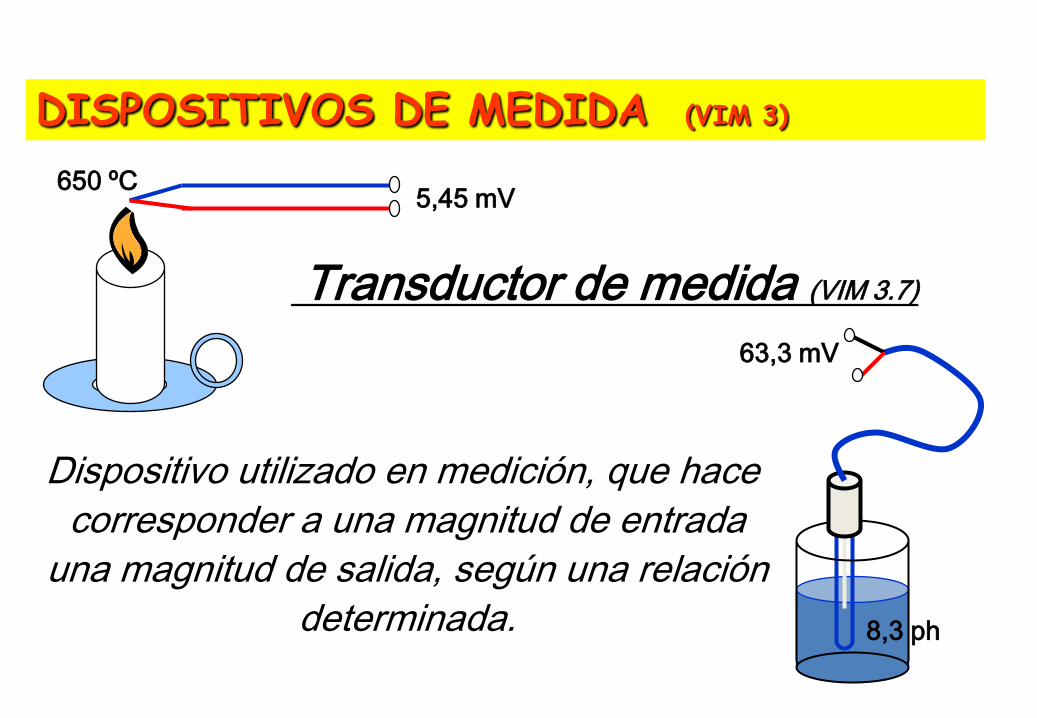
Dispositivo utilizado en medición, que hace
corresponder a una magnitud de entrada
una magnitud de salida, según una relación
determinada.
5,45 mV650 ºC
DISPOSITIVOS DE MEDIDA (VIM 3)
Transductor de medida (VIM 3.7)
63,3 mV
8,3 ph
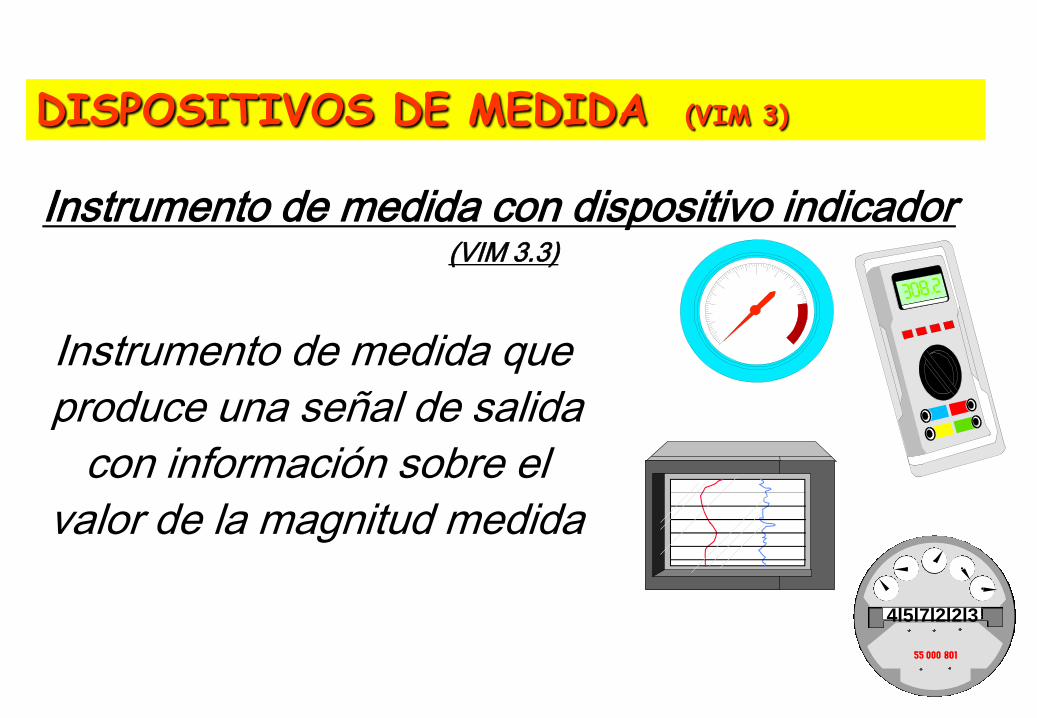
Instrumento de medida con dispositivo indicador (VIM 3.3)
4l5l7l2l2l3
DISPOSITIVOS DE MEDIDA (VIM 3)
Instrumento de medida que
produce una señal de salida
con información sobre el
valor de la magnitud medida
Sistema de gestión de
las mediciones (3.10.1)
Conjunto de elementos
interrelacionados o que
interactúan, necesarios
para lograr la confirmación
metrológica y el control
continuo de los procesos de
medición.
3.10 Conceptos relativos a la gestión de la calidad para los procesos de medición
Característica metrológica (3.10.5)
Rasgo distintivo que puede influir sobre
los resultados de la medición.
Equipo de medición (3.10.4)
Instrumento de medición, software, patrón de
medición, material de referencia o equipos
auxiliares o combinación de ellos necesarios
para llevar a cabo un proceso de medición.
ISO 9000: 2005 Sistemas de gestión de la calidad– Fundamentos y vocabulario
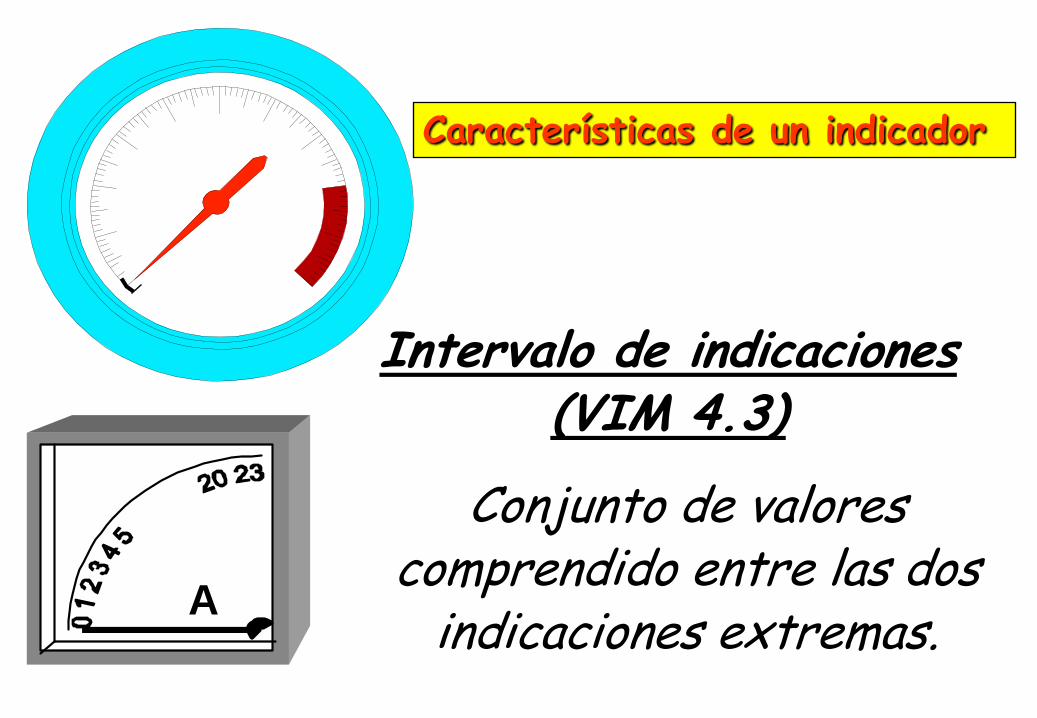
Intervalo de indicaciones (VIM 4.3)
Conjunto de valores comprendido entre las dos
indicaciones extremas.A
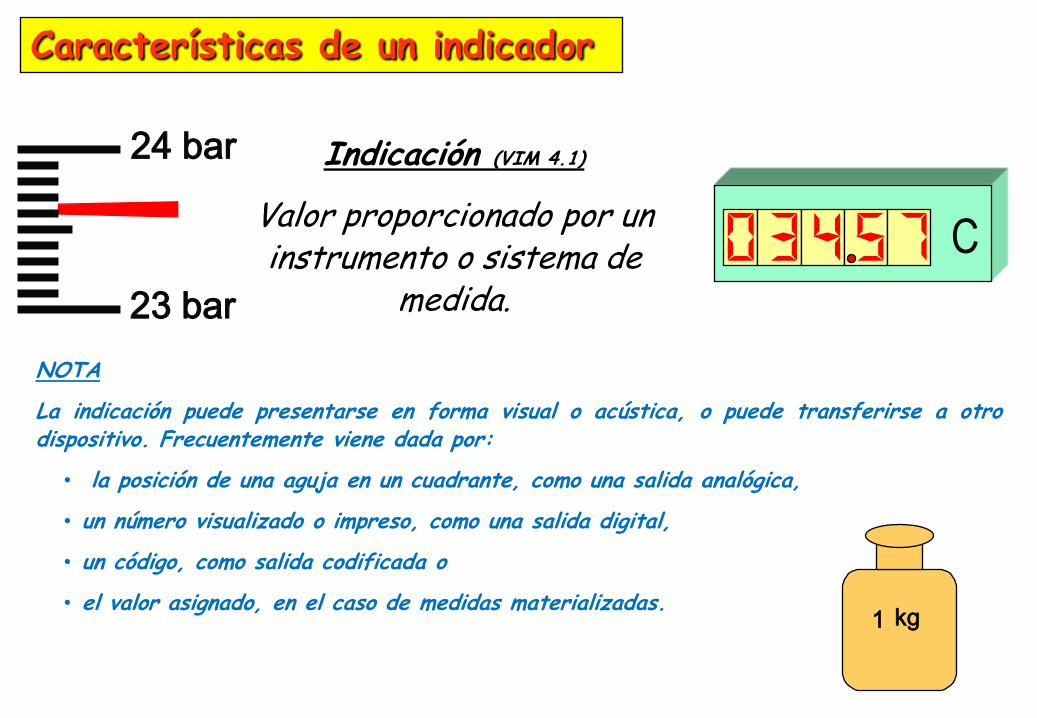
Características de un indicador
NOTA
La indicación puede presentarse en forma visual o acústica, o puede transferirse a otrodispositivo. Frecuentemente viene dada por:
• la posición de una aguja en un cuadrante, como una salida analógica,
• un número visualizado o impreso, como una salida digital,
• un código, como salida codificada o
• el valor asignado, en el caso de medidas materializadas.
Indicación (VIM 4.1)
Valor proporcionado por un instrumento o sistema de
medida.
1 kg
C
Características de un indicador
23 bar
24 bar
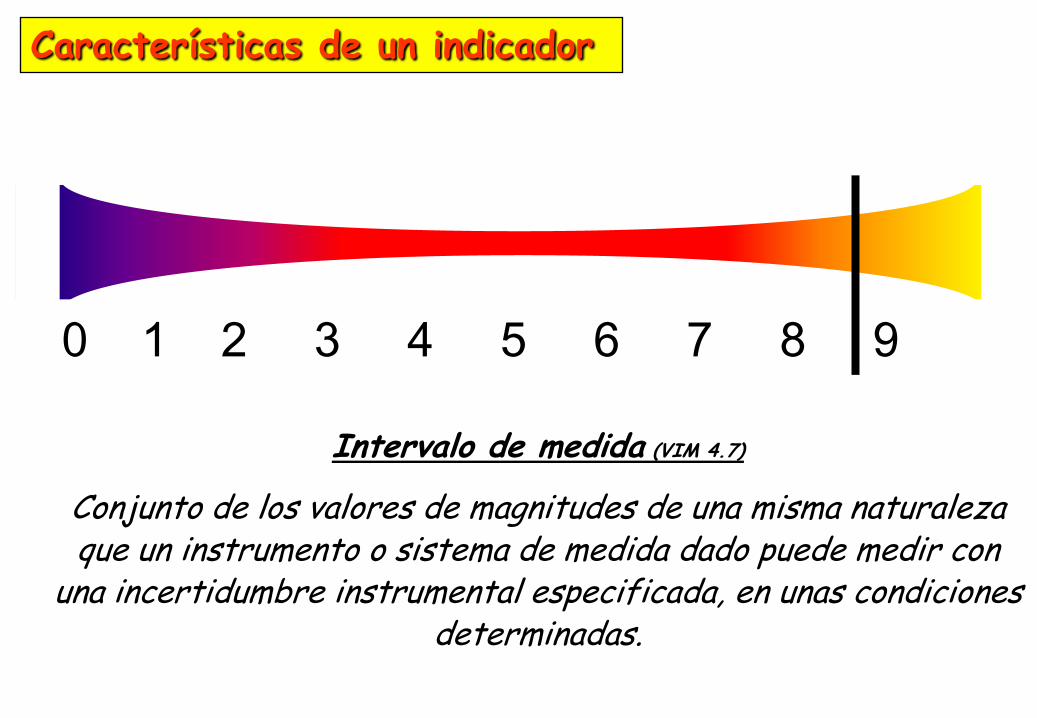
0 1 2 3 4 5 6 7 8 9
10Intervalo de medida (VIM 4.7)
Conjunto de los valores de magnitudes de una misma naturaleza que un instrumento o sistema de medida dado puede medir con
una incertidumbre instrumental especificada, en unas condiciones determinadas.
Características de un indicador
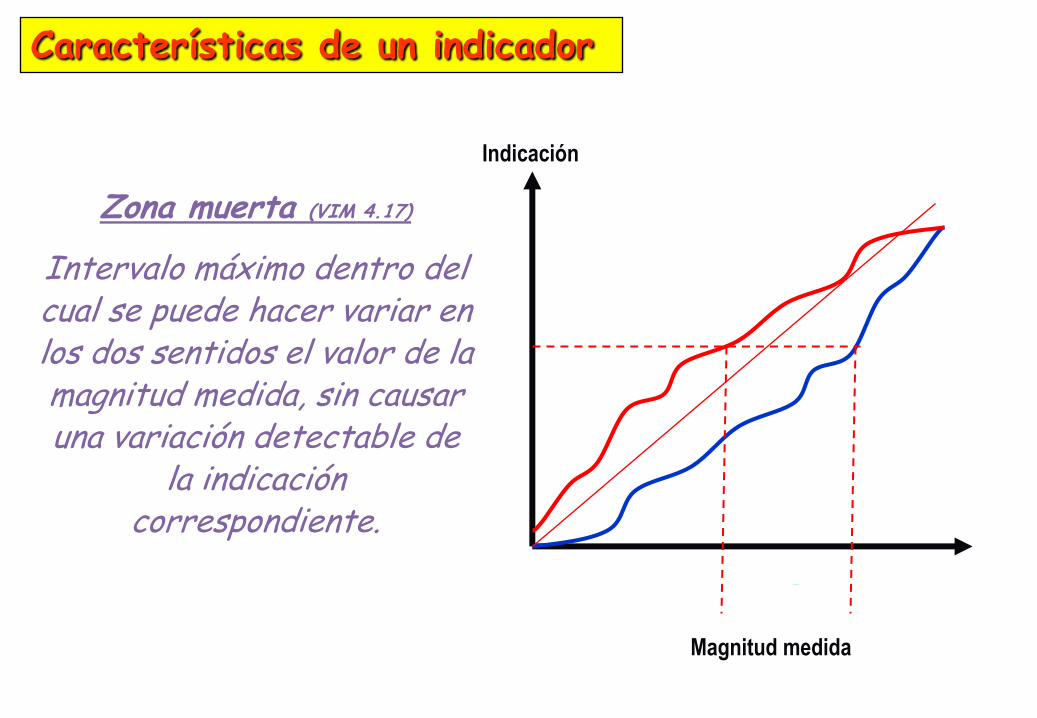
Zona muerta (VIM 4.17)
Intervalo máximo dentro del cual se puede hacer variar en los dos sentidos el valor de la magnitud medida, sin causar una variación detectable de
la indicación correspondiente.
Indicación
Magnitud medida
Características de un indicador
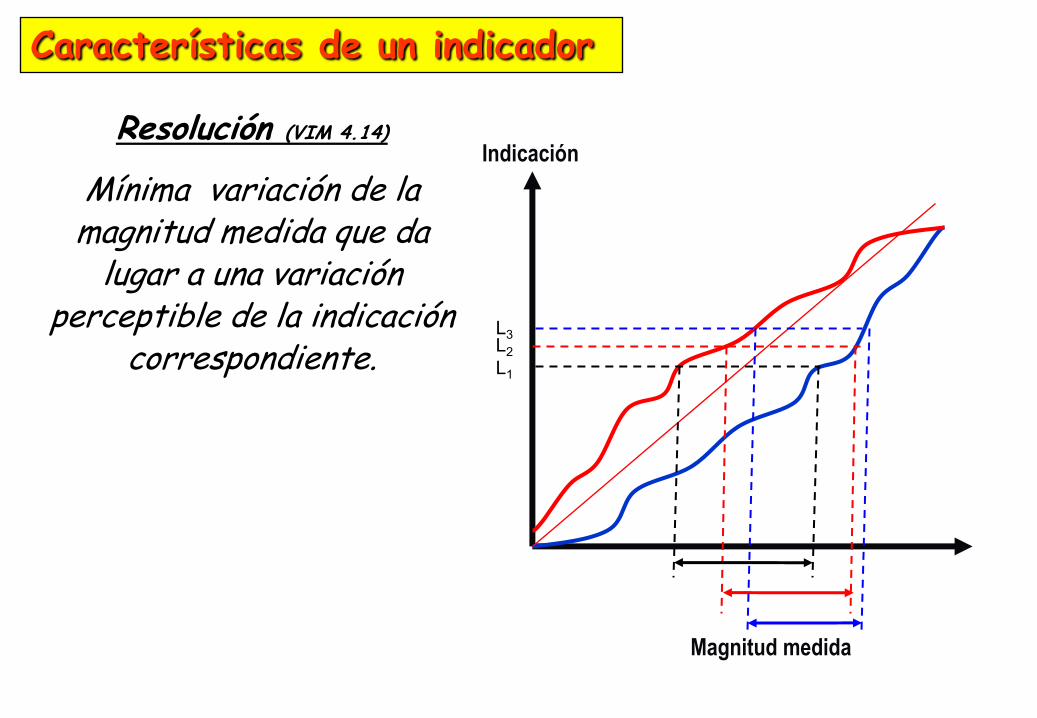
Resolución (VIM 4.14)
Mínima variación de la magnitud medida que da
lugar a una variación perceptible de la indicación
correspondiente.
Indicación
Magnitud medida
L1
L2
L3
Características de un indicador
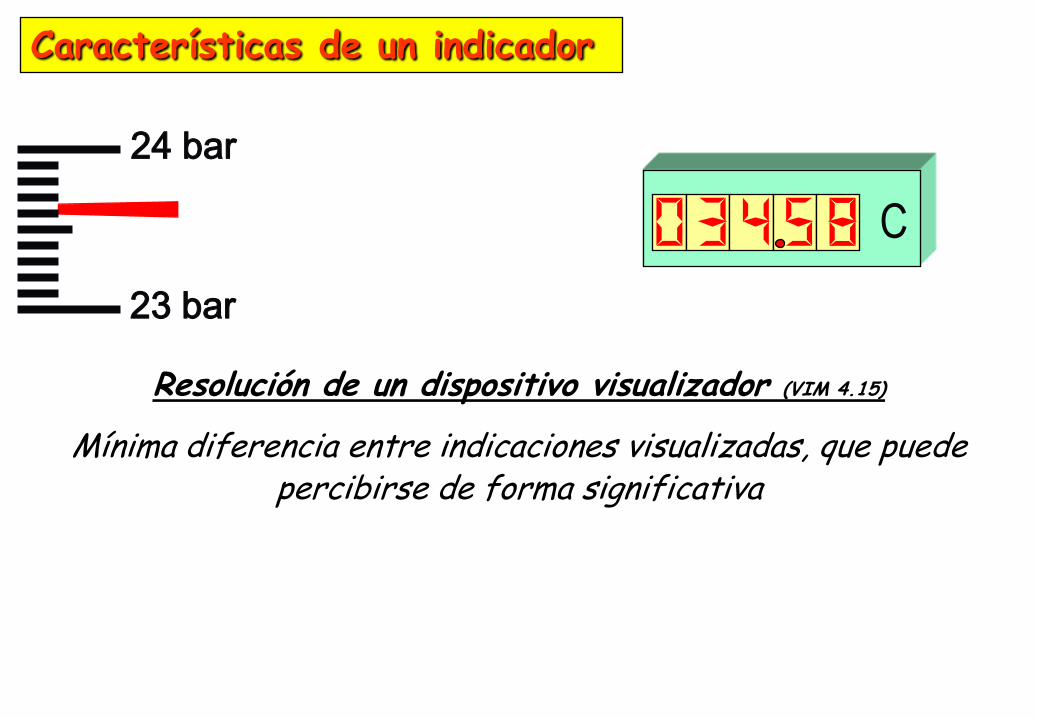
23 bar
24 bar
Resolución de un dispositivo visualizador (VIM 4.15)
Mínima diferencia entre indicaciones visualizadas, que puede percibirse de forma significativa
C
Características de un indicador

Estabilidad de un instrumento de medida (VIM
4.19)
Aptitud de un instrumento de medida para conservar constantes sus características
metrológicas a lo largo del tiempo.
Deriva instrumental (VIM 4.21)
Variación continua o incremental de una indicación a lo largo del tiempo, debida a variaciones de las características metrológicas de
un instrumento de medida.
Características de un indicador
Magnitud de influencia (VIM 2.52)
Magnitud que, en una medición directa, no afecta la magnitud que realmente se esta midiendo, pero si afecta a la relación
entre la indicación y el resultado de medida.
Características de un indicador
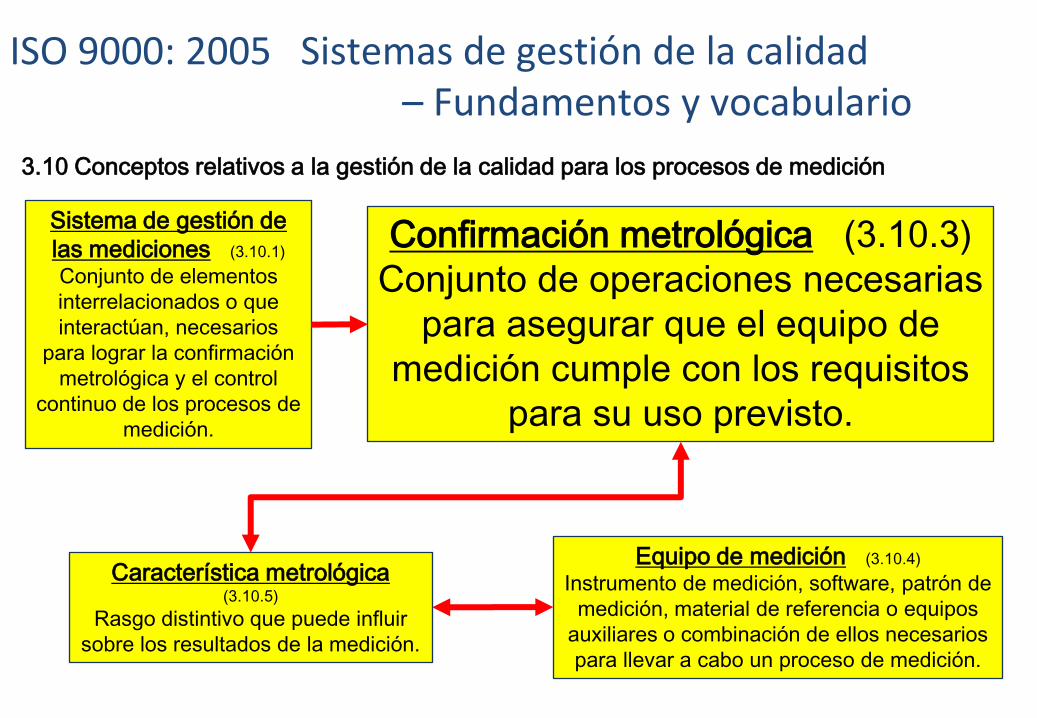
Sistema de gestión de
las mediciones (3.10.1)
Conjunto de elementos
interrelacionados o que
interactúan, necesarios
para lograr la confirmación
metrológica y el control
continuo de los procesos de
medición.
3.10 Conceptos relativos a la gestión de la calidad para los procesos de medición
Confirmación metrológica (3.10.3)
Conjunto de operaciones necesarias
para asegurar que el equipo de
medición cumple con los requisitos
para su uso previsto.
Característica metrológica(3.10.5)
Rasgo distintivo que puede influir
sobre los resultados de la medición.
Equipo de medición (3.10.4)
Instrumento de medición, software, patrón de
medición, material de referencia o equipos
auxiliares o combinación de ellos necesarios
para llevar a cabo un proceso de medición.
ISO 9000: 2005 Sistemas de gestión de la calidad– Fundamentos y vocabulario

? X
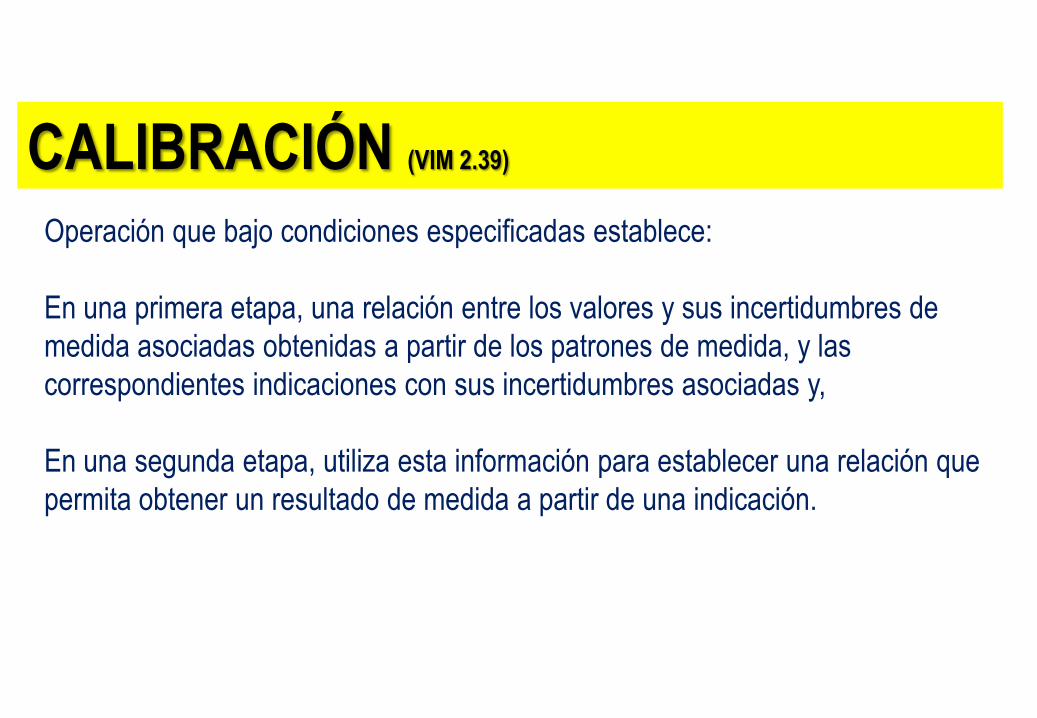
Operación que bajo condiciones especificadas establece:
En una primera etapa, una relación entre los valores y sus incertidumbres de
medida asociadas obtenidas a partir de los patrones de medida, y las
correspondientes indicaciones con sus incertidumbres asociadas y,
En una segunda etapa, utiliza esta información para establecer una relación que
permita obtener un resultado de medida a partir de una indicación.
CALIBRACIÓN (VIM 2.39)
Permite identificar el comportamiento de:
Indicación
Resolución
Zona muerta
Intervalo de medida
Estabilidad
Deriva
Magnitudes de influencia
CALIBRACIÓN
Hay cuatro razones principales para tener calibrado un
instrumento:
1. Para establecer y demostrar su trazabilidad.
2. Para garantizar que las lecturas del instrumento son
compatibles con otras mediciones.
3. Para determinar la exactitud de las lecturas del instrumento.
4. Para establecer la fiabilidad del instrumento, es decir que se
puede confiar en sus indicaciones.
CALIBRACIÓN
“INSTRUMENTO DE MEDICIÓN CALIBRADO”
no es sinónimo de
Debe quedar claro que el resultado de la calibración solo define el
tamaño de la desviación y la incertidumbre, no califica
necesariamente al instrumento. Es decir:
CALIBRACIÓN
“INSTRUMENTO DE MEDICIÓN EN BUEN ESTADO”
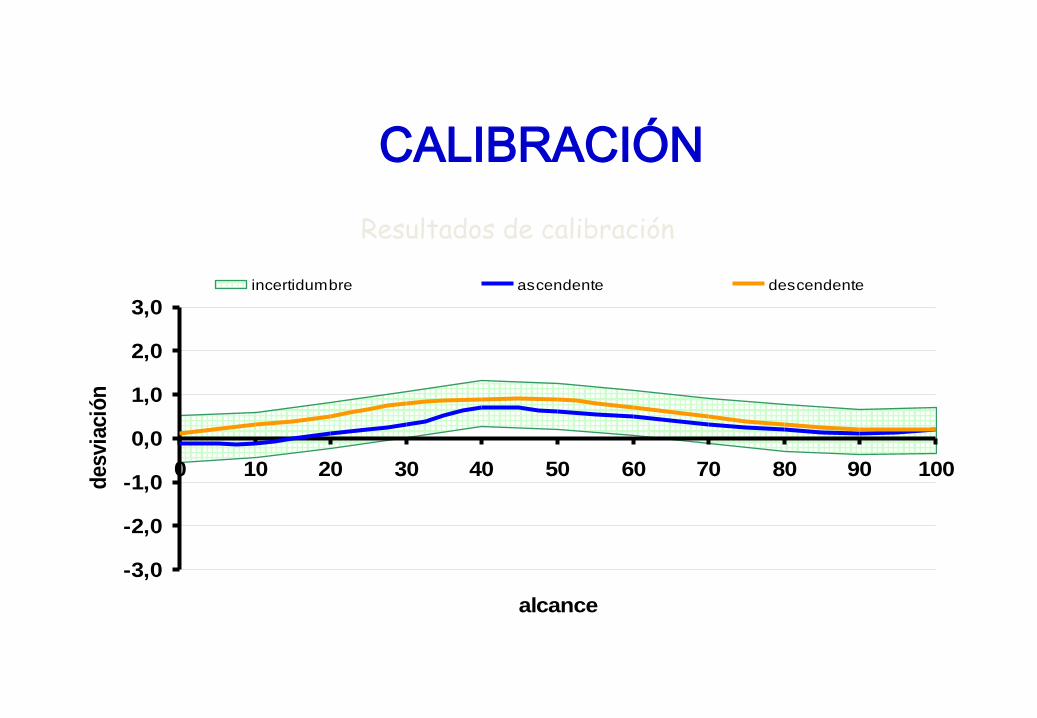
-3,0
-2,0
-1,0
0,0
1,0
2,0
3,0
0 10 20 30 40 50 60 70 80 90 100
alcance
desvia
ció
n
incertidumbre ascendente descendente
CALIBRACIÓN
Resultados de calibración
-4
-3
-2
-1
0
1
2
3
4
0 10 20 30 40 50 60 70 80 90 100
alcance
de
svia
ció
n
incertidumbre ascendente descendente EMP
-3
-2
-1
0
1
2
3
0 10 20 30 40 50 60 70 80 90 100
alcance
de
sv
iac
ión
incertidumbre ascendente descendente EMP
RECHAZADO
APROBADO
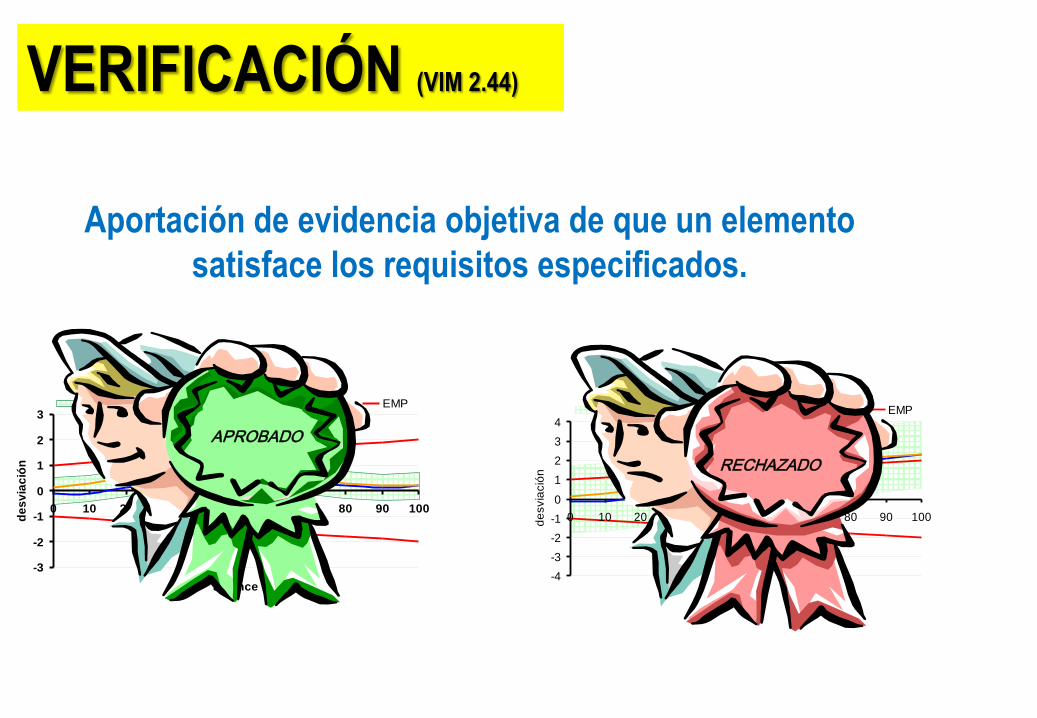
Aportación de evidencia objetiva de que un elemento
satisface los requisitos especificados.
VERIFICACIÓN (VIM 2.44)

El procedimiento que incluye el examen y la marca y/o emisión
de un certificado de verificación, que constata y confirma que el
instrumento de medición cumple con las exigencias
reglamentarias.
Verificación de un instrumento de medición(VIML 2.13)
-4
-3
-2
-1
0
1
2
3
4
0 10 20 30 40 50 60 70 80 90 100
alcance
de
svia
ció
n
incertidumbre ascendente descendente EMP
-3
-2
-1
0
1
2
3
0 10 20 30 40 50 60 70 80 90 100
alcance
de
sv
iac
ión
incertidumbre ascendente descendente EMP
RECHAZADO
APROBADO
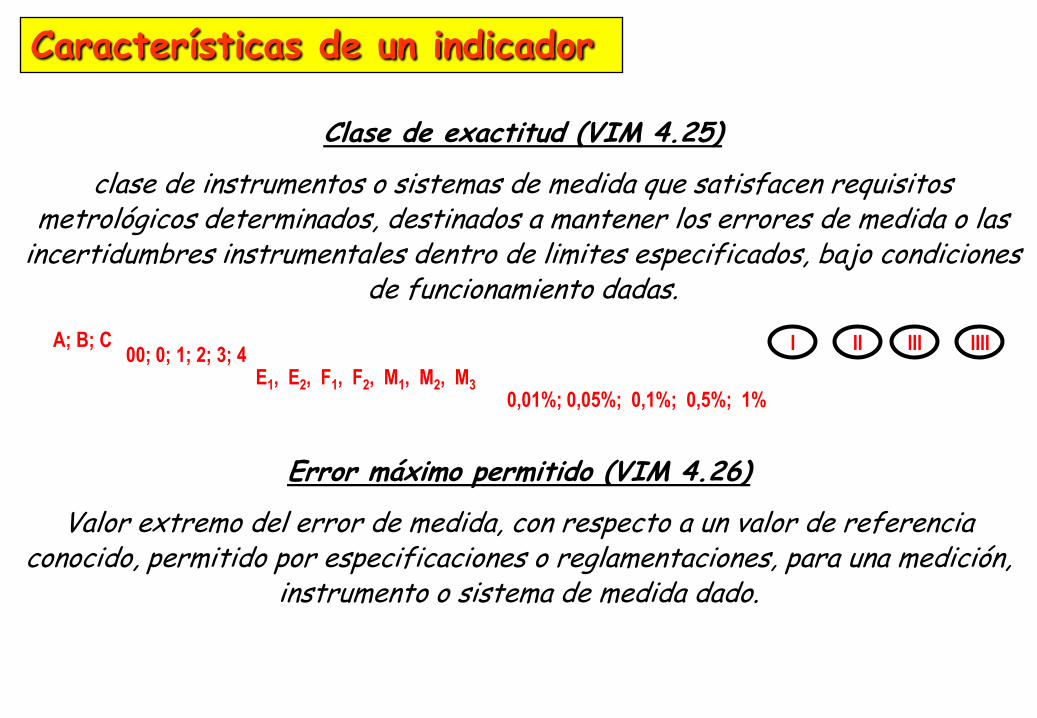
Clase de exactitud (VIM 4.25)
clase de instrumentos o sistemas de medida que satisfacen requisitos metrológicos determinados, destinados a mantener los errores de medida o las
incertidumbres instrumentales dentro de limites especificados, bajo condiciones de funcionamiento dadas.
I II III IIII
E1, E2, F1, F2, M1, M2, M3
0,01%; 0,05%; 0,1%; 0,5%; 1%
Error máximo permitido (VIM 4.26)
Valor extremo del error de medida, con respecto a un valor de referencia conocido, permitido por especificaciones o reglamentaciones, para una medición,
instrumento o sistema de medida dado.
A; B; C00; 0; 1; 2; 3; 4
Características de un indicador
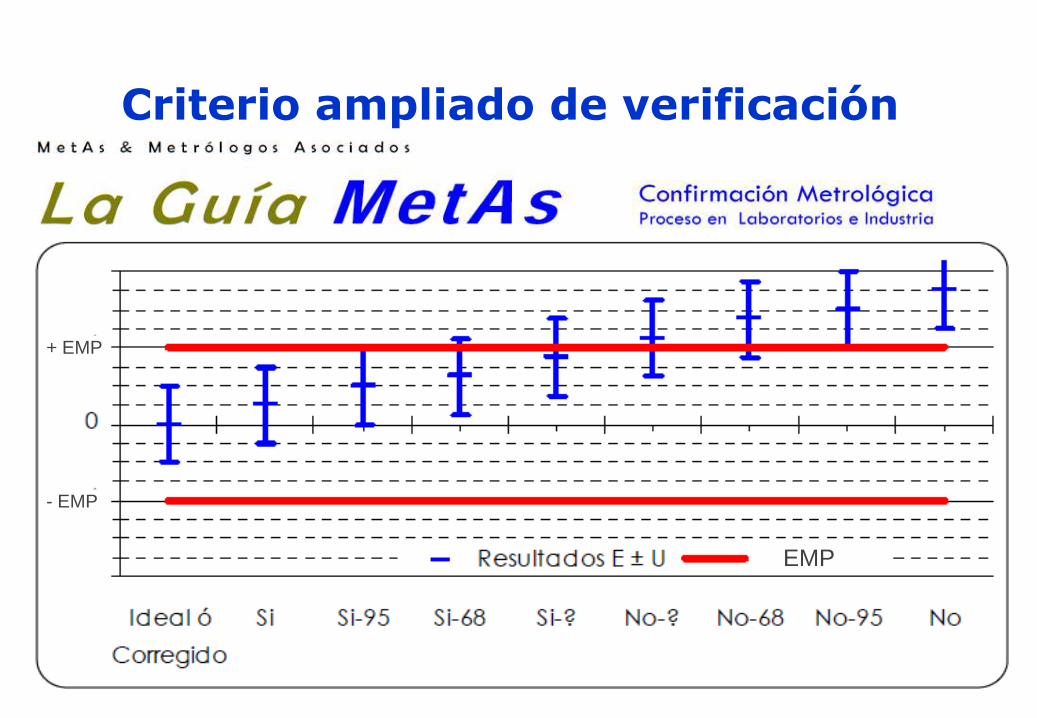
EMP
+ EMP
- EMP
Criterio ampliado de verificación
Conjunto de operaciones realizadas sobre un sistema de
medida para que proporcione indicaciones prescritas,
correspondientes a valores de la magnitud a medir.
AJUSTE DE UN SISTEMA DE MEDIDA (VIM 3.11)
• Ajuste de cero
• Ajuste de offset
• Ajuste de amplitud de escala o ganancia
• Ajuste de linealidad o angularidad
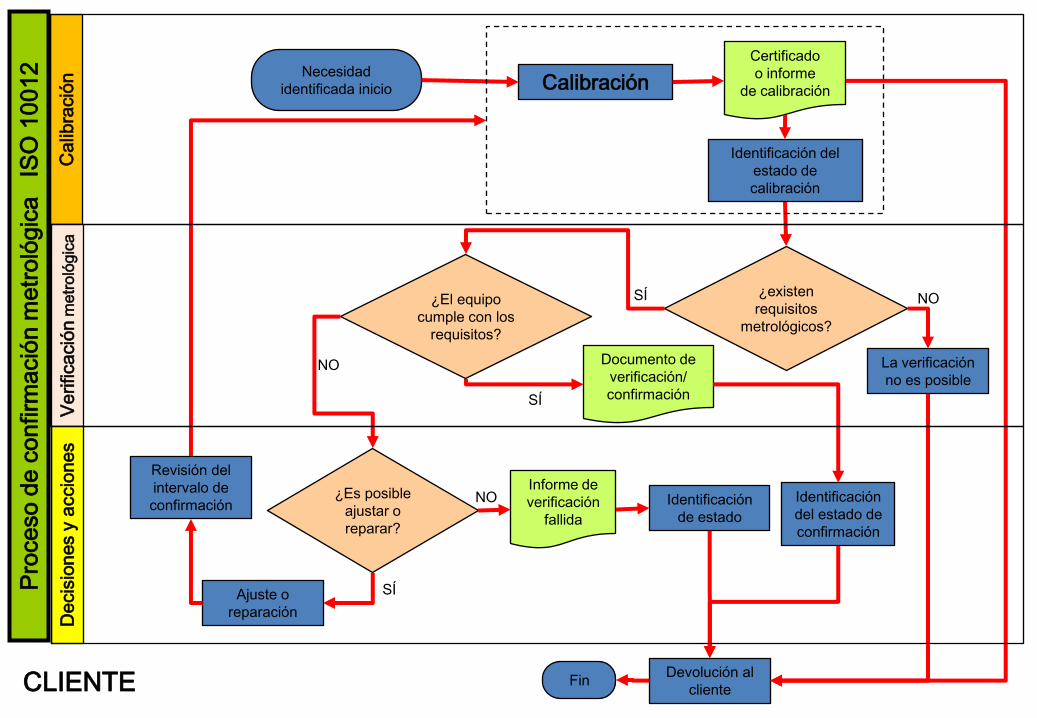
Pro
ce
so d
e c
on
firm
ació
n m
etr
oló
gic
a I
SO
10
01
2 Necesidad
identificada inicio Calibración
Certificado
o informe
de calibración
Identificación del
estado de
calibración
¿existen
requisitos
metrológicos?
La verificación
no es posible
¿El equipo
cumple con los
requisitos?
Documento de
verificación/
confirmación
¿Es posible
ajustar o
reparar?
Informe de
verificación
fallida
Identificación
del estado de
confirmación
Identificación
de estado
Ajuste o
reparación
Revisión del
intervalo de
confirmación
Devolución al
clienteFin
Ca
libra
ció
nV
erificació
nm
etr
oló
gic
aD
ecis
ion
es y
accio
ne
s
NO
NO
NO
SÍ
SÍ
SÍ
CLIENTE
Identifique si sus
dispositivos de medición
deben ser utilizados como
instrumentos calibrados o
instrumentos verificados
TALLER 3:
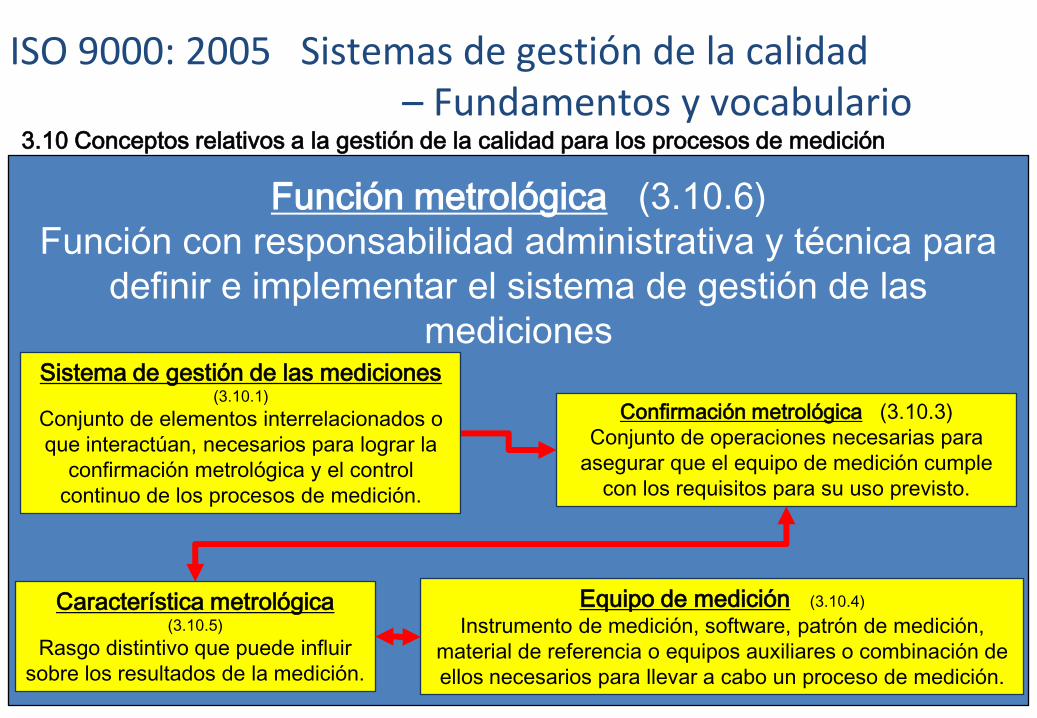
3.10 Conceptos relativos a la gestión de la calidad para los procesos de medición
Función metrológica (3.10.6)
Función con responsabilidad administrativa y técnica para
definir e implementar el sistema de gestión de las
medicionesSistema de gestión de las mediciones
(3.10.1)
Conjunto de elementos interrelacionados o
que interactúan, necesarios para lograr la
confirmación metrológica y el control
continuo de los procesos de medición.
Confirmación metrológica (3.10.3)
Conjunto de operaciones necesarias para
asegurar que el equipo de medición cumple
con los requisitos para su uso previsto.
Característica metrológica(3.10.5)
Rasgo distintivo que puede influir
sobre los resultados de la medición.
Equipo de medición (3.10.4)
Instrumento de medición, software, patrón de medición,
material de referencia o equipos auxiliares o combinación de
ellos necesarios para llevar a cabo un proceso de medición.
ISO 9000: 2005 Sistemas de gestión de la calidad– Fundamentos y vocabulario

GESTIÓN DE LOS DISPOSITIVOS DE MEDICIÓN
Identificar la o las
características a medir
Seleccionar los
procedimientos de medición
Seleccionar los
medios de medición
– Normas internacionales
– Normas nacionales
– Normas de empresa
– Variables de proceso
– Características del producto
Programa
de
confirmación
Establecer criterios de
confirmación
¿ejecución
interna?
Seleccionar
proveedores de
servicio
Seleccionar
Patrones internos
NO
SI
Definir
competenciasDefinir entorno
FIN
INICIO
Proceso de
confirmación
DI Nº 10 de OIML (2007)
Guía para la determinación de los intervalos de calibración de los
Instrumentos de medición
Programa de confirmación metrológica
Es importante señalar que:
• Es responsabilidad de cada laboratorio elegir y poner en
práctica cualquier o ninguno de los métodos descritos en este
documento sobre la base de sus necesidades y su evaluación
individual de los riesgos.
• También es responsabilidad del laboratorio evaluar la
efectividad del método que elija poner en práctica y asume la
responsabilidad por las consecuencias de las decisiones
adoptadas como resultado del método elegido.
El propósito general de realizar calibraciones
periódicas es:• mejorar la estimación de la desviación entre un valor de
referencia y el valor obtenido utilizando un instrumento de
medición;
• Caracterizar la incertidumbre que se puede lograr con el
instrumento de medición, y
• Confirmar si existe o no ha habido ninguna alteración del
instrumento de medición que podría introducir duda acerca de
los resultados entregados en el período transcurrido.
Factores a tomar en cuenta:
- El tipo de equipo
- La recomendación del fabricante
- Datos de tendencia basados en
registros de calibraciones anteriores
- Grado y severidad del uso
- Tendencia al desgaste y desviación
- Condiciones ambientales
- Exactitud buscada
- Consecuencias de un resultado
incorrecto
Criterios antagónicos a tomar en cuenta:
- El riesgo de que el equipo de medición
no cumpla la especificación al ser
utilizado, debe ser tan pequeño como
sea posible
- Los costos de la confirmación deben
ser mantenidos en un mínimo.
Método 1: Ajuste automático o en escalera (tiempo
calendario)
Cada vez que se calibra un instrumento en forma rutinaria,
el intervalo siguiente se amplía si se encuentran dentro de,
por ejemplo El 80% del error máximo permitido que se
requiere para la medición, o se reduce si se encuentra fuera
del error máximo permitido. Esta "escalera" de respuesta
puede producir un rápido ajuste de los intervalos y es fácil
de llevar a cabo sin esfuerzo administrativo.

Método 2: Grafica de control (tiempo calendario)
Permite identificar la dispersión de los resultados y la deriva. A
partir de estas cifras, se puede calcular el intervalo óptimo.
Además, el cálculo de la dispersión de los resultados indicará si
los límites de la especificación del fabricante son razonables y el
análisis de la deriva puede ayudar a encontrar que la genera.
Es difícil de aplicar y prácticamente sólo se pueden utilizar con
el procesamiento automático de datos.
Método 3: Tiempo de uso
Esta es una variación en los métodos anteriores. El método básico
se mantiene sin cambios, pero el intervalo de calibración se expresa
en horas de uso, en lugar de meses calendario. Puede usarse un
indicador de tiempo transcurrido para determinar el momento a
calibrar.
La ventaja teórica importante de este método es que el número de
calibraciones realizadas y por lo tanto el costo de la calibración es
directamente proporcional al tiempo que se utiliza el instrumento.
Método 4: Control en servicio o “Caja negra”
Es una variación en los métodos 1 y 2, y está especialmente indicado para
instrumentos complejos o consolas de prueba. Los parámetros críticos son
examinados con frecuencia (una vez al día o incluso más a menudo) mediante un
calibrador portátil o, preferiblemente, por una “caja negra", desarrollada
específicamente para revisar los parámetros seleccionados. Si el instrumento se
encuentra fuera del EMP, se segrega para realizar un control más complejo.
La ventaja de este método es que proporciona la máxima disponibilidad para el
usuario del instrumento, la dificultad está en definir los parámetros críticos y
diseñar la “caja negra". Aunque teóricamente el método es muy confiable, esto es
un poco ambiguo, ya que el instrumento puede estar fallando en algún parámetro
que no se mide con la “caja negra". Además, las características de la “caja negra"
en sí misma pueden no permanecer constantes.
Método 5: Otros enfoques estadísticos
Los métodos basados en el análisis estadístico de un instrumento
en particular o el tipo de instrumento también puede ser una
solución posible. Estos métodos están ganando más y más interés,
especialmente cuando se usa en combinación con herramientas
de software adecuadas.
Puede ser especialmente aplicable cuando un grupo de
instrumentos idénticos deben ser calibrados.
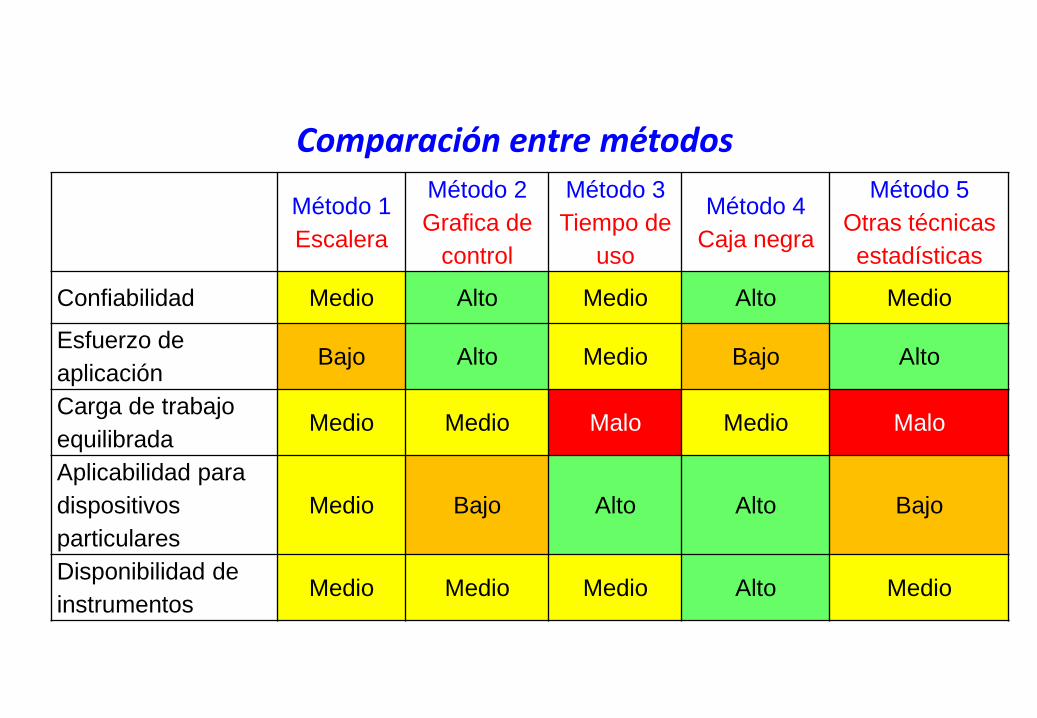
Método 1
Escalera
Método 2
Grafica de
control
Método 3
Tiempo de
uso
Método 4
Caja negra
Método 5
Otras técnicas
estadísticas
Confiabilidad Medio Alto Medio Alto Medio
Esfuerzo de
aplicaciónBajo Alto Medio Bajo Alto
Carga de trabajo
equilibradaMedio Medio Malo Medio Malo
Aplicabilidad para
dispositivos
particulares
Medio Bajo Alto Alto Bajo
Disponibilidad de
instrumentosMedio Medio Medio Alto Medio
Comparación entre métodos
Que métodos aplicaría
para establecer los
periodos de calibración
de sus dispositivos de
medición
TALLER 4:
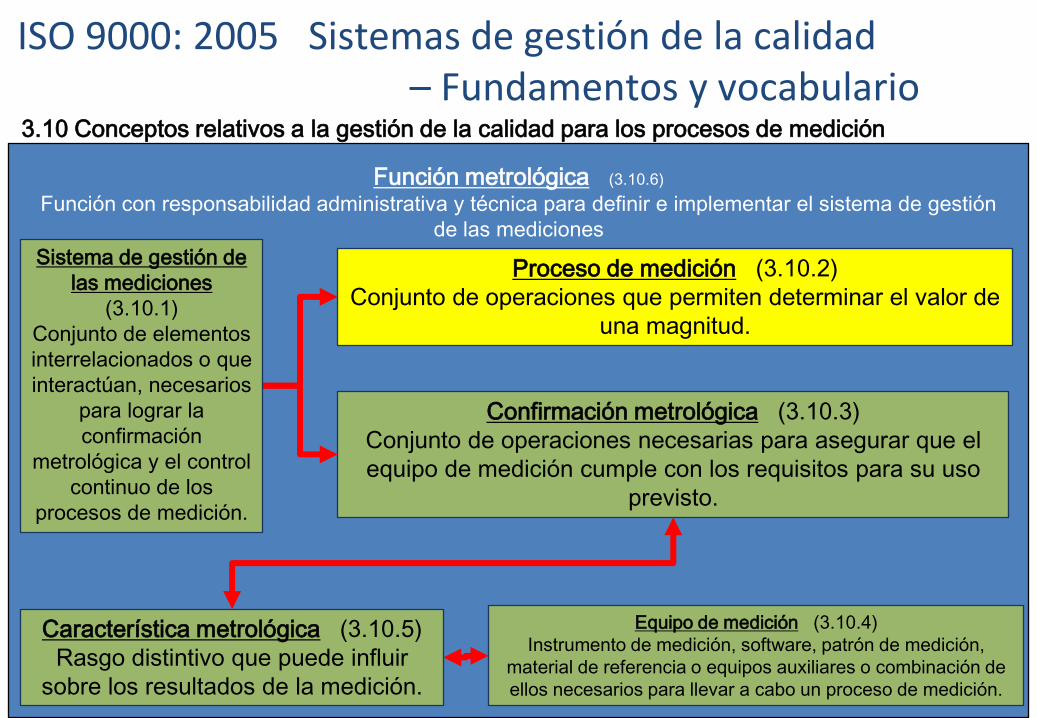
3.10 Conceptos relativos a la gestión de la calidad para los procesos de medición
Proceso de medición (3.10.2)
Conjunto de operaciones que permiten determinar el valor de
una magnitud.
Función metrológica (3.10.6)
Función con responsabilidad administrativa y técnica para definir e implementar el sistema de gestión
de las mediciones
Confirmación metrológica (3.10.3)
Conjunto de operaciones necesarias para asegurar que el
equipo de medición cumple con los requisitos para su uso
previsto.
Característica metrológica (3.10.5)
Rasgo distintivo que puede influir
sobre los resultados de la medición.
Equipo de medición (3.10.4)
Instrumento de medición, software, patrón de medición,
material de referencia o equipos auxiliares o combinación de
ellos necesarios para llevar a cabo un proceso de medición.
Sistema de gestión de
las mediciones
(3.10.1)
Conjunto de elementos
interrelacionados o que
interactúan, necesarios
para lograr la
confirmación
metrológica y el control
continuo de los
procesos de medición.
ISO 9000: 2005 Sistemas de gestión de la calidad– Fundamentos y vocabulario

MEDICIÓNProceso que consiste en obtener experimentalmente
uno o varios valores que pueden atribuirse
razonablemente a una magnitud.
(VIM 2.1)
1. Objeto y campo de aplicación
2. Referencias normativas
3. Definiciones
4. Requisitos de Gestión
5. Requisitos Técnicos
0. Introducción
NTP-ISO/IEC 17025:2006Requisitos generales para la competencia de los laboratorios de ensayo y calibración
2006-08-23
2 edición
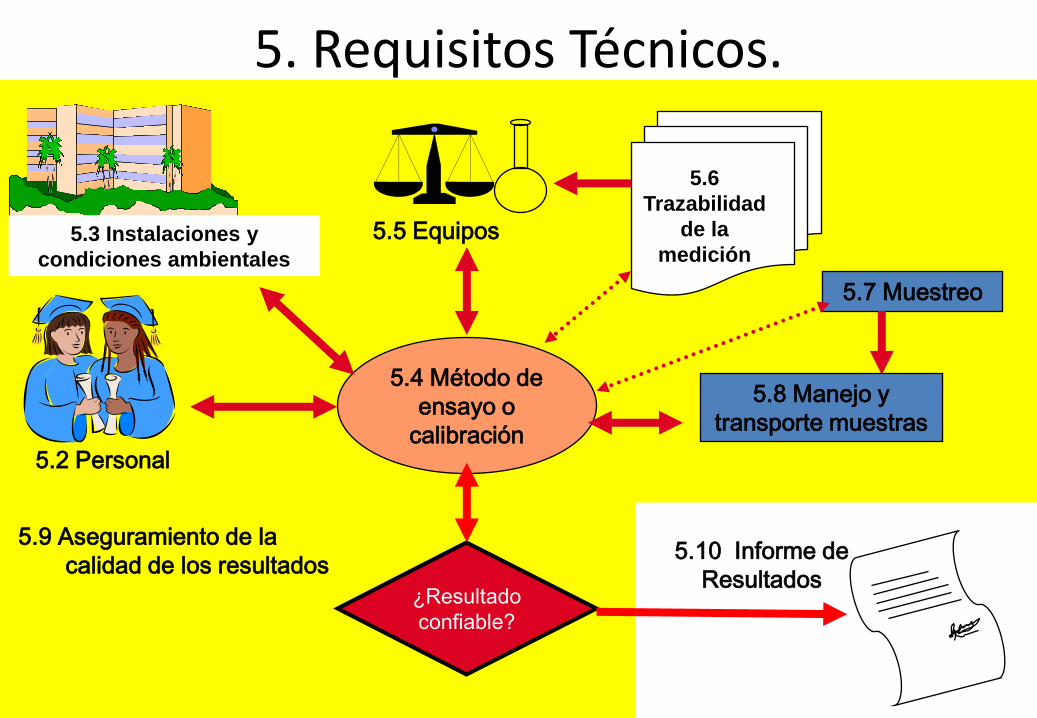
5.4 Método de
ensayo o
calibración5.2 Personal
5.5 Equipos
5.6
Trazabilidad
de la
medición
5.7 Muestreo
5.8 Manejo y
transporte muestras
¿Resultado
confiable?
5.10 Informe de
Resultados
5. Requisitos Técnicos.
5.3 Instalaciones y
condiciones ambientales
5.9 Aseguramiento de la
calidad de los resultados
Fenómeno que sirve como base de una medición
EJEMPLOS:- Efecto termoeléctrico aplicado a la medición de temperatura.
- Efecto Doppler aplicado a la medición de la velocidad
NOTA:- El fenómeno puede ser de naturaleza física, química o biológica.
PRINCIPIO DE MEDIDA VIM 2.4
Descripción genérica de la secuencia lógica
de operaciones utilizadas en una medición.
MÉTODO DE MEDIDA VIM 2.5
SUSTITUCIÓN, DIFERENCIAL Y CERO
O
DIRECTOS E INDIRECTOS
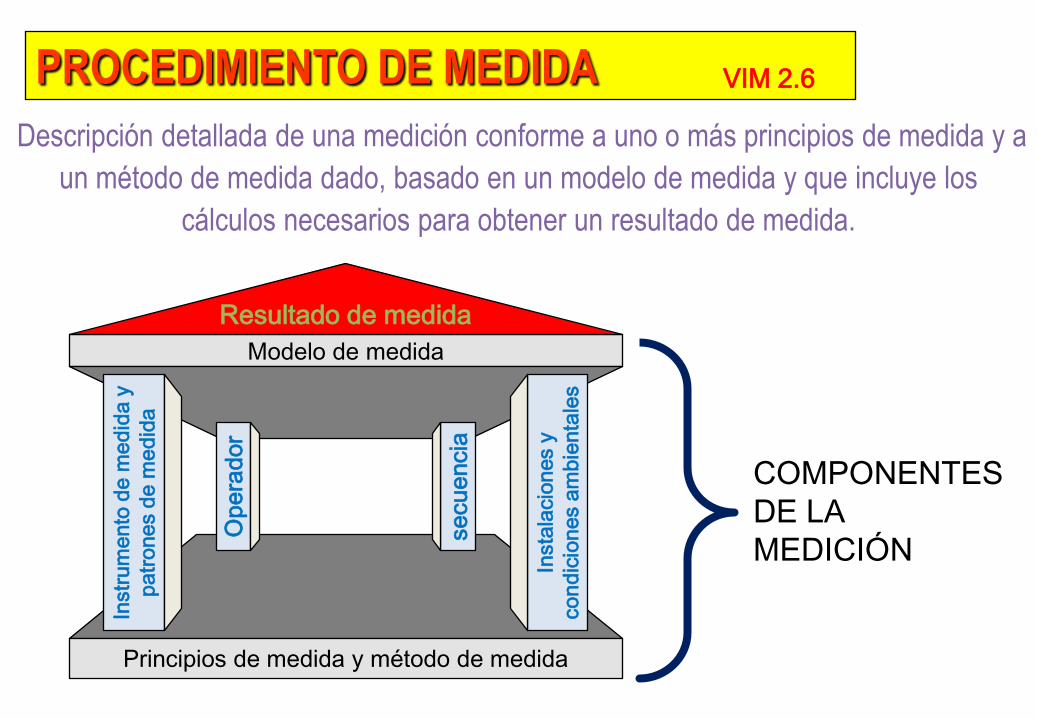
Descripción detallada de una medición conforme a uno o más principios de medida y a
un método de medida dado, basado en un modelo de medida y que incluye los
cálculos necesarios para obtener un resultado de medida.
PROCEDIMIENTO DE MEDIDA VIM 2.6
Principios de medida y método de medida
Modelo de medida
Instr
um
en
to d
e m
ed
ida
y
pa
trones d
e m
ed
ida
Insta
lacio
nes y
co
ndic
iones a
mb
ienta
les
Op
era
dor
se
cu
encia
Resultado de medida
COMPONENTES
DE LA
MEDICIÓN
Conjunto de valores de una magnitud
atribuidos a un mensurando, acompañados de
cualquier otra información relevante
disponible.
Resultado de medida (VIM 2.9)
23 bar
24 bar
C
Proximidad entre un valor medido y un valor
verdadero de un mensurando.
EXACTITUD DE MEDIDA (VIM 2.13)
NOTAS
• El concepto “exactitud de medida” no es una magnitud y no se expresa numéricamente.
Se dice que una medición es más exacta cuanto más pequeño es el error de medida.
• La exactitud de medida incluye el concepto “veracidad de medida” y “precisión de
medida”.
Proximidad entre la media de un número infinito
de valores medidos repetidos y un valor de
referencia.
VERACIDAD DE MEDIDA (VIM 2.14)
NOTAS
• La veracidad de medida esta inversamente relacionada con el error sistemático, pero
no esta relacionada con el error aleatorio.
• No debe utilizarse el término exactitud de medida en lugar de veracidad de medida y
viceversa.
Proximidad entre las indicaciones o los valores medidos
obtenidos en mediciones repetidas de un mismo objeto, o
de objetos similares, bajo condiciones especificadas.
PRECISIÓN DE MEDIDA (VIM 2.15)
NOTAS
• Es habitual que se exprese numéricamente mediante medidas de dispersión tales como la
desviación típica, la varianza o el coeficiente de variación bajo las condiciones especificadas.
• Las condiciones especificadas pueden ser: repetibilidad, precisión intermedia o
reproducibilidad.
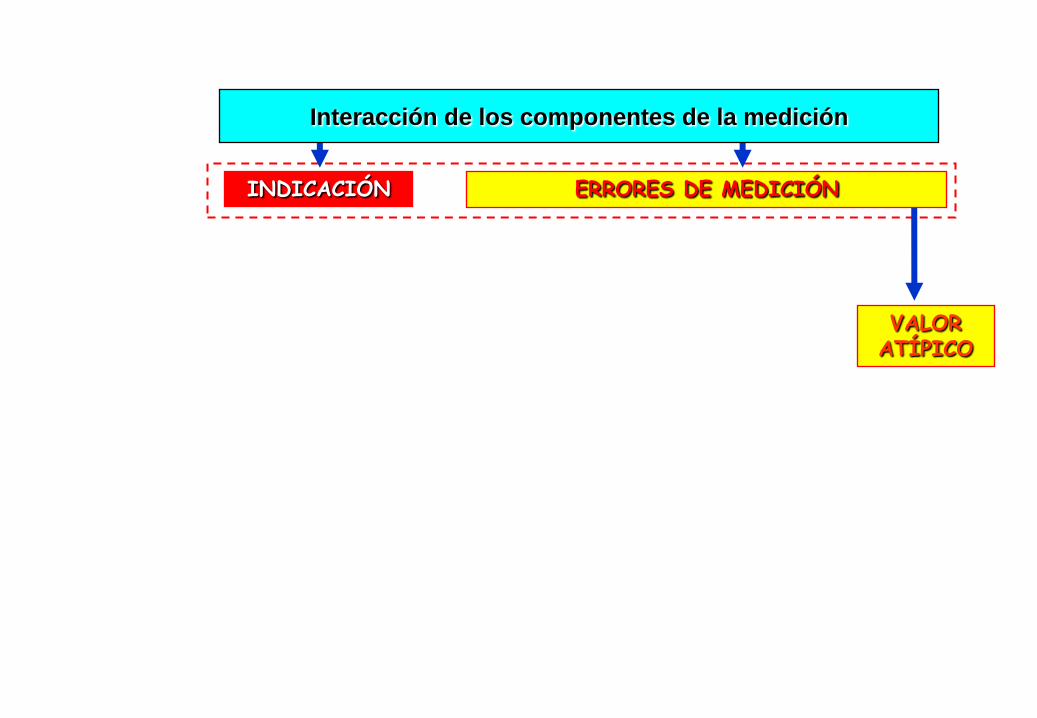
VALOR ATÍPICO
ERRORES DE MEDICIÓNINDICACIÓN
Interacción de los componentes de la medición
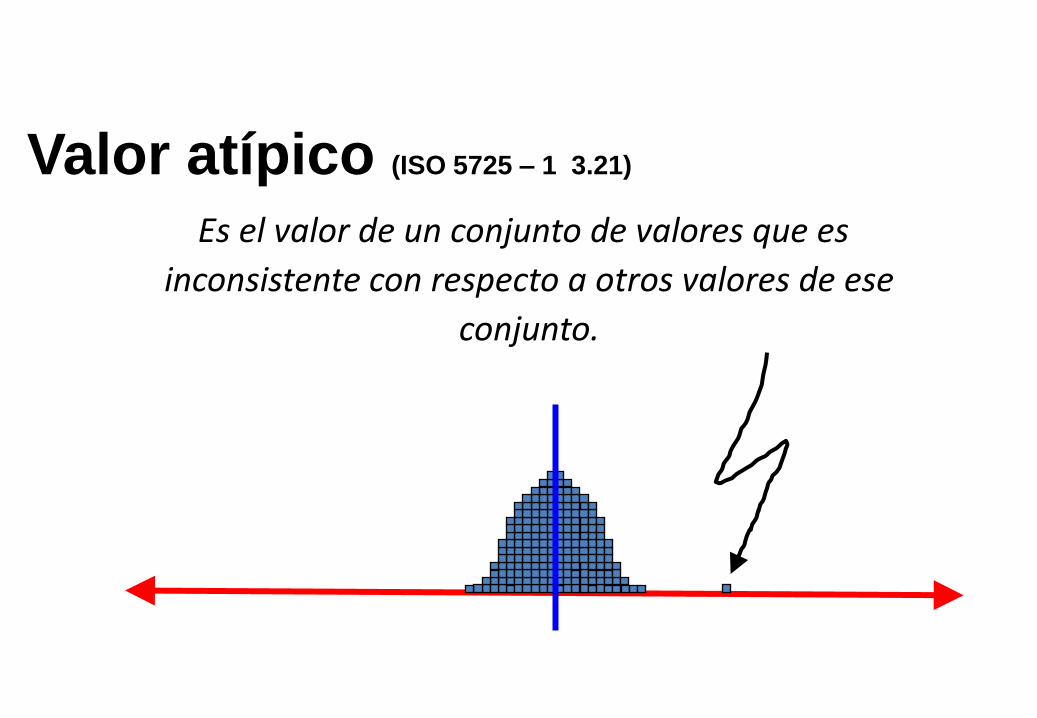
Es el valor de un conjunto de valores que es
inconsistente con respecto a otros valores de ese
conjunto.
Valor atípico (ISO 5725 – 1 3.21)
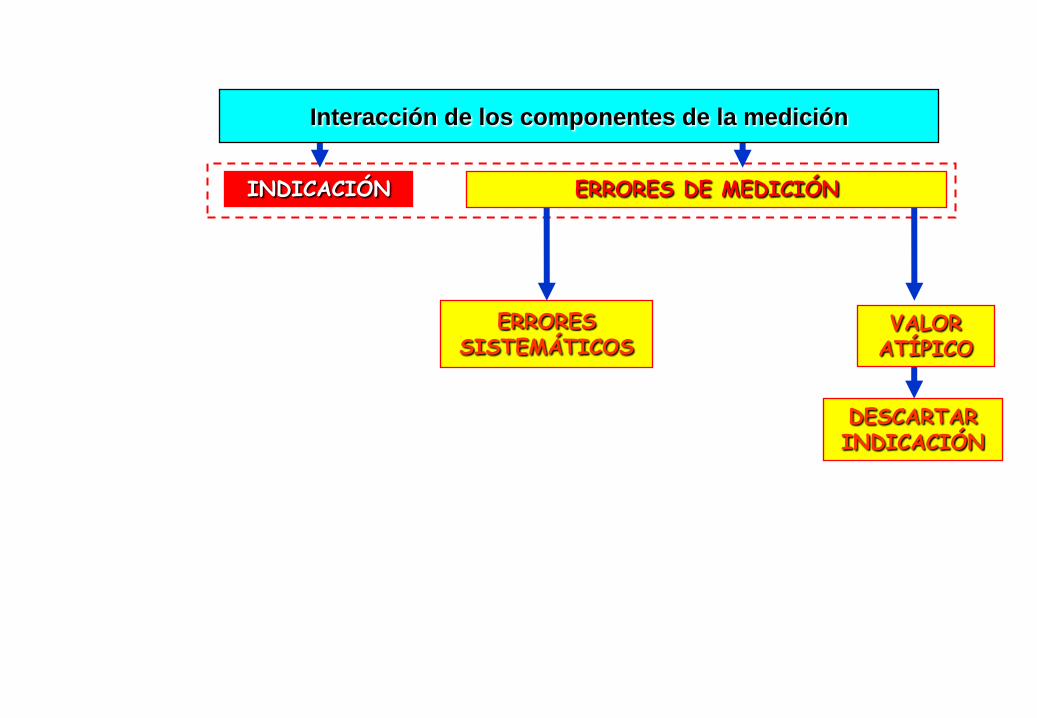
ERRORES SISTEMÁTICOS
VALOR ATÍPICO
ERRORES DE MEDICIÓNINDICACIÓN
Interacción de los componentes de la medición
DESCARTAR INDICACIÓN
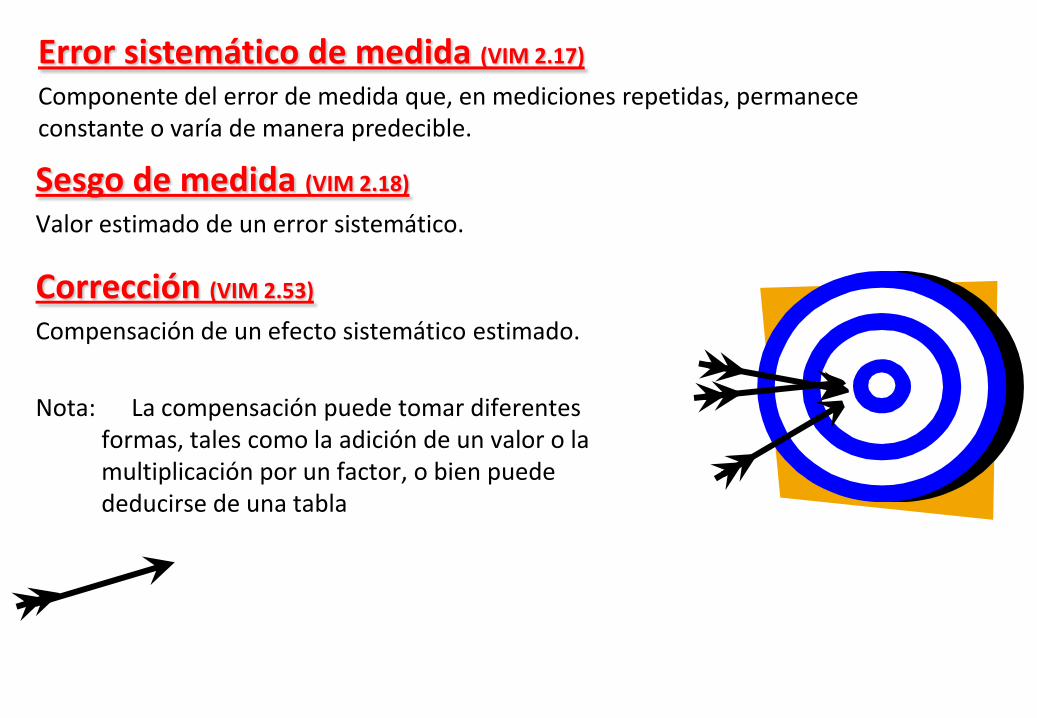
Error sistemático de medida (VIM 2.17)
Componente del error de medida que, en mediciones repetidas, permanece constante o varía de manera predecible.
Corrección (VIM 2.53)
Compensación de un efecto sistemático estimado.
Nota: La compensación puede tomar diferentes formas, tales como la adición de un valor o la multiplicación por un factor, o bien puede deducirse de una tabla
Sesgo de medida (VIM 2.18)
Valor estimado de un error sistemático.
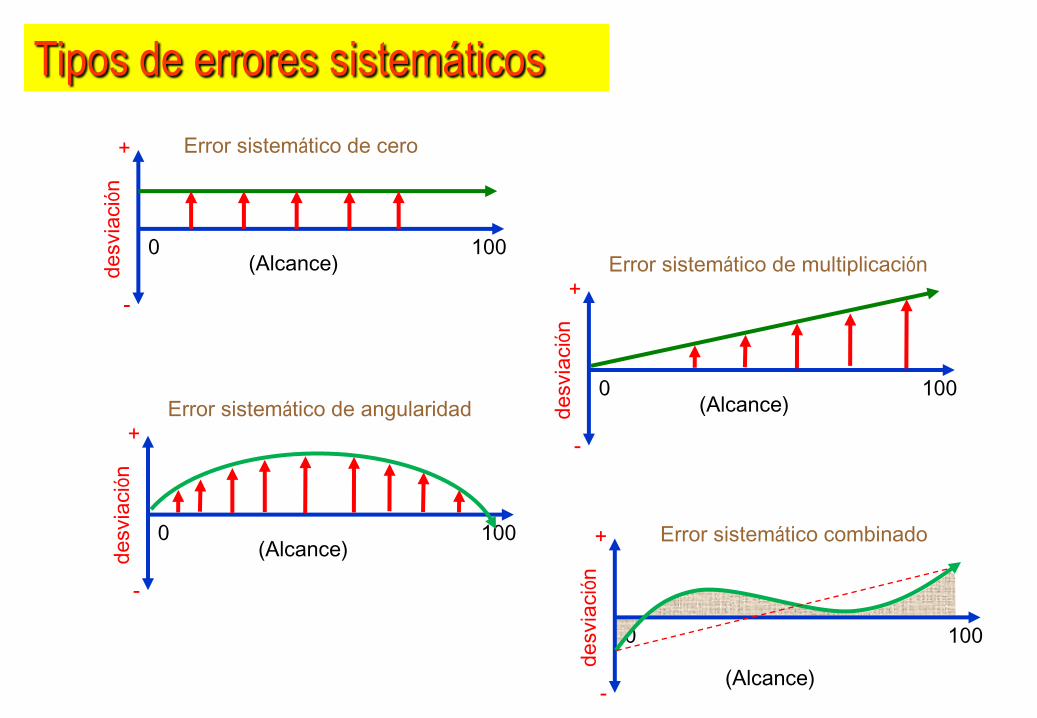
Tipos de errores sistemáticos
Error sistemático de cero
desvia
ció
n
+
-
0 100(Alcance) Error sistemático de multiplicación
de
svia
ció
n
+
-
0 100(Alcance)Error sistemático de angularidad
desvia
ció
n
+
-
0 100(Alcance)
Error sistemático combinado
desvia
ció
n
+
-
0 100
(Alcance)
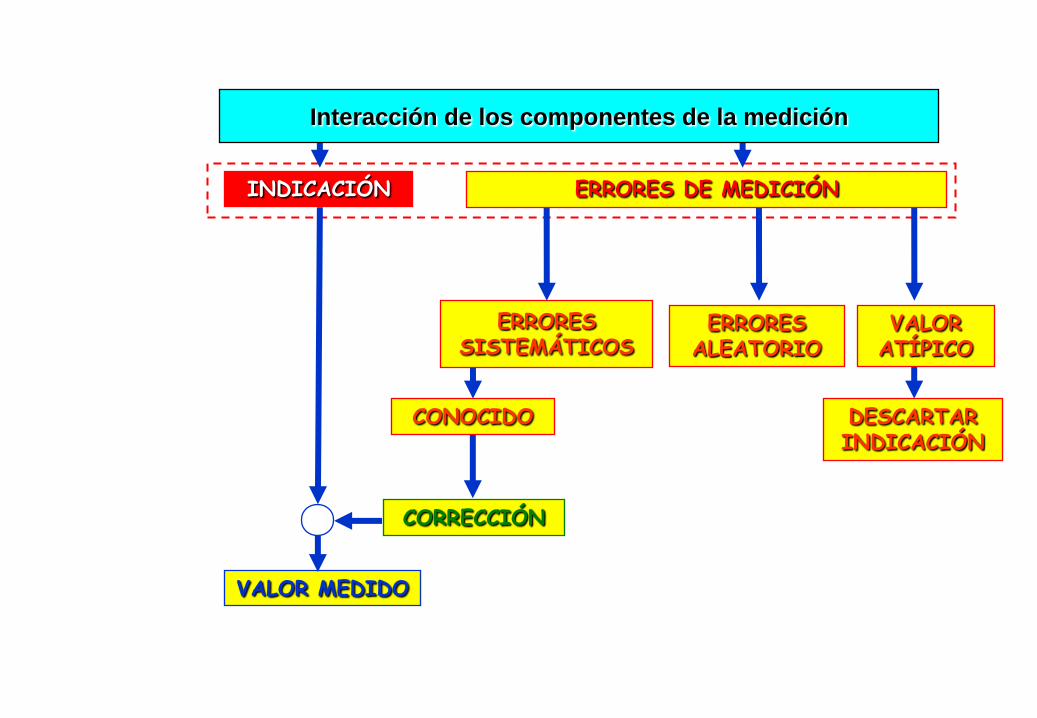
VALOR MEDIDO
CONOCIDO
ERRORES SISTEMÁTICOS
ERRORES ALEATORIO
VALOR ATÍPICO
CORRECCIÓN
ERRORES DE MEDICIÓNINDICACIÓN
Interacción de los componentes de la medición
DESCARTAR INDICACIÓN

Error Aleatorio de medida (VIM 2.19)
Componente del error de medida que en mediciones repetidas, varia de manera impredecible.
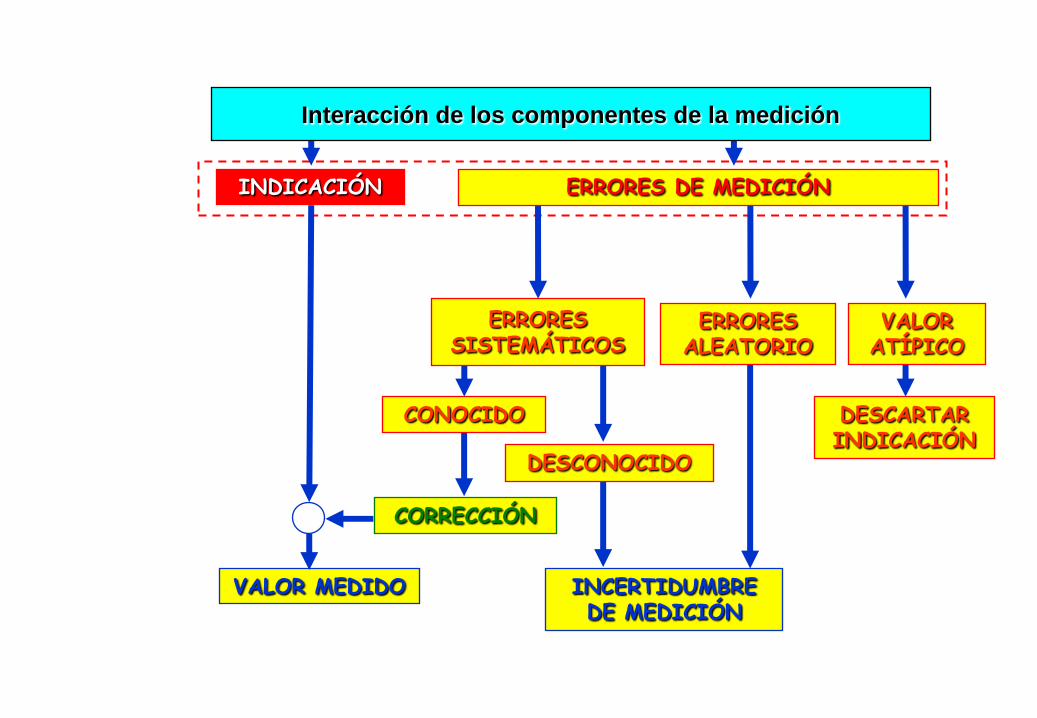
VALOR MEDIDO INCERTIDUMBRE DE MEDICIÓN
CONOCIDO
ERRORES SISTEMÁTICOS
ERRORES ALEATORIO
VALOR ATÍPICO
CORRECCIÓN
DESCONOCIDO
ERRORES DE MEDICIÓNINDICACIÓN
Interacción de los componentes de la medición
DESCARTAR INDICACIÓN
Parámetro, no negativo que caracteriza la
dispersión de los valores atribuidos a un
mensurando, a partir de la información que
se utiliza.
Incertidumbre de medida (VIM 2.26)
Componente de la incertidumbre de medida
resultante de la falta de detalles en la
definición del mensurando.
Incertidumbre debida a la definición (VIM 2.26)

Variabilidad
del sistema
de medición
muestra
Instrumento
Ambiente
Observador
Procedimientos
Patrones
Trazabilidad
Estabilidad
Deriva
Detalle, paso a paso
Definiciones
Cálculos
Principios, leyes
Secuencia
Estabilidad
Representatibidad
Temperatura
humedad
P. atmosférica
Vibración
Iluminación
Polvo
Interferencia
electromagnética
Ruido
Viento
Construcción
Estabilidad
Robustes
Calibración
Mantenimiento
Supuestos de operación
Diseño
Formación
Experiencia
Actitud
EntrenamientoCapacidades
físicas
Geometría
Requerimientos
de sujección
Definición de
características
Interrelación entre
características
Deformación
elástica
Paso 2Identificar las fuentes de incertidumbre.
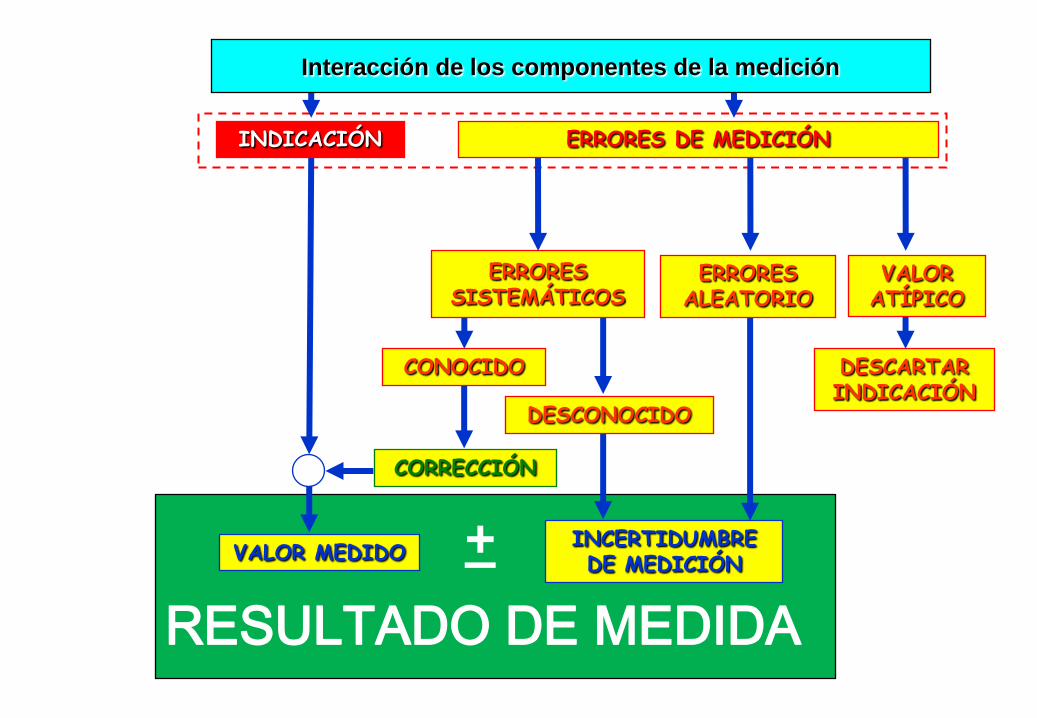
VALOR MEDIDOINCERTIDUMBRE DE MEDICIÓN
+
CONOCIDO
ERRORES SISTEMÁTICOS
ERRORES ALEATORIO
VALOR ATÍPICO
CORRECCIÓN
DESCONOCIDO
ERRORES DE MEDICIÓNINDICACIÓN
Interacción de los componentes de la medición
DESCARTAR INDICACIÓN
RESULTADO DE MEDIDA
Identifique cuando será
necesario conocer la
incertidumbre de medida
asociada a los procesos
de medición realizados
TALLER 5:


InspecciónQ
C Producto
ProcesoQ
A
QC
QC-Control de la calidad parte de la gestión de la calidadorientada al cumplimiento de los requisitos de la calidad. Es elconjunto de técnicas y actividades, de carácter operativo,utilizadas para verificar los requisitos relativos a la calidad delproducto o servicio. Sean inherentes al mismo o como parte delproceso seguido para su obtención.
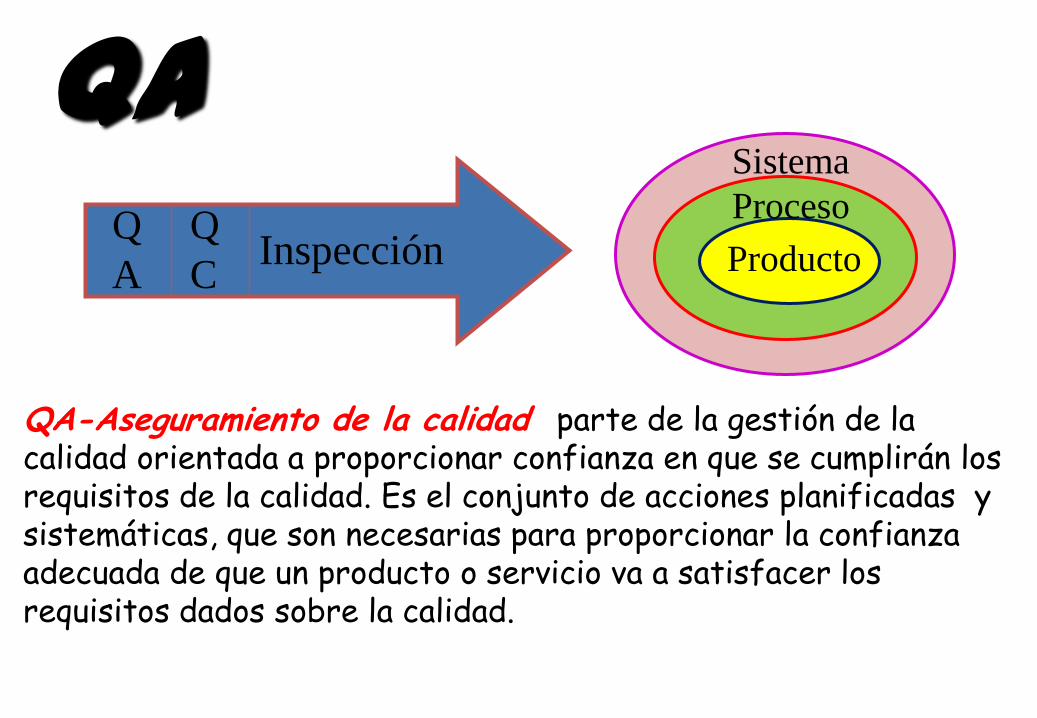
InspecciónQ
C Producto
Proceso
Sistema
Q
A
QA
QA-Aseguramiento de la calidad parte de la gestión de la calidad orientada a proporcionar confianza en que se cumplirán los requisitos de la calidad. Es el conjunto de acciones planificadas y sistemáticas, que son necesarias para proporcionar la confianza adecuada de que un producto o servicio va a satisfacer los requisitos dados sobre la calidad.
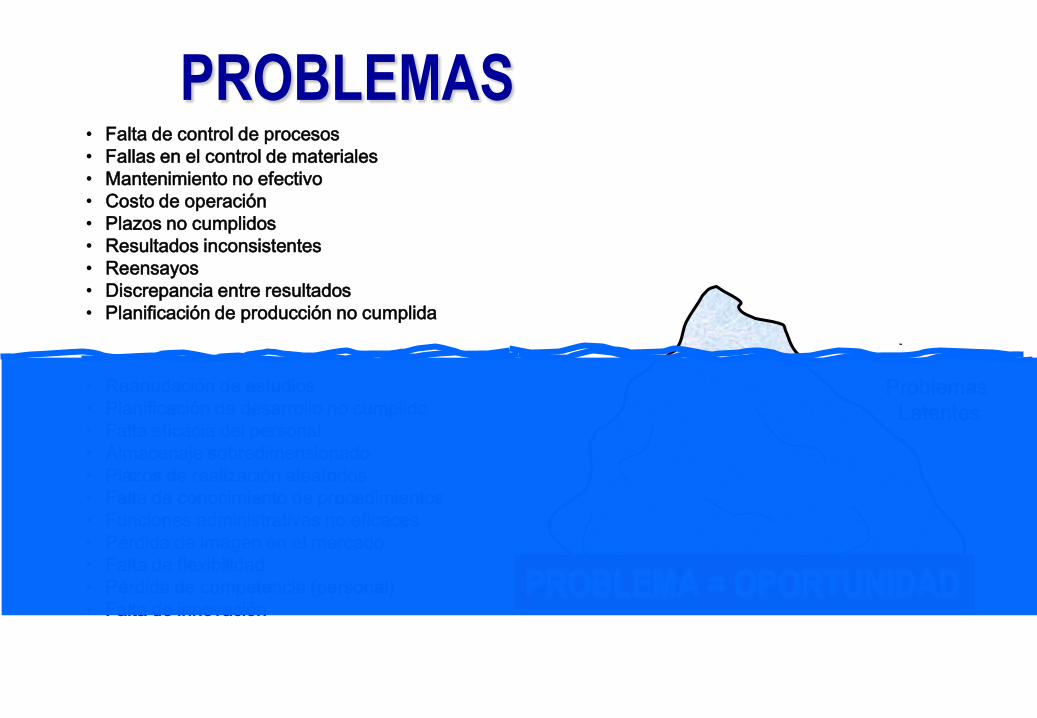
PROBLEMA = OPORTUNIDAD
Problemas
Aparentes
Problemas
Latentes
• Falta de control de procesos
• Fallas en el control de materiales
• Mantenimiento no efectivo
• Costo de operación
• Plazos no cumplidos
• Resultados inconsistentes
• Reensayos
• Discrepancia entre resultados
• Planificación de producción no cumplida
• Reanudación de estudios
• Planificación de desarrollo no cumplido
• Falta eficacia del personal
• Almacenaje sobredimensionado
• Plazos de realización aleatorios
• Falta de conocimiento de procedimientos
• Funciones administrativas no eficaces
• Pérdida de imagen en el mercado
• Falta de flexibilidad
• Pérdida de competencia (personal)
• Falta de innovación
PROBLEMAS
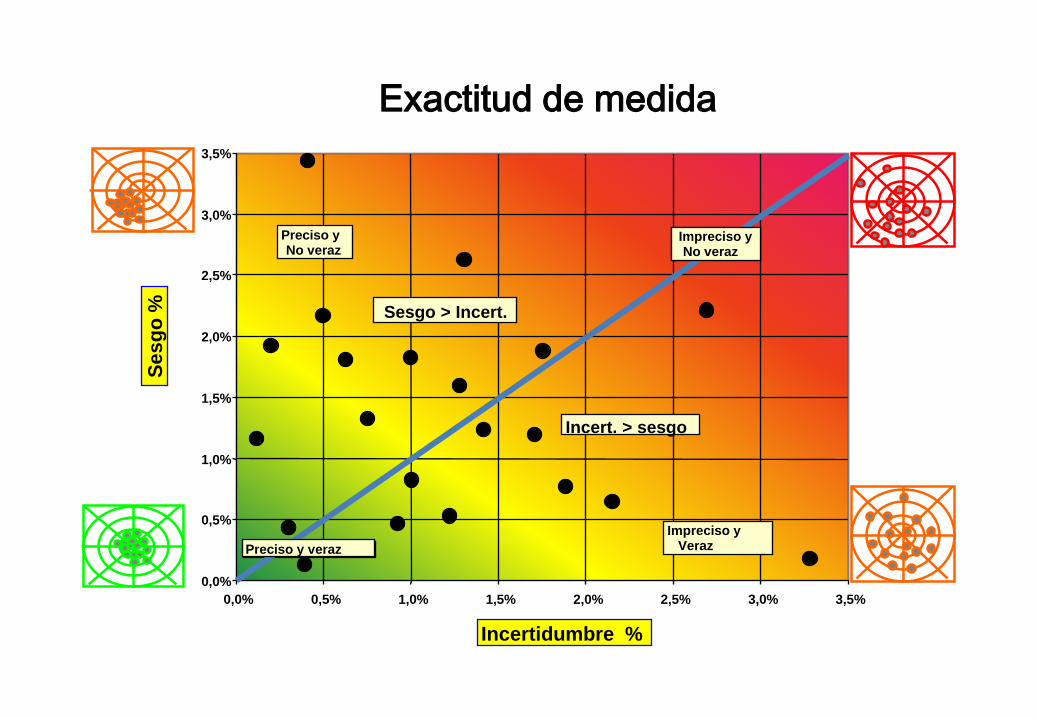
Exactitud de medida
0,0%
0,5%
1,0%
1,5%
2,0%
2,5%
3,0%
3,5%
0,0% 0,5% 1,0% 1,5% 2,0% 2,5% 3,0% 3,5%
Incertidumbre %
Se
sg
o% Sesgo > Incert.
Incert. > sesgo
Preciso y veraz
Preciso y No veraz
Impreciso yVeraz
No verazImpreciso yNo veraz
Impreciso y
Preciso y veraz

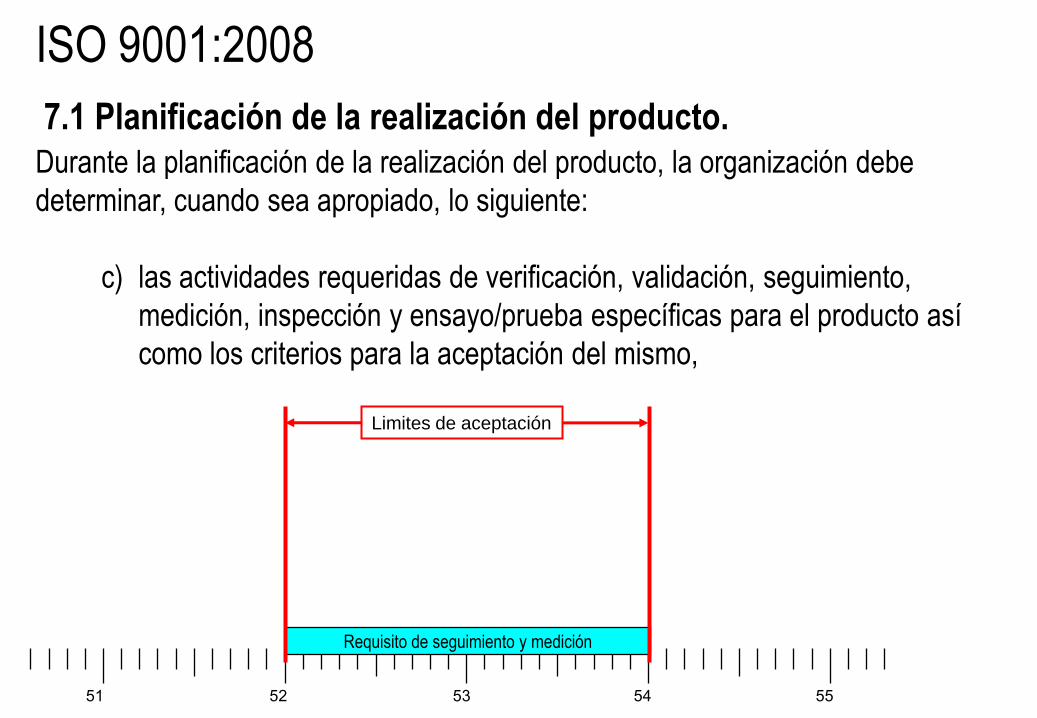
7.1 Planificación de la realización del producto.Durante la planificación de la realización del producto, la organización debe
determinar, cuando sea apropiado, lo siguiente:
c) las actividades requeridas de verificación, validación, seguimiento,
medición, inspección y ensayo/prueba específicas para el producto así
como los criterios para la aceptación del mismo,
ISO 9001:2008
51 52 53 54 55
Requisito de seguimiento y medición
Limites de aceptación
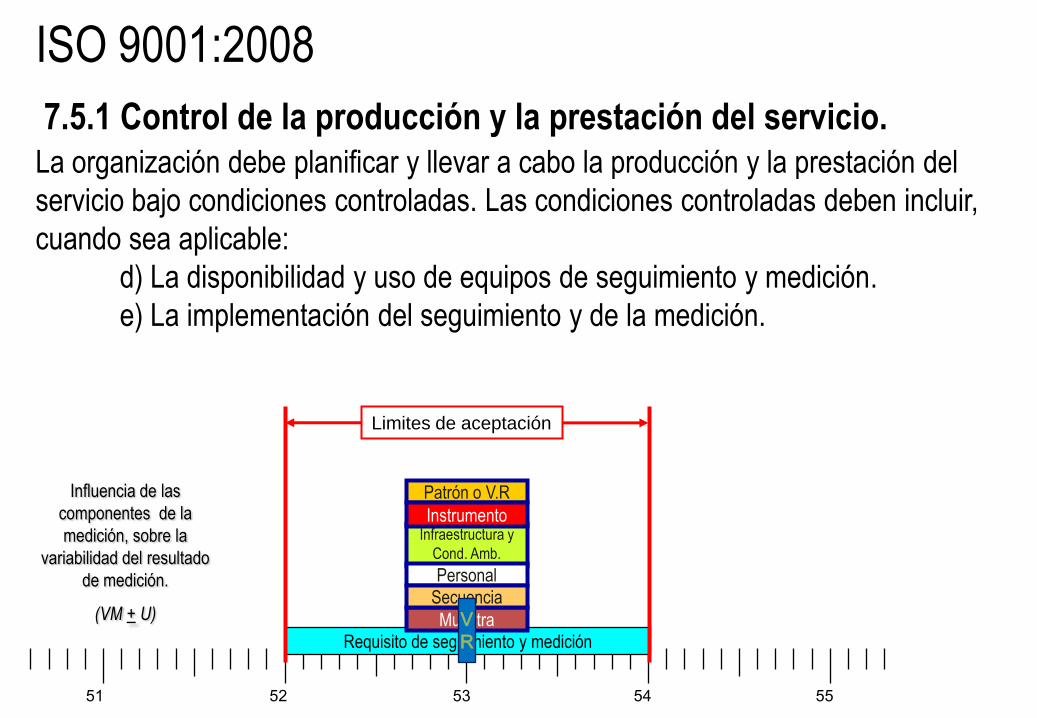
ISO 9001:2008
7.5.1 Control de la producción y la prestación del servicio.La organización debe planificar y llevar a cabo la producción y la prestación del
servicio bajo condiciones controladas. Las condiciones controladas deben incluir,
cuando sea aplicable:
d) La disponibilidad y uso de equipos de seguimiento y medición.
e) La implementación del seguimiento y de la medición.
51 52 53 54 55
Influencia de las
componentes de la
medición, sobre la
variabilidad del resultado
de medición.
(VM + U)
Requisito de seguimiento y mediciónMuestra
Patrón o V.R
Infraestructura y
Cond. Amb.
Instrumento
Personal
Secuencia
V
R
Limites de aceptación
ISO 9001:2008
51 52 53 54 55
Influencia de las
componentes de la
medición, sobre la
variabilidad del resultado
de medición.
(RC + U)
Requisito de seguimiento y mediciónMuestra
Patrón o V.R
Infraestructura y
Cond. Amb.
Instrumento
Personal
Secuencia
Limites de aceptación
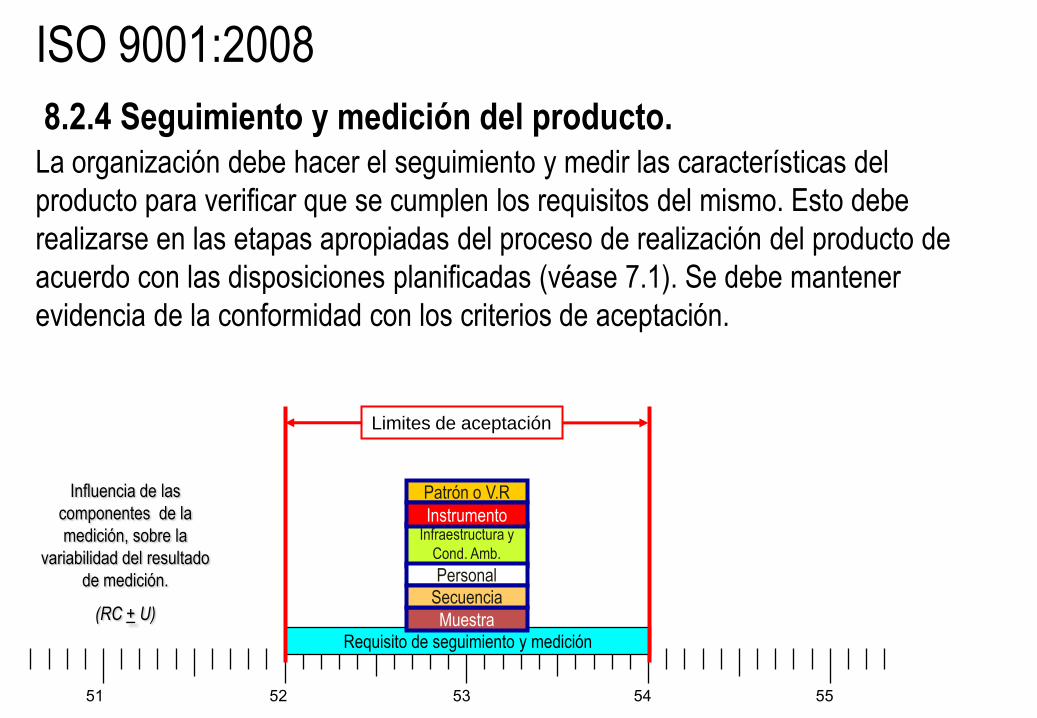
8.2.4 Seguimiento y medición del producto.La organización debe hacer el seguimiento y medir las características del
producto para verificar que se cumplen los requisitos del mismo. Esto debe
realizarse en las etapas apropiadas del proceso de realización del producto de
acuerdo con las disposiciones planificadas (véase 7.1). Se debe mantener
evidencia de la conformidad con los criterios de aceptación.
ISO 9001:2008
51 52 53 54 55
Influencia de las
componentes de la
medición, sobre la
variabilidad del resultado
de medición.
(RC + U)
Requisito de seguimiento y mediciónMuestra
Patrón o V.R
Infraestructura y
Cond. Amb.
Instrumento
Personal
Secuencia
Limites de aceptación
7.6 Control de los equipos de seguimiento y de medición.
La organización debe determinar
• el seguimiento y la medición a realizar,
• y los equipos de seguimiento y medición
necesarios para proporcionar la evidencia de la conformidad del producto con los
requisitos determinados.
ISO 9001:2008
51 52 53 54 55
Influencia de las
componentes de la
medición, sobre la
variabilidad del resultado
de medición.
(RC + U)
Requisito de seguimiento y mediciónMuestra
Patrón o V.R
Infraestructura y
Cond. Amb.
Instrumento
Personal
Secuencia
Limites de aceptación
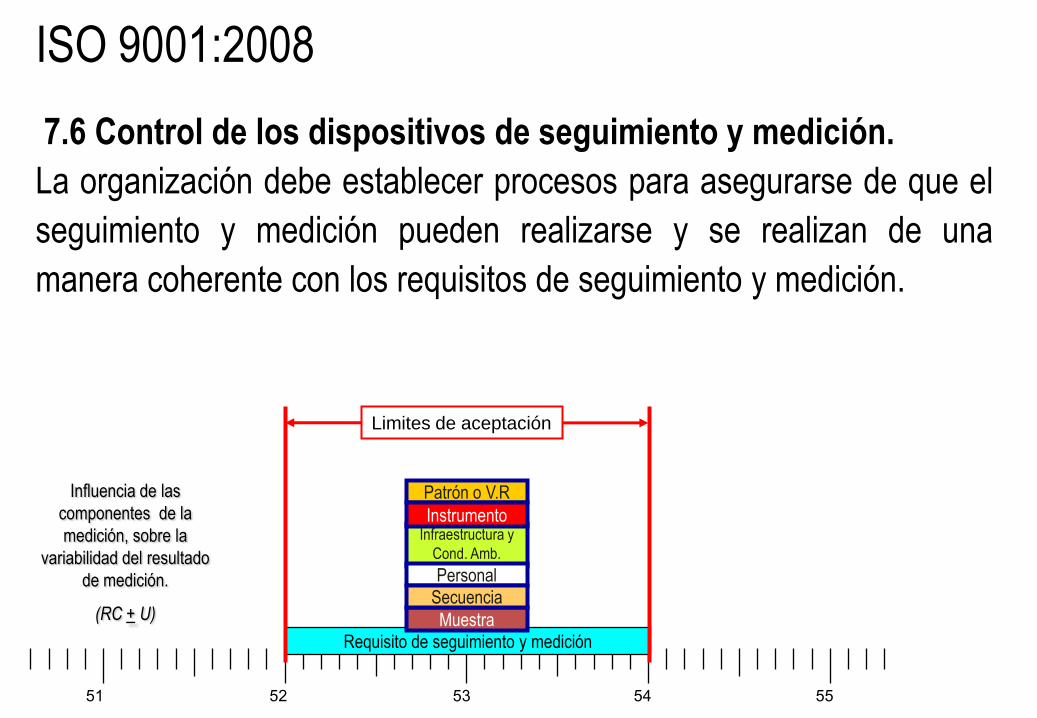
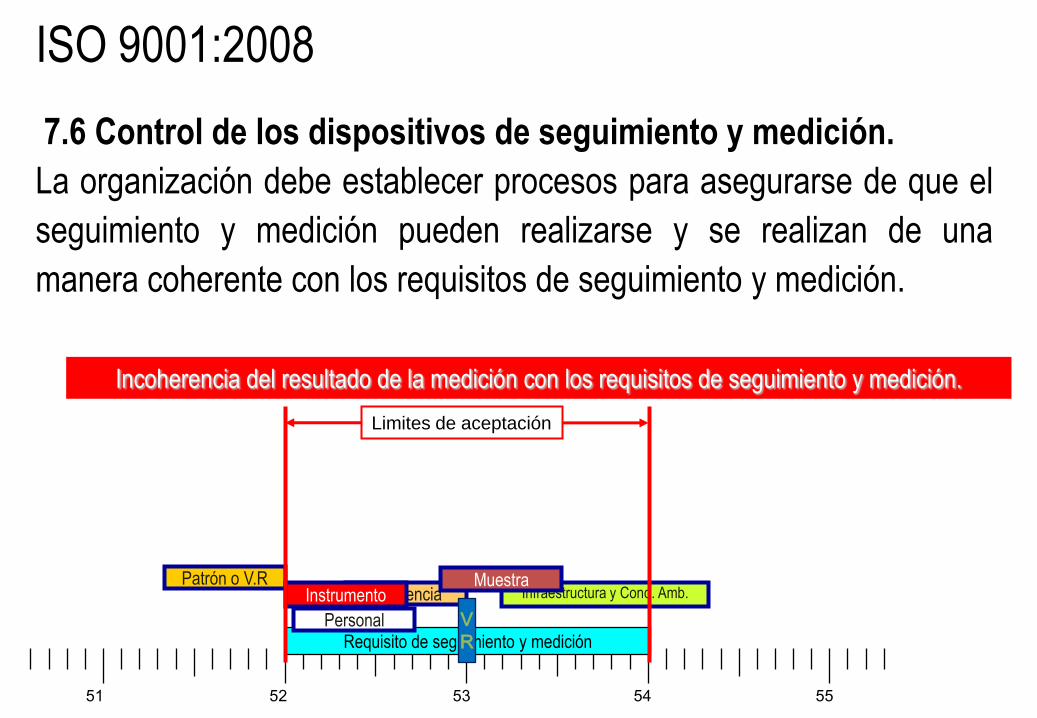
7.6 Control de los dispositivos de seguimiento y medición.
La organización debe establecer procesos para asegurarse de que el
seguimiento y medición pueden realizarse y se realizan de una
manera coherente con los requisitos de seguimiento y medición.
Patrón o V.RSecuencia Infraestructura y Cond. Amb.
ISO 9001:2008
51 52 53 54 55
Incoherencia del resultado de la medición con los requisitos de seguimiento y medición.
Requisito de seguimiento y medición
Instrumento
Personal V
R
Limites de aceptación
7.6 Control de los dispositivos de seguimiento y medición.
La organización debe establecer procesos para asegurarse de que el
seguimiento y medición pueden realizarse y se realizan de una
manera coherente con los requisitos de seguimiento y medición.
Muestra
a) Calibrarse o verificarse, o ambos, a intervalos especificados o antes
de su utilización, comparando con patrones de medición trazables a
patrones de medición internacionales o nacionales; cuando no exista
tales patrones debe registrarse la base utilizada para la calibración o
la verificación (véase 4.2.4);
7.6 Control de los dispositivos de seguimiento y
medición.
Cuando sea necesario asegurarse de la validez de los
resultados, el equipo de medición debe:
ISO 9001:2008

c) estar identificado para poder determinar su estado de calibración;
d) Protegerse contra ajustes que pudieran invalidar el resultado de la
medición;
e) Protegerse contra los daños y el deterioro durante la manipulación, el
mantenimiento y el almacenamiento.
7.6 Control de los dispositivos de seguimiento y
medición.
Cuando sea necesario asegurarse de la validez de los resultados, el
equipo de medición debe:.
ISO 9001:2008
b) ajustarse o reajustarse según sea necesario;
7.6 Control de los dispositivos de seguimiento y
medición.
Además, la organización debe evaluar y registrar la validez
de los resultados de las mediciones anteriores cuando se
detecte que el equipo no está conforme con los requisitos.
La organización debe tomar las acciones apropiadas sobre
el equipo y sobre cualquier producto afectado.
Deben mantenerse registros de los resultados de la
calibración y la verificación (véase 4.2.4).
ISO 9001:2008
7.6 Control de los dispositivos de seguimiento y
medición.
Debe confirmarse la capacidad de los programas
informáticos para satisfacer su aplicación prevista cuando
éstos se utilicen en las actividades de seguimiento y
medición de los requisitos especificados. Esto debe llevarse
a cabo antes de iniciar su utilización y confirmarse de nuevo
cuando sea necesario.
ISO 9001:2008
NOTA La confirmación de la capacidad del software para satisfacer su aplicación
prevista incluiría habitualmente su verificación y gestión de la configuración
para mantener la idoneidad para su uso.

Documentos relacionados con el Sistema de gestión de la medición
Lista de equipos bajo control metrológico
procedimiento de control metrológico
Ficha de identificación
Programa de mantenimiento y calibración
Identificación de estado de calibración o verificación
Sellos de integridad
Informes de mantenimiento
Informes o certificados de calibración
Informes de verificación
Informe de validación
Instrucciones de operación
Instrucciones de mantenimiento
Procedimientos de medición, calibración y/o verificación
Demostración de competencia en la medición
Desarrolle una lista de
los documentos que
necesita para respaldar
su sistema de gestión de
la medición.
TALLER 6:
