designing a multi-echelon multi-period supply chain under...
TRANSCRIPT
Online Access: www.absronline.org/journals
*Corresponding author: H. Madani School of Industrial Engineering, College of Engineering, University of Tehran, Iran.
43
International Journal of Operations and Logistics
Management Volume 4, Issue 1
Pages: 43-71
March, 2015
e-ISSN: 2309-8023
p-ISSN: 2310-4945
Designing a Multi-Echelon Multi-Period Supply Chain under Uncertainty: A Simulation-Optimization Approach
H. Madani
School of Industrial Engineering, College of Engineering, University of Tehran, Iran
Presence of many constraints and existing uncertainties in the real world is always a barrier against properly using the potentials of supply chain to attain its main purpose such as timely responding to customers’ demands and meeting their satisfactions. This study investigates the effects of different scenarios and decisions (policies) made on supply chain performance. A Simulation-optimization approach has been used for making optimal decisions under uncertainty. According to the uncertainties in the discrete stochastic simulation and also system complexity, meta-innovative genetic algorithm was used to find the preferred parameters of supply chain. Moreover, Taguchi method is used for setting up the optimal simulation-optimization algorithm parameters. Finally, results indicate the efficiency of the proposed algorithm. The proposed algorithm of this study help policy makers to minimize demand lost under different circumstances and data uncertainty.
Keywords: Supply Chain; Simulation Optimization; Uncertainty
INTRODUCTION
There are general definitions of supply chain management. These definitions are occasionally such general that include wide range of inter and extra-organizational activities. Supply chain is a dynamic entity embedding the information flows, product and money. Word “Supply Chain” indicates a flow of materials, products, information and money from customers to retailers followed by towards distributors and wholesalers and then
towards manufacturers and suppliers and vice versa (Chaparral & Mindel, 2007).
A supply chain is a complicated network comprising from several organizations with different goals for producing and distributing the products based on customers’ demand (Simchi- Loui et al., 2003). Components of each supply chain generally include customers, retailers, distributors, manufacturers and suppliers and they

Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
44
are different based on the type of supply chain (Chaperal & Mindle, 2007).
In a supply chain, the people engaged in production and suppliers of demands mostly think about how to demand the customers’ needs, from raw materials required to production, assembly, packaging, distribution and finally sales. As a supply chain is extended, it is impossible to have an accurate prediction of exogenous dynamics and intra-chain events (Min & Zhou, 2002). This indicates the necessity of making decisions under uncertainty conditions for providing proper policies in order for meeting the needs under different limitations(Noorul Haq & Kannan, 2006). Some of such uncertainties in supply chain include uncertainty in the supply, transportation, production (downtime and interruption of production resources) and demand. Some of limitations can be usually observed in the supply chains including storage, supply and production capacity, balance and demand constraints.
Since there are many studies conducted to maximize the benefits of distributors, manufacturers and suppliers. In order for finding the best strategies in the complicated networks, it is necessary to have incentive communication and coordination among partners in the chain to attain an optimal flow of information and materials in the chain (Sari, 2008).
There are different issues in multi-echelon supply chain that different objectives could be followed according to the type and need of chain. More, there are investigated some studies conducted by different objectives in multi-echelon supply chain.
Sherbrook (1968) conducted one of the first and most important works in multi-echelon supply chain. He developed a mathematical model for determining the inventory echelons in a multi-echelon supply chain aiming to minimize the expected backorders.
Cagler et al. (2003) investigated a multi-echelon and multi-item supply chain related to a limitation of an average response time in each point of demand. Wang et al. (2007) also investigated a dual-echelon chain similar to a chain provided by Cagler et al. (2003) with average response time limitation in any demand point.
Chen and Lee (2004) provided multi-objective optimization model in multi-echelon supply chain considering the uncertainty of price and demand of the product. In a paper, You and Grossmann (2010) provided an optimal design of a multi-echelon supply chain using a mixed- integer programming model in chemical industries and related companies to the existing systems in the presence of uncertainty of customer’s demand. Providing a multi-objective model, Bejareski et al. (2009) made decision for site and capacity of factories and how goods flow I the multi-echelon and multi-period supply chain. In their paper, Tsi and jang (2013) provided a simulation-optimization model to solve a dual-echelon inventory system aiming to minimize total inventory costs. Hi and Jao (2012) decided to optimally coordinate the multi-echelon supply chain under uncertainty of demand and supply.
To solve the problems about uncertainty, researchers provided many methods as indicated in Table (1).
TABLE 1 HERE
In many previous studies such as (Petrovic, 2001; Jung et al., 2004; Van Der Zee & Van Der Vorst, 2005; Sahay & Ierapetritou, 2013; Meisel & Bierwirth, 2014), simulation and optimization techniques have been used in supply chains with uncertainties. In this study, there has been considered a tri-echelon supply chain including supply, production and sales echelons of uncertainty in each three echelons. Using discrete simulation techniques, the final objective is finding the best policies in the presence of different scenarios. Main objective is to minimize the total weight of lost demands of customers under limitations of supply, production and storage capacity and budget using hybrid algorithm, Imperialist Competitive Algorithm (ICA) and Genetic Algorithm (GA). In order for considering the monetary temporal value, there has been used of engineering economic techniques in financial and cost calculations.
Motivation and significance
Reviewing the literature, one can find out the researching gap and innovations of this study detailed as below:

Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
45
- Optimizing a multi-period, multi-echelon and multi-product supply chain
- Modeling a wide range of constraints including supply, production and storage capacity and budget constraints;
- Simulation optimization under uncertainty in three echelons, supply, production and sales;
- Benefiting from engineering economy techniques and involving the temporal- monetary value for increasing the accuracy of financial and expenditure calculations in budget limitation;
he statement of problem has brought in the section two. Section three of this study introduces simulation-optimization system and the obtained results are presented in section four and finally section five presented conclusion.
Problem Statement
Main objective of this study is finding optimal parameters of a tri-echelon supply chain- including supply, production and sales echelons- to minimize the lost demand of customers under uncertainty in the supply capacity of suppliers, accessing time for production (taking machine failures into account) and customers’ demand. By such explanations, the simulation system of this study comprises from three main sub-systems including supply, production and sales. Along with, it is necessary to model the theories, constraints and variables of existing decisions in each sub-system in addition to investigating and simulating the internal mechanisms of any sub-system ad their interactions. In order for accurately simulating what happens in real world, there have been considered some uncertainties which have been mentioned previously.
Following assumption have been considered during simulation and optimization of the supply chain:
- Multi-period supply chain planning and optimization;
- Possibility of storing the raw materials;
- Possibility of storing the final products;
- Supply capacities and customers’ demands seemed to be stochastic;
- Failures in the production stage and planning for repair and maintenance activities;
- Available budget in any period has been considered limited. It must be mentioned that engineering economy techniques are used for involving the temporal value of money and increasing the accuracy of financial and expenditure calculations.
Constraints of supply chain optimization process are as follows:
- Supply capacity of raw materials by suppliers;
- Storage capacity in the production centers;
- Time limits of accessing to machineries as production inputs;
- Limitation of flow balance in production centers.
SIMULATION- OPTIMIZATION APPROACH
This study aims to find the best policies in the presence of various scenarios and mentioned uncertainties in order for minimizing the total weight of lost demands of various customers. Parameters which are determining the dimensions and properties of system are listed below:

Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
46
Indices:
r Raw
materials P
Final
products s suppliers m manufacturers c customers t
Time
periods
Parameters:
raw material
micap Storage capacity of raw materials in the manufacturing centers
final product
micap Storage capacity of end products in manufacturing centers
raw material
r Usage rate of storage capacity by raw materials
final product
p Usage rate of storage capacity by final products
rpa
Raw materials required for producing end products
pmb Usage rate of manufacturing capacity for producing final products
pcw Weight of lost demand for products and various customers
cost stom
smv Cost of conducting the raw materials from suppliers to production sites
cost mtoc
mcv
Cost of conducting end products from manufacturing sites to end user (sales)
cost
pmman Cost of manufacturing the end products in the factory
cos t
rsp Cost of purchasing raw materials
cos t
rmrh Cost of storage of raw materials in the store room in any period
cost
pmph Cost of storage of end products in the warehouse in any period
tg Available budget for any period
Ir Money devaluation coefficient in any period manufaturer
mtcap Production capacity of end product in any factory
sup 2( ,( ) )plier cap cap
rst rs rscap Normal miu Supply capacity of raw materials from suppliers
cap
rsmiu indicates the mean supply capacity of supplier s and cap
rs indicate the standard
deviation
2( , ( ) )d d
pct pc pcd Normal miu Customers’ demand for end products in any
period d
pcmiu indicates mean customer’s demand c and d
pc indicates the standard deviation
exp ( )tbf
m mtbf onential miu
Intervals of downtime in production line
interval of downtime in the factory, m, has an exponential distribution with mean oftbf
mmiu
2( ,( ) )rt rt
m m mrt Normal miu
Customers’ demand for end products in any period
rt
mmiu indicates the mean period for repairing the production line, m, and rt
m indicates its
standard deviation

Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
47
Simulation system
Inputs
stm
rsmtx
rate of raw material conducted from any supplier
in any period to different manufacturers
pmty Rate of producing final products in factories
pmctu
The amount of products sold to customers by
manufacturers in any given time period
raw material
rmtinv
the amount of raw materials stored
in production sites in each period
final product
pmtinv
the amount of final products stored
in production sites in each period
Output
Weighted sum of lost demands is considered as the main output of the simulation system.
In order for evaluating the performance of different policies in the presence of different scenarios, the influence of values of decision variables on performance benchmarks and logical relations between components of supply chain has been simulated in MATLAB software.
Simulation Algorithm
Following algorithm is used for simulating the supply chain under uncertainty and mentioned constraints:
1. Ask the user for simulation inputs 2. Simulating the supply capacity of raw
materials in successive period using related probability distribution
3. Simulating the customers’ demand in successive periods using related probability distribution
4. Observing supply capacity of raw materials constraint
5. Update the value of raw materials conducted from suppliers to manufacturers by following equations:
supsup min(1, )
plier
rstrst stm
rsmt
m
cap
x
, ,r s t
sup( )stm stm
rsmt rsmt rstx floor x , ,r s t
6. Observing the balance in the flow of materials in production centers
- Based on rate of producing any product from any manufacturing center and usage of raw materials in end products, calculate the rate required for each raw material.
- Should the rate required of a raw materials is higher than total raw material conducted and exist in the raw materials store room in related factory, calculate the correlation factor by using following formula:
( 1)
min(1, )( )
raw material stm
rm t rsmt
srmt
pmt rp
p
inv x
y a
, ,r m t
- Reduce the manufactured rate by above mentioned correlation factor to balance the materials flow in the production nodes:
( )man
pmt pmt pmty floor y
, , | 0rpm t r a
7. Simulation of Repair and Maintenance Process in Production Lines
- Simulate the values of stochastic variables of times between failures and time of repair for each production line and obtain the actual value of production capacities by reducing the repairing time from total production capacity, and represent it by
symbol manufaturer
mtcap .
8. Applying the Production Capacity constraint

Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
48
- Calculate the production capacity required for each production line based on values produced for final products in related production line.
- Obtain related modification coefficient by using following formula:
min(1, )( )
manufaturerman mtmt
pmt pm
p
cap
y b
,m t
- Calculate the modified values of production size in any factory using following formula:
( )man
pmt pmt mty floor y
9. Calculate and update the raw materials inventory in the warehouse of factories:
- According to the production rate of each final product and combination of products, calculate the rate required of each raw material in any factory and any period (
( )pmt rp
p
y a ).
- By following formula, obtain the raw materials inventory rate in any period:
1 1 1( )raw material stm
rm rsm pm rp
s p
inv x y a
( 1) ( )raw material raw material stm
rmt rm t rsmt pmt rp
s p
inv inv x y a
, , 1r m t
- Among the values of above mentioned inventory, upon seeing negative values, be reducing the production rate of final products consuming related raw materials, zero the inventory level of related material, then update the values consumed and raw materials inventory in any period.
- Calculate total storage capacity required for storing the raw materials in any period and any factory
( ( )raw material raw material
rmt r
r
inv ).
- According to storage capacity required
and available ( raw material
micap ), calculate the
correction coefficient and reduce the values of raw materials purchased such that rate of capacity required for storing raw materials in each production site don’t exceed from its limit.
10. Calculate the inventory of end products in the warehouse of factory and update it:
- Calculate the rate of end products conducted from any factory to whole
customers in any period ( mtc
pmct
c
x ).
- By using following formula, obtain the area of inventory of raw materials in the warehouse in any period:
1 1 1
final product mtc
pm pm pmc
c
inv y x
( 1)
final product final product mtc
pmt pm t pmt pmct
c
inv inv y x
, , 1p m t
- Among values of above mentioned inventory, when seeing a negative value, by reducing the rate of final products conducted for sales, zero the inventory level of that product.
- Calculate the total storage capacity required for storing the final products in any period and any factory
( ( )final product final product
pmt p
p
inv ).
- According to storage capacity required and
available ( raw material
micap ), calculate the
correction coefficient and reduce the values of raw materials purchased such that rate of capacity required for storing raw materials in each production site don’t exceed from its limit.
Optimization Algorithm
Evolutionary algorithms are considered as the most applicable optimization methods. In comparison, methods and software for resolving the operation research models have
Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
49
very high sensitivities to non-linear expressions in objective function and limitation of the problem. According to many complicated relations and non-linear expressions in the simulation model of this study, however, it is clear that software for resolving the operation research models have no efficiency in optimization of this model. Consequently, based on their very low sensitivity to complexity and non-linearity of relations, evolutionary methods were selected in this system to find optimal policies.
In this study, due to the complicated nature of the problem and related objective function, there have been selected the genetic optimization algorithm. In addition, because we encounter with a discrete solution space in this study comprising the rate of purchase of raw materials, production and sales rate of final products and storage rate of raw materials and final products, exploiting from genetic algorithm (GA) instruments like crossover and mutation operators in the structure of algorithm, it is necessary to optimize the particles for intelligent search in the space of discrete solution for the problem.
Chromosomes Structure
In order for minimizing the lost demands of customers under uncertainty in the supply capacity of suppliers, available time for production- considering the possibility of failures, and customers’ demands. Presence of complicated non-linear expression in the objective function of optimization problem, random nature of the problem and necessity of stochastic simulation of system for fitting its solution to decisions (policies) and different scenarios requires using suitable meta-innovative methods to deal with such complications. Based on high efficiency of genetic algorithm in solving such problems with complicated objective functions, as indicated in the literature of this study, this meta-innovative algorithm has been chosen to
resolve the problem as introduced in this study. On the other hand, it must be noted that due to the presence of various discrete variables, it is necessary to use suitable instruments for intelligent search in the space of discrete solution. Along with, this study has used of crossover and mutation instrument of genetic algorithm.
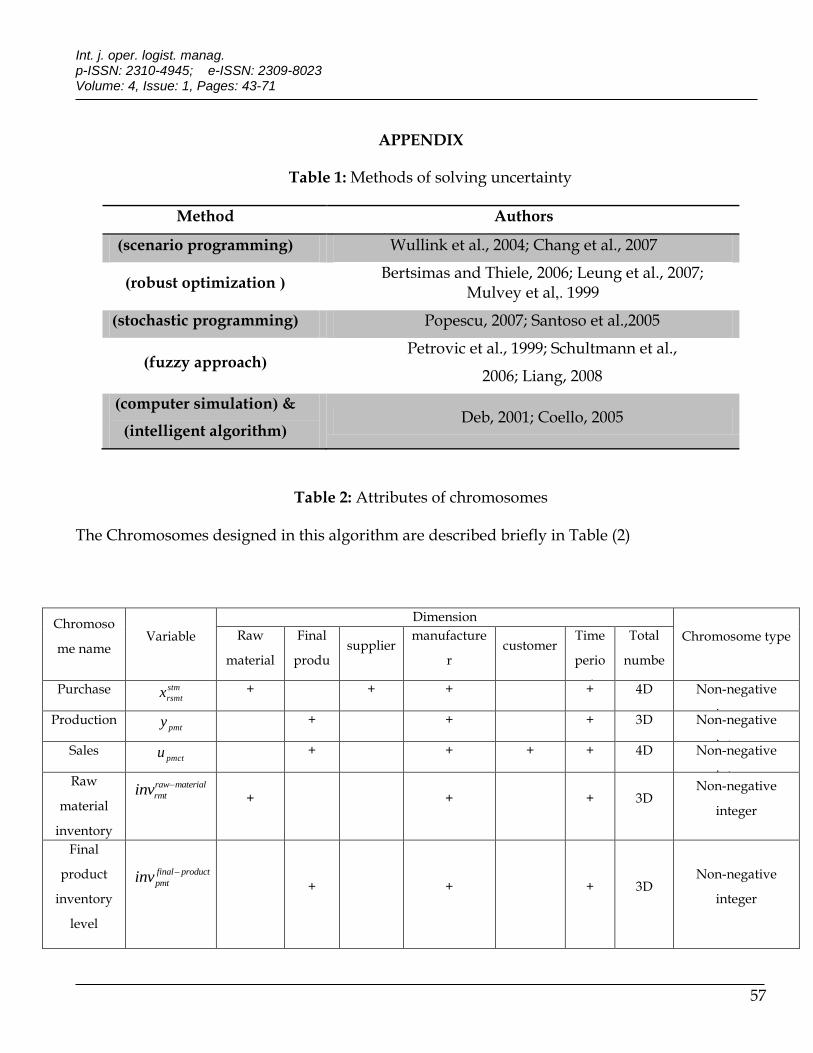
TABLE 2 HERE
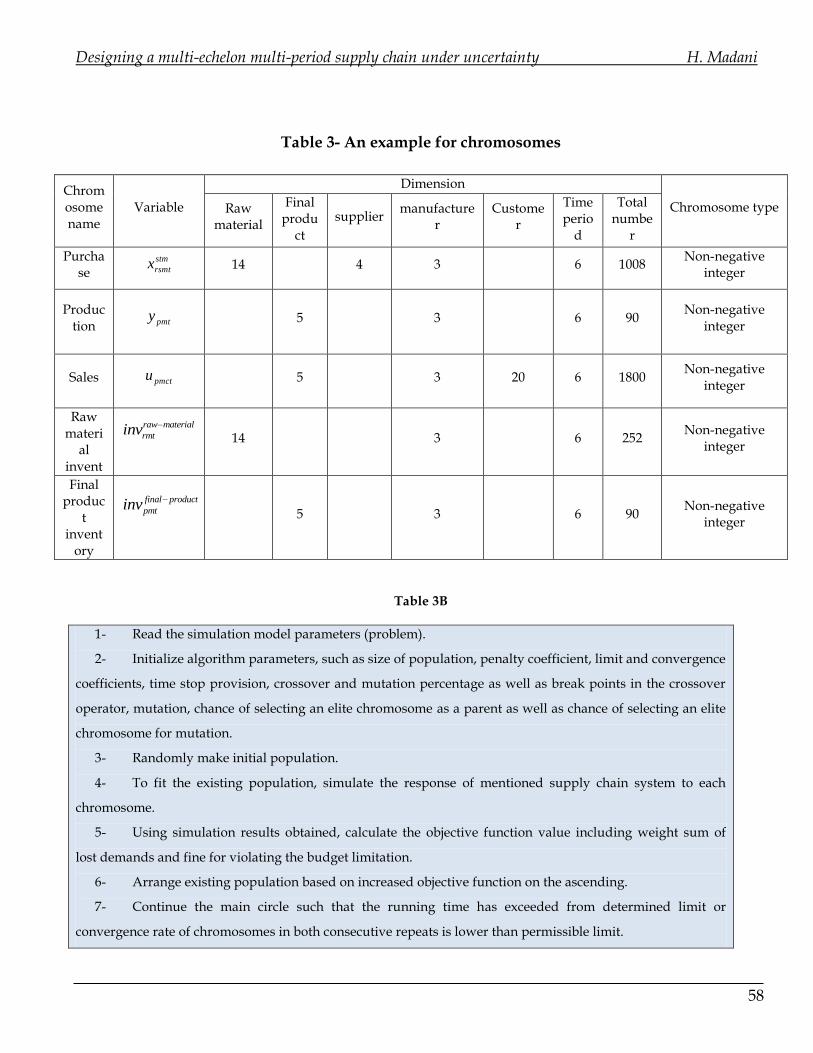
For example consider a supply Chain with the following characteristics: r=14 p=5 s=4 m=3 c=20 t=6
Total number of elements for each chromosome is reported in Table (3).
TABLE 3 HERE
It must be mentioned that sales and purchase chromosomes among five above mentioned chromosomes are considered as main chromosomes and remaining will be initialized during the simulation process according to the values given by main chromosomes to justify the reasonableness of final solution.
Randomly Generated Chromosomes
- Initializing the purchase chromosome:
Use a random figure with following discrete uniform distribution to make initial values of purchase chromosome:
[ 3 , 3 ]stm cap cap cap cap
rsmt rs rs rs rs
m
x discrete unifrom miu miu
To divide above mentioned values, make random numbers among producers as below:
0| 1
(0,1)rsmt rsmt
munifrom
Please note that parameter ( 0)rsmtP
is taken
from user as one of the algorithm parameters.
Finally, final values of purchase chromosome are given by following formula:
( )stm stm
rsmt rsmt rsmt
m
x x , ,r s t

Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
50
- Initializing to production chromosome:
Use following formula for initializing to production chromosome:
[ 3 , 3 ] ( )d d d d
pmt pc pc pc pc
cy discrete unifrom miu miu
m
, ,p m t
Calculation of Objective Function
Use following algorithm for calculating the objective function:
1- Based on the cost of purchasing the raw materials from any supplier and size of purchase in any period, obtain total purchase of raw materials in any period.
2- Using the size of raw materials conducted from the supply sites to production and sizes of end products conducted from production to sales sites and by multiplying them in related transportation costs, calculate total cost of transportation for any period.
3- Use the multiplication of size of products produced in any factors and production costs for that factory to calculate total production cost for any period.
4- Multiply the inventory echelon of raw materials and end products in any period by corresponding cost of storing the inventory and thus obtain total cost of maintaining the inventory.
5- Use the summation of above mentioned costs to calculate total costs in any period.
6- According to the available budget in any period and considering the time value of money, obtain the deviation from budget limitation.
7- Using sold size of any product to any customer in any period and customers’ demand; calculate the size of lost demand.
8- Use the weight sum of above values to evaluate the performance of decision variables and initial policies.
Crossover Operator
When 1 and 2 are the coefficients of crossover
operator obtained from user, we have:
1 2
1
1( , ( ) )
7rt normal ,r t
2 2
2
1( , ( ) )
7t normal t
Finally, using following equation, we can make the values of purchase and production offspring chromosomes:
1 1 1 2( ) (1 )stm child stm parent stm parent
rsmt rt rsmt rt rsmtx x x , , ,r s m t
2 2( ) (1 )child child child
pmt t pmt t pmty y y , ,p m t
Mutation Operator
- Mutate purchase chromosome by using following algorithm:
1- Make a Stochastic Purchase Chromosome.
2- Mutate the mutated purchase chromosome using parameters obtained from user with stochastic purchase chromosome like crossover operator algorithm.
- Mutate Production Chromosome using following algorithm:
3- Make a stochastic production chromosome.
4- Mutate the mutated production chromosome using parameters obtained from user
( 1 ) with stochastic production chromosome like
crossover operator algorithm.
Stop Condition
Above mentioned meta-innovative algorithm continues to such extent that convergency of chromosomes during two successive decades is lower than limit defined by user or running time is higher than limit defined by user. Convergence provision in descriptive algorithm is given by:
1 1
1 2
1 1
min min
min
t t t t
t t
mean mean
mean
In above equation, tmean and mint indicate mean
and minimum value for objective function in repeat t, respectively. Coefficients α1 and α2 and convergence limit, also determine by user.

Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
51
Meta-Innovative Combined Algorithm
Here, the code-like algorithm designed for solving above mentioned optimization solution is given:
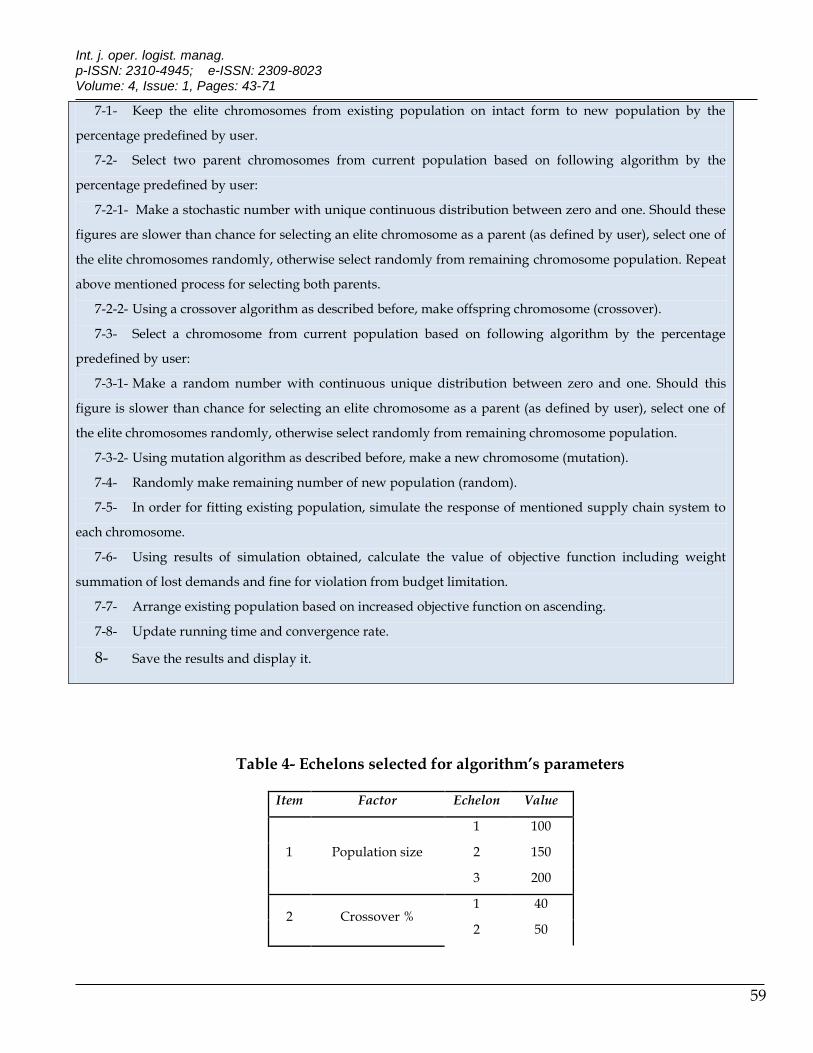
TABLE 3B HERE
Preparing the Parameters in Genetic Algorithm
Access of an algorithm to acceptable and suitable solutions follows from different factors. Some of such factors include logic used in algorithm development and values allocated to the algorithm parameters. Quality of solutions obtained depends on the effectiveness of existing parameters in running the algorithm. Methods of designing the tests are widely used in most systems. The less is the data required in a test plan, the less is the cost and time spent for running it. Data required in a test plan is a function of number of situations of test as well as number of data required in any situation. Another measure that must be always considered when designing the tests is the rate of data collected from running the tests. This needs more data. As mentioned above, it can be concluded that a suitable test plan is a plan that provides data required for analysis and accessing to optimal conditions with minimum number of tests. Taguchi introduced main applied plans in the field of designing the tests.
Taguchi Method for Designing the Tests
Taguchi defines a test for making changes in a process for studying its effects. He thinks the most effective method for conducting the tests is multi-factor method in any time.
Different stages of conducting the test detailed as below:
• Preparing the problem and objective of doting the test;
• Planning the test;
• Designing the tests;
• Conducting the tests and data collection;
• Data analysis and determining the optimal point (optimal combination of factors)
• Running the feedback for controlling and adapting the predictions practically.
Taguchi recommends analysis of mean response for any run in external arrays as well as recommending the analysis of changes using signal to noise ratio (S/N) that properly selected and in considered as a solution variable for implementing this method. These S/N ratios originated from second order function of damage and three most applicable and standard ones include:
Best nominal: 2
210log
T
S y
N s
Bigger, better:
21
1 110log
n
iL i
S
N n y
Smaller, better: 2
1
110log
n
i
iS
Sy
N n
T
S
N is used when reduced changeability is based
on the specific value of target. L
S
N is used when
system can be optimized when solution is large as
possible and finally, S
S
N is used when system is
optimized when solution is small as possible.
Generally, Taguchi test is designed by following steps:
• Determine quality factors reviewed.
• Determine number of echelons of any factor.
• Select proper offer.
• Allocate factors and their interactions to any offer column.
• Run tests based on arrays.
• Turn the test results to….ratio and find optimal echelon of any factor.
• Run the test based on optimal factors.
Setting up the Parameters using Taguchi Method
For designing the tests, Taguchi introduced main applied designs. Taguchi’s orthogonal array

Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
52
design standards with relatively low data and relative accuracy in estimating the optimal point and estimating the effects of factors have practically maximum application. Such advantages attracted the attention of many researchers for preparing their recommended parameters required. In this study, using Taguchi’ efficient method we could find the best parameters and operators to run the algorithms.
For this reason, it is necessary to find the parameters having main effect on algorithm’s behavior. Main parameters in the algorithm provided include: population size parameter, crossover%, mutation%, keep% and stochastic production% (stochastic production percentage depends on the crossover, mutation and keep percentages), break points 1&2, mutation points 1&2, chance of selecting elite chromosome as a parent and chance of selecting the elite chromosome for mutation. There has been considered three echelons for any parameter effective in this problem. Table 4 indicated related echelons and it is necessary to select optimal combination of these echelons for recommended algorithm.
TABLE 5 HERE
Because total possible states for determining the echelons of related parameters are 310, this may not be practically time and cost saving. Using Taguchi method therefore, total number of states required for this test, there has been considered 27 states and decision will be made by such states. Table 5 indicates 27 states proposed by Taguchi method that produced by MINITAB software. There have been defined 5 times for running any test in each echelon.
TABLE 6 HERE
And lastly, there has been drawn a Figure based on S/N ratio and any echelon by MINITAB software for each controllable factors in the designed algorithm and optimal combination of selected echelons will have 1,3,1,1,3,1,3,3,2,2, order.
FIGURE 1 HERE
Numerical results and sensitivity analysis
In previous parts, the problem has been explained. We are seeking for optimal decisions in a multi-
echelon supply chain to determine a designed network including levels of raw materials supply, products production, selling products to end customers, minimum weight of lost demands for various customers(Melo, Nickel, & Saldanha-Da-Gama, 2009). Uncertainty conditions in mentioned supply chain include uncertainty in supply, manufacturing (downtime and stop condition) and demand. Limitation of supply capacity, storage, available time of machineries as production input, balance of materials flow and available budget determines the space of solution for this problem.
In order for evaluating the simulation model and meta-innovation algorithm used, it is necessary to produce the example problems with various sizes, small to big by an intelligent and stochastic method and resolve with simulation algorithms and simulation-optimization algorithm. For this reason, there was designed an algorithm and developed in MATLAB software. Table 6 indicates the ranges of parameters in mentioned algorithm for their random production. It must be mentioned that algorithms, software and codes used in this study has been run on a system with specifications detailed as below:
Intel® Core(TM)2 Dou CPU T9300 @ 2.5 GHz 2.5 GHz and RAM 3.00 GB
TABLE 7 HERE
In above equations, continuous uniform ([a b],{m,n}) indicates a matrix with equal number of rows, number of index states, m, and number of columns equal with number of index states, n, and elements of those stochastic numbers with continuous uniform distribution and values in the intervals of [a b]. For example, , weight of lost demand of product, p for customer, c, is defined as a rounded value multiplication of following stochastic numbers:
- A linear matrix with equal number of lines and number of products that are the elements of those stochastic numbers with continuous uniform distribution in the interval of [0 1].
- A column matrix with number of lines equal with number of customers that elements of those stochastic numbers with continuous uniform distribution in the interval of [0 1].

Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
53
- A 2D matrix with number of lines and columns equal with number of products and costumers that elements of those stochastic numbers with continuous uniform distribution in the interval of [0 1].
Separating the values of above mentioned parameter to multiplication of both stochastic number causes to simulate the influence of properties of each product (such as necessity of usage)(Towill, 1996) and each customer (importance to meeting the demands of any customer) on the weight of lost demand of a unit of product for related customer by an intelligent but stochastic. This has also been used for producing the values of other parameters(Tsay, Nahmias, & Agrawal, 1999).
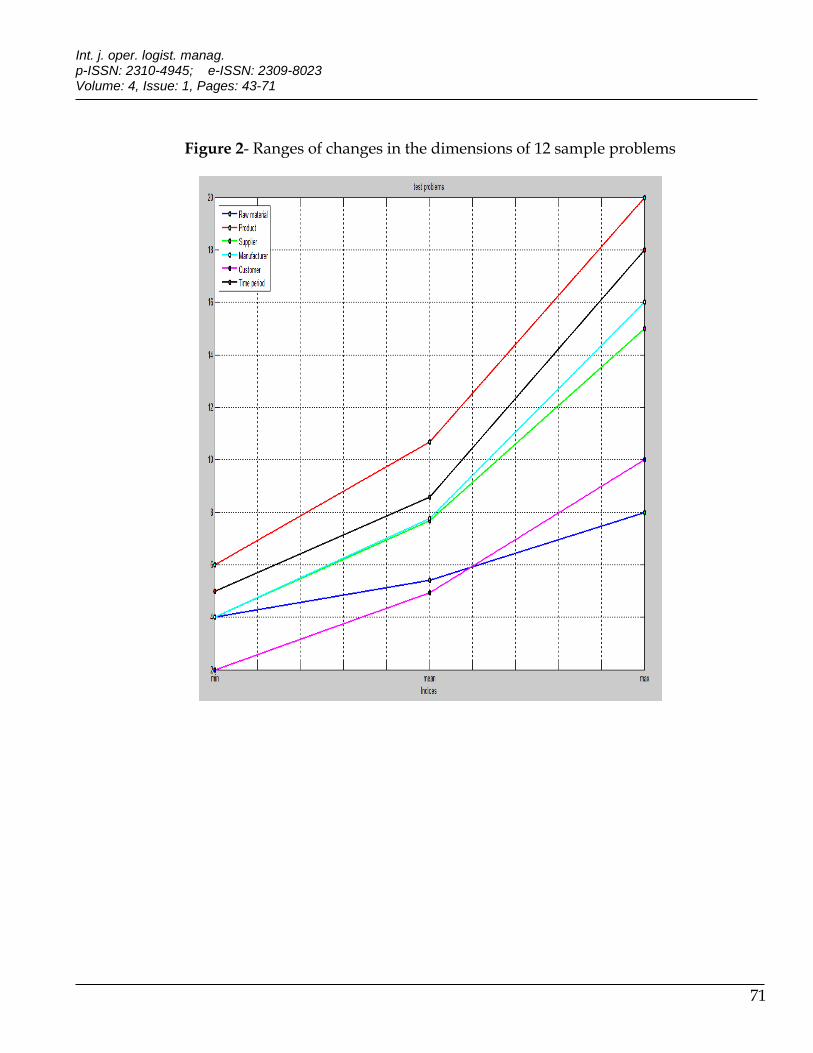
Now, to investigate the performance of simulation algorithm designed in this study, there have been made 12 sample problems with different dimensions by above mentioned algorithm. Table 7 indicates the dimensions of these sample problems.
TABLE 8 HERE
FIGURE 2 HERE
In order for evaluating the performance of simulation algorithm and code prepared in MATLAB software, above mentioned problems were prepared by different dimensions such that they include a wide range of sample problems with different complexities for solution and simulation. For example, by comparing P01 and P12, we can see that the dimensions of sample problem 12 have increased about 2 to 5 times than sample problem 1.
Table 8 indicates the summary of results for simulation of above mentioned supply chain systems. The output of simulation has been reported in the framework of costs, budget shortage rate, total weight of lost demand and running time.
TABLE 9 HERE
FIGURE 3&4 HERE
As expected, by increased dimensions of problems, total cost of chain, total weigh of lost demand and running time has been also increased. Table 8 indicates the correlation between cost of
purchasing raw materials and keeping the inventory. The main reason for such correlation in the values obtained for both cost components can be sought from close relation between concepts of such components. On the other hand, increased purchase of raw materials requires keeping the materials and additional products in the warehouses, therefore, it results in increased cost of storage. There can be also see correlations of this type between other cost components. The main reason for such correlations is the homogeneity of components drawn in Figure 4. On the other hand, increase in the dimensions of the problem results in increase in the costs of supply chain(Snyder & Shen, 2006). It must be mentioned that the time value of money has been considered in the calculations of four components of costs and budget fine.
As mentioned before, in the supply chain studied here, the values of supply capacity, available machineries’ time (downtime) and demand come with uncertainty. For this reason, by defining different echelons for mean supply capacity, downtime intervals and demand, there have been defined some scenarios detailed below to analyze the sensitivity of simulation- optimization algorithm. After defining above scenarios using simulation and optimization code prepared in MATLAB software, the optimal outputs of algorithm were determined before each scenario. Table 10 indicates such values.
TABLE 10 & 11 HERE
It can be indicated that maximum value of total weight of lost demands, despites making optimal decisions, occurs by scenarios 2, 4, 6, and 8. The common aspect in such scenarios is higher rate of customers’ demand. High rate of demand in these scenarios, indeed, as expected, caused supply chain, despites using its maximum capacities, couldn’t meet all demands and resulted in large part of demands not met. Among such scenarios, second scenario, with low supply capacity and high downtime rate lost maximum demands. On the other hand, demand lost in scenario 8, with higher demand capacity and lower downtime rate, had lower lost than other high demanding scenarios.

Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
54
By a little attention, there can be seen the close relation between supply capacity and budget fine and cost components, particularly cost of purchasing raw materials. It is clear that for first four scenarios, with lower supply capacity, supply chain had lowest costs for purchasing the raw materials and not encountered with budget shortage at all. It must be noted that lower costs and budget fines weren’t always a promise for a proper supply chain and in some cases it indicates the inability of supply chain to meet the demands. For example, in scenarios 2 and 4, due to higher rate of demand and lower supply capacity, there was obtained maximum lost demands among 8 above mentioned scenarios; while in such optimal solution for both scenarios, there were no budget shortage in any period.
It can be generally seen an increased in the supply capacity for costs of purchasing raw materials, production and inventory control. This indicates the considerable effect of limitation in supply capacity when using potentials of mentioned chain. Comparing to other costs, by changing in the scenarios, transportation cost indicated a high fluctuation and almost a sinus form. Interestingly, there can be seen a phase difference by the size of almost one scenario between Figure of transportation cost and total weight of lost demands. On the other hand, in the scenarios with high cost of transportation incurred on supply chain, the lost demand was relatively low. This is because of a need to transporting the raw materials and final products along the chain to providing the end user with end product and preventing the lost demand.
Comparing the results obtained from simulation- optimization for scenarios 1, 2, 3, 4, 5, 6, 7 and 8 in pairwise indicates the influence of downtime rate development on lost demand. In scenarios with the same conditions, on the other hand, when the downtime rate increases, the total weight of lost demands will be increased as well.
DISCUSSION AND CONCLUSION
This study designs optimal parameters of a multi-echelon, multi-period supply chain before various limitations and uncertainty conditions. In order for dealing with uncertainty and probabilities in the
system, there was used discrete stochastic simulation instrument. To find optimal policies and decisions under different circumstances, there was used of simulation-optimization approach. In this study, we considered a tri-echelon supply chain including supply, production and sales echelons of uncertainty in each three echelons. We used discrete simulation techniques, the final objective is finding the best policies in the presence of different scenarios and such uncertainties are for minimizing the total weight of lost demands of customers under limitations of supply, production and storage capacity and budget. Meta-Innovative Genetic Algorithm was used for optimization.
Finally, it was determined that the most important factor for not meeting the demands was higher rate of its input or on the other hand, lower potentials of supply chain such as supply capacity, production and storage comparing to needed demands of customers. In this case, occurrence of many downtimes increased the gap between nominal and actual capacity of production and this made the conditions harder for meeting the demands. Instrument prepared in this study however let us use best the potentials of chain under hard circumstances to decrease the rate of lost demands. Resolving different sample problems numerically and collecting, classifying and analyzing their results reflects this fact that making optimal policies under different scenarios may have better results than making non-optimal policies under common conditions.
In order for developing this study, following theories and instruments may be used in further studies:
- Considering the distribution echelon in supply chain and related theories.
- Possibility of making strategic decisions in the supply chain such as launching production and distribution centers.
- Extending the ranges of model such that it could include the transportation Mode in the supply chain.
- Considering the uncertainties such as time required for launching the production and distribution centers and possibility of downtime of vehicles.

Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
55
- Using other meta-innovative algorithms for making optimal decisions under different scenarios.
REFERENCES
Bertsimas, D., & Thiele, A. (2006). A robust optimization approach to inventory theory. Operations Research, 54(1), 150-168.
Bojarski, A. D., Laínez, J. M., Espuña, A., & Puigjaner, L. (2009). Incorporating environmental impacts and regulations in a holistic supply chains modeling: An LCA approach. Computers & Chemical Engineering, 33(10), 1747-1759.
Caglar, D., Li, C. L., & Simchi-Levi, D. (2004). Two-echelon spare parts inventory system subject to a service constraint. IIE Transactions, 36(7), 655-666.
Chang, M. S., Tseng, Y. L., & Chen, J. W. (2007). A scenario planning approach for the flood emergency logistics preparation problem under uncertainty. Transportation Research Part E: Logistics and Transportation Review, 43(6), 737-754.
Chen, C. L., & Lee, W. C. (2004). Multi-objective optimization of multi-echelon supply chain networks with uncertain product demands and prices. Computers & Chemical Engineering, 28(6), 1131-1144.
Chopra, S., Meindel, P. (2007). Supply chain management: Strategy, planning and operation, Pearson Prentice Hall.
Coello, C. A. C. (2005). An introduction to evolutionary algorithms and their applications. In Advanced Distributed Systems (pp. 425-442). Springer Berlin Heidelberg.
Deb, K. (2001). Multi-objective optimization. Multi-objective optimization using evolutionary algorithms, 13-46.
He, Y., & Zhao, X. (2012). Coordination in multi-echelon supply chain under supply and demand uncertainty. International Journal of Production Economics, 139(1), 106-115.
Jung, J. Y., Blau, G., Pekny, J. F., Reklaitis, G. V., Eversdyk, D. (2004). A simulation based optimization approach to supply chain management under demand uncertainty, Computer and Chemical Engineering, 28(10), 2087-2106.
Leung, S. C., Tsang, S. O., Ng, W. L., & Wu, Y. (2007). A robust optimization model for multi-site production planning problem in an uncertain environment. European Journal of Operational Research, 181(1), 224-238.
Meisel, F., Bierwirth, C. (2014). The design of Make-to-Order supply networks under uncertainties using simulation and optimization. International Journal of Production Research, (ahead-of-print), 1-18.
Mulvey, J. M., Vanderbei, R. J., & Zenios, S. A. (1995). Robust optimization of large-scale systems. Operations research, 43(2), 264-281.
Petrovic, D. (2001). Simulation of supply chain behavior and performance in an uncertain environment, International Journal of Production Economics, 71(7), 429-438.
Petrovic, D., Roy, R., & Petrovic, R. (1999). Supply chain modelling using fuzzy sets. International journal of production economics, 59(1), 443-453.
Popescu, I. (2007). Robust mean-covariance solutions for stochastic optimization. Operations Research, 55(1), 98-112.
Sahay, N., Ierapetritou, M. (2013). Supply chain management using an optimization deriven simulation
Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
56
approach, AIChE Journal, 59(12), 4612-4626.
Santoso, T., Ahmed, S., Goetschalckx, M., & Shapiro, A. (2005). A stochastic programming approach for supply chain network design under uncertainty. European Journal of Operational Research, 167(1), 96-115.
Sari, K. (2008). On the benefits of CPFR and VMI: A comparative simulation study. International Journal of Production Economics, 113(2), 575-586.
Schultmann, F., Fröhling, M., & Rentz, O. (2006). Fuzzy approach for production planning and detailed scheduling in paints manufacturing. International journal of production research, 44(8), 1589-1612.
Sherbrooke, C. C. (1968). METRIC: A multi-echelon technique for recoverable item control. Operations Research, 16(1), 122-141.
Simschi-Levi, D., Kaminsky, P., & Simschi-Levi, E. (2003). Designing and managing the supply chain: Concepts, strategies and case studies. McGraw Hill.
T. F. (2008). Integrating production-transportation planning decision with fuzzy multiple goals in supply chains. International Journal of Production Research, 46(6), 1477-1494.
Tsai, S. C., & Zheng, Y. X. (2013). A simulation optimization approach for a two-echelon inventory system with service level constraints. European Journal of Operational Research, 229(2), 364-374.
Van Der Zee, D. J., Van Der Vorst, J. G. (2005). A modeling framework for supply chain simulation: opportunities for improved decision making, Decision Sciences, 36(1), 65-95.
Wong, H., Kranenburg, B., van Houtum, G. J., & Cattrysse, D. (2007). Efficient heuristics for two-echelon spare parts inventory systems with an aggregate mean waiting time constraint per local warehouse. OR Spectrum, 29(4), 699-722.
Wullink, G., Gademann, A. J. R. M., Hans, E. W., & Van Harten, A. (2004). Scenario-based approach for flexible resource loading under uncertainty. International Journal of Production Research, 42(24), 5079
You, F., & Grossmann, I. E. (2010). Integrated multi‐echelon supply chain design with inventories under uncertainty: MINLP models, computational strategies. AIChE Journal, 56(2), 419-440.
Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
57
APPENDIX
Table 1: Methods of solving uncertainty
Method Authors
(scenario programming) Wullink et al., 2004; Chang et al., 2007
(robust optimization ) Bertsimas and Thiele, 2006; Leung et al., 2007;
Mulvey et al,. 1999
(stochastic programming) Popescu, 2007; Santoso et al.,2005
(fuzzy approach) Petrovic et al., 1999; Schultmann et al.,
2006; Liang, 2008
& (computer simulation)
(intelligent algorithm) Deb, 2001; Coello, 2005
Table 2: Attributes of chromosomes
The Chromosomes designed in this algorithm are described briefly in Table (2)
Chromoso
me name Variable
Dimension
Chromosome type Raw
material
Final
produ
ct
supplier manufacture
r customer
Time
perio
d
Total
numbe
r Purchase stm
rsmtx + + + + 4D Non-negative
integer Production pmty + + + 3D Non-negative
integer Sales pmctu + + + + 4D Non-negative
integer Raw
material
inventory
level
raw material
rmtinv
+ + + 3D
Non-negative
integer
Final
product
inventory
level
final product
pmtinv
+ + + 3D
Non-negative
integer
Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
58
Table 3- An example for chromosomes
Table 3B
1- Read the simulation model parameters (problem).
2- Initialize algorithm parameters, such as size of population, penalty coefficient, limit and convergence
coefficients, time stop provision, crossover and mutation percentage as well as break points in the crossover
operator, mutation, chance of selecting an elite chromosome as a parent as well as chance of selecting an elite
chromosome for mutation.
3- Randomly make initial population.
4- To fit the existing population, simulate the response of mentioned supply chain system to each
chromosome.
5- Using simulation results obtained, calculate the objective function value including weight sum of
lost demands and fine for violating the budget limitation.
6- Arrange existing population based on increased objective function on the ascending.
7- Continue the main circle such that the running time has exceeded from determined limit or
convergence rate of chromosomes in both consecutive repeats is lower than permissible limit.
Chromosome name
Variable
Dimension
Chromosome type Raw material
Final produ
ct
supplier manufacture
r Custome
r
Time perio
d
Total numbe
r
Purchase
stm
rsmtx 14 4 3 6 1008 Non-negative
integer
Production pmty 5 3 6 90
Non-negative integer
Sales pmctu 5 3 20 6 1800 Non-negative
integer
Raw materi
al invent
ory level
raw material
rmtinv
14 3 6 252
Non-negative integer
Final produc
t invent
ory level
final product
pmtinv
5 3 6 90
Non-negative integer
Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
59
7-1- Keep the elite chromosomes from existing population on intact form to new population by the
percentage predefined by user.
7-2- Select two parent chromosomes from current population based on following algorithm by the
percentage predefined by user:
7-2-1- Make a stochastic number with unique continuous distribution between zero and one. Should these
figures are slower than chance for selecting an elite chromosome as a parent (as defined by user), select one of
the elite chromosomes randomly, otherwise select randomly from remaining chromosome population. Repeat
above mentioned process for selecting both parents.
7-2-2- Using a crossover algorithm as described before, make offspring chromosome (crossover).
7-3- Select a chromosome from current population based on following algorithm by the percentage
predefined by user:
7-3-1- Make a random number with continuous unique distribution between zero and one. Should this
figure is slower than chance for selecting an elite chromosome as a parent (as defined by user), select one of
the elite chromosomes randomly, otherwise select randomly from remaining chromosome population.
7-3-2- Using mutation algorithm as described before, make a new chromosome (mutation).
7-4- Randomly make remaining number of new population (random).
7-5- In order for fitting existing population, simulate the response of mentioned supply chain system to
each chromosome.
7-6- Using results of simulation obtained, calculate the value of objective function including weight
summation of lost demands and fine for violation from budget limitation.
7-7- Arrange existing population based on increased objective function on ascending.
7-8- Update running time and convergence rate.
8- Save the results and display it.
Table 4- Echelons selected for algorithm’s parameters
Item Factor Echelon Value
1 Population size
1 100
2 150
3 200
2 Crossover % 1 40
2 50

Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
60
3 60
3 Keep %
1 10
2 15
3 20
4 Mutation %
1 20
2 25
3 30
5 Break Point 1
1 0.4
2 0.6
3 0.8
6 Mutation rate 1
1 0.2
2 0.4
3 0.6
7 Break Point 2
1 0.4
2 0.6
3 0.8
8 Mutation rate 2
1 /2
2 /4
3 /6
9 Chance for selecting
elite chromosome as a parent
1 30
2 40
3 50
10
Chance for selecting the elite
chromosome for mutation
1 30
2 40
3 50

Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
61
Table 5- The states proposed by Taguchi method
Item
F
acto
r 1
Fac
tor
2
Fac
tor
3
Fac
tor
4
Fac
tor
5
Fac
tor
6
Fac
tor
7
Fac
tor
8
Fac
tor
9 F
acto
r10
Test
1
Test
2 Test 3 Test 4 Test 5 S/N
1 1 1 1 1 1 1 1 1 1 1 297
2.9
2924
.4 3034
2939.
4
3017.
2
69.47
8156
3
2 1 1 1 1 2 2 2 2 2 2 295
7.7
2957
.5
2995.
7
3016.
3
2955.
8 69.47
4713
3 1 1 1 1 3 3 3 3 3 3 292
4.8
2894
.9
2924.
2 4276
2918.
5
70.19
4292
4
4 1 2 2 2 1 1 1 2 2 2 289
3.2 2896
2864.
8 2877
2928.
7
69.22
4027
5
5 1 2 2 2 2 2 2 3 3 3 291
9.6 2890
2877.
6
2892.
8
2936.
3
69.25
7955
9
6 1 2 2 2 3 3 3 1 1 1
1.90
246
E+1
3
2.69
549E
+13
2.501
44E+
13
1.241
7E+1
3
1.874
16E+
13
266.4
7315
1

Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
62
7 1 3 3 3 1 1 1 3 3 3 284
5.9
2829
.5 28641 28556
2855.
5
85.21
1409
9
8 1 3 3 3 2 2 2 1 1 1
2.46
535
E+1
2
1.70
049E
+12
5.147
04E+
12
4.863
62E+
12
1.006
85E+
13
255.0
6481
5
9 1 3 3 3 3 3 3 2 2 2 295
1
2973
.4 3876
2965.
4 3214
70.14
4892
7
10 2 1 2 3 1 2 3 1 2 3 306
7.1
1.64
311E
+12
3059.
3
5.702
26E+
12
1.050
05E+
12
248.6
1154
5
11 2 1 2 3 2 3 1 2 3 1
9.51
787
E+1
2
8.96
198E
+12
4.437
12E+
12
1.141
72E+
13
1.658
45E+
13
260.7
6270
8
12 2 1 2 3 3 1 2 3 1 2 293
0.7 2873
2898.
5
2897.
8
2909.
3
69.25
3709
4
13 2 2 3 1 1 2 3 2 3 1
1.48
771
E+1
2
2963
.7
2963.
3
2939.
7
3004.
1 236.4
6069
14 2 2 3 1 2 3 1 3 1 2
1.44
738
E+1
3
7.15
751E
+12
4.160
62E+
12
3.358
48E+
12
5.068
36E+
11
257.6
2778
8

Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
63
15 2 2 3 1 3 1 2 1 2 3 295
3.1
2986
.2
2959.
1
2958.
4
2936.
7
69.42
2144
8
16 2 3 1 2 1 2 3 3 1 2 286
4.1
2899
.9
2874.
3
2939.
7
3001.
3
69.29
6613
2
17 2 3 1 2 2 3 1 1 2 3
1.25
809
E+1
3
1.58
68E+
13
7.189
25E+
12
7.189
67E+
12
2.933
95E+
13
264.3
9098
2
18 2 3 1 2 3 1 2 2 3 1 300
6.6
2906
.4
2961.
8 2951
3058.
3
69.47
6362
5
19 3 1 3 2 1 3 2 1 3 2
1.55
137
E+1
3
1.74
871E
+13
2.713
33E+
13
1.889
04E+
13
2.229
03E+
13
266.3
0711
3
20 3 1 3 2 2 1 3 2 1 3 297
5.1
2896
.5
2885.
4
2980.
2
2916.
2
69.34
0162
2
21 3 1 3 2 3 2 1 3 2 1 292
7.4 2934
2946.
5
2987.
9
2957.
4
69.39
8550
8
22 3 2 1 3 1 3 2 2 1 3
1.63
758
E+1
3
1.88
064E
+13
1.091
29E+
13
1.287
71E+
13
1.505
42E+
13
263.5
5408

Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
64
Table 6- Ranges of parameters in the process of stochastic production for sample problems
Distribution Function Parameter
name
Item
round(continuous uniform([15000 20000],{m}) ( raw material
micap 1
round(continuous uniform([18000 22000],{m}) ( final product
micap 2
ceil(continuous uniform([2 10],{r}) ( raw material
r 3
ceil(continuous uniform([5 18],{p}) ( final product
p 4
23 3 2 1 3 2 1 3 3 2 1 287
8.6
2852
.9
2890.
8
2859.
8
2825.
5
69.13
2203
4
24 3 2 1 3 3 2 1 1 3 2
4.13
647
E+1
2
1.51
439E
+13
3067.
94742
6
2.373
39E+
12
3080.
3 257.0
257
25 3 3 2 1 1 3 2 3 2 1
5.31
586
E+1
2
1.00
191E
+13
4.778
38E+
12
7.334
72E+
12
6.587
79E+
12
256.9
6653
9
26 3 3 2 1 2 1 3 1 3 2 301
2.6
2990
.4 2919 2921
2934.
1
69.41
3125
8
27 3 3 2 1 3 2 1 2 1 3 304
1.3
3080
.9
3060.
8
2987.
5
3087.
7
69.69
1268
6

Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
65
Bernoulli ( ([2 8],{ })min(0.8, )
continuous uniform p
R
,{r,p}) rpa 5
continuous uniform ([2 5],{p}) × continuous uniform ([1 2],{m}) ×
continuous uniform ([1 2],{p,m})
pmb 6
continuous uniform ([0 1],{p}) × continuous uniform ([0 1],{c}) × continuous
uniform ([0 1],{p,c})
pcw 7
continuous uniform ([0 100],{s}+{m}+{c}) ( )position x 8
continuous uniform ([0 100],{s}+{m}+{c}) ( )position y 9
Euclidean distance jkdis 10
Euclidean distance kldis 11
round(0.5× jkdis ) cost stom
smv 12
round(0.5× kldis ) cost mtoc
mcv 13
ceil(continuous uniform ([0.8 1.2],{p,m})×pmb ) cost
pmman 14
ceil(continuous uniform ([5 20],{r,s})×
cos t
pm
p
ph
P
)
cos t
rsp 15
ceil(continuous uniform ([0.2 0.8],{r,m})×cos t
pm
p
ph
P
)
cos t
rmrh 16
ceil(continuous uniform ([0.2 0.8],{p,m})× cost
pmman ) cost
pmph 17
ceil(continuous uniform ([0.7 1.1],{m})× ,( )
pct
c t
pm
p
d
bM T
)
manufaturer
mtcap 18
ceil(25000×continuous uniform ([0 1],{t})) tg 19
0.2 ir 20
2( , ( ) )cap cap
rs rsNormal miu sup plier
rstcap 21

Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
66
2( , ( ) )d d
pc pcNormal miu pctd 22
exp ( )tbf
monential miu mtbf 23
2( ,( ) )rt rt
m mNormal miu mrt 24
Table 7- Dimensions and Properties of 12 sample problems
Indices Problem
name Time
period
(t)
Customer
(c)
Manufacturer
(m)
Supplier
(s)
Product
(p)
Raw
material
(r)
4 6 4 4 2 5 P01
4 8 5 5 3 8 P02
5 8 5 5 3 8 P03
4 6 4 4 6 5 P04
4 6 4 7 2 5 P05
4 6 8 4 2 5 P06
5 9 7 6 4 7 P07
6 10 8 7 5 8 P08
6 15 9 10 6 10 P09
7 15 9 10 7 10 P10
8 19 14 15 9 14 P11
8 20 15 16 10 18 P12
4 6 4 4 2 5 Min
5.42 10.67 7.67 7.75 4.9167 8.58 Mean
8 20 15 16 10 18 Max

Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
67
Table 8- Summary of Simulation Results for 12 Sample Problems
Result Proble
m name Runtim
e
Lost
sale
Budget
penalty
Holding
cost (hc)
Manufacturin
g cost (mc)
Part
purchasin
g cost (pc)
Transportatio
n cost (tc)
29.4997 243.969
9
-221624 292772.7 22124.26 775052.6 632694.4 P01
630.401 2520.26
2
-297592 605166 9860.887 1281940 905647.2 P02
1134.7 1326.20
1
-945604 1443096 19321.37 1651960 2020533 P03
486.325 1900.43
7
0 302218.4 18885.74 836070.6 723703.8 P04
1564.5 287.040
3
0 354270.2 14884.94 771735.7 892239.3 P05
918.5389 1100.54
8
-866741 238516.6 6375.635 491706 719864.3 P06
1411.8 3631.96
9
-
902901
2
2126352 79097.11 2952026 2652362 P07
914.4575 2134.64
7
-2E+07 2922337 98659.92 4167253 5030329 P08
944.5623 5341.46
8
-4E+07 6723958 268656 8300984 7000335 P09
1495.6 7548.92
2
-
7.7E+0
7
1270435
8
405714.6 11291121 9706720 P10
1564 12451.3
5
-
3.2E+0
8
3766013
1
1551365 36951005 24257816 P11
2239.8 12656.3
5
-
3.9E+0
8
4354530
1
1248260 45944210 35893342 P12
29.4997 243.969
9
-
3.9E+0
8
238516.6 6375.635 491706 632694.4 Min
1111.182 4261.93
1
-
7.2E+0
7
9076540 311933.8 9617922 7536299 Mean
2239.8 12656.3
5
0 4354530
1
1551365 45944210 35893342 Max

Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
68
Table 9- Determining the Situation of Uncertainty Parameters in each scenario
Scenario Supply
capacity
Downtime
rate
Demand
rate
1 Low High Low
2 Low High High
3 Low Low Low
4 Low Low High
5 High High Low
6 High High High
7 High Low Low
8 High Low High
Table 10- Results of Simulation Optimization before 8 scenarios
Result
Sce
nari
o
Runtim
e
Lost
sale
Budget
penalty
Holdin
g cost
(hc)
Manufacturin
g cost (mc)
Part
purchasing
cost (pc)
Transportatio
n cost (tc)
912.1158 992.363
5
0 153978
3
54739.79 2218374 2679729 Sc0
1
729.263 6367.54
3
0 151645
8
54795.85 2217488 269783.7 Sc0
2
829.1 382.700
1
0 155092
4
55190.57 2216483 2869622 Sc0
3

Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
69
961.1287 5059.24
1
0 156427
0
53068.77 2215073 270352.5 Sc0
4
1006.8 486.874
8
-
15783584.44
407385
3
135326 6047463 7310496 Sc0
5
1004.9 5154.82
2
-
16393672.81
418246
1
140045.5 6085579 728445.1 Sc0
6
1030.4 272.375
8
-
15477695.75
457627
3
122319.9 5977493 6890198 Sc0
7
1006.9 997.620
4
-16012000 440740
0
129120 6107100 7175300 Sc0
8
729.263 272.375
8
-
16393672.81
151645
8
53068.77 2215073 269783.7 Mi
n
935.0759 2464.19
3
-
7958369.124
292642
8
93075.79 4135632 3524241 Me
an
1030.4 6367.54
3
0 457627
3
140045.5 6107100 7310496 Ma
x
Tables 9 and 10 schematically indicate above mentioned values.

Designing a multi-echelon multi-period supply chain under uncertainty H. Madani
70
Figure 1- Controllable factors based on S/N ratio
321
-36
-40
-44
321 321 321
321
-36
-40
-44
321 321 321
321
-36
-40
-44
321
A
Me
an
of
SN
ra
tio
s
B C D
E F G H
J K
Main Effects Plot for SN ratiosData Means
Signal-to-noise: Smaller is better
Int. j. oper. logist. manag. p-ISSN: 2310-4945; e-ISSN: 2309-8023 Volume: 4, Issue: 1, Pages: 43-71
71
Figure 2- Ranges of changes in the dimensions of 12 sample problems