izboljŠanje proizvodnega procesa v podjetju...
TRANSCRIPT

UNIVERZA V MARIBORU EKONOMSKO - POSLOVNA FAKULTETA
DIPLOMSKO DELO
IZBOLJŠANJE PROIZVODNEGA PROCESA V PODJETJU BIPLAST S.P.
Kandidatka: Andreja Janžič Oblika študija: Izredni študij Številka indeksa: 81512618 Vrsta študija: Visokošolski strokovni program Program: Poslovna ekonomija Študijska smer: Management Mentor: dr. Vojko Potočan
MARIBOR, DECEMBER 2007

2
PREDGOVOR Tekom študija na Ekonomsko poslovni fakulteti v Mariboru sem se vsa študijska leta teoretično seznanjala z različnimi ekonomskimi teorijami, problemi, reševanjem problemov ipd. Med študijem sem opravljala obvezno študijsko prakso v podjetju Biplast s.p., kjer sem še danes zaposlena in kjer se iz dneva v dan srečujem z novimi ekonomskimi problemi ter iščem ustrezne rešitve za le-te. Že med opravljanjem študijske prakse sem ugotovila, da podjetje dobro posluje, vendar bi z določenimi izboljšavami lahko še bolje. Vsa podjetja nekaj proizvajajo. Proizvodi podjetja Biplast s.p. so folije ter polietilenske vrečke za smeti in skrinjo. Zaradi hitrega tehnološkega napredka, novih zahtev kupcev in konkurence so vsa podjetja prisiljena izdelke oz. storitve izboljševati, uvajati novo tehnologijo ter s tem posledično količinsko vplivati na proizvode oz. storitve. Seveda pa pri tem ne smemo zanemariti delavcev, brez katerih proces proizvodnje sploh ne bi bil mogoč. Potrebno jim je zagotoviti ustrezne delovne pogoje in jih za delo tudi ustrezno nagraditi. Pri izdelavi diplomske naloge so uporabljene znanstvene metode poslovne raziskave za analizo proizvodnega procesa, metode deskripcije in kompilacije ter komparativna metoda. V diplomski nalogi bom v prvem delu predstavila poslovni proces in njegove vrste. Nato se bom podrobneje opredelila na proizvodni proces, kjer bom predstavila kapacitete proizvodnega procesa, pristop k planiranju kapacitet, planiranje in prilagajanje kapacitet. Nato sledi prikaz srednjeročnega planiranja, glavni terminski plani in kratkoročno planiranje proizvodnega procesa. Tretji del je sestavljen iz posnetka in analize trenutnega stanja v podjetju. Predstavila bom proizvodni proces podjetja Biplast s.p., od potrebnih osnovnih materialov do odpreme končnih izdelkov kupcem. V zadnjem delu sledi predlog možnih izboljšav proizvodnega procesa v podjetju, ki bi podjetju pripomogla k večji proizvodnosti in s tem hkrati večji konkurenčnosti na trgu. Predstavila sem izboljšan proizvodni proces z avtomatizacijo dela proizvodnega procesa, ki s sorazmerno nizkimi vlaganji podjetju omogoča večjo izkoriščenost kapacitet in razbremenjuje delavca. Drugi predlog možnih izboljšav je namestitev klimatskih naprav v prostore podjetja, ki zaposlenim daje občutek ugodja na delovnem mestu, hkrati pa znižuje stroške zaposlitve študentov v času velikih odsotnosti zaposlenih z dela. Za pomoč pri nastajanju diplomske naloge se iskreno zahvaljujem mentorju na fakulteti dr. Vojku Potočanu in mentorju v podjetju Biplast s.p., dipl. ekon. Antonu Bizjaku za pomoč in svetovanje pri izdelavi diplomske naloge. Prav tako namenjam besedo zahvale svoji družini za podporo in razumevanje v celotnem času študija.

3
KAZALO
PREDGOVOR ..................................................................................................................... 2 1 UVOD ................................................................................................................................ 4
1. 1 Opredelitev oz. opis problema, ki je predmet raziskovanja ................................. 4 1. 2 Namen ........................................................................................................................ 4 1. 3 Cilj.............................................................................................................................. 4 1. 4 Predpostavke in omejitve raziskave........................................................................ 4 1. 5 Metode raziskovanja ................................................................................................ 5
2 OPREDELITEV POSLOVNEGA PROCESA.............................................................. 6 2. 1 Vrste poslovnih procesov ......................................................................................... 7
3 PROIZVODNI PROCES................................................................................................. 9 3. 1 Operacije delajo proizvode ...................................................................................... 9 3. 2 Managerji proizvodnje........................................................................................... 10 3. 3 Odločitve v proizvodnem managementu .............................................................. 11
3. 3. 1 Druge pomembne odločitve .............................................................................. 11 4 PLANIRANJE PROCESA ............................................................................................ 12
4. 1 Kapacitete procesa.................................................................................................. 13 4. 1. 1 Pristop k planiranju kapacitet .......................................................................... 13 4. 1. 2 Planiranje kapacitet ......................................................................................... 14 4. 1. 3 Prilaganje kapacitet ......................................................................................... 14
4. 2 Srednjeročno planiranje ........................................................................................ 16 4. 3 Glavni terminski plani ........................................................................................... 17 4. 4 Kratkoročno planiranje ......................................................................................... 17
4. 4. 1 Terminiranje poteka ......................................................................................... 18 4. 4. 2 Planiranje materialov....................................................................................... 18 4. 4. 3 Planiranje dela ................................................................................................. 19
4. 4. 3. 1 Psihološko okolje...................................................................................... 19 4. 4. 3. 2 Socialno okolje ......................................................................................... 20 4. 4. 3. 3 Delovne metode........................................................................................ 20
5 OBRAVNAVA IZBRANEGA PROIZVODNEGA PROCESA................................. 21 5. 1 Posnetek trenutnega stanja.................................................................................... 21 5. 2 Potek proizvodnje ................................................................................................... 21
5. 2. 1 Pakiranje vrečk................................................................................................. 23 5. 2. 2 Odprema končnih izdelkov ............................................................................... 23 5. 2. 3 Proizvodi podjetja Biplast ................................................................................ 23
6 PREDLOGI ZA IZBOLJŠANJE PROIZVODNEGA PROCESA............................ 26 6. 1 Izboljšanje poteka proizvodnega procesa ............................................................ 26 6. 2 Izboljšanje proizvodnega procesa z vidika pogojev ............................................ 27
7 SKLEP ............................................................................................................................. 29 7. 1 Temeljne ugotovitve ............................................................................................... 29 7. 2 Odprti problemi ...................................................................................................... 29
POVZETEK....................................................................................................................... 30 SUMMARY........................................................................................................................ 31 LITERATURA .................................................................................................................. 32 SEZNAM SLIK ................................................................................................................. 34 SEZNAM TABEL ............................................................................................................. 34
4
1 UVOD
1. 1 Opredelitev oz. opis problema, ki je predmet raziskovanja Kot zaposlena v podjetju Biplast s.p. že dalj časa opažam, da poteka celotni proces proizvodnje zadovoljivo, a vendar premalo učinkovito in premalo uspešno oziroma, da bi se lahko s pravimi metodami in modernizacijo proizvodnje korenito izboljšal, s čimer bi se po moji presoji dolgoročno močno povečala količina in kakovost proizvodnega procesa, seveda pa s tem tudi prepoznavnost podjetja na trgu. Menim, da je problem v nekoliko zastarelem procesu proizvodnje, ki zajema premalo uporabno in zastarelo proizvodnjo in ne najbolj zadovoljive delovne pogoje. Posledično so rezultati proizvodnje povprečni; z več vloženega truda, ki bi se vlagal v povečanje količine in kakovosti proizvodnje pa bi podjetje lahko svojo proizvodnjo povečalo in s tem tudi postalo konkurenčno velikim podjetjem. 1. 2 Namen Namen diplomskega dela je podrobno analizirati in prikazati proizvodni proces, predstaviti morebitne izboljšave proizvodnega procesa, kar bi posledično vplivalo na večjo izkoriščenost kapacitet in večjo produktivnost delavcev. 1. 3 Cilj Cilj diplomskega dela je predstavitev in analiza proizvodnega procesa ter vpliv le-tega na učinkovitost in uspešnost podjetja v okolju. Predstavila bom možne izboljšave proizvodnje, natančneje avtomatizacijo dela stroja in vzpostavitev ugodna klime na delovnem mestu, kar povečuje izkoriščenost kapacitet in produktivnost delavcev. 1. 4 Predpostavke in omejitve raziskave Na tržišču, ki ga oblikujejo želje kupcev, narašča število ponudnikov in tekmovanje med njimi, zato se je potrebno prilagajati spremembam na trgu z namenom nadaljnjega obstoja. Za izpolnitev nalog proizvodnje so potrebni različni proizvodni dejavniki: kader, proizvodna sredstva, proizvodni objekti in kapital. Za uspešno poslovanja podjetja je pomembno ustrezno izvajanje celote temeljnega, informacijskega in upravljalnega procesa. Omejitev diplomske naloge bo več. Ker je področje obravnave zelo obsežno in diplomsko delo omejeno s številom strani, bom poslovni proces in njegove vrste na kratko opisala, nato pa se bom osredotočila na obravnavo proizvodnega procesa. Tudi literatura je zelo obsežna, kar predstavlja dodatno omejitev. Seveda pa je prisotna tudi časovna omejitev za izdelavo diplomske naloge.

5
1. 5 Metode raziskovanja Pri izdelavi diplomske naloge sem uporabila naslednje metode raziskovanja: • Poslovna raziskava za analizo proizvodnega procesa. • Metoda deskripcije in kompilacije, ki ju bom uporabila v začetku raziskave, ko bom
opisovala dejstva in proces ter stališča in zaključna spoznanja drugih avtorjev, vendar brez lastnega znanstvenega tolmačenja in pojasnjevanja.
• Komparativna metoda, s katero bom primerjala teoretična spoznanja z dejanskim stanjem v podjetju.
6
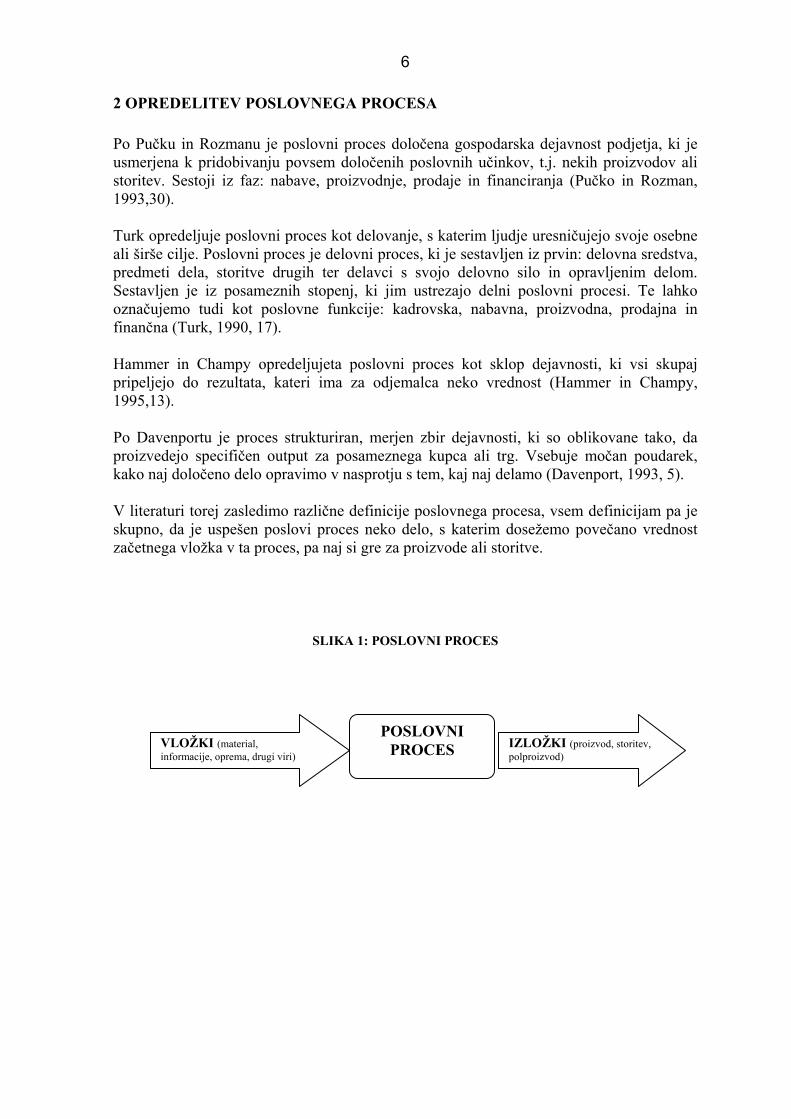
2 OPREDELITEV POSLOVNEGA PROCESA Po Pučku in Rozmanu je poslovni proces določena gospodarska dejavnost podjetja, ki je usmerjena k pridobivanju povsem določenih poslovnih učinkov, t.j. nekih proizvodov ali storitev. Sestoji iz faz: nabave, proizvodnje, prodaje in financiranja (Pučko in Rozman, 1993,30). Turk opredeljuje poslovni proces kot delovanje, s katerim ljudje uresničujejo svoje osebne ali širše cilje. Poslovni proces je delovni proces, ki je sestavljen iz prvin: delovna sredstva, predmeti dela, storitve drugih ter delavci s svojo delovno silo in opravljenim delom. Sestavljen je iz posameznih stopenj, ki jim ustrezajo delni poslovni procesi. Te lahko označujemo tudi kot poslovne funkcije: kadrovska, nabavna, proizvodna, prodajna in finančna (Turk, 1990, 17). Hammer in Champy opredeljujeta poslovni proces kot sklop dejavnosti, ki vsi skupaj pripeljejo do rezultata, kateri ima za odjemalca neko vrednost (Hammer in Champy, 1995,13). Po Davenportu je proces strukturiran, merjen zbir dejavnosti, ki so oblikovane tako, da proizvedejo specifičen output za posameznega kupca ali trg. Vsebuje močan poudarek, kako naj določeno delo opravimo v nasprotju s tem, kaj naj delamo (Davenport, 1993, 5). V literaturi torej zasledimo različne definicije poslovnega procesa, vsem definicijam pa je skupno, da je uspešen poslovi proces neko delo, s katerim dosežemo povečano vrednost začetnega vložka v ta proces, pa naj si gre za proizvode ali storitve.
SLIKA 1: POSLOVNI PROCES
VLOŽKI (material, informacije, oprema, drugi viri)
IZLOŽKI (proizvod, storitev, polproizvod)
POSLOVNI PROCES

7
2. 1 Vrste poslovnih procesov Poznamo več delitev poslovnih procesov: • Operativni in vodstveni poslovni procesi, kot jih deli Davenport. Operativni poslovni
procesi so: razvoj proizvoda, nabava, proizvajanje, trženje itd. Med vodstvene poslovne procese pa štejejo upravljanje s kadri, investicijske dejavnosti, planiranje sredstev (Davenport, 1993, 8).
• Ključni in podporni poslovni procesi. Ključni procesi izpolnjujejo naslednje kriterije: opazno korist za kupce (procesi morajo prispevati kupcu opazno korist, za katero so pripravljeni plačati), posebnost podjetja (procesi morajo biti zaradi posebnega načina uporabe resursov v podjetju enkratni), neposnemljivost (posebnosti procesov ne smejo biti lahko posnemljive), nenadomestljivost (procesi ne smejo biti nadomestljivi z drugimi rešitvami). V nasprotju s tem so podporni procesi značilni po tem, da kupcu ne nudijo nikakršne posebne koristi, niso posebnost podjetja, so posnemljivi in nadomestljivi1.
• Delitev poslovnih procesov glede na sredstvo (ki se deli na procese, ki manipulirajo s fizičnimi sredstvi, in tiste, ki manipulirajo z informacijami), aktivnosti (se delijo na takšne, ki vključujejo managerske aktivnosti, in takšne, ki vključujejo operacijske aktivnosti) (Davenport in Short, 1990, 11-27).
• Delitev poslovnih procesov glede na okolje. Procese lahko opredelimo tudi glede na okolje, v katerem potekajo in se tako delijo na proizvodne procese in tiste v storitvenih organizacijah. Obe vrsti procesov uporabljata enaka transformacijska načela (fizično, lokacijsko in transakcijsko), vendar se procesi v storitvenih organizacijah razlikujejo od proizvodnih v petih značilnostih2: stopnja povezanosti z odjemalcem (pri storitvenih organizacijah je lahko zelo različna, v proizvodnih procesih pa je zelo majhna ali pa je sploh ni), neoprijemljivost (v večini primerov storitve ne moremo otipati ali občutiti), takojšnjost (procese v storitvenih organizacijah lahko sproži odjemalec s svojo neposredno prisotnostjo in ti se pričnejo izvajati takoj, potrebna je neposredna udeležba odjemalca – primer je zahteva kupca po vračilu denarja za kupljeno blago, ki ga želi vrniti), neakumulativnost (ker je storitev po značaju izkušnja in ne proizvod, je ne moremo hraniti in skladiščiti, torej je ne moremo imeti v zalogi) in delovna intenzivnost: (storitveni procesi so delovno intenzivni, saj zahtevajo širok spekter različnih znanj, so kapitalsko zahtevni in zahtevajo visoko stopnjo avtomatizacije).
1 Povzeto po Osterloh Margit: Reinženiring poslovnih procesov, prevedel Štefan Kajzer (Janko Belak in soavtorji: Razvoj podjetja in razvojni management:posebnosti malih in srednje velikih podjetij, 1998, 67). 2 Povzeto po Lowenthal, Jefrrey N. : Reeinginering the organization: a step by step aproach to corporate revitalization, ASQC, 1994, 95-96.

8
V proizvodnji razlikujemo tri različne delne procese. Ti procesi izhajajo iz odnosov med dejavniki celotnega reprodukcijskega procesa. Odnos med delom in sredstvom dela se kaže v delovnem procesu, odnos med sredstvom dela in predmetom dela se kaže v tehnološkem procesu ter odnos med predmetom dela in ciljem dejavnosti v preoblikovalnem (transformacijskem) ali ciljnem procesu. Vsi navedeni delni procesi sestavljajo poslovni proces organizacije.
SLIKA 2: DEJAVNIKI POSLOVEGA PROCESA
Vir: Ivanko, 2004, 181.
POSLOVNI PROCES
DELO SREDSTVA DELA
CILJ
SREDSTVA DELA
PREDMET DELA
PREDMET DELA
PROIZVODNI PROCES
delovni proces tehnološki proces preoblikovalni proces
9
Kupci
Povpraševanje po proizvodih
Operacije v procesu
Oskrba s proizvodi
oblikovanje povpraševanja
prenos poskrbijo za
dobavljanje
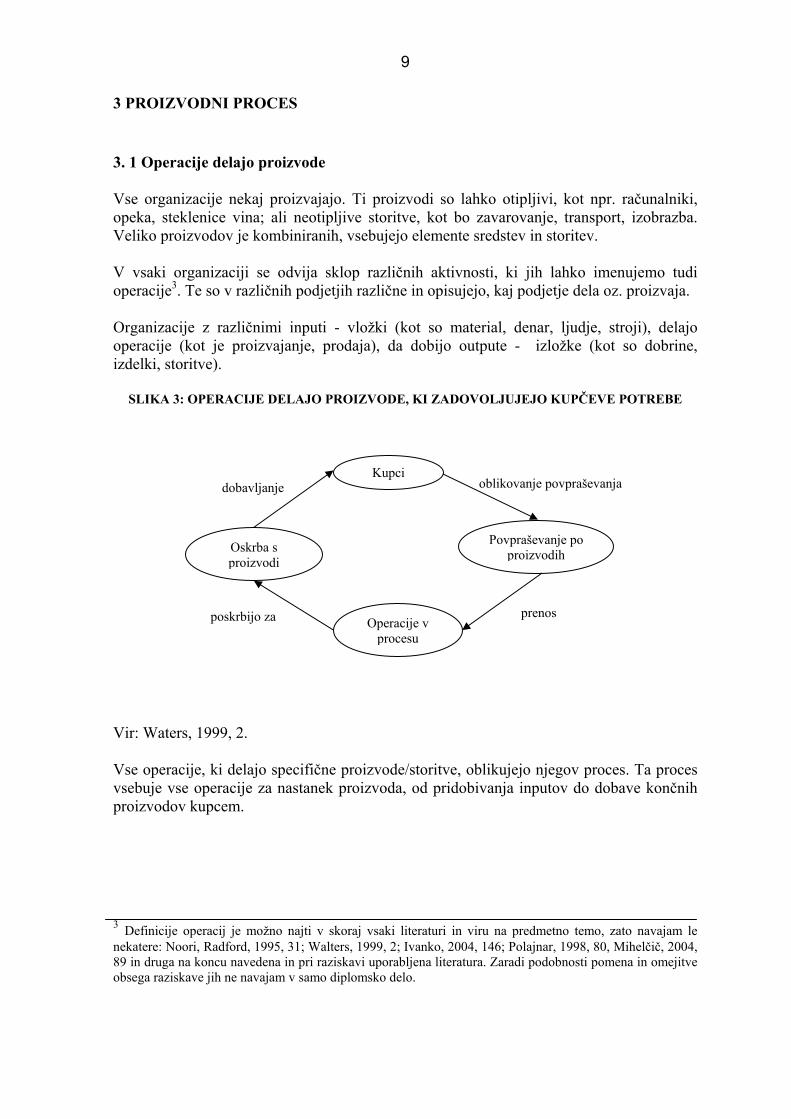
3 PROIZVODNI PROCES 3. 1 Operacije delajo proizvode Vse organizacije nekaj proizvajajo. Ti proizvodi so lahko otipljivi, kot npr. računalniki, opeka, steklenice vina; ali neotipljive storitve, kot bo zavarovanje, transport, izobrazba. Veliko proizvodov je kombiniranih, vsebujejo elemente sredstev in storitev. V vsaki organizaciji se odvija sklop različnih aktivnosti, ki jih lahko imenujemo tudi operacije3. Te so v različnih podjetjih različne in opisujejo, kaj podjetje dela oz. proizvaja. Organizacije z različnimi inputi - vložki (kot so material, denar, ljudje, stroji), delajo operacije (kot je proizvajanje, prodaja), da dobijo outpute - izložke (kot so dobrine, izdelki, storitve).
SLIKA 3: OPERACIJE DELAJO PROIZVODE, KI ZADOVOLJUJEJO KUPČEVE POTREBE
Vir: Waters, 1999, 2. Vse operacije, ki delajo specifične proizvode/storitve, oblikujejo njegov proces. Ta proces vsebuje vse operacije za nastanek proizvoda, od pridobivanja inputov do dobave končnih proizvodov kupcem. 3 Definicije operacij je možno najti v skoraj vsaki literaturi in viru na predmetno temo, zato navajam le nekatere: Noori, Radford, 1995, 31; Walters, 1999, 2; Ivanko, 2004, 146; Polajnar, 1998, 80, Mihelčič, 2004, 89 in druga na koncu navedena in pri raziskavi uporabljena literatura. Zaradi podobnosti pomena in omejitve obsega raziskave jih ne navajam v samo diplomsko delo.

10
3. 2 Managerji proizvodnje V različnih organizacijah imajo managerji proizvodnje različne nazive: proizvodni managerji, managerji proizvodnje, nadzorniki ipd. Sama jih bom poimenovala managerji proizvodnje. Managerji proizvodnje so odgovorni za operacije. Skrbijo za vse aktivnosti, ki so povezane z nastajanjem proizvoda - proces zbiranja inputov in preoblikovanje teh v kupcem zadovoljive proizvode. Kadar govorimo, da so managerji odgovorni za operacije, pomeni, da njihovo delo vsebuje naslednje: • planiranje - postavljanje ciljev, sredstva in časovni obseg za dosego teh ciljev; • organiziranje - strukturiranje proizvodnje za dosego ciljev; • kadrovanje - zagotavljanje zadostnih kadrov za delo; • vodenje - poučevanje in vodenje zaposlenih; • motiviranje - spodbujanje zaposlenih, da delo opravljajo učinkovito; • alokacija - določitev sredstev za specifično delo; • spremljanje - preverjanje napredka za zadovoljitev ciljev; • kontroliranje - zagotavljanje, da se pomikajo proti ciljem; • informiranje - sporočanje vsem o napredku.
SLIKA 4: CELOVIT PREGLED PROIZVODNEGA MANAGEMENTA
Vir: Waters, 1999, 4. Ta slika prikazuje odločitve, ki jih sprejemajo managerji in ki vplivajo na organizacijo, da dela učinkovito. Njihove odločitve vplivajo na inpute, operacije in outpute ter uporabljajo povratne informacije o izvedbi in drugih pomembnih odločitvah za sprejemanje nadaljnjih odločitev. Kupci dobijo želene outpute, ustvarjajo nove zahteve, dajejo komentarje in mnenja. Celotni proces deluje znotraj okolja, ki vsebuje konkurenco, družbo in vlado.
Outputi Operacije Inputi
Kupci
Managerji odločitve
informacije

11
3. 3 Odločitve v proizvodnem managementu Managerji vseh proizvajalnih podjetij imajo podobno zahtevne naloge. Najprej morajo poiskati najboljšo lokacijo za delovanje; izbirajo dobavitelje in kupujejo material; izbirajo specifičen delovni postopek za pretvarjanje materiala v proizvode; napovedujejo kupčevo povpraševanje in kalkulirajo potrebne kapacitete za zadovoljitev tega povpraševanja; organizirajo vire efektivno, kot je le mogoče; skrbijo za pretok denarja, produktivnost, kvaliteto in dobiček. Vsaka organizacija, ne glede na tip operacij, ki jih izvaja, mora imeti managerje, ki sprejemajo odločitve, da proces teče gladko. Kvaliteta njihovih odločitev vpliva na celotno podjetje. Pravilne odločitve lahko vodijo v trajni proces, kupci dobijo želene proizvode. Slabe odločitve se vedno ne ujemajo s kupčevim povpraševanjem, ker so lahko slabo zasnovane, slabo izdelane ali predrage. Dolgoročno gledano, slab proizvodni management lahko pripelje do tega, da organizacija ne zadovoljuje kupčevih povpraševanj in to lahko vodi v propad organizacije. 3. 3. 1 Druge pomembne odločitve Proizvodni managerji svojih odločitev ne sprejemajo samostojno, ampak sodelujejo in koordinirajo z drugimi funkcijami v organizaciji. V vseh organizacijah morajo obstajati tri centralne funkcije: • prodajna/ marketinška funkcija - odkriva in raziskuje kupčeva povpraševanja, spodbuja
nove zahteve, zbira in analizira informacije o kupčevih potrebah, organizira oglaševanje, sprejema naročila;
• proizvodni management - je odgovoren za proces, ki dejansko proizvaja proizvode oz. storitve;
• finančna funkcija - zbira kapital, investira, plačuje račune. Te tri funkcije so direktno povezane s proizvodom. Seveda pa so v podjetju tudi druge pomembne funkcije: • kadrovska funkcija; • raziskave in razvoj; • informacijska podpora; • administracija.
12
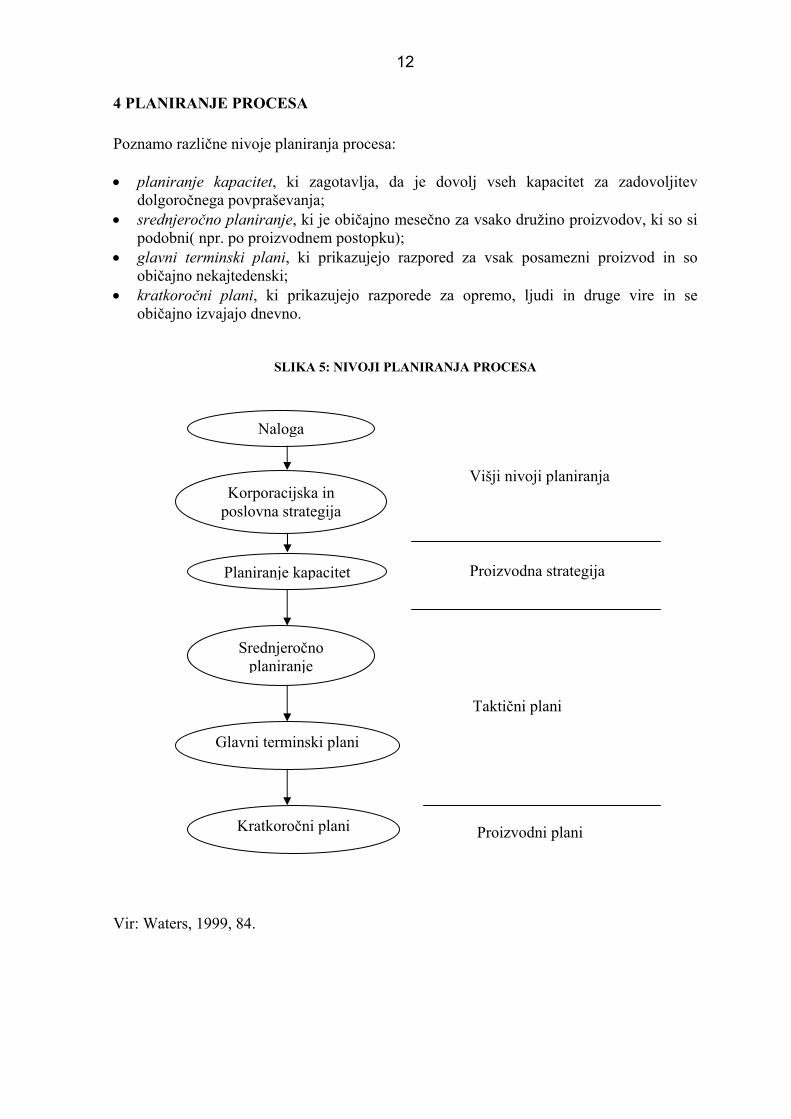
4 PLANIRANJE PROCESA Poznamo različne nivoje planiranja procesa: • planiranje kapacitet, ki zagotavlja, da je dovolj vseh kapacitet za zadovoljitev
dolgoročnega povpraševanja; • srednjeročno planiranje, ki je običajno mesečno za vsako družino proizvodov, ki so si
podobni( npr. po proizvodnem postopku); • glavni terminski plani, ki prikazujejo razpored za vsak posamezni proizvod in so
običajno nekajtedenski; • kratkoročni plani, ki prikazujejo razporede za opremo, ljudi in druge vire in se
običajno izvajajo dnevno.
SLIKA 5: NIVOJI PLANIRANJA PROCESA
Vir: Waters, 1999, 84.
Naloga
Korporacijska in poslovna strategija
Srednjeročno planiranje
Planiranje kapacitet
Glavni terminski plani
Kratkoročni plani
Višji nivoji planiranja
Proizvodna strategija
Taktični plani
Proizvodni plani
13
4. 1 Kapacitete procesa Kapacitete procesa so maksimalne količine proizvodov, ki jih lahko proizvedemo v danem času pod normalnimi delovnimi pogoji. 4. 1. 1 Pristop k planiranju kapacitet Planiranje kapacitet je v osnovi preprosto. Vse, kar potrebujemo, je napoved dolgoročnega povpraševanja in nato zadostno količino kapacitet za zadovoljitev tega povpraševanja. Če proizvajamo manj kapacitet, ne moremo zadovoljiti zahtev povpraševanja in zato izgubljamo morebitne kupce. Če proizvajamo več kapacitet, lahko zadovoljimo vse zahteve kupcev, imamo pa tudi rezervne kapacitete, kar povzroča dodatne stroške za ne dovolj izkoriščena sredstva. V praksi pa to ni tako enostavno. Količina proizvodov je lahko zelo spremenljiva, kar je odvisno od več dejavnikov: • kako naporno zaposleni delajo; • število prekinitev; • zahteve kvalitete; • učinkovitost opreme, strojev; • pritiski managerjev in drugi dejavniki. Večina podjetji nerada dela s polno izkoriščenostjo kapacitet, saj sčasoma oprema oz. stroji postajajo manj zanesljivi, zaposleni se počutijo prenapete in seveda ni blažitve pred nenadnimi spremembami in nepričakovanimi dogodki. Kapaciteta procesa je maksimalni output, kadar se dela normalno. Oblikovalci velikokrat mislijo na idealne pogoje, v katerih se dela dobro in ni težav, motenj, vzdrževanja ali drugih prekinitev, tako da je načrtovana kapaciteta maksimalni output pod idealnimi pogoji. Procesi pa se redko izvršujejo pod idealnimi pogoji, zato je učinkovita kapaciteta bolj realna mera, ki jo lahko pričakujemo pod normalnimi pogoji. Zaradi uporabe različnih količin razpoložljivih virov pa se ne porablja vsa učinkovita kapaciteta procesa. En proizvod lahko uporablja vse razpoložljive vire, npr. čas uporabljen na enem stroju, in to lahko predstavlja ozko grlo. V tem primeru stroj dela z uporabo maksimalne kapacitete, ostali viri pa imajo zalogo kapacitet. Operacije, ki vsebujejo ozko grlo, omejujejo izkoriščanje kapacitet celotnega procesa. Edini način za povečanje kapacitete je ta, da ublažimo pritisk na ozko grlo.

14
4. 1. 2 Planiranje kapacitet Planiranje kapacitet je predvsem strateška funkcija. Kapacitete procesa lahko povečamo z izgradnjo novih proizvajalnih obratov ali s spremembo procesa; rezervne kapacitete pa lahko zmanjšamo z zapiranjem proizvodnih obratov ali z uporabo teh proizvodnih obratov za druge proizvode. To so najpomembnejše odločitve, ki imajo dolgotrajni učinek za organizacijo. Drugi vidiki z planiranja kapacitet pa se uporabljajo za krajša obdobja. V teh primerih pa lahko kapacitete dvignemo z najemom dodatnih prostorov ali s podaljšanjem delovnega časa za neko obdobje. Objektiven pristop k planiranju kapacitet pomeni zagotovitev, da kapacitete ustrezajo predvidenemu povpraševanju kupcev na dolgi rok, z kratkoročnim prilagajanjem in upoštevanjem odstopanj v povpraševanju. Namen planiranja kapacitet je ujemanje razpoložljivih kapacitet za zadovoljitev predvidenega povpraševanja kupcev gledano dolgoročno, srednjeročno in tudi kratkoročno. Standardni pristop k planiranju kapacitet je sledeči: • pregled predvidenega povpraševanja kupcev; • pregled razpoložljivih kapacitet v obstoječih proizvodnih obratih; • pregled potreb po kapacitetah in razpoložljivost le-teh; • izdelava alternativnih planov za premagovanje neskladij med potrebnimi in
prilagajanje razpoložljivim kapacitetam; • primerjava teh planov in izbira najboljšega; • implementiranje teh planov v prakso, nato pa kontroliranje napredka. 4. 1. 3 Prilaganje kapacitet Proces planiranja kapacitet mora biti dovolj fleksibilen, da lahko zadovoljuje kratkoročno prilagajanje. Poznamo tri vrste razmerij med kapacitetami in povpraševanjem: • kapacitete bolj ali manj zadovoljujejo povpraševanje, zato imamo včasih odvečne
kapacitete ali primanjkljaj kapacitet; • kapacitete presegajo povpraševanje; • kapacitete ne zadostujejo povpraševanju.

15
SLIKA 6: ČASOVNE MOŽNOSTI POVEČANJA KAPACITET
Vir: Waters, 1999, 95. Vsako od teh razmerij je najboljše v določenih pogojih. Faktorjev, ki spodbujajo organizacije, da se hitro oz. pravočasno odločijo za povečanje kapacitet, je več: • neenakomerno povpraševanje; • visoki dobički, npr. za nov proizvod; • visoki stroški za nenačrtovano povpraševanje in s tem izguba dobička; • nizki stroški rezervnih kapacitet, ki jih lahko uporabijo za druga dela; • potreba po odvisnih in fleksibilnih operacijah.
Nekatere organizacije pa se odločajo za povečanje kapacitet v zadnjem trenutku. Glavni vzrok za to so visoki stroški. Kapacitete lahko povečamo na dva načina: • več majhnih povečanj; • manj večjih povečanj.
enote
čas
Kapacitete presegajo povpraševanje
enote
čas
enote
čas
Kapacitete ne zadostujejo povpraševanju
Kapacitete bolj ali manj ustrezajo povpraševanju

16
SLIKA 7: KOLIČINSKE MOŽNOSTI POVEČANJA KAPACITET
Vir: Waters, 1999, 96. Prednosti velikih povečanj: • dolgoročno so kapacitete večje kot povpraševanje; • prodaja je skoraj neizogibna; • prednosti pred konkurenco; • manj pogoste prekinitve.
Seveda pa imajo velika povečanja tudi slabosti: • kapacitete ne ustrezajo povpraševanju tako tesno; • prekinitve so lahko škodljive; • visoki stroški; • obstaja velik riziko ob spremenljivem povpraševanju. 4. 2 Srednjeročno planiranje Srednjeročno planiranje predstavlja povezavo med dolgoročnim in kratkoročnim planiranjem. Srednjeročno planiranje vsebuje napoved povpraševanja in planirane kapacitete ter jih uporabi za izdelovanje proizvodnih planov za proizvode, ki so si podobni. Običajno se delajo za naslednjih nekaj mesecev. Glavni inputi za izdelavo srednjeročnih planov so poleg napovedi povpraševanja in planirane kapacitete tudi vnaprej poznana naročila, velikost zalog, varnostne zaloge, notranje zahteve in druge proizvodne omejitve.
Več majhnih povečanj
Manj večjih povečanj
enote
enote
čas
čas

17
Pri srednjeročnem planiranju je treba najti odgovore na naslednja vprašanja: • Ali naj proizvodnja ostane na enakem nivoju ali naj se spremeni za zagotovitev
spremenljivega povpraševanja? • Ali naj se najamejo podizvajalci za zadovoljevanje najvišjega povpraševanja? • Ali naj se spremeni število zaposlenih(poveča ali zmanjša) ob spremenjenem
povpraševanju (povečanem ali zmanjšanem)? • Ali naj se spremenijo cene? • Ali so dovoljeni primanjkljaji, npr. s pozno dobavo proizvodov? 4. 3 Glavni terminski plani Glavni terminski plani dajejo podrobne časovne razporede za proizvodnjo posameznih proizvodov. Ti plani izpolnjujejo zahteve srednjeročnega planiranja. Seveda se lahko pojavijo majhna odstopanja, ki dovoljujejo kratkoročne variacije, nepravilno napovedovanje povpraševanja in omejitve kapacitet. Glavni terminski plani se običajno oblikujejo kratek čas pred dejanskim zagonom proizvodnje, nekatera naročila so lahko že sprejeta. Takrat pa je povpraševanje sestavljeno iz: • proizvodnje, ki je podrobno opredeljena s srednjeročnim planiranjem; • sprememb na proizvodih, ki so narejene z nazadnje opravljenimi napovedovanji zahtev
oz. povpraševanji kupcev; • kupčevih naročil, ki so že prejeta. Kadar delamo glavne terminske plane, je treba upoštevati tudi stanje trenutnih zalog, proizvodne kapacitete in številne druge faktorje. Drugače pa je izdelava glavnih terminskih planov zelo podobna srednjeročnemu planiranju, saj tudi za izdelavo teh planov lahko uporabimo različne, že prej naštete metode: grafične metode, ekspertne sisteme, simulacije, matematične modele in specializiran software. 4. 4 Kratkoročno planiranje Zadnja faza planiranja je oblikovanje kratkoročnih časovnih planov za vsak del procesa. Kratkoročni plani morajo iskati: • najboljše zaporedje za izvajanje operacij in del; • posledični čas posameznih operacij; • časovne plane za zagotovitev sredstev oz. virov za nemoten potek operacij. Kratkoročno planiranje daje podrobne razporede za posamezna dela, delovno silo, opremo, surovine in druga sredstva oz. vire, ki so potrebni za proizvodni proces. Sredstva oz. vire organizirajo tako, da se čimbolj približajo srednjeročnemu planiranju.

18
4. 4. 1 Terminiranje poteka Cilj terminiranja potekov dela je urejevanje dela, da proces poteka učinkovito, kot je le mogoče. Največjo težavo pri terminiranju dela na strojih predstavljajo čakalne dobe oz. čakalni čas procesov, ki čakajo na obdelavo. Z učinkovitim planiranjem dela na strojih skušamo dosegati minimiranje čakalnega časa in celotnega proizvajalnega časa, nizke zaloge, zniževanje maksimalnih zamud, doseganje visoke izkoriščenosti strojev. Faktorji, ki vplivajo na potek dela: • nabava materialov; • količina in tip opreme, ki jo uporabljamo; • število in veščine delavcev na strojih; • zastoji zaradi okvare strojev; • zastoji zaradi kupčevih sprememb naročil; • prioritetna dela; • metode za vrednotenje planiranja.
Največjo težavo pri terminiranju poteka dela predstavlja časovna struktura. Ta namreč v odločilni meri determinira, ali lahko stroškovno dovolj ugodno proizvajamo predmete dela v kratkem pretočnem času ob istočasni visoki izkoriščenosti delovnih sredstev in majhni obremenitvi človeka ter majhni porabi materiala. Pretočni čas je čas, potreben za izpeljavo delovnega postopka. Sestavljajo ga izvedbeni, vmesni in dodatni čas. Vmesni čas zajema v splošnem čas mirovanja pred obdelavo in po njej ter transportni čas. Vsi časi, ki jih zraven omenjene izpeljave štejemo k delovni nalogi, so dodatni časi. Sem štejemo npr. prekinitve zaradi motenj. Izdelavni čas lahko skrajšamo z boljšo izdelavno tehnologijo in avtomatizacijo proizvajalnega procesa4. 4. 4. 2 Planiranje materialov Planiranje materialov je prisotno pri vsakem proizvodnem procesu. Za nemoten proizvodni proces mora biti na voljo dovolj materialov, ki so potrebni. Zato je planiranje materialov povezano z zalogami, ki se oblikujejo, kadar inputi ali outputi niso izkoriščeni, ko so razpoložljivi. Skoraj vse organizacije oblikujejo zaloge, s katerimi so pa povezani stroški: skladiščenja, zavarovanja in drugi stroški. Zato se postavlja vprašanje: Zakaj organizacije oblikujejo zaloge? Odgovori na to vprašanje običajno vsebujejo: • za zadovoljitev povpraševanja, ki je večje od običajnega ali ob nepričakovanem času; • zaradi zamud dobaviteljev; • zaradi količinskega popusta ali akcijske prodaje; • kadar so cene ugodne ali se pričakuje porast cen; • za materiale, ki so težko dobavljivi ali gredo iz prodaje; • zaradi zapolnitve tovornih vozil ali za zmanjšanje prevoznih stroškov. 4 Povzeto po Ambrož, Joža: Osnove oblikovanja dela v proizvodnji, 2000, 71.

19
Pri planiranju materialov je potrebna analiza Kateri material naj naročimo? Koliko naj ga naročimo? Kdaj naj ga naročimo? 4. 4. 3 Planiranje dela Pri planiranju dela je treba upoštevati več faktorjev, ki vključujejo odločitve o najboljšem zaporedju delovnih nalog, kdo jih bo opravil, kakšna oprema bo potrebna, način nadzora opravljanja nalog, okolje, v katerem se bodo delovne naloge odvijale. Cilji, ki jih želimo doseči z dobrim planiranjem dela, so: da želimo kvalitativno in kvantitativno zadovoljiti interese organizacije, da delamo varno in nagrajevano za posameznika. Glavni elementi, ki jih moramo upoštevati za zadovoljevanje prej navedenih ciljev : • psihološko okolje, kjer opravljamo delo; • socialno okolje, ki vpliva na delavčevo psihološko stanje; • delovne metode, ki opisujejo, kako opravljamo delo.
4. 4. 3. 1 Psihološko okolje To je prostor, kjer se delo izvaja, postavitev, uporabljeno okolje, razpoložljiva delovna oprema. Kadar je kateri od naštetih faktorjev slabo organiziran, je lahko delovno okolje moteče, nalaga delavcem veliko breme, lahko je tudi nevarno. Drugi pogledi na delovno okolje so povezani tudi z : • osvetlitvijo - če osvetlitev delovnih prostorov ni primerna, je ne more nadomestiti
najboljša ostrina vida. Vidna sposobnost očesa je tem večja, čim večja je svetlost zornega polja (Lipičnik, 2003, 100);
• temperaturo in vlažnostjo - za občutek ugodja na delovnem mestu je potrebna ustrezna temperatura. Vročina ali mraz povzročata neugodje pri delavcih. Relativna vlažnost naj ne bi presegala 70 %, zaželeno pa je, da je še nižja (Ivanko, 2004, 146);
• ropotom in vibracijami - delovna sredstva v neposredni bližini delovnega mesta, neugodno in moteče delujejo na človeka. Prevelik ropot lahko povzroči okvare sluha. Zato je treba zavarovati delavca z različnimi napravami ali z ustrezno izolacijo prostorov in strojev za preprečevanje neposrednega vpliva ropota na delavčev slušni aparat (Ivanko, 2004, 146);
• onesnaženostjo zraka - kot npr. prah, dim, lahko povzroča bolezni dihal in je lahko zdravju škodljiv;
• varnostjo - delavci morajo vedno delati v varnem okolju, zaščiteni morajo biti pred morebitnimi nevarnostmi.

20
4. 4. 3. 2 Socialno okolje Oblikovanje dela mora upoštevati tudi socialno okolje delavcev, ki opravljajo naloge. Organizacija mora zagotavljati delavcem poznavanje svojega dela. To pomeni, da mora zagotavljati primerno usposabljanje za delo, primeren nadzor in pomoč pri delu, poznavanje predpisov in pravil organizacije, pričakovanja organizacije in nadrejenih, ustrezno nagrajevanje zaposlenih. Vendar pa je to le del socialnega okolja. Širšo vlogo ima zadovoljevanje delavčevih potreb po dokazovanju in osebnem razvoju. Vse to pa vodi k večji motivaciji in boljši izvršitvi dela. Socialno okolje lahko izboljšamo na več načinov (Waters, 1999, 118): • samostojnost pri delu; • prepoznavnost in pomembnost pri delu; • dajanje pomembnih povratnih informacij o učinku; • oblikovanje skladnih timov za delo; • rotirajoče delo - omogočanje sprememb delovnega mesta, za preprečevanje
monotonosti pri delu; • obogatitev dela - dodaja delu več odgovornosti in povzroča neločljivo povezanost dela.
4. 4. 3. 3 Delovne metode Za ugotavljanje, kakšen je oziroma bi moral biti delovni postopek, je dobro upoštevati (Lipičnik, 2003, 102): • če že obstaja postopek dela, ugotovimo pomanjkljivosti delovnega postopka; • oblikujemo nove, racionalnejše delovne postopke; • uvedemo oblikovane delovne postopke. Pri analizi delovnih postopkov moramo preučiti vse pomembne podatke o metodah dela in dejavnike, ki določajo potek dela. Ti podatki so: podatki o operaciji, vrsti materiala in energiji, razpoložljivih strojih, delovnem mestu in drugi dejavniki, ki tudi ponazarjajo sedanji način dela. Z analizo obstoječega načina dela lahko ugotovimo, katere prvine moramo spremeniti, da bi dosegli želeni cilj. Pri tem si postavljamo vprašanja, kot so: zakaj, kako, kje in kdaj ter koliko časa izvajamo operacijo. Pri oblikovanju delovnega postopka težimo k temu, da dosežemo tako zaporedje enot dela, da dosežemo cilj s čim manjšimi stroški, ob čim manjši utrujenosti delavca, v čim krajšem času. Ko smo oblikovali delovni postopek, ga lahko uvedemo in preizkusimo. Pri preizkušanju natančno opazujemo, kaj se dogaja in česa nismo predvidevali ter kaj otežuje doseganje cilja. Če je potrebno, postopek popravimo in ponovno preizkusimo. To ponavljamo toliko časa, dokler s postopkom na dosežemo cilja, ki smo si ga zadali (Ivanko, 2004, 147).
21
5 OBRAVNAVA IZBRANEGA PROIZVODNEGA PROCESA 5. 1 Posnetek trenutnega stanja Proizvodni proces v obravnavanem podjetju je temeljni proces v podjetju. Proizvodnja polietilenskih vrečk za smeti in skrinje je zelo specifičen proces, ki ga bom v nadaljevanju tudi podrobneje opisala; predstavlja pa glavni vir dohodkov za podjetje. Seveda pa podjetje ustvarja dohodek tudi s prodajo folij različnih debelin in širin. Da se lahko lotimo analiziranja, je potrebno najprej posneti trenutno stanje proizvodnega procesa in ga podrobno opisati, vključno z nalogami zaposlenih; za celovitejši pregled pa je potrebno opredeliti tudi stroje, ki sodelujejo v proizvodnem procesu.
SLIKA 8: PROIZVODNI PROCES
5. 2 Potek proizvodnje Za proizvodnjo potrebujemo osnovni material, polietilen, ki ga podjetje nabavlja pri različnih proizvajalcih. Ta material v granulah ekstruder predela v folijo različne debeline in širine. Ekstruderji so stroji, ki prevzemajo iz lijaka trde do tekoče materiale, nato jih zgostijo, premešajo, stalijo, homogenizirajo, kemijsko spremenijo, jim odvzamejo ali dodajo pline itd ter končno kontinuirano iztiskajo iz šobe (Navodnik in Kopčič 1995, 230). Podjetje Biplast ima pet ekstuderjev, od katerih vsaj dva obratujeta 24 ur na dan, ostali pa po potrebi, odvisno od naročil in povpraševanja po foliji oziroma vrečkah. Folije se nato za različne potrebe različno obdelajo, postopek obdelave imenujemo varjenje. V podjetju Biplast imamo na razpolago več strojev za varjenje folij. Ker so naši odjemalci različni, so tudi vrečke drugačne. Proizvajamo vrečke za smeti: 30, 45, 50, 70, 90, 110, 120- litrske, vrečke s trakom za zapiranje, vrečke brez traka in vrečke za skrinjo. Za varjenje vrečk manjših dimenzij s trakom za zapiranje uporabljamo rolomat Coemter, vrečke večjih dimenzij s trakom za zapiranje se varijo na stroju Stiegler, vrečke za skrinjo pa na stroju Arvor. Vrečke brez traku se varijo na stroju FMC.
VLOŽKI : material-polietilen, energija, delo,...
IZLOŽKI : vrečke za smeti in skrinjo
PROIZVODNI PROCES

22
Vsi stroji za obdelavo folije so zasnovani na enakem principu: najprej je treba folijo, ki je navita na stročnico, dvigniti na stroj. Ker ima bala več sto kilogramov in je delavec ne more sam dvigniti, imajo stroji vgrajeno hidravlično dvigalo, ki omogoča dvig bale na stroj. Ko je bala na stroju, jo je treba zalepiti na folijo, ki je bila na stroju pred tem. Zalepimo jo z lepilnim trakom. Nato lahko stroj poženemo. Natančneje bom predstavila varjenje vreč za smeti s trakom za zapiranje. Folija potuje skozi različne faze predelave: najprej se folija preloži, nato se naredi izsek za trak za zapiranje, v izsek se vloži trak za zapiranje, nato se perforira in vari istočasno, zatem se preloži v različne širine role, ki jo želimo, in v končni fazi se folija zvije v rolo z določenim številom vrečk. Nato stroj na perforaciji pretrga folijo in jo vrže iz navijalnih vilic. Tako nastane rola, ki jo potrebujejo.
SLIKA 9: DIAGRAM POTEKA PROIZVODNEGA PROCESA
Vir: Interni podatki podjetja Biplast s.p.
MATERIAL (polietilen)
EKSTRUDIRANJE FOLIJE - prodaja
FOLIJE
VREČKE ZA SMETI
PAKIRANJE ETIKETIRANJE
PAKIRANJE
FOLIJE - varjenje FOLIJE - varjenje
VREČKE ZA SKRINJO
VARJENJE TRANSPORTNIH PAKETOV

23
5. 2. 1 Pakiranje vrečk Role, ki so proizvedene, je seveda potrebno tudi ustrezno zapakirati. Pakirajo jih za to usposobljeni delavci. Na role je treba zalepiti primeren lepilni list, kateri rolo tudi drži skupaj. To so posebni lepilni lističi, ki so ustrezno potiskani glede na odjemalca, ki jih naroči (Mercator ali Tuš). Seveda je treba biti pozoren tudi na dimenzije vrečk, ki jih obdelujemo. Ne moremo npr. na vrečke, ki imajo volumen 50 litrov in so dimenzije 55×60 centimetrov, nalepiti nalepke za kakršnokoli drugo dimenzijo ali volumen, ker to ne bi bilo pravilno in bi odjemalci vrečke vrnili, saj bi jih njihove stranke reklamirale. To bi bil dodaten nepotrebni strošek za nas in za njih in nobena stran ne bi bila zadovoljna. Zato se po svojih najboljših močeh trudijo, da se to ne bi dogajalo. A vendar se včasih, sicer redkokdaj, pripeti tudi ta nevšečnost. Ko role ustrezno zlepijo, jih tudi transportno zapakirajo. Transportni paketi vsebujejo po deset rol in jih je treba zavariti, da vrečke ne bi padale ven med transportom. Varijo jih z varilnim strojem, katerega žarilne nitke oddajajo ob pritisku z nogo močno temperaturo, ki omogoča, da se transportna vrečka zavari. 5. 2. 2 Odprema končnih izdelkov Končne izdelke nato naložijo na transportne euro palete. Seveda ne nalagajo poljubnega števila transportnih paketov, ampak točno določeno število: • vrečke za smeti s trakom za zapiranje (30, 45, 50- litrske), 140 kosov oziroma 1400 rol; • vrečke za smeti s trakom za zapiranje (70- litrske), 120 kosov oziroma 1200 rol; • vrečke za smeti s trakom za zapiranje (110- litrske), 80 kosov oziroma 800 rol; • vrečke za smeti s trakom za zapiranje (120- litrske), 60 kosov oziroma 600 rol; • vrečke za smeti brez traku za zapiranje (150- litrske), 80 kosov oziroma 800 rol. Te palete nato naložijo z viličarjem na tovorno vozilo, ki jih odpelje do želenega mesta v Sloveniji. Tam jih raztovorijo, skladiščnik jih prevzame in podpiše dobavnico. Plastične vrečke predstavljajo najbolj pogosto prisoten izdelek na našem planetu. Nizka teža, nizka cena in odpornost na vodo so vzroki, da so tako primerne za trgovine in prenašanje in da si je težko predstavljati življenje brez njih. V uporabi so že od leta 1960, od takrat pa neprestano spreminjajo design in se na široko uporabljajo tudi za reklamiranje. Narejene so lahko v različnih stopnjah debelin in trdnosti (PlastForma, marec 2006, 18). 5. 2. 3 Proizvodi podjetja Biplast Kot smo že omenili, podjetje proizvaja polietilenske vrečke za različne proizvajalce. Med njimi sta najpomembnejši dve izmed velikih podjetij v Sloveniji: Mercator in Tuš. Ti dve podjetji predstavljata 90% vse proizvodnje v Biplastu. Ostali odjemalci so manjša podjetja in gospodinjstva.
24
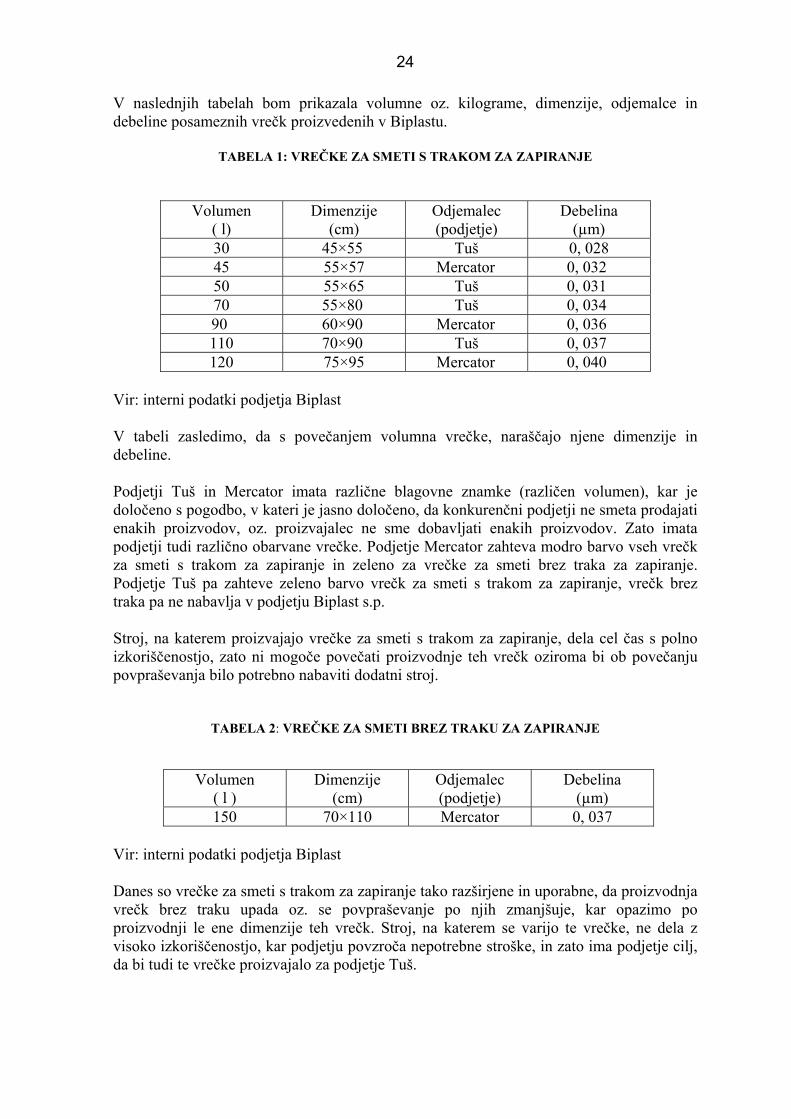
V naslednjih tabelah bom prikazala volumne oz. kilograme, dimenzije, odjemalce in debeline posameznih vrečk proizvedenih v Biplastu.
TABELA 1: VREČKE ZA SMETI S TRAKOM ZA ZAPIRANJE
Volumen ( l)
Dimenzije (cm)
Odjemalec (podjetje)
Debelina (µm)
30 45×55 Tuš 0, 028 45 55×57 Mercator 0, 032 50 55×65 Tuš 0, 031 70 55×80 Tuš 0, 034
90 60×90 Mercator 0, 036 110 70×90 Tuš 0, 037 120 75×95 Mercator 0, 040
Vir: interni podatki podjetja Biplast V tabeli zasledimo, da s povečanjem volumna vrečke, naraščajo njene dimenzije in debeline. Podjetji Tuš in Mercator imata različne blagovne znamke (različen volumen), kar je določeno s pogodbo, v kateri je jasno določeno, da konkurenčni podjetji ne smeta prodajati enakih proizvodov, oz. proizvajalec ne sme dobavljati enakih proizvodov. Zato imata podjetji tudi različno obarvane vrečke. Podjetje Mercator zahteva modro barvo vseh vrečk za smeti s trakom za zapiranje in zeleno za vrečke za smeti brez traka za zapiranje. Podjetje Tuš pa zahteve zeleno barvo vrečk za smeti s trakom za zapiranje, vrečk brez traka pa ne nabavlja v podjetju Biplast s.p. Stroj, na katerem proizvajajo vrečke za smeti s trakom za zapiranje, dela cel čas s polno izkoriščenostjo, zato ni mogoče povečati proizvodnje teh vrečk oziroma bi ob povečanju povpraševanja bilo potrebno nabaviti dodatni stroj.
TABELA 2: VREČKE ZA SMETI BREZ TRAKU ZA ZAPIRANJE
Volumen
( l ) Dimenzije
(cm) Odjemalec (podjetje)
Debelina (µm)
150 70×110 Mercator 0, 037 Vir: interni podatki podjetja Biplast Danes so vrečke za smeti s trakom za zapiranje tako razširjene in uporabne, da proizvodnja vrečk brez traku upada oz. se povpraševanje po njih zmanjšuje, kar opazimo po proizvodnji le ene dimenzije teh vrečk. Stroj, na katerem se varijo te vrečke, ne dela z visoko izkoriščenostjo, kar podjetju povzroča nepotrebne stroške, in zato ima podjetje cilj, da bi tudi te vrečke proizvajalo za podjetje Tuš.
25
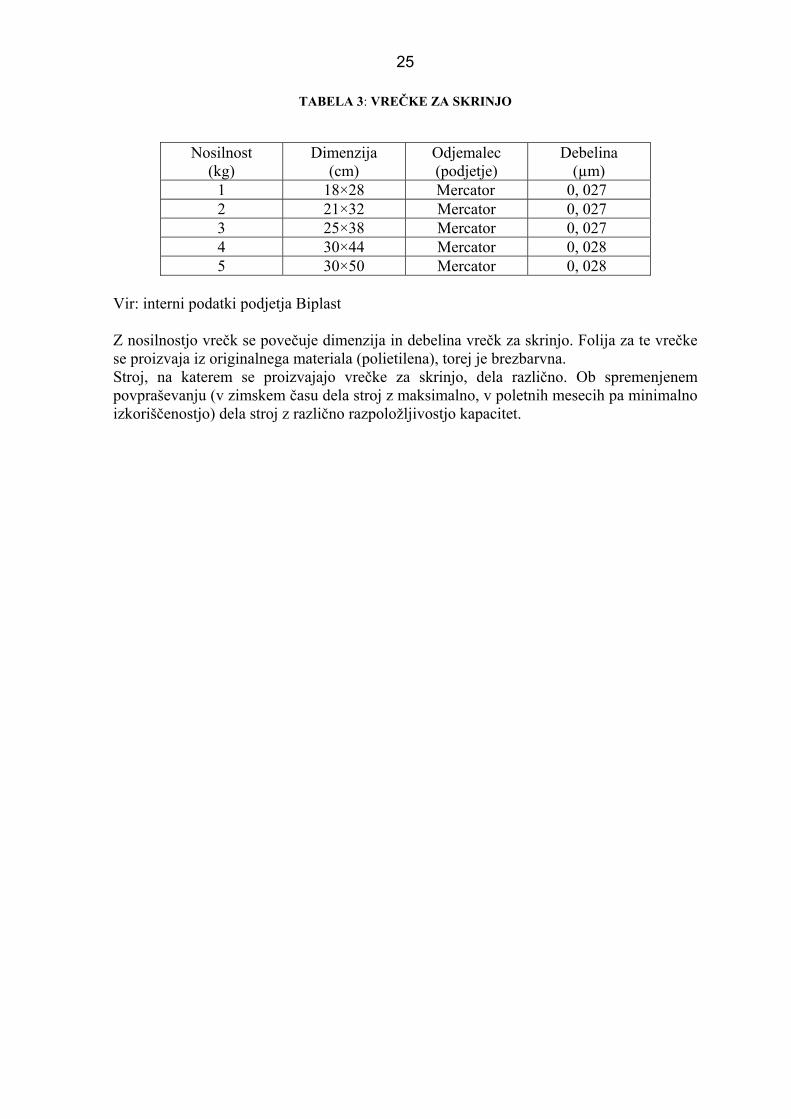
TABELA 3: VREČKE ZA SKRINJO
Nosilnost
(kg) Dimenzija
(cm) Odjemalec (podjetje)
Debelina (µm)
1 18×28 Mercator 0, 027 2 21×32 Mercator 0, 027 3 25×38 Mercator 0, 027 4 30×44 Mercator 0, 028 5 30×50 Mercator 0, 028
Vir: interni podatki podjetja Biplast Z nosilnostjo vrečk se povečuje dimenzija in debelina vrečk za skrinjo. Folija za te vrečke se proizvaja iz originalnega materiala (polietilena), torej je brezbarvna. Stroj, na katerem se proizvajajo vrečke za skrinjo, dela različno. Ob spremenjenem povpraševanju (v zimskem času dela stroj z maksimalno, v poletnih mesecih pa minimalno izkoriščenostjo) dela stroj z različno razpoložljivostjo kapacitet.

26
6 PREDLOGI ZA IZBOLJŠANJE PROIZVODNEGA PROCESA
Na podlagi obravnave procesa sem ugotovila, da bi trenutni proizvodni proces lahko bistveno izboljšali. Predlagam, da se izvede projekt za izboljšanje proizvodnje, hkrati s tem pa se bo izboljšalo tudi poslovanje podjetja. Predlagam naslednje izboljšave: • avtomatizacijo lepljenja etiket na vrečke za smeti; • namestitev klimatskih naprav. 6. 1 Izboljšanje poteka proizvodnega procesa Delavci v podjetju imajo togi ali fiksni delovni čas, kar omogoča večizmensko delo in večjo izkoriščenost delovnih sredstev. Izkoriščenost delovnih sredstev bi lahko povečali tudi z uvedbo avtomatizacije lepljenja etiket. Sedaj stroj vrže rolo iz navijalnih vilic, delavec je prime, zategne in nanjo prilepi ustrezno etiketo. Nato role zlaga v transportne pakete, katere odprte zlaga na paleto. Te palete nato prevzame delavec oziroma varilec transportnih paketov. Ta transportne pakete zavari in ustrezno skladišči. Z izboljšanim potekom proizvodnega procesa pa bi potekalo drugače: ko stroj vrže rolo iz navijalnih vilic, bi avtomatični lepilec prevzel rolo in jo zalepil, nato pa bi rola padla iz stroja za avtomatično lepljenje. Delavec bi tako samo pakiral ustrezno število rol v transportne pakete, te bi tudi ustrezno zavaril. Avtomatizacija lepljenja etiket na vrečke za smeti bi torej znatno olajšala delo proizvodnim delavcem na strojih. Povprečna poraba časa za lepljenje ene etikete na rolo 9 sekund (upoštevamo sprejem role, pritisk gumba za rezanje etikete, dejansko lepljenje na rolo). Ob uporabi avtomatičnega »lepilca etiket« bi delavec ta čas lahko uporabil za varjenje transportnih paketov. To delo trenutno opravlja drug proizvodni delavec, katerega delo predstavlja le varjenje transportnih paketov. Torej v primeru avtomatizacije lepljenja etiket ne bi več potrebovali tega delavca in bi ta varil le še vrečke za skrinjo. Prednost pri uporabi avtomatizacije lepljenja etiket je tudi večja izkoriščenost strojev, saj se na stroju lahko poveča ali zmanjša hitrost varjenja. V našem primeru bi povečali hitrost in tako dosegli večjo proizvodnost. Seveda pa je to povezano s stroški, saj je stroj za avtomatično lepljenje etiket potrebno kupiti. Sama sem se že angažirala in iskala možne dobavitelje za nabavo tega stroja. Najugodnejši ponudnik je podjetje Cyklop iz sosednje Italije. Glede na ponudbo, ki so nam jo posredovali, menim, da bi se nakup tega stroja začel obrestovati že po štirih mesecih.

27
SLIKA 10: DIAGRAM POTEKA IZBOLJŠANEGA PROIZVODNEGA PROCESA 6. 2 Izboljšanje proizvodnega procesa z vidika pogojev Ljudje zaznavamo dogajanje okrog nas s čutili. Neprimerne ali včasih celo nevarne delovne razmere lahko vplivajo na nastanek mnogih bolezni, lahko delujejo tudi kot stresni dejavniki. Med takšne dejavnike uvrščamo hrup, vibracije, neugodno toplotno okolje, nevarne snovi in svetlobo (Treven, 2005, 28). Počutje in zmogljivost človeka na delovnem mestu sta v veliki meri odvisna od ugodnih klimatskih razmer. Kadar je vpliv klimatskih razmer ugoden in se delavec počuti udobno pri svojem delu, je njegova produktivnost visoka. V nasprotnem primeru se delavec počuti neudobno in njegova produktivnost pada. Kot sem opisala že v četrtem poglavju, spada to v obravnavanje psihološkega okolja delavcev. Če upoštevamo temperaturo, vlažnost, čistočo in gibanje zraka, lahko govorimo o »občutku ugodja«. Temperatura, vlažnost in gibanje zraka so med seboj tesno povezani (Japelj, 1987, 7).
MATERIAL (polietilen)
EKSTRUDIRANJE FOLIJE - prodaja
FOLIJE
VREČKE ZA SMETI
PAKIRANJE PAKIRANJE IN
VARJENJE TRANPORTNIH
PAKETOV
FOLIJE - varjenje FOLIJE - varjenje
VREČKE ZA SKRINJO
VARJENJE TRANSPORTNIH
PAKETOV

28
Odvisno od zemljepisne lege, namena uporabe, velikosti zgradb in prostorov ter seveda od finančnih zmogljivosti bomo izbrali primeren sistem, da zagotovimo ugodje delavcev. V zimskem času bomo prostore ogrevali, v poletnih mesecih pa hladili. Seveda je potrebno tudi zračenje, da zagotovimo čist zrak. Pojem klimatizacije pomeni združitev vseh do sedaj opisanih pogojev: primerna temperatura, vlažnost in čistost zraka. Priporočene vrednosti temperatur glede na delovno mesto, kjer delo opravljamo oz. kakšno delo opravljamo, so naslednje:
TABELA 4: RAZPON KONFORTNIH TEMPERATUR
Vir: Stranks, 1992, 175. Kot je iz tabele razvidno, vrednosti temperatur upadajo glede na gibanje, ki ga zaposleni pri delu vršijo. V podjetju Biplast s.p. zaposleni v proizvodnji opravljajo lažje delo, torej je potrebno zagotavljati temperaturo med 15, 5 do 20, 0 ºC. V podjetju Biplast s.p. priporočam namestitev klimatske naprave, s katero bi zaposlenim zagotavljali občutek ugodja, primerno temperaturo, vlago, čistost in gibanje zraka. Dosedanje izkušnje kažejo na veliko odsotnost z dela zaradi bolezni zaposlenih, pri tem govorimo o različnih prehladnih obolenjih zaradi neprimernih temperatur v podjetju. Seveda pa to povzroča izpad delovne sile in z namestitvijo klimatskih naprav, ki bi vzdrževale konstantno temperaturo, bi odsotnost z dela zmanjšali in zaposlenim nudili tudi primeren občutek ugodja. Dodatni strošek predstavlja tudi zaposlovanje študentov za nadomeščanje bolniških odsotnosti in večkratni počitki zaposlenih zaradi neugodnih klimatskih razmer.
Vrsta dela Razpon temperatur Sedeče in/ ali pisarniško delo 19, 4 do 22, 8 ºC Lažje delo 15, 5 do 20, 0 ºC Težko delo 12, 8 do 15, 6 ºC

29
7 SKLEP 7. 1 Temeljne ugotovitve Odpadke najdemo povsod po svetu. Znano je, da je treba odpadke sortirati in tudi ustrezno odložiti v zabojnike za smeti. Da smeti ustrezno odvržemo, potrebujemo vrečke, v katere jih odlagamo. Podjetje Biplast s.p. proizvaja različne vrečke: vrečke za smeti s trakom za zapiranje in brez traka za zapiranje ter vrečke za skrinjo. Največji delež proizvodnje predstavlja proizvodnja vrečk za smeti s trakom za zapiranje, ki omogoča, da vrečko ob vratu stisnemo in jo tako zapremo. Proizvodnja vrečk je proces, za katerega potrebujemo primerne stroje in tudi ustrezno usposobljeno delovno osebje. Povsod po svetu se organizirajo sejmi plastike (sejem Plast, ki je potekal v Milanu med 14. in18. februarjem 2006), ki se jih udeležujejo ljudje s celega sveta. Tam vidimo različne novosti na področju predelovanja plastičnih mas. Sledenje novostim omogoča podjetjem konkurenčnost na trgu. Izpolnitev nalog proizvodnje zahteva različne proizvodne dejavnike: kader, proizvodna sredstva, proizvodne objekte, vse to pa je povezano s kapitalom podjetja. Preučitev vseh teh dejavnikov omogoča podjetjem primerno proizvodnjo. Kadar v okviru preučevanj proizvodnih dejavnikov opazimo neprimernosti, je potrebno le-te izboljševati. V okviru raziskave sem se seznanila z različnimi pogledi in pojmovanji poslovnega, kot tudi proizvodnega procesa. Na praktičnem primeru sem prikazala, da bi s pomočjo nekaterih izboljšav proizvodni proces potekal hitreje, sodobneje in manj obremenjujoče za zaposlene. 7. 2 Odprti problemi Proizvodni procesi niso nikoli popolni. Čeprav podjetja delujejo uspešno, se vedno najdejo izboljšave, s katerimi bi proces potekal še bolje, bolj učinkovito in bolj popolno. Seveda pa je sledenje spremembam in novostim, zadovoljevanje kupcev in ugodnosti zaposlenih povezano s kapitalom. Tukaj imam v mislih promoviranje, raziskave, izboljšave proizvodnega procesa. Podjetje Biplast s.p. posluje zadovoljivo, vendar če bo želelo zadovoljevati povpraševanje kupcev, bo potrebna širitev podjetja, ki pa ima trenutno razpoložljive kapacitete maksimalno zasedene, kar pa pomeni, da bo sčasoma potreben nakup oziroma najem novih prostorov, novih strojev in dodatno zaposlovanje. Seveda pa se bo to od podjetja tudi pričakovalo, ker, kot vemo, največja odjemalca vrečk, podjetji Mercator in Tuš, odpirata nove poslovalnice tudi v tujini (Hrvaška, Bosna in Hercegovina, Srbija). Če bo podjetje želelo zadovoljevati potrebe teh dveh poslovnih sistemov, bo sčasoma potrebno povečanje proizvodnih kapacitet.
30
POVZETEK Tržni in konkurenčni pogoji se za proizvodna podjetja nenehno spreminjajo. Zunanji vplivi, ki so zapleteni in raznoliki ter izvirajo iz različnih področij (politika, družba, znanost, tehnika, tržišče, trg surovim) silijo podjetje, da vedno znova preverja in optimizira svoje cilje in doseganje le-teh. Konkurenčnost in zadovoljivo donosnost lahko podjetja dosežejo s prožnim in pravočasnim prilagajanjem sodobnim razmeram v podjetju. Na področju tehničnega razvoja se morajo podjetja vedno znova prilagajati novim materialom in tehnološkim postopkom. Prihodnost imajo podjetja, ki lahko najhitreje nudijo inovativne, visoko kakovostne in cenovno ugodne izdelke. Podjetje, ki se počasi prilagaja razmeram na trgu, pa bo v prihodnosti s težavami obdržalo konkurenčnost. Zato je potrebno trenutni proces posneti, ga analizirati in nato ugotavljati, kako ga izboljšati ali zamenjati oz. prenoviti. Seveda pa na uspeh vpliva veliko različnih dejavnikov: primeren pristop, motivacija in ustrezno nagrajevanje zaposlenih, seveda pa tudi potrebni viri in sredstva za nadaljnji razvoj in priprava vseh zaposlenih na morebitne spremembe. Ključne besede: poslovni proces, proizvodni proces, kapacitete procesa, izboljšanje procesa, Biplast s.p., zaposleni, delovni pogoji.

31
SUMMARY Market and competitive conditions for the companies are changing all the time. External influences which are complicated and various and originate from different areas (politics, society, technique, market, raw material market) force a company to verify and optimize its aims again and again in reaching them. Companies can reach competitive position and satisfactory profitability with flexible and punctual adjustment to the modern conditions in the company. As far as a technical development is concerned companies have to adjust all the time to the new materials and technological procedures. Companies which can offer products that are innovative, of highly quality and at attractive prices quickly can have a future. However those companies that adjust to the conditions on the market slowly will find it difficult to keep the competitive position. For these reasons it is important to copy the process then to analyze it and afterwards establish the ways to improve, replace or to renovate it. Indeed there are many different factors that have influence on the success; appropriate approach, motivation and adequate remuneration of the employees. The sources and the funds for their further development and the preparation of all the employees to possible changes are certainly very important. Key words: business process, production process, capacity of the process, improvement of the process, Biplast s.p., employees, working conditions.

32
LITERATURA 1. Ambrož, Joža. 2000. Osnove oblikovanja dela v proizvodnji. Maribor: Refa zveza Slovenije. 2. Belak, Janko in soavtorji. 1998. Razvoj podjetja in razvojni management: posebnosti malih in srednje velikih podjetij. Gubno: MER Evrocenter. 3. Davenport, Thomas H. 1993. Need radical innovation and continuous improvement? Integrate process reengineering and TQM. Planning Review. 4. Davenport, Thomas H., Short, J. E.. 1990. The New Industrial Engineereing: Information Technology and Business Process Redesign. Cambridge: Sloan Management Review. 5. Hammer Michael in Champy, James. 1995. Preurejanje podjetja. Ljubljana: Gospodarski vestnik. 6. Harrison, Alan. 1992. Just in time manufacturing in percpective. 1992. UK: Prentice Hall International. 7. Ivanko, Štefan. 2004. Temelji organizacije. Ljubljana: Fakulteta za upravo. 8. Japelj, Tomaž. 1987. Ogrevanje, hlajenje, prezračevanje. Ljubljana: Tehniška založba Slovenije. 9. Lipičnik, B. 2003. Organizacija podjetja. . Ljubljana: Ekonomska fakulteta. 10. Lowenthal, N. Jeffrey. 1994. Reengineering the organization. A step-by-step approach to corporate revitalization. Milwakee: ASQC Quality Press. 11. Mihelčič, Miran. 2002. Poslovne funkcije. Ljubljana: Fakulteta za računalništvo in informatiko. 12. Navodnik, Janez, in Mateja Kopčič. 1995. Plastik orodjar. Ljubljana: Navodnik d.o.o. 13. Noori, Hamid, and Radford Russell. 1995. Production and operations management: total quality and responsivenes. USA: McGraw-Hill, Inc. 14. Polajnar, Andrej. 1998. Priprava proizvodnje. Maribor: Fakulteta za strojništvo. 15. Pučko, Danijel, in Rozman Rudi. 1993. Ekonomika podjetja. Ljubljana: Ekonomska fakulteta. 16. Revija Plastforma. Marec 2006.
33
17. Schroeder, Roger G. 1985. Operations management: Decision making in the operations management. Singapore: McGraw-Hill Book, Inc. 18. Stranks, Jeremy. 1992. A managers guide to health and safety at work. London: Kogan
page limited. 19. Treven, Sonja. 2005. Premagovanje stresa. Ljubljana: GV založba. 20. Turk, Ivan. 1990. Uvod v ekonomiko poslovnega sistema. Ljubljana: Zveza računovodskih in finančnih delavcev Slovenije. 21. Waters, Donald. 1999. Operations management. UK: Kogan page Limited.

34
SEZNAM SLIK SLIKA 1: POSLOVNI PROCES ...................................................................................................................... 6 SLIKA 2: DEJAVNIKI POSLOVEGA PROCESA.......................................................................................... 8 SLIKA 3: OPERACIJE DELAJO PROIZVODE, KI ZADOVOLJUJEJO KUPČEVE POTREBE................. 9 SLIKA 4: CELOVIT PREGLED PROIZVODNEGA MANAGEMENTA.................................................... 10 SLIKA 5: NIVOJI PLANIRANJA PROCESA............................................................................................... 12 SLIKA 6: ČASOVNE MOŽNOSTI POVEČANJA KAPACITET................................................................. 15 SLIKA 7: KOLIČINSKE MOŽNOSTI POVEČANJA KAPACITET............................................................ 16 SLIKA 8: PROIZVODNI PROCES................................................................................................................ 21 SLIKA 9: DIAGRAM POTEKA PROIZVODNEGA PROCESA ................................................................. 22 SLIKA 10: DIAGRAM POTEKA IZBOLJŠANEGA PROIZVODNEGA PROCESA ................................. 27
SEZNAM TABEL TABELA 1: VREČKE ZA SMETI S TRAKOM ZA ZAPIRANJE ............................................................... 24 TABELA 2: VREČKE ZA SMETI BREZ TRAKA ZA ZAPIRANJE........................................................... 24 TABELA 3: VREČKE ZA SKRINJO............................................................................................................. 25 TABELA 4: RAZPON KONFORTNIH TEMPERATUR.............................................................................. 28