apuntes estudio del trabajo dvm
TRANSCRIPT

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
INTRODUCCIÓN
La labor del Ingeniero Industrial es la de analizar y especificar componentes integrados de la gente, de máquinas y de recursos para crear sistemas de producción eficientes y eficaces que originan las mercancías y los servicios beneficiosos a la comunidad. De esta definición obtenemos unas palabras muy importantes en Ingeniería industrial: Sistemas de Producción.
En cualquier empresa o industria “de valor agregado” hay un proceso de producción. El ingeniero industrial se centra en “como” se brinda un servicio. La meta de la Ingeniería Industrial es el “como”. De aquí surge la pregunta ¿cómo mejorar un sistema de producción?; básicamente hay dos maneras de mejorar, una es con productividad y otra con calidad.
Si nos enfocamos a la productividad una manera de alcanzarla es aplicando el Estudio del Trabajo o también llamado Estudio de Métodos. Cabe mencionar que el Estudio del Trabajo está muy ligado a la productividad, puesto que sirve para obtener una producción mayor a partir de una cantidad de recursos dada, manteniendo constantes o aumentando apenas las inversiones de capital. Esto es, en pocas palabras, la meta de la aplicación del Estudio del Trabajo.
Por todo esto, la aplicación del Estudio del trabajo es de gran importancia dentro de las prioridades de una empresa, no únicamente para que subsista sino para mantenerla en competitividad.
Es muy importante que el Ingeniero Industrial conozca y sepa utilizar las técnicas aplicables al Estudio del Trabajo. Por este motivo, el presente trabajo muestra estas técnicas para que el profesionista las desarrolle en cualquier área en la que se desenvuelva profesionalmente. Recordando que las podrá aplicar tanto a áreas de producción como aquellas que sean administrativas.
Es significativo hacer mención que la estructura de la asignatura Estudio del Trabajo 1 (clave: INC-0403) y Estudio del Trabajo 2 (clave: INC-0405) de la carrera de Ingeniería Industrial, con referencia a la retícula de la Reforma Curricular del Sistema Nacional de Institutos Tecnológicos que entraron en vigor el semestre agosto-diciembre 2004, están englobados dentro de los nueve pasos del Procedimiento Sistemático, que son los siguientes:
1. Obtención de los hechos.2. Presentación de los hechos 3. Efectuar un análisis 4. Desarrollo del método ideal. 5. Presentación del método. 6. Implantación del método.7. Desarrollo de un análisis de trabajo. 8. Establecimientos de estándares de tiempo 9. Seguimiento del método.
En la Unidad 1 que es introductorio, se conocerá un poco de historia, desarrollo, conceptos básicos, técnicas utilizadas, y el procedimiento sistemático aplicables al Estudio del Trabajo.
En la Unidad 2 se explica la manera de elaborar y la utilización de los medios gráficos (diagramas de proceso) en los que se apoya el Ingeniero Industrial para presentar la información.
Efectuar un análisis de las operaciones en el procedimiento del Estudio del Trabajo es muy importante ya que hace que el Ingeniero Industrial visualice todos los aspectos que están dentro del proceso. Esto se explicará en la Unidad 3.
________________________________________________________________________________________
1

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
La Unidad 4 y 5 dejan ver las dos técnicas generales del Estudio del Trabajo como son: Estudio de Tiempos y Estudio de Movimientos, respectivamente.
En lo referente al Estudio de Movimientos se encuentran los conceptos importantes, así como los 17 movimientos fundamentales, y elaboración y utilización del Diagrama Bimanual.
En el Estudio de Tiempos (utilizando el cronómetro) se encuentran los conceptos importantes, el equipo y su uso, se explica como se lleva a cabo la división de la operación en elementos, como se calcula el número de ciclos a observar y la calificación de la actuación, como se obtienen y aplican los márgenes y tolerancias, y como se llega al tiempo estándar, que es uno de los objetivos que se busca siempre en la aplicación del Estudio del trabajo.
________________________________________________________________________________________
2

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
“La organización y la administración deben estudiarse y tratarse científica y no empíricamente.
La improvisación debe ceder lugar a la planeación, y el empirismo a la ciencia”
Frederick Winslow Taylor (1856-1915)
UNIDAD IUNIDAD IESTUDIO DEL TRABAJO ESTUDIO DEL TRABAJO
DE UNA EMPRESA DE UNA EMPRESA
________________________________________________________________________________________
3

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
1.1 PRECURSORES DE ESTUDIO DEL TRABAJO
1.1.1 EL TRABAJO DE TAYLOR
A Frederick W. Taylor se le considera generalmente como el padre del moderno estudio de tiempos en Estados Unidos, aunque en realidad ya se efectuaban mediciones del trabajo en Europa muchos años antes que Taylor. En 1760, un francés, Jean R. Perronet, llevó a cabo amplias mediciones del trabajo acerca de la fabricación de alfileres comunes No. 6 hasta llegar al estándar de 494 piezas por hora. Sesenta años más tarde, en 1820 el economista inglés Charles W. Babbage hizo estudios de tiempos en relación con los alfileres comunes No. 11, y como resultado determinó que una libra de alfileres (5 546 piezas) debía fabricarse en 7.6892 horas.
Taylor empezó su trabajo en el estudio de tiempos en 1881 cuando laboraba en la Midvale Steeel Company de Filadelfia. Después de 12 años desarrolló un sistema basado en el concepto de «tarea». En él, Taylor proponía que la administración de una empresa debía encargarse de planear el trabajo de cada empleado por lo menos con un día de anticipación, y que cada hombre debía recibir instrucciones por escrito que describieran su tarea a detalle y le indicaran además los medios que debía usar para efectuarla. Cada trabajo debía tener un tiempo estándar fijado después de que se hubieran realizado los estudios de tiempos por expertos. Este tiempo tenía que estar basado en las posibilidades del trabajo de un operario altamente calificado, quien después de haber recibido instrucción, era capaz de ejecutar el trabajo con regularidad. En el proceso de fijación de tiempos, Taylor realizaba la división de la asignación del trabajo en pequeñas porciones llamadas “elementos”. Estos se medían individualmente y el conjunto de sus valores se empleaba para determinar el tiempo total asignado a la tarea.
Posteriormente, Taylor presentó su famoso artículo “Shop Management” (Administración del taller), en el cual expuso los fundamentos de la administración científica, a saber:
1.1.2 ESTUDIO DE MOVIMIENTOS Y EL TRABAJO DE LOS GILBRETH
fue el fundador Gilbreth puso en práctica inicialmente sus teorías en el trabajo de colocación de ladrillos de la albañilería, oficio en el que estaba empleado. Después de introducir mejoras mediante el estudio de movimientos y el adiestramiento de operarios, logró aumentar el promedio de colocación de ladrillos a 350 por hombre y por hora. Antes de los estudios de Gilbreth, una tasa de 120 ladrillos por obrero y por hora se consideraba un índice satisfactorio de trabajo para un albañil.
Más que nadie, a los Gilbreth, Frank y su esposa Lillian, es a quienes se debe que la industria reconociera Frank B. Gilbreth, con ayuda de su esposa, desarrolló también la técnica cinematográfica para estudiar los movimientos, la cual ha sido aplicada a otras actividades. En la industria, esta técnica se conoce con el, pero el estudio de los movimientos, con ayuda de la proyección en “acción lenta”, no se limita de ninguna manera a las aplicaciones industriales. Es inapreciable en las actividades deportivas como medio de instrucción para el mejoramiento de la forma y la habilidad.
1.1.3 OTROS INICIADORES CONTEMPORÁNEOS
Carl G. Barth, un colaborador de Frederick W. Taylor,.Otro trabajo notable de Barth fue su determinación de los márgenes de tiempo. Investigó el número de
pie-libras de trabajo que un hombre podía efectuar en un día. Después encontró una regla que establecía que para una determinada fuerza de empuje o tiro sobre los brazos de un hombre es posible que éste soporte esa carga durante un cierto porcentaje del día.
. Reorganizó la compañía, integró sus procedimientos de taller, implantó un sistema de costos estándares y un plan de bonificaciones, y trasladó su trabajo de contabilidad a máquinas tabuladoras Hollerith.
Emerson fue quien acuñó el término ingeniería de eficiencia. Su ideal era la eficiencia dondequiera y en todas las cosas. Su doctrina de la eficiencia como base del trabajo en todos los campos de actividad apareció por primera vez en 1908 en el Engineering Maganize. En 1911, cuando Emerson amplió sus conceptos e ideas
________________________________________________________________________________________
4

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
en su libro de los doce principios de la eficiencia, esta obra fue quizá la guía más extensa hacia una buena administración.
También es conocido después de haber laborado seis años como el principal ayudante de Taylor en las Midvale and Bethleman Steel Companies. El sistema de pago de salarios de Gantt recompensaba al operario su trabajo superior al estándar y eliminaba todo castigo por falta de cumplimiento. Quizá más importante que su abandono de la recomendación de Taylor de penalizar al trabajador cuya actuación era inferior al nivel estándar, fue el ofrecer al capataz un premio por cada uno de sus empleados cuyo trabajo fuese superior al estándar.. Gantt decía, Cuando Taylor se retiró inició un estudio de tiempos unitarios que fueron publicados en el American Machinist. Merrick,
1.2 CONCEPTO GENERAL DE ESTUDIO DEL TRABAJO Y PRODUCTIVIDAD
.Se debe comprender claramente que todos los aspectos de un negocio o industria (ventas, finanzas,
producción, ingeniería, costos, mantenimiento y administración) son áreas fértiles para la aplicación del estudio de movimientos y el estudio de tiempos. Siempre que hombres, materiales e instalaciones se conjugan para lograr un cierto objetivo, la productividad se puede mejorar mediante la aplicación inteligente de los principios antes mencionados.
.Si se considera al departamento de producción como el corazón de una empresa industrial, las actividades
del estudio de movimientos y estudio de tiempos son el corazón del grupo de fabricación. Más que en cualquier otra parte, es aquí donde se determina si un producto va a ser producido en base competitiva.
Hasta ahora se ha mencionado el empleo de varias técnicas para aumentar la productividad sin mencionar las inversiones de capital en instalaciones y equipo. Partimos del supuesto que sería posible elevar la productividad utilizando los recursos existentes. Casi siempre es posible aumentarla considerablemente invirtiendo grandes capitales para mejorar las instalaciones y el equipo. ¿Qué resultado pueden dar las técnicas tales como el estudio del trabajo cuando se quiere mejorar el empleo de los recursos existentes, en comparación con la inversión de capital en nuevas instalaciones? Toda comparación en términos generales sólo puede dar una idea aproximada, que presentamos en la figura 1-1.
Se verá que, a la larga, uno de los medios más eficaces para aumentar la productividad es inventar nuevos procedimientos y modernizar la maquinaría y el equipo. Sin embargo, esa solución generalmente exige fuertes desembolsos de capital y puede traducirse en una salida desventajosa de divisas si el equipo y la maquinaria no son de producción nacional. Además tratar de resolver el problema del aumento de la productividad recurriendo a la adquisición continua de tecnología avanzada puede obstaculizar los esfuerzos destinados a incrementar las oportunidades de empleo. En cambio, el estudio del trabajo tiende a enfocar el problema del aumento de la productividad mediante el análisis sistemático de las operaciones, procedimientos y métodos de trabajo existentes con objeto de mejorar su eficacia. Por lo tanto, el estudio del trabajo contribuye a aumentar la productividad recurriendo poco o nada a inversiones suplementarias de capital.
La figura 1-2 ilustra las posibilidades de reducir el tiempo de fabricación mediante el empleo del estudio de movimientos y del estudio de tiempos.
1.3 UTILIDAD DE ESTUDIO DEL TRABAJO
Investigar y perfeccionar las operaciones en el lugar de trabajo no es nada nuevo; los buenos dirigentes lo están haciendo desde que se organizó por primera vez el esfuerzo humano para acometer grandes empresas. Siempre ha habido dirigentes de extraordinaria capacidad que lograron realizar notables progresos, pero, desgraciadamente, ningún país parece poseer un número adecuado de dirigentes competentes. De ahí la gran utilidad del estudio del trabajo, pues aplicando sus procedimientos sistemáticos un dirigente puede lograr resultados equiparables, e incluso superiores, a los obtenidos en otras épocas por hombres geniales.
________________________________________________________________________________________
5

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 1-1. Medios directos de aumentar la productividad.
Método Finalidad Medios Costo Rapidez de los resultados
Mejoramiento posible de la productividad
Papel del estudio del trabajo
1.Idear nuevos procedimientos básicos o mejorar fundamentalmente los existentes
Investigación básica aplicadaInstalación experimental
Elevado Generalmente varios años
Sin limitación evidente
Estudio de movimientos para facilitar el trabajo en sí y la conservación en la fase de creación
2.Instalar maquinaria o equipo más modernos o de mayor capacidad o modernizar los existentes.
AdquisicionesInvestigación del proceso
Elevado Inmediatamente después de la instalación
Sin limitación evidente
Estudio de movimientos aplicado a la disposición de los locales para facilitar el trabajo durante la modernización
3.Reducir el contenido de trabajo del producto
Investigación del productoEstudio aplicado del productoMejoramiento de los métodos de direcciónEstudio de movimientos Análisis del valor
Módico, en comparación con 1 y 2
Generalmente varios años
Limitado, como el que cabe esperar de 4 y 5. Debe siempre preceder la acción prevista en dichos epígrafes
Estudio de movimientos (y su extensión: análisis del valor) para mejorar los modelos y facilitar así la producción
4.Reducir el contenido de trabajo del proceso
Investigación del procesoInstalación experimentalPlanificación del procesoEstudio de movimientosFormación de los operariosAnálisis del valor
Bajo Inmediatamente Limitado, pero frecuentemente de gran trascendencia
Estudio de movimientos para reducir el desperdicio de tiempo y esfuerzo suprimiendo del proceso los movimientos innecesarios
________________________________________________________________________________________
6
Inversión de capital
Mejor dirección

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
5. Reducir el tiempo improductivo (ya sea imputable a la dirección o a los trabajadores)
Estudio de tiemposPolítica de ventasNormalizaciónEstudio aplicado del productoPlanificación y control de la producciónControl de materialesConservación planificadaPolítica de personalMejores condiciones de trabajoFormación de los operariosRemuneración por rendimiento
Bajo Tal vez lentos al principio, pero acelerados después
Limitado, pero frecuentemente de gran trascendencia
Medición del trabajo para investigar las prácticas existentes, localizar el tiempo improductivo y fijar normas de rendimiento para:A. Planificar y controlar la producciónB. Utilizar las instalacionesC. Controlar los costos de mano de obraD. Establecer sistemas de remuneración por rendimiento
El estudio del trabajo da resultados porque es sistemático, tanto para investigar los problemas como para buscarles solución. Pero la investigación sistemática requiere tiempo y, por eso, en todas las empresas, salvo en las más pequeñas, las personas que mandan no pueden encargarse del estudio del trabajo. El director de una fábrica o el jefe de un taller,. Por eso le es casi imposible conocer todos los datos sobre lo que está sucediendo en tal actividad. Ahora bien, sin todos los datos es imposible estar seguro de que las modificaciones que se hacen se basan en información exacta y va a surtir efecto. Para enterarse a fondo de lo que ocurre en el lugar o zona donde se trabaja es indispensable estudiar y observar continuamente y por sí mismo, el desarrollo de las actividades.
Figura 1-2. Oportunidades de realización de economía mediante la aplicación del estudio de movimientos y el estudio de tiempos.
________________________________________________________________________________________
7
Tiempo total de operación en las
condiciones existentes o en
condiciones futuras cuando no se
utilizan el estudio de movimientos ni
el estudio de tiempos
Contenido total de trabajo
Contenido de trabajo mínimo del producto
Contenido de trabajo añadido por defectos en el diseño o en las especificaciones del producto, incluyendo las de material, geométricas y de tolerancias y de acabado
Contenido de trabajo agregado por métodos ineficientes de fabricación u operación, incluyendo proceso de manufactura, preparación y herramental, condiciones de trabajo, distribución de equipo en la planta y economía de movimientos
Tiempo adicional por deficiencias en dirección o administración, comprendiendo mala planeación, material defectuoso o inapropiado, mal control de inventarios de herramientas, programación y supervisión ineficientes, y falta de instrucción y entrenamiento adecuados
Tiempo adicional por ineficiencias del trabajador, comprendiendo trabajo a ritmo menor que el normal y uso de márgenes
Meta del estudio de movimientos y el estudio de tiempos
Oportunidades de economizar mediante la
aplicación del estudio de
movimientos y el estudio de tiempos
Tiempo inefectivo total
1
2
3
4
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Hemos examinado brevemente algunos aspectos de la naturaleza del estudio del trabajo y el motivo de su utilidad como instrumento de dirección. A las razones expuestas pueden añadirse las que resumimos a continuación:
1. Es un medio de aumentar la productividad de una fábrica o instalación mediante la reorganización del trabajo, método que normalmente requiere poco o ningún desembolso de capital para instalaciones o equipo.
2. Es sistemático, de modo que no se puede pasar por alto ninguno de los factores que influyen en la eficacia de una operación, ni al analizar las prácticas existentes ni al crear otras nuevas, y que se recogen todas los datos relacionados con la operación.
3. Es el método más exacto conocido hasta ahora para establecer normas de rendimiento, de las que dependen la planificación y control eficaces de la producción.
4. Las economías resultantes de la aplicación correcta del estudio del trabajo comienzan de inmediato y continúan mientras duren las operaciones en su forma mejorada.
5. Es un «instrumento» que puede ser utilizado en todas partes. Dará buen resultado dondequiera que se realice trabajo manual o funcione una instalación, no solamente en talleres de fabricación, sino también en oficinas, comercios, laboratorios e industrias auxiliares, como las de distribución al por mayor y al por menor y los restaurantes, y en las explotaciones agropecuarias.
6. Es uno de los instrumentos de investigación más penetrantes de que dispone la dirección. Por eso es un arma excelente para atacar las fallas de cualquier organización, ya que al investigar un grupo de problemas se va descubriendo las deficiencias de todas las demás funciones que repercuten en ellos.
Vale la pena analizar más detenidamente este último punto. Como el estudio del trabajo es sistemático y obliga a examinar en persona todos los factores que influyen sobre la eficacia de una operación dada, pondrá de manifiesto las deficiencias de todas las actividades relacionadas con esa operación. Por ejemplo, la observación puede mostrar que un operario pierde tiempo porque tiene que esperar que le entreguen el material o porque se ha descompuesto la máquina con que trabaja. Ahí se ve enseguida que está mal organizado el control de materiales o que el jefe de mantenimiento descuida la conservación de la maquinaria. También puede haber pérdida de tiempo si las series de producción fijadas son demasiado breves y exigen el reajuste constante de las maquinas; pero esto no podrá comprobarse sin observaciones prolongadas para apreciar si el grado en que se interrumpe el trabajo es indicio de que está mal planeada la producción o de que merece que se investigue la política de ventas.
El estudio del trabajo actúa como el bisturí del cirujano, exponiendo a la vista de todos las actividades y el funcionamiento, bueno o malo, de una empresa. Porque tiene ese carácter “revelador”, es preciso manejarlo, como el bisturí del cirujano, con cuidado y destreza. A nadie le gusta que lo pongan en evidencia, y si el especialista en estudio del trabajo no trata a los demás con gran tacto, puede atraerse la antipatía de directores y obreros, lo que le impedirá cumplir su cometido debidamente.
Los directores y jefes de taller que han intentado aplicar el estudio del trabajo generalmente no han conseguido las economías y mejoras que hubieran sido posibles porque no pudieron dedicarse a él de modo continuo, aun poseyendo la debida capacitación. No basta que el estudio del trabajo sea sistemático. Para lograr resultados realmente importantes hay que aplicarlo continuamente y de un extremo a otro de la empresa. De nada sirve que el especialista en estudio del trabajo realice una buena labor si luego se cruza de brazos, satisfecho de su obra, o si la dirección le encomienda otro trabajo. Aunque pueden ser considerables las economías que se logren en determinadas tareas, suelen ser pequeñas en comparación con la actividad total de la empresa. El estudio del trabajo sólo surtirá todo su efecto cuando haya sido aplicado en todas partes y cuando todo el personal de la organización esté convencido de que es preciso rechazar el desperdicio en todas sus formas (de materiales, tiempo, esfuerzo o dotes humanas) y no aceptar sin discusión que las cosas se hagan de cierto modo “porque siempre se hicieron así”.
1.4 TÉCNICAS DE ESTUDIO DEL TRABAJO
________________________________________________________________________________________
8
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Cuando se habló del concepto de “estudio del trabajo” se decía que comprendía ciertas técnicas, en
particular el estudio de movimientos y el estudio de tiempos. ¿Qué son esas dos técnicas y qué relación tienen entre sí?
El estudio de movimientos es el análisis de los movimientos del cuerpo humano que se utilizan para ejecutar una operación laboral determinada, con la mira de mejorar ésta, eliminando los movimientos innecesarios y simplificando los necesarios, y estableciendo luego la secuencia o sucesión de movimientos más favorables para lograr una eficiencia máxima.
El estudio de tiempos es la aplicación de técnicas para establecer un estándar de tiempo permisible para realizar una tarea determinada, con base en la medición del contenido de trabajo del método prescrito, con la debida consideración de la fatiga y las demoras personales y los retrasos inevitables.
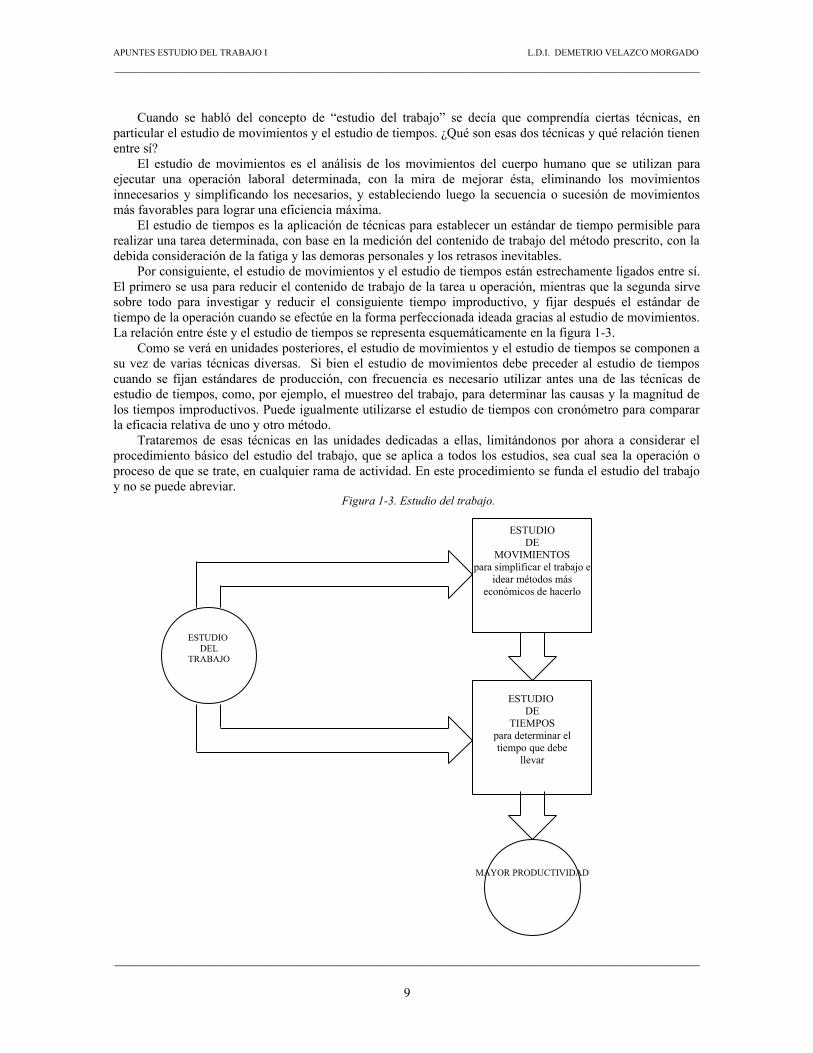
Por consiguiente, el estudio de movimientos y el estudio de tiempos están estrechamente ligados entre sí. El primero se usa para reducir el contenido de trabajo de la tarea u operación, mientras que la segunda sirve sobre todo para investigar y reducir el consiguiente tiempo improductivo, y fijar después el estándar de tiempo de la operación cuando se efectúe en la forma perfeccionada ideada gracias al estudio de movimientos. La relación entre éste y el estudio de tiempos se representa esquemáticamente en la figura 1-3.
Como se verá en unidades posteriores, el estudio de movimientos y el estudio de tiempos se componen a su vez de varias técnicas diversas. Si bien el estudio de movimientos debe preceder al estudio de tiempos cuando se fijan estándares de producción, con frecuencia es necesario utilizar antes una de las técnicas de estudio de tiempos, como, por ejemplo, el muestreo del trabajo, para determinar las causas y la magnitud de los tiempos improductivos. Puede igualmente utilizarse el estudio de tiempos con cronómetro para comparar la eficacia relativa de uno y otro método.
Trataremos de esas técnicas en las unidades dedicadas a ellas, limitándonos por ahora a considerar el procedimiento básico del estudio del trabajo, que se aplica a todos los estudios, sea cual sea la operación o proceso de que se trate, en cualquier rama de actividad. En este procedimiento se funda el estudio del trabajo y no se puede abreviar.
Figura 1-3. Estudio del trabajo.
________________________________________________________________________________________
9
ESTUDIO DEL
TRABAJO
ESTUDIODE
MOVIMIENTOSpara simplificar el trabajo e
idear métodos más económicos de hacerlo
ESTUDIO DE
TIEMPOSpara determinar el tiempo que debe
llevar
MAYOR PRODUCTIVIDAD

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
1.5 PROCEDIMIENTO SISTEMÁTICO DE ESTUDIO DEL TRABAJO
Para desarrollar un centro de trabajo, el especialista en estudio del trabajo debe seguir un procedimiento sistemático, el cual comprenderá las siguientes operaciones:
1. Obtención de los hechos. Reunir todos los hechos importantes relacionados con el producto o servicio. Esto incluye dibujos y especificaciones, requerimientos cuantitativos, requerimientos de distribución y proyecciones acerca de la vida prevista del producto o servicio.
2. Presentación de los hechos. Cuando toda la información importante ha sido recabada, se registra en forma ordenada para su estudio y análisis. Un diagrama del desarrollo del proceso en este punto es muy útil.
3. Efectuar un análisis. Utilícense los planteamientos primarios en el análisis de operaciones y los principios del estudio de movimientos para decidir sobre cuál alternativa produce el mejor servicio o producto. Tales enfoques incluyen: propósito de la operación, diseño de partes, tolerancias y especificaciones, materiales, procesos de fabricación, montajes y herramientas, condiciones de trabajo, manejo de materiales, distribución en la fábrica y los principios de la economía de movimientos.
4. Desarrollo del método ideal. Selecciónese el mejor procedimiento para cada operación, inspección y transporte considerando las variadas restricciones asociadas a cada alternativa.
5. Presentación del método. Explíquese el método propuesto en detalle a los responsables de su operación y mantenimiento.
6. Implantación del método. Considérese todos los detalles del centro de trabajo para asegurar que el método propuesto dará los resultados anticipados.
7. Desarrollo de un análisis de trabajo. Efectúese un análisis de trabajo del método implantado para asegurar que el operador u operadores están adecuadamente capacitados, seleccionados y estimulados.
8. Establecimiento de estándares de tiempo. Establézcase un estándar justo y equitativo para el método implantado.
9. Seguimiento del método. A intervalos regulares hágase una revisión o examen del método implantado para determinar si la productividad anticipada se está cumpliendo, si los costos fueron proyectados correctamente y se pueden hacer mejoras posteriores.
1.6 RELACIÓN DE ESTUDIO DEL TRABAJO CON LOS DEPARTAMENTOS
DE UNA ORGANIZACIÓN
El área de estudio de movimientos y de estudio de tiempos presenta verdaderos retos. Las industrias que cuentan con personal de alta competencia: ingenieros, administradores de empresas, directores de relaciones industriales, supervisores especialmente preparados y psicólogos, encargados de desarrollar técnicas de estudio de tiempos y movimientos, indudablemente que estarán mejor preparadas para enfrentarse a los competidores y operar con utilidades.
El objetivo de un gerente de fabricación o producción es elaborar un producto de calidad, oportunamente y al menor costo posible, con un mínimo de inversión de capital y con un máximo de satisfacción de sus empleados. El gerente de control de calidad centra sus objetivos en el control citado, a fin de que se cumplan las especificaciones de ingeniería y los clientes queden satisfechos con el nivel de calidad. El gerente de control de producción se encarga principalmente de establecer y mantener programas de producción, sin perder de vista las necesidades de los clientes y las condiciones económicas favorables que se obtienen con una programación adecuada. El gerente de estudio de movimientos y de estudio de tiempos se ocupa principalmente de combinar el costo más bajo posible de la producción con la máxima satisfacción de los empleados. El gerente de mantenimiento se encarga de reducir al mínimo el tiempo muerto o improductivo de las instalaciones, debido a descomposturas y reparaciones no previstas. La figura 1-4 muestra las relaciones
________________________________________________________________________________________
10

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
entre un gerente de estudio de movimientos y de estudio de tiempos, y los demás departamentos que dependen del gerente general.
1.7 TENDENCIAS ACTUALES Y RESISTENCIA AL CAMBIO
El estudio de tiempos y movimientos se ha perfeccionado continuamente desde los años de la década de 1920, y en nuestros días se le reconoce como un medio o instrumento necesario para el funcionamiento eficaz de los negocios o la industria. El profesional del arte y la ciencia del estudio de tiempos y movimientos se ha percatado de la necesidad de tener en cuenta al «elemento humano» en su trabajo. Actualmente, mediante las pruebas y la instrucción del personal, se considera el hecho de que los individuos difieren en potencialidad de trabajo. Se reconoce ahora que factores como sexo, edad, salud y buena disposición, tamaño y fuerza físicos, aptitudes, actitud hacia el entrenamiento y respuesta a la motivación tienen influencia directa en el rendimiento. Por lo demás, el analista actual reconoce que los trabajadores se resisten, y con razón, a ser tratados como máquinas. Todo operario siente aversión y temor hacia un enfoque puramente científico del estudio de tiempos y movimientos. Inherentemente le disgusta cualquier cambio de su actual forma de laborar. Esta reacción psicológica no sólo la tienen los obreros o trabajadores de fábricas, sino que es una reacción normal de toda la gente. La dirección de una empresa suele rechazar innovaciones valiosas de métodos debido a su renuencia a los cambios. De hecho, según estadísticas, la administración o gerencia de una empresa resulta ser la más difícil en aceptar ideas nuevas que cualquier otro grupo dentro de la misma. Después de todo, los administradores son los responsables de los métodos o procedimientos existentes y, por lo general, los defenderán a toda costa sin tomar en consideración las posibles economías que se obtendrían con los cambios.
Figura 1-4. Organigrama típico de una empresa industrial que indica la influenciade las actividades de estudio de movimientos y estudio de tiempos en sus operaciones.
________________________________________________________________________________________
11
Gerente general
Gerente de producción
ContralorGerente de ventas
Gerente de compras
Gerente de relaciones industriales
Ingeniero en jefe
Gerente de estudio de tiempos y
movimientos
Gerente de control de producción
Gerente de control de
calidadGerente de
mantenimiento
A B D E FC
Departamentosde producción
G
H I
J

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
A) El costo está determinado principalmente por los métodos de fabricación.B) Los estándares de tiempo son la base de los costos estándares.C) Los estándares (directos e indirectos) proporcionan las bases para medir la actuación de los departamentos de producción.D) El tiempo es común denominador para comparar equipos y suministros competitivos.E) Se mantienen buenas relaciones haciendo uso de estándares equitativos y tasas justas de salarios.F) Los métodos y los procesos influyen grandemente en los diseños de productos.G) Los estándares establecen la base del mantenimiento preventivo.H) Los estándares dan fuerza a la calidad.I) La programación se basa en los estándares de tiempo.J) Los métodos y los estándares dicen cómo hay que hacer el trabajo y en qué tiempo se hará.
Los trabajadores se inclinan a temer a los estudios de tiempos y movimientos, pues se percatan de que darán por resultado un aumento en la productividad. Esto significa una sola cosa para ellos: menos trabajo y, en consecuencia, menor salario. Debe convencérseles de que como consumidores, se beneficiarán así con los costos más bajos y que estos últimos resultarán en mercados más amplios, por lo cuál habrá más trabajo para más gente durante más tiempo del año.
Para muchos trabajadores el estudio de tiempos y movimientos equivale a ser apresurado o forzado en el trabajo. Estos términos denotan el hecho de utilizar los incentivos para aguijonear a los empleados a alcanzar niveles más altos de producción normal, forzando u obligando de esta manera a los obreros a realizar mayores esfuerzos a fin de conservar el mismo nivel de salario anterior. No cabe duda que algunos directores de fábrica de poca visión y sin escrúpulos recurrieron en tiempos pasados al uso de estos medios.
El analista del estudio de tiempos y movimientos de la actualidad, debe aplicar el enfoque basado en términos “humanitarios”. Debe tener amplios conocimientos del estudio de la conducta humana y ser perito en el arte de la comunicación. Siempre debe saber escuchar, indicando que respeta las ideas y las opiniones de otros, particularmente del operario en cuestión. Debe dar crédito a quienes lo ameriten y, en realidad, tiene que adquirir el hábito de dar crédito a la “otra persona”, aún cuando se dude de si lo merece efectivamente.
Independientemente de sus aptitudes y conocimientos técnicos, alcanzará poco éxito en los trabajos de estudio de tiempos y movimientos si no es capaz de tratar adecuadamente al elemento humano.
________________________________________________________________________________________
12

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
“La buena disposición para emplear los métodos y habilidades correctos, es tan importante
como el conocer los métodos y poseer dichas habilidades”
Henry Lawrence Gantt (1861-1919)
________________________________________________________________________________________
13

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
UNIDAD IIUNIDAD IIDIAGRAMAS DE PROCESODIAGRAMAS DE PROCESO
2.1 MEDIOS GRÁFICOS PARA EL ANALISTA DE ESTUDIO DEL TRABAJO
Cuando el estudio del trabajo se emplea para diseñar un nuevo centro de trabajo o para mejorar uno ya en operación, es útil presentar en forma clara y lógica la información factual (o de los hechos) relacionada con el proceso. En la primera unidad se expresó que después de que una exploración preliminar indica la conveniencia de proseguir con el estudio del trabajo, el primer paso a este respecto es reunir todos los hechos necesarios relacionados con la operación o el proceso. Información pertinente, como cantidad de piezas a producir, programas de entrega, tiempos de operación, instalaciones diversas, capacidad de las máquinas, materiales y herramientas especiales, pueden tener una influencia importante en la resolución del problema.
Todo operario debe tener las herramientas necesarias que le faciliten el trabajo. Uno de los instrumentos de trabajo más importantes para el analista en estudio del trabajo es el diagrama de proceso.
Se define como diagrama de proceso a una representación gráfica relativa a un proceso industrial o administrativo. En estudio del trabajo se usan generalmente ocho tipos de diagramas de proceso (en el desarrollo de la unidad se analizarán los primeros cinco, el sexto se analizará en la unidad cuatro) cada uno de los cuales tiene aplicaciones específicas. Ellos son:
1. Diagrama de operaciones de proceso.2. Diagrama de flujo (o curso) de proceso.3. Diagrama de proceso de recorrido.4. Diagrama de proceso hombre-máquina.5. Diagrama de proceso para grupo o cuadrilla.6. Diagrama de proceso bimanual.7. Diagrama de viajes de material.8. Diagrama PERT.
2.2 DIAGRAMA DE OPERACIONES DE PROCESO
Este diagrama muestra la secuencia cronológica de todas las operaciones de taller o en máquinas, inspecciones, márgenes de tiempo y materiales a utilizar en un proceso de fabricación o administrativo, desde la llegada de la materia prima hasta el empaque o arreglo final del producto terminado. De igual manera que un plano o dibujo de taller presenta en conjunto detalles de diseño como ajustes, tolerancias, especificaciones, todos los detalles de fabricación o administración se aprecian globalmente en un diagrama de operaciones de proceso.
2.2.1 ELABORACIÓN DEL DIAGRAMA DE OPERACIONES DE PROCESO
Cuando se elabora un diagrama de esta clase se utilizan dos símbolos: un círculo pequeño, que generalmente tiene 10 mm. (o 3/8 pulg.) de diámetro, para representar una operación, y un cuadrado, con la misma medida por lado, que representa una inspección.
________________________________________________________________________________________
14

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Una operación ocurre cuando la pieza en estudio se transforma intencionalmente, o bien, cuando se estudia o plantea antes de realizar algún trabajo de producción en ella. Algunos analistas prefieren separar las operaciones manuales de aquellas que se refieren a simples trámites (“papeleo”) normalmente son una parte de los costos indirectos o gastos. Las diferentes clases de operaciones pueden ser codificadas como se muestra en la figura 2-1.
Una inspección tiene lugar cuando la parte se somete a examen para determinar su conformidad con una norma o estándar.
Antes de principiar a construir el diagrama de operaciones de proceso, el analista debe identificarlo con un título escrito en la parte superior de la hoja. Por lo general la información distintiva, que comprende el número de la pieza, el número del dibujo, la descripción del proceso, el método actual o propuesto, y la fecha y el nombre de la persona que elabora el diagrama, llevará el encabezado: “Diagrama de operaciones de proceso”. A veces se agrega otra información para identificar completamente el asunto del diagrama. Los datos adicionales pueden ser los nombres o números del diagrama, de la planta, del edificio y del departamento.
Figura 2-1. Ejemplos de símbolos para diagramas de proceso.
________________________________________________________________________________________
15

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Se usan líneas verticales para indicar el flujo o curso general del proceso a medida que se realiza el trabajo, y se utilizan líneas horizontales que entroncan con las líneas de flujo verticales para indicar la introducción de material, ya sea proveniente de compras o sobre el que ya se ha hecho algún trabajo durante el proceso. En general, el diagrama de operaciones de proceso debe elaborarse de manera que las líneas de
________________________________________________________________________________________
16

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
flujo verticales y las líneas de material horizontales, no se corten. Si por alguna razón fuera necesario un cruce entre una horizontal y una vertical, la práctica convencional para indicar que no hay intersección consiste en dibujar un pequeño semicírculo en la línea horizontal con centro en el punto donde cortaría a la línea vertical de flujo (véase la figura 2-2).
Figura 2-2. Símbolo para indicar que no hay intersección entre unalínea de flujo vertical y una línea de materiales horizontal
Los valores de tiempo deben ser asignados a cada operación o inspección. A menudo estos valores no están disponibles (en especial en el caso de las inspecciones), por lo que los analistas deben hacer estimaciones de los tiempos necesarios para ejecutar diversas acciones. En tales casos, el analista debe acudir al lugar de trabajo y efectuar mediciones de tiempo. Los analistas en estudio del trabajo, más que cualquiera otras personas, consideran que “el tiempo es dinero”; en consecuencia, la información del tiempo debe ser incluida en el diagrama de operaciones de proceso. Un típico diagrama de operaciones completo aparece en la figura 2-3.
2.2.2 UTILIZACIÓN DEL DIAGRAMA DE OPERACIONES DE PROCESO
Una vez que el analista ha terminado su diagrama de operaciones, deberá prepararse para utilizarlo. Debe revisar cada operación y cada inspección desde el punto de vista de los enfoques primarios del análisis de operaciones (véase unidad 3). Los siguientes enfoques se aplican, en particular, cuando se estudia el diagrama de operaciones:
1. Propósito de la operación 6. Preparación y herramental2. Diseño de la parte o pieza 7. Condiciones de trabajo3. Tolerancias y especificaciones 8. Manejo de materiales4. Materiales 9. Distribución en la planta5. Proceso de fabricación 10. Principios de la economía de movimientos
El procedimiento del analista consiste en adoptar una actitud inquisitiva acerca de cada uno de los diez criterios enumerados, en lo que respecta a su influencia en el costo y la producción del producto en estudio.
La cuestión más importante que el analista tiene que planear cuando estudia los eventos del diagrama de operaciones es “¿Por qué?” Las preguntas típicas que se debe hacer son:
“¿Por qué es necesaria esta operación?”“¿Por qué esta operación se efectúa de esta manera?”“¿Por qué son tan estrechas estas tolerancias?”“¿Por qué se ha especificado este material?”“¿Por qué se ha asignado esta clase de operario para ejecutar el trabajo?”
________________________________________________________________________________________
17
Línea vertical de flujo
Línea horizontal de materiales

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 2-3. Diagrama de operaciones de proceso que ilustra la fabricación de mesillas para teléfono.
El analista no debe considerar nada como cosa ya sabida. Debe hacer estas y otras preguntas pertinentes acerca de todas las fases del proceso, y luego proceder a reunir la información necesaria para contestar adecuadamente todas las preguntas, de modo que puede introducirse una mejor manera de hacer el trabajo.
La interrogante “¿Por qué?” sugiere de inmediato otras como “¿Cuál?”, “¿Cómo?”, “¿Quién?”, “¿Dónde?” y “¿Cuándo?” Por tanto, el analista podría preguntar:
________________________________________________________________________________________
18
Cuál Cómo Quién Dónde Cuándo
Por qué
1. “¿Cuál es la finalidad de la operación?”2. “¿Cómo podría efectuarse mejor la operación?”3. “¿Quién la podría realizar mejor?”4. “¿Dónde podría ejecutarse a más bajo costo la operación?”5. “¿Cuándo debe llevarse a cabo la operación para que el manejo de
materiales sea mínimo?”

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Por ejemplo, en el diagrama de operaciones de la figura 2-3, el analista podría plantear las preguntas enlistadas en la tabla 3-1 para determinar la factibilidad de las mejoras indicadas de los métodos.
Tabla 3-1.
Pregunta Mejoras en el método
1. ¿Se puede comprar la madera de arce blanco en longitudes de 1 ½" × 14" sin ningún costo extra por pie cuadrado? ..............
Eliminar los extremos desperdiciados en los tramos que no sean múltiplos de 14".
2. ¿Se puede conseguir que las tablas de arce compradas tengan sus cantos lisos y paralelos? .................................................... Eliminar las juntas de los extremos (operación 2).
3. ¿Se pueden comprar las tablas al espesor requerido y que tengan por lo menos una cara cepillada? En tal caso, ¿cuánto aumentaría el costo? ................................................................ Eliminar el cepillado al tamaño.
4. ¿Por qué no juntar dos tablas y cortarlas simultáneamente en secciones de 14"? .................................................................... Reducir el tiempo de 0.18 (operación 4).
5. ¿Qué porcentaje de rechazos se tendrá en la primera estación de inspección? ......................................................................... Si el porcentaje es bajo quizá podría eliminarse esta inspección.
6. ¿Por qué debe lijarse toda la parte superior de la cubierta?...................................................................................
Eliminar el lijado de un lado de la cubierta y reducir el tiempo (operación 5).
7. ¿Se puede comprar la madera de pino amarillo en longitudes fijas de 1 ½" × 3" sin costo extra por pie cuadrado? ...............
Eliminar los extremos desperdiciados en los tramos que nos sean múltiplos de 12".
8. ¿Se puede conseguir que las tablas de pino compradas tengan sus cantos lisos y paralelos? .................................................... Eliminar el junteo de un canto o arista.
9. ¿Se pueden comprar las tablas de largueros al espesor requerido y con una de sus caras cepillada? En tal caso, ¿cuánto más costaría esto? ...................................................... Eliminar el cepillado al tamaño.
10. ¿Por qué no juntar dos o más tablas y cortarlas simultáneamente en secciones de 14"? Reducir el tiempo de 0.10 (operación 9).
11. ¿Qué porcentaje de rechazos se tendrá en la primera inspección de largueros? .........................................................
Si el porcentaje es pequeño, posiblemente pueda eliminarse la inspección.
12. ¿Por qué habría que lijar completamente éstos? ...................... Eliminar parte del lijado y reducir el tiempo (operación 10).13. ¿Se puede comprar la madera de arce blanco en longitudes
fijas de 2 ½" × 2 ½" sin costo extra por pie cuadrado? ...........Eliminar los extremos desperdiciados en tramos que no sean múltiplos de 16".
14. ¿Es posible utilizar un tamaño menor que 2 ½" × 2 ½"? ........ Reducir el costo del material.
15. ¿Se puede conseguir que las tablas de arce blanco compradas tengan sus cantos lisos y paralelos? ........................................ Eliminar el junteo de las aristas y cantos.
16. ¿Se pueden comprar las piezas de las patas al espesor requerido y con sus lados cepillados? Si fuera así ¿cuánto más costaría esto? .................................................................... Eliminar el cepillado al tamaño.
17. ¿Por qué no juntar dos o más tablas y cortarlas simultáneamente en secciones de 14"? .................................... Reducir el tiempo (operación 15).18. ¿Qué porcentaje de rechazos se tendrá en la primera
inspección de las patas? ...........................................................Si el porcentaje es bajo, posiblemente se pueda eliminar esta inspección.
19. ¿Por qué es necesario lijar por completo éstas? Eliminar parte del lijado y reducir el tiempo (operación 16).20. ¿Un sujetador facilitaría el montaje de los largueros en la
cubierta? .................................................................................. Reducir el tiempo de montaje (operación 11).21. ¿Se podría emplear una inspección de muestreo en la primera
inspección del conjunto? ......................................................... Reducir el tiempo de inspección (operación 4).22. ¿Es necesario lijar después de aplicar una capa de barniz
claro? ....................................................................................... Eliminar la operación 19.
Respondiendo a estas preguntas, el analista advertirá otras cuestiones que pueden conducir al mejoramiento. Unas ideas parecen generar otras, y un analista experimentado encontrará siempre varias posibilidades de mejoramiento. Debe mantener la mente abierta y no dejar que contratiempos anteriores lo desanimen de ensayar las nuevas ideas.
El diagrama de operaciones de proceso ya terminado ayuda a visualizar en todos sus detalles el método presente, pudiendo así vislumbrar nuevos y mejores procedimientos. El diagrama indica al analista qué efecto tendría un cambio en una operación dada sobre las operaciones precedente y subsecuente. La sola elaboración del diagrama de operaciones señalará inevitablemente diversas posibilidades de mejoramiento al analista avizor. No es raro realizar un 30% de reducción en el tiempo de ejecución utilizando los principios de análisis de operaciones en relación con el diagrama de operaciones de proceso.
________________________________________________________________________________________
19

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Este diagrama de proceso indica la afluencia general de todos los componentes que entrarán en un producto y, como cada paso aparece en su orden o secuencia cronológica apropiada, es en sí un diagrama de la distribución ideal en la planta o taller. En consecuencia, los analistas en estudio del trabajo, los ingenieros de distribución de equipo en la planta y otras personas que trabajan en campos relacionados, hallarán extremadamente útil este medio gráfico para poder efectuar nuevas distribuciones o mejorar las existentes.
El diagrama de operaciones ayuda a promover y explicar un método propuesto determinado. Como proporciona claramente una gran cantidad de información, es un medio de comparación ideal entre dos soluciones competidoras.
2.3 DIAGRAMA DE FLUJO DE PROCESO
Este diagrama contiene, en general, muchos más detalles que el de operaciones. Por lo tanto, no se adapta al caso de considerar en conjunto ensambles complicados. Se aplica sobre todo a un componente de un ensamble o sistema para lograr la mayor economía en la fabricación, o en los procedimientos aplicables a un componente o una sucesión de trabajos en particular. Este diagrama de flujo es especialmente útil para poner de manifiesto costos ocultos como distancias recorridas, retrasos y almacenamientos temporales. Una vez expuestos estos periodos no productivos, el analista puede proceder a su mejoramiento.
Además de registrar las operaciones y las inspecciones, el diagrama de flujo de proceso muestra todos los traslados y retrasos de almacenamiento con los que tropieza un artículo en su recorrido por la planta. En él se utilizan otros símbolos además de los de operación e inspección empleados en el diagrama de operaciones. Una pequeña flecha indica transporte, que se define como el movimiento de un lugar a otro, o traslado, de un objeto, cuando no forma parte del curso normal de una operación o una inspección. Un símbolo como la letra D mayúscula indica demora o retraso, el cual ocurre cuando no se permite a una pieza ser procesada inmediatamente en la siguiente estación de trabajo. Un triángulo equilátero puesto sobre su vértice indica almacenamiento, o sea, cuando una pieza se retira y protege contra un traslado no autorizado. Cuando es necesario mostrar una actividad combinada, por ejemplo, cuando un operario efectúa una operación y una inspección en una estación de trabajo, se utiliza como símbolo un cuadro de 10 mm ( o 3/8 pulg.) por lado con un círculo inscrito de este diámetro. La figura 2-1 ilustra el empleo de los símbolos de los diagramas de proceso para identificar una actividad industrial.
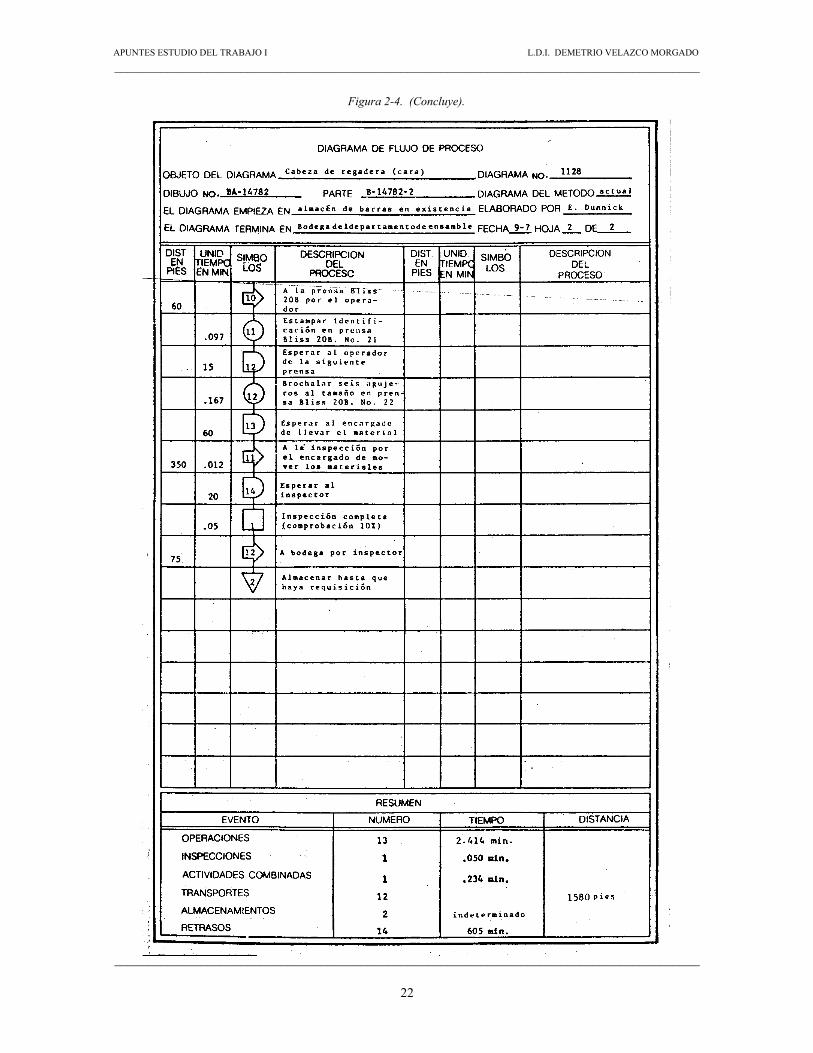
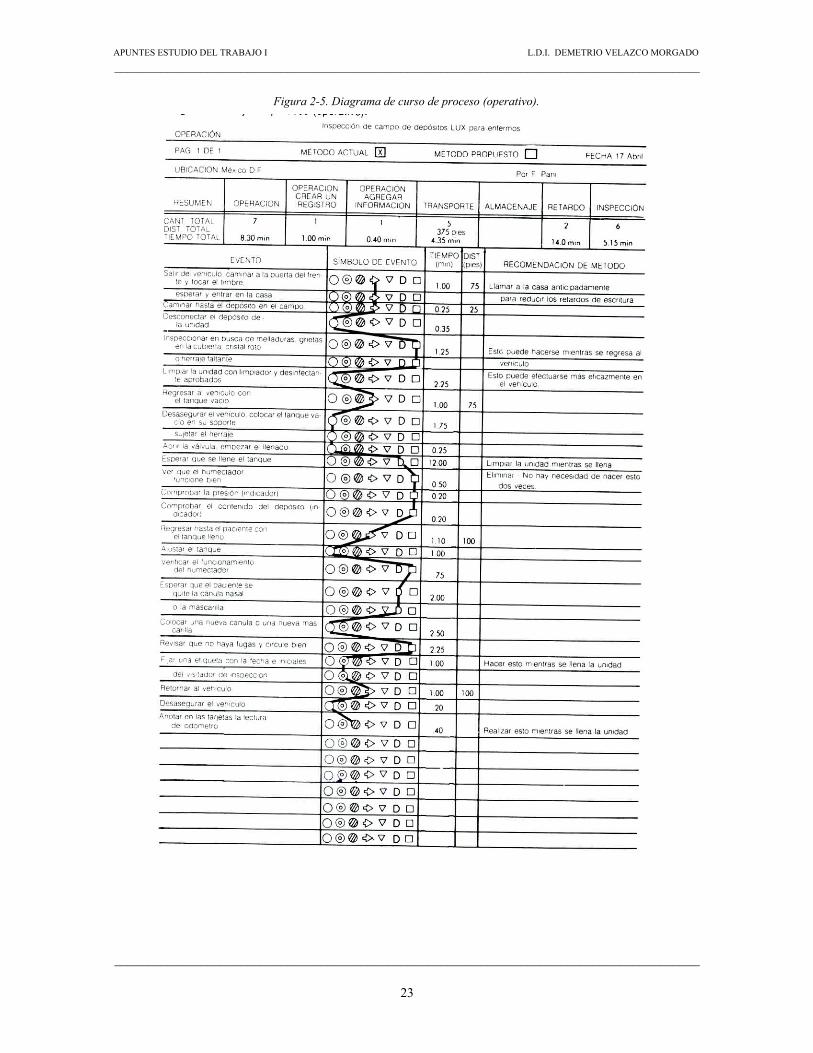
Generalmente se usan dos tipos de diagrama de flujo: de producto (véase la figura 2-4) y operativo (véase la figura 2-5). Mientras el diagrama de producto muestra todos los detalles de los hechos que tienen lugar para un producto o a un material, el diagrama de flujo operativo muestra los detalles de cómo una persona ejecuta una secuencia de operaciones.
2.3.1 ELABORACIÓN DEL DIAGRAMA DE FLUJO DE PROCESO
Como el diagrama de operaciones, el de flujo de un proceso debe ser indicado correctamente con un título. Es usual encabezar la información identificadora con el de “Diagrama de flujo de proceso”. La información mencionada comprende, por lo general, número de la pieza, número del plano, descripción del proceso, método actual o propuesto, fecha y nombre de la persona que elabora el diagrama.
Algunas veces hacen falta datos adicionales para identificar por completo el trabajo que se diagrama. Estos pueden ser los nombres de la planta, edificio o departamento, número de diagrama, cantidad de producción e información sobre costos.
Puesto que el diagrama de flujo de proceso corresponde sólo a una pieza o artículo y no a un ensamble o conjunto, puede elaborarse un diagrama más nítidamente empezando en el centro de la parte superior del papel. Primero se traza una línea horizontal de material, sobre la cual se escribe el número de la pieza y su descripción, así como el material con el que se procesa. Se traza luego una corta línea vertical de flujo, de unos 5 mm. (o 1/4 de pulg.) de longitud al primer símbolo de evento, el cual puede ser una flecha que indica un transporte desde la bodega o almacén. Inmediatamente a la derecha del símbolo de transporte se anota una breve descripción del movimiento, tal como “llevado a la sierra cortadora por el manipulador del material”. Inmediatamente abajo se anota el tipo de equipo para manejo de material empleado, si se utiliza. Por ejemplo: “carro de mano de dos ruedas” o “carro montacargas con motor de gasolina” identificarán al equipo
________________________________________________________________________________________
20

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
empleado. A la izquierda del símbolo se indica el tiempo requerido para desarrollar el evento, y a unos 25 mm. más a la izquierda, se registra la distancia recorrida ( en metros, por ejemplo).
Figura 2-4. Diagrama de curso de proceso.
________________________________________________________________________________________
21
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 2-4. (Concluye).
________________________________________________________________________________________
22
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 2-5. Diagrama de curso de proceso (operativo).
________________________________________________________________________________________
23
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Se continúa este procedimiento de diagramación registrando todas las operaciones, inspecciones, movimientos, demoras, almacenamientos permanentes y almacenamientos temporales que ocurran durante el procesado de la pieza o parte. Se numeran cronológicamente para futuras referencias todos los eventos utilizando una serie particular para cada clase de evento.
El símbolo de transporte se emplea para identificar el sentido de la circulación. Así, cuando hay flujo en línea recta se coloca el símbolo con la flecha apuntando a la derecha del papel. Cuando el proceso se invierte o retrocede, el cambio de sentido o dirección se señala dibujando la flecha de modo que apunte a la izquierda. Si el proceso se efectúa en un edificio de varios pisos, una flecha apuntando hacia arriba indica que el proceso se efectúa siguiendo esa dirección, y una flecha que apunte hacia abajo indicará que el flujo del trabajo es descendente.
No es necesario determinar con exactitud cada movimiento con una regla o cinta de medir para evaluar las distancias recorridas. Por lo general se obtiene un valor bastante correcto contando el número de columnas del edificio por las que ha pasado el material al ser trasladado, y multiplicado este número menos 1, por el claro entre columnas. Los trayectos de 1.50 mts. o menos, no se registran comúnmente, aunque podría hacerse esto si el analista cree que influirán considerablemente en el costo total del método que se estudia.
Es importante indicar en el diagrama todas las demoras y tiempos de almacenamiento. No basta indicar que tiene lugar un retraso o un almacenaje. Cuanto mayor sea el tiempo de almacenamiento o retraso de una pieza, tanto mayor será el incremento en el costo acumulado y, por tanto, es de importancia saber que tiempo corresponde a la demora o al almacenamiento.
El método más económico para determinar la duración de los retrasos y los almacenamientos consiste en marcar varias piezas o partes con gis indicando la hora exacta en que fueron almacenadas o demoradas. Después hay que inspeccionar periódicamente la sección para ver cuándo regresaron a la producción las partes marcadas. El analista obtendrá valores de tiempo suficientemente exactos, si considera un cierto número de casos, registra el tiempo transcurrido y promedia luego los resultados.
2.3.2 UTILIZACIÓN DEL DIAGRAMA DE FLUJO DE PROCESO
Este diagrama, como el diagrama de operaciones de proceso, no es un fin en sí, sino sólo un medio para lograr una meta. Se utiliza como instrumento de análisis para eliminar los costos ocultos de un componente. Como el reograma muestra claramente todos los transportes, retrasos y almacenamientos, es conveniente para reducir la cantidad y la duración de estos elementos.
Una vez que el analista ha elaborado el diagrama de curso de proceso, debe empezar a formular las preguntas o cuestiones basadas en las consideraciones de mayor importancia para el análisis de operaciones. En el caso de este diagrama se debe dar especial consideración a:
1) Manejo de materiales 3) Tiempo de retrasos2) Distribución de equipo en la planta 4) Tiempo de almacenamiento
Es probable que el analista ya haya elaborado y analizado un diagrama de operaciones de proceso del ensamble o conjunto del cual es componente la parte que se estudia en el reograma. Este dispositivo se elaboró a partir de los componentes del ensamble particular donde se consideró que sería práctico hacer un estudio adicional de los costos ocultos. Al analizar el reograma el analista no deberá perder mucho tiempo volviendo a estudiar las operaciones o inspecciones efectuadas en el componente, cuando éstas ya han sido estudiadas. Debe importarle más el estudio de las distancias que las partes que deben recorrer de operación a operación, así como las demoras que ocurrirán. Desde luego que si el diagrama de curso de proceso fue elaborado inicialmente, entonces deberá emplearse todos los enfoques primarios en relación con el análisis de operaciones para estudiar los eventos que aparecen en él. Al analista le interesa principalmente mejorar lo siguiente: primero, el tiempo de cada operación, inspección, movimiento, retraso y almacenamiento; y segundo, la distancia de recorrido cada vez que se transporta el componente.
Para eliminar o reducir al mínimo los tiempos de retraso y almacenamiento a fin de mejorar las entregas a los clientes, así como para reducir costos, el analista debe considerar estas preguntas de comprobación al estudiar el trabajo:
1. ¿Con qué frecuencia no se entrega la cantidad completa de material a la operación?
________________________________________________________________________________________
24

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
2. ¿Qué se puede hacer para programar la llegada de materiales con objeto de que lleguen en cantidad más regulares?
3. ¿Cuál es el tamaño más eficiente de lote o cantidad de piezas en fabricación?4. ¿Cómo pueden reorganizarse los programas para que se tengan ciclos o periodos de producción más
largos?5. ¿Cuál es la mejor sucesión o secuencia de programación de los pedidos teniendo en cuenta el tipo de
operación, las herramientas requeridas, etc.?6. ¿Cómo se pueden agrupar operaciones de grupo semejantes de manera que puedan efectuarse al
mismo tiempo?7. ¿Cuánto puede reducirse con una programación mejorada los tiempos muertos y el tiempo extra de
trabajo?8. ¿A qué se deben las operaciones de mantenimiento de emergencia y los pedidos urgentes?9. ¿Cuánto tiempo de almacenamiento y retraso se puede ahorrar estableciendo horarios más regulares
al trabajar ciertos productos en determinados días?10. ¿Qué programas alternos pueden idearse para utilizar los materiales con mayor eficacia?11. ¿Valdría la pena acumular operaciones de recoger, entregar o enviar?12. ¿Cuál es el departamento apropiado para hacer el trabajo de modo que pueda efectuarse donde hay la
misma clase de trabajos y se pueda economizar así un traslado, un retraso o un almacenamiento?13. ¿Cuánto se ahorraría haciendo el trabajo en otro turno? ¿O en otra planta?14. ¿Cuál es el momento o lapso más conveniente y económico para realizar pruebas y experimentos?15. ¿Qué información falta en los pedidos hechos a la fábrica que pudiera ocasionar un retraso o
almacenamiento?16. ¿Cuánto tiempo se pierde en cambiar turnos a horas diferentes en departamentos relacionados?17. ¿Cuáles son las interrupciones frecuentes del trabajo y cómo deberían eliminarse?18. ¿Cuánto tiempo pierde un obrero esperando o no recibiendo las instrucciones, copias de dibujos o
especificaciones apropiadas?19. ¿Cuántas veces ocasionan suspensiones del trabajo los pasillos congestionados?20. ¿Qué mejoras se pueden hacer en la localización de puertas y pasillos, y haciendo pasillos que
reduzcan los retrasos?
Las preguntas específicas de comprobación que debe formular el analista para acortar las distancias recorridas y reducir el tiempo de manejo de material, son las siguientes:
1. ¿Se está practicando la tecnología de grupos de productos para reducir el número de preparaciones y permitir mayores corridas o ciclos de producción? ¿La tecnología de grupos de productos es la clasificación de productos diferentes en configuraciones geométricas y tamaños similares a fin de aprovechar la economía en manufactura proporcionada por producción en grandes cantidades?
2. ¿Puede una instalación reubicarse económicamente para reducir las distancias recorridas?3. ¿Qué puede hacerse para reducir el manejo de materiales?4. ¿Cuál es equipo adecuado para manipulación de materiales?5. ¿Cuánto tiempo se pierde en llevar y traer materiales de la estación de trabajo?6. ¿Se debería considerar el agrupamiento de productos en vez del agrupamiento de procesos?7. ¿Qué puede hacerse para aumentar el tamaño de la unidad de material manipulado a fin de reducir el
manejo, el desperdicio y los tiempos muertos?8. ¿Cómo se podría mejorar el servicio de ascensores o elevadores?9. ¿Qué podría hacerse acerca de los pasadizos y pasajes para vehículos a fin de acelerar el transporte?10. ¿Cuál es la posición más apropiada en que debe colocarse el material para reducir la cantidad de
manipulación requerida por un operario?11. ¿Cómo podría utilizarse la entrega o traslado por gravedad?
Un estudio de reograma completo de un proceso (fig. 2-4) familiarizará al analista con todos los detalles pertinentes relacionados con los costos directos e indirectos de un proceso de fabricación, de modo que pueda analizarlos con vistas a introducir mejoras. Es difícil mejorar un método a menos que se conozcan todos los hechos relacionados con el mismo. La inspección casual de una operación no proporcionará la información necesaria para llevar a cabo un trabajo concienzudo de mejoramiento de métodos. El hecho de que las
________________________________________________________________________________________
25

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
distancias se registren en el diagrama de flujo de proceso lo hace de gran valor para poner de manifiesto cómo podría mejorarse la distribución del equipo en la fábrica o planta. El empleo inteligente de este diagrama se traducirá en mejoras valiosas.2.4 DIAGRAMA DE PROCESO DE RECORRIDO
Aunque el diagrama de flujo de proceso suministra la mayor parte de la información pertinente relacionada con un proceso de fabricación, no es una representación objetiva en el plano del curso del trabajo. Algunas veces esta información sirve para desarrollar un nuevo método. Por ejemplo, antes de que pueda acortarse un transporte es necesario ver o visualizar dónde habría sitio para agregar una instalación o dispositivo que permita disminuir la distancia. Asimismo, es útil considerar posibles áreas de almacenamiento temporal o permanente, estaciones de inspección y puntos de trabajo. La mejor manera de obtener esta información es tomar un plano de la distribución existente de las áreas a considerar en la planta, y trazar en él las líneas de flujo que indiquen el movimiento del material de una actividad a otra. Una representación objetiva o topográfica de la distribución de zonas y edificios, en la que se indica la localización de todas las actividades registradas en el diagrama de flujo de proceso, se conoce como diagrama de proceso de recorrido.
2.4.1 ELABORACIÓN Y UTILIZACIÓN DEL DIAGRAMA DE PROCESO DE RECORRIDO
Al elaborar este reograma de recorrido el analista debe indicar cada actividad por símbolos y números que correspondan a los que aparecen en el diagrama de flujo de proceso. El sentido del flujo se indica colocando periódicamente pequeñas flechas a lo largo de las líneas de recorrido. Si se desea mostrar el recorrido de más de una pieza se puede utilizar un color diferente para cada una.
La figura 2-6 ilustra un diagrama de recorrido de actividades elaborado junto con un diagrama de flujo de proceso con miras a mejorar la fabricación del fusil o rifle Garand (M1) en la Springfield Armory. Esta presentación gráfica, junto con el diagrama de flujo de proceso, dio como resultado poder lograr ahorros que aumentaron a 3,600 por turno, la producción anterior de 500 cañones de fusil con el mismo número de empleados. La figura 2-7 ilustra el diagrama de recorrido de actividades de la distribución revisada.
Es evidente que el diagrama de recorrido es un componente valioso del diagrama de flujo de proceso, pues en él puede trazarse el recorrido inverso y encontrar las áreas de posible congestionamiento de tránsito, y facilita así poder lograr una mejor distribución en la planta.
Figura 2-6. Diagrama de proceso de recorrido correspondiente a la antigua distribución de un grupo de operaciones para la manufactura del fusil Garand en Estados Unidos. (La parte sombreada del plano indica que el espacio de piso total necesario para la distribución revisada [fig. 2-7]. Está representada una economía de 40% en el espacio de piso).
________________________________________________________________________________________
26

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 2-7. Diagrama de proceso de recorrido para la distribución revisada de un grupo de operaciones para la fabricación del fusil Garand.
2.5 DIAGRAMA DE PROCESO HOMBRE-MÁQUINA
En tanto que los diagramas de operación y flujo de proceso se usan primariamente para explorar un proceso, o serie de operaciones, completo, el diagrama hombre-máquina se emplea para estudiar, analizar y mejorar sólo una estación de trabajo cada vez. Este diagrama indica la relación exacta en tiempo entre el ciclo de trabajo de la persona y el ciclo de operación de su máquina. Con estos hechos claramente expuestos, existen posibilidades de una utilización completa de los tiempos de hombre y de máquina, y un mejor equilibrio del ciclo de trabajo.
En la actualidad muchas máquinas-herramientas están completamente automatizadas, como el torno automático para tornillos, o son sólo parcialmente automáticas, como el torno revólver. En la operación de estos tipos de implementos el operario frecuentemente permanece inactivo durante una porción del ciclo. La utilización de este tiempo de inactividad puede aumentar la retribución del operario y mejorar la eficiencia de la producción.
La práctica de hacer que un obrero atienda a más de una máquina se conoce como “acoplamiento del trabajo de máquinas”. En nuestros días, algunas industrias han encontrado resistencia a la práctica del acoplamiento de trabajo de máquinas por parte de las organizaciones sindicales. La mejor manera de lograr que se acepte el acoplamiento de máquinas es demostrando la posibilidad de obtener mayor remuneración. Puesto que el acoplamiento de máquinas aumentará el porcentaje de tiempo de “esfuerzo” durante el ciclo de operación, se acrecienta la oportunidad de ganar mayores incentivos si una empresa trabaja según el plan de salarios del tipo de incentivos. Asimismo, resultarán salarios base más altos al practicar el acoplamiento de máquinas, puesto que el operario adquirirá mayor responsabilidad y tendrá que desarrollar más esfuerzo mental y físico en la operación múltiple.
2.5.1 ELABORACIÓN DEL DIAGRAMA DE PROCESO HOMBRE-MÁQUINA
En la elaboración de este diagrama, el analista deberá primeramente titularlo en la manera usual, escribiendo en la parte superior de la hoja “Diagrama de proceso de hombre y máquina”. Inmediatamente debajo de este encabezado, se expresará la siguiente información: número de la pieza, número de dibujo, descripción de la operación que se grafica, método actual o propuesto, fecha y nombre de la persona que elabora el diagrama.
Puesto que los diagramas de hombre y máquina se trazan siempre a escala, el analista deberá seleccionar a continuación una escala de tiempos adecuada, de manera que la representación se disponga en forma bien
________________________________________________________________________________________
27
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
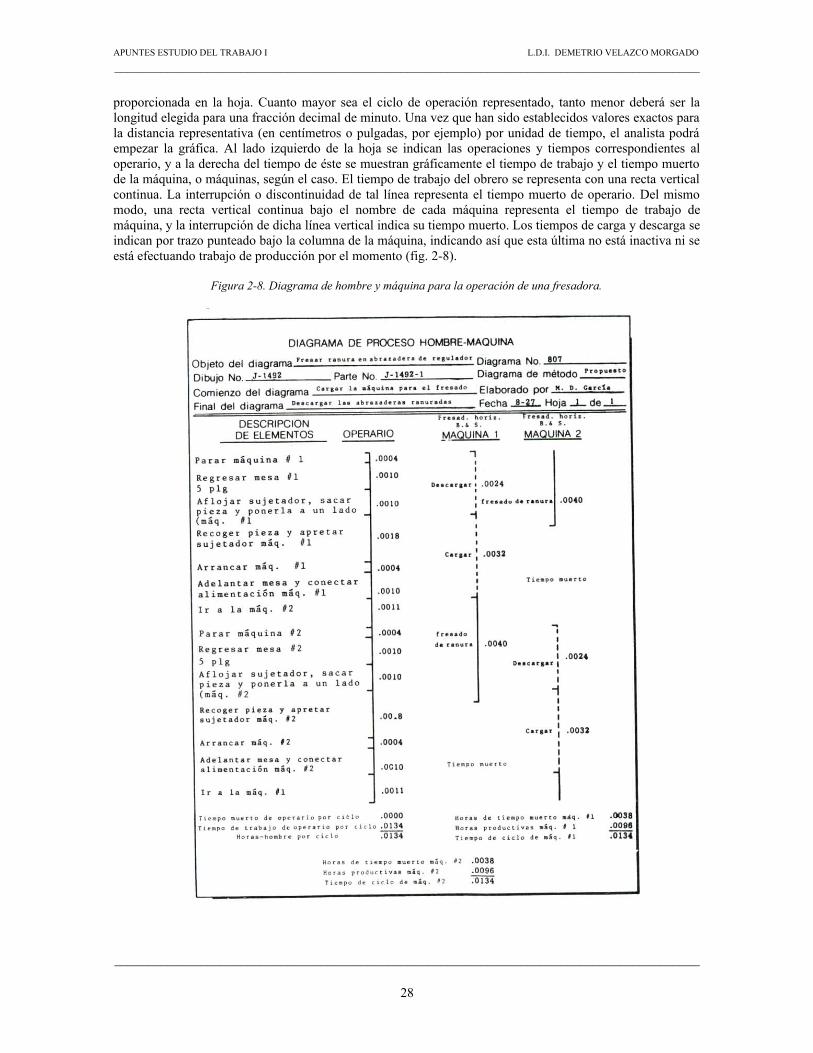
proporcionada en la hoja. Cuanto mayor sea el ciclo de operación representado, tanto menor deberá ser la longitud elegida para una fracción decimal de minuto. Una vez que han sido establecidos valores exactos para la distancia representativa (en centímetros o pulgadas, por ejemplo) por unidad de tiempo, el analista podrá empezar la gráfica. Al lado izquierdo de la hoja se indican las operaciones y tiempos correspondientes al operario, y a la derecha del tiempo de éste se muestran gráficamente el tiempo de trabajo y el tiempo muerto de la máquina, o máquinas, según el caso. El tiempo de trabajo del obrero se representa con una recta vertical continua. La interrupción o discontinuidad de tal línea representa el tiempo muerto de operario. Del mismo modo, una recta vertical continua bajo el nombre de cada máquina representa el tiempo de trabajo de máquina, y la interrupción de dicha línea vertical indica su tiempo muerto. Los tiempos de carga y descarga se indican por trazo punteado bajo la columna de la máquina, indicando así que esta última no está inactiva ni se está efectuando trabajo de producción por el momento (fig. 2-8).
Figura 2-8. Diagrama de hombre y máquina para la operación de una fresadora.
________________________________________________________________________________________
28

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Todos los elementos de tiempo de ocupación y tiempo de inactividad se grafican hasta la terminación del ciclo. Al pie del diagrama se indican el tiempo de trabajo y el tiempo muerto totales del operario. Del mismo modo se registran los tiempos totales de trabajo y muerto de cada máquina. El tiempo productivo más el tiempo inactivo del obrero, tiene que ser igual a la suma de los tiempos respectivos de su máquina.
Se observará que son necesarios valores de tiempo elementales exactos antes de que se pueda configurar el diagrama hombre-máquina. Estos valores de tiempo deberán representar tiempos estándares que incluyan un margen aceptable para tener en cuenta la fatiga, retrasos inevitables y demoras personales. En ningún caso se usarán lecturas de cronómetros globales en la construcción de estos diagramas.
El diagrama completo de hombre y máquina muestra claramente las áreas en las que ocurren tanto tiempos muertos de máquina y de hombre. Estas regiones son generalmente un buen lugar para empezar a originar mejoras efectivas.
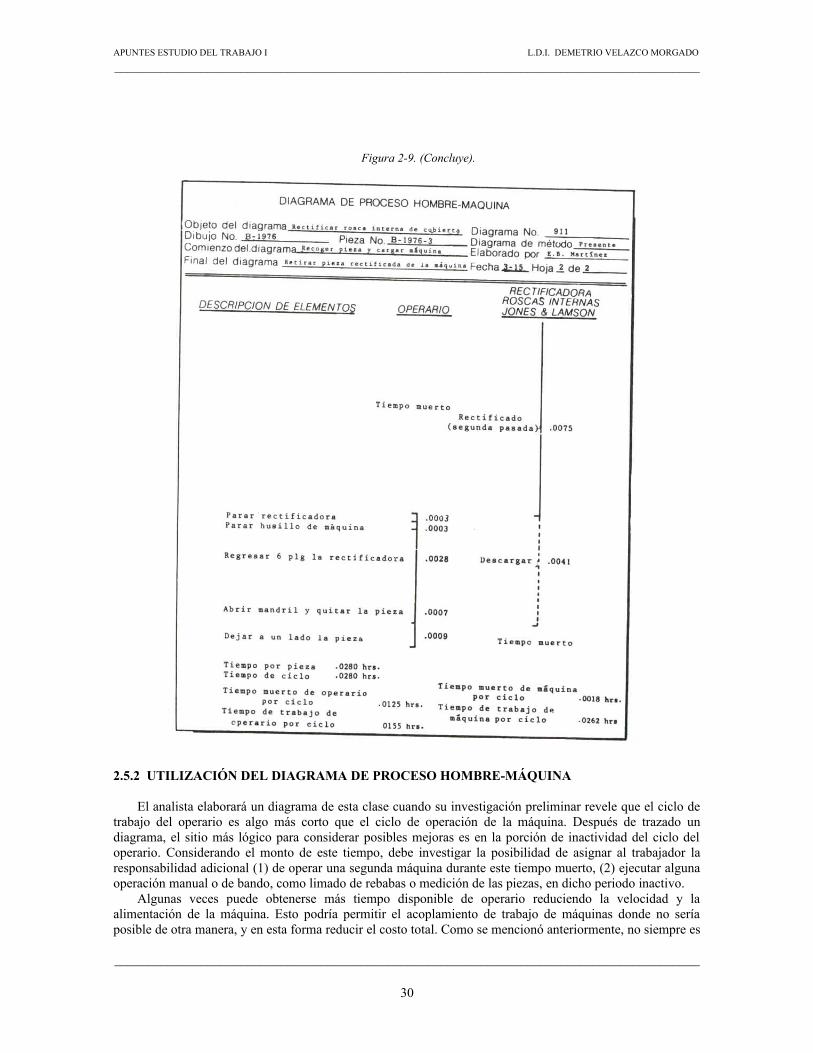
El analista debe tener cuidado de no engañarse con lo que parezca ser una cantidad apreciable de tiempo muerto de hombre. En muchos casos es mucho más conveniente o económico que un operario esté inactivo durante una parte sustancial de un ciclo, que lo esté un costoso equipo o proceso, aun durante una pequeña porción de un ciclo. Con objeto de estar seguro de que su propuesta es la mejor solución, el analista debe conocer el costo de la inactividad de una máquina, así como el de la inactividad de un obrero. Únicamente cuando se considera el costo total el analista puede recomendar seguramente un método respecto de otro. La figura 2-10 ilustra un diagrama de proceso de hombre y máquina que representa economías con respecto al mostrado en la figura 2-9.
Figura 2-9. Diagrama de proceso de hombre máquina para la operación derectificadora para rosca en que hay un operario a cargo de una sola máquina.
________________________________________________________________________________________
29
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 2-9. (Concluye).
2.5.2 UTILIZACIÓN DEL DIAGRAMA DE PROCESO HOMBRE-MÁQUINA
El analista elaborará un diagrama de esta clase cuando su investigación preliminar revele que el ciclo de trabajo del operario es algo más corto que el ciclo de operación de la máquina. Después de trazado un diagrama, el sitio más lógico para considerar posibles mejoras es en la porción de inactividad del ciclo del operario. Considerando el monto de este tiempo, debe investigar la posibilidad de asignar al trabajador la responsabilidad adicional (1) de operar una segunda máquina durante este tiempo muerto, (2) ejecutar alguna operación manual o de bando, como limado de rebabas o medición de las piezas, en dicho periodo inactivo.
Algunas veces puede obtenerse más tiempo disponible de operario reduciendo la velocidad y la alimentación de la máquina. Esto podría permitir el acoplamiento de trabajo de máquinas donde no sería posible de otra manera, y en esta forma reducir el costo total. Como se mencionó anteriormente, no siempre es
________________________________________________________________________________________
30

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
aconsejable practicar el acoplamiento u operación múltiple de máquinas, pues el tiempo muerto de máquina introducido podría exceder con mucho al tiempo inactivo ahorrado del operario. La única forma segura de hacer el análisis es sobre la base del costo total.
Figura 2-10. Diagrama de proceso de hombre y máquina para la operación de rectificado para rosca con un operario a cargo de dos máquinas.
Los diagramas de interrelación de hombre y máquina sirven para determinar el grado de acoplamiento de trabajo justificado, con objeto de asegurar un “día justo de trabajo por un día justo de pago”. Son valiosos para determinar cuánto tiempo muerto de máquina puede ser utilizado más cabalmente.
________________________________________________________________________________________
31

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 2-10. (Continuación).
________________________________________________________________________________________
32
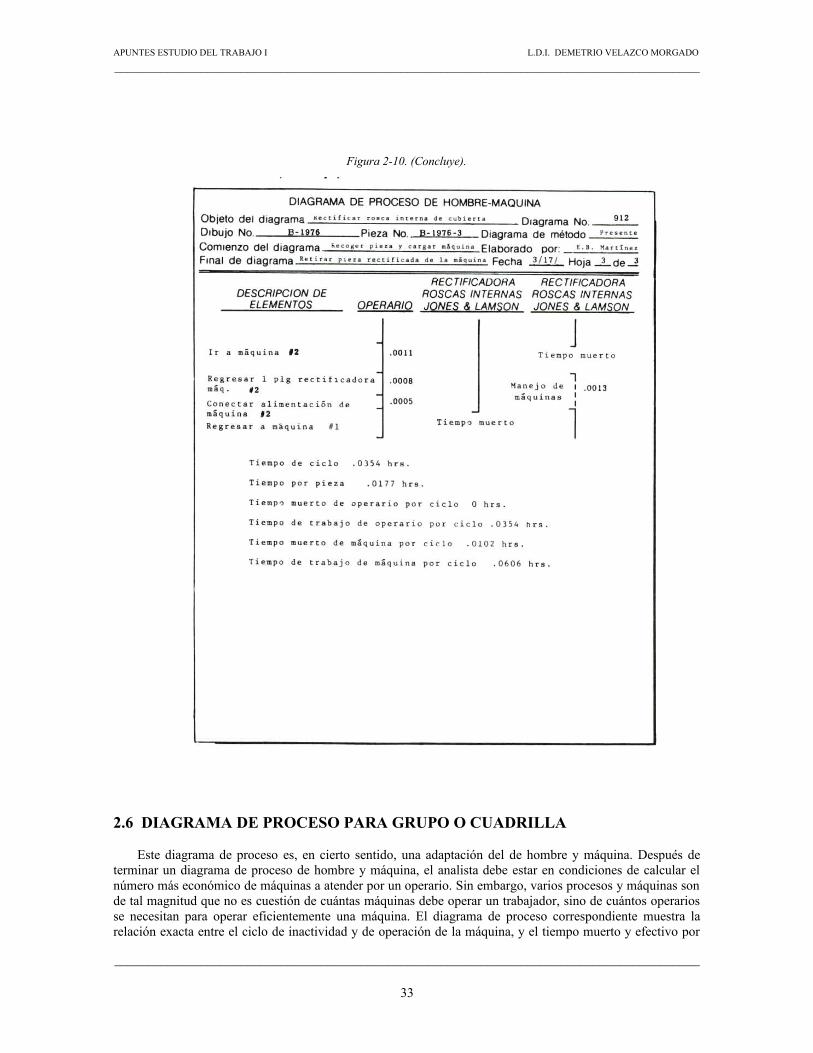
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 2-10. (Concluye).
2.6 DIAGRAMA DE PROCESO PARA GRUPO O CUADRILLA
Este diagrama de proceso es, en cierto sentido, una adaptación del de hombre y máquina. Después de terminar un diagrama de proceso de hombre y máquina, el analista debe estar en condiciones de calcular el número más económico de máquinas a atender por un operario. Sin embargo, varios procesos y máquinas son de tal magnitud que no es cuestión de cuántas máquinas debe operar un trabajador, sino de cuántos operarios se necesitan para operar eficientemente una máquina. El diagrama de proceso correspondiente muestra la relación exacta entre el ciclo de inactividad y de operación de la máquina, y el tiempo muerto y efectivo por
________________________________________________________________________________________
33

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
ciclo de los operarios que la atienden. Este diagrama señala claramente las posibilidades de mejoría por reducción de los tiempos muertos de hombre y de máquina.
2.6.1 ELABORACIÓN DEL DIAGRAMA DE PROCESO PARA GRUPO O CUADRILLA
Después del encabezado “Diagrama de proceso para grupo de operarios” y de la identificación completa del proceso que se grafica con el número de pieza, número de dibujo, descripción de la operación que se va a describir en el diagrama, el método actual o propuesto, la fecha y el nombre de la persona que elabora el diagrama, el analista deberá seleccionar una escala de tiempo que permita trazar adecuadamente la gráfica en el papel a utilizar. Como el diagrama de proceso de hombre y máquina, el de grupo se traza siempre a escala.
Al lado izquierdo del papel se indican las operaciones que se efectúan en la máquina o en el proceso. Inmediatamente a la derecha de la descripción de la operación se representan gráficamente el tiempo de carga, el tiempo de operación y el tiempo muerto. Luego, más a la derecha, el tiempo de operación y el tiempo muerto de cada operario que participe en el proceso se ilustran por líneas de flujo en dirección vertical. Una línea continua vertical indica que se realiza trabajo productivo, mientras que una línea vertical punteada correspondiente a una máquina, señala que se efectúan operaciones de carga y descarga. Una interrupción en una línea vertical de flujo indica tiempo muerto, y el largo de la separación correspondiente a su duración. En el caso de los operarios, las líneas verticales continuas indican que se realiza trabajo, en tanto que las interrupciones en ellas representan los tiempos de inactividad. La figura 2-11 ilustra un diagrama de proceso para un grupo de operarios y es evidente que existe un gran número de horas-hombre inactivas. Un mejor empleo del elemento humano en el mismo proceso se muestra en el diagrama de proceso de grupo ilustrado en la figura 2-12. El ahorro de 16 horas por turno se captó fácilmente por el uso del diagrama de proceso para grupo de operarios.
2.6.2 UTILIZACIÓN DEL DIAGRAMA DE PROCESO PARA GRUPO O CUADRILLA
El analista por lo general traza el diagrama de proceso para cuadrilla cuando su investigación inicial de una operación dada indica que un número de los trabajadores mayor que el necesario está siendo utilizado para operar una máquina o proceso. Si este fuera el caso, encontrará que el diagrama de proceso para grupo de operarios es un medio muy útil para determinar el número exacto de obreros necesarios para atender eficazmente una máquina o un proceso. Una vez trazado el diagrama, las horas de tiempo muerto de hombre pueden ser analizadas para determinar la posibilidad de utilizar un operario para que efectúe las tareas que normalmente ejecutan dos o más.
Por ejemplo, en el diagrama de proceso para grupo de la figura 2-11, la empresa está ocupando dos operarios más de los necesarios. Esto se ve claramente, cuando se muestra que con este proceso 18.4 horas-hombre de inactividad intervienen en cada turno de 8 horas.
Relocalizando algunos de los controles del proceso, fue posible reasignar las tareas o elementos de trabajo de modo que cuatro, en vez de seis trabajadores, operen eficazmente la prensa de extrusión.
La figura 2-12 ilustra un diagrama de operario para grupo del método propuesto en que se ocupan sólo cuatro operarios y se ahorran así 16 horas-hombre por turno. Sin dicho diagrama esta solución hubiera sido muy difícil de obtener.
Del ejemplo dado en la figura 2-11 y 2-12, puede verse que el diagrama de proceso para grupo ayuda a dividir el trabajo disponible entre los miembros del grupo que opera el equipo, y determinar así con seguridad las tareas a asignar a todos los componentes del grupo o cuadrilla, mediante el trazo y el empleo del diagrama de referencia, el equipo puede operarse a su capacidad, los costos de mano de obra se reducirán y el estado de ánimo de los obreros mejorará como resultado de la distribución equitativa de las tareas o asignaciones de trabajo.
________________________________________________________________________________________
34

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Fig. 2-11.
________________________________________________________________________________________
35

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 2-12. Diagrama de proceso para grupo o cuadrilla correspondiente al método propuesto para la operación de un proceso de extrusión con prensa hidráulica.
________________________________________________________________________________________
36

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
“El trabajo puede efectuarse mejor y más económicamente mediante su análisis”
Frederick Winslow Taylor (1856-1915)
________________________________________________________________________________________
37

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
UNIDAD IIIUNIDAD IIIANÁLISIS DE LA OPERACIÓN ANÁLISIS DE LA OPERACIÓN
3.1 CONCEPTO FUNDAMENTAL DEL ANÁLISIS DE LA OPERACIÓN
El análisis de la operación es un procedimiento empleado por el analista en estudio del trabajo para examinar todos los elementos productivos y no productivos de una operación con vistas a su mejoramiento. El analista en estudio del trabajo tiene por objeto idear métodos para incrementar la producción por unidad de tiempo y reducir los costos unitarios. El análisis de la operación es en realidad una técnica para alcanzar la meta del estudio del trabajo.
El procedimiento esencial del análisis de la operación es tan efectivo en la planeación de nuevos centros de trabajo como el mejoramiento de los existentes. Por medio de la formulación de preguntas acerca de todos los aspectos operacionales en una cierta estación de trabajo, en otras estaciones dependientes de ésta y del diseño del producto, se podrá proyectar un centro de trabajo más eficiente.
Puesto que el mejoramiento de las operaciones existentes es un proceso continuo en la industria, esta unidad estudiará principalmente tal proceso, reconociendo sin embargo, que los principios empleados son igualmente válidos e importantes en la planeación de nuevos centros de trabajo. El paso siguiente a la presentación de los hechos en forma de un diagrama de operaciones o de curso de proceso es la investigación de los enfoques del análisis de la operación. Este es el momento en que se efectúa realmente el análisis y se concretan los aspectos o componentes del método que se va a proponer.
El análisis de la operación ha ido adquiriendo cada vez más importancia a medida que se intensifica la competencia con el extranjero, y se elevan al mismo tiempo los costos de mano de obra y materiales. Dicho análisis es un procedimiento que nunca puede considerarse completo. Por lo general, la competencia exige el estudio incesante de un producto dado para mejorar los procesos de fabricación, y para que una parte de las utilidades vayan al consumidor en forma de un mejor producto a menor precio. En cuanto un fabricante realiza lo anterior, invariablemente sus competidores implantan programas de mejoramiento semejantes y en más o menos tiempo habrán elaborado un producto más vendible a un precio reducido. Esto hace que comience un nuevo ciclo en el que el fabricante en cuestión revisa otra vez sus operaciones y mejora sus procesos de fabricación, originando de nuevo mejoras en la manufactura de las empresas competidoras. Las condiciones en la industria no pueden ser estáticas; de otro modo, sobrevendría la bancarrota. El progreso es el único medio para lograr una operación constantemente redituable o con utilidades.
Otra ley básica de la economía que debe tomarse en cuenta cuando se trata de economizar, es la de la oferta y la demanda. El volumen de mercancías que se consumen es inversamente proporcional al precio de venta. A medida que se implantan mejoras que originan ahorros sustanciales, se amplía el mercado al bajar el precio de venta. Esto ha quedado demostrado una y otra vez. Sucedió con el alumbrado electrónico, los refrigeradores, radios, automóviles, televisores, las lanchas de motor, las computadoras, los celulares y muchos otros productos. A medida que el progreso permitiría la reducción de costos, aumentaba el número de compradores. El aumento de productividad traía consigo nuevas economías, que a su vez daban por resultado precios más bajos, que hacían aumentar de nuevo la producción. Cada vez que el precio de venta de un artículo se reduce hasta en un 5%, el producto queda inmediatamente al alcance de un número mayor de compradores.
La experiencia ha demostrado que prácticamente todas las operaciones pueden mejorarse si se estudian suficientemente. Puesto que el procedimiento del análisis sistemático es igualmente efectivo en industrias grandes y pequeñas, en la producción reducida y en la producción en masa, se puede concluir seguramente que el análisis de la operación es aplicable a todas las actividades de fabricación, administración de empresas y servicios del gobierno. Si se utiliza correctamente, es de esperar que origine un método mejor para realizar el trabajo simplificando los procedimientos operacionales y el manejo de materiales y haciendo más efectivo el uso del equipo, aumentando así la producción y reduciendo el costo unitario; que permita conservar la calidad y reducir los efectos de falta de pericia laboral; y que despierte el entusiasmo de los obreros al mejorar sus condiciones de trabajo, minimizando la fatiga y dándoles oportunidades de obtener mayores retribuciones.
________________________________________________________________________________________
38

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
3.2 ENFOQUE DEL ANÁLISIS DE LA OPERACIÓN
Probablemente una de las creencias más comunes de los directores de empresa es la de que sus problemas son únicos. En consecuencia, consideran que todo método nuevo resultará poco práctico. En realidad, todo trabajo, ya sea administrativo, técnico o de tipo general, es muy semejante. Los esposos Gilbreth llegaron a la conclusión de que un trabajo, productivo o no productivo, se efectuaba empleando combinaciones de 17 movimientos básicos que llamaron “therbligs”. Sea cual fuere la operación, cuando se considera a la luz de sus divisiones básicas será muy semejante a otras. Por ejemplo, los elementos de trabajo correspondientes al manejo de un automóvil son muy parecidos a los que se requieren para operar un torno revólver. El hecho de que todos los trabajos sean semejantes en muchos aspectos, confirma el principio de que, si los métodos pueden mejorarse en una factoría u oficina existirán oportunidades para mejorar los métodos en todas las demás.
Una y otra vez se repite la historia acerca de la renuencia de la gente a aceptar lo nuevo. Los barcos metálicos, las embarcaciones movidas por vapor, los automóviles, los aeroplanos, los radios, el teléfono y la televisión son algunos ejemplos de productos comunes en la actualidad y que, sin embargo, hubo un tiempo en que un gran número de personas los consideró poco prácticos. En nuestros días, todavía alguna persona de tipo medio se burla de la idea de los viajes interplanetarios o de las plantas de energía atómica para impulsar vehículos particulares.
Quienes están relacionados con el trabajo de métodos saben de la renuencia natural que todas las personas, sea cual fuere su nivel en una organización, muestran naturalmente a los cambios. El vencer esta resistencia al cambio es uno de los obstáculos más poderosos en el camino hacia un programa de mejoramiento. Continuamente se oye a directores de fábricas o plantas hacer afirmaciones al respecto, como la de que: “Pudiera haber funcionado bien en esa planta pero nuestras operaciones son muy diferentes”. Los supervisores podrían decir: “No resultará aquí”, y hasta el operario quizá declare rotundamente: “Eso no sirve”. El convencer a toda una organización de que “sí funcionará aquí” es un trabajo de nunca acabar para el analista de métodos. Quién desee tener éxito en este tipo de trabajo nunca debe aceptar nada como correcto sólo por que así es ahora o así se ha hecho durante años. En vez de esto, debe preguntar, explorar, investigar, y finalmente, después de haber considerado todos los aspectos, tomar su decisión para el momento. Siempre tiene que estar consciente de que este método puede ser satisfactorio hoy, pero no lo será mañana, pues siempre habrá un método mejor.
Para reducir la resistencia a los cambios que el analista de métodos sabe que es característica de todo el mundo, procurará establecer un ambiente de participación, comprensión y amistosidad. Reconocerá los conocimientos de cada quién acerca de su propio trabajo, y solicitará su ayuda para efectuar mejoras. Vigilará que permanezcan abiertos todos los medios de comunicación y que sean utilizados, de manera que esté informado todo el personal que resultaría afectado por el posible cambio. Proporcionará información con liberalidad, y discutirá abiertamente los hechos relacionados con la investigación, inspirando así confianza en vez de recelo y suspicacia. Por encima de todo, tratará de mantener una actitud entusiasta hacia el mejoramiento.
3.3 MÉTODO DEL ANÁLISIS DE LA OPERACIÓN
Es inapreciable el uso de un procedimiento sistemático para lograr economías de consideración. El primer paso es el obtener toda la información relacionada con el volumen de trabajo previsto. Para determinar cuánto tiempo y esfuerzo se deben dedicar a mejorar un método actual o planear un nuevo trabajo, es necesario determinar el volumen esperado, las posibilidades que se repitan los negocios, la duración del trabajo, la probabilidad de cambios en el diseño y contenidos de mano de obra en el trabajo. Si éste da señales de que será muy activo, se justificará realizar un estudio más detallado que se omitiría en otros casos.
Una vez estimados el volumen y la duración del trabajo, así como la necesidad de mano de obra, se debe proceder a reunir todo la información acerca de los detalles de fabricación. Tal información abarcará todas las operaciones, las instalaciones que se usan para llevar a cabo las operaciones y los tiempos de operación; todos los traslados o transportes, los medios que se emplean para éstos y las distancias que se recorren; todas las
________________________________________________________________________________________
39

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
inspecciones, sus medios y los tiempos respectivos; todos los almacenamientos, sus instalaciones y el tiempo asignado; la totalidad de las operaciones con proveedores y los precios de sus cotizaciones; y, por último, todas las especificaciones y dibujos de diseño. Después de reunida toda esta información que afecta a los costos, deberá presentársela en forma adecuada para su estudio. Uno de los modos más efectivos de hacerlo es mediante el diagrama de flujo de proceso. Este diagrama presenta gráficamente toda la información de manufactura en forma análoga a la información que el diseño puede hallarse en un dibujo o plano de taller.
Una vez terminado el diagrama de flujo de proceso, el analista revisa el problema con miras hacia el mejoramiento. Hasta este momento, el analista sólo ha planteado el problema, lo cual es un paso preliminar necesario para su resolución. Una de las técnicas más comunes empleadas en el análisis de métodos, es preparar una hoja de verificación para registrar y dirigir preguntas acerca de la actividad que figura en el reograma de proceso. Son preguntas típicas las siguientes: ¿Es necesaria esta operación? ¿Se puede efectuar mejor de otro modo la operación? ¿Es posible combinarla con otra? ¿Son las tolerancias más estrictas de lo necesario? ¿Se podría usar un material más económico? ¿Sería factible incorporar un manejo de materiales más conveniente?
El analista formula y contesta todas las preguntas de la lista de comprobación para todos los diversos pasos contenidos en el reograma. Con este procedimiento se llega invariablemente a modos diferentes de efectuar el trabajo. Es conveniente registrar de inmediato estas ideas a medida que se va desarrollando, para que no se olviden. También conviene incluir croquis en este momento. Es común que el analista descubra un gran número de ineficiencias que prevalecen y que le sea fácil recopilar muchas posibilidades de mejoramiento. Generalmente una demora lleva a otra. El analista debe mantener la mente abierta y ejercer una habilidad creadora si quiere obtener verdadero éxito en este tipo de trabajo. La lista de comprobación ayuda también a proporcionar instrucción en métodos a capataces y superintendentes de fábrica. La utilización inteligente de preguntas que hagan pensar, ayudará a los supervisores de talleres o fábricas a desarrollar ideas constructivas. Dicha lista sirve también como esquema o plan general al que puede recurrir el director de discusiones relativas a la instrucción en métodos.
3.4 LOS DIEZ ENFOQUES PRIMARIOS DEL ANÁLISIS DE LA OPERACIÓN
Hay diez enfoques o puntos de vista principales correspondientes al análisis de la operación que se deben realizar cuando se estudia el reograma del método existente. Tales enfoques son:
1. Finalidad de la operación 6. Preparación y herramental2. Diseño de la pieza 7. Condiciones de trabajo3. Tolerancias y especificaciones 8. Manejo de materiales4. Materiales 9. Distribución del equipo en la planta5. Proceso de manufactura 10. Principios de la economía de movimientos
Cuando todos estos enfoques se emplean en el estudio de cada operación individual, la atención se centra en los artículos que con mayor probabilidad pueden producir mejoras. Todas esas perspectivas no serán aplicables a cada actividad del reograma, pero generalmente más de una debe ser considerada. El método de análisis recomendado es tomar cada paso del método actual y analizarlo teniendo en mente un enfoque claro y específico hacia el mejoramiento, considerando todos los puntos clave del análisis. Luego se debe seguir el mismo procedimiento con las operaciones e inspecciones, traslados, almacenamientos, etc., siguientes, según se indica en el diagrama de flujo. Por tanto, después de que cada elemento ha sido así utilizado, conviene considerar en conjunto el producto en estudio en vez de a la luz de sus componentes elementales, y reconsiderar todos los puntos de análisis con vistas hacia la posibilidad de mejoras globales. Por lo general existen oportunidades limitadas para el mejoramiento de métodos en toda factoría. La mejor técnica para obtener la máxima economía es el estudio cuidadoso de operaciones individuales y colectivas, según se describió. Dondequiera que este procedimiento ha sido empleado por ingenieros competentes se han logrado siempre resultados benéficos.
________________________________________________________________________________________
40

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
“Todo trabajo manual puede reducirse a sus movimientos elementales”
Frank Bunker Gilbreth (1868-1924)
________________________________________________________________________________________
41

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
UNIDAD IVUNIDAD IVESTUDIO DE MOVIMIENTOSESTUDIO DE MOVIMIENTOS
4.1 CONCEPTO FUNDAMENTAL DE ESTUDIO DE MOVIMIENTOS
El estudio de movimientos es el análisis cuidadoso de los diversos movimientos que efectúa el cuerpo al ejecutar un trabajo. Su objetivo es eliminar o reducir los movimientos ineficientes, y facilitar y acelerar los eficientes. Por medio del estudio de movimientos, el trabajo se lleva a cabo con mayor facilidad y aumenta el índice de producción. Los esposos Gilbreth fueron de los primeros en estudiar los movimientos manuales y formularon leyes básicas de la economía de movimientos que se consideran fundamentales todavía. A ellos se debe también la técnica cinematográfica para realizar estudios detallados de movimientos, conocidos por “estudios de micromovimientos”, que han demostrado su gran utilidad en el análisis de operaciones manuales repetidas.
El estudio de movimientos, en su acepción más amplia, entraña dos grados de refinamiento con extensas aplicaciones industriales. Tales son el estudio visual de movimientos y el estudio de micromovimientos.
El estudio visual de movimientos se aplica con mucho mayor amplitud, por que la actividad que se estudia no necesita ser de tanta importancia para justificar económicamente su empleo. Este tipo de estudio comprende la observación cuidadosa de la operación y la elaboración de un diagrama de proceso bimanual, con el consiguiente análisis del diagrama considerando las leyes de la economía de movimientos.
Debido a su mayor costo, el método de micromovimientos resulta generalmente práctico sólo en el caso de trabajos de mucha actividad, cuya duración y repetición son grandes. Las dos clases de estudios pueden compararse a la observación de un objeto con una lupa o mediante un microscopio. La mayor cantidad de detalles que proporciona el microscopio sólo tiene aplicación en trabajos de alta producción.
4.2 MOVIMIENTOS FUNDAMENTALES
El concepto de las divisiones básicas de la realización del trabajo, desarrollado por Frank Gilbreth en sus primeros ensayos, se aplica a todo trabajo productivo ejecutado por las manos de un operario. Gilbreth denominó “therblig” (su apellido deletreado al revés) a cada uno de estos movimientos fundamentales, y concluyó que toda operación se compone de una serie de estas 17 divisiones básicas. En la tabla 4-1 se enuncian los 17 movimientos fundamentales de las manos, un tanto modificados con respecto al resumen de Gilbreth, junto con sus símbolos y colores distintivos.
4.2.1 DEFINICIÓN DE LAS DIVISIONES BÁSICAS DEL TRABAJO
1. BUSCAR. Es el elemento básico en la operación de localizar un objeto. Es la parte del ciclo durante la cual los ojos o las manos tratan de encontrar un objeto. Comienza en el instante en que los ojos se dirigen o mueven en un intento de localizar un objeto, y termina en el instante en que se fijan en el objeto encontrado.
Buscar es un therblig que el analista debe tratar de eliminar siempre. Las estaciones de trabajo bien planeadas permiten que el trabajo se lleve a cabo continuamente, de manera que no es preciso que el operario realice este elemento. Proporcionar el sitio exacto para cada herramienta y cada pieza es el modo práctico de eliminar el elemento de busca en una estación de trabajo.
Un empleado nuevo, o uno no familiarizado con el trabajo, tiene que efectuar operaciones de busca periódicamente, hasta desarrollar suficiente habilidad y acierto.
________________________________________________________________________________________
42

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
El analista de movimientos experto se planteará las siguientes preguntas, tratando de reducir o eliminar el tiempo de buscar:
1. ¿Están perfectamente identificados todos los artículos? Tal vez podrían utilizarse rótulos o colores.
2. ¿Es posible emplear recipientes transparentes?3. ¿Una mejor distribución en la estación de trabajo podría eliminar las búsquedas?4. ¿Se emplea el alumbrado correcto?5. ¿Puede disponerse previamente la colocación de las herramientas y las piezas?
Tabla 4-1. Movimientos fundamentales therbligs.
2. SELECCIONAR. Este es el therblig que se efectúa cuando el operario tiene que escoger una pieza de entre dos o más semejantes. Este therblig sigue, generalmente, al de “buscar” y es difícil determinar exactamente, aun mediante el método detallado de los micromovimientos, cuándo termina la búsqueda, sobre todo cuando se trata de un ensamblaje selectivo. En este caso suele ir precedida de la inspección. La selección puede clasificarse también entre los therbligs ineficientes y debe ser eliminada del ciclo de trabajo por una mejor distribución en la estación de trabajo y un mejor control de las piezas.
Para eliminar este therblig el analista debe preguntarse:
________________________________________________________________________________________
43

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
1. ¿Son intercambiables las piezas más comunes?2. ¿Pueden estandarizarse las herramientas?3. ¿Se guardan las piezas y los materiales en la misma caja?4. ¿Sería posible emplear un estante o una bandeja (o charola) para facilitar la colocación de las
partes?
3. ASIR. Este es el movimiento elemental que hace la mano al cerrar los dedos rodeando una pieza o parte para asirla en una operación. El “asir” es un therblig eficiente y, por lo general, no puede ser eliminado, aunque en muchos casos se puede mejorar. Comienza cuando los dedos de una o de ambas manos empiezan a cerrarse alrededor de un objeto para tener control de él, y termina en el instante en que se logra dicho control. El “asir” casi siempre va precedido de “alcanzar” y seguido de “mover”. Estudios detallados han demostrado que existen varias formas de asir, algunas de las cuales requieren tres veces más tiempo que otras. Debe tratarse de reducir al mínimo el número de operaciones de asimiento durante el ciclo de trabajo y las piezas a asir deben estar dispuestas de manera que pueda emplearse el tiempo más simple de asir. Esto se logra haciendo que el objeto asuma por sí solo una localización fija, y quede en posición tal que no haya interferencia alguna con la mesa de trabajo, la caja o los alrededores.
Las siguientes son preguntas de comprobación que podrían ayudar a mejorar los therbligs “asir” efectuados durante el ciclo:
1. ¿Sería aconsejable que el operario tomara más de un objeto o pieza cada vez?2. ¿Podría emplearse un asir de contacto en vez de uno de levantar? En otras palabras, ¿podrían
acercarse los objetos empujando en lugar de tener que ser tomados o acarreados?3. ¿Sería factible simplificar la operación de asir piezas pequeñas poniendo una pestaña a su caja?4. ¿Podrían acercarse a la colocación herramientas o piezas para hacer más fácil su aislamiento?5. ¿Podrían aprovecharse en el trabajo dispositivos de vacío o magnéticos, dedales de goma o algún
otro aditamento?6. ¿Sería posible utilizar un transportador?7. ¿Se ha diseñado la plantilla de manera que la pieza pueda ser tomada con facilidad al quitarla?8. ¿Sería factible que un operario precolocara una herramienta o la pieza en trabajo de modo que
facilite al siguiente operario la operación de asir?9. ¿Podrían disponerse previamente las herramientas en un soporte oscilante?10. ¿Puede ser cubierta la superficie del banco de trabajo con una capa de material esponjoso, de
manera que los dedos puedan tener mayor facilidad para tomar cosas pequeñas?
4. ALCANZAR. El therblig “alcanzar” corresponde al movimiento de una mano vacía, sin resistencia, hacia un objeto o retirándola de él. La división básica “alcanzar” se denominaba “transporte en vacío” en la lista original de Gilbreth. Sin embargo, la mayor parte de los especialistas en métodos aceptan, en la actualidad, el término más breve. “Alcanzar” principia en el instante en que la mano se mueve hacia un objeto o sitio, y finaliza en cuanto se detiene el movimiento al llegar al objeto o al sitio. Este elemento va precedido casi siempre del de “soltar” y seguido del de “asir”. Es natural que el tiempo requerido para alcanzar dependa de la distancia recorrida por la mano. Dicho tiempo depende también, en cierto grado, del tipo de alcance. Como asir, alcanzar puede clasificarse como un therblig objetivo y, generalmente, no puede ser eliminado del ciclo de trabajo. Sin embargo, sí puede ser reducido acortando las distancias requeridas para alcanzar y dando ubicación fija a los objetos. Teniendo presente este principio fundamental pueden obtenerse estaciones de trabajo en las que sea mínimo el tiempo de alcanzar.
5. MOVER. Es la división básica que corresponde al movimiento de la mano con carga. Esta última puede ser en forma de presión. “Mover” se denominó en un principio “transporte con carga”. Este therblig comienza en cuanto la mano con carga se mueve hacia un sitio o ubicación general, y termina en el instante en que el movimiento se detiene al llegar a su destino. Mover está precedido casi siempre de asir y seguido de soltar o de colocar en posición.
________________________________________________________________________________________
44
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
El tiempo requerido para mover depende de la distancia, del peso que se mueve y del tipo de movimiento. Mover es el therblig objetivo y es difícil eliminarlo del ciclo de trabajo. Con todo, puede reducirse su tiempo de ejecución acortando las distancias, aligerando la carga o mejorando el tipo de movimiento por medio de canaletas de gravedad o de transportadores en el punto terminal del movimiento, de manera que no sea necesario llevar materialmente el objeto que debe trasladarse a un sitio específico. La experiencia ha demostrado que las operaciones de mover o trasladar a una localización general se efectúan más rápidamente que las de mover a un sitio exacto.
Tanto el therblig “mover” como el “alcanzar” pueden mejorarse preguntando y respondiendo a las siguientes preguntas:
1. ¿Podría eliminarse alguno de estos therbligs?2. ¿Podrían acortarse convenientemente las distancias?3. ¿Se están empleando los mejores medios como transportadores, pinzas, tenazas, etc.?4. ¿Se emplean las partes apropiadas del cuerpo, como los dedos, la muñeca, el antebrazo, el
hombro?5. ¿Sería posible utilizar canaletas de gravedad?6. ¿Podrían efectuarse los transportes por equipo mecanizado y aparatos de pedal?7. ¿Se podría reducir el tiempo efectuando el transporte de los elementos en mayores cantidades?8. ¿Se incrementa el tiempo debido a la naturaleza del material que se transporta, o por tener que
colocarlo en determinada posición?9. ¿Pueden eliminarse los cambios bruscos de dirección?
6. SOSTENER. Esta es la división básica que tiene lugar cuando una de las dos manos soporta o ejerce control sobre un objeto, mientras la otra mano ejecuta trabajo útil. “Sostener” es un therblig ineficiente y puede eliminarse, por lo general, del ciclo de trabajo, diseñando una plantilla o dispositivo de sujeción que sostenga la pieza que se trabaja en vez de tener que emplear la mano. Además, difícilmente es la mano un dispositivo eficiente para sostener, por lo que el analista de métodos debe estar siempre alerta para evitar que el “sostener” sea parte de una asignación de trabajo.
El sostener comienza en el instante en que una mano ejerce control sobre el objeto, y termina en el momento en que la otra completa su trabajo sobre el mismo. Un ejemplo típico de sostener ocurrirá cuando la mano izquierda sostiene un perno o un espárrago mientras la otra pone o enrosca una tuerca. Durante el montaje de perno y tuerca, la mano izquierda estará utilizando el therblig “sostener”.
Este elemento casi siempre puede eliminarse respondiendo a estas preguntas:
1. ¿Puede usarse una plantilla mecánica, o bien una prensa o abrazadera, un pasador, un gancho, una cremallera, un sujetador o el vacío?
2. ¿Podría emplearse la fricción?3. ¿Sería factible usar un dispositivo magnético?4. ¿Podrían utilizarse dispositivos de sujeción gemelos?
7. SOLTAR. Este elemento es la división básica que ocurre cuando el operario abandona el control del objeto. “Soltar” es el therblig que se ejecuta en el más breve tiempo, y es muy poco lo que puede hacerse para alterar el tiempo en que se realiza este therblig objetivo.
El “soltar” comienza en el momento en que los dedos empiezan a separarse de la pieza sostenida, y termina en el instante en que todos los dedos quedan libres de ella. Este therblig va casi siempre precedido por mover o colocar en posición y seguido por alcanzar.
Para mejorar o eliminar el tiempo de soltar el analista debe plantearse las siguientes preguntas:
1. ¿Puede el soltar llevarse a cabo en tránsito?2. ¿Se podría usar un expulsor mecánico?3. ¿Son adecuadas y de buen tamaño las cajas que deben alojar la pieza después de soltarla?4. Al terminar el therblig “soltar”, ¿quedan las manos en la posición más ventajosa para el
siguiente therblig?5. ¿Podrían soltarse varias piezas al mismo tiempo?
________________________________________________________________________________________
45
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
8. COLOCAR EN POSICIÓN. Es el elemento de trabajo que consiste en situar o colocar un objeto de modo que quede orientado propiamente en un sitio específico.
El therblig “colocar en posición” tiene efecto como duda o vacilación mientras la mano, o las manos, tratan de disponer la pieza de modo que el siguiente trabajo pueda ejecutarse con más facilidad, de hecho, colocar en posición puede ser la combinación de varios movimientos muy rápidos. El situar la pieza en un dado o matriz sería un ejemplo típico de colocar en posición. Por lo general, este therblig va precedido de mover y seguido por soltar; principia en cuanto la mano, o las manos, que controlan el objeto comienzan a manipular, voltear, girar o deslizar la pieza para orientarla hacia el sitio correcto, y finaliza tan pronto la mano empiece a alejarse del objeto.
El colocar en posición generalmente puede ser eliminado o mejorado contestando éstas y otras preguntas de verificación:
1. ¿Podrían usarse medios tales como una guía, un embudo, una boquilla, topes, un soporte oscilante, un pasador de localización, un rebaje, una chaveta o cuña, señales o marcas piloto, o biseles?
2. ¿Sería posible cambiar las tolerancias?3. ¿Convendría o se podría granetear o avellanar un agujero?4. ¿Sería factible usar una plantilla?5. ¿Están agudizando las rebabas el problema de colocar en posición?6. ¿Podría hacerse que la pieza u objeto situado señale o sirva de marca piloto?
9. PRECOLOCAR EN POSICIÓN. Este es un elemento de trabajo que consiste en colocar un objeto en un sitio predeterminado, de manera que pueda tomarse y ser llevado a la posición en que ha de ser sostenido cuando se necesite.
La precolocación en posición ocurre frecuentemente junto con otros therbligs, uno de los cuales suele ser mover. Es la división básica que dispone una pieza de manera que quede en posición conveniente a su llegada. Es difícil medir el tiempo necesario para este elemento, ya que es un therblig que difícilmente puede ser aislado. La precolocación se efectúa al alinear un destornillador mientras se mueve hasta el tornillo que se va a accionar.
Las siguientes preguntas ayudarán al analista a estudiar el therblig de precolocar en posición:
1. ¿Puede utilizarse en la estación de trabajo un dispositivo para sostener las herramientas en la posición conveniente y con sus manijas hacia arriba?
2. ¿Podrían quedar suspendidas las herramientas?3. ¿Es posible utilizar una guía?4. ¿Es posible emplear alimentación por cartuchos o magazines?5. ¿Podría utilizarse un dispositivo para apilar las piezas?6. ¿Sería factible usar un dispositivo giratorio?
10. INSPECCIONAR. Este therblig es un elemento incluido en la operación para asegurar una calidad aceptable mediante una verificación regular realizada por el trabajador que efectúa la operación.
Se lleva a cabo una inspección cuando el fin principal es comparar un objeto dado con un patrón o estándar. Generalmente no es difícil distinguir cuando se tiene ese elemento de trabajo, ya que la mirada se fija en el objeto y se nota una dilación entre movimientos mientras la mente decide entre aceptar o rechazar la pieza en cuestión. El tiempo necesario para la inspección depende primariamente de la rigurosidad de la comparación con el estándar, y de lo que la pieza en cuestión se aparte del mismo. Si un operario tuviera que sacar todas las canicas azules que hubiese en una caja, perdería muy poco tiempo en decidir lo que tendría que hacer con una canica roja. Sin embargo, si se hubiese hallado una canica púrpura habría una vacilación más larga en decidirse a aceptarla o rechazarla.
El analista podría mejorar el tiempo de este therblig “inspeccionar” como resultado de la consideración de las siguientes preguntas:
1. ¿Podría eliminarse la inspección o combinarla con otra operación o therblig?2. ¿Se podrían emplear calibres (o calibradores) o pruebas del tipo múltiple?3. ¿Se reduciría el tiempo de inspección por medio de un mejor alumbrado?
________________________________________________________________________________________
46

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
4. ¿Los objetos que se inspeccionan están a la distancia conveniente de los ojos del operario?5. ¿Facilitaría la inspección un esquiagrama?6. ¿Tendría aplicación una fotocelda u “ojo eléctrico”?7. ¿Justificaría el volumen de la producción una inspección electrónica automática?8. ¿Facilitaría una lupa la inspección de las piezas pequeñas?9. ¿Está siendo empleado el mejor método de inspección? ¿Se ha pensado en utilizar luz
polarizada, pruebas acústicas, pruebas de funcionamiento o comportamiento, calibradores de plantillas, etc.?
11. ENSAMBLAR. El elemento “ensamblar” es la división básica que ocurre cuando se reúnen dos piezas embonantes. Es otro therblig objetivo y puede ser más fácil mejorarlo que eliminarlo. El ensamblar suele ir precedido de colocar en posición o mover, y generalmente va seguido de soltar. Comienza en el instante en que las dos piezas a unir se ponen en contacto, y termina al completarse la unión.
12. DESENSAMBLAR. Este elemento es precisamente lo contrario de ensamblar. Ocurre cuando se separan piezas embonantes unidas. Esta división básica generalmente va precedida de asir y suele estar seguida por mover o soltar. El desensamble es de naturaleza objetiva y las posibilidades de mejoramiento son más probables que la eliminación del therblig. El desensamble comienza en el momento en que una o ambas manos tienen control del objeto después de asirlo, y termina una vez que finaliza el desensamble, que generalmente lo evidencia el inicio de mover o soltar.
13. USAR. Este therblig es completamente objetivo y tiene lugar cuando una o las dos manos controlan un objeto, durante la parte del ciclo en que se ejecuta trabajo productivo. Cuando las dos manos sostienen una pieza fundida contra una rueda de esmeril, “usar” será el therblig que indique la acción de ambas manos. Después de que un destornillador ha sido colocado en la ranura de la cabeza de un tornillo, el elemento “usar” comenzará en el instante en que el tornillo comience a moverse en su alojamiento. La duración de este therblig depende de la operación, así como de la destreza del operario. El usar se detecta fácilmente, ya que este therblig hace progresar la operación hacia su objetivo final.
En el estudio de los tres therbligs objetivos: ensamblar, desensamblar y usar, deben considerarse las siguientes cuestiones:
1. ¿Podría emplearse una plantilla o un dispositivo de sujeción?2. ¿La actividad o clase de trabajo justificaría el uso de equipo automatizado?3. ¿Sería práctico efectuar el ensamblaje en varias unidades al mismo tiempo?4. ¿Sería posible usar una herramienta más eficiente?5. ¿Sería factible emplear topes?6. ¿Se opera la herramienta con las alimentaciones y a las velocidades de mayor eficiencia?7. ¿Debería usarse una herramienta mecanizada o eléctrica?
14. DEMORA (O RETRASO) INEVITABLE. La dilación inevitable es una interrupción que el operario no puede evitar en la continuidad del trabajo. Corresponde al tiempo muerto en el ciclo de trabajo experimentado por una o ambas manos, según la naturaleza del proceso. Por ejemplo, cuando un operario aplica un taladro con su mano derecha a una pieza colocada en una plantilla, para la mano izquierda se presentaría un retraso inevitable. Puesto que el operario no puede controlar las demoras inevitables, su eliminación del ciclo requiere que el proceso se cambie en alguna forma.
15. DEMORA (O RETRASO) EVITABLE. Todo tiempo muerto que ocurre durante el ciclo de trabajo y del que sólo el operario es responsable, intencional o no intencionalmente, se clasifica bajo el nombre de demora o retraso evitable. De este modo, si un operario sufriese un acceso de tos durante el ciclo de trabajo, esta suspensión se clasifica como evitable porque normalmente no aparecería en el ciclo. La mayor parte de los posibles retrasos evitables pueden ser eliminados por el operario sin cambiar el proceso o el método de hacer el trabajo.
16. PLANEAR. El therblig “planear” es el proceso mental que ocurre cuando el operario se detiene para determinar la acción a seguir. Planear puede aparecer en cualquier etapa del ciclo y suele descubrirse
________________________________________________________________________________________
47
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
fácilmente en forma de una vacilación o duda, después de haber localizado todos los componentes. Este therblig es característico de la actuación de los operarios noveles y generalmente se elimina del ciclo mediante el entrenamiento adecuado de este personal.
17. DESCANSAR (O HACER UN ALTO EN EL TRABAJO). Esta clase de retraso aparece rara vez en un ciclo de trabajo, pero suele aparecer periódicamente como necesidad que experimenta el operario de reponerse de la fatiga. La duración del descanso para sobrellevar la fatiga variará, como es natural, según la clase de trabajo y según las características del operario que lo ejecuta.
Para reducir el número de veces que se presenta el therblig “descansar” el analista debe considerar:
1. ¿Se emplea la mejor clasificación del orden de uso de los músculos?2. ¿Son satisfactorias las condiciones de temperatura, humedad, ventilación, ruido, luz y otras?3. ¿Tienen la altura conveniente los bancos de trabajo?4. ¿Es posible que el operario se siente y esté de pie alternativamente mientras trabaja?5. ¿Dispone el operario de una silla cómoda, con la altura adecuada?6. ¿Se emplean medios mecánicos para manejar cargas pesadas?7. ¿Conoce el operario sus necesidades, en promedio, de calorías por día? El número aproximado
de calorías que se requiere para actividades sedentarias es de 2 400; para trabajo manual ligero 2 700; para labores de tipo medio, 3 000; para trabajo manual pesado, 3 600.
4.3 CLASIFICACIÓN DE LOS MOVIMIENTOS FUNDAMENTALES
Las diecisiete divisiones básicas pueden clasificarse en therbligs eficientes (o efectivos) y en ineficientes (o inefectivos). Los primeros son aquellos que contribuyen directamente al avance o desarrollo del trabajo. Estos therbligs con frecuencia pueden reducirse, pero es difícil eliminarlos por completo. Los therbligs de la segunda categoría no hacen avanzar el trabajo y deben ser eliminados aplicando los principios del análisis de la operación y del estudio de movimientos.
Una clasificación adicional divide a los elementos de trabajo en físicos, semimentales o mentales, objetivos y de retraso. Idealmente, un centro de trabajo debe contener sólo therbligs físicos y objetivos.
A. Eficientes o efectivos.1. Divisiones básicas de naturaleza física o muscular.
a. Alcanzarb. Moverc. Asird. Soltare. Precolocar en posición
2. Divisiones básicas de naturaleza objetiva o concreta.a. Usarb. Ensamblarc. Desensamblar
B. Ineficientes o inefectivos.1. Elementos mentales o semimentales.
a. Buscarb. Seleccionarc. Colocar en posiciónd. Inspeccionar e. Planear
2. Demoras o dilaciones.a. Retraso inevitableb. Retraso evitablec. Descansar (para contrarrestar la fatiga)
________________________________________________________________________________________
48

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
d. Sostener
4.4 PRINCIPIOS DE LA ECONOMÍA DE MOVIMIENTOS
Más allá del concepto de la división básica del trabajo en elementos, según lo formularon por primera vez los esposos Gilbreth, se tienen los principios de la economía de movimientos, también desarrollados por ellos y perfeccionados por otros investigadores, principalmente por Ralph M. Barnes. No todos estos principios son aplicables a todo trabajo, y algunos sólo tienen aplicación por medio del estudio de micromovimientos. Sin embargo, los que se aplican al estudio visual de los movimientos, así como los aplicables en la técnica de micromovimientos, y que debe tenerse en cuenta en la mayoría de los casos, pueden clasificarse en tres subdivisiones principales, atendiendo: 1) al uso del cuerpo humano, 2) a la disposición y condiciones en el lugar de trabajo y 3) al diseño de las herramientas y el equipo.
El analista de métodos debe estar familiarizado con los principios visuales de la economía de movimientos, de modo que pueda detectar las deficiencias o fallas del método seguido, con una rápida inspección del sitio de trabajo y de la operación. Estos principios fundamentales son los siguientes, según su clasificación indicada:
A. Relativos al uso del cuerpo humano.1. Ambas manos deben comenzar y terminar simultáneamente los elementos o divisiones básicas
de trabajo, y no deben estar inactivas al mismo tiempo, excepto durante los periodos de descanso.
2. Los movimientos de las manos deben ser simétricos y efectuarse simultáneamente al alejarse del cuerpo y acercándose a éste.
3. Siempre que sea posible debe aprovecharse el impulso o ímpetu físico como ayuda al obrero, y reducirse a un mínimo cuando haya que ser contrarrestado mediante su esfuerzo muscular.
4. Son preferibles los movimientos continuos en línea curva en vez de los rectilíneos que impliquen cambios de dirección repentinos y bruscos.
5. Debe emplearse el menor número de elementos o therbligs, y éstos se deben limitar a los del más bajo orden o clasificación posible. Estas clasificaciones, enlistadas en orden ascendente del tiempo y el esfuerzo requeridos para llevarlos a cabo, son:a. Movimientos de dedos.b. Movimientos de dedos y muñeca.c. Movimientos de dedos, muñeca y antebrazo.d. Movimientos de dedos, muñeca, antebrazo y brazo.e. Movimientos de dedos, muñeca, antebrazo, brazo y todo el cuerpo.
6. Debe procurarse que todo trabajo que pueda hacerse con los pies se ejecute al mismo tiempo que el efectuado con las manos. Hay que reconocer, sin embargo, que los movimientos simultáneos de pies y manos son difíciles de realizar.
7. Los dedos cordial y pulgar son los más fuertes en el trabajo. El índice, el anular y el meñique no pueden soportar o manejar cargas considerables por largo tiempo.
8. Los pies no pueden accionar pedales eficientemente cuando el operario está de pie.9. Los movimientos de torsión deben realizarse con los codos flexionados.10. Para asir herramientas deben emplearse las falanges, o segmentos de los dedos, más cercanos a
la palma de la mano.
B. Disposición y condiciones en el sitio de trabajo.1. Deben destinarse sitios fijos para toda herramienta y todo material, a fin de permitir la mejor
secuencia de operaciones y eliminar o reducir los therbligs buscar y seleccionar.2. Hay que utilizar depósitos con alimentación por gravedad y entrega por caída o deslizamiento
para reducir los tiempos de alcanzar y mover; asimismo, conviene disponer de expulsores, siempre que sea posible, para retirar automáticamente las piezas acabadas.
3. Todos los materiales y las herramientas deben ubicarse dentro del perímetro normal de trabajo, tanto en el plano horizontal como en el vertical (figuras 4-1 y 4-2).
________________________________________________________________________________________
49

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
4. Conviene proporcionar un asiento cómodo al operario, en que sea posible tener la altura apropiada para que el trabajo pueda llevarse a cabo eficientemente, alternando las posiciones de sentado y de pie.
5. Se debe contar con el alumbrado, la ventilación y la temperatura adecuados. 6. Deben tenerse en consideración los requisitos visuales o de visibilidad en la estación de trabajo,
para reducir al mínimo las exigencias de fijación de la vista.7. Un buen ritmo es esencial para llevar a cabo suave y automáticamente una operación, y el
trabajo debe organizarse de manera que permita obtener un ritmo fácil y natural siempre que sea posible.
Figura 4-1. Superficie normal y máxima de trabajo en el plano horizontal.
________________________________________________________________________________________
50

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 4-2. Superficie normal y máxima de trabajo en el plano vertical.
________________________________________________________________________________________
51

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
C. Diseño de las herramientas y el equipo.1. Deben efectuarse, siempre que sea posible, operaciones múltiples de las herramientas
combinando dos o más de ellas en una sola, o bien disponiendo operación múltiple en los dispositivos alimentadores, si fuera el caso (por ejemplo, en tornos con carro transversal y de torreta hexagonal).
2. Todas las palancas, manijas, volantes y otros elementos de manejo deben estar fácilmente accesibles al operario, y deben diseñarse de manera que proporcionen la ventaja mecánica máxima posible y pueda utilizarse el conjunto muscular más fuerte.
3. Las piezas en trabajo deben sostenerse en posición por medio de dispositivos de sujeción.4. Investíguese siempre la posibilidad de utilizar herramientas mecanizadas (eléctricas o de otro
tipo) o semiautomáticas, como aprietatuercas y destornilladores motorizados y llaves de tuercas de velocidad, etc.
A continuación se te presenta la figura 4-3 en la que una trabajadora está cometiendo 15 errores concernientes a los principios de la economía de movimientos. ¿Cuáles son estos errores?. Observa detenidamente.
Figura 4-3.
________________________________________________________________________________________
52

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
En la figura 4-4 se muestran los 15 errores de la operaria al realizar su actividad, que son los siguientes:
1. El pie derecho no tiene soporte adecuado.2. El pedal está demasiado alto.3. Las rodillas pueden golpear con la máquina.4. El ángulo que forman el pie y la pierna es muy agudo.5. El codo queda más debajo de su altura normal.6. El respaldo de la silla es incorrecto.7. La altura de la silla no es la adecuada.8. El asiento de la silla no está curvado.9. Las esquinas y bordes de la silla son en ángulo recto.10. La máquina obstaculiza el paso.11. El pie izquierdo no está a la misma altura que el derecho, lo que produce una posición no simétrica.12. El pedal de accionamiento debe ser plano y en forma de pie no en forma de botón cóncavo que es
resbaladizo.13. La distancia normal para trabajos de precisión debe ser de 25 a 35 cm.14. La operación se está ejecutando fuera del área normal de trabajo.15. Las manivelas son muy pequeñas.
Figura 4-4.
________________________________________________________________________________________
53

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
4.5 DIAGRAMA DE PROCESO BIMANUAL
Este tipo de diagrama, denominado algunas veces “diagrama de proceso del operario” o “diagrama de proceso para la mano izquierda y la derecha” es, en efecto, un instrumento para el estudio de métodos o movimientos. Presenta todos los movimientos y pausas realizadas por la mano derecha y la izquierda, y las relaciones entre las divisiones básicas relativas de la ejecución del trabajo realizada por las manos. El objetivo del diagrama de proceso bimanual es poner de manifiesto una operación dada con los detalles suficientes, de modo que se pueda mejorar mediante un análisis. Generalmente no resulta práctico llevar a cabo un estudio detallado del diagrama de proceso bimanual, a menos que se trate de una operación manual altamente repetitiva. Por medio del análisis de movimientos del diagrama citado, se descubrirán patrones de movimientos ineficientes y se notarán fácilmente las violaciones a las leyes de la economía de movimientos. Este medio gráfico facilitará el cambio de un método a fin de lograr una operación equilibrada de ambas manos, y que reduzcan o que eliminen los movimientos inefectivos. El resultado será un ciclo de trabajo más regular y rítmico que ayudará a minimizar las demoras y la fatiga del operario.
4.5.1 ELABORACIÓN DEL DIAGRAMA DE PROCESO BIMANUAL
Aunque Frank y Lillian Gilbreth afirmaron que hay 17 movimientos fundamentales, y que toda operación consiste en una combinación de algunos de esos elementos, el analista de métodos hallará que es más
________________________________________________________________________________________
54

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
practico, en la elaboración de diagramas de proceso bimanuales, utilizar sólo ocho divisiones básicas de la ejecución de la operación. Dichos movimientos elementales, con sus símbolos (según su denominación en español), son como sigue:
Alcanzar ...................................... ALAsir ................................................. TMover ............................................ MColocar en posición ........................ P
Usar ............................................. USoltar ...........................................SLRetraso o demora ......................... DSostener ..................................... SO
Aunque existen varios tipos de retrasos o demoras, como la demora inevitable, la demora evitable, el descanso para contrarrestar la fatiga y el “retraso equilibrante”, en el diagrama de proceso bimanual el analista de métodos necesita indicar sólo un cese del trabajo bajo el epígrafe de “retraso”. Con frecuencia las demoras o retrasos no ocurrirán simultáneamente para ambas manos. Por ejemplo, cuando un operario esté alimentando a mano un torno estará realizando el elemento “usar” con la mano derecha, en tanto que su mano izquierda estaría en retraso o demorada. Otros ejemplos de retrasos serían las interrupciones de trabajo para toser o sentarse a descansar. En ambos casos tanto la mano derecha como la izquierda se indicarían con retraso o demora. Tales efectos se deben investigar con miras a eliminarlos o minimizarlos.
La gráfica se debe titular “Diagrama de proceso bimanual” y a esto debe seguir toda la información identificativa necesaria, como número de pieza y de dibujo, descripción del proceso y operación, de si trata del método propuesto o actual, la fecha y el nombre de la persona que elabora el diagrama. Inmediatamente después de esta información debe trazarse un croquis a escala de la estación de trabajo, que ayudará considerablemente a exponer el método en estudio. Una forma típica de diagrama de proceso bimanual, con una sección de la hora dispuesta en forma de coordenadas para facilitar el esquematizado, se da en la figura 4-5.
Después de que el analista haya descrito e identificado completamente la operación, y trazado el croquis que muestre las relaciones dimensionales en la estación de trabajo, estará listo para comenzar la preparación del diagrama de proceso bimanual. Como este diagrama se construye a escala, el analista debe determinar por observación la duración del ciclo. Luego podrá evaluar fácilmente el lapso o tiempo representado por cada unidad de longitud (5 mm., o bien, ¼ pulg.) en el lado vertical del diagrama. Por ejemplo, si encontró que la operación a estudiar tiene un tiempo de ciclo de 0.70 min. y hay 14 cm. de distancia vertical en el espacio disponible del diagrama, entonces a cada 5 mm. de esa distancia libre le corresponderían 0.025 min.
________________________________________________________________________________________
55

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 4-5. Diagrama de proceso bimanual correspondiente a una operación de ensamble de abrazadera de cable.
________________________________________________________________________________________
56

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Por lo general es menos confuso graficar completamente las actividades de una mano, y luego representar todas las divisiones básicas de la ejecución del trabajo efectuado por la otra. Aunque no hay una regla fija acerca de qué parte del ciclo de trabajo se debe utilizar como punto de partida, generalmente es mejor empezar la representación inmediatamente después de “soltar” la pieza terminada. Si este acto se realizara con la mano derecha, el siguiente movimiento que ocurriría normalmente será el primer movimiento a indicar en el diagrama bimanual. Tal movimiento para la mano derecha, será probablemente el denominado “alcanzar la siguiente pieza”. Si el analista observó que el elemento “alcanzar” toma unos 0.025 min., indicaría esta duración trazando una recta horizontal en la parte de la derecha del papel a 5 mm. de distancia de la parte superior. En la columna de Símbolos se pondría el de “alcanzar”, AL, escrito con lápiz negro, indicando así que se ha terminado un movimiento efectivo. Inmediatamente a la derecha del símbolo se da una breve descripción del evento, como “Alcanzar a 50 cm. una tuerca de ½ pulg.” Inmediatamente abajo se mostraría la siguiente división básica, y así sucesivamente hasta terminar el ciclo. El analista procedería luego a graficar las actividades de la mano izquierda durante el ciclo. Mientras se grafican las actividades de la mano izquierda es conveniente verificar que las extremos de los therbligs realmente ocurren en el punto que se indica, lo cual es una comprobación para hallar errores globales en el graficado.
Hay que observar que los elementos deben tener la suficiente magnitud para poder ser medidos ya que no es posible en la mayor parte de los casos determinar mediante el cronómetro el tiempo requerido para cada therblig. Por ejemplo, en la figura 4-5 el primer elemento ejecutado por la mano izquierda se clasificó como “asir un perno en U”. Este elemento comprende los therbligs de “alcanzar” y “asir”. No habría sido posible determinar con el cronómetro el tiempo necesario para realizar cualquiera de estos therbligs. Sólo con el empleo de la cámara cinematográfica o la videocinta se pueden medir valores de tiempo tan cortos como estos.
El observador que trabajó en la figura 4-5 utilizó un cronómetro de décimos de segundo y, observando un elemento a la vez, le fue posible descomponer los elementos en periodos de un segundo.
Después de representar las actividades de ambas manos se debe escribir un resumen al pie de la hoja que indique el tiempo de ciclo, las piezas por ciclo y el tiempo por pieza.
4.5.2 UTILIZACIÓN DEL DIAGRAMA DE PROCESO BIMANUAL
Una vez elaborado este diagrama para un método existente, el analista debe ver que mejoras se pueden introducir. Los intervalos correspondientes a “demora” y “sostener” son sitios adecuados para comenzar. Por ejemplo, en la figura 4-5 se ve que la mano izquierda se usó como medio de sujeción durante casi todo el ciclo. Un análisis de esta situación sugeriría el desarrollo de un dispositivo para sostener el perno en U. Una mayor consideración de cómo lograr movimientos equilibrados de ambas manos sugeriría que, cuando el dispositivo sostiene los pernos en U, entonces las dos manos ensamblarían por completo una abrazadera para cable. Un mayor estudio de este diagrama podría resultar en la introducción de un expulsor o eyector automático y un conducto de envío por gravedad para eliminar el elemento final del ciclo “enviar la pieza ensamblada a su lugar de retiro”.
La mejor manera de realizar un trabajo se halla mediante el análisis sistemático de todos los elementos detallados que lo constituyen. El diagrama de proceso bimanual expone claramente el trabajo efectuado por cada una de sus manos a ejecutar una operación e indica el tiempo relativo y las relaciones entre todos los movimientos realizados por las manos. El diagrama bimanual es un medio eficaz para:
1. Equilibrar los movimientos de ambas manos y reducir la fatiga.2. Eliminar y/o reducir los movimientos no productivos.3. Acortar la duración de los movimientos productivos.4. Adiestrar a nuevos operarios en el método ideal.5. Lograr que se acepte el método propuesto.
El analista del método debe aprender a elaborar y utilizar los diagramas de proceso bimanuales para encontrar posibles mejoras.
________________________________________________________________________________________
57

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
“Se debe siempre de seleccionar la secuencia idónea de movimientos para realizar una tarea”
Frank Bunker Gilbreth (1868-1924)
UNIDAD VUNIDAD VESTUDIOS DE TIEMPOS ESTUDIOS DE TIEMPOS
CON CRONÓMETROCON CRONÓMETRO________________________________________________________________________________________
58

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
5.1 CONCEPTO FUNDAMENTAL DE ESTUDIO DE TIEMPOS
El octavo paso del procedimiento sistemático para proyectar un centro de trabajo para la fabricación de un producto, consiste en el establecimiento de estándares de tiempos.
Existen varias técnicas de medición del trabajo (estudio de tiempos con cronómetro, datos de estándares, fórmulas de tiempos o estudios de muestreo del trabajo) que son buenos medios para establecer estándares justos de producción. Todos estos métodos se basan en hechos. Estudian cada detalle del trabajo y su relación con el tiempo normal que se requiere para ejecutar el ciclo completo. Los estándares de tiempo cuidadosamente establecidos posibilitan una mayor producción en una planta, incrementando así la eficiencia del equipo y del personal que la opera. Estándares deficientemente establecidos, aunque sirvan más que no utilizar ninguno, ocasionarán inevitablemente costos más elevados, dificultades con los trabajadores y aun una posible crisis de la empresa.
A fin de lograr la implantación satisfactoria de una técnica de medición del trabajo, debe haber un verdadero empeño por parte de la dirección o gerencia de una empresa. Tal empeño requiere aplicar entusiasmo, tiempo y los recursos financieros en forma continua.
Un programa de medición de trabajo que funcione sin tropiezos requerirá considerable planeación y comunicación eficaz por parte de todos los miembros de una empresa. Antes de la introducción del programa se habrán fijado claramente los objetivos y la política a seguir, y deben emplearse analistas diestros y experimentados. Una buena comunicación es esencial durante la implantación y durante el desarrollo del programa. Todos los niveles directivos y los trabajadores deben mantenerse informados acerca del avance de la implantación y de la mecánica del programa.
A medida que se disponga de los datos del sistema de medición de trabajo deberán utilizarse éstos. Unos buenos estándares tienen muchas aplicaciones que pueden significar la diferencia entre el éxito y el fracaso de una actividad. Deben ser utilizados con fines de planeamiento, y para la comparación de métodos en alternativa, una eficaz distribución de equipo en planta, determinar capacidades, compra de equipo nuevo, equilibrar la fuerza de trabajo con el trabajo disponible, control de producción, implantación de incentivos, control de costos estándares y de presupuesto, etc.
5.2 UN DÍA JUSTO DE TRABAJO
Prácticamente, quienquiera que haya estado relacionado de alguna manera con la industria ha oído repetidas veces la expresión “un día justo de trabajo”. No obstante, la mayor parte de quienes escucharon tal expresión no sabría que decir si se le pidiera una definición de lo que entiende por el trabajo justo de un día. Los convenios acerca de las diferencias en las tasas de salarios en las industrias básicas del acero contienen la previsión de que “el principio fundamental de las relaciones entre trabajos y salario es que el trabajador tiene derecho a una percepción justa por día, a cambio de la cual la compañía tiene también derecho a un día justo de trabajo”. En dichos acuerdos la definición que se da a un día justo de trabajo es “la cantidad de trabajo que puede producir un trabajador competente laborando a un ritmo normal y utilizando efectivamente su tiempo, en tanto las limitaciones del proceso no restrinjan el trabajo”. Esta definición no explica lo que debe entenderse por trabajador competente, ritmo normal y utilización efectiva. Aun cuando las industrias del acero definieron cada uno de estos términos, existe cierta flexibilidad, por que es posible establecer puntos de comparación bien fundados en esta terminología tan amplia. Por ejemplo, la definición que se da de trabajador competente es “un individuo representativo en promedio de los trabajadores bien entrenados y capaces de ejecutar satisfactoriamente todas y cada una de las fases que constituyan un trabajo, de acuerdo con las exigencias del trabajo en cuestión”. Esta definición tampoco pone en claro lo que se entiende por un “individuo representativo en promedio”.
Luego se define el ritmo normal como “la rapidez efectiva de actuación de un trabajador concienzudo, autodisciplinado y competente cuando no trabaja ni despacio ni aprisa, y da la debida atención a las exigencias físicas, mentales o visuales de un trabajo o tarea específica”. Los acuerdos intracompañía sobre diferencias en tasas de salarios mencionan como ejemplo el de “un hombre que camina sin ninguna carga ________________________________________________________________________________________
59

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
sobre un piso a nivel, liso y a razón de tres millas (4.8 km.) por hora”. Aun cuando el concepto de tres millas por hora tiende a expresar lo que se entiende por ritmo o marcha normal, prevalece todavía una gran flexibilidad cuando se considera lo que puede entenderse por ritmo normal en los miles de trabajos existentes en la industria.
También queda un margen de incertidumbre cuando se considera la definición de utilización efectiva. Esto se aplica en los convenios como “el mantenimiento de un ritmo normal al ejecutar los elementos esenciales del trabajo durante las diferentes partes del día, exceptuando los que se requieren para descanso razonable y necesidades personales, en circunstancias en que el trabajo no está sujeto a limitaciones de proceso, equipo o de otra categoría”.
En general un día justo de trabajo es el que resulta efectivamente justo, tanto para el trabajador como para la empresa. Lo anterior quiere decir que el empleado tiene que entregar una jornada completa de labor a cambio del pago que recibe por ese tiempo, concediéndose márgenes o tolerancias razonables para retrasos personales, demoras inevitables y fatiga. Se espera que una persona trabaje conforme al método prescrito, a una velocidad que no sea ni baja ni alta, sino una que se podría considerar representativa de la actuación diaria de un trabajador consciente, experimentado y cooperativo.
5.3 REQUISITOS PARA EL ESTUDIO DE TIEMPOS
Hay que dar cumplimiento a ciertos requisitos fundamentales antes de emprender el estudio de tiempos. Si se requiere el estándar para una nueva labor, o se necesita el estándar de un trabajo existente cuyo método se ha cambiado en todo o en parte, es preciso que el operario domine perfectamente la técnica de estudiar la operación. También es importante que el método que va a estudiarse se haya estandarizado en todos los puntos donde se va a utilizar. Los estándares de tiempo carecerán de valor y serán fuente constante de inconformidades, disgustos y conflictos internos, si no se estandarizan todos los detalles del método y las condiciones de trabajo.
Es importante que el representante sindical, el supervisor de un departamento y el obrero sepan que se va a estudiar el trabajo. Podrán entonces trazar planes anticipados y tomar las medidas necesarias para que el estudio se haga coordinadamente y sin tropiezos. El operario debe verificar que se está siguiendo el método correcto y procurar familiarizarse con todos los detalles de la operación. El supervisor debe comprobar el método para cerciorarse de que las alimentaciones, velocidades, herramientas de corte, lubricantes, etc., se ajusten a la práctica estándar establecida por el departamento de métodos. El supervisor debe además investigar la cantidad de material disponible, para evitar que éste falte durante el estudio. Si hay varios operarios para el estudio en cuestión, el supervisor debe determinar lo mejor que pueda qué operario permitirá obtener los resultados más satisfactorios. El representante del sindicato debe asegurarse luego de que se seleccione únicamente a operarios expertos y competentes para las observaciones del estudio de tiempos. Debe explicar al operario el por qué del estudio y responder a toda pregunta pertinente que de tiempo en tiempo le haga el operario.
5.3.1 RESPONSABILIDADES DEL ANALISTA DE TIEMPOS
Todo trabajo entraña diversos grados de habilidad y esfuerzos físicos y mentales para ser ejecutado satisfactoriamente. Además de tales variaciones en el contenido de trabajo, existen diferencias de aptitud, aplicación física y destreza de los trabajadores. El analista no tiene dificultad alguna para medir el tiempo que un trabajador emplea al ejecutar un trabajo. Mucho más difícil resulta la evaluación de todas las variables para determinar el tiempo que el operario “normal” requeriría para ejecutar la misma tarea.
Es esencial que el supervisor, el obrero, el representante sindical y el analista comprendan perfectamente los principios y la práctica de un estudio de tiempos, debido a los numerosos intereses y reacciones humanas relacionadas con tal técnica.
Las responsabilidades del analista de tiempos suelen ser las siguientes:
1. Poner a prueba, cuestionar y examinar el método actual, para asegurarse de que es correcto en todos aspectos antes de establecer el estándar.
________________________________________________________________________________________
60
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
2. Analizar con el supervisor, el equipo, el método y la destreza del operario antes de estudiar la operación.
3. Contestar las preguntas relacionadas con la técnica del estudio de tiempos o acerca de algún estudio específico de tiempos que pudieran hacerle el representante sindical, el operario o el supervisor.
4. Colaborar siempre con el representante del sindicato y con el trabajador para obtener la máxima ayuda de ellos.
5. Abstenerse de toda discusión con el operario que interviene en el estudio o con otros operarios, y de lo que pudiera interpretarse como crítica o censura de la persona.
6. Mostrar información completa y exacta en cada estudio de tiempos realizado para que se identifique específicamente el método que se estudia.
7. Anotar cuidadosamente las medidas de tiempos correspondientes a los elementos de la operación que se estudia.
8. Evaluar con toda honradez y justicia la actuación del operario.9. Observar siempre una conducta irreprochable con todos y dondequiera, a fin de atraer y conservar el
respeto y la confianza de los representantes laborales y de la empresa.
Las cualidades que un analista de tiempos necesita para desempeñar con éxito todos sus deberes y responsabilidades, son semejantes a las requeridas para triunfar en cualquier otro campo en que las miras o esfuerzos principales estén dirigidos al establecimiento de relaciones humanas ideales.
Ante todo, un buen analista de tiempos debe tener la capacidad mental para analizar las más diversas situaciones y tomar decisiones correctas y rápidas. Debe poseer una menta abierta, inquisitiva y curiosa enfocada a buscar las mejoras, y que siempre esté consciente del “por qué” y del “cómo”.
Como complemento de una mente perspicaz, es esencial que todo analista de tiempos tenga la necesaria instrucción práctica de taller en áreas en las que haya de establecer estándares. Si va a trabajar en industrias de metales o metalmecánicas deberá tener conocimientos de maquinista de taller, o instrucción equivalente acerca del uso y aplicación correctos de máquinas, herramientas de mano, plantillas, dispositivos de sujeción, calibradores y otros aparatos de medición. Estos conocimientos prácticos incluirán los de avances de herramientas (alimentaciones), velocidad y profundidad de corte, etc., para obtener los mejores resultados, congruentes con la calidad que se desea para el producto y la duración de las herramientas.
Es indispensable que el trabajo del analista de tiempos sea exacto y fidedigno en grado sumo, ya que influye directamente sobre las percepciones monetarias del personal laborante y el estado de pérdidas y ganancias de la compañía. La falta de exactitud y buen juicio no sólo afectarán al trabajador y a la empresa desde el punto de vista económico, sino que pueden ocasionar también una pérdida completa de confianza por parte del operario y el sindicato, y la destrucción de las buenas relaciones obreropatronales que la dirección de la empresa haya podido fincar al cabo de muchos años.
Los requisitos personales siguientes son esenciales para que todo buen analista de tiempos pueda obtener y conservar relaciones humanas exitosas:
1. Honradez y honestidad.2. Tacto y comprensión.3. Gran caudal de recursos.4. Confianza en sí mismo.5. Buen juicio y habilidad analítica.6. Personalidad agradable y persuasiva, complementada con un sano optimismo.7. Paciencia y autodominio.8. Energía en cantidades generosas, moderado por actitudes de cooperación.9. Presentación y atuendo personal impecables.10. Entusiasmo por su trabajo.
Un repaso de las características y cualidades indispensables para un buen analista de tiempos, podría hacer pensar que esta persona debiera estar al mismo nivel que el presidente de una compañía. De hecho, es cuestionable que todos esos atributos fueran necesarios para un alto directivo de una firma. Sin embargo, cuando se considera la magnitud de los problemas laborales en las grandes industrias de hoy en día, es muy conveniente que sólo personal de la mayor competencia entre en el campo del estudio de tiempos. Ningún otro individuo de una empresa está en comunicación con tanto personal de tan diferentes niveles de una
________________________________________________________________________________________
61

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
organización, como el analista de tiempos. Por lo tanto, es imperativo que posea la más alta preparación y las mejores características.
El analista de tiempos, al observar y tratar a los diversos trabajadores, tiene que aprender a reconocer las cualidades humanas de una persona y tener luego muy en cuenta las limitaciones de la naturaleza humana. De este modo, para lograr la cooperación tiene que determinar y seguir el mejor de los posibles métodos de acercamiento hacia el trabajador. Para ello necesita saber analizar las actitudes del obrero hacia un trabajo, sus compañeros, la compañía y al propio analista de tiempos.
5.3.2 RESPONSABILIDADES DEL SUPERVISOR
Todos y cada uno de los supervisores de una factoría son representantes de la empresa. Después de un operario o trabajador, nadie en la fábrica o planta está tan cerca de los trabajos u operaciones específicos como el supervisor. En vista de lo anterior tiene que aceptar ciertas responsabilidades en relación con el establecimiento de los estándares de tiempos.
Para comenzar, el supervisor debe sentirse obligado a procurar que prevalezcan estándares de tiempos equitativos, con el fin de conservar relaciones armoniosas con los trabajadores del departamento o sección a su cargo. Tanto los estándares “estrechos” como los “holgados” son causa directa de interminables problemas con el personal, y cuanto más pueda evitárselos, tanto más fácil y placentero resultará su trabajo. Es natural que si todos los estándares fueran demasiado liberales, sus responsabilidades de supervisión resultarían relativamente fáciles. Sin embargo, esta situación no puede existir en la práctica, ya que no podría competir con semejantes estándares.
El supervisor debe notificar con tiempo al operario que su trabajo va a ser estudiado. Esto despeja el camino tanto al analista de tiempos como al operario. Este último tendrá la certeza de que su superior inmediato está en conocimiento de que se va a tratar de evaluar el tiempo de su trabajo, y de que así tendrá oportunidad de exponer las dificultades que cree pudieran ser corregidas antes de establecer el estándar. Naturalmente que el analista de tiempos se sentirá más seguro sabiendo que su presencia ya es esperada.
Una de las responsabilidades del supervisor es ver que se utilice el método correcto establecido por el departamento de métodos, y que el operario que se seleccione sea competente y tenga la debida experiencia en el trabajo. Aun cuando se requiere que el analista de tiempos tenga experiencia práctica en el área de trabajo que se vaya a estudiar, sería muy difícil esperar que pudiera ser infalible tratándose de especificaciones de todos los métodos y procesos. De manera que debe considerar al supervisor como colaborador en la verificación de que todas las herramientas de corte están debidamente afiladas, de que se emplee el lubricante correcto y de que se lleve a cabo adecuadamente la selección de valores de alimentación, velocidad y profundidad de corte.
Si, por alguna razón, resultara casi imposible poder efectuar un estudio de tiempos en condiciones regulares, el supervisor inmediatamente deberá ponerlo en conocimiento del analista de tiempos.
En general, el supervisor tiene la responsabilidad de ayudar y cooperar con el analista de tiempos en toda forma posible a fin de llegar a definir o aclarar una operación. Debe considerar cuidadosamente cuantas sugerencias de mejoramiento sean hechas por el analista, y utilizar plenamente sus propios conocimientos e influencia para establecer el método más conveniente junto con el departamento de métodos, antes de realizar el estudio por medio del cronómetro.
El supervisor es responsable también de que su personal utilice el método prescrito, y debe entrenar concienzudamente a los trabajadores bajo su jurisdicción, a perfeccionar tal método. Debe además responder abiertamente a cualesquiera preguntas planteadas por el operario, respecto de la operación.
El supervisor debe notificar inmediatamente al departamento de tiempos acerca de cualquier cambio introducido en los métodos de su departamento, a fin de que pueda hacerse el ajuste apropiado de estándares. Este procedimiento debe seguirse sin tener en cuenta el grado de ajuste sufrido por el método. Los cambios de métodos comprenderán cosas como cambio en el manejo de materiales hacia o desde la estación de trabajo, cambio en el procedimiento de inspección, modificación de alimentaciones y velocidades, alteración de la distribución de equipo de la estación de trabajo, y los cambios en el proceso.
Hay que pedir al supervisor que firme el estudio de tiempos original cuando se haya terminado un estudio, lo que indicará que ha cumplido con todas las responsabilidades relativas a dicho estudio. Puede asegurarse a los supervisores que al aceptar y cumplir bien sus responsabilidades en lo tocante al estudio de tiempos, demostrará que están al frente de departamentos que funcionan con armonía, que serán bien vistos por la
________________________________________________________________________________________
62

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
dirección de la empresa, la organización sindical y los propios trabajadores. Todo supervisor que no sepa cumplir con sus responsabilidades, contribuirá al establecimiento de tasas injustas de salarios que traerán consigo numerosas dificultades y conflictos con los trabajadores, presiones por parte de la empresa e insatisfacción por parte del sindicato.
5.3.3 RESPONSABILIDADES DEL SINDICATO
La mayor parte de los organismos sindicales se opone a la medición del trabajo y preferirían que todos los estándares fuesen establecidos por arbitraje. Sin embargo, los sindicatos reconocen que los estándares son necesarios para el funcionamiento provechoso de una empresa, y que la dirección o gerencia continuará su desarrollo mediante las técnicas de medición del trabajo principales.
Además, todo dirigente o representante de sindicato sabe que los estándares de tiempo deficientes le causarán problemas tanto a él como a la dirección de la empresa. Un sindicato debe aceptar ciertas responsabilidades inherentes a la medición del trabajo, con miras a operar una organización en buenas condiciones, dentro de una empresa rentable o productiva.
Por medio de programas de instrucción y entrenamiento el sindicato debe instruir a todos sus miembros acerca de los principios, teoría y necesidad económica de la práctica del estudio de tiempos. Todo mundo tiene tendencia a desconfiar de lo que no se conoce bien. Difícilmente podrá esperarse que los operarios muestren entusiasmo hacia el estudio de tiempos si no conocen nada acerca de él. Esto se verifica especialmente en vista de su formación. El sindicato debe aceptar, por lo tanto, la responsabilidad de ayudar a esclarecer y explicar este importante medio productivo a la dirección de una empresa.
Un representante sindical debe cerciorarse de que el estudio de tiempos comprenda un registro completo de las condiciones de trabajo, como son el procedimiento de laborar y la distribución de equipo en el sitio de trabajo. Debe comprobar también que la descripción del trabajo actual sea exacta y completa.
También es aconsejable que el representante del sindicato vea que se haya efectuado la descomposición en elementos con límites bien definidos, ayudando así a asegurar la consistencia de los tiempos elementales. Debe verificar que el estudio corresponda a un tiempo lo bastante largo, para que refleje con exactitud todas las variaciones que normalmente ocurren al llevar a cabo una operación, así como las demoras inevitables típicas. El estudio de tiempos es una técnica de muestreo, y las muestras de tamaño insuficiente pueden conducir a resultados erróneos.
Un sindicato debe exigir que sus miembros cooperen con el analista de tiempos y se abstengan de prácticas que tiendan a ocasionar que sus actuaciones queden por debajo de la escala de calificaciones. Alentar a los operarios a engañar al analista de tiempos sólo conduce a una cosa: una deficiente estructura de estándares que incluirá las tareas muy liberales y muy estrechas.
El organismo sindical debe aceptar la responsabilidad de ver que se pongan en operación estándares actualizados siempre que se haya llevado a cabo un cambio de métodos. Cuando se revisan los procedimientos el sindicato debe preocuparse porque se notifique al departamento de tiempos mediante los conductos de autoridad correspondientes.
Los sindicatos que adiestran a sus miembros en lo tocante al estudio de tiempos, fomentan la cooperatividad y ayudan con todos sus recursos al programa de la dirección, obtendrán los beneficios de una mayor cooperación en la mesa de negociación, menos suspensiones de trabajo y miembros de su organización mucho más satisfechos. Las organizaciones sindicales que fomentan la desconfianza en el estudio de tiempos y facilitan un programa de “mantener al operario en la oscuridad”, tendrán que hacer frente a multitud de quejas y conflictos de parte de sus miembros, así como a grupos directivos difíciles de tratar y, después de un cierto tiempo, a la aparición de un número de suspensiones de trabajo capaces de crear graves dificultades a las partes laboral y empresarial.
5.3.4 RESPONSABILIDADES DEL TRABAJADOR
Todo obrero o empleado debe tener suficiente interés en el buen funcionamiento de su compañía, para aportar sin reservas su plena colaboración en toda práctica y procedimiento que trate de implantar la empresa con fines de mejoramiento. Desgraciadamente, rara vez se encuentra semejante situación; sin embargo, puede alcanzarse en algún grado si la dirección de una compañía muestra su deseo de operar con estándares justos,
________________________________________________________________________________________
63

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
tasas de salarios justas, buenas condiciones de trabajo y beneficios o prestaciones adecuados para los trabajadores, en forma de planes de seguros y jubilación. Una vez que la empresa toma la iniciativa es estas áreas, es de esperar que todo trabajador colabore en todas las operaciones y en técnicas de control de la producción.
Los operarios deben ser responsables de dar una apreciación justa a los nuevos métodos a introducir. Debe cooperar plenamente en la eliminación de todos los tropiezos inherentes a prácticamente toda innovación. El operario debe aceptar como una de sus responsabilidades la de hacer sugerencias dirigidas al mejoramiento de los métodos. Nadie está más cerca de cada trabajo que quién lo ejecuta, y por eso el operario puede hacer una eficaz contribución a la compañía y así mismo, haciendo su parte en el establecimiento de los métodos ideales.
El operario tiene la responsabilidad de ayudar al analista de tiempos a descomponer el trabajo en elementos, asegurando de este modo que todos los detalles del mismo sean tomados en cuenta. También será responsable de trabajar a un ritmo continuo y normal mientras se efectúa el estudio, y debe introducir el menor número de elementos extraños y movimientos adicionales. Tendrá la responsabilidad de seguir con exactitud el método prescrito, y de no intentar engaño alguno al analista de tiempos introduciendo un método artificioso, con el propósito de alargar el tiempo del ciclo y obtener un estándar más holgado o liberal.
5.4 EQUIPO PARA EL ESTUDIO DE TIEMPOS
El equipo mínimo que se requiere para llevar a cabo un programa de estudio de tiempos comprende un cronómetro, un tablero o paleta para estudio de tiempos, formas impresas para estudio de tiempos y calculadora de bolsillo.
Se observará que el equipo necesario para el estudio de tiempos o medición del trabajo, no es tan elaborado ni tan costoso como el que se requiere para el estudio de micromovimientos. En general, las aptitudes y la personalidad del analista de tiempos son lo básico para el éxito y no el equipo utilizado.
5.4.1 FORMAS IMPRESAS
Todos los detalles se anotarán en la forma impresa especial para estudio de tiempos. Hasta la fecha ha habido escasa estandarización respecto al diseño de las formas usadas por diversas industrias. Es importante que una forma proporcione espacio para registrar o anotar toda la información pertinente relativa al método que se estudia. Casi siempre se hace elaborando un diagrama de proceso bimanual en una de las caras de la forma. Además de registrar la posición relativa de las herramientas y los materiales en el área de trabajo, el analista debe anotar datos de métodos como avances, profundidades de corte, velocidades y especificaciones de inspección. Es también necesario, como puede suponerse, identificar sin duda alguna la operación que se estudie incluyendo información tal como: nombre del operario y su número, descripción y número de la operación, nombre y número de la máquina, herramientas especiales que se utilicen y sus números respectivos, departamento en el que se lleva a cabo la operación y condiciones de trabajo que prevalecen. Resulta siempre mejor tener abundancia de información sobre el trabajo que se estudia, que disponer sólo de escasos datos.
La forma impresa para estudio de tiempos debe tener espacio también para la firma del supervisor, indicando su aprobación del método que se observó. Asimismo, el inspector de calidad debe firmar la forma de todo estudio realizado, certificando haber aceptado la calidad de las partes producidas durante el estudio de tiempos.
El diseño de la forma debe ser tal que el analista pueda anotar fácilmente las lecturas del cronómetro, los elementos extraños, los factores de calificación, y aun disponga de espacio en la hoja para calcular el tiempo asignado. Las figuras 5-1 y 5-2 ilustran una forma impresa para el estudio de tiempos que permite la suficiente flexibilidad para estudiar prácticamente cualquier clase de operación.
En la forma citada todos los elementos que comprende la operación se registran horizontalmente por la parte superior de la hoja y los diversos ciclos estudiados se registran verticalmente renglón a renglón.
________________________________________________________________________________________
64
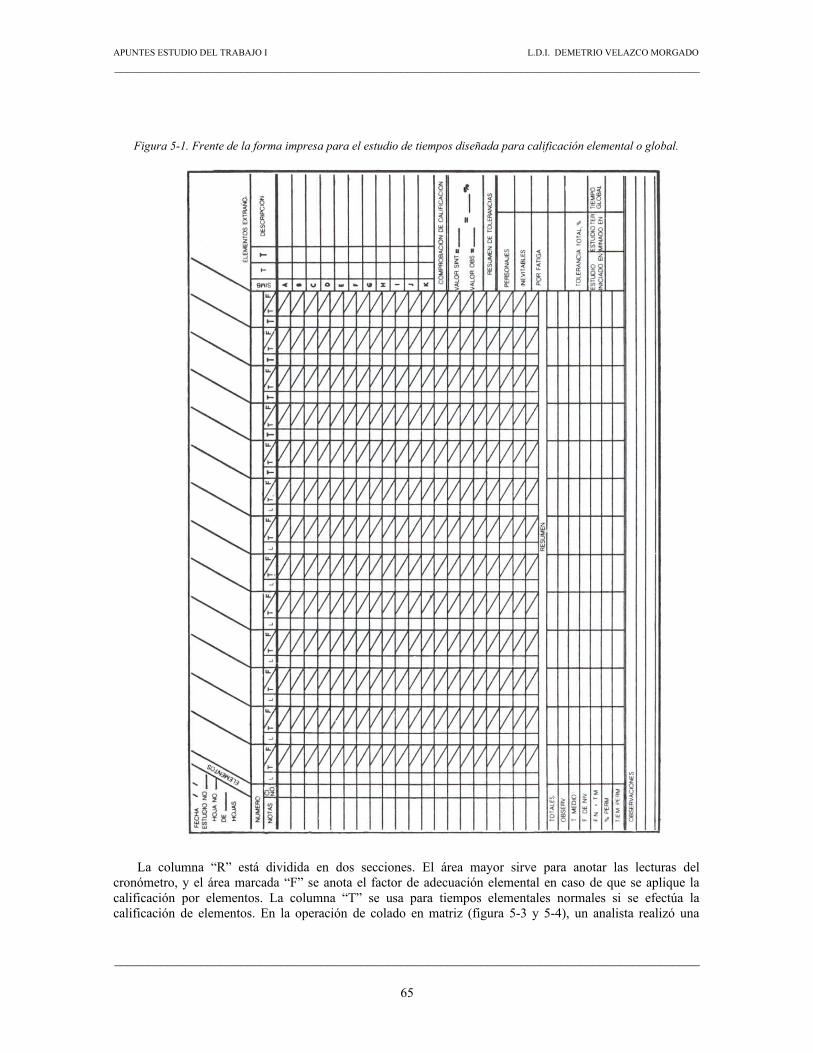
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 5-1. Frente de la forma impresa para el estudio de tiempos diseñada para calificación elemental o global.
La columna “R” está dividida en dos secciones. El área mayor sirve para anotar las lecturas del cronómetro, y el área marcada “F” se anota el factor de adecuación elemental en caso de que se aplique la calificación por elementos. La columna “T” se usa para tiempos elementales normales si se efectúa la calificación de elementos. En la operación de colado en matriz (figura 5-3 y 5-4), un analista realizó una
________________________________________________________________________________________
65

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
calificación elemental, de modo que los valores “T” mostrados son el producto del valor R (lectura) y el valor F (factor de calificación).
Figura 5-2. Reverso de la forma anterior. Obsérvese el diagrama de proceso bimanual (división de acciones) donde se pueden registrar todos los detalles del método que se estudia.
________________________________________________________________________________________
66

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 5-3. Estudio de regreso a cero de una operación de colado en matriz (frente de la forma).
________________________________________________________________________________________
67

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 5-4. Estudio de regreso a cero de una operación de colado en matriz (reverso de la forma).
________________________________________________________________________________________
68

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
5.4.2 CRONÓMETROS
Varios tipos de cronómetros están en uso actualmente, la mayoría de los cuales se hallan comprendidos en alguna de las clasificaciones siguientes:
1. Aparato para decimales de minuto (de 0.01 min.)2. Aparato para decimales de minuto (de 0.001 min.)3. Aparato para decimales de hora (de 0.0001 de hora)4. Cronómetro electrónico
El cronómetro decimal de minutos que se indica en la figura 5-5 tiene su carátula con 100 divisiones y cada una de ellas corresponde a 0.01 (centésimo) de minuto. Por lo tanto, una vuelta completa de la manecilla mayor requerirá un minuto. El cuadrante pequeño del instrumento tiene 30 divisiones, correspondiendo cada una a un minuto. Por cada revolución de la manecilla mayor, la manecilla menor se desplazará una división, o sea, un minuto.
Para poner en movimiento este cronómetro se mueve la corredera lateral hacia la corona. Para detenerlo y hacer que las manecillas conserven sus posiciones respectivas, la corredera lateral se mueve alejándose de la corona. Para continuar la operación del cronómetro desde el punto de vista en que se habían detenido las manecillas se mueve de nuevo la corredera hacia la corona. Para poner en cero las dos agujas se oprime la corona.
El cronómetro decimal de minutos tiende a ser el favorito de los analistas de tiempos por la facilidad con la que se lee y registra. Su manecilla mayor se mueve a un 60% de la velocidad de la aguja mayor de un cronómetro decimal de hora, de suerte que los puntos terminales son más claros. Al registrar las medidas de tiempo, el trabajo del analista se simplifica porque las lecturas elementales se hacen en centésimos de minuto, eliminando los ceros que hay que anotar cuando se usa el cronómetro decimal de hora, el cual se lee en diezmilésimos de hora.
El cronómetro decimal de minutos de 0.001 min. es parecido al cronómetro decimal de minutos de 0.01 min. En el primero cada división de la manecilla mayor corresponde a un milésimo de minuto. De este modo, la manecilla mayor o rápida tarda 0.10 min. en dar vuelta completa en la carátula, en vez de un minuto como en el cronómetro decimal de minutos de 0.01 min. Se usa este aparato sobre todo para tomar el tiempo de elementos muy breves a fin de obtener datos estándares. En general, el cronómetro de 0.001 min. no tiene corredera lateral de arranque sino que se pone en movimiento, se detiene y se vuelve a cero oprimiendo sucesivamente la corona.
Figura 5-5. Cronómetro decimal de minutos. Figura 5-6. Cronómetro decimal de minutos de doble acción.
________________________________________________________________________________________
69

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
En la figura 5-6 se ilustra una adaptación especial de cronómetro decimal de minutos cuyo uso juzgan conveniente muchos de los analistas de tiempos. Las dos manecillas largas indican decimales de minuto y dan una vuelta completa en un minuto. El cuadrante pequeño está graduado en minutos y una vuelta completa de su aguja marca 30 min.
Para arrancar este cronómetro se oprime la corona y ambas manecillas rápidas parten de cero simultáneamente. Al terminar el primer elemento se oprime el botón lateral, lo cual detendrá únicamente la manecilla rápida inferior. El analista de tiempos puede observar entonces el tiempo en que transcurrió el elemento sin tener la dificultad de leer una aguja o manecilla en movimiento. A continuación se oprime el botón lateral y la manecilla inferior se une a la superior, la cual ha seguido moviéndose ininterrumpidamente. Al finalizar el segundo elemento se vuelve a oprimir el botón lateral y se repite el procedimiento.
El cronómetro decimal de hora tiene la carátula mayor dividida en 100 partes, pero cada división representa un diezmilésimo (0.0001) de hora. Una vuelta completa de la manecilla mayor de este cronómetro marcará, por lo tanto, un centésimo (0.01) de hora, o sea, 0.6 min. La manecilla pequeña registra cada vuelta de la manecilla mayor, y una revolución completa de la aguja menor marcará 18 min., o sea, 0.30 de hora (fig. 5-7). En el cronómetro decimal de la hora las manecillas se ponen en movimiento, se detienen y se regresan a cero de la misma manera que el cronómetro decimal de minutos de 0.01 min.
El aparato decimal de hora es un medidor de tiempo práctico y ampliamente utilizado, ya que la hora es una unidad universal de tiempo que se emplea para expresar rendimiento. Debido a la velocidad de la manecilla mayor suele necesitarse una destreza mayor para leer este cronómetro al tomar el tiempo de elementos cortos. Algunos de los analistas de tiempos prefieren, por esta razón, el cronómetro decimal de minutos por su manecilla de menor velocidad.
Es posible montar cuatro cronómetros en un tablero, ligados entre sí, de modo que el analista pueda durante el estudio, leer siempre un cronómetro cuyas manecillas estén detenidas. La figura 5-8 ilustra esta combinación. En ella aparecen cuatro cronómetros accionados por corona y que se ponen en funcionamiento por medio de la palanca que se ve a la derecha. En primer lugar, al accionar la palanca se pone en movimiento el cronómetro 1 (primero de la izquierda), prepara el cronómetro 2, detiene el 3 y arranca el 4. Al final del primer elemento, se desconecta un embrague que activa el cronómetro 4 y vuelve a accionar la palanca. Esto detiene el cronómetro 1, pone en marcha el 2 y retorna a cero el 3, mientras el cronómetro 4 continúa en movimiento, ya que medirá el tiempo total como comprobación. El cronómetro 1 está ahora en espera de ser leído, en tanto, que el siguiente elemento está siendo medido por el cronómetro 2.
Figura 5-7. Cronómetro decimal de hora. Figura 5-8. Tablero para estudio de tiempos con cuatro cronómetros y forma impresa, colocada en posición apropiada.
________________________________________________________________________________________
70

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Una práctica muy común consiste en usar un solo cronómetro en el tablero de observaciones, como se ilustra en la figura 5-9.
En la actualidad se dispone de cronómetros totalmente electrónicos (fig. 5-10). Estos aparatos proporcionan una gran precisión. Permiten cronometrar cualquier número de elementos y medir también el tiempo total transcurrido. Por lo tanto, proporcionan todas las ventajas de un estudio con cronómetro de regreso rápido y ninguna de sus desventajas.
Figura 5-9. Tablero para medición del Figura 5-10. Cronómetro electrónico con trabajo para observadores no zurdos. opciones de arranque y detección continua.
5.5 DIVISIÓN DE LA OPERACIÓN EN ELEMENTOS
Para facilitar la medición, la operación se divide en grupos de therbligs conocidos por “elementos”. A fin de descomponer la operación en sus elementos, el analista debe observar al trabajador durante varios ciclos. Sin embargo, si el ciclo es relativamente largo (más de 30 min.), el observador debe escribir la descripción de los elementos mientras realiza el estudio. De ser posible, los elementos en los que se va a dividir la operación debe determinarse antes de comenzar el estudio. Los elementos deben dividirse en partes los más pequeñas posibles, pero no tan finas que se sacrifique la exactitud de las lecturas. Divisiones elementales de aproximadamente 0.04 min. (2.40 seg.) son las más pequeñas susceptibles de ser leídas consistentemente por un analista de tiempos experimentado. Sin embargo, se puede registrar con facilidad un elemento tan corto como de 0.02 min. (1.20 seg.)
Para identificar el principio y el final de los elementos y desarrollar consistencia en las lecturas cronométricas de un ciclo a otro, deberá tenerse en consideración tanto el sentido auditivo como el visual. De este modo los puntos terminales de los elementos pueden asociarse a los sonidos producidos, como cuando una pieza terminada cae en su caja o depósito, cuando una herramienta de refrentado penetra en fundición, cuando una broca irrumpe en la pieza que se taladra y cuando un par de micrómetros se dejan en el banco o mesa del trabajo.
Cada elemento debe registrarse en su orden o secuencia apropiados e incluir una división básica del trabajo que termine con un sonido o movimiento distintivo. De esta manera, el elemento “llevar la pieza al ‘chuck’ o mordaza manual del torno y apretar” comprendería las divisiones básicas siguientes: Alcanzar la pieza, asir la pieza, mover o trasladar la pieza, ponerla en posición, alcanzar la llave del sujetador, asir la llave, mover la llave, ponerla en posición, dar la vuelta a la llave, quitar y soltar la llave del sujetador (“chuck”). El punto final de este elemento se manifestaría por el sonido de la llave de la mordaza al ponerla
________________________________________________________________________________________
71

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
en el cabezal del torno. El elemento “poner la máquina en marcha” comprendería: alcanzar la palanca, asir la palanca, mover la palanca y soltar la palanca. La rotación de la máquina con los sonidos respectivos identificaría el punto terminal, de modo que las lecturas podrán hacerse exactamente en el mismo punto de cada ciclo.
Los analistas de tiempos de una misma compañía adoptan frecuentemente una división estándar de elementos para determinadas clases de máquinas, con objeto de asegurar uniformidad al establecer puntos terminales. Por ejemplo, todos los trabajos en taladradora de mesa de un husillo, pueden dividirse en elementos estándar, así como todo el trabajo de torno es posible descomponerlo en una serie de elementos predeterminados. El tener elementos estándar como base para la división de una operación es de especial importancia en el establecimiento de datos estándar.
Las reglas principales para efectuar la división en elementos son:
1. Asegurarse de que son necesarios todos los elementos que se efectúan. Si se descubre que algunos son innecesarios, el estudio de tiempos debería interrumpirse y llevar a cabo un estudio de movimientos para obtener el método apropiado.
2. Conservar siempre por separado los tiempos de máquina y los de ejecución manual.3. No combinar constantes con variables.4. Seleccionar elementos de manera que sea posible identificar los puntos terminales por algún sonido
característico.5. Seleccionar los elementos de modo que puedan ser cronometrados con facilidad y exactitud.
Al dividir un trabajo en elementos, el analista debe conservar por separado el tiempo de máquina o de corte, del tiempo de esfuerzo o manipulación. Del mismo modo, elementos constantes (o sea, aquellos elementos cuyos tiempos no varían dentro de un intervalo de trabajo específico) mantenerse separados de los elementos variables (aquellos cuyos tiempos varían en el intervalo especificado).
Una vez que se realiza la adecuada separación de todos los elementos que constituyen una operación, será necesario que se describa cada elemento con toda exactitud. El final o terminación de un elemento es, automáticamente, el comienzo del que le sigue y suele llamarse “punto terminal” (breaking point). La descripción de este punto terminal debe ser tal que pueda ser reconocido fácilmente por el observador. Esto es especialmente importante cuando el elemento no incluye sonido alguno en su terminación. Tratándose de elementos de operaciones de corte, la alimentación, la velocidad, la profundidad y la longitud del corte deben anotarse inmediatamente después de la descripción del elemento. Descripciones típicas de elementos de esta clase son:
“Tomar pza. del bco. y coloc. en pos. en torn. bco.”, o bien,“Taladr. ½ pulg. De. 0.005 pulg., Alim. 1200 RPM”.
Nótese que el analista, a fin de ganar tiempo, emplea símbolos y abreviaturas en gran cantidad. Este sistema de notación es aceptable sólo si el elemento queda descrito totalmente mediante términos y símbolos comprensibles a todos los que deban tener acceso al estudio. Algunas compañías emplean símbolos estandarizados en todas sus fábricas o plantas, y toda persona relacionada con ellos estará familiarizada con la terminología.
Cuando un elemento se repite, no es preciso describirlo por segunda vez, sino únicamente indicar en el espacio en que debería ir la descripción, el número con que se designó al aparecer por primera vez.
La forma impresa para el estudio de tiempos ofrece la flexibilidad necesaria para estudios diversificados. Por ejemplo, en algunas ocasiones no es posible registrar un elemento que se repite una y otra vez, debido a las limitaciones de espacio de la forma. Esto puede resolverse anotando las lecturas cronométricas de los elementos que se repiten, en la misma columna en que se registró ese elemento cuando ocurrió por primera vez. La figura 5-11 ilustra el método para efectuar las anotaciones.
Si los elementos que se tienen en un estudio pasaran de 15 debe usarse otra hoja para anotar los elementos adicionales. Si hay que observar más de 20 ciclos y el estudio comprende siete elementos o menos, puede utilizarse la mitad derecha de la forma para repetir los elementos y continuar el estudio en los espacios libres. Sin embargo, si ocurrieran más de siete elementos y más de 20 ciclos, tendría que usarse una segunda hoja. La figura 5-12 ilustra un estudio de 60 ciclos en que intervienen 4 elementos.
________________________________________________________________________________________
72

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 5-11. Método para registrar un elemento que se repite sucesivamente.
________________________________________________________________________________________
73
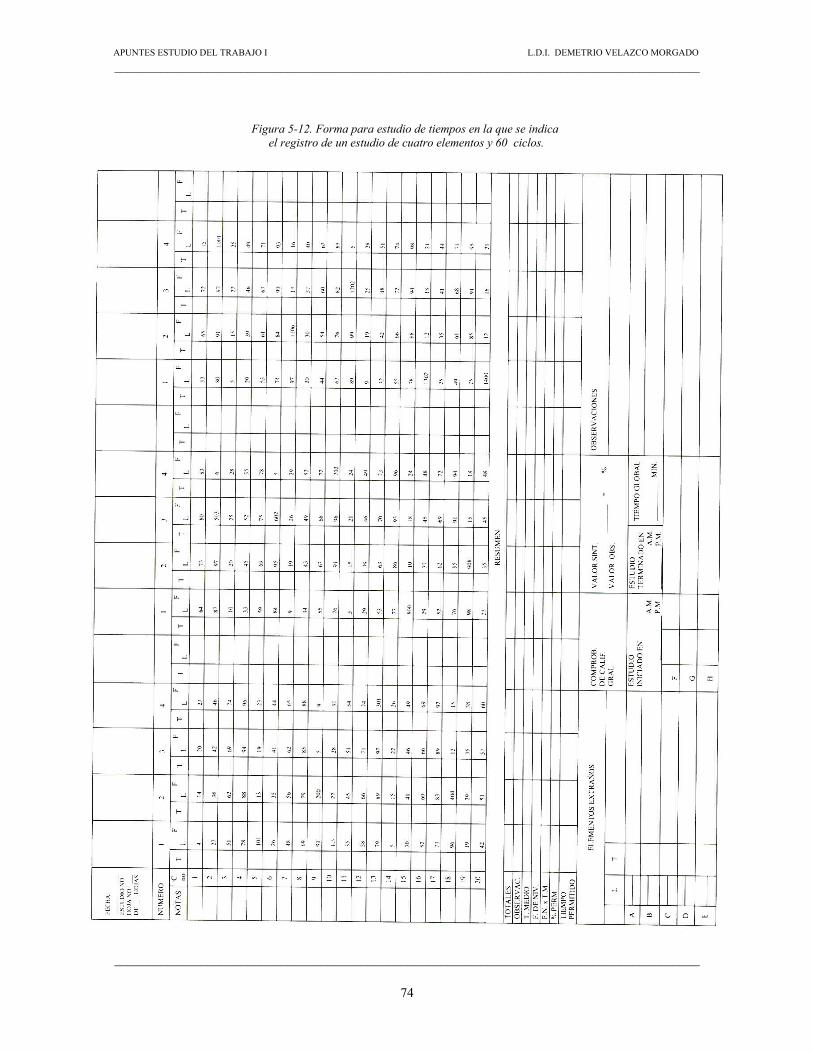
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Figura 5-12. Forma para estudio de tiempos en la que se indica el registro de un estudio de cuatro elementos y 60 ciclos.
________________________________________________________________________________________
74

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
5.6 TÉCNICAS DE CRONOMETRACIÓN
Existen dos técnicas para anotar los tiempos elementales durante el estudio. En el método continuo se deja correr el cronómetro mientras dura el estudio. En esta técnica, el cronómetro se lee en el punto terminal de cada elemento, mientras las manecillas están en movimiento. En el método continuo se leen las manecillas detenidas cuando se usa un cronómetro de doble acción, como se muestra en la figura 5-6. También, un instrumento electrónico de medición del trabajo puede proporcionar un valor numérico inmóvil.
En la técnica de regresos a cero el cronómetro se lee a la terminación de cada elemento, y luego las manecillas se regresan a cero de inmediato. Al iniciarse el siguiente elemento las manecillas parten de cero. El tiempo transcurrido se lee directamente en el cronómetro al finalizar este elemento y las manecillas se devuelven a cero otra vez. Este procedimiento se sigue durante todo el estudio.
Al comenzar el estudio el analista de tiempos debe avisar al operario que lo va a hacer, y darle a conocer también la hora exacta del día en que empezará, de modo que el operario pueda verificar el tiempo total. Debe anotarse en la forma impresa la hora en que inició el estudio (fig. 5-13), inmediatamente antes de poner en marcha el cronómetro. Las figura 5-13 ilustra un estudio de tiempos.
EL MÉTODO DE REGRESOS A CERO. Esta técnica (“snapback”) tiene ciertas ventajas e inconvenientes en comparación con la técnica continua. Esto debe entenderse claramente antes de estandarizar una forma de registrar valores. De hecho, algunos analistas prefieren usar ambos métodos considerando que los estudios en que predominan elementos largos, se adaptan mejor al método de regresos a cero, mientras que estudios de ciclo cortos se realizan mejor con el procedimiento de lectura continua.
Dado que los valores elementales de tiempo transcurrido son leídos directamente en el método de regresos a cero, no es preciso, cuando se emplea este método, hacer trabajo de oficina adicional para efectuar las restas sucesivas, como en el otro procedimiento. Además, los elementos ejecutados fuera del orden por el operario, pueden registrarse fácilmente sin recurrir a notaciones especiales. Los propugnadores del método de regresos a cero exponen también el hecho de que con este procedimiento no es necesario anotar los retrasos, y que como los valores elementales pueden compararse de un ciclo al siguiente, es posible tomar una decisión acerca del número de ciclos a estudiar. En realidad, es erróneo usar observaciones de unos cuantos ciclos anteriores para decidir cuántos ciclos adicionales deberán ser estudiados. Esta práctica puede conducir a estudiar una muestra demasiado pequeña.
La técnica de regresos a cero tiene las siguientes desventajas:
1. Se pierde tiempo al regresar a cero la manecilla; por lo tanto se introduce un error acumulativo en el estudio. Esto puede evitarse usando cronómetros electrónicos.
2. Es difícil tomar el tiempo de elementos cortos (de 0.06 min. o menos).3. No siempre se obtiene un registro completo de un estudio en el que no se hayan tenido en cuenta los
retrasos y los elementos extraños.4. No se puede verificar el tiempo total sumando los tiempos de las lecturas elementales.
EL MÉTODO CONTINUO. Esta técnica para registrar valores elementales de tiempo es recomendable por varios motivos. La razón más significativa de todas es, probablemente, la de que este tipo de estudio presenta un registro completo de todo el periodo de observación y, por tanto, resulta del agrado del operario y sus representantes. El trabajador puede ver que no se ha dejado ningún tiempo fuera del estudio, y que los retrasos y elementos extraños han sido tomados en cuenta. Es más fácil explicar y lograr la aceptación de esta técnica de registro de tiempos, al exponer claramente todos los hechos.
El método de lecturas continuas se adapta mejor también para registrar elementos muy cortos. No perdiéndose tiempo al regresar la manecilla a cero. Con la práctica, un buen analista de tiempos que emplee el método continuo, será capaz de apreciar exactamente tres elementos cortos sucesivos (de menos de 0.04 min.), si van seguidos de un elemento aproximadamente 0.15 min. o más largo. Se logra esto recordando las lecturas cronométricas de los puntos terminales de los tres elementos cortos, anotándolas luego mientras transcurre el elemento más largo.
Por supuesto, como se mencionó antes, esta técnica necesita más trabajo de oficina para evaluar el estudio. Como el cronómetro se lee en el punto terminal de cada elemento, mientras las manecillas del cronómetro continúan moviéndose, es necesario efectuar restas sucesivas de las lecturas consecutivas para
________________________________________________________________________________________
75

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
determinar los tiempos elementales transcurridos. Por ejemplo, si las siguientes lecturas representan los puntos terminales de un estudio de diez elementos: 4, 14, 19, 121, 25, 52, 61, 76, 211, 16, entonces los valores elementales de este ciclo serían 4, 10, 5 102, 4, 27, 9 15, 35 y 5.
Figura 5-13. Estudio de tiempos que ilustra el método continuo de lecturas cronómetro y la calificación de la actuación global (anverso de la forma impresa).
________________________________________________________________________________________
76

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
5.7 NÚMERO DE CICLOS A OBSERVAR
Uno de los temas que ha ocasionado considerables discusiones entre los analistas de tiempos y los representantes sindicales, es el número de ciclos que hay que estudiar para llegar a un estándar equitativo. Puesto que la actividad de un trabajo, así como su tiempo de ciclo, influye directamente en el número de ciclos que deben estudiarse desde el punto de vista económico, no es posible apoyarse totalmente en la práctica estadística que requiere un cierto tamaño de muestra basado en la dispersión de las lecturas de elementos individuales.
La General Electric Co. estableció la tabla 5-1 como guía para determinar el número de ciclos que deben observarse.
Tabla 5-1
Tiempo de ciclo en minutos
Número de ciclos recomendados
0.10 2000.25 1000.50 600.75 401.00 302.00 202.00-5.00 155.00-10.00 1010.00-20.00 820.00-40.00 540.00-en adelante 3
La Westinghouse Electric Co. tomó en consideración tanto la actividad como el tiempo del ciclo, e ideó los valores mostrados en la tabla 5-2, como guía para sus analistas de tiempos.
Tabla 5-2
Cuando el tiempo por pieza del ciclo es
de más de(horas)
Número mínimo de ciclos a estudiar(actividad)
Más de 10 000por año
De 1 000 a10 000
Menos de1 000
8.000 2 1 13.000 3 2 12.000 4 2 11.000 5 3 20.800 6 3 20.500 8 4 30.300 10 5 40.200 12 6 50.120 15 8 60.080 20 10 80.050 25 12 100.035 30 15 120.020 40 20 150.012 50 25 200.008 60 30 250.005 80 40 300.003 100 50 400.002 120 60 50
________________________________________________________________________________________
77

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Menos de 0.002 140 80 60
La media de la muestra de las observaciones debe estar razonablemente cerca de la media de la población. Por consiguiente, el analista debe tomar suficientes lecturas para que cuando sus valores se registren se obtenga una distribución de valores en la que haya una característica de dispersión de la población.
Algunas empresas establecen en sus programas de adiestramiento para analistas de tiempos, que el observador tome lecturas y grafique los valores para elaborar una distribución de frecuencias. Aun cuando no hay seguridad de que la población de tiempos elementales tenga una distribución normal, la experiencia ha demostrado que las variaciones en la actuación de un operario se aproximan a la curva normal en forma de campana (véase la figura 5-14).
Figura 5-14. Distribución normal de frecuencias.
5.8 CALIFICACIÓN DE LA ACTUACIÓN
Mientras el observador del estudio de tiempos está realizando un estudio, se fijará, con todo cuidado, en la actuación del operario durante el curso del mismo. Muy rara vez la actuación será conforme a la definición exacta de lo que es la “normal”, o también llamada a veces “estándar”. De esto se desprende que es esencial hacer algún ajuste al tiempo medio observado a fin de determinar el tiempo que se requiere para que un individuo normal ejecute el trabajo a un ritmo normal. El tiempo real que emplea un operario superior al estándar para desarrollar una actividad, debe aumentarse para igualarlo al del trabajador normal; del mismo modo, el tiempo que requiere un operario inferior al estándar debe reducirse al valor representativo de la actuación normal. Sólo de esta manera es posible establecer un estándar verdadero en función de un operario normal.
La calificación de la actuación es probablemente el paso más importante del procedimiento de medición del trabajo. Ciertamente es el paso más sujeto a crítica, puesto que se basa enteramente en la experiencia, adiestramiento y buen juicio del analista de medición del trabajo.
La calificación de la actuación es una técnica para determinar con equidad el tiempo requerido para que el operario normal ejecute una tarea después de haber registrado los valores observados de la operación en estudio. Un operario normal se define como un trabajador competente y altamente experimentado que trabaja en las condiciones que prevalecen ordinariamente en el sitio o estación de trabajo, a un ritmo ni demasiado rápido ni demasiado lento, sino representativo del promedio.
No hay ningún método universalmente aceptado para calificar actuaciones, aun cuando la mayoría de las técnicas se basen primordialmente en el criterio o buen juicio del analista de tiempos. Por esta razón, el analista debe tener las superiores características personales anteriormente mencionadas en la unidad. Ninguna otra fase del estudio de tiempos está sujeta a tan severa crítica y controversia como la fase de la evaluación o calificación del desempeño personal. El buen juicio es el criterio para la determinación del factor de calificación, sin que importe si dicho factor se basa en la celeridad de la ejecución, o en la actuación del operario observado comparada con la del trabajador normal. Se han hecho algunos intentos para acumular datos de movimientos fundamentales y compararlos con los valores medios observados, a fin de llegar a un factor que se pueda utilizar para evaluar el estudio en su totalidad. Esta técnica conocida por “calificación sintética”, se describirá más adelante es esta unidad.
________________________________________________________________________________________
78
Moda
Media

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
5.8.1 CONCEPTO DE LA ACTUACIÓN NORMAL
Así como no hay un método universal para calificar la actuación, no existe tampoco un concepto universal de lo que se entiende por “actuación normal”. En general, la empresa dedicada a fabricar productos de bajo costo y altamente competitivos tendrá una concepción más “estrecha” de lo que es la actuación estándar, que una compañía que fabrica una línea de productos patentados.
Al definir lo que se entiende por actuación “normal” es útil mencionar ejemplos típicos accesibles a todo mundo. Cuando esto se hace hay que tener mucho cuidado al definir claramente el método y los requisitos de trabajo. Si se establece como marca base de comparación el repartir 52 cartas de baraja en 0.50 min., debe darse una descripción completa y específica acerca de la distancia a que se hayan los cuatro mazos de naipes respecto del que reparte, así como de la técnica de asir, mover y dar las cartas. De la misma manera al establecer la marca base de 0.38 min. para caminar 30 metros (a 4.8 kilómetros por hora), debe explicarse claramente si tal caminata se efectúa en terreno plano o no, si se hace andando con carga o sin ella; y si es con carga, cuán pesada es ésta. Como complemento de los ejemplos de casos comparativos deberá hacerse una descripción clara de las características de un trabajador que desarrolla una actuación normal. Una descripción representativa de tal operario podría ser:
Se trata de un operario adaptado a un trabajo y con la suficiente experiencia para ejecutarlo de manera eficaz, con muy poca o ninguna supervisión. Posee cualidades físicas y mentales coordinadas que le permiten pasar sin vacilación ni demora de un elemento al otro, según los principios de la economía de movimientos. Por su conocimiento y uso apropiado de todas las herramientas y equipo relacionado con su trabajo, mantiene un buen nivel de eficacia. Es cooperativo y trabaja a la mejor velocidad, adecuada a una velocidad continua.
La definición de normal será tanto mejor cuanto más clara y específica sea. Deberá describir claramente la habilidad y el esfuerzo comprendidos en la actuación, de manera que todos los trabajadores de la fábrica o planta puedan comprender cabalmente el concepto de normalidad establecido en esa factoría.
5.8.2 MÉTODOS PARA LA CALIFICACIÓN
SISTEMA WESTINGHOUSE. Uno de los sistemas de calificación más antiguos y de los utilizados más ampliamente, es el desarrollado por la Westinghouse Electric Corporation, que describen en detalle Lowry, Maynard y Stegemerten. En este método se consideran cuatro factores al evaluar la actuación del operario, que son habilidad, esfuerzo o empeño, condiciones y consistencia.
La habilidad se define como “pericia en seguir un método dado” y se puede explicar más relacionándola con la calidad artesanal, revelada por la apropiada coordinación de la mente y las manos.
La habilidad o destreza de un operario se determina por su experiencia y aptitudes inherentes, como coordinación natural y ritmo de trabajo. La práctica tenderá a desarrollar su habilidad, pero no podrá compensar por completo las deficiencias en aptitud natural. Toda la práctica del mundo no podrá nunca llegar a hacer de todo un gran número de atletas, lanzadores “estrellas” de béisbol de grandes ligas.
La habilidad o destreza de una persona en una actividad determinada aumenta con el tiempo, ya que una mayor familiaridad con el trabajo trae consigo mayor velocidad, regularidad en el moverse y ausencia de titubeos y movimientos falsos. Una disminución en la habilidad generalmente es resultado de una alteración en las facultades debida a factores físicos o psicológicos, como reducción en agudeza visual, falla de reflejos y pérdida de fuerza y coordinación muscular. De esto se deduce fácilmente que la habilidad de una persona puede variar de un trabajo a otro, y aun de operación a operación en una labor determinada. La tabla 5-3 ilustra las características de los diversos grados de habilidad juntamente con sus valores numéricos equivalentes.
Según este sistema o método de calificación, el esfuerzo o empeño se define como una “demostración de la voluntad para trabajar con eficiencia”. El empeño es representativo de la rapidez con la que se aplica la habilidad, y puede ser controlado en alto grado por el operario. Cuando se evalúa el esfuerzo manifestado, el observador debe tener cuidado de calificar sólo el empeño demostrado en realidad. Con frecuencia un operario aplicará un esfuerzo mal dirigido empleando un alto ritmo a fin de aumentar el tiempo del ciclo del estudio, y obtener todavía un factor liberal de calificación. La tabla 5-4 da los valores numéricos para los diferentes grados de esfuerzo y describe también las características de las diversas categorías.
________________________________________________________________________________________
79

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Las condiciones a que se ha hecho referencia en este procedimiento de calificación de la actuación, son aquellas que afectan al operario y no a la operación. En más de la mayoría de los casos, las condiciones serán calificadas como normales o promedio cuando las condiciones se evalúan en comparación con la forma en la que se hallan generalmente en la estación de trabajo. Los elementos que afectarían las condiciones de trabajo son: temperatura, ventilación, luz y ruido. Por tanto, si la temperatura en una estación de trabajo dada fuera de 15ºC mientras que generalmente se mantiene en 20ºC a 23ºC, las condiciones se consideran debajo de lo normal. Las condiciones que afectan la operación, como herramientas o materiales en malas condiciones, no se tomarán en cuenta cuando se aplique a las condiciones de trabajo el factor de actuación. La tabla 5-5 da los valores respectivos para estas condiciones.
El último de los cuatro factores que influyen en la calificación de la actuación es la consistencia del operario. A no ser que se emplee el método de lectura repetitiva, o que el analista sea capaz de hacer las restas sucesivas y de anotarlas conforme progresa el trabajo, la consistencia del operario debe evaluarse mientras se realiza el estudio. Los valores elementales de tiempo que se repiten constantemente indican, desde luego, consistencia perfecta. Tal situación ocurre muy raras veces por la tendencia a la dispersión debida a las muchas variables, como dureza del material, afilado de la herramienta de corte, lubricante, habilidad y empeño o esfuerzo del operario, lecturas erróneas del cronómetro y presencia de elementos extraños. Los elementos mecánicamente controlados tendrán, como es comprensible, una consistencia de valores casi perfecta, pero tales elementos no se califican. La tabla 5-6 especifica los valores respectivos para la consistencia.
________________________________________________________________________________________
Tabla 5-4Esfuerzo
+0.13 ................... A1 Excesivo+0.12 ................... A2 Excesivo+0.10 ................... B1 Excelente+0.08 ................... B2 Excelente+0.05 ................... C1 Bueno+0.02 ................... C2 Bueno 0.00 ....................
D Regular
-0.04 ................... E1 Aceptable -0.08 ................... E2 Aceptable -0.12 ................... F1 Deficiente -0.17 ................... F2 Deficiente
80

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
El analista de estudio de tiempos debe estar prevenido contra el operario que continuamente actúa de manera deficiente tratando de engañar al observador. Esto se logra fácilmente por uno mismo, estableciendo un ritmo que pueda ser seguido con exactitud. Los operarios que se familiarizan con este modo de calificar, algunas veces llegan a trabajar a un ritmo que es consistente y que, sin embargo, se halla debajo de la curva de calificación del esfuerzo. En otras palabras, pueden estar trabajando a un paso que es más deficiente que el deficiente. En casos como éste, el operario no puede nivelarse. El estudio deberá detenerse y dar aviso de la situación al operario, al supervisor o a ambos.
Una vez que se han asignado la habilidad, el esfuerzo, las condiciones y la consistencia de la operación, y se han establecido sus valores numéricos equivalentes, el factor de actuación se determina combinando algebraicamente los cuatro valores y agregando su suma a la unidad. Por ejemplo, si un cierto trabajo se ha calificado como C2 en habilidad, C1 en esfuerzo, D en condiciones y E en consistencia, el factor de actuación se obtendrá como sigue:
Habilidad .................. C2 +.03Esfuerzo .................... C1 +.05Condiciones ................ D +.00Consistencia ................ E -.02
Suma algebraica ..................... +.06Factor de actuación ................ 1.06
De nuevo debe advertirse al lector acerca del hecho de que el factor de actuación se aplica sólo a los
elementos de esfuerzo, ejecutados manualmente; todos los elementos controlados por máquinas se califican con 1.00.
CALIFICACIÓN SINTÉTICA. En un intento por desarrollar un método de calificación que no descanse en el criterio o juicio del observador de la medición del trabajo y que dé resultados consistentes, R. L. Morrow estableció un procedimiento conocido como “nivelación sintética”.
El procedimiento de nivelación sintética determina un factor de actuación para elementos de esfuerzo representativos del ciclo de trabajo por la comparación de los tiempos reales elementales observados con los desarrollados por medio de los datos de movimientos fundamentales. Por lo tanto, el factor de actuación puede expresarse algebraicamente como:
O
FP t=
________________________________________________________________________________________
Tabla 5-6Consistencia
+0.04 ................... A Perfecta+0.03 ................... B Excelente+0.01 ................... C Buena 0.00 ....................
D Regular
-0.02 ................... E Aceptable -0.04 ................... F Deficiente
81

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
donde:P = Factor de actuación o nivelaciónFt = Tiempo de movimiento fundamentalO = Tiempo elemental medio observado para los elementos utilizados en Ft
Por consiguiente, el factor así determinado se aplicará entonces al resto de los elementos controlados manualmente y comprendidos por el estudio. Desde luego, como es el caso en todas las demás técnicas de clasificación, los elementos controlados por máquinas no se califican.
Una ilustración típica de la aplicación sintética se tiene en la tabla 5-7.Se observará que para el elemento 1,
%12008.0
096.0 ==P
y para el elemento 4,
%12622.0
278.0 ==P
El promedio de éstos es 123%, y este es el factor utilizado para calificar todos los elementos de esfuerzo. Puede verse fácilmente que la técnica de calificación sintética de la actuación es una técnica de muestreo.
Es esencial que se emplee más de un elemento al establecer un factor de calificación sintética, pues la investigación ha probado que la actuación del operario variará significativamente de elemento a elemento, especialmente en trabajos complejos.
Tabla 5-7
ElementoNúm.
Tiempo promedioobservado
(en minutos)Tipo de elemento
Tiempo del movimiento fundamental(en minutos)
Factor de actuación
1 0.08 Manual 0.096 1232 0.15 Manual -- 1233 0.05 Manual -- 1234 0.22 Manual 0.278 1235 1.41 Mecanizado -- 1006 0.07 Manual -- 1237 0.11 Manual -- 1238 0.38 Mecanizado -- 1009 0.14 Manual -- 12310 0.06 Manual -- 12311 0.20 Manual -- 12312 0.06 Manual -- 123
En realidad, todos los analistas experimentados siguen inconscientemente, hasta cierto punto, el procedimiento de calificación sintética. La mente del analista de tiempos está llena de puntos de referencia establecidos por experiencias anteriores en trabajos semejantes. Por consiguiente, sabe que la actuación normal para hacer avanzar la broca de un taladro Delta, de un solo husillo y de 17 pulgadas, es de 0.03 min.; que el sopletear un tornillo de banco o un dispositivo de fijación con una manguera de aire, y poner la pieza terminada a un lado, es de 0.08 min. Estas referencias y muchas otras, cuando se comparan con la actuación real, influyen ciertamente, y aun determinan, el factor de calificación dado al operario.
________________________________________________________________________________________
82

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Tal vez una de las mayores objeciones a la aplicación del procedimiento de nivelación sintética, es el tiempo que se requiere para elaborar un diagrama de proceso bimanual de los elementos seleccionados para el establecimiento de los tiempos de movimientos básicos. El analista podría juzgar conveniente que se estableciera un estándar para todo el trabajo al modo sintético. Esto eliminaría la tarea laboriosa de anotar los tiempos elementales, efectuar restas, determinar el tiempo medio transcurrido, y realizar la determinación sintética del tiempo normal para diversos elementos, a fin de llegar a un factor de realización y aplicarlo. Muchos estándares se establecen de esta forma usando “datos estándar” o “datos de movimientos fundamentales”.
CALIFICACIÓN POR VELOCIDAD. La calificación por velocidad es un método de evaluación de la actuación en el que sólo se considera la rapidez de realización del trabajo (por unidad de tiempo). En este método, el observador mide la efectividad del operario en comparación con el concepto de un operario normal que lleva a cabo el mismo trabajo, y luego asigna un porcentaje para indicar la relación o razón de la actuación observada a la actuación normal. Hay que insistir, particularmente en que el observador ha de tener un conocimiento perfecto del trabajo antes de estudiarlo. Es evidente que para el principiante, el ritmo de trabajo de los obreros de una fábrica que produce piezas de motores de aviación, parecerá considerablemente más lento que el de los operarios que fabrican elementos de maquinaria agrícola. La gran precisión que se requiere en la fabricación aeronáutica exige tanto cuidado, que los movimientos de los operarios parecerían desmesuradamente lentos a quien no estuviera bien familiarizado con la clase de trabajo que se ejecuta.
Al calificar por velocidad, 100% generalmente se considera normal. De manera que una calificación de 110% indicaría que el operario actúa a una velocidad 10% mayor que la normal, y una calificación de 90% significaría que actúa con una velocidad de 90% de la normal. Algunas empresas que emplean la técnica de la calificación han escogido 60% como valor estándar o normal. Lo anterior se basa en el enfoque o método de horas estándares, esto es, producir 60 minutos de trabajo en cada hora. Sobre esta base, una calificación de 80 significaría que el operario estaba trabajando a una velocidad de 80/60, que equivale a 133%, o sea, a 33% sobre lo normal. Una calificación de 50% indicaría una velocidad de 50/60, o sea, 83% del estándar o normal.
Con el procedimiento de calificación por velocidad, el analista realiza en primer lugar una estimación acerca de la actuación, a fin de averiguar si está por encima o por debajo de su concepto de lo normal. Luego formula un segundo juicio tratando de ubicar la actuación en el sitio preciso de la escala, que dé la evaluación correcta de la diferencia numérica entre la actuación estándar y la que se estudia.
La industria básica del acero ha estudiado detalladamente una forma de calificación por velocidad llamada “calificación por ritmo o marcha”. En efecto, calificar el ritmo equivale a calificar la velocidad. Sin embargo, en un intento por definir por completo una marcha normal en diferentes labores, se ha establecido un cierto número de puntos de referencia para una amplia gama de trabajos. De este modo, además de la manipulación de tarjetas, operaciones de esfuerzo como palear arena, hechura de corazones para fundición, puesta de ladrillos y caminar, se han identificado claramente en lo que respecta a método, y cuantificado en lo referente a rapidez normal de producción. Una vez que el analista de tiempos se familiariza con una serie de puntos de referencia muy cercanamente relacionados con el trabajo que va a estudiar, estará mejor preparado para evaluar la velocidad o rapidez desarrollada.
Las personas del estudio de métodos usan calificaciones rápidas para calificaciones elementales, de ciclo y total.
La figura 5-3 muestra un estudio completo donde la ejecución del analista clasifica la lectura de regreso a ceros, usando una clasificación rápida.
5.9 MÁRGENES O TOLERANCIAS
Después de haber calculado el tiempo normal, llamado algunas veces tiempo “nominal”, hay que dar un paso más para llegar al verdadero estándar. Este último paso consiste en la adición de un margen o tolerancia a tener en cuenta las numerosas interrupciones, retrasos y movimientos lentos producidos por la fatiga inherente a todo trabajo.
En general, las tolerancias se aplican para cubrir tres amplias áreas, que son las demoras personales, la fatiga y los retrasos inevitables.
________________________________________________________________________________________
83

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Las tolerancias se aplican a tres categorías del estudio, que son: 1) tolerancias aplicables al tiempo total del ciclo, 2) tolerancias aplicables sólo al tiempo de empleo de la máquina, y 3) tolerancias aplicables al tiempo de esfuerzo.
Los márgenes aplicables al tiempo total de ciclo generalmente se expresan como un porcentaje del tiempo del ciclo, e incluyen retrasos como los de satisfacción de necesidades personales, limpieza de la estación de trabajo y lubricación del equipo o máquina. Las tolerancias en los tiempos de máquina comprenden el tiempo para el cuidado de las herramientas y variaciones de la potencia, en tanto que los retrasos representativos cubiertos por tolerancias de esfuerzo son los de fatiga y ciertas demoras inevitables.
Existen dos métodos utilizados frecuentemente para el desarrollo de datos de tolerancia estándar. El primero es el que consiste en un estudio de la producción que requiere que un observador estudie dos o quizá tres operaciones durante un largo periodo. El observador registra la duración y el motivo de cada intervalo libre o de tiempo muerto (fig. 5-15), y después de establecer una muestra razonable representativa, resume sus conclusiones para determinar la tolerancia en tanto por ciento por cada característica aplicable. Los datos obtenidos de esta manera deben ajustarse al nivel de actuación normal, al igual que los de cualquier medición del trabajo.
Puesto que el observador debe emplear un largo lapso en la observación directa de una o más operaciones, este método es excepcionalmente tedioso no sólo para el analista, sino también para el operario u operarios. Otra desventaja es que existe una tendencia a tomar una muestra demasiado pequeña que pueda ocasionar resultados con sesgo o predisposición.
Figura 5-15. Diagrama de análisis de tiempos.
ANÁLISIS DE TIEMPOS PERDIDOS EN UN ESTUDIO DE TIEMPOS
Dib. __________________________ Pieza _________________________ Fecha ____________Operación ______________________________________________________________________Símbolo _______________________________________________________________________A. Personal ____________________________________________________________________B. Comenzar a trabajar después de la hora ____________________________________________C. Dejar de trabajar antes de la hora _________________________________________________D. Hablar con el supervisor o el instructor _____________________________________________E. Hablar con otras personas _______________________________________________________F. Buscar herramientas ___________________________________________________________G. Buscar dibujos ________________________________________________________________H. Rehacer el trabajo por falla del operario ____________________________________________I. Rehacer el trabajo por falla de otro operario _________________________________________ J. Rehacer el trabajo por falla de la máquina u otro operario ______________________________K. Esperar pasivamente a la grúa (mayor de lo permitido) ________________________________L. Esperar pasivamente al inspector (mayor de lo permitido) _____________________________M. Hacer cola en el depósito de herramientas (mayor de lo permitido) ______________________N. Hacer cola en la oficina del despachador (mayor de lo permitido) _______________________O. Hacer cola en la estación B / P ___________________________________________________P. Mantenimiento de las herramientas _______________________________________________Q. Lubricar la máquina ___________________________________________________________R. Limpiar la estación de trabajo ____________________________________________________S. Lecturas marcadas con círculo (lect. con circ. menos prom. por elem.) ____________________T. Retrasos menores diversos ______________________________________________________U. Tiempo perdido en el desarrollo de métodos durante el estudio _________________________V. ____________________________________________________________________________
________________________________________________________________________________________
84

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
W. ____________________________________________________________________________X. ____________________________________________________________________________Y. ____________________________________________________________________________Z. ____________________________________________________________________________
Total ______________________
1. Total global ____________ Minutos ___________ Horas2. Total perdido ____________ Minutos ___________ Horas3. Porcent. de tiempo perdido comparado con el neto real (2 ÷ 4) ________________4. Neto real o productivo ______________ Minutos ______________ Horas5. Tiempo asignado ______________ Minutos ______________ Horas _____________________________________________________________________________ ____________________________________________________________________________ ____________________________________________________________________________
Nota: Coloque el símbolo de tiempo perdido o tiempo muerto en la descripción de tiempos perdidos en el estudio, y engrape esta tarjeta al estudio.
La segunda técnica para establecer un porcentaje de tolerancia es mediante estudios de muestreo del trabajo. En este método se toma un gran número de observaciones al azar, por lo que sólo requiere por parte del observador, servicios en parte de tiempo o, al menos, intermitentes. En este procedimiento no se emplea el cronómetro, ya que el observador camina solamente por el área que se estudia sin horario fijo, y toma breves notas sobre lo que cada operario está haciendo.
El número de retrasos registrados, dividido entre el número total de observaciones durante las cuales el operario efectúa trabajo productivo, tenderá a ser igual a la tolerancia requerida por el operario para ajustar los retrasos normales que se le presenten.
5.9.1 RETRASOS PERSONALES
En este renglón deberán situarse todas aquellas interrupciones en el trabajo, necesarias para la comodidad o bienestar del empleado. Esto comprenderá las idas a tomar agua y a los sanitarios. Las condiciones generales en que se trabaja y la clase de trabajo que se desempeña, influirán en el tiempo correspondiente a retrasos personales. De ahí que condiciones de trabajo que implican gran esfuerzo en ambientes de alta temperatura, como las que se tienen en la sección de prensado de un departamento de moldeo de caucho, o en un taller de forja en caliente, requerirán necesariamente mayores tolerancias por retrasos personales, que otros trabajos ligeros llevados a cabo en áreas de temperatura moderada. Estudios detallados de producción han demostrado que un margen o tolerancia de 5% por retrasos personales, o sea, aproximadamente de 24 min. en ochos horas, es apropiado para las condiciones de trabajo típicas de taller. El tiempo por retrasos personales dependerá naturalmente de la clase de persona y de la clase de trabajo.
5.9.2 FATIGA
Estrechamente ligada a la tolerancia por retrasos personales, está el margen por fatiga, aunque éste generalmente se aplica sólo a las partes del estudio relativas a esfuerzo. En las tolerancias por fatiga no se está en condiciones de calificarlas con base en teorías racionales y sólidas, y probablemente nunca se podrá lograr lo anterior. En consecuencia, después de la calificación de la actuación, el margen o tolerancia por fatiga es el menos defendible y el más expuesto a controversia, de todos los factores que componen un tiempo estándar. Sin embargo, puede llegarse por medios empíricos o tolerancias por fatiga lo bastante justas para las diferentes clases de trabajo. La fatiga no es homogénea en ningún aspecto; va desde el cansancio puramente físico hasta la fatiga puramente psicológica, e incluye una combinación de ambas. Tiene marcada influencia en ciertas personas, y aparentemente poco o ningún efecto en otras.
Ya sea que la fatiga sea física o mental, los resultados son similares: existe una aminoración en la voluntad para trabajar. Los factores más importantes que afectan la fatiga son bien conocidos y se han establecido claramente. Algunos de ellos son:
________________________________________________________________________________________
85

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
1. Condiciones de trabajoa. Luz.b. Temperatura.c. Humedad.d. Frescura del aire.e. Color del local y de sus alrededores.f. Ruido.
2. Repetitividad del trabajo.a. Concentración necesaria.b. Monotonía de movimientos corporales semejantes.c. La posición que debe asumir el trabajador o empleado para ejecutar la operación.d. Cansancio muscular debido a la distensión de músculos.
3. Estado general de salud del trabajador, físico y mental.a. Estatura.b. Dieta.c. Descanso.d. Estabilidad emotiva.e. Condiciones domésticas.
Es evidente que la fatiga puede reducirse pero nunca eliminarse. En general, el trabajo pesado está desapareciendo de la industria debido al marcado progreso en la mecanización del manejo de materiales y en los elementos de proceso de los mismos. Cuanto más se automatice la industria tanto más se reducirá el cansancio muscular debido al esfuerzo físico. Por tanto, se ha realizado un real progreso en la disminución de la fatiga física. El principal problema de la fatiga no es físico sino psicológico, y la industria mediante sus programas de selección científica, está reduciendo sustancialmente este factor, situando a la persona apropiada en el trabajo adecuado. A una persona que tiene una reacción desfavorable a la monotonía no se le asignará un trabajo monótono. Ya que no es costumbre establecer tolerancias por fatiga por los factores de salud general que influyen en el grado de cansancio, condiciones como estabilidad emocional, descanso, dieta y estatura se consideran generalmente en la selección de los trabajadores.
Debido a que la fatiga no se puede eliminar, hay que fijar tolerancias adecuadas a las condiciones de trabajo y a la repetitividad de éste, que influyen en el grado en que se produce aquélla.
5.9.3 RETRASOS INEVITABLES
Esta clase de demoras se aplica a elementos de esfuerzo y comprende conceptos como interrupciones por el supervisor, el despachador, el analista de tiempos y de otras personas; irregularidades en los materiales, dificultad en la conservación de tolerancias y especificaciones y demoras por interferencia, en donde se realizan asignaciones en múltiples máquinas.
Como es de esperar, todo operario tendrá numerosas interrupciones en el curso de un día de trabajo, que pueden deberse a un gran número de motivos. El supervisor o el jefe de cuadrilla puede interrumpir al operario para darle instrucciones o aclarar cierta información escrita. También un inspector lo puede interrumpir para indicar las causas de un trabajo defectuoso que pasó por la estación del operario. Frecuentes interrupciones pueden ocurrir por parte de supervisores de planes, expedidores, compañeros, personal de producción, analistas de tiempos, despachadores y otros.
Los retrasos inevitables suelen ser resultado de irregularidades en los materiales. Por ejemplo, el material puede estar en un sitio equivocado, o estar saliendo sin la debida suavidad o dureza. Asimismo, puede no tener las dimensiones adecuadas o tener sobrantes excesivos, como en el caso de troquelados, cuando las matrices comienzan a fallar, o en piezas moldeadas, debido a eliminación incompleta de vástagos o colas. Cuando el material se aparta notablemente de especificaciones estándares, puede ser necesario estudiar de nuevo el trabajo, y establecer márgenes de tiempo para los elementos adicionales introducidos por las irregularidades en el material, a medida que resultan inadecuadas las tolerancias usuales por retrasos inevitables.
________________________________________________________________________________________
86

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
5.9.4 RETRASOS EVITABLES
No es costumbre proporcionar una tolerancia por retrasos evitables, que incluyen visitas a otros operarios por razones sociales, suspensiones del trabajo indebidas, e inactividad distinta del descanso por fatiga normal. Desde luego, estas demoras pueden ser tomadas por el operario a costa de su rendimiento o productividad, pero no se proporciona ninguna tolerancia por estas interrupciones del trabajo en la elaboración del estándar.
5.9.5 TOLERANCIAS ADICIONALES O EXTRAS
En las operaciones industriales metalmecánicas típicas y en procesos afines, el margen o tolerancia por retrasos personales inevitables y por fatiga, generalmente es alrededor de 15%. Sin embargo, en ciertos casos puede ser necesario proporcionar una tolerancia adicional para establecer un estándar justo. Por tanto, debido a un lote subestándar de materia prima, pudiera ser necesario suministrar una tolerancia extra o adicional para tener en cuenta una indebidamente alta formación de desechos, originada por las deficiencias en el material. Asimismo, puede surgir una situación en la que, por ejemplo, debido a la ruptura de una grúa auxiliar, el operario se vea obligado a cargar o colocar él solo una pieza fundida de 25 kilogramos en el mandril de su máquina. Por consiguiente, se debe proporcionar una tolerancia adicional para compensar la fatiga adicional causada por la ejecución manual del trabajo.
5.10 APLICACIÓN DE LAS TOLERANCIAS O MÁRGENES
El propósito fundamental de las tolerancias es agregar un tiempo suficiente al tiempo de producción normal que permite al operario de tipo medio cumplir con el estándar cuando trabaja a ritmo normal. Se acostumbra expresar la tolerancia como un multiplicador, de modo que el tiempo normal, que consiste en elementos de trabajo productivo, se pueda ajustar fácilmente al tiempo de margen. Por tanto, si se tuviera que conceder una tolerancia de 15% en una operación dada, el multiplicador sería 1.15. Por ejemplo, la suma de las tolerancias podría ser:
Personal ................................................................ 5.0%Fatiga .................................................................... 6.5%Retrasos inevitables .............................................. 4.0% Total ............................................................ 15.5%
5.11 EL TIEMPO ESTÁNDAR
El tiempo estándar para una operación dada es el tiempo requerido para que un operario de tipo medio, plenamente calificado y adiestrado, y trabajando a un ritmo normal, lleve a cabo la operación. Se determina sumando el tiempo asignado a todos los elementos comprendidos en el estudio de tiempos.
Los tiempos elementales permitidos o asignados se evalúan multiplicando el tiempo elemental medio transcurrido, por un factor de conversión. Por tanto, se tiene la expresión:
Ta = (Mt)(C)
donde
Ta = Tiempo elemental asignadoMt = Tiempo elemental medio transcurrido
________________________________________________________________________________________
87

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
C = Factor de conversión que se obtiene multiplicando el factor de calificación de actuación por la suma de la unidad y la tolerancia o margen aplicable.
Por ejemplo, si el tiempo elemental medio transcurrido del elemento 1 de un estudio de tiempos dado fue de 0.14 min., el factor de actuación de 0.90 y una tolerancia de 18 por ciento es la aplicable, el tiempo elemental asignado será:
Ta = (0.14)(0.90)(1.18) = 0.148
Los tiempos elementales se redondean a tres cifras después del punto decimal. Por lo tanto, en el ejemplo anterior, el valor de 0.1483 min. se registra como 0.148 min. Si el resultado hubiera sido 0.1485 min. entonces el tiempo asignado se tomaría de 0.149 min.
El tiempo elemental asignado es sólo el tiempo normal más un margen para considerar los retardos personales y los retrasos inevitables y la fatiga. En la figura 5-16, el tiempo de tolerancia permitido para el elemento 1 resulta de la suma del 12 por ciento al tiempo normal (factor de nivelación por tiempo promedio) de 1.52 minutos, o 0.170 minutos.
Figura 5-16. Estudio de tiempo completo en que se usa calificación por rapidez para todos los elementos. Este operario fue calificado un 10% más rápido que lo normal. Tal calificación fue confirmada por el elemento 1, donde se asignaron 255 TMU a este elemento y el tiempo medio del operador fue 230 TMU, lo cual indica que el operador estuvo trabajando 111% de lo normal. Se aplicó un 12% de tolerancia a todos los elementos. Esto resulta en un factor de conversión de 1-232, el cual, cuando se multiplica por el promedio de tiempo de elemento, proporciona los tiempos de elementos admitidos.
________________________________________________________________________________________
88
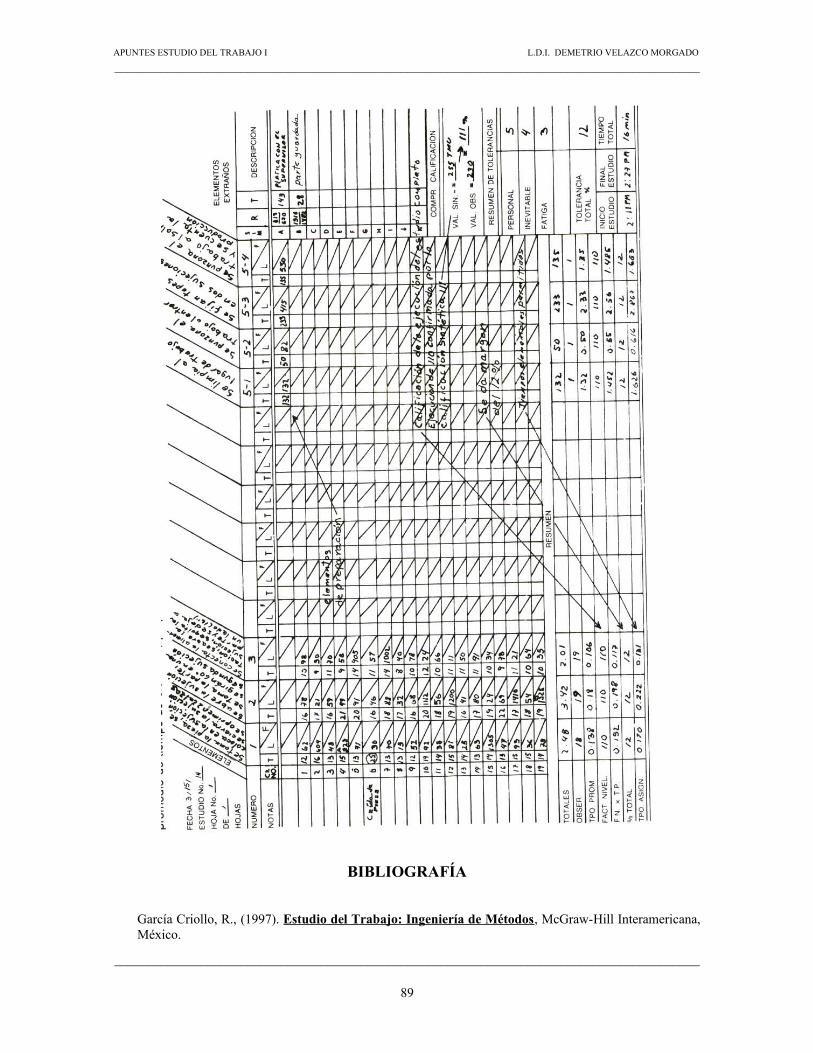
APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
BIBLIOGRAFÍA
García Criollo, R., (1997). Estudio del Trabajo: Ingeniería de Métodos, McGraw-Hill Interamericana, México.
________________________________________________________________________________________
89

APUNTES ESTUDIO DEL TRABAJO I L.D.I. DEMETRIO VELAZCO MORGADO
________________________________________________________________________________________
Konz, S., (1994). Diseño de Sistemas de Trabajo, Noriega-limusa, México
Krick, E. V., (1994). Ingeniería de Métodos, Noriega-Limusa, México.
Maynard, H. B., (1987). Manual de Ingeniería y Organización Industrial, Reverté, España.
Mundel, M. E., (1984). Estudio de Tiempos y Movimientos, CECSA, México.
Niebel-Freivalds, (2001). Ingeniería Industrial, Métodos, Estándares y Diseño del Trabajo, Alfaomega, México.
Oficina Internacional del Trabajo, (1995). Introducción al Estudio del Trabajo, Noriega-Limusa, México.
________________________________________________________________________________________
90