biosolids management feasibility study for city of wyoming clean
TRANSCRIPT

Biosolids Management Feasibility Study for
City of Wyoming Clean Water Plant
Team 7: Blackwards
Eyosias Ashenafi, Rachel Gaide, Andrew Mitchell, and Katherine Vogel
Engineering 339: Senior Design Project
Calvin College
December 2013.

© 2013 Team 7 and Calvin College
(Eyosias Ashenafi, Rachel Gaide, Andrew Mitchell, and Katherine Vogel)

Executive Summary This project is focused on designing an anaerobic digester (AD) for biosolids produced
by City of Wyoming Clean Water Plant (CWP). The City of Wyoming and the City of Grand
Rapids partnered to form the Grand Valley Regional Biosolids Authority (GVRBA) to address
strict regulations and implement a better and more efficient biosolids management. However,
this design regards only the City of Wyoming’s biosolids flows.
The team decided to use an anaerobic digester as a method for stabilization. This choice
was made over chemical and aerobic options based on many factors. Some of the key requests of
the client were to achieve a Class A product, to use a newer technology, and to explore nutrient
recovery options. The anaerobic digester is a newer technology that enables the plant to produce
Class A product.
Thickening was then explored in order to decrease flow volume and therefore decrease
digester costs. Thickening options include centrifuges, rotary drums, belt presses, and CAMBI.
Centrifuges were determined to be the best alternative because there are currently two units in
practice that can be utilized in the proposed new process.
After the anaerobic digester was selected as the stabilization option, the need for
dewatering was evaluated. It was decided that for ease of transportation, a dewatering step was
needed. The methods for dewatering were the same as those for thickening, without the benefit
of having two on site. Despite this, centrifuges still proved to be the best option for the plant.
The team plans to build a bench scale model in the spring semester, analyze those results,
and optimize a few key variables. The optimization will be for the production of methane and for
a Class A product coming out of the digester. With these variables, the anaerobic tank’s efficacy
can be determined. The team also plans to look into potential ways to capture the nutrients lost in
this process.
The team will produce the site plan for the proposed project. This site plan will address
all of the space constraints for the digesters and additional thickening and dewatering units. This
site plan will also provide details on the constraints of operation throughout the year. Post
treatment storage must be able to store all of the biosolids that cannot be land applied due to
seasonal constraint. Initial cost estimate for incorporating an anaerobic digester at Wyoming is
$1.75 million for equipment.

Table of Contents
Executive Summary ....................................................................................................................................... i
Table of Figures ........................................................................................................................................... iv
Report Tables ............................................................................................................................................... iv
Abbreviations ................................................................................................................................................ v
1. Introduction ............................................................................................................................................... 1
1.1 Purpose Statement ............................................................................................................................... 1
1.2 The Project .......................................................................................................................................... 1
1.3 Overview of Wastewater Treatment ................................................................................................... 1
1.4 Overview of Biosolids Classification ................................................................................................. 2
2. The Client.................................................................................................................................................. 3
2.1 City of Wyoming ................................................................................................................................ 3
2.2 Wyoming Clean Water Plant .............................................................................................................. 3
2.2.1 Overview .......................................................................................................................................... 3
2.2.2 Current Waste Water Treatment Practices ....................................................................................... 3
2.2.3 Current Biosolids Management ....................................................................................................... 4
3. Design Considerations .............................................................................................................................. 5
3.1 Class A Status ..................................................................................................................................... 5
3.2 Energy Capture and Environmental Concerns .................................................................................... 6
3.3 Adherence to Government Regulations .............................................................................................. 6
3.4 Effect on Water Treatment .................................................................................................................. 6
3.5 Nutrient Capture .................................................................................................................................. 6
4. Flows and Loads ....................................................................................................................................... 6
5. Thickening / Dewatering Design .............................................................................................................. 8
5.1 Overview of Thickening / Dewatering Alternatives ........................................................................... 8
5.2 Thickening / Dewatering Alternatives Design Matrix ........................................................................ 9
6. Stabilization Design ................................................................................................................................ 10
6.1 Type of Stabilization ......................................................................................................................... 10
6.2 Class A Requirements ....................................................................................................................... 11
6.3 Anaerobic Digestion Operating Temperature ................................................................................... 13
6.4 Tank Design ...................................................................................................................................... 14
6.5 Methane Production .......................................................................................................................... 14
6.6 Proposed Biosolids Management ...................................................................................................... 14
6.6 Cost Analysis .................................................................................................................................... 15

7. Storage Needs ......................................................................................................................................... 16
8. Bench Scale Model ................................................................................................................................. 16
8.1 Construction of Model ...................................................................................................................... 16
8.2 Testing of Model ............................................................................................................................... 17
8.2.1 Methods ...................................................................................................................................... 18
8.3 Optimization of Model ...................................................................................................................... 19
9. Project Management ............................................................................................................................... 20
9.1 Team Description .............................................................................................................................. 20
9.2 Schedule ............................................................................................................................................ 20
10. Future Work to Be Completed .............................................................................................................. 20
Acknowledgements ..................................................................................................................................... 20
References ................................................................................................................................................... 21
Bibliography ............................................................................................................................................... 22
Appendix A: List of Design Projects Considered ....................................................................................... 24
Appendix B: Work Breakdown Schedule ................................................................................................... 25
Appendix C: Formatted Selections from Clean Water Act Part 503 .......................................................... 26
Appendix D: Anaerobic Digestion Design Calculations ............................................................................ 34

Table of Figures
Figure 1: Layout of a Conventional Wastewater Treatment System .............................................. 1
Figure 2: Aerial View of Wyoming CWP ...................................................................................... 3
Figure 3: Current Wastewater Treatment at Wyoming CWP ......................................................... 4
Figure 4: Current Biosolids Management at Wyoming CWP ........................................................ 5
Figure 5: Proposed Schematic of Biosolids Management ............................................................ 15
Figure 6: Cost Curve for Installing CHP Anaerobic Biodigestor ................................................. 15
Figure 7: Bench Scale Model Diagram ......................................................................................... 16
Report Tables
Table 1: Sludge Characteristics..................................................................................................................... 5
Table 2: Design Specifications ..................................................................................................................... 7
Table 3: Biosolids Flow Predictions ............................................................................................................. 8
Table 4: Thickening Design Matrix .............................................................................................................. 9
Table 6: Stabilization Design Matrix .......................................................................................................... 10
Table 6: EPA CWA Pollutant Limits .......................................................................................................... 13
Table 7: Digester Operating Temperature Characteristics .......................................................................... 14
Table 8: Current Storage Capabilities ......................................................................................................... 16
Table 9: Parameters Analyzed from Manure Samples ................................................................................ 17
Table 10: Bench Scale Optimization Variables .......................................................................................... 19

Abbreviations
AD Anaerobic Digestion
BOD Biological Oxygen Demand
°C degrees Celsius
CHP Combined Heat and Power
COD Chemical Oxygen Demand
CWA Clean Water Act
CWP Clean Water Plant
DAF Dissolved Air Floatation
EPA Environmental Protection Agency
EQ Exceptional Quality
gpm gallons per minute
GVRBA Grand Valley Regional Biosolids Authority
kg kilogram
lb/day pounds mass per day
m3/day cubic meters per day
mg milligram
mgd million gallons per day
MPN Most Probable Number
NPDES National Pollutant Discharge Elimination System
PS Primary Sludge
THP Thermal Hydrolysis Process
TPAD Temperature Phase Anaerobic Digestion
TSS Total Suspended Solids
tWAS Thickened Waste Activated Sludge
UV Ultraviolet
VAR Vector Attraction Reduction
VS Volatile Solids
WAS Waste Activated Sludge
WWTP Wastewater Treatment Plant
WWTPs Wastewater Treatment Plants

1
1. Introduction
1.1 Purpose Statement The purpose of this project is to design a modern, efficient and environmentally friendly
biosolids management system for the City of Wyoming Clean Water Plant (CWP). This
document will elaborate on the preliminary design process and future work to be completed.
1.2 The Project The City of Wyoming Clean Water Plant was built to handle waste water from the
surrounding area. In 2003, the Grand Valley Regional Biosolids Authority (GVRBA) was
created to manage the combined biosolids flow from both the CWP and the Grand Rapids Waste
Water Treatment Plant (WWTP). Calvin College’s Engineering Program has all seniors
complete a year-long senior design project. As part of the class associated with this project, the
design team was formed and pursued appropriate project alternatives considering the previous
studies of the team members. Dr. David Wunder, the team’s faculty advisor, suggested that the
team approach the City of Wyoming CWP for potential design projects. The team then met with
Myron Erickson, Superintendent of the CWP, and with Aaron Vis, GVRBA Project Manager.
During the meeting, the team was informed that GVRBA was currently collecting bids from
consulting firms regarding potential stabilization alternatives to current. Upon further consulting
with Myron Erickson, the team decided to design an anaerobic digester for biosolids
management for the City of Wyoming.
1.3 Overview of Wastewater Treatment In general, municipal wastewater is collected from residential areas, businesses and
industries, and pumped to wastewater treatment plants (WWTPs). Conventional treatment
systems have four major stages (Figure 1).
Figure 1: Layout of a Conventional Wastewater Treatment System

2
I) Preliminary Treatment is the first step in wastewater treatment. Rags and floatables
present in influent stream are physically removed using bar screens by size exclusion.
This stages increases downstream load capacity while preventing damage to pumping
equipment
II) Primary Treatment is the second stage which removes sediments by a gravity
settling and skimmers. Sludge is allowed to settle inside a primary clarifier. Skimmers
remove suspended solids and grease material on the top surface.
III) Secondary Treatment is a biological treatment with an aeration and settling stage. It
is commonly referred to as activated sludge. During aeration, microbes feed on
organic matter inside a circular tank fitted with air diffusers. After a certain period of
time, the waste stream is sent to a secondary clarifier. Sludge settles inside the
clarifier. Some portion of the sludge produced is recycled back to the aeration tank to
maintain microbial growth while the remaining is sent for further treatment.
IV) Tertiary Treatment (Disinfection) is the final step in wastewater treatment before
supernatant or treated effluent is sent to water bodies. Common disinfection schemes
include chlorination, ozonation, and Ultraviolet (UV) radiation.
Several variables are considered in the design and construction of WWTPs including
operating capacity and regulations. Population growth and industrial expansion is accounted for
in determination of design flow. Treatment facilities and government agencies assess the quality
of supernatant water and by-product sludge to ensure it meets Environmental Protection Agency
(EPA) and National Pollutant Discharge Elimination System (NPDES) standards.
1.4 Overview of Biosolids Classification Biosolids are residual solids left over after waste water treatment. Treated biosolids can
be classified as either Class A or Class B. Class A Biosolids can also be categorized as
“exceptional quality” (EQ) if they satisfy pollutant concentration limits. Biosolids can be
applied to land, placed on a surface disposal site, or fired in a sewage sludge incinerator.1 In
land application, treated biosolids are used to moisturize the soil and as a fertilizer. “Surface
disposal site” is another name for a landfill. From an environmental perspective, land
application is the best option for final disposal place of treated biosolids.
The end location of the biosolids determines what regulations are applicable from Part
503 of the Clean Water Act (CWA). There are three parts to achieving Class A designation for
biosolids. First, the pathogenic content of the sludge must be reduced sufficiently. Second, there
must be sufficient Vector Attraction Reduction (VAR). Third, inorganic pollutants must be
below certain maximum values. These issues are explained in context more in Section 6.2 Class
A Requirements.
Class A Biosolids, with appropriate pollutant loads, can be land applied to agricultural
and non-agricultural land, public contact sites, a reclamation site, lawns, home gardens. Class A
Biosolids can be given away and it can be sold. Class B Biosolids are restricted regarding where
and when they can be land applied.

3
2. The Client
2.1 City of Wyoming The city of Wyoming lies within the Grand Rapids Metro area in western Michigan. It
occupies an area of 24.9 square miles and caters to a population of 73,000 people. The area also
includes several major industries including Gordon Food Services, Michigan Turkey Producers,
Country Fresh, and Keebler Company.
2.2 Wyoming Clean Water Plant
2.2.1 Overview Wyoming’s CWP is located on Ivanrest Avenue on the southwestern edge of Wyoming (
Figure 2). The plant treats wastewater from the city of Wyoming, the city of Kentwood, Gaines
Township, and Byron Township, and has a design capacity of 24 million gallons per day (mgd).
Current average daily flow through the plant is 16 mgd, 12% of which originates from industry
waste. Treated water from the plant discharges into Grand River.
Figure 2: Aerial View of Wyoming CWP
2.2.2 Current Waste Water Treatment Practices Raw wastewater from the City of Wyoming, the City of Kentwood, Byron Township, and
Gaines Township is collected at Wyoming CWP. Bar screens remove large sediments and
materials present in incoming wastewater. The flow proceeds to primary clarifiers where large
granular molecules are removed by gravity sedimentation. Currently, there are four primary
clarifiers with removal rate of 10-40% biological oxygen demand (BOD) and 50-60% total
suspended solids (TSS). Clarified effluent from primary treatment proceeds to one of three
aeration basins. The basins are equipped with fine bubble diffusers to aerate and provide
conducive environment for microbial growth. Mixed liquor is sent periodically to secondary

4
clarifiers. Flocculated and dense, suspended solids in mixed liquor settle inside the clarifiers.
Recently, a biological phosphorus removal process (anoxic/anaerobic zone) has been
incorporated into secondary treatment. Six pumps recycle thickened activated sludge to the
aeration basins. Clear low-BOD, low-TSS clarified effluent is chlorinated and de-chlorinated for
disinfection. Finally, treated supernatant is sent to Grand River. An overview of the treatment
process is shown in Figure 3.
Figure 3: Current Wastewater Treatment at Wyoming CWP
2.2.3 Current Biosolids Management Biosolids produced by Wyoming and Grand Rapids WWTPs are currently managed by
the GVRBA. The authority was formed in 2003 to address strict regulatory requirements, and
manage regionally-produced biosolids efficiently.
Sources of biosolids at Wyoming CWP are the primary and secondary clarifiers (Figure
4). On a daily basis, nearly equal amount of primary sludge (PS) and waste activated sludge
(WAS) is pumped to sludge holding tanks. Certain volume of WAS from secondary clarifiers is
thickened using centrifuges. Thickened WAS (tWAS) is stored in one of three wet wells before it
sent to GVRBA pumping station or storage tanks. Solids concentration of PS, un-thickened and
thickened WAS is given in Table 1. To prevent phosphorus release, WAS is thickened to
maximum of 2% total solids (TS), and the wet wells are aerated and treated with ferric chloride.

5
Table 1: Sludge Characteristics
Sludge %TS by weight
Primary Sludge 3.5
Un-thickened WAS 0.7
Thickened WAS, max. 2
Currently, 75% of biosolids from Wyoming CWP are stored in three tanks with a
combined capacity of 6 million gallons. The biosolids are then lime stabilized and then used for
farm application. This process is shown in Figure 4. The remaining 25% is pumped to GVRBA
storage tanks in Grand Rapids WWTP through two 3-miles long pipelines. Incoming flow is
combined with biosolids from the City of Grand Rapids WWTP. The resulting flow is
dewatered by centrifuges and stored in a landfill.
Figure 4: Current Biosolids Management at Wyoming CWP
The team has sought out to design a new process with regards to specific goals including
energy and nutrient capture, environmental concerns and government regulations.
3. Design Considerations
3.1 Class A Status Because Class B Biosolids are limited in how often, when and where they can be land
applied, the market results are considerable. If multiple municipalities are competing for land,
this means that demand is high. Since the supply of land available for land application of

6
biosolids is limited, it is becoming increasingly difficult for the municipalities to land apply their
biosolids. Because Class A designation increases supply by allowing increased frequency and a
larger application area, attaining Class A will be extremely advantageous to our client. For this
reason, Class A designation is a high priority for this project.
3.2 Energy Capture and Environmental Concerns Biosolids have the potential to generate significant amount of energy. Microbes digest
the biosolids and produce methane as a byproduct. This methane can then be captured and
combusted in a generator to convert the chemical energy into electrical energy. This electrical
energy can be used for on-site processes which lowers the power demand of the CWP.
Flow transported to GVRBA unit in Grand Rapids is landfilled with no stabilization.
This is not an ideal solution in terms of environmental friendliness because it does not capture
the potential energy within the biosolids. Instead the energy is lost into the atmosphere slowly
over time while the physical materials take up space and must be managed to make sure that they
doesn’t affect ground water quality. Energy capture is a major goal of this project.
The biosolids flow handled by the Wyoming CWP are stabilized using lime. This lime
must be mined, processed, and shipped. Anaerobic digestion utilizes microbes for stabilization,
which is a renewable resource. Utilizing renewable resources is a major goal of this project.
3.3 Adherence to Government Regulations Current practice manages the biosolids so that pathogenic content is not released into the
Grand River. Untreated biosolids can contain pathogens such as enteric viruses, fecal coliform,
helminth ova, and salmonella, which cannot be released untreated into a water source per EPA
regulation2. To attain feasibility of this project, government regulations must continue to be met.
3.4 Effect on Water Treatment
Because any water within the biosolids flow is untreated, it must be recycled back into
the water treatment side of the Wyoming CWP. The CWP was not designed to handle this
recycle flow. The team will take into consideration that the chosen design should have minimal
effects on the existing water treatment.
3.5 Nutrient Capture
As per the client’s interests, the team will include in the design a process that will capture
phosphates and nitrates. These nutrients are both a constituent in terms of government
regulations regarding water quality and a valuable resource that can be sold to fertilizer
manufacturers.
4. Flows and Loads The City of Wyoming Clean Water Plant was designed to handle 24 mgd. Because of the
recent recession, the City of Wyoming has not grown as quickly as predicted in 1998. It
currently handles less that the predicted flows at about 16 mgd3. Myron Erickson has expressed
that he would like the team to design for 24 mgd. He also suggested that we should use the
predicted flow quality for 2015 (See Table 2) as the design values.

7
Table 2: Design Specifications
Plant Design Criteria 1998
Projected 2015
based on 1998 Parameter
Population 182,886 249,869
Wastewater Flow
Annual 24 hour average, mgd 16 22
Maximum 30 day average, mgd 18 24
Peak flow, mgd - 42
Wastewater Characteristics,
Maximum Month / Annual Average
BOD5, mg/L 340/312 340/312
TSS, mg/L 258/237 258/237
NH3-N, mg/L 17/17 17/17
Organic Nitrogen, mg/L 11/11 11/11
PO4-P, mg/L 9/8 9/8
VSS/TSS Ratio 0.8 0.8
Temperature Range, °C 10 to 23 10 to 23
Plant Design Basis, lb/day
BOD5
Annual Average 41630 57250
Maximum Month 49910 68050
Peak Day/Max Month Ratio 1.5 1.5
TSS
Annual Average 31630 43480
Maximum Month 37870 51640
NH3-N
Annual Average 2270 3120
Maximum Month 2500 3400
Peak Day/Max Month Ratio 1.2 1.2
Organic Nitrogen
Annual Average 1470 2020
Maximum Month 1610 2200
Peak Day/Max Month Ratio 1.2 1.2
PO4-P
Annual Average 1070 1470
Maximum Month 1320 1800
Primary Clarifer Removal Rates
BOD% 35 30
TSS% 70 60
8
It has been suggested that the best way to increase methane input is to separate all
industrial “greasy” flows to avoid dilution and to place those flows directly into the digester.
This is something that the team will potentially test with a bench scale model in the spring if time
allows.
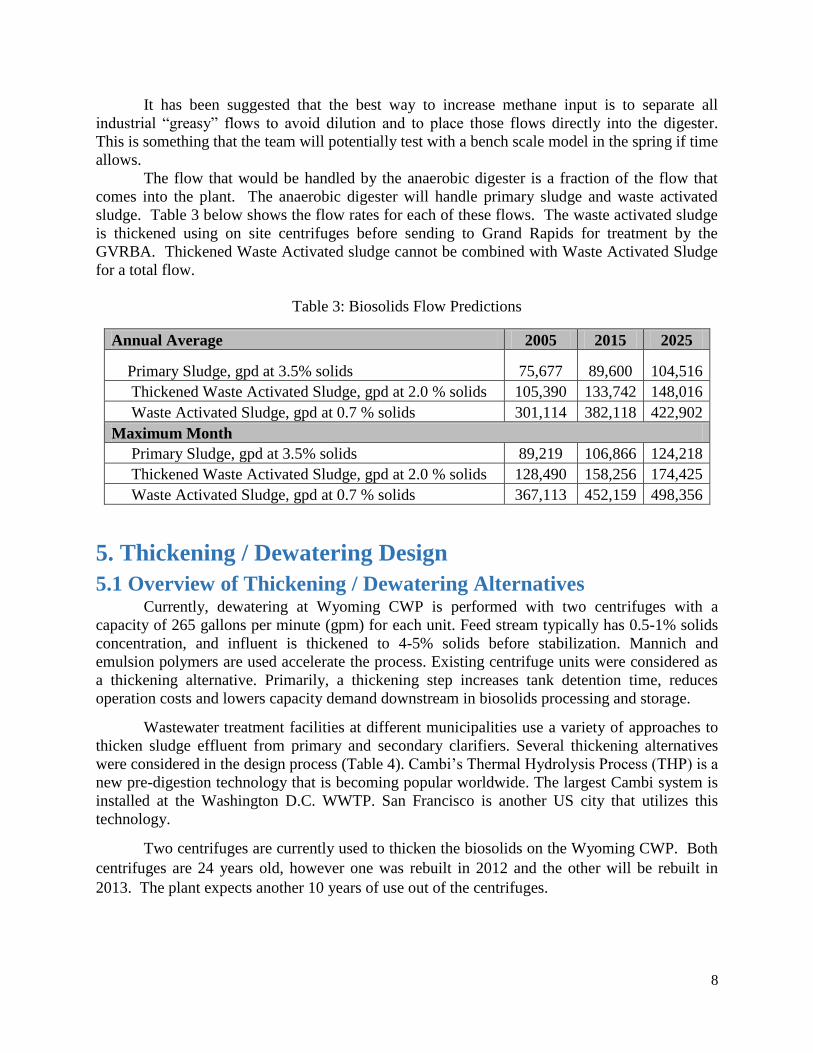
The flow that would be handled by the anaerobic digester is a fraction of the flow that
comes into the plant. The anaerobic digester will handle primary sludge and waste activated
sludge. Table 3 below shows the flow rates for each of these flows. The waste activated sludge
is thickened using on site centrifuges before sending to Grand Rapids for treatment by the
GVRBA. Thickened Waste Activated sludge cannot be combined with Waste Activated Sludge
for a total flow.
Table 3: Biosolids Flow Predictions
Annual Average 2005 2015 2025
Primary Sludge, gpd at 3.5% solids 75,677 89,600 104,516
Thickened Waste Activated Sludge, gpd at 2.0 % solids 105,390 133,742 148,016
Waste Activated Sludge, gpd at 0.7 % solids 301,114 382,118 422,902
Maximum Month
Primary Sludge, gpd at 3.5% solids 89,219 106,866 124,218
Thickened Waste Activated Sludge, gpd at 2.0 % solids 128,490 158,256 174,425
Waste Activated Sludge, gpd at 0.7 % solids 367,113 452,159 498,356
5. Thickening / Dewatering Design
5.1 Overview of Thickening / Dewatering Alternatives
Currently, dewatering at Wyoming CWP is performed with two centrifuges with a
capacity of 265 gallons per minute (gpm) for each unit. Feed stream typically has 0.5-1% solids
concentration, and influent is thickened to 4-5% solids before stabilization. Mannich and
emulsion polymers are used accelerate the process. Existing centrifuge units were considered as
a thickening alternative. Primarily, a thickening step increases tank detention time, reduces
operation costs and lowers capacity demand downstream in biosolids processing and storage.
Wastewater treatment facilities at different municipalities use a variety of approaches to
thicken sludge effluent from primary and secondary clarifiers. Several thickening alternatives
were considered in the design process (Table 4). Cambi’s Thermal Hydrolysis Process (THP) is a
new pre-digestion technology that is becoming popular worldwide. The largest Cambi system is
installed at the Washington D.C. WWTP. San Francisco is another US city that utilizes this
technology.
Two centrifuges are currently used to thicken the biosolids on the Wyoming CWP. Both
centrifuges are 24 years old, however one was rebuilt in 2012 and the other will be rebuilt in
2013. The plant expects another 10 years of use out of the centrifuges.

9
5.2 Thickening / Dewatering Alternatives Design Matrix All values were chosen with the understanding that the more attractive the feature, the
higher the score. This leads to values that seem in conflict with categories that describe
weaknesses rather than strengths.
Table 4: Thickening Design Matrix
Category Weights Centrifuge Cambi THP Rotary Drum Belt Press
Sustainability 6 10 4 6 7
Effluent Quality 8 7 10 7 7
Progressive Technology 5 7 10 7 5
Capital Costs 9 10 5 7 7
Operating Cost 10 8 4 8 6
Safety 6 9 6 9 8
Expandability 3 7 5 7 7
Total 47 396 290 345 315
Category Considerations:
1. Sustainability: How much energy is required to operate this technology? What form of
energy is used and how is it produced? How much equipment is already owned by the
client and can be reused for this project? Does this technology require nonrenewable
resources in order to function? How efficient is the technology at completing the required
process?
2. Effluent Quality: Does this technology affect the amount of methane produced? Does this
technology make achieving Class A easier/possible?
3. Progressive Technology: Would the novelty of this technology improve public image of
the facility?
4. Capital Costs: How much does the equipment cost to obtain? How much will it cost to
install? How much time will it take employees to train on using the new equipment?
5. Operating Costs: How much does the technology cost to operate each month?
6. Safety: Is the technology difficult to operate or does the technology utilize conditions that
could cause employee injury during machine malfunction?
7. Expandability: Assuming that the future will require increased production can this
technology be expanded easily?
Explanation of Scores:
- Cambi Process: The Cambi process heats the influent for 40 minutes. This process is
costly for both the heat and the equipment to achieve this incurring the low scores in
capital and operating costs. The Cambi process increases the potential methane
production and makes Class A designation easier to achieve which is why it has greater
score in the categories of sustainability and capital costs. This technology is just
beginning to emerge into the market as a proven operation which is why it has a high
score for the progressive technology category4.

10
- Rotary Drum: The rotary drum operates very similar to the centrifuge with one major
difference. There are no rotary drums currently on the site and thus this would make the
capital cost for the drum much higher than that of the centrifuge.
- Belt Press: The operation prices for the belt press are slightly more than that of the
centrifuge or the rotary drum. Belt presses have been used in industry for over a century,
thus the low score in progressive technology. Other than these slight difference, a belt
press also requires more space than the rotary drum or the centrifuges.
- Centrifuge: The centrifuge yields a higher score in capital costs and sustainability
because there are already two centrifuges on site that could be used for this project. The
centrifuge does not make Class A designation more likely nor does it make it
automatically achievable. It does allow for some expansion as the addition of another
centrifuge would be possible with the provided space.
6. Stabilization Design
6.1 Type of Stabilization
All values are chosen with the understanding that the more attractive the feature, the
higher the score. This leads to values that seem in conflict with categories that describe
weaknesses rather than strengths. Table 5 shows the design matrix for stabilization.
Table 5: Stabilization Design Matrix
Category Weight Chemical Anaerobic Aerobic
Capital Cost 8 9 5 7
Operating Cost 7 7 3 7
Progressive Technology 6 2 8 6
Sustainability 6 2 10 7
Reliability 6 7 8 8
Design Life 7 6 8 8
Effluent Quality 10 0 10 2
Effect on Plant 3 10 4 10
Potential Energy Production 9 0 10 0
Total 62 259 475 337
Category Considerations:
1. Capital Costs: How much does the equipment cost to obtain? How much will it cost to
install? How much time will it take employees to train on using the new equipment?
2. Operating Costs: How much does the technology cost to operate each month?
3. Progressive Technology: Would the novelty of this technology improve public image of
the facility?
4. Sustainability: How much energy is required to operate this technology? What form of
energy is used and how is it produced? How much equipment is already owned by the
client and can be reused for this project? Does this technology require nonrenewable
11
resources in order to function? How efficient is the technology at completing the required
process?
5. Reliability: Does this technology depend on operator input for changes in feed flow?
Does this technology produce a product that is consistent over time?
6. Design life: How often will this technology need to be replaced?
7. Effluent Quality: Does this technology affect the amount of methane produced? Does this
technology make achieving Class A easier/possible?
8. Effect on Plant: If the effluent water is recycled into the plant, will the composition of the
stream cause the water treatment process to be less effective?
9. Potential Energy Production: Will this technology result in methane production?
Explanation of Scores:
- Lime Stabilization: Lime is corrosive which makes its plant life a little less than that of the
other stabilization options. Lime has to be mined and therefore is a limited resource which
contributes to the low score in the sustainability. The other huge drawback of lime
stabilization is the safety hazards that it presents. It is a caustic chemical with severe health
risks when in direct contact of the skin. Lime would not allow a Class A product to be
achieved with reasonable operating procedures. Lime is not a new technology as it has been
around for over a century. For comparison on a cost scale, lime is difficult to accurately
represent as the cost varies a great deal.
- Aerobic Digestion: For aerobic digestion, there are a few factors that must be considered.
This process does not allow for the product to be Class A. Aerobic digestion is sustainable in
the sense that it does not use limited resources to purify the product, but it is also wasting a
perfectly good energy source with the methane that gets buried in a landfill. Operation costs
for the aerobic digestion are fairly inexpensive as heating is limited.
- Anaerobic Digestion: The capital cost for the anaerobic digester is much greater than that of
the aerobic digester because of the additional thickening and dewatering stages that must be
included in the process. The operating costs are greater because of the heating required for
the digester as well as the operating costs for the thickening and dewatering units. Anaerobic
digesters are the newest proven technology in the municipal waste treatment industry. This is
also the best option in terms of sustainability because not only are limited resources such as
lime not implemented, the methane is utilized providing green energy from what was once
greenhouse gas emissions. This gas can also be used on site to become a self-sustaining
plant. Anaerobic digestion also has the capability to make the effluent quality that of a Class
A product. This is a very factor because this is something that the customer has specified that
would need to result, if a change in current practice were to be implemented.
6.2 Class A Requirements In order to obtain Class A designation for the end product of the anaerobic digester, three
requirements must be met. First, the biosolids must have satisfactory pathogen content
reduction. There are six alternatives for meeting pathogen content reduction. The anaerobic
digestion shown below meets Alternative 1. This involves two parts. First, either the biosolids
must have a fecal coliform level less than 1000 Most Probable Number (MPN) per gram of total
solids or the biosolids must have a salmonella level less than three MPN per four grams of total

12
solids. Research has shown that this level can be achieved using a thermophilic anaerobic
digester 5. Second, the time and temperature of the stabilization must meet one of four options.
Influent total solids levels of 5.8% means that this design must meet option D. The equation
shown below describes the relationship between temperature and minimum residence time for
this regulation.6
𝐷 =50,070,000
100.1400𝑡
In this equation, t stands for temperature in degrees Celsius (C) and D is residence time in days.
Since a thermophilic digester operates at a temperature of 55° C, this equation shows that our
residence time must be at least one day. The residence time chosen was 10 days; therefore this
constraint has been met.
The second requirement for Class A designation is Vector Attraction Reduction (VAR).
In layman’s terms, this means that the biosolids must not have enough energy to support large
populations of new microbes. There are 8 alternatives for meeting vector attraction reduction.
This design meets option 1, which reads as follows:
The mass of volatile solids in the sewage sludge shall be reduced by a minimum of 38
percent. (see calculation procedures in “Environmental Regulations and Technology—
Control of Pathogens and Vector Attraction in Sewage Sludge”, EPA–625/R–92/013,
1992, U.S. Environmental Protection Agency, Cincinnati, Ohio 45268).
Research has shown that VSS reduction for thermophilic anaerobic digesters is usually between
40 and 60% which meets this requirement7.
The third requirement for Class A designation is meeting pollutant restrictions. For this
requirement, the end location of the biosolids determines what regulation applies. All land
applied biosolids must be at or below the values shown in column 1 of Table 6. In addition, any
biosolids applied to agricultural land, forest, public contact sites, or reclamation sites must either
have a cumulative pollutant loading rate less than column 2 or must have a point concentration
less than column 3. Any biosolids sold or given away in a bag or another container for land
application must either have concentrations less than column 3 or must have a total annual
loading rate less than column 4.

13
Table 6: EPA CWA Pollutant Limits
Pollutant Ceiling
Concentration
(mg/kg)
Cumulative
pollutant
loading rate
(kg / hectare)
Monthly
average
concentration
(mg/kg)
Annual pollutant
loading rate
(kg / hectare / 365
day)
Arsenic 75 41 41 2
Cadmium 85 39 39 1.9
Copper 4300 1500 1500 75
Lead 840 300 300 15
Mercury 57 17 173 0.85
Molybdenum 75 n/a n/a n/a
Nickel 420 420 420 21
Selenium 100 100 100 5
Zinc 7500 2800 2800 140
Anaerobic digestion cannot purify the biosolids to the specified levels. For this reason,
extra treatment will need to be added to the system before it is de-watered. The method of
elimination will be looked into in the final report because this system is dependent on the
potential nutrient recovery system that the team selects.
6.3 Anaerobic Digestion Operating Temperature Anaerobic digestion can function at two different general operating
temperatures. Mesophilic and thermophilic which operate at 35°C and 55°C respectively. With
the differences in operating temperature come advantages and disadvantages. A big advantage
with mesophilic operation temperatures is the ease of operation. The mesophilic range does not
require nearly as much attention to operating details as the thermophilic range. However, this
comes at a price of needing nearly twice the tank space due to twice the hydraulic residence time
(20 days). The hydraulic time is longer because of the time it takes for the microbes to mature
and digest the material. The heating costs for mesophilic is not as high as thermophilic due to
lower heating temperatures but construction costs are much higher. With this process it is not
possible to reach Class A pathogen level.
Another option for anaerobic digestion is to get the reach the thermophilic temperature
range which is 55°C. This high temperature range makes for relatively high heating costs.
However, the tank volume is nearly half of that required for mesophilic digestion which lowers
construction costs considerably. Reaching the thermophilic temperature range also allows the
effluent to reach a Class A pathogen level. Another interesting fact about thermophilic design is
the tanks are commonly buried because of the geothermal temperature gradient allows for lower
heating costs.
Temperature phase anaerobic digestion (TPAD) is the combination of thermophilic and
mesophilic anaerobic digestion. This includes ranging and the solid residence times to find the
combination that fits the load into the digester. This process is the most effective and efficient
with space. TPAD systems have been proven to have better performance in volatile solids (VS)
destruction and gas production. This is a great alternative, however it is very costly due to

14
multiple tanks and because this system requires more operator attention. A summary of the
different operating temperature options is presented in Table 7.
Table 7: Digester Operating Temperature Characteristics
Category Mesophilic Thermophilic TPAD
Operating Temperature 35 ° C 55 ° C both
Energy Costs lowest highest middle
Residence Time highest lowest middle
Class B A both
6.4 Tank Design
An anaerobic digester in the thermophilic region was chosen through the design matrix
because of the Class A quality of the effluent stream as well as the construction costs will be
much less. The design of the digester started with considering redundancy and capacity. After
researching common practice, it was decided that the average month loads should be shared
between two digesters of the same size. For redundancy and capacity there will be a third
digester of the same size, which will then allow for max month loads to be handled by all three
digesters. For peak days, the storage tanks preceding the digesters will contain the exceeding
flows so the digesters will not have to continually turn on and off. Also, when the digesters are
running at relatively constant volumetric flow rates, the digester offline will be able to be
repaired if needed. In order to find the necessary tank volumes, the design flows and loads for
average month as well as hydraulic residence time was found. Each of the three tanks necessary
for this design has a volume of 66,000 ft3 with a radius and height of 27.6 ft. For heat transfer
and insulation reasons, it was decided to bury the ¾ of the digesters. The radius and height are
equal due to ideal heating conditions as well as ease of burial. All calculations can be found in
Appendix D.
6.5 Methane Production
The loads of the influent stream were found and documented in Table 2. These loads
were used in an anaerobic biomass equation to find the pounds of biomass produced per day. The
biomass produced was used to calculate the volume of methane produced which is 1,540 cubic
meters per day (m3/day). Then looking at past prices for raw methane, the approximate revenue
of the methane produced from average month loads is $153 per day.
6.6 Proposed Biosolids Management
Based on preliminary results, the team proposes implementing a biosolids management
scheme indicated in Figure 5. Detailed analysis, site layout and product recommendations will be
produced in the final report.

15
Figure 5: Proposed Schematic of Biosolids Management
6.6 Cost Analysis
According to the sizing and system requirements, the team performed cost analysis for
implementing an anaerobic digester at Wyoming CWP. Cost curve plot for implementing an
anaerobic digesters (with cogeneration) at WWTPs in the US was simulated (Figure 6). Based
on the curve, it will cost Wyoming CWP an estimated $1.75 million.
Figure 6: Cost Curve for Installing CHP Anaerobic Biodigestor
y = 62810x + 179799R² = 0.7778
$0
$500,000
$1,000,000
$1,500,000
$2,000,000
$2,500,000
0 5 10 15 20 25 30
Tota
l In
stal
led
Co
st
Plant Design Capacity (MGD)
Constructed Digesters
Proposed Digester
Linear (ConstructedDigesters)

16
7. Storage Needs Three biosolids storage tanks currently exist at the Wyoming CWP. All three biosolid
storage tanks are in good shape. The two southern biosolid storage tanks were built in the late
1980’s. Each has mixers and flat covers that were added in the late 1990’s. Each of these tanks
have a capacity of 1.9 million gallons. The northern biosolid storage tank was built in the early
2000’s. It has been suggested that we use this northern storage tank as a digester. The northern
biosolids tank has a capacity of 2.2 million gallons. These three tanks give us a combined
storage capacity of 6 million gallons. Specification for these tanks are shown in Table 8.
Table 8: Current Storage Capabilities
Tank
Number Year Built
Year Cover
and Mixer
Added
Capacity
[million
gallons]
1 late 1980's late 1990's 1.9
2 late 1980's late 1990's 1.9
3 early 2000's n/a 2.2
Total n/a n/a 6
8. Bench Scale Model
8.1 Construction of Model
Figure 7: Bench Scale Model Diagram

17
The team will build a bench scale prototype in January that will model the anaerobic
digester. The sludge will come from the CWP weekly to provide an accurate measurement of the
energy that can be extracted from their waste. The team will be unable to provide an accurate
representation of the digester that was determined to be the optimal for design for the plant.
However, the planned model will provide similar results on the bench scale level. The team will
use a semi-batch reactor opposed to the proposed continuous flow reactor because of the limited
space to store the influent and effluent. As depicted in the figure below, the feed tank will be a
40 gallon drum that will also function as a gravity thickener. The thickened waste will be
removed from the 40 gallon drum to a 5 gallon bucket. This bucket will serve as the heat
exchanger. The bucket will sit in a hot water bath. This bath will also include the digester. The
feed will be pumped into the digester when it has reached the operating temperature. The
digester will be another 5 gallon bucket that will have a motor with a propeller agitator secured
to the top of it. This bucket will have an air tight seal. A second hose will be attached to the top
of the digester that will collect the gas. This hose will be inserted in the side of a third bucket
near the bottom. This bucket will function as the gas collection unit. This bucket will have a
second bucket turned upside down to function as a seal to capture the gas. The lid will palpitate
with the production of the gas. The waste sludge will be emptied at the end of every day and new
sludge will be pumped in from the heat exchanger bucket. The feed will come from the bottom
of this bucket to eliminate chances of contamination with oxygen. Before the first influent is
pumped into the digester, the system will be flushed with nitrogen to ensure that the process is
anaerobic.
8.2 Testing of Model
The anaerobic digester will be analyzed on several parameters including pathogens, total
solids, volatile solids, chemical oxygen demand (COD), and soluble chemical oxygen demand. It
will also be tested for the amount of biogas generated per pound of volatile solids destruction.
The team will try and optimize this parameter which is proportional to the amount of energy the
digester can produce with the given feed stream and operating conditions. The study will include
daily samples from the bench scale model (described above) that will be in operation for the
months of February, March, and April. For the digester, the degree of waste stabilization can be
claimed on significant differences, between mean influent and effluent concentrations of the
shown in Table 9.
Table 9: Parameters Analyzed from Biosolid Samples
Parameters
Total solids
Total fixed solids
Total volatile solids
Chemical oxygen demand
Soluble chemical oxygen demand
Biological oxygen demand
pH
Composition of volatile solids

18
Each sample will be a composite sample of the daily batch collected within a one hour
period. These samples will be analyzed in accordance with standard methods for testing waste
water. The influent was collected from the CWP. Due to the consistent agitation at the time of
sampling, it was determined that samples from different depths as called for by standard method
1684 will not be necessary. A small sampling valve on the side of the gas collection tank of the
bench scale model will be installed when building the model. The temperature of the influent
will be measured with an alcohol thermometer and recorded. The samples will be placed on ice
in a cooler as soon as they are obtained until testing can be done.
8.2.1 Methods
8.2.1.1 Gas Flow Biogas production measurements must account for all biogas produced. Biogas
production should be measured using an appropriate meter. Top inlet mechanical meters
designed to measure and record corrosive gas flows are suitable for this measurement. Other
types of gas meters, such as thermal mass flow meters, also are acceptable. The exact device to
be used for this will depend on what will be available when the model becomes fully operational.
8.2.1.2 Gas Composition The concentration of carbon dioxide by volume will be determined bimonthly using fluid
chemical absorption spectrometry for the expected concentration. The concentration will be
based on the average of three replicate measurements for each sampling period. In addition, the
amount of methane, carbon dioxide, hydrogen sulfide, and ammonia content by volume will be
analyzed least weekly. Each sample will be collected in a suitable gas collection bag and
analyzed using gas chromatography ASTM Method D 1945-03 (ASTM International, 2009) for
methane and carbon dioxide, ASTM Method D 5504-01 (ASTM International, 2009) for
hydrogen sulfide, and EPA Method 350.1 for ammonia. Results of samples containing more
than 10 percent of unidentified gases, typically nitrogen and oxygen, should be discarded due to
an unacceptable degree of atmospheric contamination.
8.2.1.3 Gas Production The procedure for determine the amount of TS, VS, and FS will be done according to
standard method 1684. Sample aliquots of 25-50 g of the sludge influent and effluent are dried
at 103°C to 105°C to drive off water in the sample. The residual is then cooled, weighed, and
dried again at 550°C to drive off volatile solids in the sample. The total, fixed, and volatile
solids are determined by comparing the mass of the sample before and after each drying step.8
8.2.1.4 BOD Biochemical Oxygen Demand (BOD) is an empirical test that determines the relative
oxygen requirements of wastewater, effluent and polluted waters. BOD tests measure the
molecular oxygen utilized during a specified incubation duration for the biochemical degradation
of organic material (carbonaceous demand) and the oxygen used to oxidize inorganic material
such as ferrous iron and sulfides. The standard method for BOD test consists of a 5 day period in

19
which a sample is placed in an airtight bottle under controlled conditions temperature, keeping
any light from penetrating the sample to prevent photosynthesis. The Dissolved Oxygen (DO) in
the sample is measured before and after the 5 day incubation period, and BOD is then calculated
as the difference between initial and final DO measurements. As BOD testing needs 5 days, this
test will be conducted weekly9.
8.2.1.5 COD COD is an indicator of organic pollutant in water. It gives an indication of the efficiency
of the treatment process. COD is measured on both influent and effluent water. The efficiency of
the treatment process is normally expressed as COD Removal, measured as a percentage of the
organic matter purified during the cycle. COD will be tested by standard method 410.4. This
method calls for the determination of COD by semi-automated colorimetry. Samples are heated
in an oven or block digester in the presence of dichromate at 150°C. After two hours, the tubes
are removed from the oven or digester, cooled, and measured spectrophotometrically at 600
nm.10
8.3 Optimization of Model There are several factors that could be optimized with a bench scale model, and several
that are set quantities based on the feed stream provided. Table 10 specifies whether a variable
can be optimized.
Table 10: Bench Scale Optimization Variables
Variable to be optimized
Ability to Optimize
without
pretreatment
The composition of waste being
digested
No
The solids concentration for good
digestion
Yes
The temperature of digestion Yes
The presence of toxic materials No
The pH and alkalinity No
The hydraulic retention time Yes
The solids retention time Yes
The ratio of food to microorganisms Yes
The rate end products of digestion
are removed
Yes
The effects of change on the digester takes several weeks; thus the team will only
optimize a few of these variables due to time constraints. Which variable the team will be
optimizing will be determined during the building process of the digester.

20
9. Project Management
9.1 Team Description
The team consists of four senior engineering students at Calvin College: three students
pursuing degrees in a civil/environmental concentration and one student pursuing a degree in a
chemical engineering. A faculty advisor, Professor David B. Wunder, Ph.D., P.E., DEE, was
assigned to the team to oversee the design process.
9.2 Schedule
The team met every Monday evening to collaborate on weekly goals and to make
necessary major decisions. The team also met every Thursday morning with Dr. Wunder to
review weekly progress and to consult him regarding potential feasibility issues. The teams
design progress can be found in the Work Breakdown Schedule in Appendix B: Work Breakdown
Schedule.
10. Future Work to Be Completed The team will do work in the future on several topics. The first is to look into the
potential nutrient recovery of phosphorus from the digester. This would include a possible
method to both capture the phosphorus for selling or just the elimination of it from the recycling
water. This would also include the need of the stream to be recycled through the plant
completely or if it could be introduced at a different point in the process. To accompany the
analysis of the recycle stream, a more in depth analysis of the effects of the recycle stream on the
plant will be done. The next item that the team would like to provide with the final project is an
analysis of the control systems needed for the additional units that will be needed for the
anaerobic digestion process. This would include the temperature, pH, and valve control for the
systems. The team hopes to provide a detailed analysis of the bench scale model including the
values for potential methane production, an improved bench scale model, and optimal conditions
for the influent. The final thing that the team will provide in the final report is a site layout for
CWP with the anaerobic process included.
Acknowledgements The team would like to thank Dr. David B. Wunder (Ph.D., P.E.), Professor at Calvin
College for serving as a team advisor and providing valuable information throughout the
semester. Myron Erickson (P.E.), superintendent at City of Wyoming CWP and Aaron Vis,
Project Manager of GRVBA have been active participants in our work. The team appreciates
their timely response to team requests and showing guidance. Finally, the team would like to
thank our industrial consultants, Jim Flamming (P.E.) and David Filipiak (CHMM) from
Fishbeck, Thomson, Carr and Huber, Inc. (FTC&H) have assisted the team in the design process
and evaluating alternatives.

21
References 1 Clean Water Act, §503.1(a)(1) , page 2.
<http://yosemite.epa.gov/r10/water.nsf/NPDES%2BPermits/Sewage%2BS825/$FILE/50
3-032007.pdf> 2 Clean Water Act, §503.8 (b)(1)-(b)(4), page 4. 3 Business Operating Plan, GVRBA 2009 4 Kleiven, Harald. Cambi; Recycling Energy. Norway: n.p., 2010. Print. 5 United States. Water Environment Federation. Laboratory Evaluation of Thermophilic-
Anaerobic Digestion to Produce Class A Biosolids. By Michael Aitken, Glenn Walters,
Phillip Crunk, John Willis, Joseph Farrell, Perry Schafer, Cliff Arnett, and Billy Turner.
7th ed. Vol. 77. Stockholm: Water Environment Research, 2005. Print. 6 Clean Water Act, Part 503, section (a)(3)(ii)(D), page 20 7 United States. Water Environment Federation. Laboratory Evaluation of Thermophilic-
Anaerobic Digestion to Produce Class A Biosolids. By Michael Aitken, Glenn Walters,
Phillip Crunk, John Willis, Joseph Farrell, Perry Schafer, Cliff Arnett, and Billy Turner.
7th ed. Vol. 77. Stockholm: Water Environment Research, 2005. Print. 8 United States. Environmental Monitoring Systems Laboratory. Office of Research and
Development. Chemical Oxygen Demand: [test] Method 410.4. By James O'Dell.
Cincinnati, OH: U.S. Environmental Protection Agency, 2001. Web.
<http://water.epa.gov/scitech/methods/cwa/bioindicators/upload/2007_07_10_methods_ 9 United States. Environmental Protection Agency. Office of Water. U.S. Environmental
Protection Agency. By Engineering and Analysis Division. N.p., 2001. Web.
<http://water.epa.gov/scitech/methods/cwa/bioindicators/upload/2008_11_25_methods_
method_biological_1684-bio.pdf>. 10 Eastern Research Group, Inc. Protocol for Quantifying and Reporting the Performance of
Anaerobic Digestion Systems for Livestock Manures. Rep. Lexington: n.p., 2011. U.S.
Environmental Protection Agency, 2011. Web.

22
Bibliography
Abbasi, Tasneem, and Tauseef Abbasi. "Anaerobic Digestion for Global Warming Control and
Energy Generation—An Overview." Centre for Pollution Control and Environmental
Engineering 16 (2012): 3228-242. Elsevier. Web.
Arnett, Clifford, Joseph Farrell, Daniel Hull, Steven Krugel, Billy Turner, Warren Uhte, and
John Willis. Biosolids Flow-Through Thermiphilic Treatment Process. Columbus Water
Works, assignee. Patent US 2004/0011718 A1. 22 Jan. 2004. Print.
Asada, Lucia, Gilberto Sundefeld, Carlos Alvarez, and Sidney Seckler. "Water Treatment Plant
Sludge Discharge to Wastewater Treatment Works." Water Environment Research 82.5
(2010): 392-400. Print. Badger Laboratories and Engineering. 2008. Quality Assurance Manual.
Camp Dresser & McKee Inc. Charting the Future of Biosolids Management: Final Report. Rep.
N.p.: Water Environment Research, 2011. Print. Digestion Systems for Livestock Manures. USDA.
Eastern Research Group, Inc. Protocol for Quantifying and Reporting the Performance of
Anaerobic Digestion Systems for Livestock Manures. Rep. Lexington: n.p., 2011. U.S.
Environmental Protection Agency, 2011. Web.
Environmental Research Information Center. Technology Transfer. Sludge Treatment and
Disposal. Cincinnati, OH: Environmental Protection Agency, Environmental Research
Information Center, Technology Transfer, 1978. Print.
EPA "Opportunities for Combined Heat and Power at Wastewater Treatment Facilities: Market
Analysis and Lessons from the Field." U.S. Environmental Protection Agency: Combined
Heat and Power Partnership (2011). Web. 14 Dec. 2013.
<http://www.epa.gov/chp/documents/wwtf_opportunities.pdf>.
Goldstein, Jerome. "Around the World with Anaerobic Digestion." Biocycle Energy 44.4 (2003):
78-81. Print.
Greer, Diane. "Funding Anaerobic Digestion Facilities." BioCycle Energy 52.3 (2011): 70-73.
Print.
Greer, Diane. "Vermont Builds Anaerobic Digestion Capacity." BioCycle Energy 52.10 (2011):
38-41. Print.
Informa Economics. National Market Value of Anaerobic Digestor Products. Rep. Innovation
Center for US Dairy, Feb. 2013. Web.
Khalid, Azeem, Muhammad Arshad, Muzammil Anjum, Tariq Mahmood, and Lorna Dawson.
"The Anaerobic Digestion of Solid Organic Waste." Waste Management 31.8 (2011):
1737-744. Print.
Kleiven, Harald. Cambi; Recycling Energy. Norway: n.p., 2010. Print.
Kopp, Ewert. "New Processes for the Improvement of Sludge Digestion and Sludge
Dewatering." Influence of Surface Charge and Exopolysaccharides on the Conditioning
Characteristics of Sewage Sludges. Ed. Hamburg Lengede. Vol. 5. N.p.: Springer, 1998.
N. pag. Print.
Mancl, Karen. Wastewater Treatment Principles and Regulations. Ohio State University, n.d.
Web. 13 Nov. 2013. <http://ohioline.osu.edu/aex-fact/0768.html>
Martin, J. 2007. A Protocol for Quantifying and Reporting the Performance of Anaerobic

23
Meringa, Joshua. "Grandville's Clean Water Plant: First of its Kind in Michigan." the review Jan.
2013: 27-30. Web. 14 Dec. 2013. <http://www.mml.org/thereview/review-
janfeb2013/offline/download.pdf>.
Panter, Keith, and David Auty. "Thermal Hydrolysis, Anaerobic Digestion and Dewatering of
Sewage Sludge as a Best First Step in Sludge Strategy: Full Scale Examples in Large
Projects in the UK and Strategic Study including Cost and Carbon Footprint." (n.d.): n.
pag. Print.
Pauley, Keith. Mid-Atlantic Technology, Research and Innovation Center. Rep. MARTIC
Research, 23 Mar. 2010. Web.
<http://depts.washington.edu/cpac/Activities/Meetings/Satellite/2010/Thursday/Pauley%
20Biomass%20Gasification%20presentation.pdf>.
United States. Environmental Monitoring Systems Laboratory. Office of Research and
Development. Chemical Oxygen Demand: [test] Method 410.4. By James O'Dell.
Cincinnati, OH: U.S. Environmental Protection Agency, 2001. Web.
<http://water.epa.gov/scitech/methods/cwa/bioindicators/upload/2007_07_10_methods_
method_410_4.pdf>.
United States. Environmental Protection Agency. Office of Water. U.S. Environmental
Protection Agency. By Engineering and Analysis Division. N.p., 2001. Web.
<http://water.epa.gov/scitech/methods/cwa/bioindicators/upload/2008_11_25_methods_
method_biological_1684-bio.pdf>.
United States. Massachusetts Department of Environmental Protection. Tapping the Energy
Potential of Municipal Wastewater Treatment: Anaerobic Digestion and Combined Heat
and Power in Massachusetts. By Shutsu Wong. Massachusetts: n.p., 2011. Print.
United States. Water Environment Federation. Laboratory Evaluation of Thermophilic-
Anaerobic Digestion to Produce Class A Biosolids. By Michael Aitken, Glenn Walters,
Phillip Crunk, John Willis, Joseph Farrell, Perry Schafer, Cliff Arnett, and Billy Turner.
7th ed. Vol. 77. Stockholm: Water Environment Research, 2005. Print.
Wilkinson, Kevin. "Development of On-Farm Anaerobic Digestion." BioCycle Global Jan. 2011:
49-50. BioCycle Global. Web.
Wills, John, and Perry Schafer. Advances in Thermophilic Anaerobic Digestion. Rep. no. 1114.
Rancho Cordova: Brown and Caldwell, n.d. Print.

24
Appendix A: List of Design Projects Considered
Customer: City of Wyoming
Problem to be solved: Optimization of Design of Odorous Air Filter
Key Constraints: Currently communicating with City of Wyoming for this information
Engineering Disciplines: Chemical and Environmental
Primary Tasks: TBD
Customer: City of Wyoming or Grand Valley
Problem to be solved: Design of Pilot Plant Anaerobic Bio-digester
Key Constraints: Currently communicating with City of Wyoming for this information
Engineering Disciplines: Chemical and Environmental
Primary Tasks: TBD
Customer: WERC
Problem to be solved: Greenhouse Gas Emission from an Open Pit Copper Mine
Key Constraints: WERC has yet to publish competition specs
Engineering Disciplines: Chemical and Environmental
Primary Task: TBD

25
Appendix B: Work Breakdown Schedule
Task Name Start Finish Actual Finish Resource Names
Gantt Chart Thu 9/26/13 Thu 12/19/13 Thu 12/19/13
Define Scope and Objectives Thu 9/26/13 Thu 10/3/13 Thu 10/3/13 Team
Background of Project (Introduction) Thu 9/26/13 Thu 10/17/13 Thu 10/17/13 Andrew
Flows and Loads Tech Memo Thu 10/10/13 Fri 11/8/13 Fri 11/8/13 Katie
Determine Operating Capacity Mon 10/14/13 Thu 11/7/13 Thu 11/7/13 Katie
Analytical Methods Tech Memo Fri 10/11/13 Fri 11/29/13 Fri 11/29/13 Rachel
Solids Management Alternatives Tech Memo Thu 9/26/13 Mon 12/2/13 Thu 12/19/13 Eyosias
Stabilization Thu 10/3/13 Mon 12/2/13 Thu 12/19/13 Andrew
Chemical Thu 10/3/13 Fri 10/11/13 Thu 12/19/13
Wet Chemical Thu 10/3/13 Thu 12/19/13 Thu 12/19/13 Katie
Lime Stabilization Thu 10/3/13 Thu 12/19/13 Thu 12/19/13 Rachel
Time and Temp Thu 10/3/13 Thu 10/17/13 Thu 10/17/13 Andrew
Biological Thu 10/3/13 Thu 10/24/13 Thu 10/24/13 Team
Aerobic Digestion Thu 10/3/13 Fri 10/11/13 Fri 10/11/13 Team
Anaerobic Thu 10/3/13 Thu 10/24/13 Thu 10/24/13 Andrew
TPAD Thu 10/3/13 Wed 10/16/13 Wed 10/16/13 Eyosias, Andrew
Thermophilic Thu 10/3/13 Wed 10/16/13 Wed 10/16/13 Andrew, Eyosias
Mesophilic Thu 10/3/13 Wed 10/16/13 Wed 10/16/13 Andrew, Eyosias
Dewatering Thu 9/26/13 Thu 10/17/13 Thu 10/17/13 Rachel
Thickening Thu 10/3/13 Thu 10/31/13 Thu 10/31/13 Eyosias
Government Regulations Mon 11/4/13 Mon 12/9/13 Mon 12/9/13 Katie
Major Components of Digester Thu 10/17/13 Thu 11/14/13 Thu 11/14/13 Team
Mixing method Thu 10/17/13 Wed 10/23/13 Wed 10/23/13 Team
Reactor Type Thu 10/17/13 Thu 11/7/13 Thu 11/7/13 Team
Heating Method Thu 10/24/13 Thu 10/31/13 Thu 10/31/13 Team
Complete Process Flow Diagram Thu 10/10/13 Fri 11/29/13 Fri 11/29/13 Eyosias
Optimization of Biodigester Design Fri 11/1/13 Tue 12/3/13 Tue 12/3/13 Rachel
PPFS 1st Draft Thu 9/26/13 Thu 11/28/13 Thu 11/28/13 Team
PPFS Editing Fri 11/22/13 Sat 12/14/13 Sat 12/14/13 Team
26
Appendix C: Formatted Selections from Clean Water Act
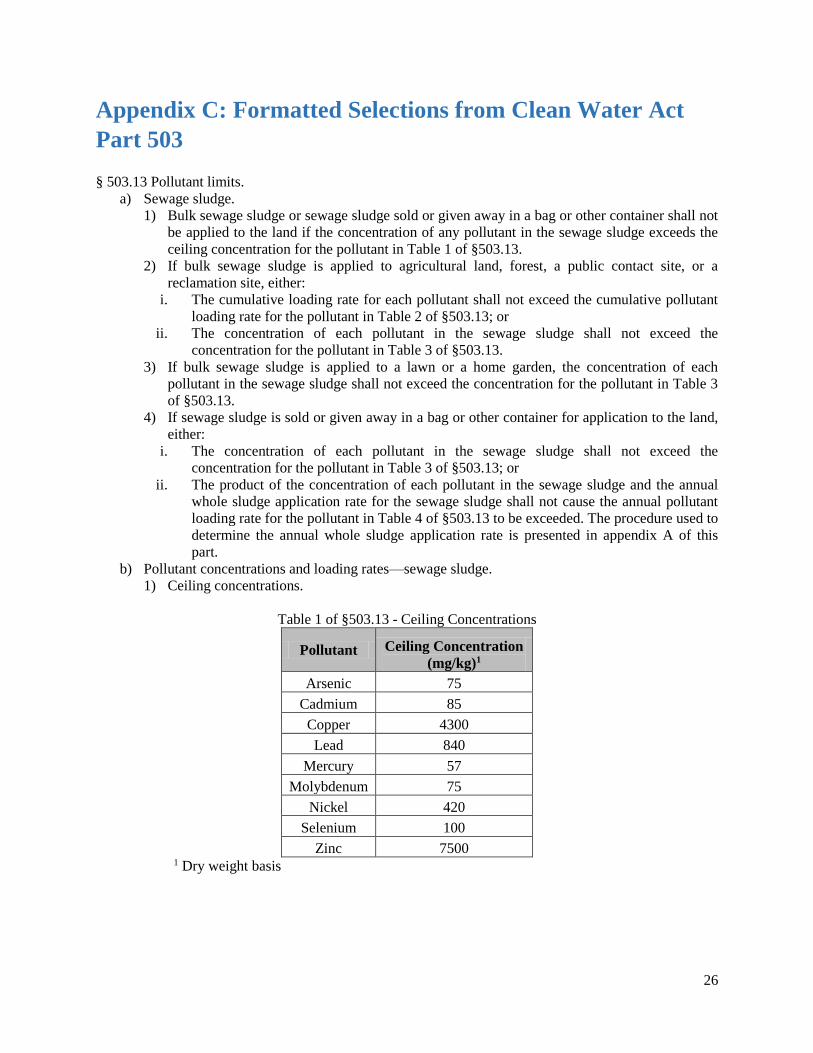
Part 503 § 503.13 Pollutant limits.
a) Sewage sludge.
1) Bulk sewage sludge or sewage sludge sold or given away in a bag or other container shall not
be applied to the land if the concentration of any pollutant in the sewage sludge exceeds the
ceiling concentration for the pollutant in Table 1 of §503.13.
2) If bulk sewage sludge is applied to agricultural land, forest, a public contact site, or a
reclamation site, either:
i. The cumulative loading rate for each pollutant shall not exceed the cumulative pollutant
loading rate for the pollutant in Table 2 of §503.13; or
ii. The concentration of each pollutant in the sewage sludge shall not exceed the
concentration for the pollutant in Table 3 of §503.13.
3) If bulk sewage sludge is applied to a lawn or a home garden, the concentration of each
pollutant in the sewage sludge shall not exceed the concentration for the pollutant in Table 3
of §503.13.
4) If sewage sludge is sold or given away in a bag or other container for application to the land,
either:
i. The concentration of each pollutant in the sewage sludge shall not exceed the
concentration for the pollutant in Table 3 of §503.13; or
ii. The product of the concentration of each pollutant in the sewage sludge and the annual
whole sludge application rate for the sewage sludge shall not cause the annual pollutant
loading rate for the pollutant in Table 4 of §503.13 to be exceeded. The procedure used to
determine the annual whole sludge application rate is presented in appendix A of this
part.
b) Pollutant concentrations and loading rates—sewage sludge.
1) Ceiling concentrations.
Table 1 of §503.13 - Ceiling Concentrations
Pollutant Ceiling Concentration
(mg/kg)1
Arsenic 75
Cadmium 85
Copper 4300
Lead 840
Mercury 57
Molybdenum 75
Nickel 420
Selenium 100
Zinc 7500 1 Dry weight basis

27
2) Cumulative pollutant loading rates
Table 2 of §503.13 - Cumulative Pollutant Loading Rates
Pollutant
Cumulative pollutant
loading rate
(kg / hectare)
Arsenic 41
Cadmium 39
Copper 1500
Lead 300
Mercury 17
Nickel 420
Selenium 100
Zinc 2800
3) Pollutant concentrations
Table 12 of §503.13 - Pollutant Concentrations
Pollutant
Monthly average
concentration
(mg/kg)1
Arsenic 41
Cadmium 39
Copper 1500
Lead 300
Mercury 173
Nickel 420
Selenium 100
Zinc 2800 1 Dry weight basis
4) Annual pollutant loading rates
Table 13 of §503.13 - Annual Pollutant Loading Rates

28
Pollutant
Annual pollutant
loading rate
(kg / hectare / 365 day
period)
Arsenic 2
Cadmium 1.9
Copper 75
Lead 15
Mercury 0.85
Nickel 21
Selenium 5
Zinc 140
c) Domestic septage. The annual application rate for domestic septage applied to agricultural land,
forest, or a reclamation site shall not exceed the annual application rate calculated using equation
(1).
𝐴𝐴𝑅 =𝑁
0.0026 Eq. (1)
Where:
AAR = Annual Application rate in gallons per acre per 365 day period.
N = amount of nitrogen in pounds per acre per 365 day period needed by the crop or vegetation
grown on the land.
[58 FR 9387, Feb. 19, 1993, as amended at 58 FR 9099, Feb. 25, 1994; 60 FR 54769, Oct. 25, 1995]
§ 503.32 Pathogens.
a) Sewage sludge—Class A.
1) The requirement in §503.32(a)(2) and the requirements in either §503.32(a)(3), (a)(4), (a)(5),
(a)(6), (a)(7), or (a)(8) shall be met for a sewage sludge to be classified Class A with respect
to pathogens.
2) The Class A pathogen requirements in §503.32 (a)(3) through (a)(8) shall be met either prior
to meeting or at the same time the vector attraction reduction requirements in §503.33, except
the vector attraction reduction requirements in §503.33 (b)(6) through (b)(8), are met.
3) Class A—Alternative 1.
i. Either the density of fecal coliform in the sewage sludge shall be less than 1000 Most
Probable Number per gram of total solids (dry weight basis), or the density of Salmonella
sp. bacteria in the sewage sludge shall be less than three Most Probable Number per four
grams of total solids (dry weight basis) at the time the sewage sludge is used or disposed;
at the time the sewage sludge is prepared for sale or give away in a bag or other container
for application to the land; or at the time the sewage sludge or material derived from
sewage sludge is prepared to meet the requirements in §503.10 (b), (c), (e), or (f).
ii. The temperature of the sewage sludge that is used or disposed shall be maintained at a
specific value for a period of time.
A. When the percent solids of the sewage sludge is seven percent or higher, the
temperature of the sewage sludge shall be 50 degrees Celsius or higher; the time
period shall be 20 minutes or longer; and the temperature and time period shall be
determined using equation (2), except when small particles of sewage sludge are
heated by either warmed gases or an immiscible liquid.

29
𝐷 =131,700,000
100.1400𝑡 Eq. (2)
Where,
D=time in days.
t=temperature in degrees Celsius.
B. When the percent solids of the sewage sludge is seven percent or higher and small
particles of sewage sludge are heated by either warmed gases or an immiscible liquid,
the temperature of the sewage sludge shall be 50 degrees Celsius or higher; the time
period shall be 15 seconds or longer; and the temperature and time period shall be
determined using equation (2).
C. When the percent solids of the sewage sludge is less than seven percent and the time
period is at least 15 seconds, but less than 30 minutes, the temperature and time
period shall be determined using equation (2).
D. When the percent solids of the sewage sludge is less than seven percent; the
temperature of the sewage sludge is 50 degrees Celsius or higher; and the time period
is 30 minutes or longer, the temperature and time period shall be determined using
equation (3).
𝐷 =50,070,000
100.1400𝑡 Eq. (3)
Where,
D=time in days.
t=temperature in degrees Celsius.
4) Class A—Alternative 2.
i. Either the density of fecal coliform in the sewage sludge shall be less than 1000 Most
Probable Number per gram of total solids (dry weight basis), or the density of Salmonella
sp. bacteria in the sewage sludge shall be less than three Most Probable Number per four
grams of total solids (dry weight basis) at the time the sewage sludge is used or disposed;
at the time the sewage sludge is prepared for sale or give away in a bag or other container
for application to the land; or at the time the sewage sludge or material derived from
sewage sludge is prepared to meet the requirements in §503.10 (b), (c), (e), or (f).
ii.
A. The pH of the sewage sludge that is used or disposed shall be raised to above 12 and
shall remain above 12 for 72 hours.
B. The temperature of the sewage sludge shall be above 52 degrees Celsius for 12 hours
or longer during the period that the pH of the sewage sludge is above 12.
C. At the end of the 72 hour period during which the pH of the sewage sludge is above
12, the sewage sludge shall be air dried to achieve a percent solids in the sewage
sludge greater than 50 percent.
5) Class A—Alternative 3.
i. Either the density of fecal coliform in the sewage sludge shall be less than 1000 Most
Probable Number per gram of total solids (dry weight basis), or the density of Salmonella
sp. bacteria in sewage sludge shall be less than three Most Probable Number per four
grams of total solids (dry weight basis) at the time the sewage sludge is used or disposed;
at the time the sewage sludge is prepared for sale or give away in a bag or other container
for application to the land; or at the time the sewage sludge or material derived from
sewage sludge is prepared to meet the requirements in §503.10 (b), (c), (e), or (f).
ii.
A. The sewage sludge shall be analyzed prior to pathogen treatment to determine
whether the sewage sludge contains enteric viruses.

30
B. When the density of enteric viruses in the sewage sludge prior to pathogen treatment
is less than one Plaque-forming Unit per four grams of total solids (dry weight basis),
the sewage sludge is Class A with respect to enteric viruses until the next monitoring
episode for the sewage sludge.
C. When the density of enteric viruses in the sewage sludge prior to pathogen treatment
is equal to or greater than one Plaque-forming Unit per four grams of total solids (dry
weight basis), the sewage sludge is Class A with respect to enteric viruses when the
density of enteric viruses in the sewage sludge after pathogen treatment is less than
one Plaque-forming Unit per four grams of total solids (dry weight basis) and when
the values or ranges of values for the operating parameters for the pathogen treatment
process that produces the sewage sludge that meets the enteric virus density
requirement are documented.
D. After the enteric virus reduction in paragraph (a)(5)(ii)(C) of this section is
demonstrated for the pathogen treatment process, the sewage sludge continues to be
Class A with respect to enteric viruses when the values for the pathogen treatment
process operating parameters are consistent with the values or ranges of values
documented in paragraph (a)(5)(ii)(C) of this section.
iii.
A. The sewage sludge shall be analyzed prior to pathogen treatment to determine
whether the sewage sludge contains viable helminth ova.
B. When the density of viable helminth ova in the sewage sludge prior to pathogen
treatment is less than one per four grams of total solids (dry weight basis), the sewage
sludge is Class A with respect to viable helminth ova until the next monitoring
episode for the sewage sludge.
C. When the density of viable helminth ova in the sewage sludge prior to pathogen
treatment is equal to or greater than one per four grams of total solids (dry weight
basis), the sewage sludge is Class A with respect to viable helminth ova when the
density of viable helminth ova in the sewage sludge after pathogen treatment is less
than one per four grams of total solids (dry weight basis) and when the values or
ranges of values for the operating parameters for the pathogen treatment process that
produces the sewage sludge that meets the viable helminth ova density requirement
are documented
D. After the viable helminth ova reduction in paragraph (a)(5)(iii)(C) of this section is
demonstrated for the pathogen treatment process, the sewage sludge continues to be
Class A with respect to viable helminth ova when the values for the pathogen
treatment process operating parameters are consistent with the values or ranges of
values documented in paragraph (a)(5)(iii)(C) of this section.
6) Class A—Alternative 4.
i. Either the density of fecal coliform in the sewage sludge shall be less than 1000 Most
Probable Number per gram of total solids (dry weight basis), or the density of Salmonella
sp. bacteria in the sewage sludge shall be less than three Most Probable Number per four
grams of total solids (dry weight basis) at the time the sewage sludge is used or disposed;
at the time the sewage sludge is prepared for sale or give away in a bag or other container
for application to the land; or at the time the sewage sludge or material derived from
sewage sludge is prepared to meet the requirements in §503.10 (b), (c), (e), or (f).
ii. The density of enteric viruses in the sewage sludge shall be less than one Plaque-forming
Unit per four grams of total solids (dry weight basis) at the time the sewage sludge is
used or disposed; at the time the sewage sludge is prepared for sale or give away in a bag
or other container for application to the land; or at the time the sewage sludge or material
derived from sewage sludge is prepared to meet the requirements in §503.10 (b), (c), (e),
or (f), unless otherwise specified by the permitting authority.

31
iii. The density of viable helminth ova in the sewage sludge shall be less than one per four
grams of total solids (dry weight basis) at the time the sewage sludge is used or disposed;
at the time the sewage sludge is prepared for sale or give away in a bag or other container
for application to the land; or at the time the sewage sludge or material derived from
sewage sludge is prepared to meet the requirements in §503.10 (b), (c), (e), or (f), unless
otherwise specified by the permitting authority.
7) Class A—Alternative 5.
i. Either the density of fecal coliform in the sewage sludge shall be less than 1000 Most
Probable Number per gram of total solids (dry weight basis), or the density of
Salmonella, sp. bacteria in the sewage sludge shall be less than three Most Probable
Number per four grams of total solids (dry weight basis) at the time the sewage sludge is
used or disposed; at the time the sewage sludge is prepared for sale or given away in a
bag or other container for application to the land; or at the time the sewage sludge or
material derived from sewage sludge is prepared to meet the requirements in §503.10(b),
(c), (e), or (f).
ii. Sewage sludge that is used or disposed shall be treated in one of the Processes to Further
Reduce Pathogens described in appendix B of this part.
8) Class A—Alternative 6.
i. Either the density of fecal coliform in the sewage sludge shall be less than 1000 Most
Probable Number per gram of total solids (dry weight basis), or the density of
Salmonella, sp. bacteria in the sewage sludge shall be less than three Most Probable
Number per four grams of total solids (dry weight basis) at the time the sewage sludge is
used or disposed; at the time the sewage sludge is prepared for sale or given away in a
bag or other container for application to the land; or at the time the sewage sludge or
material derived from sewage sludge is prepared to meet the requirements in §503.10(b),
(c), (e), or (f).
ii. Sewage sludge that is used or disposed shall be treated in a process that is equivalent to a
Process to Further Reduce Pathogens, as determined by the permitting authority.
b) Sewage sludge—Class B.
1)
i. The requirements in either §503.32(b)(2), (b)(3), or (b)(4) shall be met for a sewage
sludge to be classified Class B with respect to pathogens.
ii. The site restrictions in §503.32(b)(5) shall be met when sewage sludge that meets the
Class B pathogen requirements in §503.32(b)(2), (b)(3), or (b)(4) is applied to the
land.
2) Class B—Alternative 1.
i. Seven representative samples of the sewage sludge that is used or disposed shall be
collected.
ii. The geometric mean of the density of fecal coliform in the samples collected in paragraph
(b)(2)(i) of this section shall be less than either 2,000,000 Most Probable Number per
gram of total solids (dry weight basis) or 2,000,000 Colony Forming Units per gram of
total solids (dry weight basis).
3) Class B—Alternative 2. Sewage sludge that is used or disposed shall be treated in one of the
Processes to Significantly Reduce Pathogens described in appendix B of this part.
4) Class B—Alternative 3. Sewage sludge that is used or disposed shall be treated in a process
that is equivalent to a Process to Significantly Reduce Pathogens, as determined by the
permitting authority.
5) Site restrictions.
i. Food crops with harvested parts that touch the sewage sludge/soil mixture and are totally
above the land surface shall not be harvested for 14 months after application of sewage
sludge.

32
ii. Food crops with harvested parts below the surface of the land shall not be harvested for
20 months after application of sewage sludge when the sewage sludge remains on the
land surface for four months or longer prior to incorporation into the soil.
iii. Food crops with harvested parts below the surface of the land shall not be harvested for
38 months after application of sewage sludge when the sewage sludge remains on the
land surface for less than four months prior to incorporation into the soil.
iv. Food crops, feed crops, and fiber crops shall not be harvested for 30 days after
application of sewage sludge
v. Animals shall not be grazed on the land for 30 days after application of sewage sludge.
vi. Turf grown on land where sewage sludge is applied shall not be harvested for one year
after application of the sewage sludge when the harvested turf is placed on either land
with a high potential for public exposure or a lawn, unless otherwise specified by the
permitting authority.
vii. Public access to land with a high potential for public exposure shall be restricted for one
year after application of sewage sludge.
viii. Public access to land with a low potential for public exposure shall be restricted for 30
days after application of sewage sludge.
c) Domestic septage.
1) The site restrictions in §503.32(b)(5) shall be met when domestic septage is applied to
agricultural land, forest, or a reclamation site; or
2) The pH of domestic septage applied to agricultural land, forest, or a reclamation site shall be
raised to 12 or higher by alkali addition and, without the addition of more alkali, shall remain
at 12 or higher for 30 minutes and the site restrictions in §503.32 (b)(5)(i) through (b)(5)(iv)
shall be met. [58 FR 9387, Feb. 19, 1993, as amended at 64 FR 42571, Aug. 4, 1999] §
503.33 Vector attraction reduction.
§ 503.33 Vector attraction reduction
a)
1) One of the vector attraction reduction requirements in §503.33 (b)(1) through (b)(10) shall be
met when bulk sewage sludge is applied to agricultural land, forest, a public contact site, or a
reclamation site.
2) One of the vector attraction reduction requirements in §503.33 (b)(1) through (b)(8) shall be
met when bulk sewage sludge is applied to a lawn or a home garden.
3) One of the vector attraction reduction requirements in §503.33 (b)(1) through (b)(8) shall be
met when sewage sludge is sold or given away in a bag or other container for application to
the land.
4) One of the vector attraction reduction requirements in §503.33 (b)(1) through (b)(11) shall be
met when sewage sludge (other than domestic septage) is placed on an active sewage sludge
unit.
5) One of the vector attraction reduction requirements in §503.33 (b)(9), (b)(10), or (b)(12) shall
be met when domestic septage is applied to agricultural land, forest, or a reclamation site and
one of the vector attraction reduction requirements in §503.33 (b)(9) through (b)(12) shall be
met when domestic septage is placed on an active sewage sludge unit.
b)
1) The mass of volatile solids in the sewage sludge shall be reduced by a minimum of 38 percent
(see calculation procedures in “Environmental Regulations and Technology—Control of
Pathogens and Vector Attraction in Sewage Sludge”, EPA–625/R–92/013, 1992, U.S.
Environmental Protection Agency, Cincinnati, Ohio 45268).
2) When the 38 percent volatile solids reduction requirement in §503.33(b)(1) cannot be met for
an anaerobically digested sewage sludge, vector attraction reduction can be demonstrated by
digesting a portion of the previously digested sewage sludge anaerobically in the laboratory

33
in a bench-scale unit for 40 additional days at a temperature between 30 and 37 degrees
Celsius. When at the end of the 40 days, the volatile solids in the sewage sludge at the
beginning of that period is reduced by less than 17 percent, vector attraction reduction is
achieved.
3) When the 38 percent volatile solids reduction requirement in §503.33(b)(1) cannot be met for
an aerobically digested sewage sludge, vector attraction reduction can be demonstrated by
digesting a portion of the previously digested sewage sludge that has a percent solids of two
percent or less aerobically in the laboratory in a bench-scale unit for 30 additional days at 20
degrees Celsius. When at the end of the 30 days, the volatile solids in the sewage sludge at
the beginning of that period is reduced by less than 15 percent, vector attraction reduction is
achieved.
4) The specific oxygen uptake rate (SOUR) for sewage sludge treated in an aerobic process shall
be equal to or less than 1.5 milligrams of oxygen per hour per gram of total solids (dry weight
basis) at a temperature of20 degrees Celsius.
5) Sewage sludge shall be treated in an aerobic process for 14 days or longer. During that time,
the temperature of the sewage sludge shall be higher than 40 degrees Celsius and the average
temperature of the sewage sludge shall be higher than 45 degrees Celsius.
6) The pH of sewage sludge shall be raised to 12 or higher by alkali addition and, without the
addition of more alkali, shall remain at 12 or higher for two hours and then at 11.5 or higher
for an additional 22 hours.
7) The percent solids of sewage sludge that does not contain unstabilized solids generated in a
primary wastewater treatment process shall be equal to or greater than 75 percent based on
the moisture content and total solids prior to mixing with other materials.
8) The percent solids of sewage sludge that contains unstabilized solids generated in a primary
wastewater treatment process shall be equal to or greater than 90 percent based on the
moisture content and total solids prior to mixing with other materials.
9)
i. Sewage sludge shall be injected below the surface of the land.
ii. No significant amount of the sewage sludge shall be present on the land surface within
one hour after thesewage sludge is injected.
iii. When the sewage sludge that is injected below the surface of the land is Class A with
respect to pathogens, the sewage sludge shall be injected below the land surface within
eight hours after being discharged from the pathogen treatment process.
10) i. Sewage sludge applied to the land surface or placed on an active sewage sludge unit shall
be incorporated into the soil within six hours after application to or placement on the
land, unless otherwise specified by the permitting authority.
ii. When sewage sludge that is incorporated into the soil is Class A with respect to
pathogens, the sewage sludge shall be applied to or placed on the land within eight hours
after being discharged from the pathogen treatment process.
11) Sewage sludge placed on an active sewage sludge unit shall be covered with soil or other
material at the end of each operating day.
12) The pH of domestic septage shall be raised to 12 or higher by alkali addition and, without the
addition of more alkali, shall remain at 12 or higher for 30 minutes.
[58 FR 9387, Feb. 19, 1993, as amended at 64 FR 42571, Aug. 4, 1999]

34
Appendix D: Anaerobic Digestion Design Calculations
Anaerobic Digestion Calculation
Thermophilic Design (55 degrees Celsius)
Production Of Methane
Volume flow rate
Residence time
Anaerobic Biomass produced per day
Qwas 100000 gpd
r 10 days
max 0.91
day
Ks 0.3g
L
kd 0.061
day
Y 0.1177lbVSS
lbBOD
TS 0.058
S0 .6805lb
gal
S .5725lb
gal
Px
Y S0 S Qwas
1 kd r794.475 lbpd
VCH4 5.62 S0 S Qwas 1.42Px VCH4 5.436 104
ft
3
day
VCH4m VCH4.02832 1.539 103
m
3
day
metriccost .1dollars
m3
Costp .1VCH4m 153.936dollars
day
Costpyr Costp 364.25 5.607 104
dollars
year

35
Tank Volume
.13368 gallons to ft3
Digester height and radius are equal
.037037 ft3 to yd3
75% will be underground
Vft Qwas r .13368 1.337 105
ft3
Vone
Vft
26.684 10
4 ft
3
rVone
.333
27.618 ft
Vcubicyrd Vone 3 .037037037 7.427 103
yrd3
Costexcavation .75Vcubicyrd 105 5.848 105
dollars