implementation of haccp and iso 22000- 2005 system for
TRANSCRIPT

1
Al-Azhar University-Gaza
Deanship of Postgraduate Studies
Faculty of Science
Master of chemistry
Implementation of HACCP and ISO 22000-
2005 system for white cheese line
Prepared by:
Adli Baraka
Supervisor:
Professor. Nasr Abu Foul
Prof. of food science and technology
Research submitted in Partial Fulfillment of Degree of
Master in Food science of Al- Azhar University
MAY – 2019

i
DECLARATION
I certify that this thesis submitted for the degree of master is the result of
my own research except where otherwise acknowledged, and that this
thesis has not been submitted for a higher degree to any other university or
institution.
Adli Baraka : ……………………
Signature :…………………….
Date :…………………...

ii
ABSTRACT
As a result of increased awareness and demand by consumers to obtain high quality
food security. As a result of the demand to shift from traditional food control, which
was based on sampling of the final product, it was necessary to shift towards qualitative
quality preventive approach or method based on risk analysis and principles Food
Safety Department ISO HACCP AND ISO 22000 in the industry of the most popular
white cheeses and consumption in the Gaza Strip and the objective of the study
application of ISO 22000 in a factory in Gaza Factory Jamal Eden Abu Eita for trade
and industry in Jabalia in all stages of production of receipt of raw materials and The
program was implemented according to the requirements of the international and
Palestinian standards for the analysis of critical risks and break points during the study
period. A comprehensive evaluation of the factory infrastructure was carried out and
developed through the PRPs program. A quality control system was established
according to the requirements of the international standard. Measures that control each
risk and establish a sound system of records to verify all procedures Risk analysis, stop
and critical control starting from the receipt and storage of raw materials, the
pasteurization process and the manufacturing process and the curd formation and
separation of whey for curd and press and cut, packaging, storage and conduct
microbiological, chemical and sensory tests according to the requirements of the special
Palestinian specification industry and for Cheeses and the quality of the final product
and this system has contributed to reducing the numbers microbiological through the
results obtained in the final product compared to the results of the examination before
the application of the system. The study showed that the implementation of the system
of food safety management ISO 22000 and the results of tests that the application of the
system is effective in reducing pollutants in white cheeses, which will significantly
affect the reduction of customer complaints and reduce losses and reference from the
markets and this will increase production.

iii
ABSTRACT
تٌجة لزٌادة الوعً والطلب من لبل المستهلكٌن للحصول على غذاء أمن وذات جودة ن
عالٌة ونتٌجة الطلب ٌجب العمل على التحول من مرالبة الاغذٌة بالطرق التملٌدٌة
والذي كان ٌعتمد على اخذ العٌنات من المنتوج النهائً كان ٌجب التحول نحو اسلوب
على تحلٌل المخاطر وعلى مبادى ادارة سلامه او منهج ولائً نوعً للجودة ٌعتمد
فً صناعة الاجبان البٌضاء الاكثر شعبٌة HACCP AND ISO 22000الغذاء الاٌزو
فً ISO 22000واستهلان فً لطاع غزة والهدف من الدراسة تطبٌك نظام الاٌزو
احدى مصانع غزة مصنع جمال الدٌن ابو عٌطة للتجارة والصناعة فً جبالٌا فً
جمٌع مراحل الانتاج من استلام المواد الخام والعملٌات الصناعٌة حتى خروج المنتوج
النهائً وتم تنفٌذ البرنامج حسب متطلبات المواصفة الدولٌة والفلسطٌنٌة لتحلٌل
لال مدة الدراسة وتم اجراء تمٌم شامل للبنٌة التحتٌة المخاطر ونماط التولف الحردة خ
وتم انشاء نظام جودة حسب PRPsللمصنع والعمل على تطوٌرها من جلال برامج
متطلبات المواصفة الدولٌة وتم انشاء برنامج تحلٌل المخاطر ووضع التدابٌر التً
راءات تحلٌل تتحكم فً كل خطر وانشاء نظام سلٌم لسجلات للتحمك من جمٌع الاج
المخاطر ونماط التولف والرلابة الحرجة والتً تبدا من استلام المواد الخام وتخزٌنها
وعملٌة البسترة وعملٌة التصنٌع والخثرة وفصل الشرش عن الخثرة واجراء
الفحوصات المٌكروبٌولوجً والكٌمٌائٌة والفزٌائٌة حسب متطلبات المواصفات
جبان وجودة المنتوج النهائً وهذا النظام ساهم فً الفلسطٌنٌة الخاصة بصناعه الا
تخفٌض الاعداد المٌكروبٌولوجً من خلال النتائج المتحصل علٌها فً المنتوج
النهائً ممارنه بنتائج الفحص لبل تطبٌك النظام . اظهرت الدراسة ان تطبٌك نظام
ال فً خفض ونتائج الفحوصات بان تطبٌك النظام فع ISO 22000ادارة سلامة الغذاء
الملوثات فً الاجبان البٌضاء مما سٌؤثر بشكل كبٌر على تملٌل شكاوي الزبائن
اق وهذا سٌؤدي الى زٌادة الانتاج.وتملٌل الفالد والمرجع من الاسو

iv
ACKNOWLEDGEMENTS
All thanks to my first supervisor, who did not give up advice, professional and personal
assistance, guidance and support. I would also like to thank the Abu Aita factory for
allowing me to complete this study at the cheese factory.
I would also like to thank anyone else who helped me throughout this study.

v
CONTENTS DECLARATION ............................................................................................................. i
ABSTRACT .................................................................................................................. iii
ACKNOWLEDGEMENTS ..............................................................................................iv
CONTENTS ................................................................................................................... v
LIST OF FIGURES ....................................................................................................... viii
LIST OF TABLES .......................................................................................................... ix
LIST OF ABBREVIATIONS ........................................................................................... x
CHAPTER 1 ................................................................................................................... 1
INTRODUCTION ........................................................................................................... 1
INTRODUCTION ........................................................................................................... 2
CHAPTER 2 ................................................................................................................... 7
LITERATURE REVIEW ................................................................................................. 7
LITERATURE REVIEW ................................................................................................. 8
2.1 Background ............................................................................................................... 8
2.2 ISO 22000: 2005 ........................................................................................................ 9
2.1.1 Structure of the ISO 22000: 2005 ......................................................................... 11
2.1.2 History of ISO and ISO 22000 ............................................................................. 11
2.1.3 ISO 22000 Fundamentals .................................................................................... 12
2.1.4 Benefits of ISO 22000 ........................................................................................ 15
2.5 Quality Control ........................................................................................................ 18
2.6 Process control and management tools ....................................................................... 19
2.6.1 Process control .................................................................................................. 19
2.6.3 Risk analysis ..................................................................................................... 20
2.6.4 Issues and Concerns of Food safety; ..................................................................... 20
2.7 Background to white cheese manufacturing process ..................................................... 21
2.7.1 Monitoring the Process plant ............................................................................... 21
2.7.2 Processing......................................................................................................... 22
2.7.3 Heat Treatment .................................................................................................. 23
2.7.4 Packing ............................................................................................................ 24
2.7.5 Contamination during packaging......................................................................... 24
2.7.6 Chill storage ...................................................................................................... 24
2.7.7 Distribution ....................................................................................................... 24

vi
2.8 Food safety in Gaza .................................................................................................. 25
CHATER3 ................................................................................................................... 26
METHODOLOGY ........................................................................................................ 26
METHODOLOGY ........................................................................................................ 27
3. Food safety management system .............................................................................. 27
3.1.2 Resources management ...................................................................................... 27
3.2 Management Review ............................................................................................... 27
3.3 management responsibility ....................................................................................... 28
3.4 planning and realization of a safe products ................................................................. 28
3.5 validation , verification , and improvement of the food safety management system ......... 28
3.6 Food safety group appointment . ................................................................................ 28
3.7 product characteristics ............................................................................................. 29
3.8 intended use of the product . ...................................................................................... 29
3.9 construct a product flow diagram . ............................................................................. 29
3.11 List all hazards associated with each step in the process and list all measures that will
control the hazards . ....................................................................................................... 29
3.12 Determine the critical control points ( CCPs ) . .......................................................... 30
3.13 Establish target levels and tolerances for each CCP.................................................... 30
3.14 Establish a monitoring system for each CCP and OPRP . ............................................ 30
3.15 Establish corrective action plans . ............................................................................. 30
3.16 Establish verification and review procedures verification ............................................ 31
3.17 Establish record keeping and documentation . ............................................................ 31
3.18 Records . ............................................................................................................... 32
3.19 Training . .............................................................................................................. 33
3.20 Materials: ............................................................................................................. 33
3.20.1 Sampling......................................................................................................... 33
3.20.2 Physical Analytical. ......................................................................................... 33
3.20.3 Chemical Analytical . ...................................................................................... 33
3.20.4 Microbiological analyses................................................................................... 33
3.21 Prerequisite Programs PRPs. .................................................................................... 34
3.22 Programs Operational Prerequisite. ........................................................................... 35
CHAPTER 4 ................................................................................................................. 36
RESULTS AND DISCUSSION ...................................................................................... 36

vii
4.1 Implementation step of the ISO 22000 standard ........................................................... 37
4.1.1 Listing the Prerequisite Programs (PRPs) .............................................................. 37
4.1.2 Conducting a hazard analysis .............................................................................. 42
4.2 white cheese description and its intended use ............................................................... 44
4.2.1 Product description ............................................................................................ 45
4.3 list of product ingredients and incoming materials ........................................................ 45
4.4 Risk assessment methodology, and the selection and evaluation of control measures. ...... 45
4.5 Tree diagram for CCP determination (Decision tree) .................................................... 46
4.6 Process flow diagram;( white cheese) ................. 56
................................................................................................................................... 57
4.6 Verifying the accuracy of the process flow diagram ..................................................... 58
4.10 Monitoring system of CCPs and corrective measures .................................................. 64
4.11 Evaluation of the sensory evaluation, chemical and microbiological white cheese quality
before and after HACCP implementation. (final products) .................................................. 65
CHAPTER 5 ................................................................................................................. 66
CONCLUSIONS AND .................................................................................................. 66
RECOMMENDATION ................................................................................................. 66
CONCLUSIONS AND RECOMMENDATION ............................................................... 67
5-1 CONCLUSIONS ..................................................................................................... 67
5.2 Recommendations .................................................................................................... 70
REFERENCES ............................................................................................................. 74
APPENDIX .................................................................................................................. 83

viii
LIST OF FIGURES Fig 1: Decision tree …48
Fig 2: Raw materials of white cheese …49
Fig 3: Process flow diagram …57

ix
LIST OF TABLES
Table 1: Suggested standards for dairy equipment sufaces prior …22
Table 2. Microbiological criteria for white cheese …33
Table 3: Observations results of the check prerequisite progr …40
Table 4: Microbiological analysis of water samples used in white cheese …41
Table 5: Total Bacterial Counts, Coliform Counts and Staphylococci counts ..42
Table 6: Total Bacterial Count and Coliform Count of surfaces …42
Table 7: Product Description …44
Table 8: Risk assessment …46
Table 9: Risk analysis …50
Table 10: Hazard analysis and control/Production …59
Table 11: Hazard analysis and control/CCp and OPRP …62
Table 12: comparison of white cheese analysis before and after HACCP …65

x
LIST OF ABBREVIATIONS Approx. Approximately
AOAC Association of Official Analytical Chemists
CL Critical limit
CCP Critical Control Point
CCPs Critical Control Points
C Degree Celsius
CP Control Point
CPs Control Points
DVI Direct-to-vat inoculation
EEC European Economic Countries
e.g. For example
etc. Etcetera
FAO Food and Agriculture organization
GATT General Agreement on Tariffs and Trade
GMP Good Manufacturing Practice
GLP Good Laboratory Practice
GHP Good Hygiene Practice
HA Hazard analysis
HACCP Hazard Analysis and Critical Control Point
IDF International Dairy Federation
i.e. That is

xi
ISO International Standards Organization
min. Minutes
NCD National Co-operative Dairies
no. Number
% Percentage
pH Hydronium ion concentration
QA Quality Assurance
QC Quality Control
BRC British Retail Consortium's global food safety standard
Codex Aliment Arius Commission established by FAO and WHO in 1963 to
develop Harmonized international food standards
FSMS Food safety management system
GMPs Good manufacturing practices
HACCP Hazard Analysis Critical Control Point
ISO 22000-
2005
International Food Standard
SQF Safe Quality Food
SOPs Standard Operating Procedures
PS Palestine Standards
Subsp. Subspecies
TQM Total Quality Management
UHT Ultra High Temperature

xii
WHO World Health Organization
M Microbiology
C Chemical
P Physical
Wa Water activity

1
CHAPTER 1
INTRODUCTION

2
INTRODUCTION
Nowadays there is an ever increasing consumer demand for safe and high
quality foods or prolonged life. Several quality/ safety management systems (e.g., ISO
9000, Total Quality Management, and HACCP) were developed for the food industry.
The importance of implementing such systems for rather biochemically unstable
products like cheese (Sandrou and Arvanitoyannis 2000), a product characterized by
great variety worldwide, is apparent HACCP, has been recognized as an effective and
rational means of assuring food safety from primary production through to final
consumption, using a "farm to table" methodology. HACCP was developed by the
Pillsbury Company along with NASA in the 1960s. It was originally developed as a
microbiological safety system to ensure food safety for astronauts. At that time most
food safety and quality control systems were based on end product testing, which is an
inefficient method due to product waste. Therefore, a preventative system needed to be
developed to give a high level of food safety assurance (Bardic 2001, Bennet and
Steed 1999, Mortimore and Wallace 2009).
where industry has upward moving trends in implementing food quality
assurance systems as well as food safety assurance systems. The food safety assurance
systems were required for manufacturing organizations to ensure food safety and
compliance to statutory and regulatory requirements as well as customer requirements
in food supply chain (Trienekens and Zuurbier, 2007).
Indeed, HACCP and the management system of food safety (ISO 22000). Are
conceived to prevent the appearance of possible problems of food safety, by an
evaluation of the hazards inherent in a product or a process and then a determination of
measurements necessary will make it possible to control the identified hazards. The goal
to establish an integrated system HACCP/ISO 220000 is to minimize the hazards
associated with the biological agents, chemical and physics on an acceptable level, there
will give the possibility of remaining concentrated rather on the prevention than to wait
until the problems arise be solved . (Mortimore and Wallace, 2013).
The food safety management system (HACCP) system is a preventative measure
that assesses hazards, estimates risks and establishes specific control measures that

3
emphasize prevention rather than reliance on end – product testing ( A simple guide
…1993). The main potential hazards in most dairy products are microbiological
(Tranter 1990), and the dairy industry has increased its efforts for quality and safety
assurance through the development and implementation of proactive programmers such
as HACCP (Ito 1974). Cheese is the most popular dairy products in the world, produced
in a great range of types an forms throughout the world countries (Fox et al. 2000).
World cheese production has increased at an average annual rate of 4.2% over the past
20 years. Investigations of outbreaks of food borne diseases arising from cheese show
that certain conditions frequently contribute to causation (FDA 2001). When such
outbreaks do occur they usually involve large number of people. Therefore the
adherence to strict quality system is of paramount importance for the ensuring the safe
production of cheese (Hill 2000, Temelli et al. 2006). HACCP system is a process that
identifies and assesses the hazard and risks associated with the manufacture, storage and
distribution of foods and implements the appropriate control aiming at the elimination
or reduction of these hazard at specific points of production line (Abdel -0 Salam 1998,
Dillon and Griffith 1995, International Standard …1998, Zhao 2003). In cheese
manufacturing, problems associated with the presence of Salmonella enteritis,
Staphylococcus, Escherichia coli, and other have been documented. The traditional
quality testing and inspection used in the cheese factory is applied to the product once a
problem presents itself. It is thus difficult to get 100% product inspection because of
human error, obtaining sufficient samples and so on.
The application of HACCP to control safety encouraged the International
Organization for Standardization (ISO) to introduce ISO 22000: 2005 (ISO, 2011) . It's
role is to monitor food safety in the manufacturing industry across all food chains
around the world (Afoakwa, Brown, Frimpong & Asante, 2013). The standard
incorporates HACCP systems and prerequisites (GMP and SSOP) and it works under
five management criteria:
Food safety management system.
Management responsibility.
Resource management.
Planning and realization of safe products.

4
Validation, verification and improve of the food safety management system (ISO,
2005).
This research focuses on the flow diagrams based on the production line of
white cheese and present an analysis of the hazards and of the critical control points
(CCP) before and after application of HACCP system at one plant in Gaza.
All the above studies are based on the HACCP approach, as described by its
seven principles in the Codex Alimentarius (Codex,1993) , which is referred hereafter
as classical HACCP. The recent introduction of the ISO 22000 international standard
(International Organization for Standardization – IOS, 2005a) has somewhat
modified this approach; namely, by strengthening managerial elements and refining
safety controls. Following established trends, ISO 22000 regards food safety as an
integral part of a wider standardized management system. This approach is identical to
the previously followed for addressing other specialized managerial (and technical)
issues such as quality (ISO 9001), environmental management (ISO 14001),
occupational health and safety (OHSAS 18001). In this context, an organization can
voluntarily decide to implement ISO 22000 and then seek certification by an authorized
certification agency, thus obtain an independent third party verification of its food
safety practices effectiveness (very efficient marketing tool in certain occasions).
Cheese can be defined as the fresh or ripened product obtained after coagulation
and whey separation of milk, cream or partly skimmed milk, buttermilk or a mixture of
these products (1999) and Fox et al. (2000). White cheese is the one of most widespread
type of cheese produced in Gaza, locally known as (Gibna Bandai). It is a pickled white
cheese that is stored under anaerobic conditions in air tight containers filled with whey..
The quality of white cheese, or any food product, can be defined against a wide
range of criteria, including for example, the chemical, physical, microbiological and
nutritional characteristics. Food or dairy manufacturers aim to ensure that the safety and
quality of their products will satisfy the highest expectations of the consumers. On the
other hand, the consumers expect to a great extent, unconditionally, that the
manufacturer has ensured that the product:

5
Is safe for human consumption with respect to both chemical and microbial
contamination;
Have a natural, highly variable micro flora not found in pasteurized milk cheeses.
Studies or various cheese types have indicated higher counts of Streptococci,
Lactobacilli, Enterococci and Propionic bacteria in raw milk Cheddar, Swiss,
Raclette and Caste Llano cheeses at the end of ripening than the corresponding
pasteurized milk cheese (Beuvier and buchin, 2004).
One of the most important reasons why the ISO 22000 FSMS was published was
to bring together all the previous standards (ISO 9001, HACCP) under a single rubric.
Moreover, the ISO 22000 FSMS standards also aim to ensure that food safety hazards
and risks in all food companies are kept at a level that will not pose a risk for human
health, and that consumers can consume safer food products.
The ISO 22000 FSMS is an international quality system that enables and ensures
a safe production for food items. The ISO 22000 FSMS is all the more necessary for
solving problems faced by food and dairy industries such as personnel's low level of
education (such as the cooks and scullions), the industry's inability to provide a
sustained training for such personnel, insufficient supply for raw food products that
comply with the standards, unfair conditions of competition concerning the marketing
of food products, price and quality balance, insufficient internal control, and inability to
ensure sustained improvement in production processes.
The HACCP system offers a structured approach to the control of hazards in
food processing and properly applied, identifies areas of concern an appropriate control
measures before product failure is experienced. It represents a shift from retrospective
quality control through end – product testing to a preventative quality assurance
approach. End – product testing against microbiological criteria is shifted to the role of
verification in a HACCP program (Jervis, 2002).
As Palestine consumer is focusing more towards health and well- being, the
volume of cheese consumption is steadily increasing. It is therefore of importance that
the manufacturer can assure that this food is safe and of consistent high quality. During
manufacturing there are certain stages where there is a potential for , especially

6
microbiological and foreign object, contamination. This could have a negative impact
on the quality and image of the product. To address these issues the implementation of a
system based on technical and scientific principles, such as HACCP, is crucial.
To overarching objective of this study is to contribute towards improving the
safety and quality of white cheese in Gaza. The specific aims are:
To implement a HACCP and ISO 22000 program in a commercial white cheese
factory,
To evaluate the HACCP program during certain stages of the cheese manufacturing
processes.
To our knowledge, no studies have been conducted in this field in Gaza. This
research is therefore important and could from the basis for a reference to this subject
based on local Gaza conditions, and it could also be a benchmark for the white cheese
industry.

7
CHAPTER 2
LITERATURE REVIEW
8
LITERATURE REVIEW
2.1 Background
Cheese is the most popular dairy products in the world, produced in a great
range of types an forms throughout the world countries (Fox et al. 2000). World cheese
production has increased at average annual rate of 4.2% over the past 20 years.
Investigations of outbreaks of food borne diseases arising from cheese show that certain
conditions frequently contribute to causation (FDA 2001). When such outbreaks do
occur they usually involve large number of people. Therefore the adherence to strict
quality system is of paramount importance for the ensuring the safe production of cheee
(Hill 2000, Temelli et al. 2006). HACCP system is a process that identifies and
assesses the hazard and risks associated with the manufacture, storage and distribution
of foods and implements the appropriate control aiming at the elimination or reduction
of these hazard at specific points of production line (Abdl-Salam 1998, Dillon and
Griffith 1995, International Standard ….1998, Zhao 2003).
In cheese manufacturing, problems associated with the presence of listeria
monocytogenes, Salmonella enteritidis, Staphylococcus aureus, Escherichia coli and
others have been documented. The traditional quality testing and inspection used in the
cheese factory is applied to the product once a problem presents itself. It is thus difficult
to get 100% product inspection because of human error, obtaining sufficient samples
and so on.
In order that a food company is able to conform to food safety specifications and
requirements, food safety systems (FSS) have been created and launched worldwide
(Botonaki, Polymeros, Tsakiridou, & Mattas, 2006). More specifically, in the food
industry, FSS that are based on the HACCP principles (Hazard Analysis of Critical
Control Points) or on the more recently launched ISO 22000 standard (Nguyen,
Wilcock, & Aung, 2004; Motarjemi & Mortimore, 2005); are applied to ensure food
safety, to prevent liability claims and to build and maintain the trust of consumer
(Kafetzopoulos, Gotzamani, & Fotopoulos, 2013) . The HACCP approach is the basic
element of the ISO 22000 standard (ISO 22000, 2005) . Aruoma (2006) also states that

9
HACCP requirements are an intrinsic part of ISO 22000. It is worth noting that a food
company can either simply implement the principles of HACCP, without holding any
certification, or implement HACCP and simultaneously be ISO certified.
The implementation of international standards in the market represents a
necessary element in the process of improving a company's competitiveness. Customer
care, healthy and safe food, and environmental standards represent only some of the
conditions that modern business requires from producers of food products (Djordjevic,
Cockalo, & Bogetic, 2011). It has therefore become imperative for foodstuff firms to
implement and certify management systems focused on the safety , legality, and quality
of their products (Verano & Ponce, 2008) as a mechanism to ensure the protection of
the consumer and to strengthen confidence Firms implement an FSMS for quite
different reasons (Herath & Henson, 2010), as reflected in the numerous studies
analyzing the experience of firms in different sectors of activity. The vast majority of
these studies have focused on Hazard Analysis and Critical Points (HACCP), with only
a few referring wholly or partially to ISO 22000 (Bilalis et al., 2009; Fotopoulos et
al., 2009; 2009; Vladimirov, 2011) . Since HACCP is an essential part of an FSMS,
and is one of a ISO 22000). In Greece, Fotopoulos et al. (2009) refer to ensuring food
safety and protecting consumers, and in Turkey, Bas, Yuksel, and Cavosuglou (2007)
refer to gaining and maintaining customers trust in their study of the challenges and
constraints to the implementation of HACCP. In the same vein, Herath and Henson
(2010) and Maldonado Siman, Martinez – Hernandez, Garcia Muniz, and Cadena-
Meneses (2009) for Canadian and Mexican firms, respectively, consider that another
factor influencing firms" decisions is the desire to reduce customer audits thanks to the
possession of an FSMS certificate. The purpose of this study was to develop the
framework and systems in order to advance. The current HACCP food safety program
at plant produce white cheese to reflect the standard components of an ISO 22000 food
safety management system. This chapter discusses the issue and concerns of foodborne
illnesses in the world and the history of HACCP and ISO 22000.
2.2 ISO 22000: 2005
Awareness of consumer and product safety has probably never been so high as
today. Significant food crises in world during the past decades have raised doubts in the
11
consumer's mind and created a lack of trust and confidence in products put on the
market. Fortunately, most companies already take product quality and consumer safety
very seriously. A lot of good practices have been developed and implemented on a
voluntary basis. These practices ensure that product safety has never been as high as it is
today (The Traceability Blu Book, 2004).
Companies continuously challenge their internal quality systems and work on
continuous improvement, thanks to new technologies and ways of working.
International trade of food products are increasing while increase in scientific
knowledge about hazards associated with foods and their consequent effects on health
have made people critically think about their food habits. Thus, there is a growing
concern on food safety, because, growing consumer awareness, more foods prepared
away from home, rising of incidence of food borne illness in some countries,
globalization and less barriers to trade present new food safety challenges, unfamiliar
hazards or new hazards. For an example, 70% of the approximate 1.5 billion case of
diarrhea that occur globally each year are directly caused by chemical or biological
contamination of food and more food allergies have been reported over recent years,
and the number of people with food allergies is still increasing (Depre 2008).
ISO 22000: 2005 is a quality assurance system introduced by ISO, to ensure
consumer safety through food safety while eliminating trade issues, which was a further
development of HACCP and other available food safety / quality assurance systems that
ensures the food safety of entire food supply chain from farm to fork. It promotes the
conformity to the international standard of the product or services offered by providing
the assurance of quality, safety and reliability (Tajkarimi, 2007). According to the
Food safety experts in the field, set of well-functioning prerequisite programmers
(PRPs) initially simplify and strengthen the HACCP plan, where ISO 22000: 2005 is a
HACCP- type standard which fits very well with ISO 9001: 2000 because, it was
especially developed to assure food safety. ISO 22000: 2005 has dynamically combine
the HACCP principles and application steps with prerequisite programmers, using the
hazard analysis to determine the strategy to be used to ensure hazard control by
combining the prerequisite programmes and the HACCP plan (Faergemand, 2005).

11
2.1.1 Structure of the ISO 22000: 2005
ISO 22000: 2005 is a federative standard which harmonized the most of the food
safety requirements set by different global standards and compatible with any food
safety regulation worldwide. Nevertheless, ISO 22000: 2005 is the first in a family of
standards which is entirely focused on food safety that introduced focusing entire food
chain, it includes the following documents:
ISO/TS 22003: 2013, Food safety managements systems – Requirements for bodies
providing audit and certification of food safe management systems (www.iso.org)
ISO/TS 22004: 2014, Food safety management systems – Guidance on the
application of ISO
22000: 2005 (www.iso.org)
ISO 22005:2007, Traceability in the feed and food chain – General principles and
guidance for system design and development (www.iso.org).
ISO 22002-1: 2009, Prerequisite programs on food safety – Part 1: Food
manufacturing.
2.1.2 History of ISO and ISO 22000
In 1946, representatives from 25 countries joined together to create a common
and unified industrial standard; the organization created was the International
Organization of Standardization (ISO). ISO has published more than 18.500
international standards in a 60- years' time period beginning in 1947. These standards
range from agriculture and construction standards, to mechanical engineering, to state –
of – the art information technology advances (ISO, 2011). Lawrence D. Eicher, the
former ISO secretary – General , stated in the book Friendship Among Equals "The
essence of ISO's history is made up of the visions, aspirations, doubts, successes, and
failures of the people who, over the past fifty years, have created this rather remarkable
organization" (Latimer, 1997). According to Morrison and Morikawa, 2004, there were
three major turning points for ISO, the first being the development of the ISO 9000
Quality Management System in the 1980s. Until this time, ISO was primarily known for
creating technical specification for specific industries such as clothing size and laser
technology.

12
The second major turning point for ISO was the development and
implementation of the ISO 14000 Environmental Management. Standard in 1993
(Morikawa & Morrison, 2004). This was a major step as it started to work with public
policy and general public interest. The third major turning point for ISO was the
development of standards that support sustainability (Morikawa & Morrison, 2004).
This standard was named ISO Horizon 2010: Standards for a Susdards development
organization with well over 14.000 standards and 148 countries in the federation
(Morikawa & Morrison, 2004) in 2005, there was an international effort to attempt to
standardize the food safety system worldwide. This effort resulted in ISO creating the
ISO 22000 Food Safety Management System (FSMS)- requirements for any
organization in the food chain (Surak, 2007). The ISO 22000 FSMS was created
similarly to other ISO management systems, more specifically to the ISO 9001 Quality
Management System. The ISO management system forces the continuous process
improvement approach through analysis and consideration. The ISO 22000 system also
takes an integrated food safety approach in which companies are required to analyze
potential food safety hazards in final products and create preventative measures to
control the hazards. State of the art food safety systems are relatively new in the
industry and are being driven by customers rather than government regulation.
2.1.3 ISO 22000 Fundamentals
The ISO 22000 incorporated the HACCP principles described in detail in the
Codex Alimentarius but also developed a management framework to improve
effectiveness and efficiency (Blance, 2006) . The ISO 22000 food safety management
standard has the following characteristics:
Utilizable in all organizations in the food chain industries;
Combines the recognized food safety system elements as defined by Codex
Provides an auditable standard that could be used as part of third party certifications;
Ensures that the process used to control food safety is validated, verified,
implemented, monitored, and managed.
Focuses only on food safety. (Surak, 2006) One of the key components to the ISO
22000 FSMS is the integration of documented management commitment and
support (Nowicki & Sikora, 2007). The integration of these management
requirements enhances the ISO 22000 system over the basic HACCP principles.

13
One of the most significant requirements of the ISO 22000 systems is the
commitment and involvement of management in the food safety management
system. The primary components of a management system include.
Policy – a food safety management policy defines an organization's commitment
To food safety. It describes what management will do the ensure proper food safety
programs and policies are in place as well as describe the direction of the overall
organization.
Planning – the primary goal of planning in a management system is to establish
goals objectives for the organization to follow. Prior to the development of the
goals, the legal requirements should be analyzed to determine the specific regulatory
needs. Developing goals and objectives provides the guidance for the food safety
management system.
Implementation and Operation – the first step of the implementation and operation
is defining the roles and responsibilities of employees that are associate with the
food safety management system. The second step is to provide training on the food
safety system and then establish internal and external communication.
Performance Assessment – a performance assessment is conducted to ensure that
goals are consistently being met in an efficient and effective manner.
Improvement – Improvement or corrective actions are steps that are taken to
Eliminate the causes of a non- conformity. Actions necessary to address actual or
potential problems and to improve the food safety system are implemented through
corrective and preventive actions.
Management Review – the primary goal of a management review is to evaluate the
overall performance of an organization's food safety management system. Top
management that is experienced or has a direct impact on the current food safety
system should carry out the review. The management review should be carried out
on a regular basis.
Once the system is implemented, management will then review the
documentation to ensure effectiveness and determine any areas requiring further
improvement.

14
Improvement consists of management reviews, internal audits, corrective actions,
verification results, and validation results. Annex 1 represents the basic requirements
of the ISO 22000 FSMS. The requirements of ISO 22000 are generic and are inteneded
to be applicable to all organizations in the food chain regardless of size (GFSI, 2007).
Blanc, (2006) ISO 22000 from intent to implementation. Based on the components one
of the key difference between the two systems is that ISO 22000 emphasize more pre-
requisite programs; reference ISO22000 clause 7.5. Pre – requisite programs are
essential to the development and implementation of a quality HACCP or ISO 22000
program (Keener, 1999). The primary pre- requisite programs include: current Good
Manufacturing Practices (cGMPs), Sanitation Standard Operating Procedures (SSOP),
and Quality Control programs, which are crucial to the development of a sustainable
food safety system (Keener, 1999). According to keener K.E., "GMP regulations were
first introduced in 1969 by the FDA as part 128 of the Code of Federal Regulations to
further implement the food, Drug and Cosmetic Act.
In 1997, this was recorded as part 110 and was further revised and updated in
1986, to what is now regarded as Current Good Manufacturing Practices (GMPs)"
()Para 4, 2007a). Keener continues to say "GMP regulations are designed to control the
risk of contaminating foods with filth, chemicals, microbes, and other means durin their
manufacture" (Para, 2007a) . Common GMP programs that are found in different
industries include general maintenance of facilities, pest and rodent control, proper
practice and storage of cleaning mixtures, and employee training working hand in hand
with GMPs are SSOPs, which are written procedures that place specific guidelines on a
facility to ensure sanitary conditions. SSOPs are specific to each organization and/or
facility as to when areas of equipment are to be cleaned and maintained. The two main
components of SSOPs are pre- operational and operational (Keener, 2007a). Keener
describes pre-operational SSOPs as "established procedures that describe the daily,
routine, sanitary procedures that occur before processing begins. The procedures must
include the procedures must include the cleaning of product contact surfaces of
facilities, equipment, and utensils to prevent direct product contamination or
adulteration" (P. 3, 2007a). ISO 22000 like many other food safety certifications
focuses on the communication of food safety goals, policies, and procedures to its
employees, customers, and visitors.

15
2.1.4 Benefits of ISO 22000
Adopting the ISO 22000 standard provides the company with competitive
efficiencies worldwide. With registration to ISO 22000, the ensuring advantage are:
Incorporation of legal and regulatory requirements relating to food safety including
HACCCP systems.
A uniformly auditable standard
A drive for continuous improvement
Improved internal and external communications
Improved documentation
Improved compliance with hygiene regulations
Improved food safety hazard control
Easy to understand, apply and recognize
Facilitates traceability and clear communication across supply chain
Clear responsibilities and authorities agreed for all staff
Resource optimization (internally and along the food chain)
Valid basis for taking decisions.
Provides a framework for third party certification
Can be applied independently
Allow small and/ or less developed organizations to implement an externally
developed system.
Speeds and simplifies processes, increases efficiency and reduce costs without
compromising existing or other quality or management systems
Applicable to all organizations in the global food supply chain
The structure aligns with the management system clauses of ISO 9001 and ISO
14001
All control measures are subjected to hazard analysis
Better planning – less post – process verification
Systematic management of PRPs
A systematic and proactive approach to identification of food safety hazards and
development and implementation of control measures
Enables streamlined communication and collaboration for quicker, more informed
decision making about hazards with supply chain partners

16
Increased international acceptance of food products.
Reduces risk of product / service liability claims.
Ensures safety of food products
Greater health protection
Job productivity and satisfaction of employees are incrasd
Employees become conscious about hygiene and food safety
Can be applied by all manufacturers and participants in the entire food chain supply
Food wastes (food decaying etc.) fees decrease to minimum.
Work environment gets better
It is a trusted system which was confirmed by FAO/ WHO
(http://www.wcs.com.tr/certification/ISO22000benefits.htm;
Management practices of Hazard Analysis Critical Control Point (HACCP) in Food
Establishment.
HACCP is a preventive system which has been used to ensure the production of safe
food (Stevenson & Bernard, 1995). In the Codex Aliment Arius (alinorm 97/13A)
recommends that HACCP controls safety at the source, product design and process
control, and the application of good hygiene practices during production processing
including labeling, handling distribution, storage, sale, preparation, and use (FAO &
WHO, 1995). This system involves training of employee in food safety manufacturing
and personnel hygiene. Researchers have argued that the development of HACCP is
depend mainly on training . Training has enabled employee to acquire enough
knowledge to implement and use the system (Karaman at el., 2012). The
implementation of HACCP has many barriers, such as lack of knowledge, resources,
lack of technical experts, and limited personnel (Stevenson & Bernar, 1995). The
application of food safety has increased the benefit to the industries , researchers have
briefed that high quality and safety are some advantage of HACCP application
(Karaman at el., 2012).
Personal practice. It describes the requirements needed to control disease, work
on cleanliness, and duties of supervision. Also, it explains the importance of education
and training or experience in sanitation. Including a person coming into direct contact
with materials, finished products to wear appropriate outer garments, gloves, and hair
17
restraints to maintain adequate cleanliness (Somwang, Charoenchaichana, &
Polmade, 2013). Building and facilities equipment gives the guidelines of
implementing of services required to ensure that the safety of food is met. It also defines
the design, setting up, construction and treatment of plant and grounds to enhance
sanitary operations. This includes maintenance of roads, installation of equipment and
waste systems (Somwang, Charoenchaichana & Plomade ,2013).
A study by the National Assessment Institute (1998) found that, "Food service
establishment to be clean and safe, the facilities must be constructed with good
ventilation and plumbing system. These system lower the chances of contamination in
the food service area.
Sanitary operations describes the requirements on pest control, cleaning and
sanitizing, storage of toxic materials, and sanitation of food – contact surfaces. It says
that any sanitary operation has to be done to ensure there is no contamination. It also,
maintains food hygiene and avoids contamination of food contact surfaces, food
packaging materials and unsafe protection covers such as clothes and gloves
(Somwang, Charoenchaichana & Plomade ,2013).
Equipment and utensils are tools used in processing, holding, transferring and
filling. The act requires appropriate design to prevent corrosion, buildup of materials or
adulteration with lubricants. Moreover, it discusses cleaning and sanitizing portable
equipment and storing of utensils avoid splash, dust, and other contamination
(Somwang, Charoenchaichana & Plomade ,2013).
Production and Process control refers to cleaning , good repair, and ensuring
sanitary conditions of equipment used for processing, transferring, and filling the
utensils and containers for holding raw and bulk materials. Also, it recommends raw
materials, in a process sample, and finished products are tested to identify what they are
and their compliance with specification for physical, chemical properties and microbial
contamination as well as other chemical contaminations (Somwang,
Charoenchaichana & Plomade ,2013).

18
2.5 Quality Control
Cheese making has never been an easily regulated, scientific process. Quality
cheese has always been the sign of an experienced, perhaps even lucky cheese maker
insistent upon producing flavorful cheese. Subscribing the analytical tests of cheese
characteristics may yield a good cheese, but cheese making has traditionally been a
chancy endeavor.
Developing a single set of standards for cheese is difficult because each variety
of cheese has its own range of characteristics. A cheese that strays from this range will
be bad – tasting and inferior. For example, good white cheese will have high moisture
and high pH; cheddar will have neither. One controversy in the cheese field centers on
whether it is necessary to pasteurize the milk that goes into cheese. Pasteurization was
promoted because of the persistence of Mycobacterium tuberculosis, a pathogen or
disease – causing bacteria that occurs in milk products. The Gaza allows cheeses that
will be aged for over sixty days to be made from unpasteurized milk; however, it
requires that many cheese be made from pasteurized milk. Despite these regulations, it
is possible to eat cheese made from unpasteurized milk to no ill effect. In fact, cheese
connoisseurs insist that pasteurizing destroys the natural bacteria necessary for quality
cheese manufacture. They claim that modern cheese factories are so clean and sanitary
that pasteurization in unnecessary. So far, the result of this controversy has merely been
that connoisseurs avoid pasteurized milk cheeses.
Because they possess such disparate characteristics, different types of cheese are
required to meet different compositional standards. Based on its moisture and fat
content, a cheese is labeled soft, semi – soft . Having been assigned a category, it must
then fall within the range of characteristics considered acceptable for cheeses in that
category. For example, soft cheese, can contain no more than 65 percent water and no
less than 15 percent fat. In addition to meeting compositional standards, cheese must
also meet standards for flavor, aroma, body, texture, color, appearance, and finish. To
test a batch of cheese, inspectors core a representative wheel vertically in several places,
catching the center , the sides, and in between. The inspector then examines the cheese

19
to detect any inconsistencies in texture, rubs it to determine body (or consistency),
smells it, and tastes it. Cheese is usually assigned points for each of these
characteristics, with flavor and texture weighing more than color and appearance.
2.6 Process control and management tools
2.6.1 Process control
Process control can be defined as the management of all elements of a process
that control the legality , safety , contractual , and commercial requirements of the
product. The scope is , therefore , from farm to consumer and embraces raw material ,
formulation, bactericidal or is , therements . plant and equipment hygiene , personnel
practices and hygiene, packaging , distribution conditions , and consumer use ( jervis ,
2002 ) . historically , process requirements had evolved on a basis of need to respond to
incidents of product failure and changing marketing criteria . pasteurization of drinking
milk was , for example introduced in the 1930 ' s to address public health risks
associated with changing patterns of milk distribution in gaieties . Global incidents of
outbreaks of milk – borne disease in humans with " traditional " pathogens , the reality
of various new emerging pathogens and the increased importance of bio- security have
resulted , for example , in stricter control of plant and environmental hygiene ,
enhancement of process control to minimize risks and to review current process control
parameters , in parallel with the emergence of public health failures has been the trend
towards novel and efficient processes , changes in formulations to reduce manufacturing
costs per unit of product by increased throat – put on high capital plant , and the use of
cheaper ingredients more likely to be obtained on a global bias . there has also been an
ongoing trend towards healthier foods – for example . lower fat , less salt , and the
elimination of preservatives , consumer shopping patterns and reduce distribution costs
, can have a significant effect on the microbiological stability of products . clearly ,
process control requirements need to be constantly reviewed and amended to
accommodate change , and this should be donge using a disciplined and documented
approach that is amenable to constant review 9 jervis , 2002 ) . these factors , together
with the commercial demand for longer shelf – life to accommodate proper attention to
such a broad scope requires a disciplined and documented approach . it is widely
accepted in the food and dairy industry that the required disciplined approach is best

21
provided by the HACCP procedure applied as an integral element of total quality
management (TQM) principles , with include good manufacturing practice ( GMP) ,
good hygiene practice (GHP), and document control ( e.g . , ISO 9000 Quality
systems). HACCP is an internationally accepted hazard management tool that can be
applied to all stages of food manufacture from to consumer
2.6.3 Risk analysis
Risk analysis is a structured and formalized approach to quantifying risk and
setting levels to which casual agents should be controlled to sassier safety .Risk analysis
has three components ; risk assessment , risk management , and risk communication
microbiological risk analysis protocols are being addressed internationally and at
national levels , and they are becoming a key element in determining the level of
consumer protection ( Jervis , 2002 0 . HACCP, correctly integrated into a total quality
management scheme is normally the preferred risk management tool
2.6.4 Issues and Concerns of Food safety;
According to the world health organization ( 2007), over 1.8 million people died
in 2005 due to contamination of food and drinking water . food safety in becoming focal
point throughout the world as it has the ability of affect the whole population . it is
estimated that foodborne illnesses have increased an alarming 30% in industrial
national . in 1997 , the united states spent over 35$ billion in medical costs and lost
productivity due to foodborne illnesses ( WHO, 2007 ). These .
Expenses are a priority area for most countries and organizations , which is now
placing more emphasis on the HACCP food safety program and the ISO 22000 food
safety .
Management system . the WHO has also stated that additional issues also
require addressing to ensure better food safety . these challenges include the evolution
of food trading around the world , globalization , changes in the standard of living ,
intentional contamination , and natural or manmade disaters ( 2007 ) the flow of food
processing has become more complicated , which in turn is providing additional
opportunities for adulteration and evolution of pathogens . outbreaks of foodborne
illnesses that at one time were contained in a small region are now becoming a global
issue . ( WHO, 2007 ) .

21
2.7 Background to white cheese manufacturing process
2.7.1 Monitoring the Process plant
The cheese means that spoilage is often associated with yeasts and molds and
the latter in particular often have their origin in the microbial population of the air . the
control. Of the atmosphere within the factory environment will depend on the level of
air cleanliness that is essential for completion of a particular operation . it is important .
hoverers , that plants designed to induce air flow thought a filling room or production
are can also act as a source of contamination .
Packaging materials stored adjacent to the filling line can also cause problems .
as can the unnecessary movement of personnel and these aspects of plant operation
deserve constant attention . although yeasts and moulds of atmospheric origin can be
important , especially at certain times of the year , it is the product contact surfaces of
the plant that usually pose the greatest threat to product security .
Different methods and / or techniques have been devised to monitor the hygiene
of dairy equipment surface , thus contributing to maintaining production of high quality
products, and at the Sam time ensuring compliance with legal requirements , whatever
tests are employed it is essential that they are applied routinely , for individual reading
are in themselves meaningless , only when values for a typical high standard of hygiene
have been established or a given plant , along with acceptable tolerances , do the results
of any microbiological / hygiene test become valuable . ( fernades . 2008 ).
Enumeration of total counts of bacteria , coliforms , yeasts and moulds are the
most common microbiological examination carried out to assess the bacteriological
contamination of surfaces the types of micro – organisms present , reflect of some
extent , the standard of plant hygiene ( Tamime and Robinson , 2009 ) also be used to
test specifically for given groups of organisms. Althought a given method may not
remove all the organisms , its consistent use in specific areas can still provide valuable
information as long as it is realized that not all organisms are being removed . the most
commonly methods for surface assessment are outlined by moster & jooste ( 2002) and
include the swab / swab – rinse - , surface rinsed - , agar flooding – and agar contact

22
plate methods . some suggested standards for prior to pasteurization / heat treatment ,
according to mostert & jooste ( 2002) , are shown in Table 2
Table 1: Suggested standards for dairy equipment sufaces prior to pasteurization / heat
treatment
Colony forming /100 com2 Conclusion
500 ( coliforms > 10 )
500 – 2500
< 2500 ( coliforms < 100 )
Satisfactory
Dubious
Unsatisfactory
Different plants will achieve different levels of cleanliness even under ideal
conditions . and the manufacturer of cheese is perhaps fortunate that the product is
fairly " resistant " to spoilage , at least of bacterial origin . contamination with yeasts
and molds is , hoverer , quite different . if yeasts become the dominant contaminant ,
the numerous problems can be expected during retailing . the results can again be
related to a known area of plant surface , and as with data obtained in other ways , can
provide an indication to the efficacy of the cleaning procedures . it is clear , the fore ,
that examinations of theis type are valuable as a eans both of monitoring cleaning
performance and of eliminating potential hazards . the testing of raw materials has
much the same function .
2.7.2 Processing
When milk is made into cheese , casein and fats are concentrated approximately
10 – fold other milk components , mostly water and water – soluble proteins , are
removed with the whey other dehydration . by altering parts of the dehydration step in
a variety of ways different ph. , salt content , moisture and micro flora determine the
flavor , aroma and texture of different cheese varieties ( ICMSF, 1998 ) . however
, some stages are share by a most all cheese types ( walstra et al ., 2006)
1. Clotting of milk : clotting or gelation is achieved by the rennet proteins chymosin
and pepsin or low pH ( or a combination of both ) . Rennet enzymes change (
kappa ) – casein to aggregating Para casein micelles . while acid neutralizes
electrical charges on micelles . resulting in gel – like aggregation .

23
2. Dehydration by whey removal : Gel aggregation leads to spontaneous
expulsion of whey. the removal of whey is enhanced when the gel is cut into pieces ,
followed by stirring and warming.
3. Salting ; Na Cl2 is added generally to a concentration of 1 to 4% and affects shelf
– life , flavor and consistency in particular .
4. Fusion of curd grains :this is done by pressing grains together in a mould ,
resulting in a coherent loaf and further expulsion of whey . pressing can be done
either with or without weighs .
5. Curing / ripening : to achieve the desired flavor , texture and water content of a
given cheese type , it needs to be ripened under appropriate storage conditions in
terms of e.g . temperature , humidity and time .
2.7.3 Heat Treatment
The objectives of heat treatment in the processing are to:
Eliminate vegetative food poisoning micro – organisms :
Eliminate or reduce food spoilage micro – organisms to acceptable levels :
Reduce the total microbiological population to a level which will not compromise
the growth of the starter micro – organism ;
These objectives are usually achieved in the heating section of plate heat
exchanger or tubular heat exchanger where the temperature can be raised to 90C0 .
functional properties of whey proteins become more apparent after heating milk and
they begin to become denatured above 60C0 . the nature and reactions of proteins are
extremely complex but there is evidence to suggest that starter cultures may be
inhibited or stimulated when added to milk which has received different protein factors
at different temperature / time combinations and there are reactions between different
protein factors at different temperature / time combinations . optimum hydrophilic
properties of the proteins and , hence , coagulation of the cheese milk are obtained
when the milk is heated to 85 C o for 30 minutes ( Early , 1998 ) or when maximum
hydrating of the protein occurs .

24
2.7.4 Packing
Primary packaging will include , polyethylene , polypropylene , polystyrenes ,
polyviny1 chloride , plastic . the majority of containers used in Gaza are manufactured
from polystyrene and polypropylene badge and container .
2.7.5 Contamination during packaging
Despite all the possible sites in the processing chin at which bacteria can be
introduce , the step that has the greatest influence on the keeping quality of heat
treated dairy products is the filing operation . Real contamination may also occur at the
filling stage from condensation formed on the packaging material , such as properly
prepared plastic and laminated plastic materials , are not considered an important
sources of bacteria ( LUCK, 1981 ).
2.7.6 Chill storage
Cheese which has not been subjected to any rom of heat treatment in its final
product form be it via pasteurization , sterilization or UHT processes , needs to be kept
cold until it reaches the customer . this includes the majority of chesses which will
have shelf life of approximately 15 day . temperature variation will effect texture ,
viscosity as well as improving the environment for potential food spoilage and food
poisoning micro – organisms exposure to higher temperatures than recommended
below , can increase biochemical reactions such as fat oxidation , hydration of protein
constituents is cheese , slight dehydration of exposed cheese surface and changes in
color . chill storage should be between 4 and 7C0 , with no rise above 7 C
0 at although
classified as a . low risk food , attention requires to be paid to good manufactured
practice and temperature control legislation shad to be adhered .
2.7.7 Distribution
Quality assurance principles should extend to monitoring food products
throughout the distribution chain . although the final cheese is likely to be stored for
only a short period of time prior to distribution to customers premises , any identified
hazards such as rodent / insect infestation , exposure to temperature increase , potential
for physical damage etc. , need to be monitored and preventative action taken where
appropriate .
set cheese during the first 24 to 48 hours of cold storage , improvement in the
physical characteristics take place , mainly as a result of hydrating and stabilization of

25
the casein micelles . if practically possible , it would therefore be an advantage to retain
chesses in chill storage for at least 24 hours before commencing distribution ( early ,
1998 ).
2.8 Food safety in Gaza
There is no real studies on food safety , although there are institutions that
monitor food safety , it was noted there is an increase in the proportion of microbial
contamination of food products of meat , fish and dairy product , this is due to poor
packaging , storage , although no laboratories to check for the contamination has also
absolved in milk borne health risks in Gaza contamination is mainly caused by poor
HACCP practices during milk treatment . milk was inadequately boiled and packaged
k storage transportation to protect against pathogen growth and development . they
hygienic also contaminated product due to poorly cleaned container that were used to
keep milk . also included poor handing . which crude milk spoilage and particle
contaminants .
The literature describes practices of food safety systems such as ISO22.000 ,
HACCP and prerequisites . it primarily gives overviews on how food hazards are
generally controlled in the food . establishment . most studies have described cause of
food hazard in milk . other countries in a Word have addressed the cause of food
hazards as hazard in milk . other countries in a word have addressed the cause of food
hazards as poor hazards as poor hygiene practices . due to limited research on food
safety of food establishments in Gaza the aim of this study is investigate the food
safety management products of food safety systems.

26
CHATER3
METHODOLOGY

27
METHODOLOGY
3. Food safety management system
It requires the organization to build a capacity of identifying and controlling
all hazard happening in the industry for safe consumption . it also suggest channeling
the information regarding food safety to the entire food chain . the aspect required in
the organization ( ISO, 2005):
Ensures the document remain legible , readily identifiable and meet international
standard.
Ensures that relevant document of external origin are identified and distribution is
controlled
Approves document of adequacy prior to use to ensure organizational
effectiveness on food safety .
3.1.2 Resources management
The organization must be able to provide sufficient resources for the
maintenance, application, establishment, and continual improvement of the food safety
management system. Also, all personnel have an important impact on white cheese
safety. Training, experience, and education have influence on human resources and on
all personnel as well. Thus, some courses and training by the Ministry of Agriculture
and other organizations would be important for the white cheese and for all personnel
who have influence in GMP (Good manufacture Practices). Likewise, all personnel
should be informed about HACCP, ISIRI-ISO (2008) Food safety management systems,
requirements for any organization in the food chain (Standard No. 22000).
3.2 Management Review
Management reviewed the HACCP plan in accordance with the schedule to
ensure its effectiveness and improvement Data obtained from the HACCP reviews
were documented which formed part of the HACCP record keeping system . any
changes that arose from the review were incorporated into the HACCP plan . HACCP
plan . especially where additional CCPs or control measures had to be put into place
or control measures or tolerances had to be changed .

28
3.3 management responsibility
The rudimentary requirement of this standard is a management commitment.
The highest management must support the food safety policy. FSMS planning will
certify that the truthfulness of the FSMS is sustained when fluctuations occur in the
organization. The organization must certify that adequate data on issues concerning
canned tuna safety is accessible through the white cheese chain by internal and external
communication. Also, the highest level of management must launch, implement and
sustain procedures to manage potential emergency situations and accidents that can
affect canned tuna safety. Finally, upper management must revise the organization's
food safety management system at planned intervals to confirm its enduring suitability,
capability and efficiency
3.4 planning and realization of a safe products
This section describes how to control and manage possible hazards of the white
cheese chain. The initial stage is applying PRPs (Prerequisite Programs). Maintaining a
hygienic environment during the cheese process chain is important during some
rudimentary activities and conditions like PRPs [21] such as:
i. Good placement for receipt of milk and storage temperature.
ii. Conditions alone manufacture isolated and equipped with the tools
iii. . processing condition
iv. End processing
3.5 validation , verification , and improvement of the food safety
management system
This part includes validation of control measure combination control of and
measuring , food safety management system verification , and improvement. The
requirement identifies the control measure and compliance required to ensure safety in
the food industry .
3.6 Food safety group appointment .
The organization should establish a multidisciplinary group. That is important to fully
understand FSMS, CCPs (Critical Control Points), OPRPs (Operational Prerequisite
Programs), and the ability to recognize of risks and hazards. Raw materials, product
description and intended use. The white chess must conform to the Codex Standards,
29
and Palestine standards about acceptable level of contamination and its planned use, as
shown in;
3.7 product characteristics .
Raw materials , ingredients and product – contact materials all raw materials ,
ingredients and product – contact – materials shall be described in document as
appropriate:
Biological , chemical and physical characteristics
Composition of formulated ingredients . including additives and processing aids
Origin
Method of production
Packaging and delivery methods
Storage conditions and shelf life
Preparation and / or handling before use or processing and
Food safety – related acceptance criteria or specifications of purchased materials
and ingredients appropriate .
3.8 intended use of the product .
Customer groups were identified . attention was focused on the likely sues or
abuses of the product after it left the controls at the chesses plant . factors such as the
vulnerability of the consumer group , relevant legislation and instruction for use where
taken into account .
3.9 construct a product flow diagram .
is a flow diagram which demonstrates process stages that are confirmed by
food safety group.
3.11 List all hazards associated with each step in the process and list all
measures that will control the hazards .
The food safety group used the amended flow diagram(s) , including the
technical date , as a guide to identify all the biological , chemical and physical hazard
and the mandatory requirements that might readily be expected to occur at each step
and to describe the preventative measures that can be introduced to control such

31
hazards . preventative measures related to hygiene and GMP , where practicable ,
were included in procedures for GMP and operation and sanitation , to simplify the
HACCP plan .
3.12 Determine the critical control points ( CCPs ) .
Using the flow diagram and the product description the food safety group.
Listed all hazards relevant to the terms of reference in stage 1 . all potential hazards
were indented for each of the hazards concluded to significant , control measures were
indented to eliminated the hazard or reduce it to an acceptable level . in some
instances there was more than one control measure required to control the hazard
3.13 Establish target levels and tolerances for each CCP.
At this stage the food safety group .identified process steps at which control
could be applied and which were essential to prevent or eliminate the hazard or reduce it
to an acceptable level. In order to achieve this the food safety group. Used the CCP
decision tree and Risk assessment methodology (morvandm (2013).
3.14 Establish a monitoring system for each CCP and OPRP .
A documented monitoring system had been established and maintained that
described control measures and procedures used in their implementation.
3.15 Establish corrective action plans .
Documented procedures were established and maintained for implementing
corrective action when monitoring the critical limits of a particular CCP, which
indicated any deviation (s) from the specified tolerance. Formal records for all
corrective actions have been kept. Specific corrective action procedures for each CCP
included:
The effective handling of consumer complaints and HACCP related reports of
product non – conformities.
The investigation of the cause of unsafe or unsuitable product, or process or
HACCP system failure and recording of the results of such investigations.
The determination of the corrective action needed to eliminate the cause of product
failure, including preventative action.

31
The application of controls, or system reviews (or both), to ensure that corrective
action is taken and that it is effective; and
Ensuring that relevant information on actions taken is submitted for management
review of the HACCP plan.
3.16 Establish verification and review procedures verification .
A proper system for the verification of all HACCP procedures , process monitoring
. records and corrective action records had been established . periodic in – house
verifications ( for example : internal audits and inspections ) had been conducted to
ensure that the cheeks have been kept . the specific methods , the frequency and
specific dates in respect of the verification procedures , were specified . the following
types of verifications were conducted regularly:
Inspection of HACCP study and records:
Evaluation for any deviation . product dispositions , corrective action and
consumer complaints that math indicate a failure of the HACCP system.
Microbiological, chemical and physical results obtained by examining intermediate
and final product samples;
Validations of established target levels and tolerances; and surveys of the market
place for unexpected health or spoilage problems.
The HACCP plan was also reviewed in accordance with a schedule by
management to ensure its effectiveness and its improvement. Provision for procedures
were made that would have automatically triggered a complete review of the HACCP
plan as soon as verification of the system indicated major failure and before changes in
operations might have compromised food safety. Date obtained from the HACCP
reviews were documented and formed part of the HACCP record keeping system. Any
changes that arose from the review were incorporated into the HACCP plan, especially
were additional cops or control measures had to be put into place, or control measures,
or specified tolerances, had to be changed.
3.17 Establish record keeping and documentation .
A document control procedure was established and is being maintained to ensure
that:

32
All personnel who should receive copies of documents are provided with copies and
new revised copies are also issued to the respective personnel;
No change is made without proper authorization;
Authorized changes are incorporated into all the copies of the documents in use;
Obsolete documents are removed;
The unofficial copying of documents was discourages; and the latest versions of all
documents were entered on a master list. Each document issued was identified by an
issue number and date of issue, and was approved (signed) by authorized managers.
3.18 Records .
Documented procedures for the identification, collection, indexing, accessing,
filing storage, maintenance and disposition of all records generated during HACCP
studies, HACCP implementation, HACCP maintenance, tests and verification data,
reviews and assessments or audits had been established and maintained.
Records generated during the normal monitoring of CCPs had to be retained for
a defined and documented period. Records of the hazard analysis procedures described
were kept for reference, for verification data, reviews and assessments or audits had
been established and maintained.
Records generated during the normal monitoring of CCPs had to be retained for
a defined and documented period. Records of the hazard analysis procedures described
were kept for reference, for verification by the authorities or outside, or for review of
the system.
The following HACCP records had also been kept:
Cleaning and disinfection records (operation and sanitation records);
Cheese plant construction and maintenance records;
Records on the nature, source and basis for acceptance of raw material (s), water,
additives and ingredients, cleaning chemicals and packaging materials;
Complete processing records, including storage, distribution and recall procedures;
Deviations, corrective action and product disposition;
In-house verification data; Review data; and HACCP plan modification (s).

33
3.19 Training .
The organization established and maintains documented procedures for
identifying training needs and made provision for the training of all personnel involved
with HACCP studies, HACCP implementation, verification, auditing and reviews,
personnel involved in critical measurements and checks had to be trained appropriately,
training was directed at personnel who were to implement HACCP at the practical level,
HACCP training of personnel extended down to as low a level as practicable to create
an overall awareness of the HACCP system.
3.20 Materials:
3.20.1 Sampling
Samples were taken at different stages during the cheese manufacturing process
and analyses, before and after implementation of the HACCP program, and the samples
from processing surfaces and of plant workers were taken by swab method according to
(Stinson and Tiwari, 1979).
3.20.2 Physical Analytical.
Examination of impurities (straw, hair and sand plastic objects strange
3.20.3 Chemical Analytical .
Moisture, fat, salt, samples was determined according to A.O.A.C -2016)
3.20.4 Microbiological analyses
Microbiological analysis of different sample taking from, water, processing
surfaces and hands of plant workers were determined as follows;, coliforms group, E.
coli, staphylococcus auras, the microbiological standards of the final product, reference
by PS (836-4-2005) are illustrated in Table 2.
Table 2. Microbiological criteria for white cheese (made from heat-treated milk)
Microorganisms N C M M
Yeast 5 0 1000 c f u/g
Mold 5 0 <10
Staphylococcus
aureus (c f u/g)
5 2

34
Escherichia coli
(cfu/g)
5 0 Absent Absent
Coliforms (cfu/g) 5 2
N= number of sample units comprising the sample;
M= threshold value for the number of bacteria; the result is considered satisfactory if the number of
bacteria in all sample units does not exceed "m":
M= maximum value for the number of bacteria; the result is considered unsatisfactory if the number of
bacteria in one or more sample units is "M", or more:
C= number of sample units where the bacteria count may be between "M" and "M", the sample being
considered acceptable if the bacteria count of the other sample unites in "m" or less.
3.21 Prerequisite Programs PRPs.
The prerequisite (PRPs) represent the conditions and/or the necessary basic
activities to develop a generic FSMS model during cheese industry were evaluated
according to (ISO 22000- 2005). There are serial programs use in white cheese
production line:
1. Buildings and facilities must be of sound construction and good repair and designed
to: permit easy and adequate cleaning and proper hygiene: minimize pest and
environmental contamination; minimize cross contamination; provide adequate
lighting in inspection Ares; provide potable water supply: provide personal hygiene
practice; control surrounding areas to reduce entry of dust, runoff, pests and other
potential contamination sources.
2. Equipment used in the process must be designed, constructed, maintained and
operated to allow for: effective cleaning of surfaces; contamination control;
calibration and maintenance to ensure control.
3. Persons who process product should establish hygiene practice to ensure: washing
of hands to contact with product: training is provided on critical control points,
allowable tolerances and corrective actions required.
4. All employees must: be provided documented procedures to ensure the processes do
not pose a health risk; adhere to documented procedures; be involved in the
preparation of HACCP system.
5. A documented sanitation program must exist that includes: equipment cleaning;
housekeeping audits and associated corrective actions; pest control; waste disposal;
bin inspections.

35
6. Incorporated into the existing documentation there must be: process flowcharts and
critical control point; monitoring mechanism for these control points; corrective
action process; traceable records.
7. A formalized customer complaint process must exist that includes a product recall
process.
3.22 Programs Operational Prerequisite.
An OPRP is a prerequisite program that controls a significant hazard. It is a control
measure that has been deemed crucial, but not considered a CCP (not an absolute
control or can be managed upstream from the CCP). OPRPs are identified through risk
assessments. You will need to determine what can be measured and then determine
how. They should be treated just like a CCP (identify, monitor, verification, corrective
actions, recordkeeping, etc) but you won’t need to define a critical limit. And they may
not target a specific source of the hazard but should reduce the likelihood of exposure to
the hazard or other contamination sources.
Temperature control
Sanitation effectiveness (pathogen or allergen)
Hand washing and sanitizing
Glass/metal control (not designated as CCP)

36
CHAPTER 4
RESULTS AND DISCUSSION

37
RESULTS AND DISCUSSION
4.1 Implementation step of the ISO 22000 standard
4.1.1 Listing the Prerequisite Programs (PRPs)
The PRPs represent the conditions and / or the necessary basic represent the
conditions and/or the necessary basic activities to maintain a hygienic environment for
the production, handling and the provider of safe finished products all along the food
product process. The prerequisite programs should be established in the processing line
before applications of Food safety management system (FSMS) were determined using
chick list according to and the results are presented in Table 3, it could be noticed that,
design of the plant processing line, walls, doors, deices and machines and disposals
tanks were satisfactory constructed according to the criteria listed in ISO 22000 -2005
and the objectives evidences are listed in Table 3. On the other hand, quality control and
its device was not applicable where no monitoring for the temperature of the plant
processing line and no monitoring control for the safety of water used in the plant
processing line. The infrastructure of cheese in the plant processing line. Under
investigation was evaluated it was satisfactory according to the criteria listed ISO 22000
-2005 and PAS 220: 2008. Except aeration and quality of veneration was unsatisfactory
as there in no document of quality control of used in the plant processing line (Table 3).
From the same table it could be observed that, monitoring of necessary hygienic
principles in the plant processing line was not applicable. After the surveillance of the
prerequisite programs for the processing line under investigation, the unsatisfactory and
not applicable criteria were reviewed with the management of establishment to
undertake the corrective actions establishment of before application of Food safety
management system( FSMS).
The ISO 22000 analysis worksheet was used in the determination of the
prerequisite programmers for the processing of white cheese- finished products. Tables
3 show the identified pre-requisite programmers for finished products late respectively.
Nine pre-requisite programmers were identified for production of finished products
while six pre-requisite programmers were identified for white cheese manufacture.

38
The questions frequently asked for each processing step involve those regarding
the adequacy of the technical infrastructure and preventive maintenance, the feasibility
for their evaluation, their contribution in the control of recognizable food hazards,
whether the effectiveness of the remaining control measures depends on them (Mensah,
2010). The answers to these questions determine whether a process step is a pre-
requisite program step or not.
In the same time, microbiological analysis of water samples, swabs from
working surfaces container and different sample form different areas of plant processing
line under investigation ware conducted and the results were as follows:
Microbiological analysis of different water sample from cheese plant processing line
under noticed that, water used in the plant processing line was in high microbiological
quality, since the result of microbiological criteria tested in any water samples during
different investigation periods expressed, as, coliform group, E. coli and fecal
streptococci were not detected at detection limit (100 cfu/ml) according to reference
(PS. 41, 2005) for drink water used in food establishment the microbiological quality of
water were acceptable. Water has as important technological role during cheese product
process and it used in conditioning step before processing cleaning and disinfection of
machines, tools and in personal hygiene.
Concerning the conditions of personal hygiene of workers in processing line
under investigation swab samples were taken from their hands during working. The
results obtained in the Table 5 revealed that the values of Staphylococcus aurous and
coliforms (cfu/cm of examined personnel's hands were reduced after HACCP
implementation. Our results are in agreement with the findings of (Kokkinakis EN,. At
el 2008), who observed that the implementation of HACCP system became at a
satisfactory level to meet the standards of "(Commission Regulation (EC) No
2073/2005) on microbiological criteria for foodstuffs. (the European Communities, 338,
2005, 1-25), The food handler's swabs were used in this study to evaluate the
effectiveness of the training programs, hand washing and the overall personal hygiene
practices of food handlers for the entire assessment period. Food production workers
were trained on the correct hand and was the best way to assure removal of transient
microorganisms.

39
The critical control in hand washing is to reduce high levels of pathogenic
microorganisms, to a safe level; this requires correct scientific knowledge, management
leadership, and employee training (Jianu C& Chis C, 2012,). The hand sanitizers should
only be used after properly washed hands, it can never replace hand washing; therefore,
food workers must always wash their hands before the hand sanitizer is applied for
effective implementation of HACCP system and production of safe food, it is important
to implement and maintain prerequisite programs including good cleaning disinfection
of surfaces and equipment's Determination of the total microbial number on the surfaces
of utensils, work surfaces and other equipment in contact with food is very important to
cleaning and disinfecting protocols ISO/FDIS 18593/ 2004, The total colony count and
coliforms of all examined surfaces swabs were more than 103 cfu/cm
2 and 10
2 cfu/cm
2,
respectively before implementation of the system. After HACCP implementation the
total bacteria counts and coliforms were reduced table 6. The public health laboratory
service (PHLS) in the UK established limits for \cleaned surfaces ready for use and
stated that lower than 80 cfu/cm2
is satisfactory, 80-103 cfu/cm
2 is border line and more
than 103 cfu/cm2 is unsatisfactory were classifies as unsatisfactory samples after
implementation of HACCP system, high levels were detected by (Final Report
06NS3/2006, NMS) that attributed the unsatisfactory level of total colony count to poor
hygiene and ineffective cleaning procedures, therefore, a corrective measures should be
identified and implemented to lower the counts to the recommended acceptable level.
Application of effective cleaning procedures combined with carefully planned
cycle parameters and efficient pre-processing sanitization of preparation tank,
packaging tables, pipes, inside and outside Refrigerators and other surfaces significantly
improved the bacteriological condition of the processing equipment and accordingly the
final product.

41
Table 3: Observations results of the check prerequisite programs in white cheese line
Prerequisite programs Compliance Objective evidence/comments
S U NA
Location of the planet Were built in Salah Alden street jabalia with all
facilities for manufacturing
Design Buildings external Supplemented with all facilities for
manufacturing
Buildings internal Supplemented with all facilities for
manufacturing
Walls Covered with glazed ceramic (easy to clean)
Doors Bound with rubber selling with forced air blinds
Devices and machines In place and areas accepted for maintenance
Quality control and its
device
1. No monitoring for the temperature of the
processing line.
2. No monitoring control for the water.
Disposals tanks In Place
Water Supplied from proved wall and have a store
tanks for it
Sewage Privet
Windows Aluminum with screen
Cleaning With hand
Bathrooms In out
Temperature monitoring No devices for this category
Aeration and quality of air No document of quality control for that
Lightness No cover
Storage
Control of hazard point No document of control
Basics of hygienic principles No document of control
Microbiological criteria No monitoring devices
Temperature and time No monitoring devices
Filling Using poly ethylene bag

41
Prerequisite programs Compliance Objective evidence/comments
S U NA
Maintenance and sanitations
Pest control No control
Waste management No control
Personal hygiene Not controlled
Visitors No special clothes for visitor of overshoes or
overhead available
A awareness and
responsibilities
No document
Transportation
Personal behavior
S: satisfactory- U: unsatisfactory- NA: not applicable
Table 4: Microbiological analysis of water samples used in white cheese.
Microbiological analysis (Log cfu/ml) Result
Coliform group <1
E. coli. <1
Feacal Streptococci <1
<1: viable colony was not detected at detection limit < 101 cfu/ml

42
Table 5: Total Bacterial Counts, Coliform Counts and Staphylococci counts of Hand
workers Swabs Before and After Implementation of HACCP system
Microbe
Personnel's hands workers Swabs
Before HACCP After HACCP
1. Total colony count -ve
Total coliforms 1.7 0.5 -ve
Staphylococci coun 1.20 0.3 >1
NOTE: n": number of the Samples: * Mean log (10)
Table 6: Total Bacterial Count and Coliform Count of surfaces Swabs Before and After
Implementation of HACCP System
Microbe
(n"=15).
Surfaces Swabs
Before HACCP After HACCP
Total colony count
Coliform 2.00 1.1 <1
4.1.2 Conducting a hazard analysis
The HACCP system should, firstly, provide safe, high quality milk as raw
material, and cheese up to the point where it is manufactured and consumed, and
secondly, the system should be set up to avoid where it is manufactured and consumed,
and secondly, the system should be set up to avoid microbiological, chemical or
physical hazards (or any combination of these ) for cheese.
Top management provided documented proof of their commitment to provide
the necessary resources and the management representative was also appointed.
Management then selected Food safety team members based on their technical
background and experience. The team's expertise covered all the various disciplines
applicable to the factory processes. The Food safety team leader had the responsibility
and authority to implement HACCP and report back to the plant manager and Quality
Assurance at head office. The facilitators established, communicated and implemented
the HACCP policies, procedures and systems and conducted hands- on training with the

43
shop floor personnel. The control of all documentation was handled by the
administrator. Identification of the critical points, investigation of deviations and non-
conformances and recommendation on the best practical applications were done by the
experts in each field.. A complete description of the product and its intended use is
shown in Table 7, in terms of type and composition which includes microbiological,
chemical, processing, presentation, packaging, storage and distribution conditions as
well as the required shelf-life under the prescribed conditions.
Hazard analysis is ready to be conducted now as the flow diagram has been
developed and verified. To facilitate this task, hazard analysis was conducted step by
step from the reception of the raw material (milk) to the finished products (white chees).
Hazard analysis aims to identify at each step what could actually go wrong and result in
food being unsafe to consume. Hazards are categorized into three general areas:
biological (pathogens), chemical )toxic substances and residual) and physical (foreign
bodies). Table illustrates the results of hazard analysis of raw materials and different
process steps of plant under investigation. According to the already- identified hazards,
several preventive measures such as visual inspections, supervision, correct cleaning
and maintenance and goo personal hygiene were conducted in the company. After
conducting the hazard analysis of raw material and different plant steps microbiological
analysis of process was made for identification of different microbiological hazards that
could be affecting the safety of final product (white cheese).
A detailed flow diagram of the specified areas of the operation, and technical
data was confirmed by the food safety group on site during all stages of the operation,
so as to ensure that the flow diagram and the data gave an accurate representation of the
operation. Figure 6 is a representation of the flow diagram for the manufacture of
cheese.

44
4.2 white cheese description and its intended use
Table 7: Product Description
Formal product name White cheese
- Product Brand Name White cheese
Packaging used Plastic, polyethylene,
Product sizes 400 gm ,800gm
Distribution and storage . Temperature of storage is 4C.
Distributed using refrigerated trucks (≤7.
Consumer Requirements: Fresh in the cooling temperature security
of contaminants
Intended consumers of the food Consumers of all ages consume this
product
Intended use Ready to eat product
Shelf life 15 days
Product User: Grocery stores and supermarkets
the ingredients Milk fresh – rennet –calcium chloride -
salt
Reference: Palestinian Standard PS 836-4 2005 milk
products – soft white chess
product specification:
the scale Standard
Fat% 9
Moisture % 65
Staphylococcus
aurous 1g
<100
Coliform / 1g <1000
Yeast / 1g <1000
E .coli / 1g zero
Mold / 1g <10
Source: iso 22000 -2005 ).

45
4.2.1 Product description
White cheese belongs to soft cheese category with the moisture contents ranging
from 65-75% the moisture should be measured for each batch in this line. Measurement
of the pH and the salt concentration is specifically set up for this cheese line to produce
the best quality white cheese. Bag and plastic box is used as packaging material, which
meet the safety requirements for this line.
The shelf life of this product could be longer than 15 days. This ready-to- eat product
will be sold retail and must be distributed in a refrigerated condition and the label needs
to instruct to consumers to refrigerate to product (Table 7).
4.3 list of product ingredients and incoming materials
All the ingredients and the possible microbiological (M), chemical (C) and
physical (P) contamination or hazards in raw material will be the flow diagram for CCP
and OPRP detection is given in Fig.2 and the raw materials and Material connected to
product and hazard analysis of receipt materials are summarized in, respectively the
decision tree is then filled out based on the answers given to the questions from the
decision tree FIG1 and Risk assessment methodology TABLET 8 . CCPs and OPRP
are found in the material. The qualified products supply rennet could control the
microbiological hazards in the production. As a qualified product, the self needs to be
out of foreign material. The brand name of the packaging material is qualified for
cheese packaging. However, the quality of the products produces in this cheese plant
still need to be well- controlled to prevent all the three types of hazards. Other hazards
are control point that could be controlled in a prerequisite program of other process, see
detail in Table 9- Risk analysis and control of critical points / raw materials / process of
receipt .
4.4 Risk assessment methodology, and the selection and evaluation of
control measures.
It should evaluate each potential risk if an important was based on the severity
of the health effects and the likelihood of occurrence . It should only be used as guidance
and other factors such as nature and risk should also be taken into account. The final
decision is made based on the knowledge of the food safety team.

46
Table 8: Risk assessment
It can cause
death A
It can lead to
serious illness B
It can cause
disease C
It can cause
inconvenience D
Almost no
importance E
1 2 3 4 5
It is
unlikely
)theoreti
cally
Maybe(
rare
(1/5
years)
Can occur
(annual)
Potential
(1/4
months(
frequent
)1month(
Probability of occurrence
High-risk Controlled by OPRPs or HACCP/CCP
No significant risks Controlled by PRPs or may not need to be
controlled
4.5 Tree diagram for CCP determination (Decision tree)
The decision tree has been developed to help classify control measures. Based on the
risk assessment results and after using the decision tree, the standard efficiency points
(CCP) or (OPRP) will be established:

47
Q1- Based on the probability of occurrence (before the application of the control scale)
and the severity of adverse health effects, is this risk significant needs to be controlled
Yes: great risk. Go to Question 2
No: Risk is not important. This danger is not great. Justify the decision, for example
PRP, and the specifications in place
Q2- Will the next step (including the expected use by the consumer) ensure that this
large risk is removed or reduced to an acceptable level
Yes: Select the next step name
No: Go to Question 3
Q3- Are there any control measures or practices applied in this step that exclude, limit,
or maintain an important risk at an acceptable level
Yes: Go to Question 4
No: Modify the process or product and return to question 1.
Q4 -Is it possible to set critical limits for control measures in this step.
Yes: Go to Question 5.
No: This OPRP risk.
Q5-Is it possible to monitor the control measure in such a way as to allow for corrective
action once control is lost.
Yes: These risks are managed through the Hazard Analysis and Critical Control Point
(CCP) plan.
No: This OPRP risk.

48
Fig 1: Decision tree
Q3- Are there any control measures
or practices applied in this step that
exclude, limit, or maintain an
important risk at an acceptable level
Q1-Based on the probability of
occurrence (before the
application of the control scale)
and the severity of adverse health
effects, is this risk significant
NO The risk is important. This
risk is not significant and
therefore PRP points
Q2-Do you will ensure that the next
step (including the expected use by
the consumer) to remove this great
danger, or reduced to an acceptable
level?
Select the name of the
next step
No: Modify the process
or product and return to
Q1 NO
yes
YES
NO
Q4-Is it possible to set critical limits
Q5-Is it possible to monitor the
control measure in such a way as to
allow for corrective action once
control is lost?
Yes: These risks are managed
through the HACCP plan and
Critical Control Point (CCP)
No: This risk OPRP
YeS NO
Yes
YeS
Yes
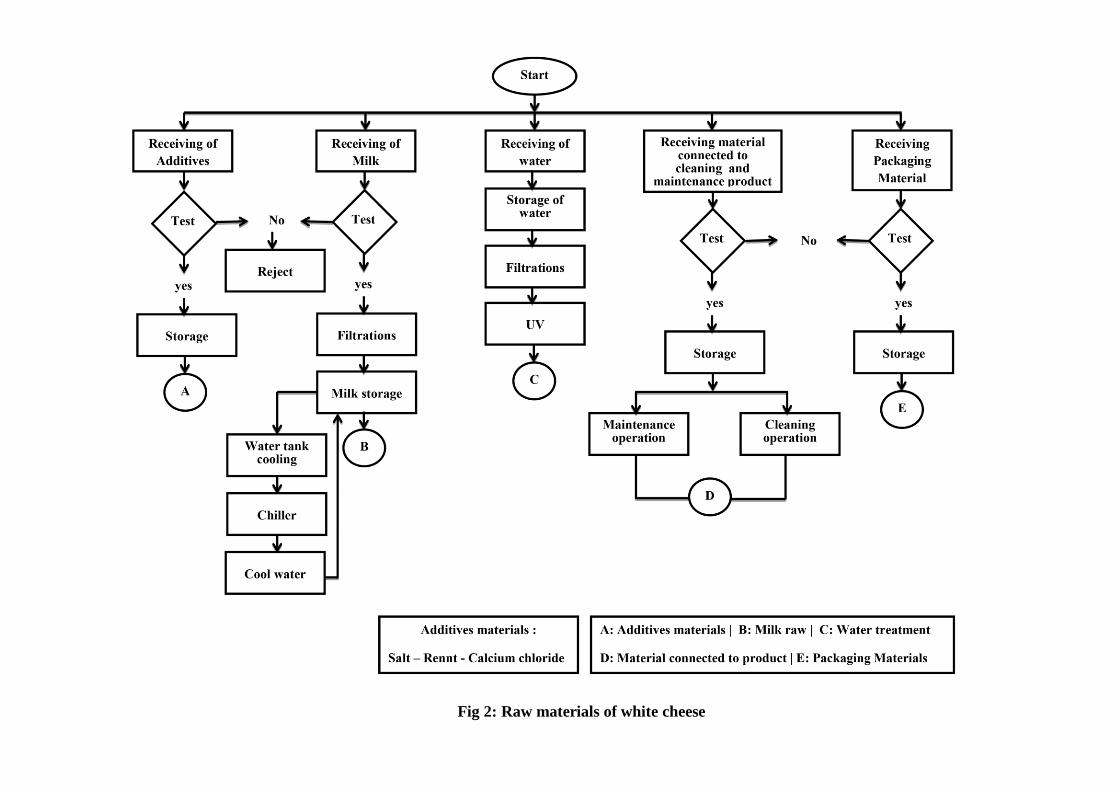
Fig 2: Raw materials of white cheese
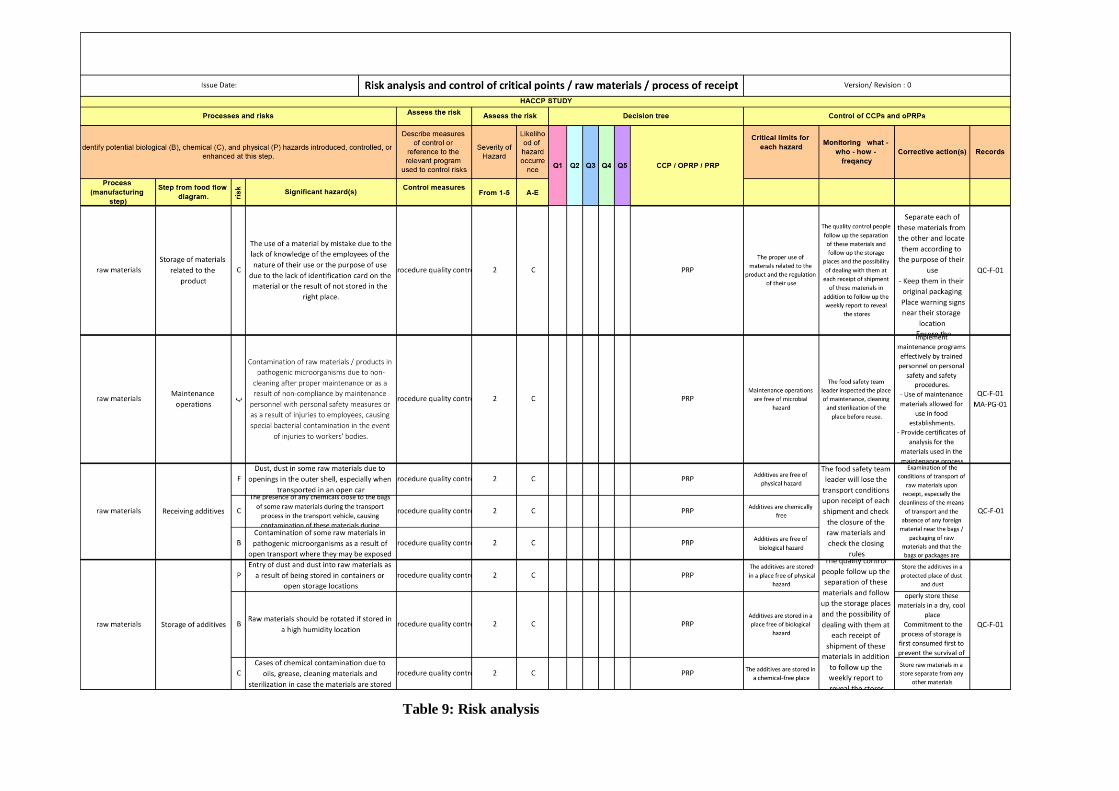
Table 9: Risk analysis
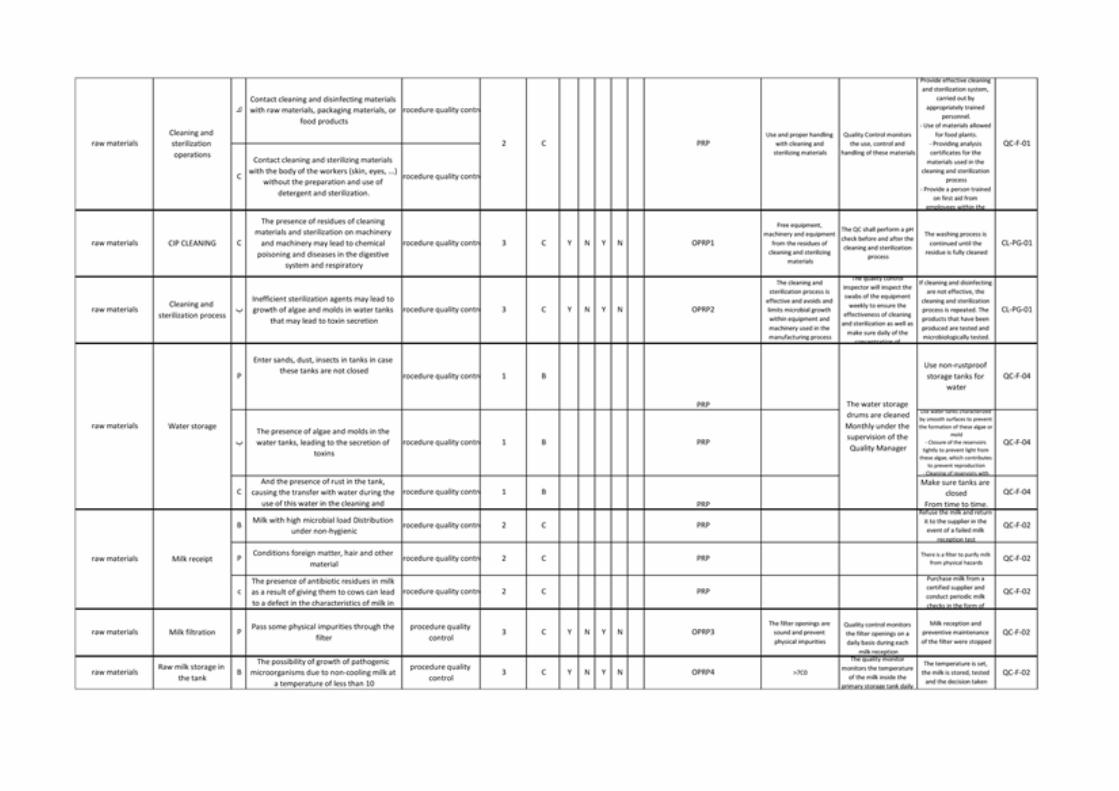

56
4.6 Process flow diagram;( white cheese)
1- After the completion of the process of receipt of milk within the white cheeses,
the pasteurization process is done at a temperature of 70-73 degrees Celsius and
for 15 seconds.
2- The pasteurized milk is cooled at a temperature of 30 – 42 for 15 minutes.
3- Calcium Chloride 40 % CaCL2 is added with stirring. The Rennet is added with
the slow motion and leave milk for 15 minutes until curd is formed and cut into
small size.
4- Transferred in thin layer into cloth warp and place in the cylinder of press
curd is drained with pressing .after finish of press remove the cheese . the
cheese is cut to cubes.
5- The cheese is sprinkled with salt approximately 4%.
6- White cheese is stored in the refrigerator at a temperature of 7 ° C for 6-12
hours.
7- White cheeses are packaged in polyethylene containers and salt solution is added
brine 6-8% the package are sealed.
8- The product is stored in clean and dry refrigerators at <7C0 for 15 days from the
date of packing
The flow diagram is specific for the white cheese production in this plant. It is
made four parts: raw material, processing, critical limits and adjustment. The reason is
the producer needs to check the condition of each step during processing. If it is inside
the critical limits, the process continues; otherwise the process is stop and the proper
adjustment is made. The adjustment is determined based on the temperature, time and
salt change. If the condition cannot be controlled the product will be reject. See detail in
Figure 8. The adjustment is determined based on the temperature, time and salt change.
If the condition cannot be controlled the product will be reject.

57
Water tank cooling
Chiller
cool water
Water tank hot
boiler
Hot water
B
No
Additives materials :
Salt – Rennet - Calcium
chloride
A: Additives materials | B: Milk raw | C: Water treatment
D: Material connected to product | E: Packaging Materials
yes
Storage at 4-7
C0
Test
Start
Pasteurization at
70 – 73 C0 time
Cool milk
at 42 – 30 Co time
Rennet 40%
solution CaCl2 until
curd formation and
cut
Put the chees in
molding and
Add salt
4%
Storage cool
12 Hours
Packaging
A
E
A
Brine formation
(6–8%)
C A
Whey removal
Fig 3: Process flow diagram
58
4.6 Verifying the accuracy of the process flow diagram
After the flow diagram of the manufacturing of the specific food has been
developed, the food safety group should regularly inspect the plants of the industry to
verify its implementation and accuracy. The inspection of the manufacturing processes
is essential for the validation of how clearly the flow diagram depicts the process. The
person responsible for the verification of the flow diagram is the quality and safety
assurance manager. Moreover, the food safety group must evaluate all the data
concerning the production. Consultations or observations should take place and cases of
deviations recorded. The food safety group should conduct inspections every month
without notice, at any time during working hours.
4.7 Hazard analysis and control plans:
Food safety group identifies all hazards which are expected to occur and related to white
cheese production and identifies the possibility of the increase. It is shown in Table 9 -
10. Risk assessment is performed using appropriate methods based on the possible
severity of adverse health effects and the likelihood of their occurrence after
identification of hazard. The food safety group then uses the scaling method from 1 to 3,
1 as the least and 5 as the highest possible severity of adverse health effects or the
likelihood of hazard. In the next step, a suitable control plan is selected from OPRP or
HACCP. This selection is done in regard to the type of the main control measure. It is
considered an OPRP plan if a prerequisite program is used as the control measure.
However, an HACCP plan is used in other situations. One should note that the OPRP
and HACCP are different only in terms of critical limits of the CCPs in the HACCP
plan. Table 9 ,10 shows the mixed OPRP and HACCP plan- The association defines
confirmation planning, after designing the HACCP and OPRP plan. the severity number
by the likelihood of occurrence number calculates the risk number. The risk numbers
which are more than 1 are considered as actual hazards. Consequently, the food safety
group must control actual hazards by the OPRP or HACCP plan, as shown in Table 11
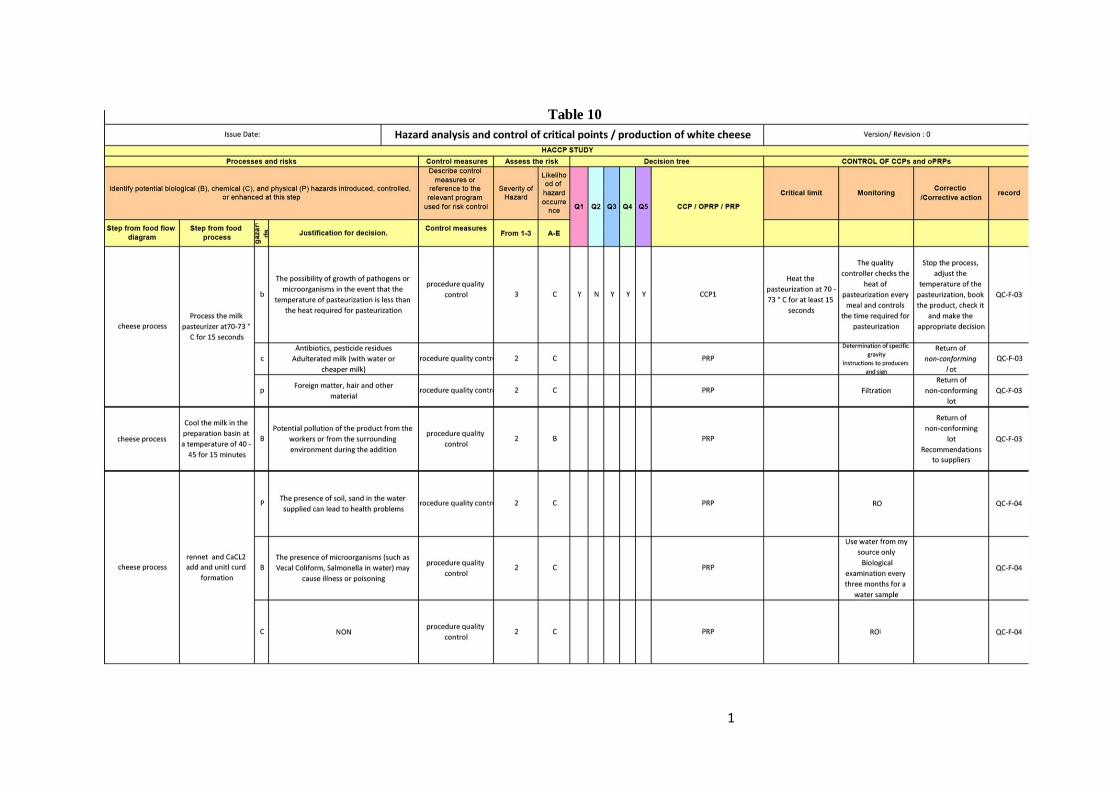
1
Table 10
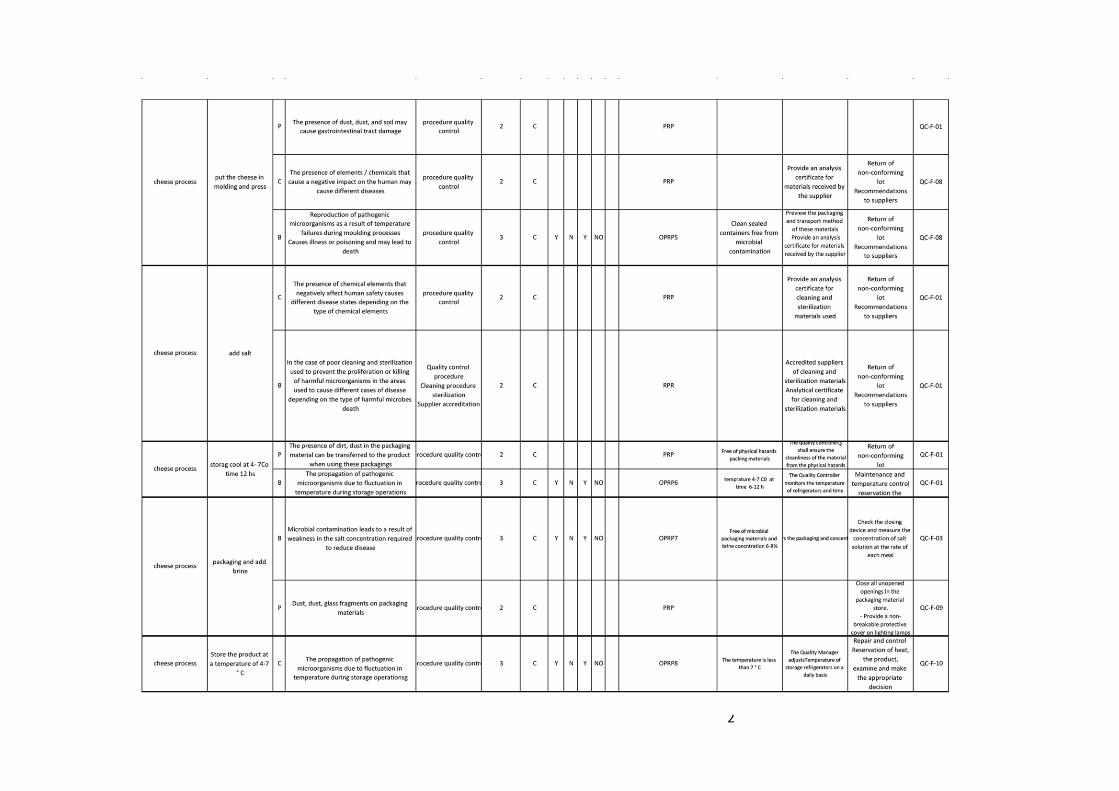
2

61
4-8 Tablet 11: Hazard analysis and control of critical points / CCP
AND OPRP checklist:
Based on the results of the hazard analysis, the Whit chees production process
includes one CCPs and 8 OPRP
1. CCP1: Pasteurization of raw milk
Pasteurization temperature should be maintained at 72C0. Inadequate pasteurization
may allow pathogenic microbes to remain and grow.
2. OPRP1: CIP CLEANING
Free equipment, machinery and equipment from the residues of cleaning and
sterilizing materials.
3. OPRP2: Cleaning and sterilization process
The cleaning and sterilization process is effective and avoids and limits microbial
growth within equipment and machinery used in the manufacturing process
4. OPRP3: Milk filtration
The filter openings are sound and prevent physical impurities
5. OPRP4: Raw milk storage in the tank
Storage temperature should be maintained below 7C0. Improper conditions may
induce alteration of the milk and growth of pathogenic microbes.
6. OPRP5: put the cheese in molding and press
Clean sealed containers free from microbial contamination
7. OPRP6:storage cool
Storage temperature should be maintained below 4- 7Co time 6- 12 H. Improper
conditions may induce alteration of the cheese and growth of pathogenic microbes
8. OPRP7:packaging and add brine
Free of microbial packaging materials and brine concentration 6-8%
9. OPRP8: Store the product
Storage temperature should be maintained at a temperature of 4-7 ° C . Improper
conditions may induce alteration of the cheese and growth of pathogenic microbes
.

.
Table 11


64
4.10 Monitoring system of CCPs and corrective measures
The control of critical points is performed based on a monitoring system of
planned measurements and/or observations, ensuring both the timely recognition of any
deviation of CCPs from the critical limits and, secondly, by proving that each CCP is
always under control. The completion of a special form is the next step in the HACCP
implementation, in order to create files of applied monitoring systems in all CCPs and
OPRPs and contains the elements: Process Stage
The kind of the critical control point .The control parameter and its limits .
The method, frequency, records and the monitoring agent .
The corrective action in case that the control parameter is out of control,
verification/ evaluation of the effectiveness of the applied corrective action and the
person responsible for the corrective action. The evaluation officer of the corrective
action. In general, the documentation help to verify that HACCP controls are in place
and are being appropriately maintained.

65
4.11 Evaluation of the sensory evaluation, chemical and
microbiological white cheese quality before and after HACCP
implementation. (final products)
The samples were analyzed microbiologically, chemically and physically.
According to Palestine standers p s (836 -4-2005) before and after the implementation
of HACCP and 22000 system are shown in table 12 the sensory evaluation (taste, color
and flavor) and chemical analysis were identical, accepted white cheese samples. In the
same table, shows a decrease in the hazards percentage of staphylococcus aureus..
Coliforms and Mold & Yeast detected at the white cheese in manufacture after applying
HACCP and 22000 system and the plant was then classified as a no hazard (safe) line.
Table 12: comparison of white cheese analysis before and after HACCP
Test Before
HACCP
After
HACCP
Remarks
1-Sensory evaluation: PS 836-4, 2005
Taste Accepted Accepted
Color Accepted Accepted
Flavor Accepted Accepted
2- Chemical analysis; PS 836-4, 2005
Salt% 2.9 3.2 <2%
Fat, % 11.5 12 (7.5-12) 9%
Moisture, % 66.5 60 <65%
3-Microbiological
analysis
PS 836-4, 2005
E-coli 3*104 -ve Zero
Mold -ve -ve <10
Yeast 1.4*104 1*102 1000
Coliform group 1*103 <100 1000
Staphylococcus aureus, 1*105 -ve <100
PS: Palestine Standardization

66
CHAPTER 5
CONCLUSIONS AND
RECOMMENDATION

67
CONCLUSIONS AND RECOMMENDATION
5-1 CONCLUSIONS
The implementation of food safety management system according to the
standard ISO 22000 in food-processing industry allows controlling of different hazards
affecting the health of consumers. And is the standard which harmonizes the practices
of management and the HACCP principles. It guarantees food safety to industrialists,
distributors and customers. Furthermore, it specifies essential requirements to ensure
food safety at all levels: the prerequisite programs (PRPs) and the HACCP plan. In this
research, food safety management system was developed during the processing line of
white sofe cheese for controlling of microbiological hazard during prodcuts process.
Various microbiological methods of analysis and procedures have been developed to
monitor the safety of white cheese at an early stage and during chees microbological
hazards. The ISO 22000 specifies the requirements neeed for a system that can monitor
and master hazards and ensure that food is safe for uman processing line.
The PRPs implementation allowed us to master the likelihood of incidence of
physical, chemical and microbiological hazards. The HACCP plan principles were
established and have been enabled to monitor and control of identified consumption.
However, its application requires an understanding of the prerequisite programs and the
HACCP principles as well as the procedures to be HACCP principles as well as the
procedures to be implemented.
The most important aspect of HACCP and ISO 22000 is that it is a preventative
system rather than an inspection system of controlling food safety hazards. Prevention
of hazards cannot efficiently and effectively be accomplished by end product inspection.
The application of HACCP and ISO 22000 is systematic because structured hazard
analysis and implementation are provided.
The process is logical in that each processor understands it own operation and is
able to assess controlling the specific process optimally. HACCP is also science based
as the controls in the process are based on scientific information.
The HACCP system has two major components. Firstly, hazard analysis (HA)
which identifies the where and how of hazards, and secondly, the critical control points

68
(CCPs) that provide the control of the process and the proof of control. The primary
objective of HACCP is to make the product as safe as possible and to prove that the end
product was manufactured as safe as possible. Obviously, this does not mean that
HACCP provides hundred percent assurance of food safety to consumers, but it does
mean that a company is doing it's utmost to ensure safe food production. The assurance
of safety is based on the process of identifying the hazards, establishing controls for the
identified hazards, monitoring the controls and periodically verifying that the system
works.
A HACCP and ISO 22000 program was successfully implemented in a large
commercial cheese plant within a one year period. The following conclusions can be
based on this study:
It is crucial to develop a culture that allows members of staff the freedom to act to
ensure product safety at all stages of manufacture and storage in the context of their
specific roles within the organization. This enables people to take ownership of their
ideas and be more flexible in executing them, thus allowing them to add value to the
organization.
In this study, the presence of high contamination and foregin material in raw milk,
effective pasteurization and homogenization, as well as maintaining the correct
coagulation temperature, were identified as critical control points.
The implementation procedures and actions to ensure that the CCPs and activities
are in line with the requirements of the HACCP system are crucial.
The properly implemented and working corrective action system, the effective
reviews of the CCPs, and the effectiveness of the HACCP and ISO 22000 system
can be viewed as the backbone of the HACCP system.
Indicators of efficient and effective implementation of the HACCP and ISO 22000
system include the trend (s) in the customer complaints, the nature of the customer
complaints, credits passed, legal liabilities due to alleged claims of unsafe products,
in-process deviations, finished goods compliance with specifications (defect levels
and defect rates).

69
Records generated during the normal monitoring of CCPs, hazard analysis
procedures, and all other identified records of the HACCP system are very
important to prove due diligence to the system.
This study also showed that there is certainly a link between implementing a
formalies system such as HACCP, and the outcomes of both in-process testing and
analysis, and final testing and analysis, which will significantly impact on reducing
the number of customer complaints and, more importantly, the risk to the customer
that could be posed by the product. This decrease in the risk to the customer will
also contribute to minimizing the liability of the plant in terms of legal, social,
financial, image and other factors that contribute to the success of any company.
The implementation of the HACCP and ISO 2000 system for white cheese also
contributed towards the ability to measure product characteristics and ensured that
these were closer to the specifications. In so doing, the consistency of the quality of
the product was enhanced, thereby meeting the customers' expectations.
Furthermore, in minimizing the deviation from the specification, the level of
wastage was reduced. This reduction in wastage should contribute toward the
profitability of the product and, thereby, the company. It can therefore be concluded,
as was identified in this suty, that the implementation of a HACCP and ISO 22000
system not only minimizes the risk of the product to the consumer, but also
contributed positively towards the overall quality of the product in terms of
characterisitcs other than product safety. The return in terms of product quality
consistency, wastage reduction, and the reduction of significant customer
complaints could be viewed as an investment payback, or return on the expenses,
incurred in the implementation of the HACCP system. In order to successfully
implement FSMS by overcoming the challenges faced by an organization it is
necessary.
In order to successfully implement FSMS by an organization it is necessary to
impart awareness and training to its employee. The company has to provide training
on food safety for FSMS team members through competent personnel who also will
facilitate the implementation. The company ensures that training on food safety for
FSMS team members through competent personal who also will facilitate the
implementation. The company ensures that all employees involved in food handling

71
activites have adequate training to entrench a culture of good manufacturing/
hygiene practices and effective communication. The FSMS team leadr in
collaboration with plant manager and supervisor will train the operators on general
food safety and hygience concepts.
The core team members will be responsible for general food safety awareness
and training of operators and shop floor personnel. For operators responsible for OPRP
and CCP, specific training shall be conducted with focus on their role on FSMS with
emphasis on their assigned stations. The importance of CCP monitoring, record keeping
and use of deformation procedure is emphasized to all managers managing CCPs. Top
management will ensure that the FSMS is renewed at least bi-annually and updated if
necessary as per management reviews. Any updates will be recorded and reported by
group QAM.
5.2 Recommendations
commitment and direct involvement form the most senior levels in the company as
well as from the plant's management is crucial to ensure the success of any initiatve,
such as HACCP.
Successful implementation of the HACCP and ISO 22000 based approach
requires the synergistic interaction between all role players in the HACCP and
ISO 22000 team.
The critieria used for the selection of the HACCP and ISO 22000 team leader are
very important. Adequate HACCP and ICO 22000 training, knowledge of the
product (s) and the manufacturing process are also some of the key requirements of
the team leader. The person should also have leaedership abilities, defined
responsibilities, and authority.
In line with ssenior management's commitment to the implementation of a ISO2200
and HACCP system, the necessary resources, for example, finance, tome, personnel,
and facilities ust be provided.
The level of represnation on the a ISO 2200 and HACCP team should not be limited
to managerial level personnel only. Shop floor level personnel should also be
involved to buy into the program.

71
Ongoing education, training and motivation of all personnel on a ISO2200 and
HACCP principles are essential, especially when employee turnover is high.
The a ISO 2200 and HACCP system must be seen as an integral component of the
company's formalized systems and must be viewd in the same level of importance as
systems such as financial, occupational health and safety, legal an corporate
governance.
The implementation process should be undertaen as any other project in the
company such as the installation of a new production line, the launch of a new
product, and others.
The project plant should clarify details such as objectives, timeframes/timelines,
responsibilities, costs, reviews, and milestions.
A formalized structure ensures compliance with the targets and objectives, and
clarifies responsibilities.
The process of identifying critical control point is importans an should be a
comprechensive exercise and approached on a scientific basis.
The HACCP team mebers who identify the CCPs should comprise of the necessary
skills in the relevant fields. Non-managerial personnel (e.g., shop floor personal)
could contribute significantly to the project as these personnel may have a better
undrstaniding of the process, limitations, problems and practical concerns.
Depending upon the level of the maturity and the scope of the HACCP system in a
dairy plant, and the nature of the products, backward and / or forward integration of
the HACCP system can be done. In the case of a cheese manufacturer, the quality of
raw milk can be improved by the implementation of HACCP at farm level (milk
suppliers to the company) –this sis an example of backward integration of the
HACCP system. An example of forward integration of the HACCP system is where
the customer or chaing stores, are incorporated into the HACCP system.
A suggestion for future research is to establish, in detail, what the financial
implications of.
Commitment and direct involvement from the most senior levels in the company as
well as from the plant's management is crucial to ensure the success of any intiative,
such as HACCP .

72
Successful implementation of the HACCP based approach requires the synergistc
interaction between all role players in the HACCP team.
The criteria used for the selection of the HACCP team leader are very important.
Adequate HACCP training, knowledge of the product (s) and the manufacuturing
process are also some of the key requirments of the team eader. The person should
also have leadershop abilities, defined responsibilities, and authority. Implementing
a system such as HACCP, and what the payback on this investment, will be.
In line with senior management's commitement to the implementation of a ISO 2200
and HACCP system, the necessary resources, for example, finance, time, personnel,
and facilities must be provided.
The level of representation on the a ISO 2200 and HACCP team should not be
limited to managerial level personnel only. Shop floor level personnel should also
be involved to buy into the program.
Ongoing education, training and motivation of all personnel on a ISO 2200 and
HACCP principles are essential, especially when employee turnover is high.
The a ISO 2200 and HACCP system must be seen as an integral component of the
company's formalized systems and must be viewed in the same level of importance
as systems such as financial, occupational health and safety, legal and corporate
governance FSMS and to provide sustained training for the personnel authorized in
the implementation process.
Quality standards can be implemented more efficiently when the personnel have a
certain level of knowledge about quality management.
Factory should certainly seek support from consult in firms whenever they need
about problems they face but cannot overcome in the implementation of the quality
system.
The implementation process should be undertaken as any other project in the
company such as the installation of a new production line, the launch of a new
product, and others.
The project palnt should clarify details such as objectives, timeframes/timelines,
responsibilities, costs, reviews, and milestions.
A formalized structure ensures compliance with the targets and objectives, and
clarifies responsibilities.

73
The process of identifying critical control point is important and should be a
comprehensive exercise and approached on a scientific basis.
The food safety team who identify the CCPs should comprise of the necessary skills
in the relevant fileds. Non-managerial personal (e.g., shop floor personnel) could
contribute significantly to the project as these personnel may have a better
understaniding of the process, limitations, problems and practical concerns.
Depending upon the level of the maturity and the scope of the HACCP system in a
dairy company, and the nature of the products, backward and/ or forward
intergration of the HACCP system can be done. In the case of a cheese
manufacturer, the quality of raw milk can be improved by the implementation of
HACCP at farm level (milk suppliers to the plant)- this is an example of backward
interration of the HACCP system. An example of forward intergration of the
HACCP system is where the customer or chain sotres, are incorporated into the
HACCP system.
A suggestion for future research is to establish, in detail, what the finacail
implications of implementing s system such as HACCP, and what the payback on
this investment, will be.
The infrastructure necessary for the system to be implemented most efficiently
(building and facility structure, kitchen, storage room, other work spaces,
transporation vehicles, equipment, waste and sewer system) must be properly
installed in advance.
Just like other quality management systems, it is very important to work with
informad personnel in the process of the installment and implementation of the
22000.

74
REFERENCES
IISO 22000, 2005, food safety management systems requirments for any organization in
the food chain
ISO/TS 22004, 2005, fod safety management systems e guidance on the application of
ISO 22000
PS 59. Palestine standard, shelf life for food production
Codex Alimentarius Commission, Hazard Analysis and Critical control point (HACCP)
system and Guidelines for its application joint FAQ/WHO food standards program,
rome-
PS 836-4, 2005. Cheese products-soft white cheese
PS 600, 1999. Raw milk
PS 851, 2005 the health conditions whose availabitlity is the necessary in the foodstuffs
facotries
Alimentarius, C. (2003). Hazard analysis and critical control point (HACCP) system
and guidelines for its application. Annex to CAC/RCP, 1-1969.
Alimentrius, C. (2003). Hazard anlaysis and critical control point (HACCP) system and
guidelines for its application. Annex to CAC/RCP, 1-1969
Codex, (1997). Codex committee on food hygiene. (1997). Recommended international
code of practice general prinicples of food hygience.
In food hygiene basic texts. Rome: food and agriculture organization of the United
Nations, world health organization.

75
Davids, S. (2011). An evaluation of the ipact of food safety management system within
the wine industry in the western coape, south Africa (Doctoral dissertation, cape
Peninsula University of Technology).
Echols, M. A. (2001). Food safety and the WTO: the interplay of culture, science an
technology. Kluwer Law International.
ISO (2005). ISO 22000: 2005. Food safety management systems-Requirements for any
organization in the food chain. Switzerland: International standard organzations.
Mortimore, S., & Wallace, C. (2013). HACCP: A practical approach. Springer.
Mortimore, S., & Wallace, C. (2013) prerequisites for food safety: PRPs and operationl
PRPs.
In HACCP (pp.113-154). Springer US.
NAC (1992) National Advisory committee on Microbiological criteria for foods.
(1992). Hazard analysis and crtical control point system international journal of food
microbiology, 16 (1), 1-23.
Sperber, W. H. (1998). Auditing and verification of food safety and HACCP food
control, 9 (2), 157-162.
Wallace, C., Sperber, W., & Mortimore, S. E. (2011). Fod safety for the 21st century:
managing HACCP and food safety throughout the global.
Supply chain. John wiley & sons. Wallace, C., & Williams, T. (2001). Pre-requisites: a
hep or a hindrance to HACCP. Food control, 12 (4), 235-240.
WHO. (2009). A report on "retrieved from www.fao.org /docrep/012/a1552e
/a1552e00.pdf . Accessed on December 5, 2014.
Bas, M., Yuksel, M., & Cavusoglu, T. (2007) . Difficulties and barriers for the
implementing of HACCP and food safety systems in food businesses in Turkey. Food
control, 18 (2), 124-130.

76
Nygren, S. (2006). An introducation to ISO 22000. Food safety management system.
Intertek. 21-25.
Jianu, C., & Chis, C. (2012). Study on the hygiene knowledge of food handlers
workingin small and medium-sized companies in western Romanina. Food control, 26
(1), 151-156.
Ross, N.J. (2007). Fom farm to fork: How space food standards impacted the food
industry and changed food safety standeards. In S. Dick & R. Launius (Eds),
Societal impact of spaceflight (pp 219-236). Washington, DC: Library of Congress
cataloging –in – Publication Data
Blane, D. (2007), "ISO 22000, HACCP et securite des aliments: Recommendation
outies, FAQ et retours de terrain" ,AFNOR ed. France: la plaine saint Denis Cedex,
329p.
Benyagoub, Elh. & ayat, M . (2013), "microbiological level control of contaminating
microorganisms in the production of milk at a state dairy industry southwest Algerian",
phytochemestry & Bioactives substances journal 7 (2), 57-73.
Noga, H. E., Ngasala, & Mtambo, M. M. A. (2015). Assessment of raw milk quality and
stakeholdres' awareness on milk-borne health risks in Arusha city and meru district,
Tanzania.
Topical animal health and production, 47 (5), 927-932.
Mensah. L., & Julien, D. (2011). Implementation of food safety management system in
the UK.
Food control, 8 (22), 1216-1225
FAO., 1998, food Quality and safety systems – A training Manual on food hygiene and
the hazard analysis and critical control pint (HACCP) system: section 3- the hazard

77
analysis and critical control point (HACCP) system. Publishing management group,
FAQ information Division, Rome. (http://www.fao.org/docrep/w8088e05.htm).
Chambers A. F., 2007, ISO 22000 food safety management systems: An easy – to – use
checklist for small business; are you ready? Geneva: Inernational Trade centre.
Department for Environment, food and rural affairs (DEFRA), 2008, Food statistics
Pocket Book, London: DEFRA.
Surak J. G., 2006, A Global standard Puzzle solved? How the ISO 22000 food safety
management system integrates HACCP and more, food safety magazine, 2006/2007
(January/March): 40-43.
Gravani, R. & Marriott, N. (2006). Principles of food sanitation. 5th
ed. New yourk:
springer sciences.
Julien, D. & Mensah, L. (2011) Implementation of food safety management systems in
the UK.
Food Control. 22: 1216-1225.
Lowry, D. (2010). Advances in cleaning and sanitation. Australina Journal Of dairy
technology.
65.2: 106-112
Tamime. A. (2009). Milk processing and quality management . UK: wiley-Blackwell
Vladimirov Z., 2011, Implemenation of food safety managmenet system in Bulgraira,
British food Journal, 113 (1), 50-65
Arvanitoyannis, I. S. and varzakas, T. H. 2009. Application of ISO 22000 and
comparison with HACCP on Industrial Processing of Common Octopus (Octopus
vulgaris). Internationl Journal of food science and technology 44: 58-78.
Bell, C. and kyriakides, A. 2000. Salmonella- A Practical Approach to the organisim
and its control in food, Blackwell science, London. Pp. 160-163.

78
Blank, D. 2006. From intent to impemenation. Iso management systems 5:1-5.
Burndred, F. 2009. Food safety IN chocolate Manufacture and Processing. In S.T.
Beckett,
Industial Chocolate Manufacture and Use 4th ed. Wiley-Blackweel publishing, UK. Pp.
530-550.
Case, C.L.2010. the Microbiology of Chocolate. Retrieved from
http://www.smccd.edu/accounts/case/chocolate.html on February 2011.
Codex Alimentarius Commission. 1999. Food Hygiene. In basic Texis 2nd
ed. Codex
alimentaruius commission, rome, Italy. Pp. 33-42.
European Economic commission 2001. Setting maximum levels for certain
contaminants in food stuffs. Official report of the European communities. (EC) No.
466/2001 cordier, J. L. 1994.
HACCP in the chocolate Industry food control,. Food control 5:171-175.
Dezaan. 2006. The De Zaan Cocoa Manual. ADM Cocoa BV, Netherlands.
Faergemand, J. and Jespersen, D. 2004. "ISO 22000 to Ensure Intergirty of food supply
chain" Retreieved from http://www.iso.org/iso/tool5-04.pdf. Accessed February
28,2008.
FDA 1994. Food safety assuance programme: Development of hazard anlaysis critical
control points: prosoal Rule. Fedural reqister. August 4, 1994.
Fowler, M.S. 2006. Cocoa Beans: from Tree to factory. In S. T. beckett, traditional
chocolate Manufacture and Use 4th ed. Wiley-Blackwell Publishing, UK. Pp. 10-47.
George, R. M. 2004. Gudeline No. 5 Foreign Bodies in foods. Guidelines for their
Prevention, control and detection 2nd
ed. Campden and Chorleywood food research
association group. Czc org/iso/about/the_sotry.htm. Accessed November 26,2010.
79
Llano, L. 2011. Advantages of HACCP. Nirvanita de Baja. Retrieved from
http://agricorganicos.com /special/advantage.html. Accessed February 12,2011.
Mensah, E. M. 2010. Application of ISO 22000 and comparison with HACCP to the
processing of vauum – packed pouched tuna chunks in a fish processing company in
Ghana. Thesis submitted to the Univeristy of Ghana, Legon.
National santitaion foundation 2004. ISO 22000 Benefits nationsl sanitioan foundation
International. Februrary 12, 2011.
78Gaalou, I., Riabi, S., & Ghorbel, R. E. (2011). Implementaion of ISO 22000 in cereal
fod industry "SMID" in Tunisia. Food control, 22(1), 59-66.
Arques, J.L., Rodriguez, E., Langa, S., Landete, J. M., & Medina, M. (2015).
Antimicrobial
Activity of lactic acid bacteria in dairy proucts and Gut: Effect on pathogens. Biomed
research INterantion, 2015, 583183.
Avendano-Perez & Pin, 2013; Kamada et al., 2013; Gahan and Hill, 2014.
Cabrera-Rubio R., Collado M.C., Laitinen K., Salminen S., Isolauri E., & Mira A.
(2012). The human milk microbiome changes over laction and is shaped by maternal
weight and mode of delivery. American journal of chinical Nutrition, 96, 544-51.
Kahindi, Bright Barestus, "Food safety management practices of small and medium
sized food industry Enterpreizes in Tanzania" (2016).
ISO 14644- 1 "Cleanrooms and associated controlled envioronments – part 1:
classification of air cleanliness"
Michella farner . (2014) "Developing the food safety management system for the
University of wisconsiin _river falls dairy pilit plant"
Marcason, w (2011). Is the incidence of foodborne illness in the united states changing?
Journal of the American dietetic association .111. 6:966.

81
Julien, D. & Mensah, L. (2011) implementation of food safety management systems in
the UK. Food control. 22:1216-1225.
Dias, M, Sant' ana, a, cruz, A, Faria, J, de Oliveria, C & Bona, E. (2012). On the
implementation of good manufacturing practices in a small processing unity of
mozzarella chese in Brazil. Food control 24: 199-205
Chandan, R. & Kilara, A (2008) Dariy ingredients for food processing. Blackwell.
Requlation (EC) No 2073/2005 of 15 November 2005 on microbiological criteria for
foodstuffs, official Journal 338, 22.12.2005, p. 1-26.
Regulation (EC) No 1441/ 2007 of 5 December 2007 amending Regulation (EC) No
2073/2005 on microbioloical criteria for foodstuffs, official journal L 322, 7. 2007.
GUIDANCE DOCUMENT on official controls, under regulation (EC) No 882/2004,
concening microbiological sampling and testing of foodstuffs.
Nyder OP, Hand washing for retail food operations – a review, dairy, food and
environment.
Sanitation, 18, 1998.
Baraheem OH, EL-Shamy HA, Bakrwm and Gomma NF, Bacteriological Quality of
some dairy products (Kariesh Cheese and Ice Cream in (Alexandria, J. Egypt Public
health assoc., 82,2007, 491 -510.
Arvanitioyannis I. S, "HACCP and ISO 22000 Application to foods of animal origin
Blackweel publishing Ltd, 2009.
Kokkinakis EN, Fragkiadakis GA, loakeimidi Sh, Giankoulf IB and Kokkinaki An,
Mirobilogical quality of ice cream after HACCP implementation: a factory case study,
Czech J. Food Sci., 26, 2008, 83-391.
81
SAUDI AM, LATIF EFA and DABASH SMEVALUATION OF MICROBIOLOCIAL
SAFETY OF AN ICE CREAM PRODUCTION LINE AFTER HACCP
IMPLEMENTATIONI, 2013, 2 (12): 2192-2203.
Kousta M, Mataragads M, skandamis P and Drosinos EH, Prevalnce and source of
cheese contamination with pathogens at farm and processing levels, food control, 21,
2010,
So/FDIS 18593 / 2004, Microbiology of food and animal feeding stuff-Horizantal
methods for sampling techniques from surfaces using contact plates and swabs, 3004.
Herbert M, Donovan T and manger P, A study of the microbial contamination of
working sufaces in a variety of food premises using the traditional swabbing technique
and commercial contact slides, ashford, PHLS, Cited by Reference No. 8, 1990.
Juanu C and Chis C, study on the hygiene knowledge of food handlers working in small
and medium- sized companies in western Romania, food control, 26,2012, 151-156.
Ngela MF, Safa Food Handler 2003, published at http://www.foodsafetysite.com
/resources/pdfs/Englishsevsafe/EnGSection4.pdf
Commission Regulation No. 2073/2005. On microbiological criteria for foodstuffs, the
council of the European communitites, official J. the European Communities, 338,
2005, 1-25.
Final Report 06NS3/2006, 3rd
trimester National Microbiological survey. Examiation of
the Microbilogical status of food preparation sufaces, 2006, 1-29.
http://www.fsai.ie/upoadedfiles/moniting_andEnforcement/Monitoring/Surveillance/foo
d_prep surfaces.pd
Surdick, Matthew, J. (2012). Improving the HACCP system through the application of
ISO 22000.
PAS 220:2008 (Prerequisite programmes on food safety for food manufacturing).

82
Behrouzinia M, Fallah A (2018) Generic Plan of Implementation of ISO 22000:2005 in
Canned Tuna and Assessment of FSMS Implementation on Control of Histamine. J
Food Process Technol 9: 727
Escanciano, C., Santos-Vijande, M.L. (2014): Reasons and constraints to implementing
an ISO 22000 food safety management system: Evidence from Spain, Food Control 40
(0), 50-57. doi: 10.1016/j.foodcont.2013.11.032
AG Fragkaki1, N Printzos2, I Laina
2 (2015) Implementation of the Hazard Analysis
Critical Control Point (HACCP) System to a Dairy Industry: Evaluation of Benefits and
Barriers
Abd El-Razik, M.M., Hassan, M.F.Y. and Gadallah, M.G.E. (2016) Implementation of
HACCP Plan for the Production of Egyptian Kishk (A Traditional Fermented Cereal-
Milk Mixture). Food and Nutrition Sciences , 7, 1262-1275.
Springer, R. A, 2016- The HACCP Handbook, 6th edition. High field international Ltd.
UK.

83
APPENDIX

84

85

86

87

88
89

91

91