lean-ajattelun käyttöönoton tukeminen pelillistämisen avulla
TRANSCRIPT

Christian Borgström
Lean-ajattelun käyttöönoton tukeminen pelillistämisen avulla
Metropolia Ammattikorkeakoulu
Insinööri (AMK)
Tuotantotalouden tutkinto-ohjelma
Insinöörityö
28.03.2018
Tiivistelmä
Tekijä Otsikko Sivumäärä Aika
Christian Borgström Lean-ajattelun käyttöönoton tukeminen pelillistämisen avulla 35 sivua + 2 liitettä 28.03.2018
Tutkinto Insinööri (AMK)
Tutkinto-ohjelma Tuotantotalous
Ammatillinen pääaine
Ohjaajat
Toiminnan laatujohtaja Kai Mäenpää Yliopettaja Hannu Räsänen
Insinöörityössä oli tavoitteena selvittää, kuinka voidaan toteuttaa pelaamiseen perustuva koulutusmenetelmä lean-ajattelun käyttöönoton tukemiseksi Planmeca Groupin henkilöstölle. Lisäksi tavoitteena oli tutkia koulutusmenetelmän soveltuvuutta ja analysoida pelitapahtumien vaikutusta lean-ajattelutavan omaksumiseen yrityksessä. Koulutuksesta haluttiin mahdollisimman käytännönläheinen, jotta jokainen osallistuja saisi parempia havaintoja sekä omia ideoita, joita voitaisiin parantaa omassa työympäristössä. Osallistujia oli noin kymmenen kussakin tilaisuudessa. Koulutuksissa käytiin läpi jatkuvan parantamisen periaatteita, lean-ajattelutapaa sekä muutamia työkaluja, joita voidaan hyödyntää yhtiön eri organisaatioissa. Pääpaino pistettiin fyysiseen peliin ja koulutuksessa käytettiin Lego-rekkatehdas-peliä, joka simuloi tuotantoympäristöä. Pelissä mitattiin läpimenoaikoja, keskeneräisten tuotteiden määriä, huonolaatuisten tuotteiden määriä ja toimitettujen rekka-autojen määriä. Pelien aikana kiinnitettiin huomioita mm. pullonkauloihin, työvaiheiden tasapainoon, eräkokoihin sekä työtilojen asetelmiin. Pelissä oli useampi kierros, ja osallistujat saivat ideoida parannuksia ennen seuraavaa kierrosta. Koulutusta oli tarkoitus pitää lähes koko yrityksen henkilöstölle. Jokaisen koulutuksen jälkeen pyydettiin palautetta, jotta voisimme parantaa koulutusta jatkuvasti. Kerätyn tiedon perusteella pelitapahtumat todettiin onnistuneiksi.
Avainsanat Jatkuva parantaminen, lean-johtamisfilosofia, lean-työkaluja, lean-Lego-peli

Abstract
Author Title Number of Pages Date
Christian Borgström Implementation of lean thinking through gaming 35 pages + 2 appendices 28 March 2018
Degree Bachelor of Engineering
Degree Program Industrial Management
Professional Major
Instructors
Kai Mäenpää, Director, Operational Quality Hannu Räsänen, Principal Lecturer
The purpose of the thesis was to find out how to implement a gaming-based training method to support the introduction of lean thinking to Planmeca Group's personnel. The aim was to study the suitability of the training method and analyze the effect of game events on adopting a lean mindset in the company. The training should be as practical as possible, so that each participant would gain better insights and ideas that could be improved in their own work environment. Each training session was attended by about 10 participants. The training covered the principles of continuous improvement, the lean approach, and a few tools that could be utilized in the different organizations of the company. The focus was put on physical gaming, and a Lego truck factory game was used to simulate a production environment. In the game lead times, the volume of work in progress, the quantities of poor quality products and the quantities of trucks delivered, were measured. During the game attention was paid to the bottlenecks, the work balance, the batch size and the workspace layout. The game was played in several rounds, and the participants had to plan improvements before the next round. The training was intended to be held for almost the whole company's personnel. After each training feedback was requested, so that the training could be improved continuously. Based on the data collected, the game events were found to be successful.
Keywords Continuous improvement, lean management, lean tools, lean Lego game

Sisällys
Lyhenteet
1 Johdanto 1
2 Jatkuva parantaminen 3
2.1 Lean 3
2.1.1 Hukka 4
2.1.2 Virtaus 4
2.1.3 Resurssitehokkuus vs. virtaustehokkuus 5
2.1.4 Kingmanin kaava 6
2.1.5 Mitä lean ei ole? 8
2.2 Työkaluja ja menetelmiä 8
2.2.1 Demingin kehä 8
2.2.2 5S 9
2.2.3 Standardointi 9
2.2.4 Kanban 9
2.2.5 Imuohjaus vs. työntöohjaus 10
2.2.6 First-In-First-Out 11
2.2.7 Päiväpalaveri 11
2.2.8 A3-ongelmanratkaisu 12
2.2.9 5 kertaa miksi? 12
2.2.10 Arvovirtakaavio 13
2.2.11 Tehokkuusmatriisi 14
2.2.12 Gemba-kävely (genchi genbutsu) 16
2.2.13 Spagetti-diagrammi 16
3 Lean pelien avulla 18
4 Lean-peli Planmecalla 19
4.1 Ensimmäinen pelikierros ja havainnot 21
4.2 Toinen pelikierros ja havainnot 23
4.3 Kolmas pelikierros ja havainnot 25
4.4 Ylimääräinen pelikierros 26
5 Yhteenveto pelikerroista 28
6 Yhteenveto koulutuspalautteista 32

7 Yhteenveto 34
Lähteet 35
Liitteet
Liite 1. Pelitulokset
Liite 2. Koulutuspalautteet

Lyhenteet
5S seiri, seiton, seiso, seiketsu ja shitsuke (sorteeraa, systematisoi, siivoa,
standardoi ja seuraa).
A3 A3-ongelmanratkaisutyökalu.
FIFO First-In-First-Out, ensimmäinen sisään, ensimmäinen ulos.
JIT Just-In-Time, juuri oikeaan tarpeeseen (JOT).
JOT Juuri oikeaan tarpeeseen, Just-In-Time (JIT).
KET Keskeneräinen työ, work in progress (WIP).
MRP Material Requirements Planning, tuotannonohjaus.
PDCA Plan-Do-Check-Act, suunnittele-kokeile-tarkastele-päätä.
TPS Toyota Production System, Toyotan tuotantojärjestelmä.
VMI Vendor Managed Inventory, varastonohjauksen ulkoistaminen.
VSM Value Stream Mapping, arvovirtakaavio, arvovirtakartta.
WIP Work in Progress, keskeneräinen työ (KET).

1
1 Johdanto
Tämän opinnäytetyön tavoitteena on selvittää, kuinka voidaan toteuttaa pelaamiseen
perustuva koulutusmenetelmä lean-ajattelun käyttöönoton tukemiseksi Planmecan
henkilöstölle. Lisäksi tavoitteena on tutkia koulutusmenetelmän soveltuvuutta ja
analysoida pelitapahtumien vaikutusta lean-ajattelutavan omaksumiseen yrityksessä.
Tällä hetkellä yrityksessä ei ole lean-ajatteluun soveltuvaa käytännönläheistä
koulutustapaa, eikä henkilöstön lean-osaaminen ole riittävällä tasolla. Työntekijät eivät
tunne prosesseja eivätkä osaa hyödyntää lean-oppeja arjen työtehtävissä.
Lean-pelien tarkoitus on esitellä osallistujille leanin periaatteita ja työkaluja sekä
opettaa niitä ja tuoda ideoita prosessien parantamiseen. Osanottajat voivat vaihtaa
kokemuksiaan erilaisten layoutien tai tuotantofilosofioiden vaikutuksesta. Tavoite on
aikaansaada kognitiivista oppimista, jotta henkilöstö tietää, miten leania voidaan
hyödyntää omassa työssään sekä antaa eväitä ongelmatilanteissa.
Opetus tapahtuu pienissä, noin kymmenen hengen ryhmissä. Pelitapahtumat sisältävät
sekä teoriaa että käytännön simulointia pelien avulla. Osanottajia löytyy mm.
tuotekehityksestä, tuotannosta, viennistä sekä varastotoiminnoista. Koulutuksissa on
sekaryhmiä näiltä edellä mainituilta osastoilta. Noin pari-kolme kuukautta jokaisen
koulutuksen jälkeen on myös tarkoitus pitää ryhmätöitä, joissa on osallistujia aina
samoilta osastoilta. Näissä ryhmätöissä on tarkoitus suunnitella parannuksia oman
osaston prosesseihin. Tämä viimeinen osa jää tämän insinöörityöprojektin ulkopuolelle.
Tässä opintonäytetyössä tutustutaan myös jatkuvan parantamisen periaatteisiin ja sen
toimintamalleihin sekä tutustutaan leanin eri työkaluihin.
Planmeca Group
Planmeca Group on menestyvä suomalainen terveysteknologian yhtiöryhmä.
Ydinliiketoiminnasta vastaa maailman kolmanneksi suurin hammaslääketieteen
laitevalmistaja, emoyhtiö Planmeca Oy. Yhtiö sijaitsee Helsingissä.

2
Lisäksi yhtiöryhmään kuuluvat mammografialaitteita ja ortopedisen kuvantamisen
laitteita valmistava Planmed Oy, Paraisilla toimiva hammaslääketieteen käsi-
instrumentteja valmistava LM-Instruments Oy, norjalainen potilastieto-ohjelmistoja
valmistava Opus Systemer AS sekä kanadalainen hammashoidon hoito- ja
sterilointikaapistojen valmistaja Triangle Furniture Systems Inc. Lisäksi Planmeca on
osaomistaja amerikkalaisessa E4D Technologies -yrityksessä, joka valmistaa
hammashoidon CAD/CAM-ratkaisuja.
Viiden valmistavan yhtiön lisäksi Planmeca Groupiin kuuluu Suomen johtava täyden
palvelun hammastarvikeliike Plandent Oy. Plandent ja sen tytär-, osakkuus- ja
sisaryritykset muodostavat Plandent-liiketoimintaryhmän, joka myy Planmeca Groupin
tuotteiden ohella myös muiden johtavien valmistajien tuotteita kymmenessä Euroopan
maassa.
Myös Implantona Oy ja Entteri Oy ovat osa Plandent-liiketoimintaryhmää. Implantona
Oy on suomalainen hammasimplantteihin, suukirurgisiin instrumentteihin ja
hammashoitoalan ammattilaisten valmentamiseen erikoistunut yritys. Entteri Oy on
terveydenhuollon tietojärjestelmäpalveluiden toimittaja ja asiantuntija, jonka päätuote
on hammashuollon potilashallintajärjestelmä AssisDent.
Planmeca Oy:n ja Turun yliopiston yhteinen koulutusvientiyritys Nordic Institute of
Dental Education (NIDE) tarjoaa korkealaatuista täydennyskoulutusta kansainvälisille
hammasalan ammattilaisille.
Planmeca Groupissa on henkilöstöä noin 2 700, joista Suomessa on noin 900.
Yhtiöryhmän liikevaihto on noin 730 miljoonaa euroa (2016). Vakavaraisen
yritysryhmän omavaraisuusaste on yli 50 %. Planmeca Groupin toimitusjohtaja ja
perustaja Heikki Kyöstilä on Planmeca Oy:n ja Plandent Oy:n toimitusjohtaja. Planmed
Oy:n toimitusjohtaja on Jan Moed. Yritysryhmän emoyhtiö Planmeca Oy on perustettu
vuonna 1971. (Planmeca intranet, 2017.)

3
2 Jatkuva parantaminen
Pelkällä suunnittelulla tuskin saadaan aikaan täydellisiä järjestelmiä. Täydellisyyteen ei
ikinä päästä, mutta siihen pyritään. Tarvitaan jatkuvaa parantamista. Tämä tunnetaan
japanin kielellä nimellä Kaizen. Kaizenilla on kolme perussääntöä: siisteys, hukan
poistaminen sekä standardointi. Nämä asiat ovat osa lean-ajattelua. Kaizenin
perusasioita on myös se, että ongelmiin puututaan heti.
2.1 Lean
Lean-ajattelu on johtamisfilosofia, joka keskittyy turhuuksien poistamiseen. Leanin
avulla pyritään parantamaan asiakastyytyväisyyttä, parantamaan laatua, parantamaan
työskentelyolosuhteita, pienentämään toiminnan kustannuksia, lyhentämään
tuotannon läpimenoaikoja sekä antamaan työntekijöille mahdollisuus osallistua
kehitystyöhön. Pyritään tekemään oikeita asioita. (Kouri, 2009.)
Lean on muodostettu pääosin Toyota Production Systemin (TPS) periaatteiden
pohjalta. Lean esiteltiin 1990-luvun alussa, kun taas TPS on peräisin jo 1940-luvun
lopulta. (Liker, 2004.)
Lean-ajattelun kulmakivi on jatkuva parantaminen. Hukkaa eliminoidaan ja virtausta
parannetaan jatkuvasti. Tämä logiikka tunnetaan nimellä Demingin kehä eli PDCA-sykli
(Plan-Do-Check-Act). Leaniin löytyy monia työkaluja. (Logistiikan maailma.)
Lean ei ole pelkkiä menetelmiä tai työkaluja, vaan se on strategia, jonka avulla
yritetään saavuttaa asetettu tavoite. Lean-strategian toteuttamisen keinot kannattaa
jakaa kolmelle abstraktiolle: (Modig & Åhlström, 2013.)
Ylin abstraktio – lean filosofiana, kulttuurina, arvoina, elämäntapana,
ajattelutapana jne.
Keskimmäinen abstraktio – lean parannuskeinona, laatujärjestelmänä,
tuotantojärjestelmänä jne.
Alin abstraktio – lean menetelmänä, työkaluna, tuhlauksen poistamisena jne.
4
Monilla organisaatioilla on tapana aloittaa lean käyttämällä Toyotan kehittämiä
menetelmiä ja työkaluja. Silloin on vaarana että sivutetaan leanin syvällisemmät tausta-
ajatukset. Ei ymmärretä eikä tiedosteta, miksi eri työkaluja käytetään. Tämä voi johtaa
koko lean-ajattelun hylkäämiseen. Mitä korkeammalla abstraktiolla lean on määritelty,
sitä laajemmin lean voidaan soveltaa. (Modig & Åhlström, 2013.)
2.1.1 Hukka
Hukalla tarkoitetaan sellaista, mikä ei tuota minkäänlaista arvoa ja mikä voitaisiin
poistaa. Toyotan seitsemän hukkaa (jap. Muda) eli toiminnalliset hukat ovat ylituotanto,
varastot, odottaminen ja etsiminen, siirtymiset, siirrot ja käsittelyt, korjaustyö sekä turha
työ. Kahdeksantena hukkana voidaan laskea ihmisten aivokapasiteetin ja osaamisen
käyttämättä jättäminen. Näiden toiminnallisten hukkien lisäksi on kaksi muuta suurta
hukkatyyppiä, hajonta (jap. Mura) ja ylikuormitus (jap. Muri). (Logistiikan maailma.)
2.1.2 Virtaus
Virtauksella tarkoitetaan fyysisen tuotteen tai tiedon siirron kokonaisläpimenoaikaa
prosessissa. Virtaus alkaa asiakkaan tilauksesta ja päättyy, kun asiakas on saanut
tuotteen. Virtaus toimii kun esimerkiksi tuotannossa valmistetaan tuotteita
mahdollisimman pienissä erissä, ilman välivarastoja ja vain asiakkaan tarpeen mukaan.
Tämä tunnetaan myös nimellä Just-in-Time (JIT). Tietotyössä virtausta saadaan
esimerkiksi, kun toimitaan yhden kappaleen virtausmenetelmällä (one piece flow),
ilman turhaa odottelua ja kun tehdään asiat kerralla kuntoon. Tehtävien
suoritusjärjestyksellä on merkitystä ja tehokkainta on first-in-first-out (FIFO), eli työt
tehdään siinä järjestyksessä kuin ne saapuvat. (Torkkola, 2015.)
Prosessien virtaukseen vaikuttaa kolme lakia: Littlen laki, pullonkaulojen laki sekä
vaihtelun laki:
1. Littlen laki
Läpimenoaika lasketaan kertomalla keskeneräisten virtausyksiköiden määrä jakson
ajalla (prosessin alkamisen ja päättymisen välinen aika). Läpimenoaika kasvaa sen
mukaan, montako keskeneräistä virtausyksikköä prosessissa on ja kuinka pitkä on

5
niiden jakson aika. Jaksoaika, eli yksittäisen työtehtävän keskimääräinen
suorittamiseen kuluva aika pysyy samana. (Modig & Åhlström, 2013.)
Littlen lain mukaan:
CT = WIP * te
Jossa CT on läpimenoaika, WIP on keskeneräisten virtausyksiköiden määrä ja te on
jaksoaika.
2. Pullonkaulojen laki
Pullonkaulat ovat prosessin vaiheita, jotka rajoittavat läpimenoa ja joiden kohdalla
tapahtuu pysähdys eli muodostuu jono. Pullonkaulan jälkeiset vaiheet joutuvat
odottamaan vuoroaan, joten niitä ei hyödynnetä täysin. Pullonkaulat siis hidastavat
prosessia ja niiden määrä on minimoitava. (Modig & Åhlström, 2013.)
3. Vaihtelun laki
Vaihtelua on aina. Se on epätasapainoa ja epäyhdenmukaisuutta, esimerkiksi
asiakkaiden tarpeissa tai työn määrässä. Vaihtelun voi aiheuttaa resurssit,
virtausyksiköt tai ulkoiset tekijät. Mitä suurempi vaihtelu, sitä suurempi on
läpimenoaika. (Modig & Åhlström, 2013.)
2.1.3 Resurssitehokkuus vs. virtaustehokkuus
Resurssilla tarkoitetaan toimintaedellytystä tai voimavaraa eli yrityksessä
esimerkiksi henkilöstöä, toimitiloja, koneita, työkaluja ja tietokoneita. Resurssi-
tehokkuudella tarkoitetaan resurssien mahdollisimman hyvää hyödyntämistä.
Resurssitehokkuus mittaa, kuinka paljon jotain resurssia hyödynnetään suhteessa
ajanjaksoon. Resurssitehokkuuden näkökulmasta toiminta on tehokasta silloin, kun
esimerkiksi työntekijöillä on koko ajan työtä, eivätkä he joudu odottamaan sitä, tai kun
tuotantokoneet ovat toiminnassa koko ajan. Resurssitehokkuus on perinteinen työn
tehokkuuden mittari. Resurssitehokkaassa työssä kuitenkin tuote tai muu työstettävä
yksikkö voi joutua odottamaan käsittelyyn pääsyä pitkänkin aikaa, vaikka resurssit

6
olisivat täysin työllistettyjä. (Modig & Åhlström, 2013.) Kuvassa 1 on havainnollistettu
resurssi- ja virtaustehokkuuden eroavaisuutta.
Kuva 1. Resurssi- vs. virtaustehokkuus.
Perinteisesti tuotantoa ja työntekoa on järjestetty resurssitehokkuuden parantamisen
näkökulmasta. Leanissa huomiota kiinnitetään resurssitehokkuuden ohella
virtaustehokkuuteen. Virtaustehokkuutta mitattaessa huomio pidetään jalostettavassa
yksikössä, joka voi olla tuote, asiakas, informaatio tai projekti. Jalostettavan yksikön
tulee edetä mahdollisimman tehokkaasti prosessissa. Yksikkö, eli tuote tai
tilaus, virtaa prosessin läpi ja virtaustehokkuudella mitataan, kuinka paljon
virtausyksikkö jalostuu tiettynä ajanjaksona. Arvo määrittyy virtausyksikön
näkökulmasta eli sen ajan mukaan, jolloin virtausyksikkö saa arvoa. Arvon saamisella
tarkoitetaan asiakkaalle lisäarvoa tuottavaa työtä, esimerkiksi yhtä työvaihetta laitteen
kokoamisessa. Arvoa tuottamatonta aikaa on esimerkiksi se, että tuote odottaa
seuraavaan työvaiheeseen pääsyä. Virtaustehokkuuden parantamisessa ei ole kyse
arvoa tuottavien vaiheiden nopeuttamisesta vaan arvon siirron tiheyden
maksimoinnista ja arvoa tuottamattomien toimintojen karsimisesta. (Modig & Åhlström,
2013.)
2.1.4 Kingmanin kaava
Vaihtelulla on suuri vaikutus virtaustehokkuuteen. Sir John Kingman esitteli 1960-
luvulla kaavan, joka havainnollistaa vaihtelun, resurssitehokkuuden ja läpimenoajan
välisen yhteyden.
7
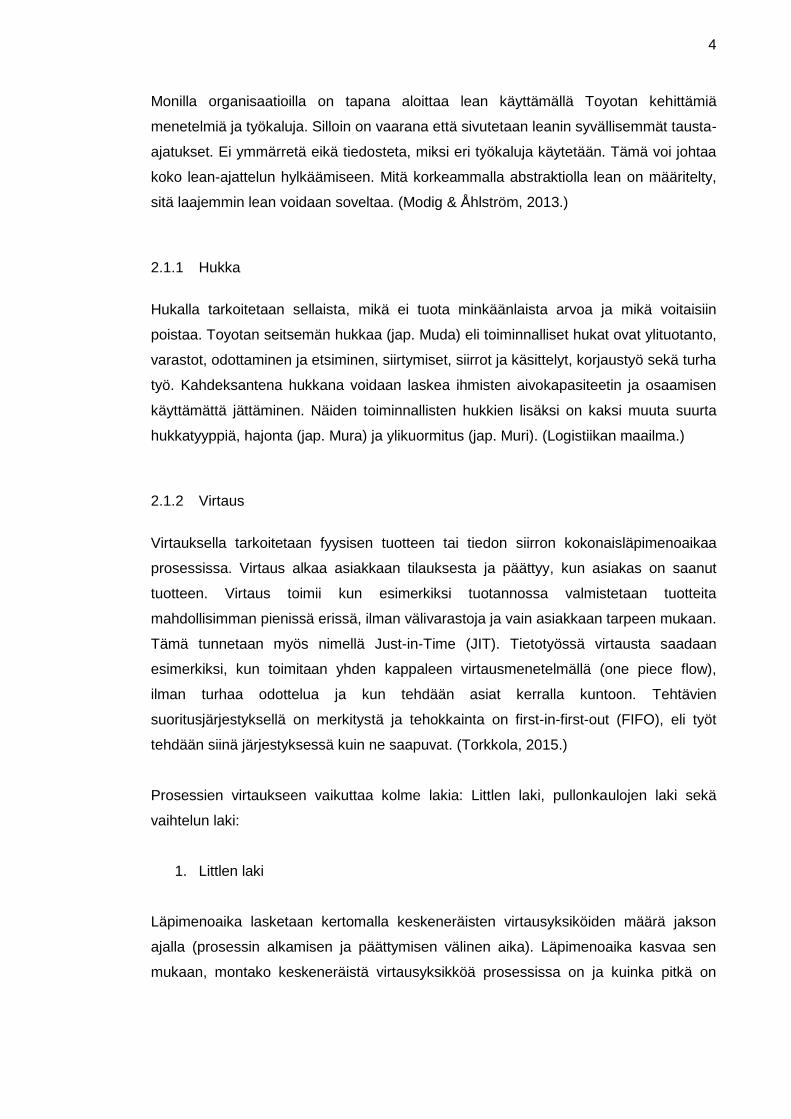
Kuva 2. Kingmanin kaava (mukaillen Modig & Åhlström, 2013.)
Kuvan 2 vaaka-akselilla on käyttöaste, joka näyttää, miten tehokkaasti hyödynnetään
resursseja. Mitä lähempänä 100 % ollaan, sitä parempi resurssitehokkuus on. Jos
vaihtelua on vähän, pärjätään isolla resurssitehokkuudella. Jos vaihtelua on paljon,
samalla resurssitehokkuudella läpimenoaika pitenee. Jos vaihtelua pystytään
minimoimaan tai ennustamaan, resursseja voidaan hyödyntää paremmin ja näin
lyhentämään läpimenoaikoja. Ideaali on kuvassa tähden kohdalla. (Modig & Åhlström,
2013.)
Kingmanin yhtälö:
CT = V * U * te
Jossa CT on läpimenoaika, V on vaihtelu, U on resurssien käyttöaste ja te on jaksoaika.
(Piirainen, 2017.)

8
2.1.5 Mitä lean ei ole?
Leanin tarkoitus ei ole toimia kustannusten säästöohjelmana, karsia työntekijöistä,
siirtyä liukuhihnatyöhön tai vähentää työn mielekkyyttä. (Kouri, 2009.)
2.2 Työkaluja ja menetelmiä
Leaniin on aikojen kuluessa syntynyt suuri joukko työkaluja, joilla prosessien välistä
hukkaa voidaan tunnistaa ja pienentää. Kaikki työkalut eivät sovi kaikille, vaan täytyy
valita sopivimmat, joita käyttää.
2.2.1 Demingin kehä
Lean-ajattelutavassa keskeinen asia on jatkuva parantaminen. Demingin kehä ja
PDCA-kehityssykli (Plan-Do-Check-Act) kuvaavat jatkuvaa kehittämistä. PDCA
perustuu kehään, jota kierretään. Tämä on myös kokeilujen kehä, koska suunnitelmat
ja muutokset eivät välttämättä tule käyttöön. Ensin suunnitellaan (plan), sitten
kokeillaan (do) ja tämän jälkeen tarkastellaan tulokset (check). Tarvittaessa korjataan
asiat ja palataan suunnitteluvaiheeseen. Kun hyvä menetelmä on saatu aikaan, se
otetaan käyttöön (act). Kaikkia ongelmia ei tarvitse ratkaista yhdellä kerralla, vaan
pienissä osissa, jatkuvan parantamisen takia. PDCA-syklit toistetaan toistensa jälkeen.
(Torkkola, 2015.) Kuvassa 3 esitetään Demingin kehän periaate.
Kuva 3. Demingin kehä – PDCA-sykli

9
2.2.2 5S
5S tulee japaninkielen sanoista seiri (sortteeraa, lajittele), seiton (systematisoi, lajittele),
seiso (siivoa, puhdista), seiketsu (standardoi) ja shitsuke (seuraa, ylläpidä).
Työympäristössä tai työpisteellä säilytetään vain välttämättömät tavarat, eikä
ylimääräisiä tai rikkinäisiä työkaluja tai muuta turhaa ole. Työympäristö ja työpiste on
järjestetty systemaattisesti ja visuaalisesti. Alueet voi olla rajattu esimerkiksi
teippauksilla tai merkattu värikoodeilla. Jokaiselle tavaralle on oma paikkansa, ja paikat
on merkitty. Työympäristö ja työpiste pidetään puhtaana ja järjestyksessä koko ajan.
Parhaat mahdolliset käytännöt, kuten työkalujen paikat ja työjärjestys, on määritelty
yhdessä työtekijöiden kanssa. Myös työturvallisuus otetaan huomioon ja siitä
muistutetaan asianmukaisin varoituksin sekä merkinnöin. Kun edellä olleista asioista
on sovittu ja kaikki turha poistettu, pidetään huolta siitä, että sovittuja asioita
noudatetaan jatkuvasti ja kehitetään tarpeen vaatiessa. (Østbø & Cattermole &
Wetherill, 2016.)
2.2.3 Standardointi
Standardoinnilla tarkoitetaan toimintatapojen vakioimista. Kun on kehitetty hyvin
toimiva prosessi, tätä standardoidaan ja dokumentoidaan. Työt tehdään tietyssä
järjestyksessä, tietyllä tavalla riippumatta siitä, kuka suorittaa työn. Myös tiedon
jakaminen helpottuu, jatkuva parantaminen tehostuu, työn oppiminen helpottuu,
työtapaturmat vähenevät ja työn laatu ja tuottavuus paranevat. Prosessit kehitetään
jatkuvasti ja dokumentoidaan uudelleen. (Østbø & Cattermole & Wetherill, 2016.)
2.2.4 Kanban
Sana kanban tulee japaninkielestä ja tarkoittaa mainostaulua, kylttiä tai merkkiä.
Kanban on lean-periaatteen mukainen tuotannonajoitusjärjestelmä, joka auttaa
määrittämään, mitä pitää tuottaa, milloin ja missä määrissä. Tätä käytetään
imuohjausjärjestelmässä signaloimaan materiaalien kulkua. Kanban-taulu tai kortti voi
olla fyysinen, esimerkiksi Post-it-lappu valkotaululla, tai se voi myös olla
tietokonesovellus, joka näyttää visuaalisesti jotain näytöllä. Jos esimerkiksi
varastohyllyssä oleva ruuvilaatikko on melkein tyhjä, voidaan hyllyn päätyyn pistää
punainen lappu, joka signaloi, että tarvitaan täydennystä. (Torkkola, 2015.) Kuvassa 4
esitetään yksinkertainen kanban-taulu.

10
Kuva 4. Yksinkertainen kanban-taulu
2.2.5 Imuohjaus vs. työntöohjaus
Just-In-Timeä (JIT) ja imuohjausta käytettiin jo ennen varsinaista lean-ajattelua yhtenä
japanilaisten tuotantofilosofioiden periaatteena. Suomeksi käytetään myös ”Juuri
Oikeaan Tarpeeseen” (JOT) -ilmaisua. Materiaaleja valmistetaan, siirretään ja
kuljetetaan vain todellisen tarpeen mukaan. Tarve on lähtöisin asiakaskysynnästä.
Imuohjaus tapahtuu taaksepäin, asiakkaalta tuotannon alkuun tai suunnitteluun.
Imuohjausta käytetään usein kalliimpiin erikoistuotteisiin tai tuotteisiin, joissa on useita
varuste-kombinaatioita ja värivaihtoehtoja, esimerkiksi autoissa. (Liker, 2004.)
Työntöohjaus perustuu ennusteisiin eikä suoraan asiakkaan tarpeisiin. Ohjauksessa
hyödynnetään usein tarvelaskentaa, Material Requirements Planning (MRP). Tätä
menetelmää käytetään usein sesonkituotteille. Esimerkiksi jäätelötehtaalla tiedetään,
että kesällä syödään enemmän irtojäätelöitä. Työntöohjauksessa tuotetaan myös
varastoihin. (Logistiikan maailma.) Kuvassa 5 havainnollistetaan työntö- ja
imuohjauksen perusperiaatteita.
11
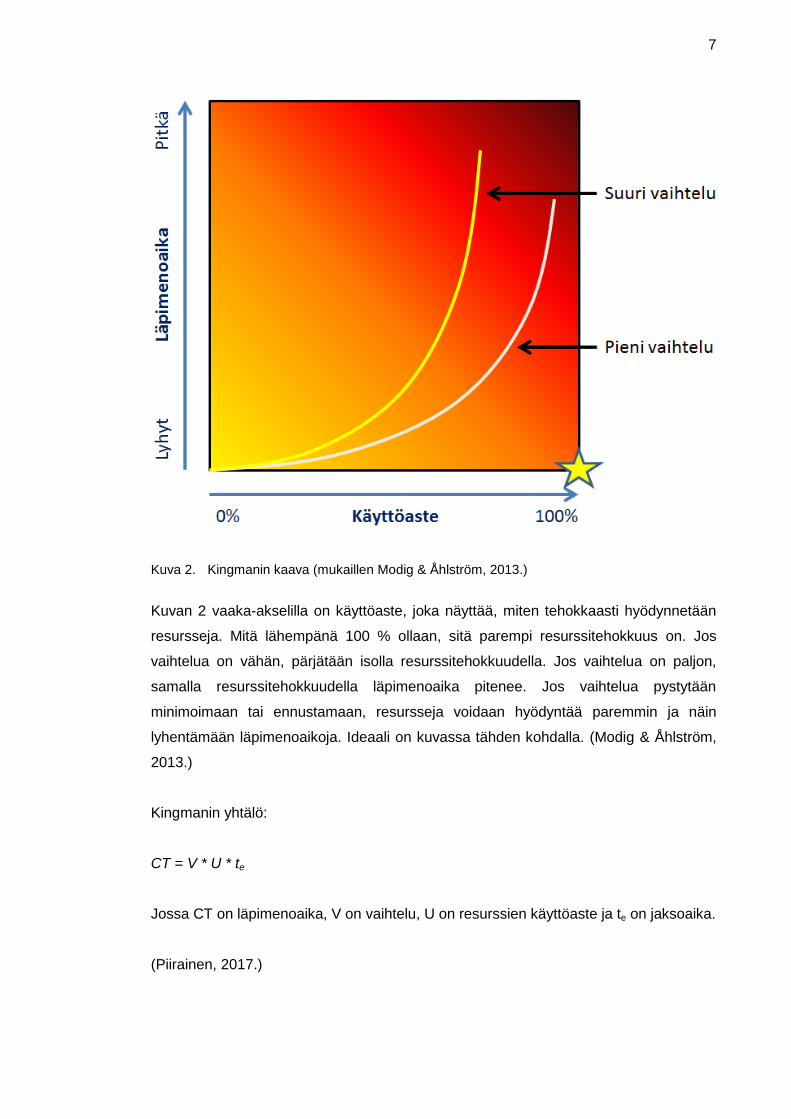
Kuva 5. Työntö- ja imuohjaus (mukaillen Logistiikan maailma.)
Käytännössä yrityksissä ei aina ole pelkästään jompaakumpaa tuotantosuunnitelman
ohjausmenetelmää läpi koko tuotannon, vaan usein molempia. Esimerkiksi tuotteen
rungot saatetaan valmistaa tietty määrä etukäteen työntöohjauksena välivarastoon ja
varusteet lisätään imuohjausperiaatteella. (Logistiikan maailma.)
2.2.6 First-In-First-Out
FIFO, First-In-First-Out eli ensimmäinen sisään, ensimmäinen ulos. Tämä tarkoittaa,
että työt tehdään samassa järjestyksessä kuin ne saapuvat. Jos alkaisi ohittamaan ja
muuttamaan järjestystä, vaihtelu kasvaisi ja ennustettavuus häviäisi. FIFO-periaatetta
noudattamalla työ etenee tehokkaasti myös tiimien välillä, sillä se yhdistää tiimejä ja
prosesseja toisiinsa ennustettavaksi ketjuksi. (Torkkola, 2015.)
2.2.7 Päiväpalaveri
Päiväpalavereita suositellaan pidettäväksi heti työpäivän alussa ja seisten esimerkiksi
kanban-taulun tai muun visuaalisen taulun äärellä. Palaverin pituus on enintään 15
minuuttia. Tavoitteena on keskustella edellispäivän tapahtumat sekä suunnitella
tulevan päivän tapahtumat. Osallistujat voivat tuoda esille haasteita ja keskustella
niistä. Näin muut osallistujat tietävät toistensa työt. Mikäli tarvitaan enemmän aikaa
keskusteluun, on tarkoituksenmukaista sopia erillinen palaveri. Tapaamisia ei aina

12
tarvitse olla päivittäin, mutta tarkoitus on, että niitä pidetään säännöllisesti. (Kouri,
2017.)
2.2.8 A3-ongelmanratkaisu
Ongelmanratkaisuun, kehittämiseen, valmentamiseen ja oppimiseen voi käyttää A3-
ongelmanratkaisumenetelmää. A3 nimi tulee A3-paperikoosta ja tarkoitus on että siihen
on tiivistetty oleellinen asia yhdelle paperille. A3:lla näkee myös kaikki asiat yhdellä
silmäyksellä, verrattuna monisivuiseen dokumenttiin, ja on näin visuaalisempi. Paperilla
on seitsemän kohtaa, joissa esitetään lyhyesti ongelman tausta, nykytila ja ongelma
tarkemmin, tavoite, analyysi, mikä on ongelman syy, ehdotus toimenpiteisiin,
suunnitelma toimenpiteille sekä seuranta. Tärkeää on käydä kaikki kohdat läpi eikä
niin, että kun on ongelma, implementoidaan ratkaisuja analysoimatta juurisyyt kunnolla.
(Torkkola, 2015.) Kuvassa 6 on esimerkki A3-ongelmanratkaisumallista.
Kuva 6. A3-ongelmanratkaisumalliesimerkki (Planmeca.)
2.2.9 5 kertaa miksi?
Kysymällä viisi tai useamman kerran miksi, saadaan syvempi ymmärrys asioiden
taustoista ja todellinen juurisyy selville. (Østbø, & Cattermole & Wetherill, 2016.)
Esimerkki: Auto ei käynnisty. Ensimmäinen miksi? Koska akku on tyhjä. Toinen miksi?
Koska laturi ei toimi. Kolmas miksi? Koska remmi on katkennut. Neljäs miksi? Autolla

13
on ajettu niin paljon ja remmi jo vanha. Viides miksi? Määräaikaishuollot ovat
tekemättä.
2.2.10 Arvovirtakaavio
Arvovirta-analyysilla tehdään arvovirtakaavio, Value Stream Mapping (VSM), jossa
kuvataan prosessia. Tämän avulla voidaan tunnistaa arvoa tuottavia sekä arvoa
tuottamattomia toimintoja. Arvoa tuottamattomia toimintoja ovat esimerkiksi varastointi,
kuljetus ja jonotus. Arvovirtaus on läpimenoaika, jota pyritään saamaan
mahdollisimman lyhyeksi. Ensin tehdään kaavio nykytilasta jossa näkyvät kaikki
vaiheet ja ajat prosessissa. Tämän jälkeen analysoidaan kaavio, jossa poistetaan
turhat toiminnot. Sen jälkeen luodaan uusi kaavio. (Rother & Shook, 1999.) Kuvassa 7
ja 8 havainnollistetaan arvovirta-analyysikaavioiden sisältöä ja käyttöä.
Kuva 7. Arvovirtakaavio, nykytila (Rother & Shook, 1999.)

14
Kuva 8. Arvovirtakaavio, tuleva tila (Rother & Shook, 1999.)
2.2.11 Tehokkuusmatriisi
Leaniä yritetään usein selittää tehokkuusmatriiseilla. Tehokkuusmatriisit kertovat, mihin
suuntaan yrityksen kehityksen on tapahduttava. Joko resurssitehokkuus voi kasvaa tai
vähentyä tai virtaustehokkuus voi kasvaa tai vähentyä. Leanissa pyritään
maksimoimaan virtaustehokkuus sekä resurssitehokkuus painottaen
virtaustehokkuutta. Matriisissa on neljä paikkaa, joissa organisaatio voi sijata. (Modig &
Åhlström, 2013.)
Tehokkuussarakkeita
Jos yritys keskittyy pitkälti vain resurssitehokkuuteen, se ajautuu matriisissa
vasempaan yläkulmaan tehokkuussaarekkeille. Tällainen yritys koostuu
osaoptimoiduista osista, jotka pyrkivät maksimoimaan resurssien käytön. Jokaisen
yksikön virtaustehokkuus on kuitenkin pieni. Teollisuudessa tämä tarkoittaa sitä, että
tavaraa seisoo paljon varastoissa ja syntyy hukkaa muun muassa
varastointikustannuksien muodossa. (Modig & Åhlström, 2013.) Kuvasta 9 selviää
tehokkuusmatriisin rakenne.

15
Kuva 9. Tehokkuusmatriisi (mukaillen Modig & Åhlström, 2013.)
Tehokkuuden meri
Tehokkuuden merellä virtaustehokkuus on suuri ja resurssitehokkuus pieni. Yrityksen
pääpaino on asiakkaan tarpeiden tehokkaassa täyttämisessä. Tämä vaatii, että
yrityksellä on jatkuvasti käytössä vapaata kapasiteettia. Lean-ajattelussa painotetaan
kyllä virtaustehokkuutta ja asiakkaan parasta palvelua, mutta liiallinen virtaustehokkuus
voi tehdä yrityksen toimet kannattomaksi. (Modig & Åhlström, 2013.)
Joutomaa
Joutomaalla asiakkaalle tuotettu arvo on vaatimatonta, ja resursseja tuhlataan.
Joutomaalla sijaitsevista yrityksistä puuttuu koordinointia, rutiineja ja
järjestelmällisyyttä. Joutomaa on luonnollisesti yritykselle ei-toivottua aluetta. (Modig &
Åhlström, 2013.)

16
Ihannemaa
Ihannemaa on se, mitä tavoitellaan, ja sinne on myös vaikea päästä, sillä resurssi- ja
virtaustehokkuuden tasapainoinen yhdistäminen on haastavaa. Yritykset tavoittelevat
tähteä, mutta se ei käytännössä ole mahdollista. Tähän on suurena syynä asiakkaiden
kysynnän vaihtelu. Yritys ei pysty ikinä täysin onnistuneesti ennustamaan, mitä, milloin
ja minkä määrän asiakas tiettyä tuotetta tai palvelua tarvitsee. Edes asiakas itse ei
pysty siihen. Kysynnän ja tarjonnan vaihtelu määrittää tehokkuusrajan. Tehokkuusrajan
yläpuolelle ei ole mahdollista päästä. Se, mihin kohtaan muuten ihannemaata
tähdätään, riippuu organisaation liiketoimintastrategiasta. Liiketoimintastrategia
määrittää, mitä arvoa yritys aikoo asiakkaalle tarjota eli keskitytäänkö laatuun vai
kustannuksiin. (Modig & Åhlström, 2013.)
2.2.12 Gemba-kävely (genchi genbutsu)
Gemba tarkoittaa japaninkielellä todellista paikkaa ja gemba-kävelyllä tarkoitetaan, että
mennään paikan päälle siellä, missä työ tehdään tai ongelma esiintyy. Ajatus on, että
ongelma on nähtävä käytännössä ennen kuin se pystytään ratkomaan. Kaikki näyttää
erilaiselta lattiatasolla kuin paperilla konttorissa. Gemba-kierroksella voi samalla
keskustella suoraan työntekijöiden kanssa ja saada juurisyyt selville helpommin. (Liker,
2004.)
2.2.13 Spagetti-diagrammi
Tekemällä spagetti-diagrammia selviää visuaalisesti, onko esimerkiksi tarpeen muuttaa
työpaikan layoutia tai tehdä muita muutoksia. Joutuvatko työntekijät kävelemään
turhaan paikasta toiseen, tai siirtelemään tavaroita paikasta toiseen jne. Nämä asiat
voivat vaikuttaa mm. laatuun, aikaan ja kuluihin. (What is Six Sigma, 2018.)

17
Kuvat 10 ja 11 kuvaa erään ravintolan keittiön layout nykytilassa sekä muutoksien
jälkeen:
Kuva 10. Spagetti-diagrammi, nykytila (What is Six Sigma, 2018.)
Kuva 11. Spagetti-diagrammi, uusi tila (What is Six Sigma, 2018.)

18
3 Lean pelien avulla
Lean-pelejä löytyy monia. Jos etsii internetissä, löytää paljon tietokonepelejä sekä
videoita joissa näytetään peliohjeita. Löytyy myös useita fyysisiä pelejä, joissa
simuloidaan esimerkiksi tehdasta tai toimistoympäristöä. Erilaisilla välineillä ja peleillä
voidaan havainnollistaa ja opettaa muuten niin vaikeita tilastollisia ilmiöitä, kuten
näytteenottoa, vaihtelua, teollista koesuunnittelua, säädön vaikutusta jne. (Quality
Knowhow Karjalainen Oy.)
Koska yrityksessä on tarkoitus pitää fyysistä lean-koulutusta pienissä ryhmissä,
päätimme toteuttaa myös pelin fyysisenä. Halusimme sellaisen pelin, missä koko
ryhmä voi osallistua samaan aikaan. Fyysisestä pelistä opit jäävät mitä ilmeisimmin
myös paremmin mieleen kuin tietokonepelistä. Pari fyysistä peliä on kuvattu alla:
Supply Chain Management Game, eli toimitusketjunhallinta-peli on simulointi
toimitusketjun henkilöstölle, joka haluaa kokeilla ja oppia lisää siitä, miten työkaluja
kuten kanban, Vendor Managed Inventory (VMI) ja Supermarkets voidaan käyttää
toimitusketjun optimointiin. Pelissä simuloidaan laivatelakkaa missä valmistetaan
laivoja. Pelissä käytetään Lego-palikoita, joilla simuloidaan materiaalia ja tuotantoa.
Tässä simulaatiossa on rooleina tuotannon suunnittelija, materiaalinkäsittelijä,
toimittaja ja asiakas, jotka toimivat yhdessä kolmessa pelisyklissä, joissa eri työkaluja
käytetään. Tämä antaa osallistujille hyvän esittelyn työkaluista sekä innostaa heitä
kehittämään omaa työympäristöään. Peli keskittyy suunnitteluun, hankintaan ja
kuljetukseen. Pelissä on kolme pelikierrosta, jotka alkavat perinteisellä prosessilla.
Seuraavilla kierroksilla otetaan käyttöön mm. SCM-työkalu, kanban, VMI ym. Tuloksia
kirjataan taulukkolaskentaohjelmaan. Peli on tarkoitettu kuudesta yhdeksään
pelaajaan. (Leanshopping.)
Lean Game FlowCar -pelissä simuloidaan rekkatehdasta. Tämän pelin tarkoituksena
on esitellä lean-periaatteet ja erilaisia työkaluja. Pelissä käytetään Lego-palikoita.
Pelissä on neljä kierrosta ja jokaisen kierroksen jälkeen osallistujat saavat miettiä,
miten voisi parantaa prosessia. Pelissä tulee hyvin esille mm. eräkoon ja layoutin
merkitys, FIFO, JIT, kanban, standardointi, hukka, pullonkaulan laki, tuotannon
tasapainottaminen (jap. heijunka) sekä 5S. Pelissä on neljä kokoonpanijaa,
materiaalintoimittaja, materiaalinkäsittelijä, tehdaspäällikkö sekä asiakas. Sopiva
palaajamäärä on seitsemästä kymmeneen. (Leanshopping.)
19
4 Lean-peli Planmecalla
Planmecalla valitsimme lean-koulutukseen Lego-rekkatehdaspelin, koska osallistujia oli
sekä työntekijöistä että toimihenkilöistä. Lego-rekkatehdaspelistä saa käytännössä
erittäin hyvän käsityksen, miten pienillä muutoksilla saa parempaa tulosta aikaan.
Vaikka peli simuloi tuotantoa, opit voidaan hyödyntää myös muissa työtehtävissä.
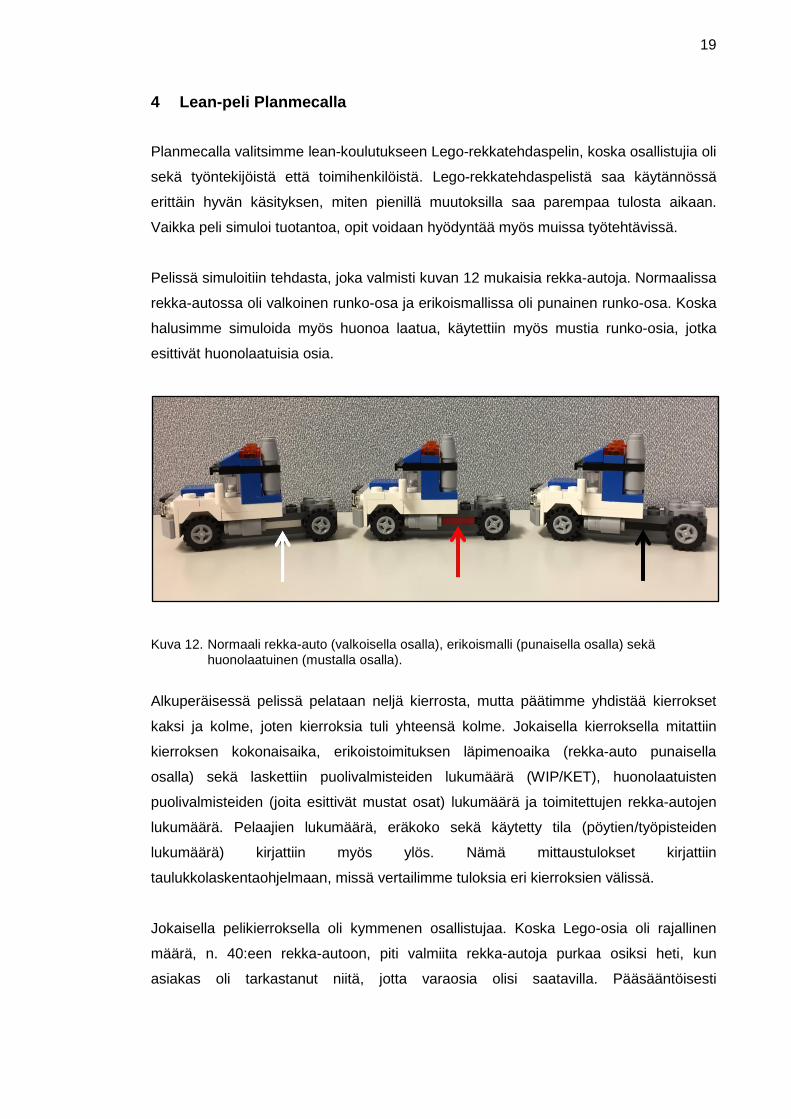
Pelissä simuloitiin tehdasta, joka valmisti kuvan 12 mukaisia rekka-autoja. Normaalissa
rekka-autossa oli valkoinen runko-osa ja erikoismallissa oli punainen runko-osa. Koska
halusimme simuloida myös huonoa laatua, käytettiin myös mustia runko-osia, jotka
esittivät huonolaatuisia osia.
Kuva 12. Normaali rekka-auto (valkoisella osalla), erikoismalli (punaisella osalla) sekä huonolaatuinen (mustalla osalla).
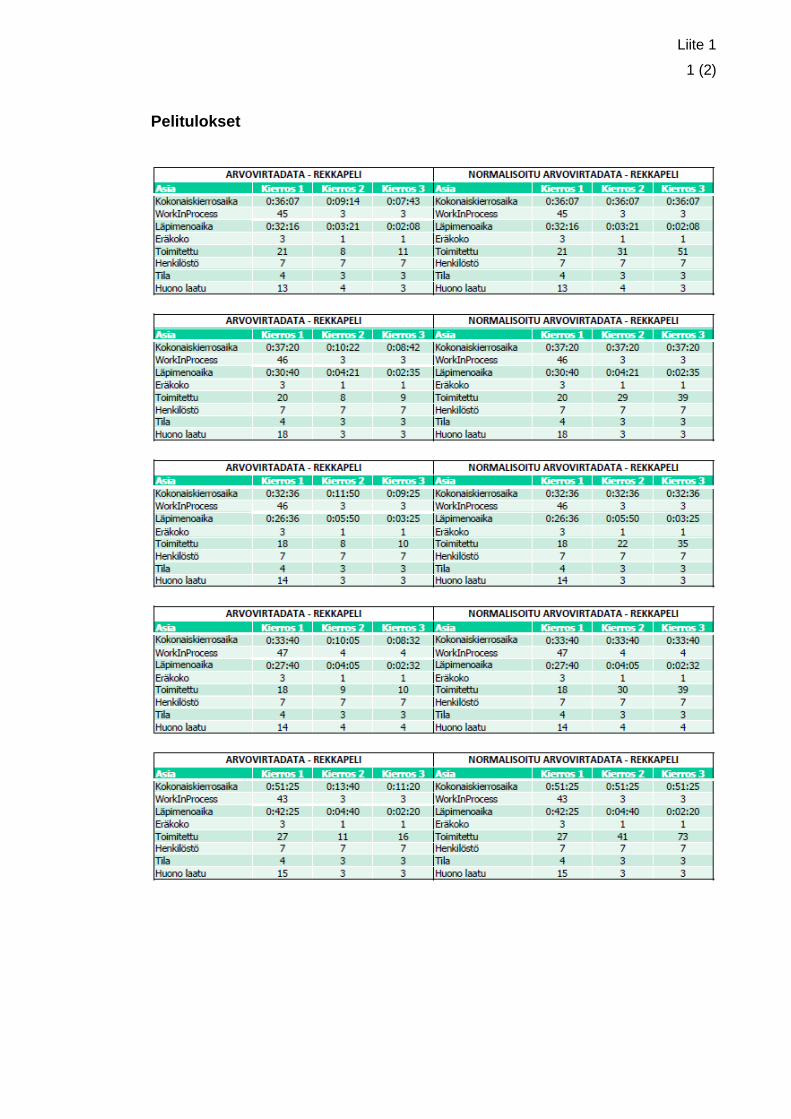
Alkuperäisessä pelissä pelataan neljä kierrosta, mutta päätimme yhdistää kierrokset
kaksi ja kolme, joten kierroksia tuli yhteensä kolme. Jokaisella kierroksella mitattiin
kierroksen kokonaisaika, erikoistoimituksen läpimenoaika (rekka-auto punaisella
osalla) sekä laskettiin puolivalmisteiden lukumäärä (WIP/KET), huonolaatuisten
puolivalmisteiden (joita esittivät mustat osat) lukumäärä ja toimitettujen rekka-autojen
lukumäärä. Pelaajien lukumäärä, eräkoko sekä käytetty tila (pöytien/työpisteiden
lukumäärä) kirjattiin myös ylös. Nämä mittaustulokset kirjattiin
taulukkolaskentaohjelmaan, missä vertailimme tuloksia eri kierroksien välissä.
Jokaisella pelikierroksella oli kymmenen osallistujaa. Koska Lego-osia oli rajallinen
määrä, n. 40:een rekka-autoon, piti valmiita rekka-autoja purkaa osiksi heti, kun
asiakas oli tarkastanut niitä, jotta varaosia olisi saatavilla. Pääsääntöisesti

20
ensimmäinen kokoonpanija jäi jossain vaiheessa ilman osia. Yhdessä rekka-autossa oli
koottavia osia 47 kpl. Todettiin, että oli hyvä olla kaksi henkilöä purkamassa rekka-
autoja, sillä purkamisessa saattoi mennä enemmän aikaa kuin kokoamisessa osittain
sen takia, että Lego-osat olivat uusia ja pysyivät tiukasti kiinni toisissaan. Itse rekka-
auton kokoonpanoon tarvittiin neljä pelaajaa. Jokaisella kokoonpanijalla oli
kokoamisohjeet ja kuvat tarvittavista Lego-osista A4-paperilla työpöydällä. Jokainen
kokoonpanija kokosi omassa työvaiheessaan tietyt osat valmistettavaan rekka-autoon.
Tämän lisäksi tarvittiin tavarantoimittaja, materiaalin käsittelijä, joka siirsi
puolivalmisteet seuraavalle kokoonpanijalle, tehdaspäällikkö sekä asiakas.
Ajanottajana toimi joko ohjaaja, tehdaspäällikkö tai asiakas. Jos osallistujia olisi vain
seitsemän, ohjaaja voisi toimia tehdaspäällikkönä ja asiakas voisi toimia myös
valmiiden rekka-autojen purkajana. Kuvassa 13 esitetään pelissä käytetyt
kokoonpanijoiden työohjeet.
Kuva 13. Kokoonpanijoiden työohjeet
Erikoistoimituksen rekka-auto (punaisella osalla) lisättiin peliin siinä vaiheessa, kun
työpisteellä kaksi oli sopivasti keskeneräisiä normaalituotteita. Tämä tapahtui noin
viiden ja kymmenen minuutin peliajan välissä riippuen ryhmän nopeudesta. Heti
punaisen osan lisäämisen jälkeen lisättiin mustia osia perään. Nämä mustat osat
kuvasivat viallista materiaalia, mistä tehdas ei ollut tietoinen, vaan viat tulisivat esille
vasta myöhemmin asiakkaalla. Kun kaikki mustat osat oli käytetty (15 kpl.), lisättiin

21
peliin taas valkoisia osia. Rekka-autoja piti koota aina FIFO-menetelmällä, eikä
järjestystä saanut muuttaa missään vaiheessa.
Jokaisen kierroksen jälkeen keskusteltiin, miten peli eteni ja miten prosessia voisi
parantaa. Ideana oli, että kurssinvetäjä ei heti antanut valmiita ratkaisuja, vaan
jokainen sai itse pohtia asioita.
4.1 Ensimmäinen pelikierros ja havainnot
Ensimmäisellä pelikierroksella käytettiin funktionaalista layoutia, ja työpisteet olivat
kauempana toisistaan. Ideana oli simuloida tehdasta, jossa kokoonpano tapahtuu eri
paikoissa ja puolivalmisteita joutuu siirtelemään paikasta toiseen. Pelissä jokainen
keskittyi vain omaan työhönsä, eikä auttanut muita. Jos kokoonpanija joutui
odottamaan osia tai puolivalmisteita, hänen piti istua paikallaan tekemättä mitään.
Ennen pelin alkua, jokainen kokoonpanija sai tarvittavat osat neljään autoon. Tuotanto-
eräkoko oli kolme, eli kolme puolivalmistetta siirrettiin aina paikasta toiseen, ei
enempää eikä vähempää. Kuvassa 14 havainnollistetaan ensimmäisen pelin layoutia ja
henkilöhahmoja.
Kuva 14. Ensimmäisen pelikierroksen layout ja henkilöhahmot

22
Peli alkoi, ja ajanotto käynnistettiin. Kun ensimmäinen kokoonpanija oli koonnut kolme
puolivalmistetta, kokoonpanija pyysi kuljetusta materiaalinkäsittelijältä, joka kuljetti
puolivalmisteet seuraavalle kokoonpanijalle. Jos osia loppui työpisteeltä, kokoonpanija
pyysi niitä tavarantoimittajalta.
Puolivalmisteita kasaantui toisen kokoonpanijan työpisteeseen jonoon, eli syntyi
varasto. Myös kolmannen kokoonpanijan työpisteeseen syntyi varasto. Kun viisi–
kymmenen minuuttia oli pelattu, ensimmäiselle kokoonpanijalle annettiin punainen
erikoisosa sekä käynnistettiin toinen ajanottokello. Heti punaisen osan jälkeen lisättiin
mustia osia peliin ja tämän jälkeen taas valkoisia osia.
Tehdaspäällikkö oli ainoa, joka sai kommunikoida asiakkaan kanssa. Kun neljäs
kokoonpanija oli koonnut kolme valmista rekka-autoa, hän pyysi tehdaspäällikköä
kuljettamaan tuotteet asiakkaalle. Asiakas tarkasti rekka-autot ja piti kirjaa, kuinka
monta rekka-autoa oli vastaanottanut. Jos jostain rekka-autosta puuttui osia tai rekka-
auto oli väärin koottu, asiakas ilmoitti tämän tehdaspäällikölle, joka vei viallisen
tuotteen korjattavaksi työpisteelle, jossa virhe oli tapahtunut. Korjauksen jälkeen
tehdaspäällikkö toimitti korjatun rekka-auton takaisin asiakkaalle. Tämä kuvasti sitä,
että korjaamiseen menee aikaa ja huono laatu maksaa.
Kun asiakas oli saanut erikoistoimituksen, ajanottokellot pysäytettiin ja ensimmäinen
pelikierros oli ohi. Tämän jälkeen taulukkolaskentaohjelmaan kirjattiin kokonaispeliaika,
erikoistoimituksen läpimenoaika sekä asiakkaalle toimitettujen tuotteiden määrä.
Laskettiin ja kirjattiin myös, kuinka monta keskeneräistä puolivalmistetta sekä kuinka
monta huonolaatuista puolivalmistetta makasi työpisteillä ja välivarastoissa. Kun
myöhemmin kävisi ilmi, että välivarastoissa olevissa puolivalmisteissa olisi
huonolaatuisia osia, näitä joutuisi vaihtamaan normaalilaatuisiin osiin. Tämä otettiin
myös huomioon taulukkolaskentaohjelmassa kustannuksena.
Pelin aikana havaittiin, että työt kokoonpanijoiden välillä oli jaettu epätasapainoisesti.
Ensimmäisellä kokoonpanijalla oli vähiten koottavia osia. Toisen kokoonpanijan
työpisteellä oli eniten puolivalmisteita jonossa ja myös kolmannen kokoonpanijan
työpisteelle syntyi jono. Neljännellä kokoonpanijalla oli vain tilapäisesti puolivalmisteita
jonossa työpisteellä. Ensimmäisellä kokoonpanijalla osat loppuivat usein kesken, koska
tämä oli nopein vaihe. Havaittiin myös, että materiaalinkäsittelijällä oli luppoaikaa, kun
taas tavarantoimittajalla oli kiire kuljettamaan osia.

23
Suurimmat ongelmat ensimmäisellä pelikierroksella olivat työnjako, jonojen syntyminen
sekä hidas läpimenoaika erikoistoimitukselle. Välivarastoissa oli puolivalmisteita sekä
huonolaatuisia tuotteita. Tässä vaiheessa vaikutti siltä, että toinen kokoonpanija
muodosti pullonkaulan tuotannossa.
4.2 Toinen pelikierros ja havainnot
Toisella pelikierroksella muutettiin tehtaan funktionaalinen layout solu-layoutiksi, mikä
tarkoitti, että kokoonpanijoiden pöydät olivat vierekkäin tai U-muodossa. Näin päästiin
eroon puolivalmiiden tuotteiden tarpeettomasta kuljettamisesta. Myös eräkoko
muutettiin kolmesta yhteen. Tämän lisäksi käyttöönotettiin kanban-kortit. Kuvassa 15
havainnollistetaan toisen pelikierroksen layout ja henkilöhahmot.
Kuva 15. Toisen pelikierroksen layout ja henkilöhahmot
Kokoonpanovaiheet tapahtuivat pelissä oikealta vasemmalle. Jokaisen kokoonpanijan
vasemmalle puolelle laitettiin Post-it-lappu pöydälle, joka toimi kanban-korttina.
Kanban-kortti toimi signaalina imuohjaukselle. Jos kokoonpanijan vasemmalla puolella
olevalla kanban-kortilla oli puolivalmiste, tämä kokoonpanija ei saanut aloittaa uuden
puolivalmisteen kokoamista, ennen kuin oma puolivalmiste oli siirtynyt eteenpäin
seuraavalle kokoonpanijalle. Kun neljäs kokoonpanija oli koonnut valmiin rekka-auton,

24
ja laittanut sen kanban-kortille, tehdaspäällikkö kuljetti tuotteen asiakkaalle
automaattisesti.
Tällä pelikierroksella kokonaispelaajamäärä pysyi samana: seitsemän pelaajaa ja kaksi
purkajaa sekä asiakas. Koska materiaalinkäsittelijää ei tarvittu tämän layoutin
mukaisella pelikierroksella, käytimme tällä kierroksella kahta tavarantoimittajaa.
Tavarantoimittajat pystyivät myös näkemään kokoonpanijoiden osien varastotilanteen
ja saattoivat ennakkoon tuoda tarvittavia osia työpisteille. Toisella pelikierroksella muut
säännöt ja valmistelut olivat samanlaiset kuin ensimmäisellä pelikierroksella.
Kun toinen pelikierros alkoi, ajanotto käynnistettiin. Havaittiin nopeasti, että tämä
pelikierros sujuu paljon tehokkaammin kuin ensimmäinen. Asiakas sai myös
ensimmäisen rekka-auton paljon nopeammin. Noin viiden-kymmenen minuutin peliajan
jälkeen tuotantoon lisättiin erikoistoimitus punaisella osalla, mikä käynnisti toisen
ajanottokellon mittaamaan erikoistoimituksen läpimenoaikaa. Tämän jälkeen
tuotantoon lisättiin huonolaatuisia mustia osia.
Kun asiakas oli saanut erikoistoimituksen, peli ja ajanotto päättyi. Laskettiin ja kirjattiin
samat asiat taulukkolaskentaohjelmaan kuten ensimmäisellä pelikierroksella. Havaittiin,
että jonoja ei syntynyt imuohjauksen ja yhden kappaleen eräkoon takia. Tällä
pelikierroksella puolivalmisteita, tai puolivalmisteita huonolaatuisilla osilla ei kertynyt
välivarastoihin kuten ensimmäisellä pelikierroksella, koska välivarastoissa tai työn alla
oli maksimissaan yksi puolivalmiste per kokoonpanija. Tuotantolinjalla oli enintään neljä
puolivalmistetta, yksi kullakin kokoonpanijalla. Myös erikoistoimituksen läpimenoaika oli
noin viisi-kymmenen kertaa nopeampi kuin ensimmäisellä pelikierroksella riippuen
missä ajankohdassa erikoistoimitus lisättiin peliin. Koska kokoonpanotila oli pienempi
layout-muutoksen takia, tämä huomioitiin myös taulukkolaskentaohjelmassa
kustannussäästönä.
Todettiin että kokoonpanijoiden työt olivat edelleen epätasapainossa. Ensimmäinen
kokoonpanija, jolla oli vähiten kasattavia osia ja nopein vaihe, joutui jatkuvasti
odottamaan seuraavan kokoonpanijan vapautumista. Kolmannella kokoonpanijalla oli
koko ajan tekemistä, eli toinen kokoonpanija ei ollutkaan pullonkaula, kuten näytti
ensimmäisellä pelikierroksella. Välillä toinen kokoonpanija joutui odottamaan
kolmannen kokoonpanijan vapautumista. Neljäs kokoonpanija joutui välillä odottamaan

25
puolivalmistetta kolmannelta kokoonpanijalta. Tässä selvisi, että kolmas kokoonpanija
oli pullonkaula ja hitain vaihe.
4.3 Kolmas pelikierros ja havainnot
Koska kokoonpanovaiheet olivat edelleen epätasapainossa, päätettiin kolmatta
pelikierrosta valmistella etukäteen optimoimalla ja kellottamalla kokoonpanovaiheet
ennen pelikierroksen alkua. Ensimmäinen kokoonpanovaihe kesti noin kymmenen
sekuntia, toinen vaihe noin 30 sekuntia, kolmas vaihe noin 45 sekuntia ja neljäs vaihe
noin 35 sekuntia. Tasapainotettiin kokoonpanovaiheet siirtämällä osa Lego-osien
kokoamisvaiheista neljännestä työvaiheesta kolmanteen, kolmannesta toiseen sekä
toisesta ensimmäiseen. Jossain koulutusryhmässä muutettiin osien
kokoamisjärjestystä niin, että neljännessä vaiheessa koottavia osia koottiin jo
ensimmäisessä vaiheessa. Koottavat osat, joita oli 47 kpl rekka-autossa, ei kuitenkaan
voitu jakaa tasan neljälle niin, että jokaisella kokoonpanijalla olisi ollut 11-12 osaa,
koska pienet osat olivat hitaampia koota kuin isommat osat. Osien jakoa piti jakaa
kokeilemalla. Tämän jälkeen kellotettiin uudet ajat. Toistettiin kokeilut (PDCA-syklit)
vielä kolme – neljä kertaa ja saatiin työvaiheet melko tasaisiksi. Kellottaminen kannatti
tehdä muutaman kerran sen takia, että yksittäisessä työvaiheessa oli aina pientä
vaihtelua. Kuvassa 16 esitetään kolmannen pelikierroksen layout ja henkilöhahmot.
Kuva 16. Kolmannen pelikierroksen layout ja henkilöhahmot

26
Pelaajat huomasivat myös, että kannatti pitää osat järjestyksessä pöydillä. Tällöin
myös tavarantoimittajat näkivät, mitkä osat ovat loppumassa, ja pystyivät ennakkoon
tuomaan osia kokoajille. Jotkut ryhmät käyttivät teippiä, millä merkkasivat ”lokeroita”
pöydille, jotkut ryhmät käyttivät pieniä pahvilautasia tai muovimukeja, mihin tuodaan
osia. Tässä tuli esiin 5S.
Koska meillä oli kaksi tavarantoimittajaa, päätettiin, että toinen voi keskittyä
ensimmäisen ja toisen kokoonpanijan osatoimituksiin ja toinen tavarantoimittaja
kolmannen ja neljännen kokoonpanijan osatoimituksiin. Kolmannella pelikierroksella
säännöt olivat identtiset toisen pelikierroksen kanssa. Peli alkoi, ajanotto oli käynnissä
ja peli loppui, kun erikoistoimitus oli tullut asiakkaalle. Tulokset kirjattiin jälleen
taulukkolaskentaohjelmaan. Keskeneräisiä ja huonolaatuisia tuotteita oli saman verran
kuin toisella pelikierroksella, mutta todettiin, että tuottavuus ja läpimenoaika paranivat
entisestään.
Kolmannella pelikierroksella, kun työvaiheet olivat tasapainotettu, kävi ilmi, että
yksittäinen kokoonpano saattaa hidastua alussa johtuen muuttuneesta prosessista.
Myös virheiden määrä saattaa nousta. Todettiin, että kun prosessia muutetaan, olisi
tärkeä laatia uudet työohjeet sekä perehdyttää henkilöstö uuteen prosessiin.
4.4 Ylimääräinen pelikierros
Edellisissä peleissä simuloitiin huonoa laatua mustilla Lego-osilla. Ylimääräisellä
pelikierroksella halusimme vielä simuloida, miten fyysisesti huonolaatuiset osat
vaikuttaisivat tuotantoon ja läpimenoaikaan. Pelasimme vertailun vuoksi ylimääräisen
pelikierroksen samalla layoutilla ja säännöillä kuten kolmannella pelikierroksella ja
käytimme vastaavia Lego-osia kuten edellisissä peleissä. Osia oli tässä 30 rekka-
autoon. Koottavia osia oli 47 kutakin rekka-autoa kohden, joten osia oli yhteensä 1410
kpl. Näistä 70 (5 %) oli muokattu niin, että osat eivät sopineet yhteen, vaan
kokoonpanossa joutui vaihtamaan viallista osaa tai toimittamaan puolivalmisteen
takaisin edelliselle kokoonpanijalle korjattavaksi. Muokkauksessa oli käytetty
pikaliimaa, tai osaa rikottu niin, ettei viallista osaa helposti huomannut silmin. Kaikki
osat oli jaettu ja järjestetty valmiiksi työpisteille, joten tässä pelissä ei tarvinnut
tavarantoimittajaa. Peliä pelattiin, kunnes kaikki mahdolliset osat oli käytetty, joten
purkajia ei tarvittu pelin aikana. Kuvassa 17 esitetään muokattuja Lego-osia.

27
Kuva 17. Muokattuja Lego-osia
Kun vertailtiin toimitettujen rekka-autojen määrä pelin kolmanteen kierrokseen ottaen
huomioon kokonaispeliaikaa, prosessi oli noin 25-50 % hitaampi.

28
5 Yhteenveto pelikerroista
Pelin ensimmäisellä kierroksella havaittiin hyvin, että työt eivät olleet tasapainossa ja
jonoja syntyi kasvavasti, kunnes toisella pelikierroksella otettiin käyttöön imuohjaus ja
kanban-kortit.
Ensimmäisellä pelikierroksella moni ajatteli, että toinen kokoonpanovaihe oli
pullonkaula, koska siihen syntyi isoimmat jonot. Moni toki huomasi, että pullonkaula
olikin kolmas kokoonpanovaihe, vaikka siinä oli vähemmän puolivalmisteita jonossa.
Prosessia voi nopeuttaa vain avaamalla pullonkaulaa, mutta jonot syntyvät aikaeroista,
ei pullonkaulasta. Kellottamalla jokaista työvaihetta, saatiin vaiheajat ja
kokonaisläpimenoaika. Kokoonpanossa kului pyöristettynä keskimäärin 120 sekuntia
kaikille neljälle kokoonpanovaiheelle yhteensä. Ensimmäinen rekka-auto valmistui siis
120 sekunnissa, ja tämä oli ns. asetusaika. Seuraavat rekka-autot tulivat
nopeammassa tahdissa. Kuvassa 18 näkyvät ensimmäisen pelin kokoonpanovaiheajat.
Kuva 18. Vaiheajat ensimmäisessä pelissä.
Koska kokonaiskokoonpanoaika oli 120 sekuntia, jokainen vaihe kestäisi
ideaalimaailmassa 30 sekuntia. Tahtiaika olisi siis 30 sekuntia ja asetusajan jälkeen,
valmistuisi yksi rekka-auto joka 30:s sekunti. Ensimmäisessä pelissä tahtiaika oli 45
sekuntia, koska hitain vaihe, eli pullonkaula, määräsi läpimenoajan. Kuvassa 19
havainnollistetaan ideaalimaailman tahtiaikaa.

29
Kuva 19. Tahtiajat ideaalimaailmassa.
Todettiin kuitenkin, että aina syntyy jonkinlaista vaihtelua kokoonpanon eri vaiheissa.
Jos alkuvaiheessa tulisi ongelma ja tahtiaika pitenisi, tämä ei vaikuttaisi seuraaviin
vaiheisiin muulla tavoin kuin odottelulla. Jos taas loppupäässä tahtiaika jostain syystä
hidastuisi, alkupään työt jouduttaisiin pysäyttämään. Tämän takia todettiin, että ideaali
tasatahtiaika ei käytännössä ole paras. Käytännössä ensimmäinen vaihe tulee olla
hitain ja seuraavat vaiheet nopeampia niin, että jokainen vaihe nopeutuu vähän.
Kuvassa 20 esitetään käytännön kannalta optimoidut tahtiajat.
Kuva 20. Optimoidut tahtiajat käytännössä (esimerkki).

30
Ensimmäisellä pelikierroksella myös läpimenoaika hidastui, mitä enemmän
puolivalmisteita oli jonossa. Jossain vaiheessa tulisi varaston maksimikoko vastaan ja
ensimmäinen kokoonpanovaihe jouduttaisiin pysäyttämään, kunnes toinen ja kolmas
kokoonpanovaihe olisivat saaneet varastot pienemmiksi.
Pelituloksissa tärkeimmät vertailukohteet pelikierroksien välissä, oli toimitettujen rekka-
autojen määrä, läpimenoaika ja keskeneräisten tuotteiden määrä (KET/WIP).
Taulukossa normalisoitiin arvot niin, että toisen ja kolmannen kierrosten kokonaisajat
olivat samat kuin ensimmäisellä kierroksella ja toimitettujen rekka-autojen määrä sekä
KET/WIP kerrottu tämän mukaan. Kuvassa 21 on valokuva erään ryhmän kolmannen
pelikierroksen valmistelusta. Kuvassa näkyy U-muotoinen layout, kanban-kortit,
optimoidut kokoonpanovaiheet sekä 5S otettu käyttöön. Tämän opinnäytetyön
kirjoitushetkellä ehdittiin pitää kymmenen koulutustilaisuutta. Pelitulokset ovat liitteessä
1.
Kuva 21. Erään ryhmän kolmannen pelikierroksen valmistelut. U-muotoinen layout, kanban-kortit, optimoidut kokoonpanovaiheet sekä 5S otettu käyttöön.

31
Ylimääräisellä pelikierroksella todettiin, että jos 5 % osista oli viallisia, prosessi hidastui
noin 25-50 %. Tämä aika voi tietenkin vaihdella suuresti, riippuen siitä, huomaako
kokoonpanija virheen Lego-osassa, mikä voi aiheuttaa ongelmia jossain seuraavissa
vaiheissa, vaikka viallinen osa pystytään kokoamaan tässä vaiheessa. Ylimääräistä
pelikierrosta ehdittiin pelata vain kolme kertaa tämän opinnäytetyön aikana.

32
6 Yhteenveto koulutuspalautteista
Jokaisen koulutuksen jälkeen lähetettiin sähköpostissa linkki web-palautekyselyyn
kaikille osallistujille. Tarkoituksena oli kehittää omaa koulutusta jatkuvasti palautteiden
perusteella. Kyselyssä oli käytetty ulkopuolista sovellusta, ja vastaukset olivat täysin
anonyymeja. Vastausaikaa oli aina viikko koulutustilaisuudesta. Kyselyssä oli viisi
kysymystä:
1. Kuinka hyödylliseksi koit koulutustilaisuuden?
2. Kuinka hyvin koulutus oli järjestetty aineiston osalta?
3. Kuinka hyvin koulutus oli järjestetty yleisesti?
4. Terveisiä järjestäjälle, mitä meni mielestäsi hyvin?
5. Terveisiä järjestäjälle, mitä kehitettävää?
Kysymyksistä kolme ensimmäistä oli ns. kertavalintakysymyksiä, missä valittiin ”erittäin
tyytymätön”, ”tyytymätön”, ”en osaa sanoa”, ”tyytyväinen” tai ”erittäin tyytyväinen”.
Kaksi viimeistä kysymystä olivat avoimia, joiden kenttiin pystyi kirjoittamaan palautetta
tekstimuodossa.
Palautteet kymmenen koulutustilaisuuden jälkeen olivat positiiviset. Vastausprosentti
oli 71 %. Suurin osa osallistujista olivat joko tyytyväisiä tai erittäin tyytyväisiä
koulutukseen. Koulutuksien jälkeen saatiin myös suullista palautetta.
Lähes kaikki olivat yhtä mieltä, että Lego-peli havainnollisti ongelmat ja lean-opit
käytännössä. Osallistujat pitivät myös siitä, että koulutuksissa oli henkilöitä eri
osastoilta sekaisin, koska tällä tavalla tuli keskusteluissa näkökulmia myös oman
osaston ulkopuolelta. Vientikoordinaattoreiden ja myyjien mielestä koulutus saisi olla
eri toimihenkilöille kuin tuotantohenkilöille, koska tämä Lego-peli oli
tuotantopainotteinen. Moni toimihenkilö kertoi kuitenkin saavansa tästä pelistä ideoita
oman työympäristönsä kehittämiseen. Osallistujat, joille lean ei ollut ennestään tuttu,
kertoivat, että teoriaa tuli paljon lyhyessä ajassa, eikä kaikkea pysty muistamaan.
Koulutuksien edettyä päätettiin osa alkuperäisessä koulutuksessa olevista esityksistä

33
jättää pois ja näin lyhentää teoriaosuutta. Osallistujat saivat kuitenkin pari vihkollista
teoriamateriaalia mukaansa lean-johtamisfilosofiasta sekä lean-työkaluista.
Materiaaleja tullaan myös parantamaan jatkuvasti. Palautteet ovat liitteessä 2.
Koulutuksissa pidettiin myös lyhyt tentti, jossa oli 20 monivalintakysymystä. Näin
saatiin selville, mitä asioita tai käsitteitä täytyy kertoa selkeämmin seuraavissa
koulutustilaisuuksissa.

34
7 Yhteenveto
Tämän työn tavoitteena oli selvittää, kuinka voidaan toteuttaa pelaamiseen perustuva
koulutusmenetelmä lean-ajattelun käyttöönoton tukemiseksi. Koulutustapahtumissa
käytiin läpi jatkuvan parantamisen periaatteita, lean-ajattelutapaa sekä muutamia
työkaluja, joita voidaan hyödyntää yhtiön eri organisaatioissa. Koulutustapahtumien
pääpaino asetettiin fyysiseen peliin ja koulutuksessa käytettiin Lego-rekkatehdas–peliä,
joka simuloi tuotantoympäristöä.
Pelissä mitattiin läpimenoaikoja sekä keskeneräisten tuotteiden, huonolaatuisten
tuotteiden ja toimitettujen rekka-autojen määriä. Pelien aikana kiinnitettiin huomioita
mm. pullonkauloihin, työvaiheiden tasapainoon, eräkokoihin sekä työtilojen asetelmiin.
Pelissä oli useampi kierros, ja osallistujat saivat ideoida parannuksia ennen seuraavaa
kierrosta. Pelissä tuli esille myös toiminnallisia hukkia, esimerkiksi ylituotanto, varastot,
siirrot sekä korjaustyö. Pelin edetessä pystyttiin minimoimaan hukat sekä saamaan
virtausta imuohjauksella. Pelattaessa todettiin myös, että prosessissa esiintyy aina
jonkinlaista vaihtelua.
Koulutuksesta haluttiin mahdollisimman käytännönläheinen, jotta jokainen osallistuja
pystyisi tekemään paremmin havaintoja ja saisi synnytettyä enemmän omia ideoita
työympäristönsä kehittämiseksi. Osallistujia oli noin kymmenen kussakin tilaisuudessa,
ja osallistujat olivat sekoitettu eri organisaation osastoilta. Jokaisen koulutuksen
jälkeen pyydettiin palautetta, jotta voisimme parantaa koulutusta. Kerätyn tiedon
perusteella pelitapahtumat todettiin onnistuneiksi, ja osallistujat olivat joko tyytyväisiä
tai erittäin tyytyväisiä koulutukseen.
Noin pari-kolme kuukautta jokaisen koulutuksen jälkeen on myös tarkoitus pitää
ryhmätöitä, joissa on osallistujia aina samoilta osastoilta. Näissä ryhmätöissä on
tarkoitus suunnitella parannuksia oman osaston prosesseihin. Tämä osa jäi tämän
insinöörityöprojektin ulkopuolelle.

35
Lähteet
Haverila, Matti J. & Uusi-Rauva, Erkki & Kouri, Ilkka & Miettinen, Asko. 2009. Teollisuustalous. Infacs Oy.
Kouri, Ilkka. Lean taskukirja. 6/2009. Teknologiateollisuus ry.
Kouri, Ilkka. Lean tuotekehityskurssi Planmecalla 31.10.2017.
Lean Games Ltd. Verkkoaineisto. <www.leangames.co.uk>. Luettu Q1/2018.
Lean Simulations. Verkkoaineisto. <leansimulations.org>. Luettu Q1/2018.
Leanshopping. Verkkoaineisto. <www.leanshopping.com>. Luettu Q1/2018.
Liker, Jeffrey K. 2004. Toyotan tapaan. McGraw-Hill.
Logistiikan maailma. Verkkoaineisto. <www.logistiikanmaailma.fi>. Luettu Q1/2018.
Modig, Niklas & Åhlström, Pär. 2013. Tätä on lean. Rheologica Publishing.
Piirainen, Antti. Quality Knowhow Karjalainen Oy. Lean Lego-kurssi Planmecalla 10.11.2017.
Quality Knowhow Karjalainen Oy. Verkkoaineisto. <www.qk-karjalainen.fi>, <www.laatutieto.fi> ja <www.sixsigma.fi>. Luettu Q1/2018.
Rother, Mike & Shook, John. 1999. Learning to See. Lean Enterprise Institute.
Torkkola, Sari. 2015. Lean asiantuntijatyön johtamisessa. Talentum Media Oy.
What is Six Sigma. Verkkoaineisto. <www.whatissixsigma.net>. Luettu Q1/2018.
Østbø, Petter & Cattermole, Robin & Wetherill Mark. 2016. Leading Beyond Lean / The Seven Drivers of Productivity. Macmillan Publishers Ltd.
Liite 1
1 (2)
Pelitulokset

Liite 1
2 (2)

Liite 2
1 (6)
Koulutuspalautteet

Liite 2
2 (6)
Terveisiä järjestäjälle, mitä meni mielestäsi hyvin?
Lego-peli havainnollisti hyvin asioiden toimimattomuuden ja parannuksen, kun
muutettiin tapoja tehdä asioita. Tunnelma oli mielestäni mukava ja positiivinen
ja siellä otettiin jokaisen mielipiteet huomioon. Taukoja oli sopivasti.
Pelissä havainto siitä, että on pullonkaula missä tahansa niin se vaikuttaa
virtausnopeuteen.
Uusien ihmisten tapaaminen ja yhdessä tekeminen/pelaaminen oli mukavaa ja
avasi näkökulmia toisten työhön. Aikataulutukset päivän aikana toimivat
hienosti.
Koulutus oli hyvin selkeä ja asiat saatiin hyvin tiivistettynäkin esille.
Kaikki meni hyvin, hyödylliseksi ei tullut täydet pisteet koska katson, että jatko-
osa tekee siitä täydellisen.
Hyvät kouluttajat! Toimistopuolella ihan kaikki esitetyt asiat eivät ehkä suoraan
toimi (kuten tehdään yksi asia alusta loppuun), mutta hyviä vinkkejä tuli.
Kaikki osa-alueet toimivat hyvin. Koulutustilaisuus pysyi kokoajan mielekkäänä
ja kiinnostavana.
Lego testi oli hyvä osoitus kuinka pienillä muutoksilla voidaan saada iso
muutos. Mielenkiintoinen aihe joka tietysti vaatii tiettyä "ylläpitoa" ettei asiat
hiljalleen valu takaisin vanhaan toimintamalliin..
Lego osuus todella selkee havainnollistaja
Lego-pelaaminen oli hyvä, se havainnoillisti hyvin tuotannon kulkua. Siinä näki
työn kulun, ongelmat (jos sellaisia oli ja missä ja miksi ne tökkivät).
Mukavan rento ja hauska koulutustilaisuus.
Legoilu oli hyvin konkreettinen esimerkki leanauksesta ja inspiroi ajattelemaan
kuinka se olisi sovellettavissa tuotemuutoksiin.
Sisältö oli hyvä. Ehkä vielä enemmän niitä tietotyönjohtamisen caseja ja
onnistumisia, vaikka ne ei ihan niin vaikuttavia olekaan kuin tuotannossa on
ollut. Aika oli hyvin jaettu.
Sekalainen osallistujajoukko on erittäin hyvä ratkaisu. Opimme samalla
tuntemaan talon muitakin työntekijöitä. Aikataulu piti.
Mielestäni hyvin valmisteltu ohjelma ja materiaali.
Hyvin seurattu että kaikki sai äänensä kuuluviin, iso kiitos!
Sisältö ja koulutuksen tarkoitus oli mielestäni hyvin valittu ja jäsennetty. Jäi
sellainen olo että ymmärsin jotain mitä voin soveltaa omaan työhöni.
Lean ajattelun havainnollistaminen ja toimintastrategian jalkauttaminen
Pelit
Esiintyminen oli ammattitaitoista ja sujuvaa, tilaisuus rullasi kivasti. Käytäntöön
soveltaminen omassa työssä jäi tosin hyvin ohueksi.
Hyvin tuhti tietopaketti, mutta uskon, että perusajatus (resurssi- ja
virtaustehokkuus + lait) jäi suurimmalle osalle osallistujista mieleen. Käytännön
esimerkit Leanin hyödyntämisestä olivat loistavia eikä niitä varmasti koskaan
voi olla liikaa. Parasta antia oli Lego-harjoituksessa tehty ongelmanratkaisu
(PDCA). Uskon, että monelle muullekin oli palkitsevaa huomata, että kun

Liite 2
3 (6)
muutos-/kehityspäätöksiä tehdään yhdessä siellä missä ongelmia piilee (eikä
vain muiden sanelemana), voidaan saada aikaan tuloksia nopeastikin. Tätä
voisi ehkä vielä huomiona painottaa lisää!
Hienoa, että koulutus annetaan kattavasti koko osastolle.
Lego-peli toi ongelmat hyvin esiin konkreettisesti. Mielestäni erittäin hyödyllinen
koulutus.
Yllättävän hauska koulutus ja Legoilla toteutettu esimerkki teki asiasta helposti
tajuttavan.
Pääideat välitettiin hyvin, liinauksen ideasta oli helppo saada kiinni.
Konkreettiset esimerkit hyödyistä tuotiin hyvin esiin. Lean-pelin kautta välittyi
hyvin myös se, kuinka pienilläkin muutoksilla voidaan saada hyviä, laatua
parantavia muutoksia aikaan.
Lego-leikki havainnollisti hyvin Lean-ajattelutavan. Koulutuksen aikana
kouluttaja osasi hyvin esittämään läpikäytävän teorian myös konkreettisin
esimerkin 'oikeasta' työmaailmasta.
Näkyväksi tekeminen, konkreettinen kokeilu, hyvässä hengessä lupa kokeilla
eri vaihtoehtoja ja yhdessä etsiä toimivaa kokonaisuutta
Tilaisuus oli hyvin johdettu ja eteni suunnitellusti.
Teorian ja pelaamisen yhdistäminen oli hyvä setti. Käytännön esimerkit sitovat
teorian talon omaan toimintaan; ks. myös jäljempänä #C.
Koulutus oli mielekäs ja selkeä ja siitä oli hyvää infoa ja taustatietoa. Meillä oli
tosi hyvä tiimi ja sujui kaikki just nappiin :)
Koulutus hyvin järjestetty, sellainen kuva jäi ettei kaikkia ennalta suunniteltuja
asioita ehditty käsitellä.
Oli mielenkiintoinen. Tehdastoiminnasta sai hyvän esimerkin.
Pelien organisointi oli ihan hyvin mietitty
Kokonaisuutena hyvä
Ihan hyvää perusinfoa leanauksesta. Tuotannossa varmasti tehokas keino
parantaa toimintaa. Vähän jäi edelleen epäselväksi miten tätä voi hyödyntää
omassa työssä, jossa työtilanne vaihtelee ihan sen mukaan mitä asiakas
milloinkin keksii.
Pelimuotoinen tehdassimulaatio oli erinomaisen konkreettinen tapa
havainnollistaa käsiteltyjä asioita
Hyvä peruspaketti jolla saa käsityksen Leanauksesta.
sopii tuotantoon paremmin kuin tietotyöläiselle

Liite 2
4 (6)
Terveisiä järjestäjälle, mitä kehitettävää?
Kutsuihin jatkossa mukaan briiffaus koulutuksen annista ja mihin sillä pyritään.
En tiennyt yhtään mihin olen tulossa ja yllätyin todella, että Legot oli oikeasti
mukana.
Aineiston voisi toimittaa etukäteen ja sitä voisi tiivistää. Tarkoitus on ilmeisesti
räätälöidä jonkin verran lego-peliä Planmecan tarpeeseen, joka todennäköisesti
havainnollistaa enemmän meille asioita. Ryhmät voisi järjestää sellaisten
osastojen kesken, jotka ovat tiiviissä yhteistyössä ja osastoilta pitäisi ottaa joka
portaasta henkilöitä mukaan (esim. viennistä vientimyyjät, koordinaattorit ja
huolintakoordinaattorit ja sen lisäksi varaosista, kuljetuksesta ja lähettämöstä
myös henkilöitä mukaan). Reflektoinnin tarkoitus jäi ehkä hieman epäselväksi.
En tarkalleen tiedä mitä konkreettista jäi vietäväksi omalle osastolle mukaan.
Se selvennee, kun osastolta suurin osa on käynyt koulutuksen läpi.
Sivunumerot materiaaliin ja pääpaino ei ehkä kuitenkaan ole tietääkö
tekniikoiden nimet/niistä tentti lisäksi kysymykset ehkä etukäteen. Tarkoitus oli
olla pilot ja jälkipyykki paikallaan, josta nostetaan jokin issue esiin mitä voidaan
kokeiluluontoisesti ottaa käyttöön ja sitä kautta ehkä vakioida ko. asia.
Aineisto olisi voinut olla ehkä paremmin järjestetty, enemmän konkretian ja
esimerkkien kautta. Sekä miten ja miksi (mitä saavutetaan/tavoitellaan) Leania
tänäpäivänä hyödynnetään yrityksissä. Pieni aineisto ja tentti voisi olla
mielestäni tulla myös ennen koulutuspäivää täytettäväksi. Koulutuspäivän
jälkeen saatava aineisto voisi olla yhdessä läystäkkeessä ja kuvaavammalla
kansilehdellä. Aineistossa voitaisiin ensimmäiseksi motivoida/kertoa miksi ja
mitä Leanilla/koulutuspäivällä haetaan Planmecalla tänäpäivänä.
Kehitysehdotuksia kerrottiinkin jo paikanpäällä.
Toimistopuolelle oma, räätälöity kurssi, jossa mukana vienti, huolinta, kuljetus ja
lähettämö ja varaosat (+tuotanto). Jos kurssi alkaa aamulla jo klo 8, niin pieni
aamupala esim. sämpylän muodossa olisi tervetullut!
Lean työkalujen läpikäynti voisi olla hitaampi ja hieman yksityiskohtaisempi.
Työkalut olisi meni nopeasti mutta omalla opiskelulla aiheesta ehkä saa lisää
irti.
Kolmannen Lego-pelinkierroksen jälkeen tuli aika tuhti paketti asiaa nopeasti ja
paljon. Paketti sisälsi paljon uusia termejä ja työkaluja Leaniin. Tätä voisi ehkä
pilkkoa osiin, esim. ensimmäisessä luento-osuudessa voisi jo käsitellä osan
tästä ja loppuluennossa loput. Muuten päivä oli mielenkiintoinen ja jätti paljon
ajateltavaa.
Lean-esimerkit ovat yleensä tuotannosta. Koulutuksessa voitaisiin pohdiskella
Legoilussa konkretisoituneita hukan poiston ja PDCA:n ilmenemismuotoja esim.
tuotekehityksessä.
Voisiko pystyä lyhentämään tämän kestoa esim. 5 tuntiin?
Voisi miettiä, olisiko osallistujia mahdollista osallistaa jotenkin vielä enemmän
miettimään asiaa oman työnsä/osastonsa kohdalta.
hommat oli hanskassa näillä kavereilla!

Liite 2
5 (6)
Koulutuksen läpiviennin hiomista jäin kaipaamaan. Koulutettavien ohjeistus oli
paikoin hieman tulkinnanvaraista.
Mielestäni siinä ei ollut mainittavaa parannusta toivottavissa, mutta ihannemaan
ja tähden tavoittamista on tässäkin jatkettava..
Kaikki aineisto ei ollut heti saatavilla mikä viivästytti kolututusta.
Jäin miettimään tavarantoimittajan roolia autoleikissä. Toimittaja haluaa
varmastikin rahaa toimittamistaan tuotteista - ja itse toimittamisesta. Nyt niitä ei
laskettu mukaan ennen kuin puolivalmisteina. Johtajan vaikutus oli myös hyvin
minimaalinen, vaikka oikeassa elämässä huono johtoja voi tuhota paljon - ja
hyvä saada aikaan lähes ihmeitä. Ihmisiä tässä ollaan, eikä koneita - vaan se ei
näy simulaatiossa.
Luulen, ettei monellekaan jäänyt Lean-työkaluista mieleen muuta kuin, että niitä
on paljon ja jokaisella on oma kirjainlyhenteensä tai japaninkielinen nimi. Olisi
hyvä varmasti painottaa vielä, että kaikkia työkaluja ei ole tarkoituskaan käyttää,
ja etteivät ne ole itseisarvoja, vaan vaihtoehtoja.
Osastokohtaiset esimerkit avaisivat teoriaa vielä paremmin sellaisille henkilöille,
jotka eivät omassa työkuvassaan normaalisti tällaisia asioita ole joutuneet
miettimään. Nyt esimerkit pitkälti röntgentuotannosta.
Jäi hieman epäselväksi miten Lean-konseptia toteutettaisiin käytännössä
toimistotyössä.
Koulutus painottui vahvasti tuotannon prosessien kehittämiseen.
(Jatko)koulutus kannaisi suunnitella siten, että se on selkeämmin kohdennettu
koulutuksen osallistujien toimenkuvaan soveltuvaksi. Toisaalta tuotannon
prosessien kautta parannukset laadussa saatiin selkeästi näkyviin, mutta
yhtenä tehtävänä olisi voinut olla jonkin toisentyyppisen, vähemmän
konkreettisen työn laadun pararantaminen. Toki, näiden esimerkkien kautta
saatiin hyvin välitetyksi Lean-ajattelun keskeinen idea, jonka pohjalta sen
soveltamista omaan työhön voi ruveta miettimään.
Nyt annetut esimerkit olivat pitkälti tuotanto/myyntiympäristöstä - olisin
kaivannut lisää esimerkkejä myös miten Lean-ajattelutapaa sovelletaan myös
niiden tukitoiminnoissa (esim. markkinointi / dokumentointi).
Kiitos, huippua, että sain olla mukana ja oppimassa
Alussa oli ehkä hieman liikaa teoriaa, mutta toistaalta kaikille aihe ei ollut niin
tuttu kuin minulle.
#A: Kuten tilaisuudessa jo tunnistettiin, tietotyön esimerkkejä tai ratkaistavia
kohteita kaivataan. #B: Toinen tämänkaltainen teoriapohjan hyödyntäminen ja
kohdan #A pointti voisi puoltaa myös osastojen/roolien sekoittamista, jolloin
keskustelu poikii kilpailevia näkökulmia "itsestäänselvyyksiin tai totuttuun". #C:
Konkretia (ks. myös #A) voisi löytyä, jos harjoituksessa olisi mahdollisuus olla
kytkös johonkin ratkaistavaan parannuskohteeseen tms.
Muuten ei mitään noottia, mutta gluteenitonta tarjottavaa, vaikka hedelmiä, jos
ei keksejä ole :D
Asioista keskustelu ilmeisesti viivästytti koulutuksen kulkua, jäikö asioita
esittämättä.
Liite 2
6 (6)
Voisi ehkä olla mukana materiaalia mikä havainnollistaisi myös esim.
toimistotyöntekijöiden lean työskentelyä. Voisi olla enemmän kilpailua
aikaisempien ryhmien aikaa vastaan.
Täyttä asiaa. Näki konkreettisesti miten yksi työntekijä ei omalla toiminnallaan
saa suurtakaan parannusta aikaan vaan siihen tarvitaan koko ketjun panos.
Käytännössä tämä on se hankala juttu jos esimies ei ymmärrä muutoksen
tarvetta vaan haluaa että asiat tehdään niin kuin hän on päättänyt.
Taloudelliset tunnusluvut paikoin epäuskottavat / epäselvät. Luvut voisivat olla
myös helpommin lähestyttäviä, jos yksi rekka-auto ei maksaisi 250 000 euroa
vaan esimerkiksi kaksikymmentä euroa. Jokainen osa olis esimerkiksi
kymmenen viiden sentin hintainen ja jokainen työntekijä saisi palkkaa
esimerkiksi 50 senttiä minuutissa. Kun nämä talouslaskelmien taustat olisivat
selkemmät niin lukujen vertailu voisi olla myös mielekkäämpää.
Kannattaa tarkastaa ne taloudelliset luvut ja se miten ne toimii. Kun käyttää
lukuja esimerkkinä niin hyvä tietää mitä taustalla on ja mikä vaikuttaa mihinkä
(itselle ainakin talousihmisenä jäi epälyksiä monilta osin luvuista)
Enemmän esimerkkejä toimistotyöhön liittyen.
Koulutus kaikille. Lisää hyviä käytänteitä ja esimerkkejä tuotantolinjojen ja
valmistuksen ulkopuolelta
Joissakin kohdin jäi hieman sekava fiilis kun mietittiin miten linjaa/layouttia voisi
parantaa. Porukka hieman jakaantui miettimään omiaan. Ehkä olisin toivonut
hieman että olisi ollut joku "veturi"-paikalla joka pitänyt porukan yhdessä tai
jakanut että kuka ryhmästä miettii mitäkin. Mielestäni olisi voinut myös käydä
läpi aiemmassa vaiheessa lean-työkaluja joita olisi sitten voitu soveltaa
käytännössä kun linjan parannusta mietittiin. Mutta muuten kyllä oli oikein kiva
päivä ja hyvä paketti! Kiitos! :)
jokainen voi kehittää omaa työtään ja oman osaston toimitaa, mutta osastojen
välinen kehittäminen vaatii toimia
Leanauksessa on tärkeää oppia tunnistamaan hukka omassa työssä -> jatkuva
parantaminen! Tämä onkin sitten vaikea kun pelaajia on erillaisista tehtävästä.
Peli alkuun voisi ideoida ja luoda mahdollismman monta hukan lajia ja tai
simuloida niitä uusilla tavoilla esim.lukemattomattomat sähköpostit
tietokoneella?? Ekan kierroksen jälkeen voisi käydä hukat läpi, tunnistaa ne
ensin itsekseen post-it lapuille me- (me-we-us) ja ja valita kehityskohteet we-
us. OPPIMISEN A&O = KERTAUS-KERTAUS-KERTAUS -> lyhyet kierrokset
ja hukkien poistaminen joka kierroksella osallistavilla menetelmillä + muut
kehitystoimet. Laskenta voi olla tussitaululla ja niin yksinkertainen että ei mene
väännöksi. Laskennasta laitetaan vastaamaan ”tuotantopäällikkö” tai joku
”talousjohtaja”. Arvio päivän lopuksi pehmeä mittari & kova...oli helpompaa..
kiire loppui... päästiin plussaa taloudessa...jne.